| Похожие рефераты | Скачать .docx |
Реферат: Методы термического испарения
РЕФЕРАТ
по дисциплине: "ФХОТЭС"
на тему: "Методы термического испарения"
Оглавление
Метод термовакуумного напыления
Резистивное термическое испарение в вакууме
Обеспечение равномерности толщины пленки
Достоинства и недостатки термического испарения
Метод термовакуумного напыления
Метод получения тонких пленок термическим вакуумным напылением является универсальным и наиболее освоенным методом. Рассмотрим схему процесса термического напыления (рис.1).

Рис 1 Схема процесса термического напыления
Схема термического напыления. Рабочая камера вакуумной установки представляет собой цилиндрический металлический или стеклянный колпак 1, который устанавливается на опорной плите 7. Между колпаком и плитой находится резиновая прокладка, обеспечивающая вакуумплотное соединение. Внутри рабочей камеры расположены: подложка 4, которая закрепляется на держателе 3, нагреватель подложки 2 испаритель 6 для нагрева напыляемых веществ. Между испарителем и подложкой устанавливается заслонка 5, позволяющая в нужный момент прекращать попадание испаряемого вещества на подложку. Рабочая камера откачивается вакуумным насосом. Остаточное давление под колпаком измеряется специальным прибором - вакуумметром. Давление измеряется в мм рт. ст.
Процесс термического напыления в вакууме разбивается на три этапа
1. Испарение вещества.
2 Распространение паров испаряемого вещества.
3. Конденсация паров испаряемого вещества на подложке и образование пленочной структуры.
Испарение вещества. Испарение вещества происходит при его нагревании. При нагревании вещества кинетическая энергия его атомов и молекул возрастает и становится достаточной для того, чтобы они оторвались от поверхности и распространились в окружающем пространстве. С повышением температуры энергия увеличивается и количество молекул, отрывающихся от поверхности, возрастает.
Твердые вещества обычно при нагревании расплавляются, а затем переходят в газообразное состояние. Некоторые вещества переходят в газообразное состояние, минуя жидкую фазу. Такой процесс называется сублимацией .
Температуру, при которой давление паров вещества над его поверхностью составляет 10-2мм рт. ст ., называют температурой испарения вещества.
Скорость испарения вещества определяется количеством вещества, испаряемого с единицы площади в Iсек, и выражается формулой
 (1)
(1)
где Vисп - скорость испарения, г/ (см2 сек); рs - давление насыщенного пара (10-2мм рт. ст.); М - молекулярный вес испаряемого вещества, г/моль; Т - температура испарения вещества, К.
В табл.1 приведены значения температуры плавления, кипения и испарения, а также давления паров и скорости испарения некоторых материалов.
Формула (1) для определения скорости испарения справедлива для так называемого молекулярного режима
Таблица 1
| Материал | обозначения | Температура плавления, 0 С | Температура кипения, 0 С | Давление паров при температуре плавления, мм рт. ст. |
Температура испарения при давлении паров 10-2 мм рт. ст. | Скорость испарения 10-4 , г/ (см2 *сек) |
Алюминий Медь Никель Олово Серебро Хром |
А1 Сu Ni Sn Ag Cr |
660 1083 1455 232 961 1900 |
2060 2590 2730 2400 2210 2200 |
1,2 10-6 3 10-4 4,4 10-3 0 1,7 10-3 6,4 10-4 |
996 1273 1510 1189 1047 1205 |
0,85 1,18 1,06 1,56 1,67 1,1 |
Конденсация паров на подложке и образование пленочной структуры
Конденсацией называется процесс перехода материала из газообразной фазы в твердую. При конденсации на подложке образуется пленка сконденсированного материала.
Конденсация пленкина подложке зависит от температуры подложки. Существует такая температура подложки, называемая критической Ткр при превышении которой все атомы отражаются от подложки и пленка не образуется.
Исследования конденсации и роста пленки в начальный момент времени ее образования крайне важны, так как свойства пленки во многом определяются на этом этапе.
На процесс образования пленки влияет состояние поверхности подложки. Большое влияние оказывают также молекулы остаточных газов, которые нарушают условия конденсации и структуру образующейся пленки.
Молекулы остаточного газа находятся в беспорядочном тепловом движении и ударяются о любой участок поверхности, в том числе и о подложку. Степень загрязненности конденсируемой пленки определяется отношением числа молекул остаточного газа, ударяющихся о подложку, к числу молекул испаряемого вещества.
Молекулы остаточного газа, а в основномони являются молекулами воды Н2 О, реагируя с напыленным металлом, окисляют его. Тонкий окисный слой, образующийся у поверхности подложки, улучшает адгезию напыляемой пленки к подложке. Поэтому пленки, которые окисляются лучше (хром, железо), имеют лучшую адгезию. Металлы, которые плохо поддаются окислению (золото, серебро), имеют плохую адгезию, и они обычно напыляются с подслоем другого металла, имеющую лучшую адгезию к подложке.
Резистивное термическое испарение в вакууме
Все вещества в зависимости от температуры нагрева могут находиться в одном из трех фазовых (агрегатных) состояний: твердом, жидком или газообразном (парообразном
Условной, практически установленной температурой испарения считается температура, при которой давление насыщенного пара вещества составляет приблизительно 1,3 Па.
Некоторые вещества имеют температуру испарения ниже температуры плавления, те. они достаточно интенсивно испаряются из твердого состояния. Процесс перехода вещества из твердого состояния в парообразное, минуя жидкую фазу, называют сублимацией ( возгонкой).
Двигаясь от испарителя к подложке с энергией, молекула при столкновении с подложкой отдает ей часть своей энергии. Другую часть своей энергии молекула тратит на миграцию по поверхности подложки, теряя постепенно эту энергию и стремясь к тепловому равновесию с подложкой, в то же время миграция молекулы вдоль подложки происходит в потенциальном поле, рельеф которого характеризуется наличием "бугров" и "ям" и представляет собой распределение сил связи (сил Ван-дер-Ваальса) по поверхности подложки.
В процессе миграции возможны следующие результаты:
1) встретив на пути движения потенциальную "яму" (сильная связь с подложкой), молекула теряет избыток энергии и фиксируется на подложке (конденсируется), становясь центром кристаллизации;
2) встретив на пути движения потенциальный "бугор" (слабая связь с подложкой) и обладая достаточным избытком энергии, молекула покидает подложку (реиспарение);
3) встретив на пути движения другую мигрирующую молекулу, она вступает с ней в сильную (металлическую) связь, в результате чего подвижность группы и вероятность ее десорбции значительно падают. При достаточно крупном объединении молекул такая группа полностью теряет способность мигрировать и фиксируется на подложке, становясь центром кристаллизации.
Вокруг отдельных центров кристаллизации происходит рост кристаллов, которые впоследствии срастаются и образуют сплошную пленку. Повышение температуры подложки при прочих неизменных условиях увеличивает энергию адсорбированных молекул, повышается вероятность десорбции одиночных молекул в потенциальных "ямах". Таким образом, устойчивыми могут быть только крупные групповые образования молекул. При достаточно высокой температуре подложки (называемой критической) вероятность реиспарения становится равной единице и конденсации не происходит. С увеличением скорости испарения критическая температура подложки возрастает, возрастает вероятность возникновения мелкокристаллической пленки, вплоть до аморфной.
Процесс испарения и качество нанесенных пленок в значительной мере определяются типом и конструкцией испарителей, которые могут иметь резистивный или электронно-лучевой нагрев.
метод термическое испарение
Резистивным нагревом называют нагрев электропроводящего тела, обладающего высоким электрическим сопротивлением при прохождении через него электрического тока.
Достоинства резистивного нагрева - высокий КПД, низкая стоимость оборудования, безопасность в работе и малые габаритные размеры. Факторами, ограничивающими применение испарителей с резистивным нагревом являются возможность загрязнения наносимой пленки материалом нагревателя, а также
малый ресурс работы из-за старения (разрушения) нагревателя, что требует его периодической замены.
Испарители этого типа различных конструктивных вариантов могут быть с непосредственным или с косвенным нагревом испаряемого вещества.
Материалы, используемые для изготовления испарителей, должны отвечать следующим требованиям:
1) испаряемость материала испарителя при температуре испаряемого вещества должна быть пренебрежимо малой;
2) для хорошего теплового контакта материал испарителя должен хорошо смачиваться расплавленным испаряемым веществом;
3) между материалом испарителя и испаряемым веществом не должны происходить никакие химические реакции, так как это приводит к загрязнению наносимых пленок и разрушению испарителей.
В испарителях с непосредственным нагревом ток в несколько десятков ампер проходит непосредственно через испаряемый материал. Такой метод испарения может быть применен только для сублимирующихся материалов, т.е. металлов, температура плавления которых выше температуры испарения
Основное достоинство этих испарителей - отсутствие теплового контакта между их нагретыми элементами и испаряемым металлом, что обеспечивает высокую чистоту наносимой пленки. Однако они обеспечивают низкую скорость испарения, дают возможность испарять малое количество материала, который может быть использован только в виде ленты или проволоки, а также не позволяет испарять диэлектрики и большинство металлов.
Испарители с косвенным резистивным нагревом
Испарители с косвенным нагревом, в которых испаряемое вещество нагревается за счет теплопередачи от нагревателя, более универсальны, так как позволяют испарять проводящие и непроводящие материалы в виде порошка, гранул, проволоки, ленты и др. Но при этом из-за контакта с нагретыми частями испарителя, а также из-за испарения материала подогревателя осаждаются менее чистые пленки. Так как форма испарителя с косвенным нагревом зависит от агрегатного состояния, в котором находится испаряемый материал, то их подразделяют на проволочные, ленточные и тигельные.
Проволочные испарители.
А)  Б)
Б)  В)
В) 
Рис 2. Проволочный испаритель косвенною нагрева а) с цилиндрической проволочной спиралью I-отогнутый конец спирали.2 - цилиндрическая спираль, 3 - испаряемый материал, б) с конической проволочной спиралью: 4 - зажим токопровода, 5,7 - цилиндрический тепловой и ограничивающий экраны, 6 - коническая спираль, в) с параллельным расположением проволочных нагревателей
Проволочные испарители применяют для испарения веществ, которые смачивают материал нагревателя. При этом расплавленное вещество силами поверхностного натяжения удерживается в виде капли проволочном нагревателе. Проволочные испарители изготовляются V-XV-образной формы, а также спирале - и волнообразной.
Проволочный испаритель простейшей конструкции (рис.2. а) используют для нанесения пленок алюминия, который хорошо смачивает вольфрамовый проволочный нагреватель - цилиндрическую проволочную спираль 2. Испаряемое вещество в виде скобочек 3 навешивают на спираль, которую отогнутыми концами 1 вставляют в контактные зажимы. По мере нагрева это вещество плавится и формируется на проволоке в виде капель.
При плохой смачиваемости испаряемого вещества, а также для испарения навесок в форме гранул или кусочков применяют испарители в виде конической проволочной спирали 6 (рис.2,6), закрепляемой на зажимах 4 токопровода. Спираль окружена цилиндрическим тепловым экраном 5, а снизу размещается ограничивающий экран 7.
Существенным достоинством проволочных испарителей является простота конструкции и возможность модификации под конкретные технологические условия. Кроме того, они хорошо компенсируют расширение и сжатие при нагреве и охлаждении. Недостаток - малое количество испаряемого за один процесс материала.
Ленточные испарители.
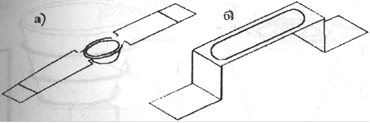
Рис. 3. Ленточные испаригели косвенного нагрева а) с углублением в виде полусферы, 6) лодочного типа
Ленточные испарители применяются для испарения металлов, плохо удерживающихся на проволочных испарителях, а также диэлектриков и изготавливаются с углублениями в виде полусфер, желобков, коробочек или лодочек. Наиболее распространенными материалами для таких испарителей является фольга толщиной 0,1 - 0,3 мм из вольфрама, молибдена и тантала. Испаритель с углублением в виде полусферы, предназначенный для испарения относительно малых количеств вещества, показан на рис.3. а. Испарители лодочного типа (рис.3,6) предназначены для испарения относительно больших количеств вещества.
Испарители коробчатого типа.

Рнс. 4. Испаритель косвенного нагрева коробчатого типа I - коробочка, 2 - поток паров наносимого вещества, 3 - экран, 4 - пары испаряемого вещества, 5 - испаряемое вещество
Если для металлов благодаря их высокой теплопроводности испарение в вакууме есть явление поверхностное, то для таких неметаллических веществ плохой теплопроводности, как диэлектрики, существует большая вероятность их разбрызгивания при форсированном испарении. В этих случаях применяют испарители коробчатого типа (рис.4), выполненные из ленты толщиной 0,1 мм в виде коробочки 1, в которую засыпают испаряемое вещество 5. Сверху коробочка закрывается однослойным или двухслойным экраном 3 с отверстиями, через которые проходят пары 4 наносимого материала.
Тигельные испарители.
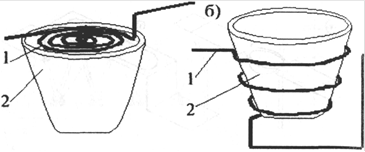
Рис. 5. Испарители прямого нагрева с тиглями с внутренним (а) и внешним (б) спиральными нагревателями 1 спираль, 2 тигель
Тигельные испарители используют, как правило, для испарения больших количеств сыпучих диэлектрических материалов. Тигли изготавливают из тугоплавких металлов, кварца, графита, а также керамических материалов (нитрида бора, оксида алюминия корунда). Максимально допустимая температура кварца составляет
1400°С, графита 3000°С, оксида алюминия 1600°С. Два типа испарителей с тиглями из керамики показаны на рис.5 а, б. в испарителе первого типа нагреватель в виде плоской улиткообразный спирали 1 располагается в полости керамического тигля 2, куда насыпается испаряемый материал. Такой испаритель позволяет испарять с высокими скоростями большое количество вещества. В испарителе второго типа нагреватель в виде конусообразной спирали Iрасположен с внешней стороны керамического тигля 2.
При равной мощности питания первый испаритель нагревается до более высокой температуры, чем второй. Однако достоинством второю является отсутствие контакта испаряемого материала со спиральным нагревателем. Эксплуатационным недостатком тигельных испарителей является то, что они инерционны, так как малая теплопроводность материала, из которого изготовляют тигель, не обеспечивает быстрого нагрева испаряемого вещества.
Электронно-лучевые испарители.

Рис. 6. Электронно-лучевой испаритель 1 - полюсной наконечник, 2 - электромагнит, 1 - водоохладительный тигель, 4 - испаряемый материал, 6 - термокатод, 7 - фокусирующая система, 8 электромагнитный луч, 9 - тонкая пленка, 10 - подложка
Испарители с электронно-лучевым нагревом основаны на том, что кинетическая энергия потока ускоренных электронов при бомбардировке ими поверхности вещества превращается в тепловую энергию, в результате чего оно нагревается до температуры испарения.
Электронно-лучевой испаритель (рис.6) состоит из трех основных частей: электронной пушки, отклоняющей системы и водоохлаждаемого тигля. Электронная пушка предназначена для формирования потока электронов и состоит из вольфрамового термокатода 6 и фокусирующей системы 7. Электроны, эмитируемые катодом, проходят фокусирующую систему, ускоряются за счет разности потенциалов между катодом и анодом (до 10 кВ) и формируются в электронный луч 8.
Отклоняющая система предназначена для создания магнитного поля, перпендикулярного направлению скорости движения электронов, выходящих из фокусирующей системы пушки, и состоит из полюсных наконечников 1 и электромагнита 2. Между полюсными наконечниками расположены водоохлаждаемый тигель 3 и электронная пушка. Отклоняя электронный луч магнитным полем, его направляют в центральную часть водоохлаждаемого тигля 3. В месте падения луча создается локальная зона испарения вещества из жидкой фазы. Нагретый электронной бомбардировкой материал 4 испаряется, поток 5 осаждается в виде тонкой пленки 9 на подложке 10. Изменяя ток в катушке электромагнита 2, можно сканировать лучом вдоль тигля, что предотвращает образование "кратера" в испаряемом материале.
Медные водоохлаждаемые тигли емкостью 50 см и более обеспечивают длительную непрерывную работу без добавки испаряемого материала, который, кроме того, не контактирует в расплавленном виде с медными стенками тигля.
Недостатки этих испарителей - сложность аппаратуры питания и управления, трудность испарения металлов высокой теплопроводности (медь, алюминий, серебро, золото) из водоохлаждаемого тигля, необходимость частой замены катода, а также питания высокими напряжениями.
Обеспечение равномерности толщины пленки
Необходимо обеспечивать равномерность распределения толщины пленки на подложке, что является одним из основных ее параметров.

Рис. 7. Схема осаждения плёнок из точечного источника на плоский (а) и сферический (б) подложкодержатели и на планетарный подложкодержатепь с двумя направлениями вращения (в) 1, 5, 7 - плоский, сферический на планетарный подложкодержатели; 2 подложки; 3 поток осаждаемых частиц; 4 - точечный источник потока осаждаемых частиц; 6 - кольцо; 8 - ось подложкодержателя; 9 - приводная вращающаяся ось.
Толщина пленки в данной точке подложки определяется количеством частиц достигающих ее в единицу времени. Если бы поток наносимых частиц был одинаков на всю поверхность подложки, пленка получилась бы одинаковой толщины. Однако площадь испарителей веществ во много раз меньше площади подложкодержателей. В результате добиться равномерности потока невозможно. Как видно из рис. а, скорость "несения пленки будет неодинакова в точке О и в точках А и В: чем дальше от оси О8 эти точки, тем ниже скорость нанесения пленки и тем меньше ее толщина за данное время нанесения. При плоском подложко-пержателе неравномерность толщины пленки составляет 20%. Наиболее простым способом снижения неравномерности распределения пленки по толщине является увеличение расстояния о! (см. рис.7, а). Однако это уменьшает скорость конденсации пленки и коэффициент использования вещества. Поэтому на практике применяют более сложные способы, одним из которых является придание подложкодержателю сферической формы (рис.7,6). Неравномерность толщины пленки при этом снижается до 10%. Если этого недостаточно, используют систему с двойным вращением, так называемую планетарную карусель (рис.7, в), состоящую из приводной вращающейся оси 9, на которой установлены три подложкодержателя 7. Каждый подложкодержатель может вращаться вокруг собственной оси 8 при обкатывании по кольцу 6.
Метод лазерного испарения

Рис. 8. Лазерный испаритель
В методе лазерного испарения вещество нагревается при помощц фокусированного излучения лазера, находящегося вне вакуумной камеры. Нанесение пленок с помощью лазеров возможно благодаря следующим свойствам луча: точной фокусировке светового пятна с помощью несложных оптических систем (рис.8), высокой плотности энергии в луче (108 -1010 Дж/см2 ), достаточной для испарения любого непрозрачного материала, точной дозировке энергии излучения. Большое достоинство этого способа заключается в том, что при испарении с помощью лазерного излучения может быть разогрет только небольшой участок испаряемого вещества, что позволяет исключить загрязнения, вносимые газоотделением из разогретых частей обычных испарительных систем.
Методы контроля тонкопленочных элементов.
Методы контроля тонкопленочных элементов целесообразно разделить на две группы методы контроля электрических характеристик напыляемых элементов и методы контроля основных физических характеристик, которые аналитически связаны с электрическими характеристиками напыляемых пленок
Резистивный метод.
Электрическое сопротивление пленок измеряют резистивным датчиком с внешним измерительным прибором (рис) Этот метод основан на том, что по мере утолщения пленки в процессе роста сопротивление ее уменьшается. Это позволяет непосредственно при нанесении контролировать сопротивление пленки, а при достижении номинальной ее толщины прекратить процесс
При измерениях (рис) предварительно изготовляют специальную контрольную подложку (свидетель) 1 из изоляционного материала (стекла, ситалла), на которую наносят плоские контактные площадки 2 из серебра или другого материала высокой проводимости. Затем эту подложку - "свидетель" устанавливают в рабочую камеру как можно ближе к рабочей подложке 3 Это необходимо для того, чтобы обе подложки при нанесении пленки находились в одинаковых условиях Резистивную пленку наносят на контрольную и рабочую подложки одновременно
Контрольную подложку устанавливают в подложкодержатель рядом с рабочей подложкой Сопротивление контрольной подложки в процессе напыления Rк регистрируется с помощью внешнего прибора - мостовой схемы При достижении определенного сопротивления Rк цепь обратной связи обеспечивает прекращение процесса напыления. Перестройку системы на заданное Rк производят переменным резистором ПЗ (см рис)
Измерение сопротивления контрольной подложки определяет пропорционально величину сопротивления квадрата конденсируемой пленки (резистивной) согласно формуле:
![]() Ом,
Ом,
Приближенно коэффициент использования вещества можно вычислить следующим образом. Вначале определяют массу вещества, загружаемого на испаритель (Мв ) Затем, после напыления, определяют массу вещества пленки на подложке (Мп ) Для этого измеряют толщину пленки dп ( м) и вычисляют площадь пленки SП (м2 )
Массу вещества пленки определяют по формуле:
Мп =ρ´Sn ´dn
где р - плотность вещества, кг/м3
Коэффициент использования вещества определяют по формуле
![]()
Достоинства и недостатки термического испарения
Отметим достоинства и недостатки метода термического испарения по сравнению с другими методами нанесения пленок.
Достоинствами метода термического испарения являются:
1) высокая скорость испарения веществ и возможность регулирования ее в широких пределах за счет изменения подводимой к испарителю мощности;
2) высокая производительность при групповой загрузке и обработке подложек;
3) возможность одновременно с осаждением пленки получать требуемую конфигурацию тонкопленочных элементов пассивной части ИС за счет использования металлических ("свободных") масок;
4) возможность вести процесс как в высоком вакууме, так и в окислительной и восстановительной среде разреженного газа.
Недостатками метода термического испарения являются:
1) невысокая воспроизводимость свойств пленок;
2) трудность испарения тугоплавких материалов и материалов сложного состава;
3) появление поверхностных дефектов в результате вылета мелких частиц, нарушающих непрерывность пленочного покрытия;
4) небольшой срок службы и высокая инерционность испарителей;
5) загрязнение пленки материалом испарителей;
6) невысокая адгезия пленок к подложке.
Многослойные системы
В связи с тем, что ни один из элементов периодической таблицы не удовлетворяет всем требованиям, предъявляемым к материалам контактных площадок, обычно применяют многослойные системы из нескольких материалов, нижний из которых (толщиной 10-20 нм) обеспечивает необходимую адгезию к подложке, верхний, (толщиной 300-800 нм) - высокую проводимость, необходимые режимы сварки и пайки. Во многих случаях применяется третий материал толщиной 30-50 нм, с низкой проводимостью, однако с хорошей коррозионной стойкостью и высокой паяемостью или свариваемостью. В качестве адгезионного слоя могут служить переходные металлы Тi, V, Zr, Cr, Ta, Nb, Hf, NiCr, сплавы PC, керметы; в качестве проводящего слоя: Au, Ag, Cu, Al; в качестве защитного слоя: Niи др.
Похожие рефераты:
Усовершенствование блока управления и конструкции реактора установки вакуумного напыления
Вакуумно-термическое испарение. Типы и конструкции испарителей
Выращивание плёнки GeSi и CaF2 на кремниевых подложках
Безкорпусная герметизация полупроводниковых приборов
Защитные диэлектрические пленки в планарной технологии
Проектирование адиабатной выпарной установки термического обессоливания воды
строение воды как физического тела - гидрофизика
Разработка источников диффузионного легирования для производства кремниевых солнечных элементов
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»
Совершенствование технологии ремонта испарителей бытовых холодильников
Свойства краун-эфиров и фуллеренов