| Скачать .docx |
Реферат: Виконання прихованої проводки плоскими дротами
ТЕМА: Виконання прихованої проводки плоскими дротами
Зміст
Вступ
І. Загальні вимоги до монтажу електропроводок
ІІ. Технологічний процес виконання прихованої електропроводки
2.1 Розмітка трас електричних мереж
2.2 Прийоми виконання розмітки
2.3 Виконання пробивних робіт
2.4 Монтаж прихованих електропроводок плоскими дротами
ІІІ. З'єднання, відгалуження та окінцювання жил проводів
IV. Нормування процесу монтажу та ремонту електроустаткування
V. Правила техніки безпеки при монтажу освітлювальних мереж
Список використаної літератури
ВСТУП
Важко знайти таку професію на сучасних промислових підприємствах, транспорті, будовах, у сільському господарстві, яка б не потребувала знань з електрики і магнетизму. Кваліфіковані робітники, техніки й інженери повинні розбиратися в суті електричних і магнітних явищ, знати способи застосування їх на практиці.
Традиційно до електротехнічних належить професія електромонтера. У сучасних умовах залежно від конкретного змісту роботи розрізняють професії електромонтер-обмотувальник та ізолювальник з ремонту трансформаторів, електромонтер-обмотувальник та ізолювальник з ремонту електричних машин та ін. Існують також складніші професії, основами яких оволодівають у школі, а закінчують підготовку у професійно-технічних училищах. До таких професій належать, наприклад, електромонтер диспетчерського обладнання і телеавтоматики, електромонтер з обслуговування електрообладнання, електромонтер з ремонту електрообладнання, електромонтер з ремонту апаратури релейного захисту та автоматики.
Знання, уміння і навички, необхідні для кваліфікованих робітників різних електротехнічних професій, мають багато спільного. Так, для роботи за кожною з них треба мати уявлення про види і властивості електротехнічних матеріалів, стандарти і технічну документацію, будову та дію електричних машин, апаратів, електровимірювальних приладів, основи економіки та організації виробництва, а також знати і вміти виконувати правила техніки безпеки, організації робочого місця, користування електромонтажним інструментом.
Високий розвиток електроенергетики дає змогу переозброювати всі галузі народного господарства, широко впроваджувати електричну енергію в такі її провідні галузі, як промисловість, сільське господарство, будівництво і транспорт.
Для забезпечення ї безперервного зростання промислового виробництва будуються нові й реконструюються існуючі заводи й фабрики. Будівництво і реконструкція будь-якого промислового підприємства, а також спорудження житлових будинків, шкіл, лікарень, театрів тощо неминуче пов'язані з виконанням значних обсягів електромонтажних робіт.
І. Загальні вимоги до монтажу електропроводок
Для забезпечення надійності, довговічності і безпеки електропроводок при їх монтажі дотримують наступні загальні вимоги.
Прокладка дротів з полівінілхлоридною і найритовою ізоляцією виробляється при температурі не нижче -15°С, щоб уникнути зламу ізоляції, що твердіє при низьких температурах.
При прокладці в приміщенні незахищених ізольованих дротів по роликах і ізоляторах останні встановлюють від стелі або стіни на відстані, рівному полуторній - подвійній висоті ролика або ізолятора Це робиться для зручності пробивки гнізд для закріплення опор і можливості виконання переходу дротів із стіни на стелю або навпаки.
Плоскі дроти АППВ, ППВ і АПН прокладають паралельно лініям пересічення стенів із стелею на відстані 100-200 мм від стелі або на відстані 50-100 м від карниза або балки.
У приміщеннях, що обклеюються шпалерами, верхню горизонтальну проводку плоскими дротами виконують по можливості вище за шпалери.
Найменший допустимий радіус вигину дротів з гумовою ізоляцією приймають не менше 6d, з пластмасовою ізоляцією 10d і мідною гнучкою жилою, де d - зовнішній діаметр дроту.
Проходи дротів через стіни і міжповерхові перекриття виконують по лінії прокладки дротів і притому так, щоб вони служили по можливості продовженням лінії електропроводки. При проходах через стіни, міжповерхові перекриття прагнуть до того, аби отвори проходів лежали в одній площині з дротами. В цьому випадку дроти при введенні в прохід не доводиться згинати.
Закріплення дротів, що прокладаються на ізолюючих опорах і без них, труб для електропроводок, а також кабелів виробляють через певні відстані, встановлені для них в СНіП і інструкціях.
Розрізняють кінцеві кріплення - в приладів, апаратів, коробок, місць розгалуження і вигину дротів, закріплення їх в торцевих стенів, проходів через покриття - і проміжні. У натурі спочатку встановлюють місце розташування кінцевих кріплень, затем- проміжних. Проміжні кріплення між двома кінцевими опорами виконують на однаковій відстані. При цьому при різних відстанях між кінцевими кріпленнями можуть бути різними і відстані між проміжними кріпленнями в сусідніх прольотах.
Окінцювання і з'єднання жил дротів і кабелів в електропроводках виконують відповідно до вказівок.
З'єднання і відгалуження дротів і кабелів розміщують в місцях, доступних для контролю. Для цього з'єднання і відгалуження дротів і кабелів, що прокладаються в глухих коробах, трубах і гнучких металевих рукавах, виконують в сполучних і відгалужувальних коробках, конструкція яких повинна відповідати умовам довкілля. З'єднання і відгалуження дротів і кабелів не повинні випробовувати механічних зусиль і повинні мати ізоляцію, рівноцінну ізоляції жил цілих місць цих дротів і кабелів.
При виконанні всіх видів електропроводок застосовують індустріалізацію і механізацію електромонтажних робіт. Індустріалізація електромонтажних робіт передбачається як в електричній, так і будівельній частині проекту, особливо при виконанні прихованих електропроводок у великопанельних, великоблочних будівлях і в будівлях з об'ємних блоків.
У проектах електропроводок широко застосовують елементи і конструкції заводського виготовлення, такі, як конструкції, що підтримують, короби, лотки, відгалужувальні і сполучні коробки, коробки для вимикачів і штепсельних розеток, натягачі для тросових проводок і т. п., а за відсутності в номенклатурі заводських виробів - типові конструкції.
Отвори, ніші, борозни, канали і заставні частини, необхідні для прокладки дротів і кабелів, установки конструкцій, щитків, електронастановних виробів, виконують при виготовленні будівельних конструкцій і зведенні будівлі. Електромонтажні організації контролюють виконання цих робіт.
На місці будівництва може вироблятися пробивка лише отворів, борозен і ніш під електронастановні вироби в тих випадках, коли їх недоцільно або неможливо виконати при виготовленні будівельних конструкцій або зведенні будівлі, наприклад при зведенні стін і перегородок з штучних матеріалів і мелкоразмерных елементів перекриттів з плит невеликої ширини.
ІІ. Технологічний процес виконання прихованої електропроводки
2.1 Розмітка трас електричних мереж
Розмітка є початковою і найвідповідальнішою стадією монтажу електроустаткування освітлювальної електроустановки. Мета розмітки — визначити в натурі трасу електропроводок, а також розміщення і взаємне розташування всіх елементів електроустановки, керуючись наявною технічною документацією.
Розмітку трас відкритих електропроводок і основних осей для встановлення електроустаткування здійснюють за заданими в проекті позначками чистої підлоги або стелі, нанесеними будівельниками в приміщеннях споруд, а також проектними відстанями від ферм, колон та інших будівельних конструкцій. Позначку чистої підлоги наносять на попередньо очищену і підбілену поверхню у вигляді чорної смуги завширшки 10—12 мм і завдовжки 120—150 мм.
Роботи з розмітки починають із замірювань і прив'язування трас електропроводок до місць розташування електроустаткування. Потім визначають місця пробивання в будівельних конструкціях: отворів, гнізд, ніш, колодязів тощо. Одночасно визначають місця встановлення коробок і кріпильних деталей.
Розмічальні розміри повинні відповідати проекту, а якщо вказівок у проекті немає,— БНіП.
Проходи через будівельні конструкції повинні розташовуватися на одній лінії і в одній площині з кабелями й проводами, що прокладаються. Проводи і трубні прокладки відкритих електропроводок повинні бути найменш помітними і не порушувати архітектурних оформлень приміщень. Траса електропроводки повинна проходити вздовж карнизів і архітектурних ліній, відступаючи від них на віддаль не менш як 25 мм. Замірювання здійснюють спеціальні особи (заміряльники), виконуючи ці роботи спільно з електромонтажниками за допомогою інструментів і пристроїв, що застосовуються під час розмічальних робіт.
Під час замірювань уточнюють траси і координати підходу електричних мереж до встановлюваного електроустаткування та розподільних пристроїв з «прив'язуванням» їх до будівельних контурів, осей будівель, позначок чистої підлоги та інших орієнтирів. Особливу увагу при цьому приділяють правильній розмітці кутів згину, в місцях повороту і переходу трас електричних мереж в інші просторові положення з урахуванням нормалізованих кутів повороту і радіусів згину.
За даними замірювань траси заміряльники складають: на складні ділянки мереж — ескізи заготовок; на заготовки, які не потребують ескізів.
На ескізах, у заготівельних відомостях і супроводжувальній технічній документації зазначають технічні дані, які вичерпно характеризують ці електричні мережі. Для зображення елементів електричної мережі на ескізах застосовують умовні позначення. Ескізи заготовок нескладних трас виконують у площинних зображеннях, а складних трас — у просторовому зображенні. Для зручності складання ескізів монтажними організаціями застосовують спеціальні віддруковані друкарським способом бланки з нанесеною на них площинною або об'ємною масштабною сіткою.
На ескізах замірювань електропроводок освітлювальних електроустановок зазначають:
марку, перерізи і кількість жил проводів і кабелів;
способи виконання з'єднань окремих ділянок заготовок і відгалужень від них (паянням, зварюванням, опресовуванням тощо);
способи окінцювання жил проводів і кабелів для приєднання їх до світильників, приладів та апаратів (товкачиком, кільцем або наконечником із зазначенням його типу);
умовне розпізнавальне забарвлення фаз і маркування кінців жил проводів і кабелів;
загальну довжину і розміри окремих ділянок електропроводок із зазначенням місць їх відгалуження та розташування відгалужувальних коробок;
довжину ділянок відгалужень до світильників і приладів, а також висоту підвішування і тип світильника.
2.2 Прийоми виконання розмітки місць установки світильників

Виконання розмітки місць установки світильників безпосередньо на стелі (а) і методом перенесення точок з підлоги на стелю (б)
Розмітка місця установки одного світильника
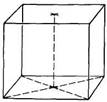
Розмітити дві діагональні лінії. Відзначити точку перетину діагоналей і перенести її з підлоги на стелю жердиною з відвісом, для чого вістря жердини встановити на стелі так щоб схил знаходився точно над точкою перетину діагональних лінії на підлозі
Розмітка місць установки двох світильників
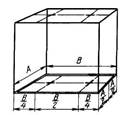
Розмітити осьову лінію по центру уздовж приміщення і відзначити на ній точки, розташовані на відстані В/4 від поперечних стін. Перенести дві розмічені точки на стелю жердиною з схилом. Виконати розмітку лінійкою-рамкою або двома жердинами з шнуром у вказаній послідовності безпосередньо на стелі.
Розмітка місць установки чотирьох світильників
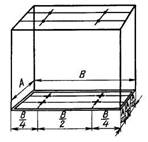
Розмітити на підлозі дві лінії, паралельні подовжнім стінам, на відстані А/4 Відзначити на лініях чотири точки на відстані В/4 від поперечних стін і перенести на стелю жердиною з схилом. Виконати розмітку аналогічно розмітці двох світильників.
Розмітка місць установки декількох світильників в шахматному порядку
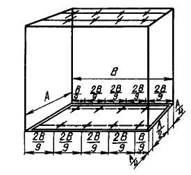
Розмітити на підлозі дві лінії, паралельні подовжнім стінам, на відстані А/4 Відзначити на одній лінії точки першу на відстані В/9, інші через кожні 2В/9. Повторити на іншій лінії розмітку в такому ж порядку, тільки відлік почати від протилежної поперечної стіни. Виконати цю розмітку аналогічно розмітці чотирьох світильників.
На ескізах, у заготівельних відомостях і супроводжувальній технічній документації зазначають технічні дані, які вичерпно характеризують ці електричні мережі. Для зображення елементів електричної мережі на ескізах застосовують умовні позначення. Ескізи заготовок нескладних трас виконують у площинних зображеннях, а складних трас — у просторовому зображенні. Для зручності складання ескізів монтажними організаціями застосовують спеціальні віддруковані друкарським способом бланки з нанесеною на них площинною або об'ємною масштабною сіткою.

Розмічальні інструменти і пристрої
а — шаблон; б — розмічальна жердина; в — дерев'яний циркуль, г — розмічальна рама з жердиною: д — висок із шнуром; є — набір розмічальних інструментів: 1 — телескопічна лінійка; 2 — кутомір; 3 — рулетка; 4 — розмічальний трафарет
На ескізах замірювань електропроводок освітлювальних електроустановок зазначають:
-марку, перерізи і кількість жил проводів і кабелів;
-способи виконання з'єднань окремих ділянок заготовок і відгалужень від них (паянням, зварюванням, опресовуванням тощо);
- способи окінцювання жил проводів і кабелів для приєднання їх до світильників, приладів та апаратів (товкачиком, кільцем або наконечником із зазначенням його типу);
- умовно-розпізнавальне забарвлення фаз і маркування кінців жил проводів і кабелів;
- загальну довжину і розміри окремих ділянок електропроводок із зазначенням місць їх відгалуження та розташування відгалужувальних коробок;
довжину ділянок відгалужень до світильників і приладів, а також висоту підвішування і тип світильника.
2.3 Виконання пробивних робіт
Спосіб пробивання гнізд і отворів монтажним зубилом 1, скарпелю 3, молотком 2 або кувалдою 4 вимагає значних витрат праці, тому його застосовують, коли механізований інструмент іпристосування використовувати неможливо або недоцільно

Пробивання гнізд і отворів зубилом або скарпелю
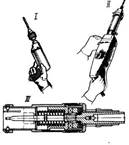
Пробивання гнізд у цегляних і бетонних основах виконують оправленням ОПКМУ (/) із пробійником (//), яку встановлюють в отвір 3 стрижня 2. Поліетиленовий чехол / оправлення має стопорний гвинт для втримання пробійника в ній. Для пробивання гнізд Ø 5,8 і 7,8 мм застосовують ручні пробійники відповідно ПО-1В1 іПО-2В1, якими заготовляють отвору під дюбелі (///)

Пробивання гнізд ручними пробоями та оправкою
Отвори й гнізда висвердлюють електросвердлильними машинами з подвійною ізоляцією пістолетного типу (/), з бічною рукояткою (//), двома рукоятками й упором. Свердла виконують із твердосплавними пластинками. При утрудненому свердлінні будівельних основ (бетон з абразивним наповнювачем або інші причини) до свердлильних машин виготовляють спеціальні насадки (///) ударно-обертальної дії.
Свердління отворів та гнізд в будівельних основах електричними свердлильними машинами

Пробивання борозен, буріння гнізд та отворів
Пробивання борозен, офактурювання й очищення поверхонь, буравлення гнізд і отворів у будівельних основах і конструкціях виконують фугальними електричними молотками (/), що полягають із пластмасового корпуса, ударного вузла 2 із системою вібрації, вентиляції 3 і вузла кріплення / робочих інструментів Робочі інструменти (//)приводяться в ударно-вібруючу дію через спеціальний бойок двигуна з електромагнітними котушками. Працюючий за допомогою рукоятки може постійно повертати інструмент на певний кут.
Застосовують також ручний електроперфоратор ударно-обертальної дії ИЭ-4713.Вибірку борозен у гіпсолітових перегородках і цегельних стінах для прокладки проводів при схованій електропроводці виконують механізмом МВБ-2МУ, що дозволяють заготовляти борозни шириною 8 мм і глибиною 20 мм. Приводом у механізмі служить електросвердлувальна машина ИЭ-1022А, від якої обертовий рух передається на фрезу через спеціальний понижувальний редуктор, а робітником інструментом - дискова фреза 3 з 24 зубами, оснащеними твердосплавними пластинками (сплав ВКВ) Механізм має закритий робочий кожух 4 з пилозбірником 5, дві робочі ручки 1 і ролики 2 для зручності переміщення по робочій поверхні Вибірку борозен в оштукатурених поверхнях, гіпсолітових і цегельних стінах виконують насадками-борозноделами, що випускаються до свердлильної машини ИЭ1032), за допомогою яких заготовляють борозни тих же розмірів.
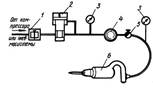
Діропробивні роботи виконують пневматичним рубільним молотком 6, що підключається до компресора або до пневмосистеми через фільтр вологовідділювач 1, регулятор тиску 2, манометр 3, оливо розпилювач 4 та вентиль 5.
Пробивання отворів пневматичним рубильним молотком

Пробивання отворів в багатопустотних залізобетонних панелях
Отвори в багатопустотних залізобетонних панелях перекриттів при електромонтажних роботах виконують піротехнічним ударним стовпчиком КК-6В1. Стовпчик дозволяє протягом 1 год. пробивати 35-40 отворів 0 20-40 мм у панелях з бетону марки 200, 300 товщиною до 50 мм і комплектується запасними деталями й обладнаннями. У стовбурі 2 стовпчика (І) розміщений пробійник 3. У патронник стовбура встановлюють патрон 4. Стовбур з'єднується на різьбленні або іншим способом з корпусом 5, у якім змонтований ударно-спусковеий механізм. Під впливом пружини ударник 6 наколює капсуль патрона, відбувається вибух, і пробійник спрямовується вперед, пробиваючи отвір у багатопустотній плиті.
Робочий інструмент для пробивних робіт
Пробивні роботи виконують інструментом твердосплавними робочими кромками: циліндричними (І) і спіральними (II) свердлами, коронками (ІІІ) для свердління гнізд із набором комплектуючих деталей, шлямбурами (IV) для електросвердлильної машини, буриками (V) пробійниками (VI) до електро- і пневмомолотків, робочі органі, що бурять, інструмента 0,20 мм і більш випускають трубчастої форми з вирізами в бічних стінках. Найбільш тверді, ізносо- і теплостійкі - металокерамічні тверді сплави ВК, які складаються із зерен карбіду вольфраму, зцементованих металевим кобальтом. Цифри, що коштують після букв у позначенні сплавів, показують процентний вміст кобальту в них (наприклад, ВК9 містить 9% кобальту й 91% карбіду вольфраму). ЗІ збільшенням змісту кобальту в сплаві міцність і опір його динамічним навантаженням збільшуються, але знижуються твердість і особливо зносостійкість. Тому для свердління (при відсутності ударів) застосовують низко кобальтові пластинки зі сплаву ВК2 або ВК6 високої твердості й зносостійкості, але трохи зниженої стійкості до динамічних навантажень. Для пробивних робіт використовують пластинки зі сплаву ВК9 або ВК15, стійкі до динамічних навантажень. Продуктивність і економічність пробивних робіт значно збільшується при використанні інструмента із твердосплавними пластинками, якщо правильно обрані не тільки марка, але й кут заточення пластинок, форма робочого інструмента, потужність приводу, частота обертання при свердлінні, частота й енергія ударів при пробиванні
2.4 Монтаж прихованих електропроводок плоскими дротами
Ділянка електропроводки, виконана плоскими дротами, прокладеними під шаром мокрої штукатурки
Плоскі дроти АППВС і АПН прокладають: у борознах з подальшим закладенням штукатурним розчином (/), безпосередньо під шаром мокрої штукатурки без борозен (//) або під сухою штукатуркою (///). При прокладці в борознах тих, що не згорають дроти кріплять через певні проміжки «проморожуванням» алебастровим розчином і заштукатурюють при обробних роботах
Прокладка дротів по поверхнях, що згорають
Плоскі дроти прокладають по поверхнях, що згорають, лише після попереднього нанесення на них шаруючи штукатурки і підкладки листового азбесту (/) завтовшки до 3 мм або намету штукатурки (//). При цьому азбест і намет повинні виступати з кожного боку дроту на відстані не менше 10 мм.
При прокладці плоских дротів в борознах під мокрою або сухою штукатуркою використовують порожнечі перекриттів / або інших будівельних конструкцій. Електропроводку вмонтовують декількома способами. Наприклад, сполучають плоскі дроти, прокладені в борозні 2 гіпсолітових перегородки 3, з дротами, замоноліченими в стикову панель 4 або прокладеними в каналах (вузол I) і далі з дротами, прокладеними в порожнечах перекриттів (вузол
Виконання поворотів дротів
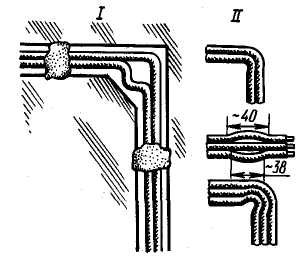
При виконанні поворотів дротів розрізають підставу між ними на відстані 38 мм і відводять одну жилу всередину кута (/) або згинають (//). Дріт в місцях повороту закріплюють «проморожуванням» алебастровим розчином або іншим способом
При прихованій прокладці з'єднання дротів виконують в сталевих відгалужувальних коробках У197УХЛЗ 070 мм (/) або У198УХЛЗ більшого діаметру (//), при цьому коробки закривають пластмасовими кришками. Для установки коробки заготовляють гніздо, в яке її вмазують (///) (отвори металевих коробок, через які вводять дроти, повинні мати втулки з ізолюючих матеріалів). Після виконання з'єднання одним із способів укладають дроти в коробку так, щоб заізольовані з'єднання не стосувалися один одного (IV), а коробку закривають кришкою.
Для прихованої електропроводки застосовують також пластмасові коробки У191УХЛ2-У195УХЛ2 (V), призначені і для відкритої прокладки дротів перетином до 4 мм2. У сухих приміщеннях як відгалужувальні коробки допускається використовувати гнізда (ніші) і порожнечі перекриттів. При цьому стінки гнізд мають бути гладкими і закриватися кришками КОН-1-04.
ІІІ. З'єднання, відгалуження та окінцювання струмопровідних жил проводів
Надійна робота електроустановок залежить від якості виконання з’єднань, відгалужень, окінцювання та приєднання проводі. З’єднання, відгалуження, окінцювання та приєднання повинні бути механічно міцними, мати малий електричний опір і залишатися справними за умов нагрівань і охолоджень, що часто виникають внаслідок різких змін струмових навантажень у мережі. Ці вимоги забезпечуються чітким дотриманням технології монтажу, а також правильним вибором застосовуваних з'єднувальних деталей та робочого інструменту.
Основними способами з'єднування і окінцювання алюмінієвих та мідних струмопровідних жил проводів і кабелів є опресовування і зварювання — електричне, газове або термітне. В деяких випадках застосовують і паяння струмопровідних жил проводів і кабелів, яке хоча й створює надійне з'єднання, проте вимагає більших витрат часу і припою, що дорого коштує. Вибір способу окінцювання, з'єднування і відгалуження залежить в основному від матеріалу проводів (алюміній або мідь), оскільки фізичні властивості алюмінію суттєво відрізняються від фізичних властивостей міді.
Останнім часом більшість електропроводок виконують проводами з алюмінієвими жилами. Це пояснюється тим, що алюміній менш дефіцитний, проводи і кабелі з алюмінієвими жилами дешевші від мідних і мають меншу масу. Разом з тим алюміній має деякі фізико-механічні властивості, які потребують дотримання особливих умов під час з'єднування алюмінієвих проводів між собою або з мідними проводами і контактами.
Однією з негативних властивостей алюмінію є швидке окислення при сполученні з повітрям і утворення на його поверхні тугоплавкої (з температурою плавлення близько 2000 °С) плівки оксиду, який погано проводить електричний струм і тому перешкоджає створенню щільного контакту. Крім того, під час контакту алюміній—мідь утворюється «гальванічна пара», внаслідок чого алюміній, зазнаючи електрокорозії, руйнується, що призводить до поступового погіршення з'єднання. Для запобігання погіршенню і руйнуванню контактних з'єднань алюміній захищають від окислення, змащуючи з'єднання в процесі монтажу кварцовазеліновою або цинковазеліновою пастою, а також вкриваючи готові з'єднання лаками (асфальтовим, гліфталевим, полівінілхлоридним).
Наявні в пласті тверді часточки руйнують плівки оксидів, що утворюються на контактних поверхнях, а вазелін перешкоджає надходженню повітря до контактних поверхонь і таким чином запобігає їх окисленню та утворенню на них плівок.
З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом до 10 мм2 опресовуванням
З'єднування і відгалуження однодротяних алюмінієвих жил перерізом до 10 мм2 виконують опресовуванням в алюмінієвих гільзах місцевим вдавлюванням гільзи в одному або двох місцях за допомогою кліщів ПК-2 або гідравлічних кліщів ГКМ. Після опресовування з'єднання вкривають шаром асфальтового або гліфталевого лаку, а потім ізолюють липкою стрічкою впівнапуску і вдруге вкривають лаком для запобігання доступу повітря й вологи. Операції опресовування проводів кліщами ГКМ зображені. Під час опресовування алюмінієвих жил проводі і кабелів обов'язково застосовують кварцовазелінову або цинковазелінову пасту. Цинковазелінова паста токсична, тому слід побігати потраплянню її в їжу, на пошкоджені ділянки шкіри обличчя й рук та в очі.
З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом 2,5—10 мм2 паянням і зварюванням. Паяння є одним з найнадійніших, але трудомістких способів з'єднування. Для паяння алюмінієвих проводів застосовують припій марки А
З кінця кожного із з'єднуваних проводів, які підлягають паянню, видаляють ізоляцію, ретельно зачищають їх сталевою щіткою або ножем і з'єднують внапуск подвійним скручуванням так, щоб створився жолоб. Потім нагрівають проводи паяльною лампою або гасовим пальником до температури, близької до температури плавлення алюмінію (860°С), і з натиском натираюсь паличкою припою ділянку з'єднання, щоб зняти тугоплавку плівку оксиду, яка утворилася на поверхні проводу припій, що за плавиться при цьому, повинен заповнити жолобок між двома проводами. Пропаявши провід з одного боку жолобка, операцію паяння повторюють на його другому боці. Ділянку з'єднання протирають чистою ганчіркою, змоченою в бензині, а потім вкривають шаром гліфталевого або полівінілхлоридного лаку і ізолюють липкою стрічкою Ізольовану ділянку з'єднання вкривають шаром лаку.
Електрозварювання проводів здійснюють в обоймі за допомогою кліщів та вугільних електродів із застосуванням флюсу або без нього.
З'єднування алюмінієвих жил перерізом до 10 мм2
У разі зварювання без застосування флюсу звільнені від ізоляції і зачищені кінці проводів обтискують за допомогою плоскогубців обоймою із куска штабової сталі розміром 20X160 і завтовшки 0,8—1 мм так, щоб кінці зварюваних проводів виступали з обойми на 3—4 мм, а потім зварюють у полум'ї дуги, утвореної між вугільними електродами кліщів, приєднаних до зварювального трансформатора. Після остигання металу знімають обойму, зачищають сталевою дротяною щіткою з'єднані кінці і вкривають їх гліфталевим або асфальтовим лаком, розгинають жили (якщо електропроводка відкрита), а потім ізолюють з'єднання ізоляційною стрічкою або вініпластовим ковпачком і вдруге вкривають лаком.
Зварювання із застосуванням флюсу відрізняється від способу електрозварювання без застосування флюсу лише тим, що зварювані кінці проводів скручують разом, вкривають флюсом і, не розміщуючи їх в обоймі, сплавлюють у полум'ї дуги між вугільними електродами кліщів.
IV. Нормування процесу монтажу електроустаткування
Нормування часу на монтаж та ремонт електроустаткування дає можливість правильно організувати оплату праці робітників та планувати виробництво.
Научна організація праці - це сукупність організаційних, технічних та санітарно-гігієнічних мір, які забезпечують найбільш доцільне використання робочого часу, виробничих навиків та творчих здібностей кожного робітника, усунення важкої ручної праці та негативного впливу навколишнього середовища на організм людини. Правильна організація робочого місця електромонтера суттєво впливає на підвищення продуктивності праці та забезпечує високу якість виконуваних робіт.
Норма часу - це допустима кількість часу, котрий може використати робітник на якісне виконання будь - якого завдання.
Норма часу встановлюється на кожну технологічну операцію складається з наступних елементів:
Т = tn + to + tА + tдод + t3
Де: t- підготовчий час, що дається на одержання робітником інструктивного завдання по ознайомленню з умовами виконання монтажних або ремонтних робіт, на підготовку та наладку обладнання та пристроїв;
to - основний час виконання робіт;
tА - допоміжний час включає переходи на інше місце роботи;
t дод - додатковий час, дається на обслуговування робочого місця,на відпочинок, та на інші потреби електромонтера;
t3 - заключний час, використовується на здачу роботи.
Можна сказати, що норма часу - це допустима кількість часу, котрий може бути використаний робітником на якісне виконання якого-небудь об'єму роботи. Технічне нормування являється основою організації праці електромонтерів. На основі технічно обґрунтованих норм та планових завдань визначають необхідну потребу в обладнанні, інструменті, матеріалах, електроенергії, а також кількості робітників. Норми часу встановлюють залежно від виробничих потужностей цеху чи виробництва з урахуванням найбільш продуктивних режимів праці обладнання та ефективної форми організацій праці.
V. Правила техніки безпеки при монтажу освітлювальних мереж
Монтаж освітлювальних і силових мереж виконують у наш час механізованими методами у дві стадії. Розроблені й застосовуються засоби малої механізації, що допомагають звести ці роботи з найменшою витратою ручної праці й фізичної сили. Основний обсяг робіт першої стадії монтажу - підготовка трас електропроводок виконання пробивних і кріпильних операцій. Починаючи роботи, електромонтажник зобов'язаний у першу чергу перевірити справність робочого інструмента й розташувати його в зручному й безпечному для користування порядку. Крім того, перед початком роботи електромонтажник зобов'язаний: упорядкувати спецодяг:
-застебнути або обхопити широкою гумкою обшлага рукавів; заправити одяг так, щоб не було кінців, що розвіваються; надягти головний убір, що щільно облягає, і підібрати під нього волосся; оглянути й упорядкувати робоче місце;
-забрати предмети, що заважають роботі. При провадженні робіт по пробиванню отворів як ручним, так і механізованим інструментом працюючі повинні користуватися захисними окулярами. Для захисту очей від пилу слід застосовувати окуляри зі звичайним склом, для захисту від пилу й дрібних осколків - окуляри зі склом "Триплекс", при захисті від великих осколків - сітчасті окуляри без стекол. Наскрізні отвори треба пробивати інструментом довжиною, що перевищує на 200 мм товщину стіни, що пробивається. Забороняється вести роботи одночасно у двох ярусах по одній вертикалі при відсутності між ними суцільного настилу або інших обладнань, що охороняють робітників, що перебувають унизу, від можливого падіння предметів зверху. Перед установкою групових щитків, апаратів слід перевірити надійність закріплення конструкцій, на яких їх монтують. Забороняється перевіряти пальцями сполучення отворів у конструкціях, що збираються, або деталях, також залишати апарати й електричні машини після їхнього підйому незакріпленими на конструкціях. Апарати масою понад 20 кг установлюють, як правило, не менш двох робітників. При роботі з викруткою не можна тримати виріб у руках, тому що викрутка може зіскочити з голівки гвинта й поранити руки. Піднявши для монтажу наверх (на підкранові балки, підмости і т.д. ) потрібні матеріали, їх слід негайно закріпити або складувати таким чином, щоб була виключена можливість їх падіння. Спускати матеріали й вироби, а також просовувати їх через прорізи в стінах і перекриттях допускається тільки за умови відповідного огородження або під наглядом чергового. Роботи з електрозварювання й пайці проводів, наконечників і деталей виконують у захисних окулярах і брезентових рукавицях. Обойми - форми під час зварювання слід притримувати плоскогубцями, а після закінчення пайки форми можна розбирати тільки після їх охолодження. При пайку з'єднань жил способом заливання розплавленого припою у форму забороняється передавати тиглі з розплавленим припоєм з рук у руки. Затягування проводів або кабелів на висоті не можна проводити стоячи на приставних або розсувних сходах; для цього користуються лісами або спеціальними настилами. Перед монтажем освітлювальної арматури необхідно переконатися в надійності утримуючих конструкцій і їх закріпленні. Гак для люстри випробовують вантажем, рівним п'ятикратної масі світильника плюс 80 кг. Інструкція по охороні праці при експлуатації ручного електрифікованого інструмента. Перед початком роботи треба ретельно перевірити справність електроінструмента й усіх його деталей. До включення електроінструмента необхідно перевірити: - чи включений електродвигун; . - правильність і надійність кріплення робочої частини; - чи очищені конус циліндра й хвостовик робочого інструмента, якщо конус забруднений, робітник інструмент установиться не по центру й під час роботи буде вібрувати; - відповідність напруги електромережі, до якої приєднують робочий інструмент, паспортному напрузі електродвигуна; - надійність кріплення всіх нарізних сполучень; - в електровібраторів надійність затягування нарізного сполучення наконечника кожуха гнучкого вала на електродвигуні; - легкість і плавність ходіння всіх ходових деталей; - справність редуктора, для чого шпиндель електроінструмента треба кілька раз провернути від руки при виключеному двигуні; якщо редуктор справний, шпиндель обертається легко, без заїдань; - правильність обертання робочого органа. Використовувати ручний інструмент як стаціонарний верстат можна лише при установці відповідного огородження його ріжучих частин. Для приєднання інструмента до мережі застосовують шланговий кабель, що має чотири жили для двигуна трифазного струму. Відповідно четверту жилу або третю використовують для заземлення корпуса. Три жили для двигуна однофазного струму. Ручки електроінструментів і введення живильних проводів повинні бути надійно ізольовані. На всіх електроінструментах повинні бути вимикачі. Для роботи електроінструментам необхідно надягти передбачену нормами спецодяг.
Список використаної літератури
1. Атабеков В.Б. Ремонт электрооборудования промышленных предприятий: Учебник для сред, проф.-техн. училищ. — 4-е изд., перераб. и доп. — М.: Высш. школа, 1979. — 256 с, ил. — (Профтехобразование. Энергетика).
2. Ктиторов А.Ф. Злектрослесарь строительный: Учеб. для проф.-тех. училищ. -М.: Стройиздат, 1990.- 383 с: ил.
3. Кисаримов Р.А. Справочник електрика