| Скачать .docx |
Реферат: Модифицирование ПАН волокна с целью снижения горючести
Одним из критериев, определяющих возможность применения полимеров во многих отраслях промышленности, является их горючесть. Проблема снижения их пожарной опасности является одной из важнейших научных и практических задач. Это подтверждается принятием в Российской Федерации закона «О пожарной безопасности». Поэтому проблемы снижения горючести текстильных материалов остаются в центре внимания исследований. Об этом свидетельствуют прогнозы на увеличение производства огнезащитных текстильных материалов.
В современных методах снижения горючести ПАН волокна уделяется большое внимание поверхностной обработке тканей и волокон замедлителями горения (ЗГ) или огнезамедлительными системами (ОГЗС).
Следует отметить, что эффективных для снижения горючести ПАН волокон ЗГ не много, поэтому в данной исследовательской работе рассматривалась модификация ПАН волокон с использованием синергетических систем, состоящих из пирофакса (ПФ), диамидометилфосфата (Т‑2). Для фиксации ЗГ в структуре волокна и сохранности огнезащитного эффекта применялись различные соединения: мочевина (МО), полисахариды (ПСХД).
Процесс модифицирования осуществлялся по ранее выбранному режиму [1] и включал следующие стадии: пропитка готового волокна растворами ЗГ при различном соотношении компонентов при температуре 20°С в течении 60 сек., модуле ванны 5; сушка до постоянной массы при температуре 25+5°С; термообработка при температуре 150°С в течении 10 мин. – для проявления взаимодействия ЗГ с волокном; промывка при 40°С для удаления непрореагировавшего препарата; сушка.
Расчет коэффициента эффективности сорбционного взаимодействия волокна с ЗГ, характеризующего сохранение ЗГ на волокне после стирки показал, что наибольшее повышение эффективности сорбционного взаимодействия достигается введением в модифицирующую ванну МО, табл. 1, которая может образовывать соединения включения как с органическими, так и с неорганическими веществами.
В связи с тем, что ПАН волокно при повышенных температурах переходит в растеклованное состояние при исследованиях выявили влияние этих условий на эффективность взаимодействия ЗГ с волокном.
Таблица 1. Влияние состава модифицирующей ванны на эффективность взаимодействия ЗГ с ПАН волокном
| Содержание модифицирующей ванны, % масс. | Коэффициент эффективности сорбционного взаимодействия ЗГ с волокном, % |
| 20Т‑2+ПСХД | 76 |
| 20 (Т‑2+ПФ)+ПСХД | 87 |
| 30 (Т‑2+ПФ)+ПСХД | 88 |
| 30 (Т‑2+ПФ)+МО | 97 |
При модификации исследуемыми ЗГ и ОГЗС установлена, рис. 1, большая эффективность при обработке волокна ванной, содержащей смесь ЗГ (Т‑2+ПФ)+ПСХД и этот эффект сохраняется при всех способах модификации. Вместе с тем, следует отметить, что предварительная термическая обработка немодифицированного ПАН волокна при температуре 100°С, а также пропитка его ванной с температурой 85°С незначительно изменяют эффективность сорбционного взаимодействия ЗГ с ПАН волокном.
Известно [3], что для снижения горючести ПАН волокон необходимо предотвратить деполимеризацию, приводящую к образованию горючих летучих соединений, таких как нитрилы, цианистый водород, аммиак, и создать условия для реакции циклизации, способствующей коксообразованию. В связи с этим, методом термогравиметрического анализа (ТГА) исследовали закономерности процесса пиролиза модифицированных волокон.
Для исходного немодифицированного ПАН волокна в интервале температур 210–2700 С начинаются процессы циклизации, обеспечивающие создание структуры полимера, способной формировать карбонизованный остаток (КО). Однако при повышении температуры процессы деполимеризации становятся преобладающими – значительно возрастают потери массы волокна и скорости потерь массы.
С введением в состав волокна ЗГ и ОГЗС процессы циклизации в модифицированном волокне начинаются при меньших, чем для исходного ПАН волокна температурах, табл. 2, 3, и протекают с меньшими скоростями. Это сопровождается большим выходом коксового остатка (КО) Сформировавшийся кокс характеризуется большей термостойкостью, так как потери массы при температурах выше 5000 С у модифицированных волокон меньше, что свидетельствует не только об инициирующем влиянии ЗГ на коксообразование, но и на структуру КО. При пиролизе модифицированного волокна снижается общий выход летучих продуктов, уменьшается величина экзотермических пиков, соответствующих процессу циклизации полиакрилонитрила, снижается энергия процесса циклизации.
Таблица 2. Данные пиролиза модифицированных волокон
| № п/п | Состав образца | Температура деструкции, 0 С,
|
Δm при Тк, % |
Потери массы, % масс., при температуре, 0 С | Е акт процесса циклизации, кДж моль |
|||||||
| 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |||||
| 1 | ПАН | 210–265 240 |
18 | 2 | 21 | 29 | 38 | 60 | 80 | 95 | 98 | 130* |
| 2 | (ПАН+ Т‑2+ПФ)+МО | 170–295 245 |
24 | 20 | 24 | 34 | 38 | 42 | 48 | 57 | 72 | 61,4 |
| 3 | (ПАН+Т‑2)+ПСХД | 160–280 240 |
16 | 7 | 16 | 25 | 35 | 50 | 61 | 72 | 86 | 62 |
| 4 | (ПАН +ПФ)+ПСХД | 140–250 210 |
15 | 11 | 16 | 24 | 31 | 35 | 41 | 51 | 62 | 49,3 |
| 5 | (ПАН +Т‑2)+МО+ПСХД | 160–265 235 |
31 | 20 | 34 | 40 | 45 | 50 | 59 | 70 | 80 | 63,6 |
| 6 | (ПАН +ПФ)+МО+ПСХД | 170–290 230 |
26 | 19 | 27 | 33 | 40 | 47 | 56 | 63 | 74 | 76,5 |
| 7 | (ПАН+ ПФ)+МО | 160–300 245 |
18 | 12 | 18 | 27 | 32 | 37 | 44 | 54 | 67 | 53,9 |
| 8 | (ПАН+Т‑2 +ПФ)+ +МО+ПСХД (СВЧ – обработка) | 180–290 240 |
30 | 21 | 30 | 37 | 41 | 46 | 52 | 61 | 73 | 64,2 |

Примечание: Тн, Тmax, Тк – начальная, максимальных потерь массы и конечная температуры деструкции; rm – потери массы при Тк; * – литературные данные.
Таблица 3. Влияние стадий модификации на показатели пиролиза ПАН волокон
| № п/п | Состав образца |
Температура деструкции, 0 С,
|
Δm при Тк%, | Потери массы, % масс., при температуре, 0 С | |||||||
| 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | ||||
| 1 | ПАН | 210–265 240 |
18 | 2 | 21 | 29 | 38 | 60 | 80 | 95 | 98 |
| 2 | (ПАН+ Т‑2+ПФ)+МО | 170–295 245 |
24 | 20 | 24 | 34 | 38 | 42 | 48 | 57 | 72 |
| 3 | (ПАН+ Т2+ПФ)+МО + термообработка | 165–280 240 |
20 | 16 | 22 | 30 | 34 | 40 | 45 | 55 | 69 |
| 4 | (ПАН+ Т2+ПФ)+МО + стирка | 150 – 280 225 |
16 | 14 | 19 | 27 | 34 | 54 | 70 | 82 | 91 |
Как показали результаты анализа, наиболее эффективными ЗГ для ПАН волокон являются ПФ, МО, ПСХД, что объясняется наличием в их составе реакционноспособных групп, а также способностью МО и ПСХД образовывать комплексные соединения. Кроме того, ПХДС относится к обволакивающим средствам и может образовывать на поверхности волокна защитный слой, предотвращающий вымывание ЗГ из его структуры.
Изменения, происходящие в процессе пиролиза полимеров, влияют на горючесть волокнистых материалов на основе модифицирующих волокон. Огнестойкость оценивали по показателю воспламеняемости полимеров – кислородному индексу (КИ), а также по потерям массы образцов при поджигании их на воздухе.
Анализ данных позволяет сделать вывод об эффективности взаимодействия ЗГ с ПАН волокном, что подтверждается увеличением значения КИ с 18% об (для исходного ПАН волокна) до 34,5% об. (для модифицированных систем), табл. 4. Однако однократная стирка снижает значение КИ.
Таблица 4. Показатели горючести образцов ПАН волокон
| Модификация ПАН волокон из ванн, содержащих масс. % | Потери массы при поджигании на воздухе, % масс., по стадиям обработки | КИ, % об. | ||
| пропитка | термообработка | промывка | пропитка | |
| 20Т‑2+ПСХД | 5,2 | 5,3 | 2,9 | 25,0 |
| 20 (Т‑2+ПФ)+ПСХД | 7,5 | 8,1 | 11 | 32,0 |
| 30 (Т‑2+ПФ)+ПСХД | 8,3 | 13,6 | 54 | 31,5 |
| 30 (Т‑2+ПФ)+МО | 18 | 12 | 1 | 29,0 |
| 30 (Т‑2+ПФ)+ПСХД+МО | 6,9 | 4,8 | 2 | 34,5 |
Основные физико-механические показатели модифицированного ПАН волокна зависят от многих факторов, в том числе, и от состава модифицирующей ванны. Наибольшее усилие, удерживаемое волокном до разрыва, наблюдается у образцов следующих составов (ПАН+30Т‑2)+ПСХД, (ПАН+30ПФ)+ПСХД, рис. 3.
Модифицированные волокна могут быть особенно перспективны при изготовлении ковров, напольных покрытий, тепло- и звукоизоляционных материалов и в производстве углеродных волокон.
Литература
1. Щербина Н.А. Полиакрилонитрильные волокна пониженной горючести / Н.А. Щербина, Е.В. Бычкова, И.Н. Синицына, Панова Л.Г. // Международный симпозиум восточно-азиатских стран по полимерным композиционным материалам и передовым технологиям: Докл. Международного симпозиума «Композиты XXI века», Саратов, 20–22 сентября, 2005.-Саратов, 2005. – С.392–394.
2. Щербина Н.А. Эффективность действия замедлителей горения на модифицированные волокна// Н.А. Щербина, Е.В. Бычкова, Панова Л.Г. // Перспективные полимерные композиционные материалы. Альтернативные технологии. Переработка. Применение. Экология.: Докл. IV Междунар. конф. «Композит 2007», Саратов, 3–6 июля, 2007. – Саратов, 2007.-С.337–339
3. Термо-, жаростойкие и негорючие волокна / Под ред. А.А. Конкина.‑М.: Химия, 1978. – 424 с.
Приложение

Рис. 1. Эффективность действия замедлителя горения по стадиям модификации:1 – пропитка готового волокна ЗГ; 2 – термообработка волокна (t=100°С в течение 10мин.) + пропитка ЗГ(tванны =20±5°С); 3 – термообработка волокна (t=100°С в течение 10 минут)+пропитка ЗГ в ванне (tванны =85°С).

Рис. 2. Скорости потери массы исходных и модифицированных ПАН волокон: 1 – ПАН-исходн., 2 – (ПАН+ Т‑2+ПФ)+МО; 3 – (ПАН+ Т‑2)+ПСХД; 4 – (ПАН+ПФ)+ПСХД; 5 – (ПАН+Т‑2)+МО+ПСХД; 6 – (ПАН+ПФ)+МО+ПСХД; 7 – (ПАН+ПФ)+МО; 8 – (ПАН+Т‑2+ПФ)+МО+ПСХД (СВЧобработка)
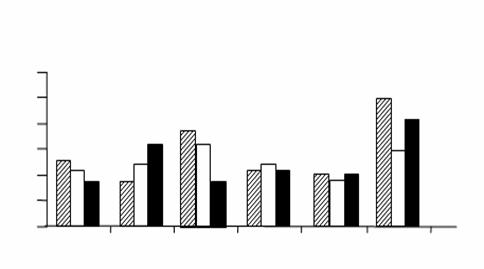
Рис. 3. Зависимость физико-механические показателей образцов ПАН волокна от состава модифицирующей ванны: 1 – 20 Т‑2 +ПСХД, 2 – 20 ПФ+ПСХД; 3 – 30 ПФ+ПСХД; 4 – 20 (Т‑2+ПФ)+ПСХД; 5 – 30 (Т‑2+ПФ)+ПСХД; 6 – 30 Т‑2 +ПСХД