| Скачать .docx |
Реферат: Ректификация
Введение
Ректификация - массообменный процесс, который осуществляется в противоточных колонных аппаратах с контактными элементами (насадки, тарелки). В процессе ректификации происходит непрерывный обмен между жидкой и паровой фазой. Жидкая фаза обогащается более высококипящим компонентом, а паровая фаза - более низкокипящим. Процесс массообмена происходит по всей высоте колонны между стекающей вниз флегмой и поднимающимся вверх паром. Что интенсифицировать процесс массообмена применяют контактные элементы, что позволяет увеличить поверхность массообмена. В случае применения насадки жидкость стекает тонкой пленкой по ее поверхности, в случае применения тарелок пар проходит через слой жидкости на поверхности тарелок. В данной работе приведен расчет тарельчатой ректификационной колонны для разделения бинарной смеси бензол - толуол.
1 Особенности расчета тарельчатой ректификационной колонны
Как правило, расчет ректификационной колонны производится для заданных: составе исходной смеси, кубового остатка, дистиллята, производительности и рабочем давлении в колонне.
В начале определяется материальный баланс колонны и рабочее флегмовое число. Для этого используется диаграмма y -x . Затем подбирается тип тарелок, определяется скорость пара , диаметр колонны, коэффициенты массопередачи, высота колонны, гидравлическое сопротивление тарелок . После этого можно провести расчет эксплуатационных свойств, а также экономические показатели ее использования.
2 Пример расчета ректификационной колонны для перегонки смеси бензол - толуол
Для примера, рассчитаем колонну при содержании легколетучего компонента (т.е. бензола) в исходной смеси 35%(масс.), в дистилляте 98%, в кубовой жидкости 1,7%. Производительность по исходной смеси 5кг/с.
2.1 Материальные расчеты
2.1.1 Материальный баланс колонны
Производительность по дистилляту Pи кубовому остатку Wопределяется из уравнения материального баланса ректификационной колонны:
![]()
![]() (1)
(1)
Откуда:

![]() (2)
(2)
![]()
![]() (3)
(3)
Все расчеты в данном случае ведутся для легкокипящего компонента, а значит х есть концентрация бензола. Для дальнейших расчетов необходимо пересчитать составы фаз из массовых в мольные по соотношению :
![]() (4)
(4)
где x - мольная доля компонента А, ![]()
![]() - массовая доля компонента А, % (масс.)
- массовая доля компонента А, % (масс.)
МА
- мольная масса компонента А, ![]()
МВ
- мольная масса компонента В, ![]()
Подставив мольные массы бензола и толуола получаем:
![]()
![]()
![]()
![]()
![]()
![]()
2.1.2 Определение рабочего флегмового числа
Нагрузки ректификационной колонны по пару и жидкости определяются значением рабочего флегмового числа R. Флегмовое число являет собой отношение количества флегмы к количеству дистиллята. Оно может находиться в интервале от Rmin до ¥. При минимальном флегмовом числе можно получить максимальное количество дистиллята, но число тарелок становится бесконечно большим. Если флегмовое число принять равным бесконечности, то получится, что колонна работает сама на себя. При флегмовом числе меньше минимального мы ни при каких условиях не сможем получить конечный продукт с заданными свойствами.
Рисунок 1 Диаграмма "жидкость-пар" для смеси бензол-толуол |


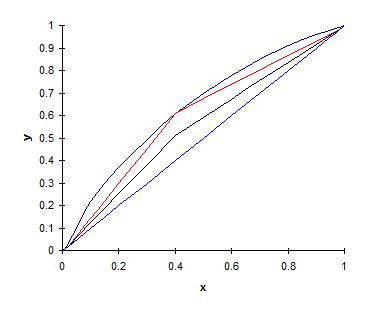
Вообще флегмовое число отражает угол наклона рабочей линии к оси абсцисс для верхней части колонны и входя в уравнение рабочей линии. Уравнение рабочей линии для верхней части колонны выглядит как:
![]() (5)
(5)
yD , как впрочем и yW определяются равными xD и xW соответственно. Иначе говоря предполагается что состав паровой и жидкой фазы одинаков как для низа так и для верха колонны. Все это можно увидеть на рисунке 1.
Минимальное флегмовое число определяется по следующей формуле:
![]() (6)
(6)
где ![]() - мольная доля спирта в паре, находящемся в равновесии с исходной смесью, определяется по y-xдиаграмме .
- мольная доля спирта в паре, находящемся в равновесии с исходной смесью, определяется по y-xдиаграмме .
Тогда:
![]()
Рабочее значение флегмового числа примем равным 2,1. Для определения рабочего флегмового числа существует множество рекомендаций, мы их упускаем, но их можно найти в [3].
2.1.3 Построение рабочей линии на диаграмме “жидкость - пар”.
Рабочая линия процесса ректификации, в отличие от процесса абсорбции, представляет собой совокупность рабочих линий для верхней и для нижней части колонны и характеризуется изломом в точке соответствующей составу питательной смеси.
Для верхней части колонны можно воспользоваться уравнением (5), а для нижней части колонны существует уравнение:
![]() (6)
(6)
Вид рабочей линии представлен на все том же рисунке 1.
2.1.4 Определение среднего массового расхода по жидкости
Средние массовые расходы по жидкости для верхней и нижней частей колонны определяются из соотношений :
![]() (7)
(7)
![]() (8)
(8)
где МP
и МF
- мольные массы дистиллята и исходной смеси, ![]()
МВ
и МН
- мольные массы жидкости в верхней и нижней частях, ![]()
Мольная масса жидкости в верхней и нижней частях колонны соответственно
равна :
![]() (9)
(9)
![]() (10)
(10)
где Мб и Мт - мольные массы бензола и толуола
xср.в и xср.н - средний мольный состав жидкости соответственно в верхней и нижней частях колонны:
![]()
![]()
![]()
![]()
Тогда
![]()
![]()
![]()
![]()
Аналогично находится мольная масса исходной смеси:
![]()
![]()
Мольную массу дистиллята можно принять равной мольной массе бензола.
Подставив результаты соотношения в (7) и (8) получаем:
![]()
![]()
![]()
![]()
2.1.5 Определение среднего массового расхода по пару
Средние массовые потоки пара в верхней и нижней частях колонны
соответственно равны :
![]() (11)
(11)
![]() (12)
(12)
где ![]() и
и![]() - средние мольные массы паров в верхней и нижней частях колонны:
- средние мольные массы паров в верхней и нижней частях колонны:
![]() (13)
(13)
![]() (14)
(14)
где средние значения состава паровой фазы рассчитываются аналогично жидкой фазе и равны:
![]()
![]()
![]()
![]()
Тогда из формул (13) и (14) следует
![]()
![]()
![]()
![]()
Подставив результаты в (11)и (12) получаем:
![]()
![]()
![]()
![]()
2.2 Скорость пара и диаметр колонны
На этой стадии необходимо выбрать тип тарелки. Поскольку предполагается, что жидкость не содержит взвешенных частиц выберем используем ситчатые тарелки.
Допустимая скорость в верхней и нижней части колонны определяется по формуле:
![]() (15)
(15)
Поскольку плотности бензола и толуола близки, то плотность жидкой фазы может быть приближенно определена как 796 кг/м3 .
Средняя плотность пара для нижней и для верхней части колонны может быть определена по формуле:
![]() (16)
(16)
где t - температура для верхней или для нижней части колонны.
Температура в колонне, в свою очередь, определяется по диаграмме t - x,y , которую можно увидеть на рисунке 2.
Рисунок 2 Диаграмма t - x,y |

По средним составам фаз определим температуру в верхней части колонны 89°С, в нижней части колонны 102°С.
Тогда по формуле (16) рассчитываем плотность паровой фазы соответственно в нижней и верхней части колонны.
![]()
![]()
![]()
![]()
Сейчас можно рассчитать допустимые скорости как в верхней, так и в нижней части колонны:
![]()
![]()
![]()
![]()
Диаметр колонны может быть определен по формуле:
 (17)
(17)
Диаметр колонны принимается одинаковым по всей ее высоте и как правило равен большему из определенных. Однако, в данном случае различия между скоростями в верхней и нижней части колонны не велики поэтому можно использовать средние значения:
![]()
![]()
![]()
![]()
![]()
![]()
Подставив их в формулу (17) получим:
![]() м
м
Приняв стандартный размер обечайки равным 1,8м уточним рабочую скорость пара. Она будет равной 0,82м/с.
На данном этапе необходимо выбрать тарелку из ряда стандартных. Опуская процесс выбора, отметим, что это тарелка ТС-Р с ниже приведенными характеристиками:
| Диаметр отверстий в тарелке d0 | 8мм |
| Шаг между отверстиями t | 15мм |
| Свободное сечение тарелки Fc | 18,8% |
| Высота переливного порога h пер | 30мм |
| Ширина переливного порога b | 1050мм |
| Рабочее сечение тарелки S т | 2,294м2 |
Скорость пара в рабочем сечении тарелки:
![]()
![]()
2.3 Определение высоты колонны
Количество тарелок в колонне может быть определено либо по числу теоретических тарелок, либо по кинетической кривой.
2.3.1 Определение высоты колонны по числу теоретических тарелок
Суть этого метода сводится к построению ступеней на диаграмме y - x . Каждая ступень представляет собой одну тарелку. При построении предполагается, что на каждой тарелке достигается равновесие между жидкой и паровой фазой. Реализацию этого метода можно увидеть на рисунке 3

Рисунок 3
Определение числа теоретических тарелок
Как видно число теоретических тарелок в данном случае составляет 8 для нижней части колонны и 7 для верхней, в сумме 15. Для определения действительного числа тарелок это число необходимо поделить на к.п.д. отдельно взятой тарелки. Несмотря на то, что существуют методы оценки к.п.д. тарелок, этот метод не является точным, поскольку для каждой тарелки к.п.д. может отличаться от среднего.
Высота колонны определяется исходя из числа действительных тарелок и расстояния между тарелками. Обычно расстояние между тарелками стандартизовано и может быть выбрано из каталога.
2.3.2 Определение высоты колонны по кинетической кривой
Данный метод точнее чем предыдущий. Он состоит в определении эффективности тарелок по Мэрфи с учетом продольного перемешивания, межтарельчатого уноса и доли байпасирующей жидкости. Для определения значений эффективности тарелок используются критериальные уравнения, которые здесь не приводятся, вследствие их громоздкости и узкой специализации.
Зная эффективность по Мэрфи, можно определить концентрацию легколетучего компонента в паре на выходе из тарелки y к по соотношению:
![]() (18)
(18)
Исходя из этой формулы на диаграмме y - x строится кинетическая кривая, представляющая собой зависимость y к от x , а затем аналогично предыдущему методу графически выстраиваются ступени. Графическую иллюстрацию этого метода можно увидеть на рисунке 4.

Рисунок 4
Построение кинетической кривой и определение действительного числа тарелок
В итоге мы получили 9 тарелок в нижней части колонны и 9 в верхней. Приняв расстояние между тарелками 0,5м, расстояние между нижней тарелкой и дном 2м, расстояние между верхом колонны и верхней тарелкой 1м, получим полную высоту колонны 11,5м.
Заключение
Мы кратко описали процесс расчета ректификационной колонны для разделения бинарных смесей. Процесс расчета или проектирования на этом не заканчивается. В дальнейшем рассчитывается гидравлическое сопротивление колонны и подбирается вспомогательная аппаратура.
Однако, стоит отметить, что для массообменного процесса, коим является процесс ректификации, в первую очередь необходимо описать обмен между фазами. Делается это при помощи диаграммы состояния “жидкость-пар”, которой мы пытались уделить повышенное внимание, быть может, в ущерб другим, не менее важным сторонам процесса.
Список использованной литературы
1. Гельперин Н.И. Основные процессы иаппараты химической технологии - М.: Химия, 1981.
2. Кувшинский М.Н.,Соболева А.П. Курсовое проектирование по предмету “Процессы и аппараты химической промышленности”. М.: Высшая школа, 1980.
3. Основные процессы и аппараты химической технологии: Пособие по проектированию/Г.С. Борисов, В.П. Брыков, Ю.И. Дытнерский и др. Под ред. Ю.И. Дытнерского, М.:Химия, 1991.
4. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. Учебное пособие для вузов/Под ред. чл.-корр. АН СССР П.Г. Романкова. Л.:Химия, 1987.