| Скачать .docx | Скачать .pdf |
Реферат: Получение моющих присадок к бензинам
К.Б. Рудяк, д.т.н. (ОАО «НК «Роснефть»), С.В. Котов, д.х.н., В.А. Тыщенко, д.т.н., Н.С. Котова, Г.В. Тимофеева (ОАО «СвНИИНП»), В.Н. Фомин, к.э.н., А.В. Тарасов (ООО «НЗМП»)
В связи с постоянно повышающейся долей автомобилей с инжекторными двигателями все более остро встает проблема создания моющих присадок четвертого поколения, предотвращающих образование нагара не только в карбюраторе, но и в камере сгорания.
За рубежом моющие присадки являются необходимым компонентом бензина марки «Евро» – 3, 4, 5. В России их применение пока не является обязательным, однако объем потребления, в первую очередь для брендовых топлив, постоянно возрастает [1] и обеспечивается в основном за счет импорта. В связи с этим весьма актуальными являются исследования, направленные на разработку отечественной технологии получения присадки, базирующейся на сырье, производимом в России.
Исследование закономерностей синтеза целевых алкилфенолов, используемых при получении моющих присадок Сырьем для синтеза присадок различного функционального назначения могут служить алкилфенолы (АФ). Их получают алкилированием фенола олефинами – олигомерами этилена С16-С18 в присутствии гетерогенных катализаторов. Традиционно в отечественной практике таким катализатором являлся сульфокатионит КУ 2х8 чс. Более перспективным представляется использование макропористого катализатора Amberlyst 36 Dry (компании Rohm&Haas). Были исследованы закономерности алкилирования фенола в присутствии этого катализатора промышленными олигомерами этилена С16-С18, которые представляют собой смесь линейных α-олефинов с 2-алкилзамещенными α - олефинами и цис-, транс-олефинов в возможно более широких интервалах взаимных соотношений.
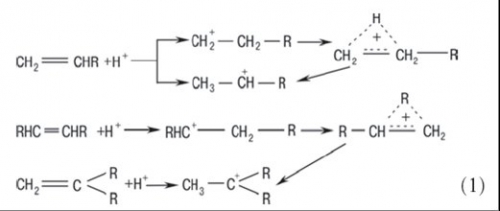
Схема реакции образования первичных, вторичных и третичных карбокатионов следующая:
Анализ данных показывает, что состав алкилата и конверсия зависят как от состава олигомеров этилена, так и от условий проведения реакции.
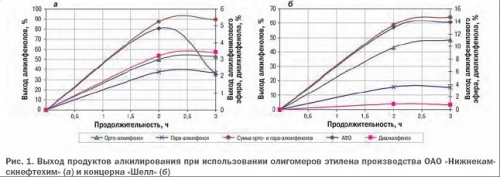
Выявляется четкая зависимость выхода АФ от содержания 2-алкилзамещенных α-олефинов и олефинов с внутренней двойной связью. Наиболее высокий выход АФ (более 90 % на сумму орто- и пара-изомеров) наблюдается при использовании олигомеров этилена, содержащих наибольшее количество 2-алкилзамещенных α - олефинов, а также цис- или транс-олефинов. Напротив, повышение содержания линейных α - олефинов от 48, 5 до 94, 5 % приводит к резкому снижению выхода АФ (до 64 %) и существенному увеличению (от 0, 84 до 14 %) выхода алкилфениловых эфиров (АФЭ) в реакционной массе. При этом наиболее низкий выход АФ и наиболее высокое содержание АФЭ наблюдаются при использовании олигомеров этилена, не содержащих 2-алкилзамещенных α - олефинов.
Экспериментально установлено, что с увеличением продолжительности реакции выход АФЭ снижается (см. рисунок 1, а). Это свидетельствует о том, что в ходе реакции происходит перегруппировка АФЭ в АФ. Однако скорость превращения АФЭ значительно зависит от структуры алкильного радикала эфира. Алкильный радикал, содержащий связанный с кислородом третичный атом углерода, в большей степени склонен к отщеплению и присоединению к ароматическому кольцу. Так, выход АФЭ, полученных из олигомеров этилена, содержавших около 30 %, 2-алкилзамещенных α - олефинов, при увеличении продолжительности реакции от 2 до 3 ч сократился в 2, 3 раза. В этих же условиях выход АФЭ, полученных на основе фенола и линейных α - олефинов, практически не изменился. Это объясняется, очевидно, большей легкостью расщепления С-О связи с образованием более стабильного трет-алкильного катиона.
Анализ соотношения орто- и пара-изомеров АФ, показывает, что оно практически не изменяется с увеличением длительности процесса. Соотношение орто- и пара-изомеров АФ составляет 1, 27-1, 43 к 1 при использовании в качестве алкилирующего агента олигомеров этилена с содержанием 2-алкилзамещенных α - олефинов около 30 %. При алкилировании фенола олигомерами этилена, практически не содержащими 2-алкилзамещенных α - олефинов, соотношение орто- и пара-изомеров АФ увеличивается до 2, 75-3, 13 к 1.
Это связано, видимо, с более слабыми стерическими затруднениями занятия орто-положения первичным или вторичным катионом по сравнению с третичным. Увеличение длительности процесса от 2 до 3-4 ч не приводит к существенному повышению выхода АФ. Наблюдаемое в этот период некоторое снижение концентрации олигомеров этилена в реакционной массе не связано с процессом алкилирования фенола. Об этом свидетельствует не только отсутствие увеличения выхода АФ, но и стабильность концентрации фенола в реакционной массе.
На выход как целевых, так и побочных продуктов алкилирования существенно влияет температура процесса. С ростом температуры до 125о С выход АФЭ существенно снижается. При ее повышении от 125 до 135о С соотношение орто- и пара-изомеров в составе АФ увеличивается от 1, 27 до 1, 47. Таким образом, скорость алкилирования в орто-положение возрастает с повышением температуры быстрее, чем в пара-положение поскольку алкилирование в орто-положение требует большей энергии активации. При повышении температуры энергетический барьер преодолевает боʹльшая доля молекул олефинов.
Селективность процесса получения АФ можно существенно повысить путем вовлечения диалкилфенолов в реакцию диспропорционирования с фенолом. Поскольку этому процессу способствует более высокое соотношение фенола и олигомеров этилена, были проведены эксперименты при мольном соотношении фенола и олигомеров этилена 6 к 1 (ранее 2, 5 к 1) при температуре 135о С и времени реакции 3 ч. Результаты исследований полностью подтверждают предположение о том, что увеличение соотношения фенола и олигомеров этилена положительно влияет на выход и состав АФ при использовании олигомеров этилена с массовым содержанием линейных олефинов как 61 % (Innovin), так и 94, 5 % (Shell).
Выход АФ в обоих случаях приближается к теоретическому. Содержание алкилфениловых эфиров и диалкилфенолов полностью соответствует регламентным нормам.
В результате проведения комплекса исследований основных кинетических закономерностей гетерогеннокаталитического алкилирования фенола α - олефином С18 доказано, что процесс относится к кинетической модели второго порядка.
Константа скорости реакции второго порядка рассчитывается по формуле
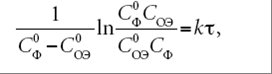
где С0 Ф, С0 ОЭ – начальная концентрация соответственно фенола и олигомера этилена; СФ, СОЭ – концентрация соответственно фенола и олигомера этилена в момент времени τ; k – константа скорости реакции.
На основе экспериментальных данных была рассчитана энергия активации, которая составила 55, 3 кДж/моль. Высокая энергия активации свидетельствует, что применение катализатора Ambеrlyst переводит процесс алкилирования фенола олефинами в кинетическую область (диффузионной области соответствует энергия активации не более 42 кДж/моль).
Исследование закономерностей синтеза и свойств моющих присадок на основе целевых алкилфенолов Ранее проведенными исследованиями была установлена высокая моющая способность оснований Манниха в карбюраторных двигателях, что послужило предпосылкой исследования указанных соединений на клапанах [2, 3]. Модификация реакции Манниха, известная как реакция Черняка – Айнгорна, – реакция замещения атома водорода в ароматических соединениях на амидо- или имидометильную группу.
Синтез оснований Манниха проводили на основе АФ производства ООО «Новокуйбышевский завод масел и присадок». Алкильным заместителем в АФ являлись радикалы С16 – С18 преимущественно в орто- и пара-положении. Кроме того, в синтезе использовали параформальдегид (ПФ) и полиэтиленполиамины (ПЭПД) общей формулой NH2(CH2CH2NH)nH, где n = 1 - 7.
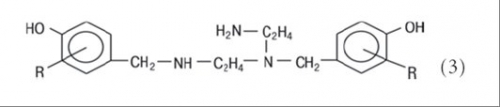
При взаимодействии АФ, С в течение 1, 75 ч в среде°диэтилентриамина (ДЭТА) и ПФ при температуре 87 бензола (АФ: ДЭТА: ПФ = 2:1:2) получен N, N1 - (алкил-3-гидроксибензил)диэтилентриамин
На основе триэтилентетрамина (ТЭТА), АФ и ПФ (АФ:ТЭТА:ПФ = 2:1:2) при температуре = 87о С и времени синтеза 2 ч в среде бензола синтезирован N, N1 - (алкил-3-гидроксибензил)триэтилентетрамин
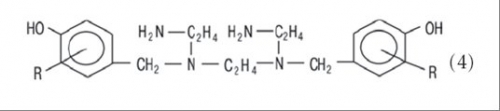
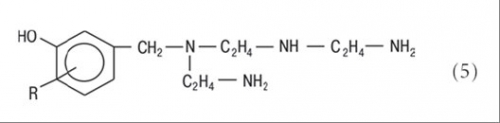
При мольном соотношении АФ: ТЭТА: ПФ, равном 1:1:1, получен N-(алкил-3-гидроксибензил)-триэтилентетрамин, содержащий одно алкилфенольное кольцо
Из литературных данных известно применение в качестве моющих присадок к бензинам полиэфирных соединений, поэтому представлял интерес синтез оснований Манниха с полиэфирной цепочкой в структуре. В качестве аминопроизводного использовался промышленный продукт ДА-200, представляющий собой полиоксипропиленамин – сополимер окисиэтилена и пропилена с концевыми первичными аминогруппами. Преимуществом использования ДА-200 в синтезе оснований Манниха является отсутствие в его химической структуре конкурирующих аминогрупп. При мольном соотношении АФ:ДА-200: ПФ, равном 2:1:2, получается N, N1 - (алкил-3-гидроксибензил)полиоксипропилендиамин
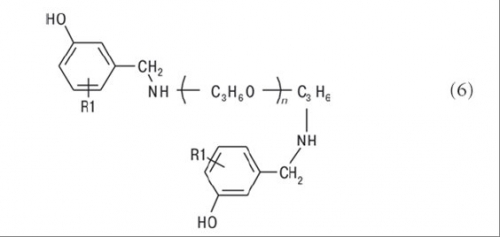
где n = 3 - 4.
В результате комплекса исследований основных кинетических закономерностей синтеза оснований Манниха на основе целевых алкилфенолов, ТЭТА и ПФ установлено, что общий порядок реакции третий.
Константа скорости при мольном соотношении АФ:ТЭТА:ПФ, равном 1:1:1, составляет 33⋅10-5 л/(моль⋅с), 2:1:2 – 60⋅10-5 л/(моль⋅с). Это объясняется наличием в молекуле двух реакционноспособных вторичных аминогрупп.
Синтезированные образцы моющей присадки, получаемые по реакции Манниха (4)–(6) (N, N1- (алкил-3-гидроксибензил)полиоксипропилендиамин в виде 50 %-ного раствора в ароматическом растворителе) были испытаны с целью определения эффективности моющего действия по методике СТО АНН 40488460-001-2004.
Ранее было показано [4], что наибольшей моющей эффективностью обладает N, N1-(алкил-3-гидроксибензил) диэтилентриамин, который обеспечивает сохранение чистоты впускных клапанов и карбюратора и незначительно влияет на нагарообразование в камере сгорания. Присадки (5) и (6) показывают удовлетворительную эффективность по сохранению чистоты впускных клапанов при одновременном обеспечении достаточно хорошего состояния карбюратора и приемлемого уровня нагарообразования в камере сгорания.
Особого внимания заслуживает влияние числа алкилфенольных радикалов в молекуле на моющую способность присадки. Для всех оснований Манниха, получаемых при соотношении реагентов АФ: аминный компонент: ПФ, равном 2:1:2, этот эффект значительно выше, чем для продуктов, полученных при соотношении, равном 1:1:1.
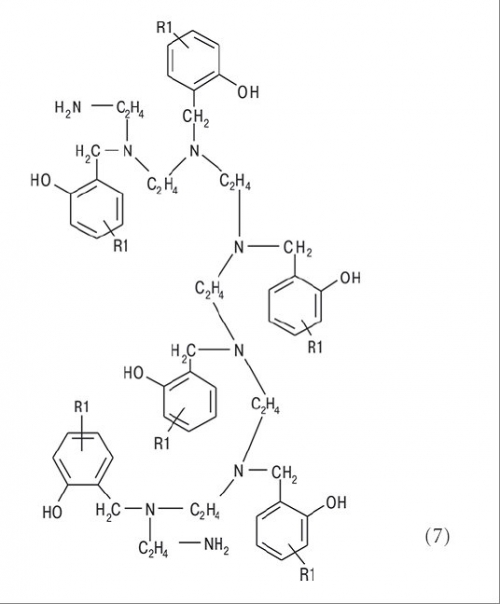
Это позволило сделать предположение, что в качестве аминного компонента целесообразно использовать полиэтиленполиамин (ПЭПА) с n = 7. С целью проверки этого предположения были синтезированы образцы активного вещества присадки N, N1, N2, N3, N4, N5-(алкил-3-гидроксибензил)полиэтиленполиамина при мольном соотношении АФ: ПЭПА:ПФ, равном 6:1:6.
Результаты испытаний приведены в таблице. Сопоставление данных таблицы с ранее опубликованными [4] показывает, что увеличение числа алкилфенольных радикалов в молекуле основания Манниха приводит к существенному снижению массы отложений на впускных клапанах.

Заключение
Показано существенное влияние мольного соотношения олефинов различной структуры в составе промышленных олигомеров этилена на выход целевых и побочных продуктов в процессе алкилирования ими фенола в присутствии катализатора Amberlyst 36 Dry.
Проведенные стендовые испытания моющего действия присадок по методике СТО АНН 40488460-001-2004 показали, что увеличение числа алкилфенольных радикалов в молекуле основания Манниха приводит к положительному эффекту по поддержанию чистоты как карбюраторов, так и впускных клапанов при незначительном нагарообразовании в камере сгорания.
Список литературы
1. Данилов А.М. 6 Международный форум. Топливно-энергетический комплекс России. Санкт-Петербург, 11 – 13 апреля 2006 г. - СПб.: Химиздат, 2006. - С.86-88.
2. US Patent 5039310. Polyether Substituted Mannich Bases as Fuel and Lubricant Ashless Dispersants/D.A. Blain, A.B. Cardis; assignee: Mobil Oil Corporation. – No. 280457; filed Dec. 6, 1988; date of patent Aug. 13, 1991.
3. US Patent 5413614. Mannich Condensaion Products of Poly(oxyalkylene)hydroxyaromatic Carbamates and Fuel Compositions Containing the Same/R.E. Cherpeck; assignee Chevron Chemical Company. – No. 236432; filed May 2, 1994; date of patent May 9, 1995.
4. Разработка научных основ технологии получения моющей присадки к бензинам/Н.С. Котова, Г.В. Тимофеева, И.Ф. Крылов, А.А. Терехин//Научно-технический вестник ОАО «НК «Роснефть». – 2009. - №3. – С.43 - 46