| Скачать .docx | Скачать .pdf |
Реферат: Проект системы очистки отходящих газов дуговой печи емкостью 100т электросталеплавильного произв
Министерство образования и науки РФ
СТАРООСКОЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
(филиал)
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГООБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
«МИСИС»
(СТИ НИТУ МИСИС)
Кафедра металлургии и металловедения
Курсовой проект
по дисциплине: «Процессы и аппараты защиты окружающей среды»
на тему: «Проект системы очистки отходящих газов дуговой печи емкостью 100т электросталеплавильного производства»
Выполнил:
Проверил:
проф. Петров В.И.
Старый Оскол,
2011
Оглавление
1.Вредные выбросы в электросталеплавильном производстве.3
1.1 Характеристики и методы отвода газов дуговых электросалеплавильных печей.3
1.2.Способы отвода газа от электропечи.3
1.3 Способы очистки газов электросталеплавильных печей.3
1.4. Выбор схем систем очистки газов литейного производства.3
1.4.4. Обоснование выбора схем.3
1.5. Описание аппаратов для очистки газов.3
1.5.2. Скоростные (турбулентные) пылеуловители. 3
3.Расчет выбранных систем аппаратов для очистки газов.3
3.1. Расчет рукавного фильтра.3
3.2. Расчет скоростных пылеуловителей с трубами Вентури.3
3.3. Расчет пластинчатого электрофильтра.3
3.4.1. Рукавный фильтр типа Фр-6. 3
3.4.2. Скоростной пылеуловитель с трубами Вентури типа КЦТ-2400. 3
3.4.3. Электрофильтр типа ЭГВ1-6-6-6-2. 3
3.5. Обоснование возможности использования рассчитанных аппаратов.3
4. Расчёт технико-экономических показателей работы газоочистных сооружений. 3
4.1. Расчёт капитальных затрат. 3
4.2. Расчёт эксплуатационных расходов. 3
4.3. Расчёт технико-экономических показателей. 3
5. Расчёт высоты дымовой трубы.. 3
6. Аэродинамический расчет газоотводящего тракта. 3
1.Вредные выбросы в электросталеплавильном производстве.
1.1 Характеристики и методы отвода газов дуговых электросталеплавильных печей.
Процесс выплавки стали в электропечах проходит за счет тепла электрической дуги, возникающей между электродами. Образующиеся в процессе плавки насыщенные пылью газы повышают давление в печи и через неплотности в ее конструкции вьщеляются в производственные помещения, загрязняя их. Основное количество газа выделяется через неплотности у электродов и рабочего окна. Газы выделяются из электропечей не только в процессе плавки, но и во время загрузки печи и слива готовой стали в ковш.
Количество и физико-химические свойства пылегазовых выбросов электропечей зависят от их емкости, состава шихты, марок выплавляемых сталей и сплавов, ведения технологического процесса. В процессе плавки стали в электропечи количество газа изменяется и достигает максимального значения в период кипения. В среднем газ, выделяющийся из печи, имеет следующий химический состав (по объему): до 68 % СО; до 30 % СO2 ; до 21 % O2 ; 30—79 % H2 . Кроме того, в газе содержится до 10 мг/м3 окислов серы. Температура газа на выходе из печи составляет около 1600 °С. Ввиду наличия в газе СО он взрывоопасен и поэтому перед направлением на очистку окись углерода дожигают в специальном устройстве.
Газы, вьщеляюшиеся из печи, содержат пыль в количестве 50—60 г/м3 . Пыль состоит из окислов железа, кремния, алюминия, марганца, кальция и др. Плотность пыли 4—4,2 г/см3 , насыпная плотность 1,2 г/см3 ; угол естественного откоса 20-25°. Дисперсный состав пыли при выплавке среднеуглеродистых и хромистых сталей характеризуется следующими данными:
| Размер частиц, мкм | До 0,7 | 0,7-7 | 7-80 | > 80 |
| % (по массе) | 42 | 35 | 16 | 7 |
1.2.Способы отвода газа от электропечи.
Количество газа, поступающего на очистку, зависит от способа его отвода от электропечи. Для улавливания и отвода газов, вьщеляющихся от электропечей, применяют:
1.Фонари или вытяжные шахты в крыше цеха, через которые попавший в цех газ удаляется естественным путем. В некоторых случаях для улучшения общеобменной вентиляции в шахтах или в крыше печных пролетов устанавливают вентиляторы. При таком методе отвода газ сначала попадает в цех, загрязняет его атмосферу, а затем удаляется из цеха в неочищенном от пыли виде. Большая часть крупной пыли оседает в производственных помещениях. По санитарным условиям и технике безопасности такой метод отвода газа неприемлем.
2.Установку над электропечью зонта (рис. XXII. 1, а)полностью перекрывающего в плане свод печи, В конструкции зонта 9 предусмотрен специальный колпак 8над загрузочным окном печи, предназначенный для улавливания газа, вьщеляющегося при загрузке и в процессе работ печи. В верхней части зонта имеются отверстия для пропускания электродов. Во время выпуска стали из печи зонт отводят в сторону. В процессе работы печи в живомсечении зонта при помощи дымососа создается разрежение, позволяющее улавливать вьщеляющийся из печи газ. Вместе с газом в зонт из цеха подсасывается воздух, в результате чего объем газ поступающего на газоочистку, резко возрастает. Поэтому устройство зонта над электропечью требует установки газоочистки и дымососов большой производительности. При отсосе через зонт не все количество выделяющегося из печи газа попадает в зонт. Часть запыленного газа проникает в здание цеха, загрязняя его, а затем при выходе через фонарь вызывает загрязнение атмосферы.
3. Секционный отсос (рис, XXII. 1, б) представляет собойусовершенствованное укрытие. Оно состоит из нескольких секций, присоединенных
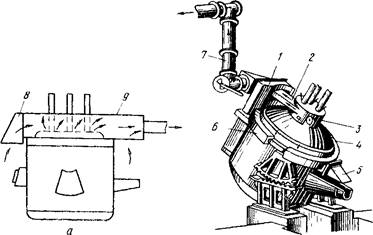
к вытяжному газопроводу посредством двухшарнирного телескопического патрубка 7. Газ, выходящий через зазоры между электродами и сводом печи, удаляется через отсосы 2и 3. Кольцевой отсос 6 с укрытием 4служит для улавливания газа, выбивающегося через неплотности в месте соединения свода и корпуса печи. Над желобом печи устроен зонт 5. Все эти отсосы объединены сборником газа 1, присоединенным к патрубку 7. При отсосе газа через рабочее сечение зонта со скоростью не менее 2 м/с или через секционный отсос производительность газоочистки и дымососа принимают в зависимости от емкости печи:
| Отсос при помощи зонта | Секционный отсос | ||||||
| Емкость печи, т | До 1,5 | 3 | 5 | 10 | 2,5 | 4,5 | 9 |
| Количество газа,тыс.м3 /ч | 20 | 30 | 45 | 60 | 13,6 | 25 | 39 |
При применении кислорода объем отсасываемого газа увеличивается примерно на 60 %. На практике применяют зонты и отсосы разных конструкций. Однако все они не обеспечивают полного улавливания и отвода газа, выделяющегося из электропечи, особенно во время подачи в ванну кислорода, и часть газа проникает в цех. Вследствие большого количества отсасываемого газа и громоздкости зонтов и отсосов их устанавливают на электропечах емкостью до 12 т. При подсосе воздуха в зонт или секционный отсос имеющаяся в газе окись углерода полностью или в большей часта сгорает.
4.Отход газа непосредственно из свода печи (рис.ХХII.1, в). В своде
печи делают специальное отверстие, через которое при помощи водоохлаждаемого патрубка 10, соединенного шарнирно с газоотводящим газопроводом, отсасывают газ, образующийся в процессе плавки стали. При
этом под сводом печи создают разрежение 4,5—13 Па, которое исключает
выбивание газа через неплотности печи. В некоторых случаях в печи создают небольшое избыточное давление 5—30 Па, при котором создается
восстановительная атмосфера. При разрежении в печи подсасываемый воздух окисляет закись железа до высших окислов, которые не воспламеняются. Избыточное давление в печи исключает подсос воздуха и возможность взрывов газа и хлопков в ее рабочем пространстве.
Количество удаляемого газа регулируют специальной задвижкой 11, соединенной с датчиком автоматического регулирования 12, работающим в зависимости от изменения температуры в печи. Газоотводящий патрубок обычно устанавливают около загрузочного окна. При таком расположении патрубка подсасываемый воздух не распространяется по всему объему печи и оказывает небольшое влияние на охлаждение металла. В большегрузных печах иногда выполняют два - три сводовых патрубка.
При таком методе отвода газа перед подачей его на газоочистку СО дожигают в специальной камере. Для предотвращения выбивания газа из печи через отверстия для электродов зазоры между электродами и сводом печи закрывают специальными уплотнителями.
5.Отвод газа из свода печи через патрубок с разрывом (рис. ХХII.1, г).
При этом газоотводящий патрубок 13 располагают на расстоянии
20—50 мм от стационарно установленной приемной воронки 14или приемного патрубка. Выходящая из печи струя газа подсасывает, окружающий воздух, в результате чего объем смеси увеличивается примерно в шесть раз. Содержащуюся в газе окись углерода дожигают, в специальной камере в атмосфере подсасываемого воздуха, после чего газ направляется в систему газоочистки. Такой метод отвода газа безопасен и удобен, так как шарнирное соединение 15трубопровода дает возможность отводить воронку перед наклоном электропечи.
В цехах с большегрузными дуговыми электропечами улавливают, подвергают очистке газ, проникающий в здание цеха. Для этого устанавливают зонты, в которых с помощью дымососа создают разрежение, способствующее захвату газа.
1.3 Способы очистки газов электросталеплавильных печей.
Электропечи небольшой емкости применяют в основном в сталелитейных цехах. Для улавливания запыленных газов над электропечью устанавливают зонты или используют бортовые отсосы. В электросталеплавильн цехах металлургических заводов действуют в основном большегрузочные печи (25 т и более). От них запыленный газ удаляют через патрубок и свод печи.Кроме того, в новых цехах улавливают и подвергают очистке так называемые неорганизованные выбросы, т.е. газы, которые попали в цех в период заливки чугуна, завалки шихты и выпуска стали.
В СССР очистку газов от электросталеплавильных печей осуществляют мокрым способом в скоростных пылеуловителях с высоконапорными трубами Вентури и сухим способом в пластинчатых многопольных электрофильтрах или тканевых рукавных фильтрах. Предпочтение отдают очистке газов в электрофильтре как наиболее эффективному способу с наименьшими эксплуатационными расходами.
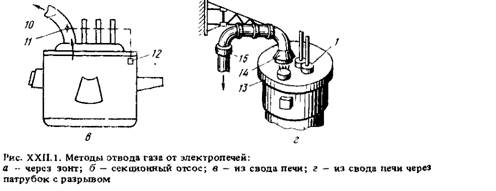
По схемам, приведенным на рис.XXII.2—XXII.4, построены газоочистки 100- и 200-т электропечей на ряде заводов. Газ отводят от печи 1через водоохлаждаемый патрубок, расположенный в своде печи. Между патрубком 2 и газоотводящим трубопроводом имеется воздушный зазор, дающий возможность регулировать количество отсасываемого газа и наклонять печь.
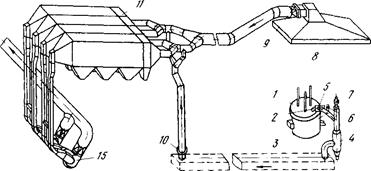
Рис. XXII.3. Схема совмещенной очистки газов, отводимых от электропечи и через зонт под фонарем цеха, в сухом пластинчатом электрофильтре
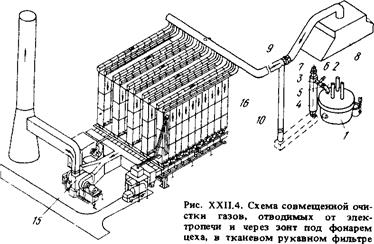
Величину этого зазора регулируют муфтой 5, которая может перемещаться с помощью электропривода. После дожигания окись углерода в камере 3газ охлаждают в устройстве 4. Дожигание и охлаждение газа осуществляют атмосферным воздухом, который поступает в камеру дожигания через клапан б, а в камеру охлаждения через клапан 7. Далее газ отводят в систему газоочистки по газопроводу, снабженному клапаном 10, которым регулируют количество газа. В кровле под фонарем установлен зонт 8, через который удаляют неорганизованные выбросы. Количество отсасываемого газа регулируют с помощю клапана 9. Схемы очистки газов, удаляемых непосредственно из печи через подфонарный зонт, могут быть раздельными или совмещенным.
На Донецком металлургическом заводе для очистки газов, отводимых от 100-т электропечи, используется мокрая газоочистка с труба Вентури, а неорганизованные выбросы очищаются в трехпольных сухих электрофильтрах типа УГ (рис. ХХII.2). Газ, отводимый от печи пропускают через прямоугольную трубу Вентури 12с регулируемым сечением горловины, где пыль коагулирует. Укрупненная пыль очищается в инерционном пыле- и брызгоуловителе 13, а затем в центробежном скруббере 14. Очищенный газ с помощью дымососа 15выбрасывается дымовую трубу. Таким образом удаляются неорганизованные выбросы после очистки в сухом пластинчатом электрофильтре 11.
На Кузнецком металлургическом комбинате применяют совмещенную схему очистки технологических и неорганизованных выбросов в сух пластинчатом электрофильтре (рис. ХХII.3). На Узбекском металлургическом заводе по совмещенной схеме газ очищают в рукавном фильтре 16 (рис. ХХII.4). В период заправки, загрузки печи и слива металла ковш, когда электропечь отключена, производят очистку только неорганизованных выбросов, удаляемых через зонт. Эксплуатационные параметры этих газоочисток приведены в табл. XXII.1. Мокрые скорости пылеуловители с трубами Вентури и электрофильтры работают удовлетворительно. В фильтрах типа СМЦ-101-Ш, установленных на Узбекском металлургическом заводе, рукава сделаны из лавсановой ткани. Как показала практика, они непрочны и быстро выходят из строя. Кроме тог вызывает большие затруднения борьба с подсосом воздуха через неплотности в конструкции фильтра. В зарубежной практике для рукавных фильтров используют ткани из синтетических полиэфирных, полиамидных, полиакрилнитрильных и других материалов.
В связи со значительным разбавлением газов, достигающих крыши входное отверстие вытяжного зонта стремятся устанавливать как можно ближе к печи. Однако возможность уменьшения расстояния между зонтом и печью ограничена необходимостью пространства для хода крана, снятия свода, наклона печи и т.д. Удельные объемы отсасываемых газов, а также размеры и формы зонтов зависят от емкости и числа печей, геометрических размеров пролетов. Необходимо, чтобы в рабочем сечении зонтов скорость всасывания газа была больше, чем скорости подъема запыленности газов. Обычно она должна составлять 0,5—1 м/с. Форму зонта выбирают с учетом профиля крыши и расчетом, чтобы восходящий поток не отрикался от его внутренней поверхности. Фланец треугольного сечения, расположенный по периметру кромки зонта, создает наиболее благоприятные аэродинамические условия для эффективного захвата газов Яронтом; кроме того, на нем не образуется отложений пыли. Угол раскрытия зонта желателен 60°.
Для повышения эффективности улавливания газов зонтами в электросталеплавильных цехах стремятся свести к минимуму воздействие поперечных потоков воздуха, что в отдельных случаях достигается установкой между печным и разливочным пролетами экранов, опускающихся ниже уровня хода крана, а также уменьшением проемов для рельсового транспорта в боковых стенах здания. При строительстве новых цехов предусматривают систему приточной вентиляции, обеспечивающую равномерный по периметру здания подвод воздуха, а профиль крыши выполняют в соответствии с формой вытяжных зонтов. В зарубежной практике иногда электропечи заключают в вентилируемые кожухи.
Пропускную способность системы зонтов под крышей рассчитывают с учетом емкости печи и исходя из условия отвода газов в количестве примерно 7-12 тыс.м3 /ч на 1 т стали в слитках.
1.4. Выбор схем систем очистки газов литейного производства.
1.4.1. Схема № 1.
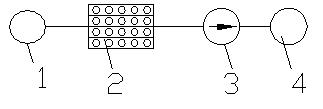
Схема системы очистки газов с использованием пластинчатого электрофильтра:
1-дуговая сталеплавильная печь; 2 –пластинчатый электрофильтр; 3 – дымосос; 4 – дымовая труба.
1.4.2. Схема № 2.
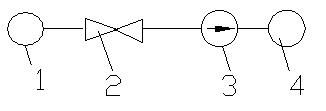
Схема системы очистки газов с использованием скруббера Вентури:
1- дуговая сталеплавильная печь; 2 –скруббер Вентури; 3 – дымосос; 4 – дымовая труба.
1.4.3. Схема № 3.
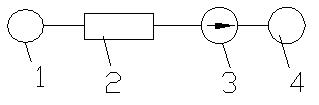
Схема системы очистки газов с использованием рукавного фильтра:
1- дуговая сталеплавильная печь; 2 –рукавный фильтр; 3 – дымосос; 4 – дымовая труба.
1.4.4. Обоснование выбора схем.
Для очистки ваграночных газов более эффективны скоростные пылеуловители с трубами Вентури, электрофильтры и тканевые фильтры. Они обеспечивают необходимую степень очистки. При их использовании газы предварительно охлаждают за счет подсоса в газовый тракт атмосферного воздуха, орошения их мелко распыленной водой в газоходе или в полом скруббере.
1.5. Описание аппаратов для очистки газов.
1.5.1. Тканевые фильтры.
Тканевый фильтр (рис. 4) состоит из корпуса цилиндрической или прямоугольной формы, выполненного из листовой стали, в котором размещены все узлы фильтра. Существенным элементом корпуса является бункер, имеющий коническую или пирамидальную форму, угол наклона стенок которого должен быть больше угла естественного откоса улавливаемой пыли. В нижней части бункера устанавливаются шнековый или скребковый транспортер и шлюзовой затвор, предназначенные для выгрузки уловленной пыли. Бункер и корпус разделены горизонтальной решеткой, в которой сделаны отверстия с патрубками для крепления рукавов. Корпус вертикальными стенками разделяется на секции с целью уменьшения перегрузки фильтровального материала и более эффективной регенерации. В секциях прямыми рядами или в шахматном порядке размещаются рукава; отношение длины рукава к диаметру — от 15 до 40.
На корпусе находятся механизм управления регенерацией, клапанная коробка переключения секций на продувку с калорифером для подачи в фильтр (во избежание залипания фильтровального материала) подогретого продувочного воздуха, а также коллекторы, через которые запыленный газ и продувочный воздух подводятся к фильтру, а очищенный воздух отводится от него.
Главным элементом такого фильтра является рукав, изготовленный из фильтровальной ткани. Корпус фильтра разделен на несколько герметизированных камер, в каждой из которых размещено по нескольку рукавов. Газ, подлежащий очистке, подводится в нижнюю часть каждой камеры и поступает внутрь рукавов. Фильтруясь через ткань, газ проходит в камеру, откуда через открытый выпускной клапан поступает в газопровод чистого газа. Частицы пыли, содержащиеся в неочищенном газе, оседают на внутренней поверхности рукава, в результате чего сопротивление рукава проходу газа постепенно увеличивается. Когда оно достигнет некоторого предельного (по условиям тяги) значения, фильтр переводится на режим регенерации, т. е. рукава освобождаются от осевшей на них пыли.
Наиболее часто регенерация осуществляется обратной продувкой. Продувочный воздух от специального вентилятора направляют внутрь камеры через открытый продувочный клапан (выпускной клапан закрыт). Фильтруясь через рукав в обратном направлении, воздух разрушает образовавшийся на внутренней поверхности рукава слой пыли, которая падает в бункер, откуда удаляется при помощи шнека или другого устройства. Отработавший продувочный воздух через подводящий газ патрубок поступает в газопровод неочищенного газа. В целях повышения эффективности регенерации одновременно с обратной продувкой осуществляется встряхивание рукавов, для этого используется специальный встряхивающий механизм, перемещающий вверх и вниз крышку, к которой крепится рукав. Камеры фильтра переводят на регенерацию по очереди, и, следовательно, фильтр в составе п —1 камера все время находится в работе.
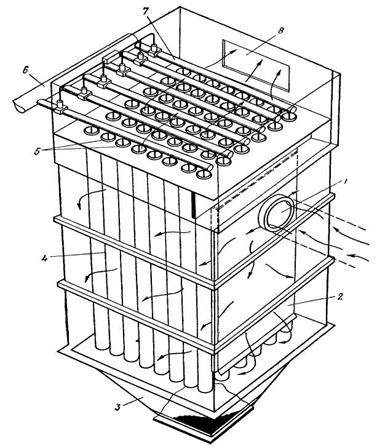
Рис. 4 Общий вид рукавного фильтра:
1 — вход пылегазового потока; 2 — газораспределительное устройство; 3— бункер; 4 — рукава, 5 — воздушные сопла; 6 — коллектор сжатого воздуха; 7 — воздуховоды; 8 — выход чистого газа
1.5.2. Скоростные (турбулентные) пылеуловители
Скоростные пылеуловители (СПУ) начали широко применять в цветной металлургии с 1950 г. Этому способствовало несложное малогабаритное их оборудование и простота обслуживания.
Принцип действия СПУ заключается в следующем. Вода, вводимая в поток запыленных газов, движущихся с высокой скоростью (обычно 70—100 и более м/с), дробится на мелкие капли. Необходимая для дробления жидкости энергия заимствуется в основном у газового потока. Высокая степень турбулентности газового потока способствует дроблению жидкости и столкновениям частиц с каплями жидкости. Относительно крупные капли жидкости вместе с частицами пыли легко улавливаются затем в простейших пылеуловителях (например, в мокрых циклонах).
Для разгона газового потока в газопровод встраивают конфузор, переходящий в небольшой участок цилиндрической формы (горловину), где газы движутся с наибольшей скоростью. Затем газы расширяются в диффузоре и их скорость снижается. Конфузор, горловина и диффузор образуют скоростной (турбулентный) распылитель. Вид распылителя круглого сечения (применяют также распылители прямоугольного сечения); скоростной распылитель и циклон составляют СПУ, а на рис. 5 показана установка пылеуловителя с трубой Вентури.
Оптимальное соотношение отдельных элементов распылителя следующее: углы раскрытия конфузора и диффузора принимают, как правило, соответственно равными 25—28 и 6—7°; длина горловины обычно составляет от 0,15 до 0,5 ее диаметра. Чтобы снизить потери давления, внутреннюю поверхность трубы-распылителя подвергают механической обработке.
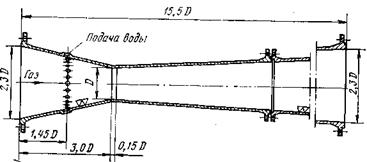
Рис. 5. Скоростной распылитель с периферийной подачей жидкости (нормаль Гипроцветмета)
1.5.3. Электрофильтры
Основная классификация электрофильтров может быть представлена следующим образом.
По расположению зон зарядки и осаждения – однозонные и двухзонные.
Двухзонные электрофильтры применяют для очистки вентиляционного воздуха с очень малой начальной запыленностью — около 10 мг/м3 . Провода ионизатора находятся под напряжением 13 кВ. положительной полярности (положительная корона дает меньше озона, чем отрицательная, что важно, если очищенный воздух применяют для приточной вентиляции).
По направлению хода очищаемых газов – вертикальные и горизонтальные. По форме осадительных электродов – трубчатые, шестигранные и пластинчатые. По числу последовательно расположенных электрических полей – однопольные и многопольные. По числу параллельно работающих секций — односекционныеи многосекционные. Посостоянию улавливаемой пыли — сухие, когда очистка газов в электрофильтре осуществляется при температуре выше точки росы газа, т. е. пыль улавливают в сухом виде, и мокрые, когда газы, влажные вследствие конденсации паров воды или других газообразных компонентов, и пыль улавливают в мокром виде, а удаляют с электродов промывкой.
Элементы конструкции электрофильтров
Корпус (кожух) выполняют из листовой стали, бетона, кирпича, листового свинца и других материалов в зависимости от температуры очистки газов и их агрессивности,
В корпусе электрофильтра размещают системы осадительных и коронирующих электродов, механизмы встряхивания электродов, механизмы для удаления осажденной пыли (в сухих электрофильтрах) или форсунки для смыва пыли (в мокрых электрофильтрах), устройства для равномерного распределения газа по сечению электрофильтра и др.
Корпус электрофильтра может быть прямоугольным (горизонтальные и часть вертикальных электрофильтров) или круглым (вертикальные электрофильтры).
Корпус горизонтальных электрофильтров, работающих при высоких температурах (до 400—450°С), во избежание подсосов воздуха выполняют, как правило, герметичными из листовой стали с наружной теплоизоляцией, а не из кирпича или бетона.
Осадительные электроды изготовляют из углеродистой и легированной стали, свинца, титана и винипласта (в мокрых электрофильтрах) в зависимости от условий работы электрофильтра и агрессивности газов.
Выбор материала для коронирующих электродов зависит от агрессивности газов и их температуры; обычно применяют углеродистую и легированную сталь, свинец, нихром и др.
Коронирующие электроды должны быть по возможности увеличенного поперечного сечения во избежание их обрыва, в частности вследствие электрической эрозии. В настоящее время выбирают преимущественно профили коронирующих электродов, с коронирующими кромками или фиксированными точками коронного разряда — иглами.
На рис.6 представлена схема стандартного электрофильтра.
Рис.6 Схема электрофильтра типа ЭГА
1 – корпус; 2 – газораспределительная решетка; 3 – осадительный электрод; 4 – механизм встряхивания осадительных электродов; 5 – коронирующий электрод; 6 – рама подвеса коронирующих электродов; 7 – механизм встряхивания коронирующих электродов; 8 – привод встряхивания осадительных электродов; 9 – привод встряхивания коронирующих электродов; 10 – токоподвод; 11 – вибратор; 12 – опора.
2. Исходные данные:
- Объем отходящих газов V=100000 м³/ч = 27,777 м³/с
- температура газа на выходе из дуговой печи t=1700 ºС
- барометрическое давление Pбар =98658,5 Па
- разрежение перед фильтром P=2000 Па
- стандартное отклонение (к-т полидисперсности) σч =0,06
- концентрация пыли в газе перед фильтром Z1 =30 г/м³
- средний размер частиц dм =1,2 мкм
- плотность частиц пыли ρп =3070 кг/м³
- состав газа: 8% СО2 , 3,22% О2 , 15,64% CO, 0,5% H2 , 72,64%N2
- дисперсный состав пыли характеризуется следующими данными
- фракционный состав пыли характеризуется следующими данными
d, мкм |
0-0,7 | 0,7-7 | 7-80 | >80 |
| g, % (по массе) | 42 | 35 | 16 | 7 |
| di ÷di +1 | 0÷0,01 | 0,01÷0,02 | 0,02÷0,05 | 0,05÷0,2 | 0,2÷0,5 | 0,5÷2 | 2÷5 |
| g ,% по массе | 100-94 | 94-91 | 91-84 | 84-78 | 78-70 | 70-62 | 62-38 |
| ∆g,% по массе | 6 | 3 | 7 | 5 | 6 | 8 | 24 |
| dc р , мкм | 0,005 | 0,015 | 0,035 | 0,125 | 0,35 | 1,25 | 3,5 |
| rc р , мкм | 0,0025 | 0,075 | 0,0175 | 0,062 | 0,175 | 0,625 | 1,75 |
| di ÷di +1 | 5÷10 | 10÷20 | 20÷50 | 50÷100 | 100÷∞ |
| % по массе | 38-26 | 26-12 | 12-7,5 | 7,5-4,5 | 100-92,5 |
| ∆g,% по массе | 12 | 14 | 4,5 | 3 | 7,5 |
| dc р , мкм | 7,5 | 15 | 35 | 75 | 100 |
| rc р , мкм | 3,75 | 7,5 | 17,5 | 37,5 | 50 |
3.Расчет выбранных систем аппаратов для очистки газов.
3.1. Расчет рукавного фильтра.
- Объем отходящих газов V=100000 м³/ч = 27,777 м³/с
- температура газа на выходе из дуговой печи t=1700 ºС
- барометрическое давление Pбар =98658,5 Па
- разрежение перед фильтром P=2000 Па
- концентрация пыли в газе перед фильтром z1 =30 г/м³
- средний размер частиц dм =1,2 мкм
- пористость ткани εт =0,83
- пористость пылевого слоя ![]()
- плотность частиц пыли ρп =3070 кг/м³
- состав газа: 8% СО2 , 3,22% О2 , 15,64% CO, 0,5% H2 , 72,64%N2
- максимально допустимый перепад давления на фильтре DP=1000 Па
Подготовка отходящих газов к отчистке
Охлаждаем газ разбавлением атмосферным воздухом до t=210ºС
Определяем присос воздуха и полный расход газа на фильтрацию:
![]()
![]()
Расчёт
Принимаем допустимую температуру газа для ткани “оксалон'' равной t=210ºС, определяем присос воздуха Vв с температурой 30ºС перед фильтром, необходимый для охлаждения газа Vг с t=210ºС до tсм =210ºС
![]()
Полный (ориентировочный) расход газа на фильтрацию и воздуха обратной продувки, поступающего в газопровод грязного газа составит, м³/с:
![]()
Объемный расход газа, идущего на фильтрацию, при рабочих условиях, м³/с:
![]()
Определим скорость фильтрации по формуле:
![]()
где q – удельная газовая нагрузка, м³/(м³ мин)
Для данного производства q=1,2 м³/(м2 мин), (по табл.А.1Приложение А)
![]()
Необходимая фильтрующая поверхность при скорости фильтрации 0,0250 м³/(м² с) составит, м²:
![]()
Выбираем по каталогу для установки 6 фильтров ФР-20 (Приложение Б.1) с площадью фильтрации 20000 м². Активная поверхность фильтрации равна:
6·20000-6*/20000=114000 м²,
что близко к полученной по расчету.
Фактическая скорость фильтрации, м³/(м² с):
![]()
Определяем вспомогательные коэффициенты А и В:

![]()
Вязкость отдельных компонентов газовой смеси при температуре t рассчитываем по формуле:
где mi ,0 – динамическая вязкость i-го компонента газовой смеси при 0 0 С, Па·с(табл. А.2 приложения А);
Сi – постоянная Сатерленда i –го компонента газ. смеси при 0 ° С(табл. А.2 приложения А);
Т – абсолютная температура газовой смеси, К.
Для N2

Для CO2

Для O2

Для СО 
Для H2

Молекулярную массу газовой смеси находим по формуле
![]()
Мсм , Мi – молекулярные массы, соответственно, газовой смеси и отдельных ее компонентов, кг/кмоль;
аi – содержание в газовой смеси i-го компонента, % по объему;
n – число компонентов в газовой смеси;
i – порядковый номер компонента в газовой смеси;
Мсм = 29,28 кг/моль
Находим динамическую вязкость газовой смеси по формуле:
где mсм, t , mi , t – динамическая вязкость, соответственно, газовой смеси и отдельных ее компонентов (при температуре t), Па·с;
Мсм , Мi – молекулярные массы, соответственно, газовой смеси и отдельных ее компонентов, кг/кмоль;
аi – содержание в газовой смеси i – го компонента, % по объему;
n - число компонентов в газовой смеси;
i - порядковый номер компонента в газовой смеси.
Определяем величину сопротивления слоя ткани, Па:
![]()
Задаваясь предельным общим сопротивлением ΔPп =1000 Па, находим величину сопротивления пылевого слоя, Па:
![]()
Определяем необходимую при заданных условиях продолжительность межрегенерационного периода, с:

3.2. Расчет скоростных пылеуловителей с трубами Вентури.
- влагосодержание газа f=10 г/м3 ;
- запыленность газа z1 =30 г/м3 ;
- температура воды, подаваемой в аппараты, t1в =20 0 С;
- расход газа перед фильтрами V=100000м³/ч = 27,777 м³/с
- температура газа на выходе из дуговой печи t=1700 ºС
- состав газа: 8% СО2 , 3,22% О2 , 15,64% CO, 0,5% H2 , 72,64%N2
- барометрическое давление Pбар =98658,5 Па
Подготовка отходящих газов к отчистке
Охлаждаем газ разбавлением атмосферным воздухом до t=400ºС
Определяем присос воздуха и полный расход газа на фильтрацию:
![]()
![]()
Расчёт
Найдем требуемую эффективность пылеуловителя:
![]()
Число единиц переноса определим по формуле:
![]()
По приложению находим значения вспомогательных коэффициентов:
А=0,1925, В=0,3255
Найдем значение удельной энергии из формулы:
![]()
![]()
откуда КТ =43240,67 кДж/1000м3 ;
Рассчитаем количество газа, поступающего в трубы Вентури при рабочих условиях:
![]() где
где
Vвл – объемный расход влажного газа при рабочих условиях;
V0,сух – объемный расход сухого газа при нормальных условиях;
t – температура газа, 0 С;
f – влажность газа, кг/м3 ;
Pбар - барометрическое давление, Па;
P – избыточное давление (разряжение) газа, Па;
Приняв удельный расход воды m=Vв /V1 =1·10-3 м3 /м3 , или 1 л/м3 , найдем общий расход воды на трубы Вентури:
![]()
Рассчитаем гидравлическое сопротивление скруббера Вентури, приняв давление воды Рв =300000 Па:
![]()
Плотность сухого газа при нормальных условиях на входе в трубу Вентури находим по формуле:

Рассчитываем температуру газа на выходе из трубы Вентури по формуле:
![]()
Находим влагосодержание газа на выходе из трубы Вентури, пользуясь диаграммой h-х, (см. рисунок А.1 приложения А):
![]()
Из точки на диаграмме h-х, характеризуемой параметрами х1 =0,0076 кг/кг и t1 =400 0 С, проводим линию h=const до пересечения с изотермой t2 =71,8 0 C и, опустив перпендикуляр из точки, найдем:
![]()
тогда
![]()
Находим влагосодержание газа на выходе из трубы Вентури расчетным (более точным) путем. Для этого определяем энтальпию влажного газа на входе в трубу Вентури по формуле:

где
![]()
Так как процесс в трубе Вентури идет при постоянной энтальпии, то влагосодержание на выходе из трубы Вентури х2 и f2 при температуре t2 можно определить по формулам:
![]()
![]()
![]() кг/кг;
кг/кг;
![]() кг/м3
;
кг/м3
;
Определенное по h-x диаграмме значение влагосодержания х2 отличается от расчетного не более чем на 6,4 % (в дальнейшем расчете используем расчетное х2 ).
Находим плотность газа при рабочих условиях на выходе из скруббера Вентури по формуле:
 Находим количество газа на выходе из трубы Вентури:
Находим количество газа на выходе из трубы Вентури:

Размеры инерционного пыле- и каплеуловителя (бункера) определяем по скорости в его поперечном сечении vб =2,5 м/с:
 м;
м;
Высоту цилиндрической части бункера принимаем 4,3 м:
Гидравлическое сопротивление бункера рассчитываем, приняв x=80:
 Па;
Па;
Выбираем для установки центробежный каплеуловитель типа АКМ-3-100. Скорость газа в цилиндрической части скруббера принимаем vскр.к.у =4 м/с.
 м
м
Предусматриваем один стандартный скруббера диаметром 3300 мм и рассчитываем действительную скорость газа в нем:
![]() м/с;
м/с;
Для рассматриваемого скруббера
![]() м;
м;
Определяем гидравлическое сопротивление скруббера-каплеуловителя при xскр.к.у =80 по формуле:
![]()
![]() Па;
Па;
Гидравлическое сопротивление труб Вентури составит:
![]() Па;
Па;
Рассчитываем скорость газа в горловине трубы Вентури по формуле:
Предварительно определяем xж по формуле:
![]()
Получаем:
Определяем геометрические размеры трубы Вентури. Для обеспечения равномерного орошения трубы Вентури через одну центральную расположенную форсунку принимаем по каталогу стандартную трубу с диаметром горловины D2 =240 мм и рассчитываем число труб Вентури, используя формулу:
 откуда
откуда
![]() шт.
шт.
Приняв 100 труб Вентури, уточняем скорость газа в горловине трубы Вентури и удельный расход орошающей жидкости, обеспечивающей требуемые затраты энергии на очистку газа DРтв :
![]() м/с
м/с
Получаем:
Рассчитываем диаметр входного сечения конфузора, приняв скорость газа в нем v1 =20 м/с:
 м;
м;
Диаметр выходного сечения диффузора при скорости газа в нем v3 =20 м/с составит:
 м;
м;
Находим длины отдельных частей трубы Вентури:
рассчитаем длину конфузора, если a1 =250
 м;
м;
длина горловины по формуле:
![]() м;
м;
длина диффузора по формуле:
Полная длина каждой трубы Вентури будет равна:
![]() м.
м.
3.3. Расчет пластинчатого электрофильтра.
- Количество газаV=100000 м³/ч = 27,777 м³/с
- температура газа на выходе из ДСП t=17000 C;
- разрежение в системе Р=2 кПа;
- содержание пыли в газе на входе в электрофильтр Z1 =15 г/м3 ;
- фракционный состав пыли характеризуется следующими данными
| di ÷di +1 | 0÷0,01 | 0,01÷0,02 | 0,02÷0,05 | 0,05÷0,2 | 0,2÷0,5 | 0,5÷2 | 2÷5 |
| g ,% по массе | 100-94 | 94-91 | 91-84 | 84-78 | 78-70 | 70-62 | 62-38 |
| ∆g,% по массе | 6 | 3 | 7 | 5 | 6 | 8 | 24 |
| dc р , мкм | 0,005 | 0,015 | 0,035 | 0,125 | 0,35 | 1,25 | 3,5 |
| rc р , мкм | 0,0025 | 0,075 | 0,0175 | 0,062 | 0,175 | 0,625 | 1,75 |
-
| di ÷di +1 | 5÷10 | 10÷20 | 20÷50 | 50÷100 | 100÷∞ |
| % по массе | 38-26 | 26-12 | 12-7,5 | 7,5-4,5 | 100-92,5 |
| ∆g,% по массе | 12 | 14 | 4,5 | 3 | 7,5 |
| dc р , мкм | 7,5 | 15 | 35 | 75 | 100 |
| rc р , мкм | 3,75 | 7,5 | 17,5 | 37,5 | 50 |
- требуемое содержание пыли на выходе из электрофильтра Z2 =30 мг/м3
Подготовка отходящих газов к отчистке
Охлаждаем газ разбавлением атмосферным воздухом до t=250ºС
Определяем присос воздуха и полный расход газа на фильтрацию:
![]()
![]()
Расчёт
Расход влажного газа при рабочих условиях:
![]()
Принимаем к установке электрофильтр типа ЭГВ, задавшись скоростью газа в электрофильтре v=1м/с, рассчитываем площадь активного сечения:
![]()
Выбираем по каталогу электрофильтр типа ЭГВ1-6-6-6-2 (Приложение Б, таблица Б.3), у которого площадь активного сечения F=15,8*7=110,6 м² и уточняем скорость газа в электрофильтре:
![]()
По технологической характеристике электрофильтра, характеристике газа и содержащейся в нем пыли, рассчитываем электрические параметры и степень очистки газа.
Вычисляем относительную плотность газа по сл. формуле:
![]()
Рассчитаем критическую напряженность электрического поля. Для принятого электрофильтра радиус коронирующего электрода r0 k =1. 10-3 м:

Критическое напряжение короны или разность потенциалов между коронирующим и осадительным электродами при возникновении коронного разряда:

Определяем линейную плотность тока для пластинчатого электрофильтра. Подвижность ионов для средних условий коронного разряда может быть принята равной 2,1. 10-4 м2 /(В·с). При h/b=0,23/0,23=1, f=0,027.
По паспортным данным электрофильтра рассматриваемого типа, напряжение, приложенное к электродам, должно составлять 80кВ. Тогда

Определяем напряженность поля в пластинчатом электрофильтре. Электрическая постоянная:
![]()
Тогда

Вязкость отдельных компонентов газовой смеси при температуре t рассчитываем по формуле:
где mi ,0 – динамическая вязкость i-го компонента газовой смеси при 0 0 С, Па·с(табл. А.1 приложения А);
Сi – постоянная Сетерленда i –го компонента газ. смеси при 0 0 С(табл. А.1 приложения А);
Т – абсолютная температура газовой смеси, К.
Для N2

Для CO2

Для O2

Для СО 
Для H2

Молекулярную массу газовой смеси находим по формуле
![]()
Мсм , Мi – молекулярные массы, соответственно, газовой смеси и отдельных ее компонентов, кг/кмоль;
аi – содержание в газовой смеси i-го компонента, % по объему;
n – число компонентов в газовой смеси;
i – порядковый номер компонента в газовой смеси;
Мсм = 29,26 кг/моль
Ввиду малого содержания водяных паров 10 г/м3 вязкость сухого газа практически не отличается от вязкости реально используемого газа.
Находим динамическую вязкость газовой смеси по формуле:
где mсм, t , mi , t – динамическая вязкость, соответственно, газовой смеси и отдельных ее компонентов (при температуре t), Па с;
Мсм , Мi – молекулярные массы, соответственно, газовой смеси и отдельных ее компонентов, кг/кмоль;
аi – содержание в газовой смеси i – го компонента, % по объему;
n - число компонентов в газовой смеси;
i - порядковый номер компонента в газовой смеси.
Тогда
![]()
Рассчитаем теоретическую скорость движения заряженных частиц к электродам электрофильтра. Скорость движения частиц (скорость дрейфа) размером более 2 мкм вычисляется по формуле
![]()
где Е = Е3.0 =Е3.3 – напряженность поля в зоне осаждения, В/м;
rp – радиус частицы, м;
mr – динамическая вязкость газа, Па с; mг = mсм .

Подставив в это уравнение значение радиуса частиц пыли, содержащихся в газе (см. исходные данные), получим значения скорости дрейфа частиц диаметром более 2 мкм.
Для частиц радиусом меньше 2 мкм теоретическую скорость определяемем по формуле
где Е = Е3.0 =Е3.3 - напряженность поля в зоне осаждения , В/м
А – постоянный коэффициент (равен 0,815 –1,63); (принимаем А = 1);
Lm – средняя длина свободного пробега молекул, м; (для газов ориентировочно можно принять 10-7 м);

Подставив в это уравнение значение радиуса частиц пыли, содержащихся в газе (см. исходные данные), получим значения скорости дрейфа частиц диаметром менее 2 мкм.
Расчетная скорость дрейфа частиц.
| Средний радиус r, мкм | 0,0025 | 0,0075 | 0,0175 | 0,0625 | 0,175 | 0,625 | 1,75 | 3,75 | 7,5 | 17,5 | 37,5 | 50 |
| Wр 10-2 ,м/с | 0,825 | 0,298 | 0,139 | 0,054 | 0,032 | 0,024 | 0,081 | 0,1738 | 0,347 | 0,8111 | 1,738 | 2,317 |
Действительная скорость движения частиц в электрофильтре, по практическим данным, в два раза меньше рассчитанной:
| Средний радиус r, мкм | 0,0025 | 0,0075 | 0,0175 | 0,0625 | 0,175 | 0,625 | 1,75 | 3,75 | 7,5 | 17,5 | 37,5 | 50 |
| Wр 10-2 ,м/с | 0,426 | 0,149 | 0,069 | 0,027 | 0,016 | 0,012 | 0,04 | 0,086 | 0,173 | 0,405 | 0,869 | 1,158 |
Находим удельную поверхность осаждения. Для 7 фильтров типа ЭГВ1 -6-6-6-2 общая площадь осаждения осадительных электродов составляет Fо.э.1 =570 м2 .
![]()
где n – число фильтров.
Отсюда удельная поверхность осаждения
![]()
![]()
Фракционную степень очистки газа в выбранном пластинчатом электрофильтре рассчитываем по формуле

где f – удельная поверхность осаждения, с/м;
![]()
Fо,э – общая площадь осадительных электродов, м2 ;
H – высота осадительных электродов, м;
L – общая длина осадительных электродов всех электрических полей, м;
n – число газовых проходов в активном сечении;
Fа,с – площадь активного сечения, м2 ;
h – расстояние между коронирующими и осадительными электродами, м.
По значению удельной поверхности осаждения и действительным скоростям движения пыли в электрофильтре фракционная степень очистки газа будет характеризоваться следующими данными:
| Средний радиус частиц, мкм | 0,0025 | 0,0075 | 0,0175 | 0,062 | 0,175 | 0,625 | 1,75 | 3,75 | 7,5 | 17,5 | 37,5 | 50 |
| w, см/с | 0,426 | 0,149 | 0,069 | 0,027 | 0,016 | 0,012 | 0,04 | 0,086 | 0,173 | 0,405 | 0,869 | 1,158 |
| hф ,I | 0,999 | 0,994 | 0,989 | 0,989 | 0,9999 | 0,999 | 0,9999 | 0,999 | 1 | 0,999 | 1 | 1 |
| hф ,i , % | 99,9 | 99,4 | 98,9 | 98,9 | 99,99 | 99,9 | 99,99 | 99,99 | 100 | 99,99 | 100 | 100 |
Общая степень очистки газа в электрофильтре определяется по формуле:
![]()
Общая степень очистки газа составит:
![]()
Содержание пыли в очищенном газе определим по следующей формуле:
3.4. Технические характеристики выбранных по расчетам типов стандартных аппаратов для очистки газов по данным каталогов на газоочистное оборудование:
3.4.1. Рукавный фильтр типа Фр- 20
- производительность по очищаемому газу 20000 м3 /ч;
- гидравлическое сопротивление, 400 Па;
- допустимая запыленность газа, 20 г/м3 ;
- масса механического оборудования, 121700 кг;
- температура, 330 ºС
- габариты, L×B×H = 3910×2270×4060 мм×мм×мм;
- объем пылесборной тележки 1 м3 ;
3.4.2. Скоростной пылеуловитель с трубами Вентури типа АКМ-3-100
- диаметр аппарата, 2400 мм;
- производительность, 75315-84000 м3 /ч;
- скорость в свободном сечении, 3,5-5 м/с;
- габариты, L×B×H = 2970×2720×6908 мм×мм×мм;
- масса общая, 2,648 т;
- допустимая концентрация жидкости в газе, 1 л/м3 ;
- температура, 400ºС;
- гидравлическое сопротивление,0,35 кПа;
3.4.3. Электрофильтр типа ЭГВ1-6-6-6-2
- производительность по очищаемому газу (при условной скорости
1 м/с), не более 56880 м3 /ч;
- площадь активного сечения, 15,8 м2 ;
- площадь поверхности осаждения, не более 570 м2 ;
- масса механического оборудования, 16100 кг;
- расстояние между осадительными электродами, 0,46м;
- гидравлическое сопротивление, 0,2 кПа;
- разряжение, 15 кПа;
- температура, 330 ºС;
- допустимая запыленность газа, 90 г/м3 ;
- габариты, L×B×H = 12600×5545×14600 мм×мм×мм;
3.5. Обоснование возможности использования рассчитанных
аппаратов.
Рукавный фильтр может быть поставлен, так как очищает газ до конечной концентрации 4 - 7 мг/м3 . Скруббер Вентури обеспечивает конечную концентрацию 30 – 50 мг/м3 , что так же соответствует условиям поставленной задачи. Из расчета видно, что после электрофильтра запыленность газа составляет 27,88 мг/м3 .Чтобы определить какой из аппаратов наиболее выгодно поставить, необходимо провести технико-экономических расчет.
4. Расчёт технико-экономических показателей работы
газоочистных сооружений
4.1. Расчёт капитальных затрат
Капитальные затраты (КА ) на строительство газоочистных установок, руб .:
КА = К1 + К2 + К3 + К4 + К5
где:
1) стоимость оборудования, руб.:
К1 = К1.2. + К1.1.
где К1.1. = V 0 · a ∙ 10-3 – стоимость основного оборудования, руб. ;
V 0 . – расход газа (при нормальных условиях), м3 /ч ;
а – удельная сметная стоимость газоочистных аппаратов, руб./(1000 м3 /ч), стр. 133 [1];
К1.1. = 186000·500·10-3 = 93000000 руб .
К1.1. = 451000·10·10-3 = 4510000 руб .
К1.1. = 927000·400·10-3 = 370800000 руб .
К1.2. = D К1.2. ·К1.1. – стоимость дополнительного оборудования, руб. ;
D К1.2. – доля дополнительного оборудования, % от стоимости основного оборудования К1.1. .
К1.2. = 0,2·93000000 = 18600000 руб.
К1.2. = 0,4·4510000= 1804000руб.
К1.2. = 0,27·370800000 = 100116000 руб.
К1 = 93000000+18600000=111600000 руб.
К1 = 4510000+1804000= 6314000руб.
К1 = 370800000+100116000= 470916000 руб.
2) затраты на транспортировку оборудования к месту монтажа, руб .:
К2 = D К2 · К1
где D К2 = 0,085 – коэффициент, определяющий долю транспортных расходов в капитальных затратах.
К2 = 0,85·111600000= 9486000,00руб.
К2 = 0,85·6314000= 536690руб.
К2 = 0,85·470916000 = 40027860руб.
3) затраты на монтаж оборудования, руб .:
К3 = D К3 · К1
где D К3 – относительная доля капитальных затрат на металлоконструкции,
К3 = 0,5·111600000 = 55800000,0 руб.
К3 = 0,6·6314000= 3788400 руб.
К3 = 0,2·470916000 = 94183200 руб.
4) затраты на сооружение металлоконструкций, трубопроводов, газоходов в пределах установки, руб .:
К4 = D К4 · К1
где D К4 – относительная доля капитальных затрат на монтаж оборудования,
К4 = 0,15· 111600000 = 16740000 руб.
К4 = 0,2· 6314000= 1262800 руб.
К4 = 0,2· 470916000 = 94183200 руб.
5) затраты на строительные работы (т.е. стоимость здания, фундаментов и других сооружений), руб .:
К5 = D К5 · К1
где D К5 – относительная доля капитальных затрат на строительные работы
К5 = 0,18*111600000· = 20088000 руб.
К5 = 0,2*6314000· = 1262800 руб.
К5 = 0,2· 470916000 = 94183200руб.
КА = 111600000+9486000,00+55800000,0+16740000+20088000= 213714000 руб.
КА = 6314000+536690+3788400+1262800+1262800= 13164690 руб.
КА = 470916000+40027860+94183200+94183200+94183200=
=793493460руб.
Результаты расчётов капитальных затрат представлены в таблице № 5.
Сводная характеристика капитальных вложений на очистку газов
Таблица № 5
| Тип аппарата | Электрофильтр | Скруббер Вентури | Тканевый фильтр |
| Виды затрат | |||
| Расход газа V0 ,тыс.м3 /ч | 186000 | 451000 | 927000 |
| затраты на: | |||
| основное технологическое оборудование, К1.1. , руб. | 93000000 | 4510000 | 370800000 |
| а | 500 | 10 | 400 |
| Дополнительное оборудование, К1.2. , руб | 18600000 | 1804000 | 100116000 |
| DК1.2. | 0,20 | 0,40 | 0,27 |
| Итого : К1 = К1.1. + К1.2. | 111600000 | 6314000 | 470916000 |
| DК2 | 0,085 | 0,085 | 0,085 |
| Транспорт, К2 = DК2 ·К1 , руб. | 9486000,00 | 536690 | 40027860 |
| DК3 | 0,50 | 0,60 | 0,20 |
| Металлоконструкции, | 55800000,0 | 3788400 | 94183200 |
| К3 = DК3 ·К1 , руб. | |||
| DК4 | 0,15 | 0,20 | 0,20 |
| Монтаж оборудования | 16740000 | 1262800 | 94183200 |
| К4 = DК4 ·К1 , руб. | |||
| DК5 | 0,18 | 0,20 | 0,20 |
| Строительные работы | 20088000 | 1262800 | 94183200 |
| К5 = DК5 ·К1 , руб. | |||
| Всего: | 213714000 | 13164690 | 793493460 |
| КА = К1 +К2 +К3 +К4 +К5 , руб. |
4.2. Расчёт эксплуатационных расходов
Годовые эксплуатационные расходы:
СА = С1 + С2 + С3 + С4 + С5 + С6 + С7 , где
1. Энергетические затраты, руб./год:
С1 = СЭ + СВ , где
1) Стоимость электроэнергии за год, руб./год :
СЭ = 10-6 · 24· V 0 ·( 365 – NP )·УЭ ·ЦЭ
где NP = 30 – число дней простоя газоочистного оборудования на ремонте;
УЭ – удельный расход электроэнергии, кВт·ч/(1000м3 газа) ;
ЦЭ = 10 – цена электроэнергии, руб./(1000 кВт·ч) .
СЭ = 10-6 · 24· 186000·(365 – 30)·1·10=14954400 руб./год
СЭ = 10-6 · 24· 451000·(365 – 30)·4·10=145041600 руб./год
СЭ = 10-6 · 24· 927000·(365 – 30)·0,6·10=44718480руб./год
2) Стоимость воды за год, руб./год :
СВ = 10-6 · 24· V 0 ·( 365 – NP )·УВ ·ЦВ
где УВ – удельный расход воды, стр. 116 [1], м3 /(1000м3 газа) ;
ЦВ = 10 – цена воды, руб./(1000 кВт·ч) .
СВ = 10-6 · 24· 186000·(365 – 30)·0·10=10 руб./год
СВ = 10-6 · 24· 451000·(365 – 30)·1·10=36260400 руб./год
СВ = 10-6 · 24· 927000·(365 – 30)·0·10=10 руб./год
С1 = 14954410 + 1 0= 14954410 руб./год
С1 = 145041600+ 36260400=181302000 руб./год
С1 = 44718490 + 1 0= 44718490 руб./год
2. Основная и дополнительная заработная плата производственных рабочих и инженерно-технических работников (ИТР), руб./год:
С2 = СЗ.П.РАБ. + СЗ.П.ИТР, где
1) Заработная плата производственных рабочих за год, руб./год :
СЗ.П.РАБ. = 12· N РАБ · Z РАБ
где N РАБ – число рабочих, обслуживающих газоочистку (эксплуатационный и ремонтный персонал);
Z РАБ – ежемесячная заработная плата рабочих, обслуживающих газоочистку, руб./мес .
СЗ.П.РАБ. = 12·13·200=31200 руб./год
СЗ.П.РАБ. = 12· 13·200=31200 руб./год
СЗ.П.РАБ. = 12· 15·200=36000 руб./год
2) Заработная плата ИТР за год, руб./год :
СЗ.П.ИТР = 12· N ИТР · Z ИТР
где N ИТР – число ИТР, обслуживающих газоочистку (эксплуатационный и ремонтный персонал);
Z ИТР – ежемесячная заработная плата ИТР, обслуживающих газоочистку, руб./мес .
СЗ.П.ИТР = 12· 1· 200=2400 руб./год
СЗ.П.ИТР = 12· 1·200=2400 руб./год
СЗ.П.ИТР = 12· 1· 200=2400 руб./год
С2 = 31200+ 2400=47520 руб./год
С2 = 31200+ 2400=47520 руб./год
С2 = 36000+ 2400=44880 руб./год
3. Отчисления на социальное страхование, руб./год:
С3 = D Э2 · С2
гдеD Э2 = 0,079 – относительная доля годового фонда заработной платы производственных рабочих на социальное страхование.
С3 = 0,079· 47520=3754 руб./год
С3 = 0,079· 47520=3754 руб./год
С3 = 0,079· 44880=3546 руб./год
4. Расходы на текущий ремонт, руб./год:
С4 = D Э4.1. · К5 + D Э4.2. ·(К1 + К4 )+ D Э4.3. · К3.
где D Э4.1. = 0,01 – относительная доля эксплуатационных расходов на строительные работы;
D Э4.2. = 0,05 – относительная доля эксплуатационных расходов на оборудование с учётом монтажа;
D Э4.3. = 0,0085 – относительная доля эксплуатационных расходов на содержание основных средств.
С4 = 0,01·20088000+0,05·(111600000+16740000)+0,0085∙55800000,0=8434449
С4 = 0,01·1262800+0,05·(6314000+1262800)+0,0085·3788400=503367,865
С4 = 0,01·94183200+0,05·(470916000+94183200)+0,0085·94183200=
=35941486,41
5. Амортизация основных средств, руб./год :
С5 = D Э5.1. · (К1 + К4 ) + D Э5.2. ·(К5 + К3 )
где D Э5.1. = 0,092 – относительная доля эксплуатационных расходов на оборудование с учётом монтажа;
D Э5.2. = 0,025 – относительная доля стоимости зданий и сооружений, включая стоимость металлоконструкций, трубопроводов, газоходов.
С5 = 0,092·(111600000+16740000) + 0,025·(20088000+55800000,0)= 13704480
С5 = 0,092·(6314000+1262800)+0,025 ·(1262800+3788400)= 823345,6
С5 = 0,092· (470916000+94183200) + 0,025 ·(94183200+
94183200)= 56698286,4
6. Остальные расходы по цеху, руб./год:
С6 = D Э6.1. ·(С1 + С2 + С3 + С4 + С5 ) + D Э6.2. ·С2
где D Э6.1. = 0,32 – относительная доля перечисленных выше статей;
D Э6.2. = 0,20 – относительная доля эксплуатационных расходов на заработную плату обслуживающего персонала.
С6 = 0,2·(14954410+47520+3754+8434449+13704480)+0,2·47520=11895780
С6 = 0,2·(181302000+47520+3754+503367,865+823345,6)+0,2·47520=241147088
С6 = 0,2·(44718490+44880+3546+35941486,41+56698286,4)+0,2·44880=181385805
7. Расходы общезаводского характера (расходы на подготовку и освоение установки и прочие производственные расходы), руб./год:
С7 = D Э7 · (С1 + С2 + С3 + С4 + С5 + С6 )
где D Э7 = 0,15 – относительная доля перечисленных выше статей.
С7 = 0,15·(14954410+47520+3754+8434449+13704480+11895780)= 56396452
С7 = 0,15·(181302000+47520+3754+503367,865+823345,6+58467100)= 277319151
С7 = 0,15·(44718490+44880+3546+35941486,41+56698286,4+43979116)= 27207871
СА = 181302000+47520+3754+503367,865+823345,6+58467100+7356059=
=56396452
СА = 50250000+47520+3754+139514,375+228200+16223580+36172063=
=277319151
СА = 44718490+44880+3546+35941486,41+56698286,4+43979116+27207871=
=208593675
Расчёты годовых эксплуатационных расходов представлены в таблице №6.
Статьи годовых эксплуатационных расходов на очистку газов
Таблица № 6
| Тип аппарата | Электрофильтр | Скруббер Вентури | Тканевый фильтр |
| Статьи затрат | |||
| 1. Энергетические затраты: С1=СЭ+СВ, руб./год | 14954410 | 181302000 | 44718490 |
| Расход газа V0 , тыс. м3 /ч | 186000 | 451000 | 927000 |
| Число дней простоя газоочистного оорудования нармонте Np | 30 | 30 | 30 |
| Цена электроэнергии Цэ | 10 | 10 | 10 |
| Цена воды Цв | 10 | ||
| а) электроэнергия, СЭ , | 14954400 | 145041600 | 44718480 |
| удельный расход электроэнергии УЭ | 1,00 | 4,00 | 0,60 |
| б) вода, СВ , тыс. м3 | 10 | 36260400 | 10 |
| удельный расход воды УВ | 0,00 | 1,00 | 0,00 |
| 2. Основная и дополн. заработная плата рабочих и ИТР, С2 , | 47520 | 47520 | 44880 |
| руб./год | |||
| Число рабочих, чел. | 13 | 13 | 15 |
| Ежемесячная зар. плата рабочих Zраб, руб./мес | 200 | 200 | 200 |
| Среднемесячная зар. плата рабочих, руб./год | 31200 | 31200 | 36000 |
| Число ИТР, чел. | 1 | 1 | 1 |
| Ежемесячная зар. плата ИТР, руб./мес | 200 | 200 | 200 |
| Среднемесячная зар. плата ИТР, руб./год | 2400 | 2400 | 2400 |
| 3. Отчисление на социальное страхование: С3 , руб./год | 3754 | 3754 | 3546 |
| DЭ2 | 0,079 | 0,079 | 0,079 |
| 4. Текущий ремонт и содержание основных средств: С4 , руб./год | 8434449 | 503367,865 | 35941486,41 |
| DЭ4.1 | 0,01 | 0,01 | 0,01 |
| DЭ4.2 | 0,05 | 0,05 | 0,05 |
| DЭ4.3 | 0,0085 | 0,0085 | 0,0085 |
| 5. Амортизация основных средств: С5 , руб./год | 13704480 | 823345,6 | 56698286,4 |
| DЭ5.1 | 0,092 | 0,092 | 0,092 |
| DЭ5.2 | 0,025 | 0,025 | 0,025 |
| 6. Прочие расходы по цеху: С6 , руб./год | 11895780 | 58467100 | 43979116 |
| DЭ6.1 | 0,32 | 0,32 | 0,32 |
| DЭ6.2 | 0,20 | 0,20 | 0,20 |
| Итого по цеху: СЦ = =С1 +С2 +С3 +С4 +С5 +С6 ,руб./год | 49040393 | 241147088 | 181385805 |
| DЭ7 | 0,15 | 0,15 | 0,15 |
| 7. Общезаводские расходы: С7 , руб./год | 7356059 | 36172063 | 27207871 |
| Всего эксплуатационных расходов за год: СА = С1 +С2 +С3 +С4 +С5 +С6 + С7, руб./год | 56396452 | 277319151 | 208593675 |
4.3. Расчёт технико-экономических показателей
1. Себестоимость очистки газа (удельные эксплуатационные расходы), руб./(1000 м3 газа) :
![]()
V г = 24· V 0 ·( 365 – NP ) – годовой объём очищенных газов, м3 /год .
V г = 24·186000·(365 – 30) = 1495440,00 м3 /год
V г = 24·451000·(365 – 30) = 3626040,00 м3 /год
V г = 24·370800000·(365 – 30) =7453080,00м3 /год
![]() руб./(1000 м3
газа)
руб./(1000 м3
газа)
![]() руб./(1000 м3
газа)
руб./(1000 м3
газа)
![]() руб./(1000 м3
газа)
руб./(1000 м3
газа)
2. Удельные капитальные затраты, руб./(1000 м3 газа) :
![]()
![]() руб./(1000 м3
газа)
руб./(1000 м3
газа)
![]() руб./(1000 м3
газа)
руб./(1000 м3
газа)
![]() руб./(1000 м3
газа)
руб./(1000 м3
газа)
3. Удельные приведённые затраты, руб./(1000 м3 газа) :
З = С + ЕН ·К
где ЕН = 0,12– нормативный коэффициент сравнительной экономической эффективности.
З = 0,038 + 0,12·0,143=0,055 руб./(1000 м3 газа)
З = 0,076 + 0,12·0,004=0,077 руб./(1000 м3 газа)
З = 0,028 + 0,12·0,106=0,041 руб./(1000 м3 газа)
Расчёты технико-экономических показателейпредставлены в таблице №7
Технико-экономические показатели газоочистных установок
Таблица № 7
| Показатель | Электрофильтр | Скруббер Вентури | Тканевый фильтр |
| Годовой объём очищенных газов, м3 /год | 1495440,00 | 3626040,00 | 7453080,00 |
| ЕН | 0,12 | 0,12 | 0,12 |
| Капитальные затраты, КА , руб. | 213714000 | 13164690 | 793493460 |
| Эксплуатационные расходы за год, СА , руб. | 56396452,26 | 277319150,7 | 208593675,3 |
| Приведённые затраты, ЗА , руб. | 82042132,26 | 278898913,5 | 303812890,5 |
| Удельные капитальные затраты, К, руб./(1000 м3 газа) | 0,143 | 0,004 | 0,106 |
| Себестоимость (удельные эксплуатационные расходы), С, руб./(1000 м3 газа) | 0,038 | 0,076 | 0,028 |
| Удельные приведённые затраты, З, руб./ (1000 м3 газа) | 0,055 | 0,077 | 0,041 |
Из расчетатехнико-экономических показателей работы газоочистных сооружений видно, что самые наименьшие затраты идут на электрофильтр, а так как все рассчитанные аппараты обеспечивают необходимую газоочистку, то выбираем наиболее экономичный аппарат, т.е. электрофильтр.
5. Расчёт высоты дымовой трубы
В составе отходящих газов присутствуют токсичные компоненты в твердом и газообразном состоянии. Рассчитанная схема газоочистки не обеспечивает очистку газов от газообразных токсичных компонентов, эта же схема осуществляет удаление дисперсных частиц до концентрации равной 26,39 мг/м3 , что значительно ниже уровня ПДК.
Исходные данные:
Характеристики пылегазового потока:
-химический состав газовой смеси:
aCO 2 =8%; aO 2 =3,22%; aCO = 15,64%; аH 2 =0,5%; aN 2 =72,64%.
- химический состав дисперсных частиц:
bSiO 2 =6,53%; bFe 2 O 3 =37,5%; bС a О =12,05%; bС =33.58%; bSO 3 =0.7%; bMgO =4%; bMnO 2 =1.9%; bAl 2 O 3 =0,59%; bso 2 =0.88%; bс =2,64%.
- объёмный расход газовой смеси (при рабочих условиях), V=51.04 м3 /с;
- концентрация дисперсных частиц на выходе из пылеулавливающего аппарата, z2 =15 мг/м3 ;
- температура газовой смеси, tг =250 °C ;
- степень улавливания пылеулавливающего аппарата 99,85 %.
Климатический параметр:
- температура самого жаркого месяца, tВ =27 °C (TВ =300К).
Параметр температурной стратификации атмосферы:
- коэффициент температурной стратификации атмосферы, А=120, с2/3 *мг/(К1/3 *г).
Так как кроме данного предприятия есть другие промышленные предприятия, которые так же загрязняют окружающую среду, принимаем фоновое значение концентрации по данным СЭС.(таблица №8)
Фоновые и предельно допустимые концентрации вредных веществ:
Таблица №8
| СФ. ii - фоновая концентрация вредного компонента в приземном слое для населённых мест, мг/м3 | СПДК. ii - предельно допустимая максимальная разовая концентрация вредного компонента в приземном слое для населённых мест, мг/м3 |
| Вредные твердые химические компоненты: | |
| сФ, Al2O3 =0,004 | СПДК, Al2O3 =0,04 |
| сФ, Fe2O3 =0,004 | СПДК, Fe2O3 =0,04 |
| сФ, CaO =0,03 | СПДК, CaO =0,3 |
| сФ, MgO =0,05 | СПДК, MgO =0,4 |
| сФ, SO2 =0,005 | СПДК, SO2 =0,5 |
| сФ, SiO2 =0,0005 | СПДК, SiO2 =0,005 |
| сФ, C =0,05 | СПДК, C =0,15 |
| Вредные газообразные химические компоненты: | |
| СФ,СО =3,00 | СПДК ,СО =5,00 |
| СФ, SO2 =0,05 | СПДК, SO2 =0,5 |
Определить:
1) для выбранной высоты стандартной дымовой трубы определить максимальные значения концентрации в приземном слое каждого из вредных компонентов:
cM , Al 2 O 3 =? м; cM , Fe 2 O 3 =? м; cM , CaO =? м; cM , MgO =? м; cM , SiO 2 =? м; cM , C =? м; cM , SO 2 =? м; cM , CO =? м;
2) выбрать необходимую высоту стандартной дымовой трубы:
hст =?;
Расчет:
Определение суммарного количества каждого вредного вещества, г/с, выбрасываемого в атмосферу, производим по следующим формулам:
Мii =V*cii /1000, г/с
здесь
Mii - суммарное количество каждого вредного вещества, г/с;
V - объемный расход газовой смеси (при рабочих условиях), м3 /с;
сii - концентрация вредного компонента в дымовых газах, мг/м3 ;
нижний индекс ii - химическая формула вредного вещества.
Для твердых вредных компонентов (дисперсных частиц):
cii = z2 ∙(bii /100),
z2 - концентрация дисперсных частиц на выходе из пылеулавливающего аппарата, мг/м3 ;
bii - концентрация вредного компонента в пыли (в соответствии с химическим составом пыли), % по массе:
нижний индекс ii - химическая формула вредного вещества.
c Al2O3 = z2 ∙(bAl2O3 /100)=21.77 ∙(0.59/100)=0.73мг/м3
c Fe2O3 = z2 ∙(bFe2O3 /100)= 21.77 ∙(37.5/100)=6.45мг/м3
c CaO = z2 ∙(bС a О /100)= 21.77 ∙(12.05/100)=1.13мг/м3
c MgO = z2 ∙(bMgO /100)= 21.77 ∙(4/100)=0.20мг/м3
c SO2 = z2 ∙(bSO3 /100)= 21.77 ∙(0.88/100)=0.18мг/м3
c SiO2 = z2 ∙(bSiO2 /100)= 21.77 ∙(6.53/100)=8.07мг/м3
cC = z2 ∙(bС /100)= 21.77 ∙(0.88/100)=8.86мг/м3
для газообразных вредных компонентов :
если задана объемная концентрация - аi . % по объему:
сii = (рii *106 )*(аii /100), где
ρii - плотность газообразного вредного компонента ( при нормальных условиях) на выходе из пылеулавливающего аппарата, кг/м3 ;
аii - концентрация газообразного вредного компонента в пыли (в соответствии с
химическим составом очищаемого газа на выходе из пылеулавливающего аппарата), % по объему;
нижний индекс ii - химическая формула вредного вещества.
сCO = (ρCO 106 )∙(аCO /100) = (1,250∙106 )∙(28.5/100) = 35.6∙104 мг/м3
сSO 2 = (ρSO 2 106 )∙(аSO 2 /100) = (1,150∙106 )∙(0.5/100) = 1.46∙104 мг/м3
Суммарное количество вредного вещества, выбрасываемого в атмосферу, г/с:
Для твердых вредных компонентов
МAl 2 O 3 = 51.04∙0.73/1000 = 0.0045 г/с
МFe 2 O 3 = 51.04∙6.45/1000 = 0.287 г/с
МCaO = 51.04∙1.13/1000 = 0.0092 г/с
МMgO = 51.04∙0.20/1000 = 0.03 г/с
МSiO 2 = 51.04∙8.07/1000 = 0.049 г/с
МNa 2 O = 51.04∙0.07/1000 = 0.001 г/с
МC = 51.04∙8.86/1000 = 0.02 г/с
Для газообразных вредных компонентов :
МSO 2 = 51,66∙1.46∙104 /1000 = 0.24 103 г/с
МCO = 51,66∙35.6∙104 /1000 = 5.9∙103 г/с
Выбираем диаметр устья стандартной дымовой трубы Do =4.2 м.
Определяем среднюю скорость выхода газовой смеси из устья источника выброса wo , м/с, по формуле:
![]() м/с, где
м/с, где
V- объемный расход газовой смеси, м3 /с;
Do - диаметр устья источника выброса, м.
Задаем высоту дымовой трубы h=120 м.
Для выбранной высоты стандартной дымовой трубы находим максимальную концентрацию в приземном слое каждого вредного вещества cM , ii .
Так как ![]() < 100 и
< 100 и ![]() T > 0, максимальную приземную концентрацию вредных веществ для выброса нагретой газовой смеси из одиночного точечного источника с круглым устьем определяем по формуле:
T > 0, максимальную приземную концентрацию вредных веществ для выброса нагретой газовой смеси из одиночного точечного источника с круглым устьем определяем по формуле:
![]() , где
, где
А - коэффициент, зависящий от температуры стратификации атмосферы для неблагоприятных метеорологических условий, определяющий условия вертикального и горизонтального рассеивания вредных веществ в атмосферном воздухе, с2/3 *мг/(К1/3 *г);
М - суммарное количество вредного вещества ii, выбрасываемого в атмосферу из одиночной дымовой трубы, г/с; (М = Мii );
F - безразмерный коэффициент, учитывающий скорость оседания вредного вещества ii в атмосферном воздухе; для пыли при средней степени улавливания более 90% F = 2; для газообразных примесей F = l.
m, n - безразмерные коэффициенты, учитывающие условия выхода газовой смеси из устья источника выброса.
![]()
Коэффициент m определяется в зависимости от параметра f по формуле:
![]()
определяем параметр vм :
![]()
тогда ![]() >
2, n=3.
>
2, n=3.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Согласно указаниям СН-369-74 максимальная концентрация вредных веществ у земной поверхности при опасных метеорологических условиях см достигается на оси факела выброса (по направлению среднего, за рассматриваемый период времени, ветра) на расстоянии хм :
Так как F = 2, то хм определяем по формуле.
![]() ,
,
где d - безразмерная величина, при vм > 2:
![]()
Значение опасной скорости ветра uм на уровне флюгера (обычно 10 м от уровня земли), при которой имеет место наибольшая приземная концентрация вредных веществ в атмосферном воздухе, принимаем в зависимости от значения параметра vм :
При vм
>2 ![]()
Анализ разных высот дымовых труб показывает, что высота дымовой трубы должна быть не менее 120 м. из стандартного ряда дымовых труб принимаем трубу высотой 120 м и диаметром 4.2 м.
6. Аэродинамический расчет газоотводящего тракта
Газовый тракт предназначен для:
· организации отвода отходящих газов от источника выбросов;
· подготовки пылегазового потока (изменение температуры газа, состава газа, концентрации частиц) перед газоочистными аппаратами;
· очистки газов в пылеулавливающих аппаратах;
· рассеивания вредных веществ в атмосфере с целью обеспечения значения ПДК в приземном слое.
Целью расчета является определение потерь давления на трение, местное сопротивление, геометрических потерь, потерь давления в газоочистных аппаратах, потерь давления в дымовой трубе и выбор дымососа обеспечивающего отвод газов с расходом 183750 м3 /ч и преодоление аэродинамического сопротивления всего газового тракта.
Газоотводящий тракт чугунолитейной вагранки состоит из последовательно включенных: газоочистной установки (пластинчатый электрофильтр), дымососа и дымовой трубы, соединенных газоходами. Рассчитаем и выберем дымосос, обеспечивающий отвод газов от чугунолитейной вагранки, их очистку и выброс через дымовую трубу в атмосферу. Газоотводящий тракт рассчитан на отвод и очистку Vo = 183.75 тыс. м3/ч запыленных газов и оборудован прямоугольными газоходами размером 2,4х4,2 м. Газоход металлический, имеет 3 поворота на 90° на участке длиной l = 50 м от дуговой стлеплавильной печи до пластинчатого электрофильтра и два поворота на участке длиной l=43 м от пластинчатого электрофильтра до дымовой трубы. В газоходе имеется участки с вертикальным направлением движения газов: до пластинчатого электрофильтр газы поднимаются на 10 м и опускаются на 10 м, высота дымовой трубы Н= 120 м.
Расчет
1. Плотность газов на участках при рабочих условиях:
![]()
Плотность газа на участке от печи до электрофильтра:
![]() кг/м3
кг/м3
Плотность газа на участке от электрофильтра до вентилятора:
![]() кг/м3
кг/м3
2. Объемный расход газов на участках при рабочих условиях
![]()
Объемный расход газов на участке от печи до электрофильтра:
![]()
Объемный расход газов на участке от электрофильтра до вентилятора:
![]()
3. Скорость газов в газоходе принимаем равной на всех участках w1 = 20 м/с, а исходя из расчета высоты дымовой трубы, в ней скорость будет равна w2 = 30 м/с.
4. Для прямоугольного сечения газохода определим эквивалентный диаметр:
![]()
dэ
=![]() м
м
4. Потери давления на местные сопротивления в газоходе
![]()
где w i – скорость газов в местном сопротивлении м/с;
ρг – плотность газа при рабочих условиях, кг/м3 ;
![]() -коэффициент местного сопротивления,отнесенный к скорости газов w
i
-коэффициент местного сопротивления,отнесенный к скорости газов w
i
Используем коэффициенты местных сопротивлений (Таблица №9)
Таблица №9
| Коэффициенты местных сопротивлений: | |
| вход газа из печи в воздуховод - конфузор, ξм.с.1 | 0,218 |
| плавный поворот на 900 , ξм.с.2 | 0,322 |
| вход газа в электрофильтр - диффузор, ξм.с.3 | 0,099 |
| выход газа из электрофильтра - конфузор, ξм.с.4 | 0,228 |
| выход газа в пустое пространство, ξм.с.5 | 1 |
| резкий поворот на 900 при выходе газа в дымовою трубу, ξм.с.6 | 1,1 |

5. Потери давления на трение в газоходах
![]()
где λ – коэффициент трения, (λ1 = 0,03 - для движения газов по металлическим газоходам и трубам; λ1 = 0,05 - для движения газов в кирпичных боровах и трубах);
d э - эквивалентный диаметр газохода, м;
l - длина участка газохода, м.
Коэффициент трения для движения газов по железобетонной дымовой трубе при турбулентном режиме, λ2 определяется с помощью формулы:
![]()
![]() Приведенная линейная шероховатость, k, м:
Приведенная линейная шероховатость, k, м:
Величина выступов шероховатости: ∆ = 0,8 мм для железобетонной дымовой трубы. Вязкость газа, ν, м2 /с: при температуре 2500 С равна 2,6*10-5 .
![]() Число Рейнольдса, Re:
Число Рейнольдса, Re:
Подставляя все уже найденные величины в формулы, получим:
![]()
![]()
Газовый тракт, проектируемый нами, состоит размерных участков (таблица №10):
Таблица №10
| длины прямоугольных участков от печи до электрофильтра | |
| l1 , м | 15 |
| l2 , м | 20 |
| l3 , м | 10 |
| l4 , м | 5 |
| длина участка от электрофильтра до вентилятора, l5 , м | 8 |
| длины прямоугольных участков от вентилятора до дымовой трубы | |
| l6 , м | 10 |
| l7 , м | 15 |
| l8 , м | 10 |

6. Потери геометрического напора при движении газов
![]()
где Н- расстояние по вертикали между центрами рассматриваемых
сечений, м;
g = 9,81 м/с2 - ускорение силы тяжести;
ρв и ρг - плотности соответственно окружающего воздуха и газа, кг/м3 .
При расчете ∆ргеом следует обращать внимание на то, что при движении нагретых газов вниз величина самотяги прибавляется к потерям [знак плюс в формуле] и вычитаются при движении нагретых газов вверх [знак минус в формуле].
![]()
7. Полное расчетное сопротивление газоотводящего тракта
![]()
![]()
6.1. Выбор дымососа
1. Требуемая производительность дымососа с учетом 10%-ного запаса
![]()
2. Коэффициент пересчета на каталожные условия дымососа:
![]()
![]()
Создаваемое дымососом разрежение, приведенное к условиям каталога,
![]()
![]()
3. Используя справочные данные, приведенные в Приложении Б (Таблица Б.4), для отвода газа выбираем вентилятор типа ДН-15, имеющий каталожные характеристики: ∆ркат = 2260 Па, V кат = 50 тыс. м3 /ч, затрачиваемая мощность на валу которого N кат = 40 кВт.
Список литературы
1. Петров В.И. Основы теории процессов и аппаратов очистки газов. Учеб. пособие: СТИ (МИСиС). Старый Оскол, 2000. – 164 с.
2. Петров В.И. Приложения для практических и лабораторных занятий по курсу: “Основы теории процессов и аппаратов очистки газов”: СТИ (МИСиС), Старый Оскол, 2002. – 84 с.
3. Петров В.И. Учебное пособие по проектированию систем очистки газов: СТИ (МИСиС), Старый Оскол, 2000. – 81 с.
4. Петров В.И. Системы аспирации и очистки газов. Учебное пособие: СТИ (МИСиС), Старый Оскол, 2000. – 134 с.
5. Биргер М.И., Вальдберг А.Ю., Мягков Б.И. и др. Справочник по пыле- и золоулавливанию./ Под общ. ред. А.А. Русанова: 2-е изд. перераб. и доп. – М.: Энергоатомиздат, 1983. – 312 с.
6. Алиев Г.М.-А. Техника пылеулавливания и очистки промышленных газов: Справ. изд. – М.: металлургия, 1986. – 544 с.
7.Старк, С. Б. Газоочистные аппараты и установки в металлургическом производстве : учеб. для вузов / С. Б. Старк. - 2-е изд., перераб. и доп. - М. : Металлургия, 1990. - 400 с. : ил.
8.Юдашкин М.Я. Пылеулавливание и очистка газов в черной металлургии./ Изд. 2-е, перераб.и доп. –М.: Металлургия, 1984, -320 с.
Приложение А
Таблица А. 1 – Значения нормативной удельной газовой нагрузки
| Материалы пыли | Значение qн, м3/(м2*мин) |
| Комбикорм, мука, зерно, жмыховая смесь, пыль кожи, опилки, табак, картонная пыль, поливинилхлорид после распылительной сушилки. | 3,5 |
| Асбест, волокнистые и целлюлозные материалы, пыль при выбивке отливок из форм, гипс, известь гашеная, пыль от полировки, соль, песок, пыль пескоструйных аппаратов, тальк, кальцинированная сода. | 2,6 |
| Глинозем, цемент, керамические красители, уголь, плавиковый шпат, резина, каолин, известняк, сахар, пыль горных пород | 2 |
| Кокс, летучая зола, металлопорошки, оксиды металлов, пластмассы, красители, силикаты, крахмал, смолы сухие, химикаты из нефтесырья | 1,7 |
| Активированный уголь, технический углерод, моющие вещества, порошковое молоко, возгоны цветных и черных металлов | 1,2 |
Таблица А.2 – Физические свойства некоторых веществ
| Вещество | Молекулярная масса М, кг/моль | Плотность при Т=273К, р=100кПа, ρ, кг/м3 | Динамическая вязкость при Т=273К, р=100кПа, μ*106, Па*с | Постоянная Сатерленда, Cat |
| N2 | 28,00 | 1,25 | 1,65E-05 | 104,00 |
| О2 | 32,00 | 1,43 | 1,91E-05 | 133,00 |
| H2 O | 18,00 | 0,80 | 8,20E-06 | 673,00 |
| СО2 | 44,00 | 1,98 | 1,37E-05 | 254,00 |
| СО | 28,00 | 1,25 | 1,66E-05 | 101,00 |
| Н2 | 2,00 | 0,09 | 8,30E-06 | 30,00 |
| СН4 | 16,00 | 0,71 | 1,01E-05 | 164,00 |
| SО2 | 64,00 | 2,93 | 1,17E-05 | 396,00 |
| NO2 | 46,00 | 3,40 | 1,11E-05 | 433,00 |
| N2 O | 44,00 | 3,10 | 1,31E-05 | 271,00 |
| NO | 30,00 | 1,34 | 1,83E-05 | 178,00 |
| NH3 | 17,00 | 0,77 | 9,30E-06 | 503,00 |
| HF | 20,00 | 0,94 | 1,16E-05 | 360,00 |
| He | 4,00 | 0,18 | 1,90E-05 | 6,00 |
| Kr | 84,00 | 3,72 | 2,32E-05 | 176,00 |
| Xe | 131,00 | 5,86 | 2,11E-05 | 243,00 |
| Ne | 20,00 | 0,90 | 2,94E-05 | 40,00 |
| O3 | 48,00 | 2,14 | 1,40E-05 | 237,00 |
| С5 Н12 | 72,00 | 3,22 | 2,83E-04 | 454,00 |
| С3 Н8 | 44,00 | 2,02 | 7,50E-06 | 340,00 |
| H2 S | 34,00 | 1,54 | 1,16E-05 | 331,00 |
| SF6 | 146,00 | 6,52 | 1,49E-05 | 308,00 |
| CCl4 | 154,00 | 6,87 | 9,00E-06 | 335,00 |
| С2 Н6 | 30,00 | 1,36 | 8,60E-06 | 252,00 |
Рисунок А.1 – h–xдиаграмма влажного воздуха
Приложение Б
Таблица Б.1 – Фильтры рукавные и фильтроциклоны
| № п/п | Характеристики фильтра | Стоимость в руб. | Ссылка на описание |
| 1 | ФЦ4000 4000м.куб, фильтроциклон с регенерацией в комплекте с вентилятором ВЦЭП 4,3 N=7,5 квт, шкафом управления. | 90 330 | описание |
| 2 | ФЦ8000 6000м.куб, фильтроциклон с регенерацией в комплекте с вентилятором ВЦЭП 4,3 N=11 квт, шкафом управления. | 118 400 | описание |
| 3 | ФР-1,5 ( 1500м .куб., для шлиф. станков) | 51 600 | описание |
| 4 | ФР-3 ( 3000 м.куб.,для шлиф. станков L=15м | 67 850 | описание |
| 5 | ФР-6(исп.3)6000 м.куб., фильтр рукавный с автоматической регенерацией и емкостью бункерной тележки 1,0м.куб | 240 400 | описание |
| 6 | ФЦ8000, 8000 м.куб,фильтрциклон с регенерацией в комплекте с вентилятором ВЦЭП 6,3 N=15 квт, шкафом управления | 131 400 | описание |
| 7 | ФР 9 (исп.3) 9000 м.куб., фильтр рукавный с автоматической регенерацией и емкостью бункерной тележки 1,7 м.куб | 288 760 | описание |
| 8 | ФЦ12000 10000м.куб, фильтроциклон с регенерацией в комплекте с вентилятором ВЦЭП 6,3 N=18,5 квт, шкафом управления | 161 550 | описание |
| 9 | ФЦ12000 12000м.куб, фильтроциклон с регенерацией в комплекте с вентилятором ВЦЭП 6,3 N=22 квт, шкафом управления | 169 600 | описание |
| 10 | ФР 10 в помещ. (фильтр рукавный с бункером) | под заказ | описание |
| 11 | ФР-12 (исп.3) 12000 м.куб., фильтр рукавный с автоматической регенерацией и емкостью бункерной тележки 1,7м.куб | 332 500 | описание |
| 12 | ФР- 15 в помещ.(фильтр рукавный с бункером) | под заказ | описание |
| 13 | ФР-16 (исп.3) 16 000 м.куб., фильтр рукавный с автоматической регенерацией и емкостью бункерной тележки 1,7м.куб | 410 960 | описание |
| 14 | ФР-20(исп.3) 2000 м.куб., фильтр рукавный с автоматической регенерацией и емкостью бункерной тележки 1,7м.куб | 484 500 | описание |
| 15 | ФР-20 (компл.4) 20000 м3/час, фильтр рукавный с автоматической регенерацией и шлюзовой перегрузчик | 536 332 | описание |
Таблица Б.2 – Центробежные каплеуловители
| № п/п | Тип аппарата | Диаметр аппарата, мм | Производительность, м3/ч | Скорость газа в своб. сечении, м/с |
| 1 | КЦТ-400 | 400 | 1700 | 3,5-5 |
| 2 | КЦТ-500 | 500 | 3100-3890 | 3,5-5 |
| 3 | КЦТ-600 | 600 | 3890-5600 | 3,5-5 |
| 4 | КЦТ-700 | 700 | 5600-7625 | 3,5-5 |
| 5 | КЦТ-800 | 800 | 7625-9960 | 3,5-5 |
| 6 | КЦТ-900 | 900 | 9960-12600 | 3,5-5 |
| 7 | КЦТ-1000 | 1000 | 12600-15560 | 3,5-5 |
| 8 | КЦТ-1200 | 1200 | 15560-22410 | 3,5-5 |
| 9 | КЦТ-1400 | 1400 | 22410-30500 | 3,5-5 |
| 10 | КЦТ-1600 | 1600 | 30500-39840 | 3,5-5 |
| 11 | КЦТ-1800 | 1800 | 39840-50420 | 3,5-5 |
| 12 | КЦТ-2000 | 2000 | 50420-62245 | 3,5-5 |
| 13 | КЦТ-2200 | 2200 | 62245-75315 | 3,5-5 |
| 14 | КЦТ-2400 | 2400 | 75315-84000 | 3,5-5 |
Таблица Б.3 – Электрофильтры типа ЭГВ
№ п/п |
Типоразмер электрофильтра |
Типоразмер электрофильтра для реконструкции | Производительность по очищаемому газу (при условной скорости 1 м/с), м3/ч, не более | Активный объём, м3 | Площадь активного сечения м2,не более | Площадь поверхности осаждения, м2, не более | Масса механического оборудования, кг |
| 1 | ЭГВ1-6-4-4-2 | ЭГА1-10-4-4-2 |
38520 |
54,8 82,2 123,3 |
10,7 |
260 390 580 |
11200 16280 20820 |
| 2 | ЭГВ1-6-4-4-2А | ||||||
| 3 | ЭГВ1-6-4-4-3 | ЭГА1-10-4-4-3 |
|||||
| 4 | ЭГВ1-6-4-4-ЗА | ||||||
| 5 | ЭГВ1-6-4-6-3 | ЭГА1 -10-4-6-3 | |||||
| 6 | ЭГВ1-6-4-6-ЗА | ||||||
| 7 | ЭГВ1-6-6-4-2 | ЭГА1 -10-6-4-2 |
56880 |
80,9 121,3 121,3 182 |
15,8 |
380 570 570 860 |
12880 19320 16100 24150 |
| 8 | ЭГВ1-6-6-4-2А | ||||||
| 9 | ЭГВ 1-6-6-4-3 | ЭГА1-10-6-4-3 |
|||||
| 10 | ЭГВ1-6-6-4-ЗА | ||||||
| 11 | ЭГВ1-6-6-6-2 | ЭГА1-10-6-6-2 |
|||||
| 12 | ЭГВ1-6-6-6-2А | ||||||
| 13 | ЭГВ1-6-6-6-3 | ЭГА1-10-6-6-3 |
|||||
| 14 | ЭГВ1-6-6-6-ЗА |
Таблица Б.4 – Техническая характеристика дымососов серии
ДН, ДРЦ и ДЦ
| Характеристика | ДН-15 | ДН-15НЖ | ДН-17 | ДН-17НЖ | ДН-19 | ДН-19НЖ | ДН-21 | ДН-22 |
| Частота вращения, об/мин | 1000 | 1500 | 1000 | 1000 | 1000 | 1000 | 1000 | 750 |
Производитель ность, тыс. м3/'ч |
50 | 68 | 76 | 68 | 102 | 106 | 143 | 162 |
| Полное давление, Па | 2260 | 3800 | 3000 | 2100 | 4460 | 2720 | 5850 | 3200 |
Потребляемая мощность, кВт |
40 | 85 | 73 | 50 | 172 | 98 | 284 | 175 |
Расчетная температура, °С |
200 | 400 | 200 | 400 | 100 | 400 | 100 | 100 |
| Масса (без электродвигателя) | 2620 | 2490 | 2990 | 2850 | 7290 | 6800 | 6200 | 8030 |
Таблица Б.5 - Тягодутьевые машины ДН,ВДН
(Цены указаны без стоимости направляющего аппарата. Цена дымососа с НА +10%)
| Марка | Двигат. | Цена с НДС, сх1 | Цена с НДС Сх5,сх3 |
Произв. | Давл. |
Д3,5/ВД3,5 |
2,2-3/1500; 5,5/3000 | 13200 | 4,3 | 800 | |
| ВД2,5;Д2.5 | 1,5х3000 | 11500 | 0,62-1,00 | 1950-2150 | |
| 3х3000 | 12200 | 0,62-1,20 | 1950-2250 | ||
| ВД-2,7;Д-2,7 | 1,5х3000 | 11550 | 0,14-0,33 | 1545 | |
| 3х3000 | 12245 | 0,14-0,35 | 1380 | ||
| ДН6,3/ВДН6,3 | 4х1000/5,5х1500 | 38500 | 72480 | 5 | 1250 |
| ДН/ ВДН8 | 11х1000 | 47900 | 85600 | 6,7 10,5 |
970 2200 |
| 15х1500 | 48200 | 85600 | |||
| ДН/ ВДН9 | 11х1000 | 50350 | 98400 | 9,9 | 1250 |
| ДН9/ВДН9 | 15х1500 | 51000 | 98400 | 14,9 | 2830 |
| ВДН10 | 11х1000 | 62000 | 101600 | 13,6 | 990 |
| ДН10 | 30х1500 | 79000 | 112500 | 20,5 | 2230 |
| ВДН11,2/ДН11,2 | 22х1000 | 87000 | 134400 | 19,1 | 1240 |
| ВДН11,2/ДН11,2 | 45х1500 | 96600 | 134650 | 28,75 | 2810 |
| ВДН12,5/ДН12,5 | 30х1000 | 104500 | 154400 | 26,6 | 1550 |
| 55х1500 | 118700 | 166400 | |||
| ВДН12,5/ДН12,5 | 75х1500 | 131000 | 180800 | 39,9 | 3510 |
| 90х1500 | 145000 | 187200 | |||
| ВДН13/ДН13 | без дв | 77000 | 130000 | 4,3-11,3 | 3240-2130 |
| Д-12;ВД-12 | без дв | 75000 | 129000 | ||
| Д-13,5;ВД-13,5 | без дв | 152000 | |||
| ДН,ВДН-15 | без.дв | 175900 | |||
| Д-15,5;ВД-15,5 | без дв. | 192000 | |||
| Д-18;ВД-18 | без дв | 356000 | |||
| Д-20;ВД-20 | без дв | 426800 | |||
| ДН,ВДН-17 | без дв. | 239600 | |||
| ВДН-18 | без.дв. | 365700 | |||
| ДН,ВДН-19 | без дв | 307400 | |||
| ВДН-20 | без дв. | 435000 | |||
| ДН,ВДН-21 | без дв. | 447000 | |||
| ДН,ВДН-22 | без дв. | 479500 |
www.venstroy.ru