| Скачать .docx | Скачать .pdf |
Реферат: Очистка промышленных газов от газообразных и дисперсных примесей
Е. В. Сугак, Н. А. Войнов, Р. А. Степень, Н. Ю. Житкова, Сибирский государственный технологический университет, Красноярск (Россия)
Представлены экспериментальные и теоретические исследования гидродинамики, массообмена и эффективности очистки от газообразных и дисперсных примесей в дисперсно-кольцевом двухфазном потоке. Разработаны аппараты, позволяющие снизить вредные выбросы до установленных ПДВ при сравнительно небольших энергетических затратах.
Введение
В связи с ухудшающейся экологической обстановкой проблема очистки промышленных газовых выбросов от газообразных и дисперсных примесей стала проблемой общенационального характера. Особое значение она приобрела в нашей стране из-за того, что природоохранным мероприятиям не уделялось должного внимания.
В настоящее время в мире в атмосферу ежегодно попадает около 25 млрд т только двуокиси углерода (в том числе в России v 1.6 млрд т). В 1997 г. в рамках Конвенции ООН по изменению климата принят документ, в соответствии с которым все развитые страны и страны с переходной экономикой (в том числе Россия) обязаны к 2000 г. сократить выбросы в атмосферу двуокиси углерода, метана, азотных соединений, высокодисперсных частиц и других примесей, вызывающих парниковый эффект, до уровня 1990 г., а к 2008 г. v еще на 3 v 8 % [1]. По оценкам объем выбросов в России к 2010 г. составит 92 v 96 % от уровня 1990 г.
В работе рассматриваются вопросы, связанные с очисткой промышленных газов предприятий гидролизной промышленности, которые являются источниками повышенной экологической опасности, что создает для отрасли серьезную проблему в связи с ужесточением экологических требований и резко возросшими размерами платы за выбросы.
В связи с несовершенством технологических процессов и оборудования на предприятиях гидролизной промышленности в атмосферу поступают отходящие газы, содержащие различные по токсичности газы, пары органического происхождения, мелкодисперсные капли жидкости, твердые частицы (пыль) исходного сырья, лигнина, дрожжей, золы и др. На санитарное состояние атмосферы в первую очередь влияют выбросы основных производственных цехов: отработанный воздух из ферментеров, содержащий углекислый газ, частицы субстрата и живые микроорганизмы; теплоноситель, выбрасываемый из сушилок, содержащий пары воды и частицы сухих микроорганизмов размером 3 v 16 мкм; выбросы из гидролизных аппаратов, инверторов и отстойников, экологическая опасность которых в первую очередь связана с наличием в газе фурфурола; выбросы несконденсированных газов из ректификационных колонн, содержащие метанол и целый ряд органических кислот. Помимо этого существуют выбросы котельных и вспомогательных отделений. Например, из одной известковой печи с объемом выбросов 30000 м3/ч в атмосферу ежегодно попадает 2.5 т твердых частиц, 7.6 т диоксида азота, 8.5 т диоксида серы, 0.6 т окиси углерода. Количество вредных выбросов только по Красноярскому биохимическому заводу оценивается в сотни тонн в год.
Сложность организации очистки газов на предприятиях гидролизной промышленности заключается в необходимости одновременного удаления из газа газообразных и дисперсных (твердых или жидких) компонентов, а также поддержания оптимальной температуры процесса.
Снижение выбросов до предельно допустимых норм (ПДВ) можно осуществить путем внедрения новых и интенсификации существующих технологических процессов очистки.
Сравнительный анализ основных известных методов очистки (абсорбционных, адсорбционных, каталитических и термических) показывает, что для осуществления комплексной очистки газа наиболее приемлем абсорбционный ("мокрый") способ. Мокрая очистка не требует дополнительной подготовки газов и применения дорогостоящих катализаторов или адсорбентов, позволяет одновременно проводить очистку от газовых выбросов и дисперсных частиц при оптимальном температурном режиме.
Сравнительный анализ основных характеристик известных аппаратов "мокрого" типа показывает (табл. 1), что среди них наибольшей эффективностью обладают высокоскоростные трубы Вентури, пенные аппараты, аппараты с псевдоожиженным слоем и пленочные трубчатые аппараты.
Среди них пленочные аппараты, работающие в дисперсно-кольцевом режиме. Они обладают рядом дополнительных преимуществ: в этих аппаратах возможна совместная очистка от газообразных и дисперсных включений, достаточно просто обеспечивается оптимальная температура в зоне контакта фаз, они устойчиво работают в широких диапазонах нагрузок по газу и жидкости, имеют малые габариты и сравнительно простое конструктивное оформление, обеспечивают большое время контакта (в 100 раз больше, чем в трубах Вентури). При этом в пленочных аппаратах легко решаются проблемы масштабного перехода, и данные, полученные в лабораторных или опытно-промышленных условиях на одиночной трубе, могут быть перенесены на промышленный аппарат. Кроме того, легко организуется несколько интенсивных зон очистки, возможен естественный подвод газа за счет энергии орошающей жидкости, что обеспечивает транспортировку загрязненного газа без дополнительных механических устройств и существенно снижает общие энергозатраты.
В трубчатых насадках пленочного аппарата (рис. 1) газ контактирует с жидкостью в виде пленки на поверхности трубы и капель в ядре потока. Улавливание газообразных компонентов обеспечивается физической или химической абсорбцией, повышение эффективности достигается увеличением коэффициентов массоотдачи за счет турбулизации жидкости и газа, например, путем установки винтовой искусственной шероховатости на пленкообразующую поверхность [2]. Винтовая шероховатость, кроме того, обеспечивает вращательно-поступательное движение пленки жидкости и тем самым стабилизирует ее течение за счет центробежной силы, сохраняет устойчивое пленочное течение при отклонении труб от вертикали и отложениях на пленкообразующей поверхности труб.
Другой способ повышения эффективности улавливания газообразных выбросов связан с созданием дополнительной поверхности контакта фаз.
Основные показатели аппаратов для мокрой очистки газов
| Показатель | Труба Вентури | Полый Скруббер типа СП | Пенный аппарат | Скруббер с шаровой насадкой | Пленочный трубчатый (нисходящий прямоток) |
Габариты: высота, м; диаметр, м; масса, т |
4.99; 2.8¦1.9; 1.26 |
17.4; 0.9; 6.8 |
8.8; 1.6; 2.5 |
8.3; 1.2; 2.3 |
4.8; 1.7; 1.5 |
| Потери напора в линии подачи жидкости, мм вод ст | 80 000 | 80 000 | 8 000 | 8 000 | 3 000 |
| Гидравлическое сопротивление, мм вод. ст. | 300 v 3000 | 100 v 220 | 100 v 350 | 100 v 500 | 10 v 350 |
| Удельные энергозатраты, кВтЧч/тыс.м3 | 2 v 4 | 0.99 v 1.7 | 0.6 v 2.8 | 0.6 v 2.82 | 0.23 v 2.12 |
| Коэффициент массоотдачи в жидкости, м/с | (1v2.5)Ч10-4 | 10-5v104 | (0.6v5.5)Ч102 | (0.5v5)Ч102 | (0.2v1)Ч10-1 |
| Скорость газа по сечению, м/с | 1.4 v 7.7 | 5 v 9 | 0.9 v 4 | 6 v 15 | 1 v 30 |
| Концентрация взвеси, г/л | < 0.5 | v | v | < 10 | v |
| Минимальный диаметр улавливаемых частиц, мкм | 1v3 | 5v10 | 2 | 1v6 | 1v3 |
| Время пребывания в зоне контакта, сек. | 0.01 | 1.5v4 | 0.03 | 0.05 | 0.16v5 |
Эффективность, %: - по SO2 - по NO2 - дисперсных частиц |
50 v 86 v 90 v 100 |
50 v 99 |
76 (фтор) v 90 |
73 69 95 |
90 89 95v100 |
Примечание. В таблице приведены показатели аппаратов при расходе газа 20 тыс. м3/ч и жидкости 20 м3/ч
Увеличение площади пленкообразующей поверхности требует конструктивного усложнения аппарата, поэтому наиболее простым способом создания дополнительной межфазной поверхности является увеличение концентрации капель в ядре потока за счет обеспечения дисперсно-кольцевого режима течения или искусственного разбрызгивания жидкости с пленки в поток газа (при содержании жидкости в ядре потока 20 % суммарная поверхность капель превышает поверхность пленки).
Улавливание частиц при дисперсно-кольцевом режиме осуществляется за счет их осаждения на капли жидкости в результате турбулентной коагуляции и на поверхность пленки в результате турбулентной диффузии и турбулентной миграции. Кроме того, при необходимости повышения эффективности улавливания частиц возможно использование центробежной силы, возникающей при вращательно-поступательном движении двухфазного потока.
Основными преимуществами прямоточных центробежных сепараторов являются возможность обеспечения эффективного разделения в широком диапазоне расхода газа и концентрации дисперсной фазы (твердых или жидких аэрозольных частиц) при сравнительно небольшом гидравлическом сопротивлении, надежность и простота конструктивного оформления [3]. При примерно равных затратах энергии и производительности прямоточные центробежные сепараторы превосходят обычные циклоны по эффективности разделения (особенно для частиц с размерами менее 5v10 мкм [4]). По общей эффективности они близки к мокрым электрофильтрам, по фракционной v к мокрым пылеуловителям (для частиц размером 0.5v1.0 мкм v даже к тканевым фильтрам [5]). Для улавливания частиц размером менее 1 мкм частицы укрупняют за счет ввода пара и конденсации на поверхности частиц за счет охлаждения потока через стенку канала одновременно с осаждением под действием центробежной силы в дисперсно-кольцевом режиме.
Образовавшаяся пленка жидкости (конденсата) с твердыми частицами движется по стенке рабочей камеры, через кольцевой канал поступает в сепарационную камеру и в виде шлама удаляется из аппарата. Газ через переточный патрубок 2 поступает на следующую ступень очистки. Очищенный газ выводится из аппарата через выходной патрубок 7. В зависимости от начального размера частиц и требуемой степени очистки аппарат может состоять из нескольких ступеней, число рабочих камер на каждой ступени определяется расходом газа.
Качество разделения и гидравлическое сопротивление центробежных сепараторов зависят от диаметра канала, скорости и степени закрутки потока, а также конструктивного оформления трех основных зон, обеспечивающих, соответственно, формирование закрученного потока, сепарацию и выделение дисперсной фазы. Диаметр сепаратора определяется производительностью и требуемой эффективностью разделения (для обеспечения высокой эффективности применяются элементы диаметром 30v80 мм). Наиболее существенное влияние на величину уноса дисперсной фазы из аппарата и, соответственно, эффективность разделения оказывает скорость газа. Закрутка потока газа может быть достигнута тремя основными способами (или их сочетанием) [7]: тангенциальным подводом газа, применением осевых закручивающих устройств (лопаточных, розеточных, шнековых и др.) и вращением самого сепаратора (в процессах разделения практически не используется).
Внедрение в промышленность аппаратов, работающих в дисперсно-кольцевом режиме, сдерживается недостаточной изученностью протекающих в них процессов. Сложность моделирования и расчета высокоинтенсивного межфазного взаимодействия в газо-жидкостном дисперсно-кольцевом турбулентном осевом или закрученном потоке обусловлена, в первую очередь, двойственной детерминированно-стохастической природой большинства процессов, связанных с турбулентным пульсационным движением сплошной и дисперсной фаз. Традиционный подход к изучению таких систем базируется на фундаментальных законах классической механики, механики жидкости и газа, физической химии и термодинамики. Однако при моделировании тепло- или массообменных процессов и аппаратов с интенсивным взаимодействием фаз, учитывая неоднородность структуры потоков и неравномерность распределения параметров, необходимо наряду с детерминированными использовать вероятностно-стохастические методы и модели. В общем случае должны учитываться следующие случайные факторы: полидисперсный состав дисперсной фазы (твердых или жидких частиц) и его изменение во времени, стохастический характер движения и различное время пребывания частиц в объеме аппарата, флуктуации относительных скоростей фаз.
Экспериментальная часть
При исследовании дисперсно-кольцевого режима в пленочном аппарате скорость газа по сечению трубы измерялась трубкой Пито-Прандтля, температура газа v термопарами. Исследовались трубы с гладкой и шероховатой поверхностью. Шероховатая поверхность создавалась спиралью из проволоки диаметром 3 мм на внутренней поверхности трубы с зазором 0.4v0.8 мм, расстояние между витками проволоки 30 мм. Расход жидкости варьировался от 1 до 15 м3/ч, скорость газа v от 6 до 50 м/с. Измерение средней толщины пленки жидкости осуществлялось методом отсечки питания. Минимальная и максимальная толщина пленки определялась при помощи контактной иглы, свободный конец которой соединялся с микровинтом и прозрачным капилляром. Измерение перепада давления в трубе при сильных взаимодействиях осуществлялось пьезометрическими трубками, расход воздуха определялся при помощи нормальной диафрагмы.
Исследование массоотдачи в жидкости проводилось на примере изотермической абсорбции кислорода из воздуха пленкой жидкости [8]. Опытно-промышленные исследования очистки выбросов от NO2 и SO2 в газе проводились химическим методом. Исходный газ содержал от 10 до 18 мг/м3 дисперсных частиц, от 23 до 73 мг/м3 диоксида азота NO2 и от 38 до 80 мг/м3 диоксида серы SO2 при температуре 140 0C.
При исследованиях эффективности сепарации дисперсных частиц в конденсационном режиме запыленность воздуха создавалась искусственно дозатором. Подача пара в аппарат осуществлялась из электрического парогенератора. Температура воздуха, парогазовой смеси и хладоагента измерялась с помощью термопар. Запыленность воздуха контролировалась счетчиком аэрозольных частиц АЗ-5М [9]. Эффективность сепарации дисперсной фазы оценивалась по количеству конденсата, общая эффективность очистки от пыли v по массе сухого остатка в шламе, фракционная v по массе сухого остатка на бумажных фильтрах с различными размерами капилляров, а также с помощью счетчика аэрозольных частиц АЗ-5М. В отдельных экспериментах результаты контролировались по количеству частиц, уловленных после аппарата на волокнистом фильтре типа ФП (фильтр Петрянова) с фильтрующим материалом ФПП-15-1.7 [10, 11].
На лабораторной экспериментальной установке определялись зависимости гидравлического сопротивления, теплообменных характеристик аппарата и эффективности сепарации дисперсной фазы от начальных характеристик газа, расхода пара на смешение, скорости и угла закрутки потока, дисперсного состава, концентрации и физико-химических свойств пыли в следующих интервалах изменения основных параметров: начальная температура воздуха v 20T¸80 ¦С; начальная влажность воздуха v 40T80 %; объемный расход воздуха v 0.003T0.03 м3/с; удельный расход пара на смешение v 0.01T0.1 кг/кг; массовая концентрация твердых частиц v 0T0.005 кг/м3; температура хладоагента (начальная) v 2T10 ¦С; расход хладоагента v 0.002T0.02 кг/с. В качестве дисперсной фазы в экспериментах использовались порошки различного происхождения с насыпной плотностью от 1000 до 2000 кг/м3 и размерами частиц от 0.1 до 10 мкм: стандартный кварцевый порошок М-1, окись цинка, фосфорит, сажа, антибиотики.
Обсуждение результатов
Исследование дисперсно-кольцевого течения. Гидродинамическая картина дисперсно-кольцевого течения носит сложный характер. Брызгоунос с поверхности пленки приводит к тому, что на расстоянии 1.5v2.0 м доля жидкости в дисперсной фазе достигает 20v80 % от общего расхода, при этом толщина пленки уменьшается и меняется структура волн на ее поверхности. При расчете потери напора в трубчатых насадках аппарата в дисперсно-кольцевом режиме течения по известной зависимости
 ,
, |
(1) |
(где DP v потери напора; L v длина трубы; r v плотность газа; w v среднерасходная скорость газа; us=1.15uпл v поверхностная скорость пленки жидкости; uпл v среднерасходная скорость пленки жидкости; hср v средняя толщина пленки жидкости; D v диаметр трубы; l v коэффициент гидравлического сопротивления; n v показатель степени) возникают проблемы в определении коэффициента гидравлического сопротивления на межфазной поверхности.
Для расчета коэффициента гидравлического сопротивления при дисперсно-кольцевом режиме течения модели Локкарта-Мартинелли [12], гомогенного течения [13], а также подход, базирующийся на раздельном течении пленки, газа и жидкости [14], принципиально непригодны. Также неэффективны зависимости, в которых коэффициент гидравлического сопротивления выражается через параметры волн на поверхности пленки [15, 16].
Наиболее приемлемым методом определения коэффициента гидравлического сопротивления представляется его расчет через экспериментальное значение градиента давления. Установлено, что суммарное значение касательного напряжения в канале постоянно по его длине. Эмпирическая зависимость для расчета коэффициента гидравлического сопротивления на межфазной поверхности при дисперсно-кольцевом режиме (как для нисходящего, так и восходящего движении) для гидравлически гладкой поверхности трубы получена в виде
 ,
, |
(2) |
где Re0 v относительное число Рейнольдса газа; Reпл = 4G/nn ж v число Рейнольдса для пленки жидкости; n и nж v коэффициенты кинематической вязкости газа и жидкости.
Аналогичные уравнения получены для труб с регулярной искусственной шероховатостью. Величина коэффициента гидравлического сопротивления в зависимости от нагрузок по газу и жидкости и состояния пленкообразующей поверхности изменяется от 0.08 до 2.
Средняя толщина пленки жидкости, через которую рассчитывается скорость пленки, может быть рассчитана по уравнениям, представленным в обзорной работе [17] (другие известные уравнения не учитывают унос жидкости с поверхности пленки, и это приводит к получению завышенных значений толщины пленки при высоких нагрузках по газу, особенно при стекании пленки по поверхности с искусственной шероховатостью).
Показатель степени n в уравнении (1), в отличие от однофазного потока (n = 2) изменяется от 1.4 до 1.8 в зависимости от концентрации капель в ядре потока. Это обусловлено гашением турбулентных пульсаций дисперсными частицами и, как следствие, частичной ?ламинаризацией¦ потока.
Коэффициент массоотдачи при очистке от газообразных выбросов в пленке при изотермической абсорбции труднорастворимых газов в зависимости от расхода газа и жидкости и состояния пленкообразующей поверхности составляет 2Ч10-3v5Ч10-2 м/с [8]. Наибольшая интенсивность передачи массы при дисперсно-кольцевом режиме достигается при движении пленки по поверхности с винтовой крупномасштабной шероховатостью. При неизотермичном процессе в случае испарения жидкости с пленки значения коэффициентов массоотдачи снижаются на 20v50 %. Наличие растворимых поверхностно-активных веществ, снижающих поверхностное натяжение жидкости, приводит к уменьшению коэффициента массоотдачи на 10v30 %. Дополнительный искусственный срыв капель жидкости с поверхности пленки приводит к увеличению эффективности абсорбции. Следует отметить, что все существующие подходы к определению опытных значений коэффициента массоотдачи не учитывают наличие (поверхность) капель в дисперсно-кольцевом потоке, что в ряде случаев приводит к серьезным ошибкам и не позволяет установить истинные значения параметров процесса.
Исследование эффективности разделения. Многочисленные теоретические и экспериментальные исследования прямоточных центробежных сепараторов показывают, что в общем случае эффективность центробежного разделения зависит от начальной концентрации дисперсной фазы, скорости потока, конструктивных особенностей и основных параметров сепаратора, а также характеристик распределения частиц по размерам. Эффективность работы прямоточных центробежных сепараторов, как и различных тепло- и массообменных аппаратов с центробежными сепарирующими элементами, в значительной степени определяется величиной уноса дисперсной фазы паровым или газовым потоком. В некоторых случаях унос может существенно снизить общую эффективность сепаратора.
Уравнение для расчета эффективности улавливания в случае движения закрученного потока газа с аэрозольными частицами в цилиндрическом канале без учета вторичного уноса получено в виде (рис. 3) [18]
| h = 1 - exp(8tg2gЧSt`L), | (3) |
где St = wzd2rd/(18mD) = wzt/D v критерий Стокса; t = d2rd/(18m) v время релаксации скорости частицы [19], `L = L/D v относительная длина канала сепаратора; wz v среднерасходная осевая скорость газа; d v размер частиц; rd v плотность дисперсной фазы; m v коэффициент динамической вязкости газа; g v угол закрутки потока.
Сложность гидродинамических процессов в турбулентном закрученном потоке делает строгое аналитическое решение задачи о центробежной сепарации дисперсных частиц с учетом вторичного уноса практически невозможным. Для этой цели можно использовать данные экспериментальных исследований о скорости уноса частиц с поверхности канала турбулентным потоком.
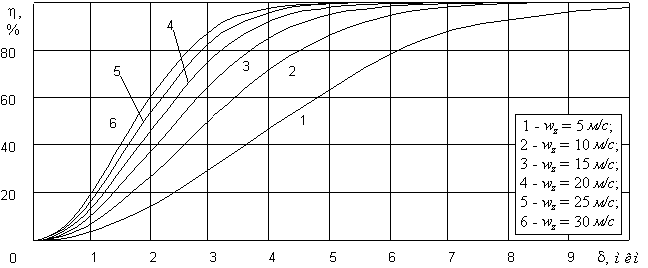
Рис. 3. Расчетная фракционная эффективность центробежного разделения без учета вторичного уноса:система воздух-вода при 20 ¦С, D = 30 мм, L = 300 мм, g = 45¦
В результате анализа процессов центробежной сепарации и вторичного уноса получена полуэмпирическая зависимость для расчета эффективности разделения в виде
 , , |
(4) |
где a ¦ 0.01 v доля частиц, захватываемая турбулентным вихрем с поверхности канала [20, 21]; b = a/(270Ч75) ¦ 4.94Ч10-7 v коэффициент.
Расчетная зависимость (4) соответствует дан-ным экспериментальных исследований и наглядно показывает влияние на эффективность очистки газа конструктивных и технологических параметров (рис. 4).
При конденсационном разделении в центробежных сепараторах основным режимом течения двухфазного потока является дисперсно-кольце-вой режим, сопровождающийся течением пленки жидкости по стенке канала и спутным потоком газа или пара, несущего капли жидкости и твердые частицы.
Процесс разделения осуществляется в несколько основных этапов: насыщение аэродисперсного потока паром, конденсационное укрупнение частиц, выделение дисперсной фазы.
Аэрозольные частицы в парогазовой смеси выполняют роль активных центров конденсации, и при достижении соответствующих условий для начала процесса на их поверхности образуются сначала отдельные ядра конденсации (мелкие капли новой фазы), а затем сплошной слой жидкости, толщина которого в дальнейшем продолжает увеличиваться, приводя к укрупнению и утяжелению частиц. При этом смачиваемость и растворимость исходной частицы уже не играют существенной роли, так как конденсация фактически происходит на поверхности жидкого слоя.
Скорость конденсации и диаметр капли для стационарного случая (при постоянной температуре и давлении) и идеального пара можно рассчитать по уравнению Максвелла. При охлаждении парогазовой смеси, движущейся вдоль более холодной поверхности, происходит перенос тепла через прилегающий к ней пограничный слой газа, а затем и конденсация. Если в смеси имеется дисперсная фаза (жидкие или твердые аэрозольные частицы), то конденсация происходит не только на поверхности канала, но и на частицах. Соотношение между массами конденсата, образующегося на частицах и на охлаждаемой поверхности канала, зависит от величины пересыщения и концентрации в смеси дисперсной фазы. При большом количестве центров конденсации в потоке на них конденсируется значительно большее количество пара, чем на стенках канала [22]. Так, при численной концентрации частиц 108 м-3 на них образуется 99 % всего конденсата.
Расчеты и экспериментальные исследования показывают, что конденсационное укрупнение позволяет в обычных условиях увеличить размер частиц от 1 до 10v15 мкм. Конечный размер частиц в значительной степени определяется величиной поверхностной плотности теплового потока и при скорости газа более 30 м/с и численной концентрации более 1012 м-3 слабо зависит от скорости и начального размера, так как в этом случае объем конденсата, образовавшегося на каждой частице, гораздо больше первоначального объема самой частицы. Конденсационное укрупнение частиц в парогазовом потоке целесообразно проводить при сравнительно низких концентрациях дисперсной фазы (до 1012 м-3), высоких тепловых нагрузках и малых скоростях потока (до 30 м/с). При более высоких концентрациях небольшой объем жидкой фазы на каждой частице не может привести к ее ощутимому укрупнению. Увеличение скорости потока приводит к росту энергозатрат на проведение процесса при незначительном увеличении конечного размера частиц.
Механизм осаждения частиц на стенку канала в конденсационном центробежном сепараторе аналогичен другим прямоточным центробежным сепараторам, поэтому основные закономерности процесса аналогичны.
Экспериментально установлено, что в общем случае увеличение осевой составляющей скорости потока снижает общую эффективность сепарации жидкой фазы, а тангенциальной v повышает, однако чрезмерное ее увеличение может привести к срыву жидкой пленки с поверхности осаждения и вторичному уносу. В целом движение восходящего или нисходящего закрученного двухфазного потока отличается широким диапазоном допустимых нагрузок по газу и жидкости (по сравнению с осевым), при этом брызгоунос определяется полной скоростью газа на границе раздела фаз.
На рис. 5 представлены графики экспериментальной зависимости величины брызгоуноса от средней осевой скорости парогазового потока при различных значениях угла закрутки потока. Для каждой кривой характерно наличие оптимальной скорости потока, при которой унос минимален.
Ее значение зависит от угла закрутки и в исследованных интервалах изменения параметров лежит в пределах от 14 до 22 м/с, что в целом соответствует обычным значениям для центробежных сепараторов, в которых наивысшая степень очистки (и, соответственно, минимальный унос) достигается при значениях rгw2 от 150 до 600 кг/(мЧс2) и скоростях газа от 10 до 20 м/с (для циклонов диаметром до 200 мм v до 50 м/с). При меньшей скорости дисперсная фаза не успевает отсепарироваться, а при больших увеличивается вторичный унос v вследствие увеличения полной скорости потока на границе раздела фаз происходит срыв пленки конденсата. При скоростях, существенно больших оптимальных значений (выше 35v40 м/с), величина уноса уже практически не зависит от угла закрутки потока, что, видимо, свидетельствует о срыве пленки исключительно турбулентными пульсациями газа.
При оптимальных скоростях потока в исследованном интервале значений угла закрутки эффективность сепарации дисперсной фазы составляет от 97.5 до 99.5 %.
Значение минимального расхода пара на смешение, обеспечивающего улавливание аэрозольных частиц, зависит от их начальной концентрации, а также температуры и влажности очищаемого газа. При концентрации от 108 до 1012 м-3, температуре газа от 20 до 80 ¦С и влажности от 40 до 80 % минимальный расход пара составляет от 20T50 г/кг. Увеличение расхода пара сверх минимального практически не сказывается на эффективности.
Получено, что при оптимальных режимах работы дисперсный состав пыли в шламе практически совпадает с дисперсным составом исходного порошка (независимо от его плотности и смачиваемости). Следовательно, эффективность улавливания частиц размером от 0.1 до 10 мкм в конденсационном центробежном сепараторе при концентрации от 108 до 1012 м-3 не зависит от их исходного диаметра, что подтверждает выводы теоретического анализа. Частицы размером 5T10 мкм в прямоточных центробежных сепараторах улавливаются на 95T100 % даже без конденсационного укрупнения [23]. Следовательно, и частицы меньшего диаметра в конденсационном центробежном сепараторе улавливаются практически полностью, и фракционная эффективность сепарации ограничивается исключительно величиной брызгоуноса.
Опытно-промышленные испытания. Характерные результаты опытно-промышленных исследований по очистке газовых выбросов известковой печи биохимического завода в пленочном аппарате с винтовой шероховатостью высотой 3 мм при скорости газа 10 м/с представлены в табл. 2. Получено, что изменение концентрация извести в воде в пределах от 20 до 100 г/л не оказывает существенного влияния на эффективность очистки газа. Даже при сравнительно небольшой скорости газа из-за низкого напора промышленного вентилятора (до 100 мм. вод. ст) достигнута эффективность очистки от газообразных примесей, обеспечивающая предельно допустимые выбросы (ПДВ). При искусственном распылении жидкости достигнуто увеличение эффективности очистки, которая при улавливании пыли составила 96 %.
На основании полученных данных рассчитан промышленный пленочный трубчатый аппарат производительностью 20000 м3/ч. Потребность в извести составляет 4 кг/ч, удельные энергозатраты 0.5 кВтЧч/тыс.м3. Разработанный пленочный трубчатый аппарат и технологическая схема для очистки газовых выбросов известковой печи АО ?Красноярский БХЗ¦ позволяют снизить вредные выбросы до установленных ПДВ при низких энергозатратах.
Исследования эффективности улавливания аэрозольных частиц в конденсационном центробежном сепараторе проводились также в условиях опытно-промышленных испытаний на экспериментальном производстве Всесоюзного научно-исследовательского технологического института антибиотиков и ферментов медицинского назначения (ВНИТИАФ, г. Санкт-Петербург). Испытания проводились при производстве антибиотиков инозина и актиномицета.
Для аэрации культуральной жидкости в процессах выращивания посевного материала и ферментации в производстве используется стерильный воздух. После прохождения ферментера объемом 0.5 м-3 воздух содержит около 10 мг/м3 веществ, относящихся к первой категории вредности v в основном отдельных бактерий и их скоплений с размерами от 0.1 до 10 мкм. Попадая в окружающий воздух, они могут оказать неблагоприятное воздействие на организм человека в основном в виде различного рода аллергических заболеваний и отравлений.
В целях охраны окружающей среды для очистки отходящего технологического воздуха на выходе из ферментера был установлен однокамерный двухступенчатый конденсационный центробежный сепаратор с диаметром рабочих камер 30 мм и длиной 250 мм. Расход воздуха из ферментера составлял от 350 до 450 л/мин (от 0.0058T0.0075 м3/с) при температуре 30¦1 ¦С. Пар в количестве до 0.1 кг/кг подавался из паровой сети цеха. В качестве хладоагента использовалась вода c температурой от 2 до 15 ¦С.
В качестве закручивающего устройства использовались шестизаходные шнековые (винтовые) завихрители с шагом 96 мм (углом закрутки 45¦). При испытаниях численная концентрация аэрозольных частиц (бактерий) в газе до и после сепаратора определялась по числу колоний, образовавшихся в питательной среде (агар-агаре) после пропускания газа и выдержке в благоприятных условиях в течение 24T 72 часов по методике ВНИТИАФ.
Результаты экспериментальных исследований
| Наименование показателя | До очистки | После очистки | Эффективность, % | |
1 2 3 |
Концентрация пыли, мг/м3 Концентрация NO2, мг/м3 Концентрация SO2, мг/м3 |
19 29 80 |
7 3 8 |
63.2 89.7 90.0 |
Испытания проводились при оптимальных для работы аппарата условиях, параметры которых были найдены при лабораторных исследованиях. Подача пара осуществлялась по трем схемам v только в первую ступень, только во вторую ступень и в обе ступени в равных количествах. Нестабильность концентрации дисперсной фазы в газе привела к слабой воспроизводимости результатов экспериментов. В табл. 3 приведены интервалы изменения эффективности сепарации дисперсной фазы в зависимости от расхода и схемы подачи пара.
Результаты опытно-промышленных испытаний
| Схема подачи | Удельный расход пара, г/кг | ||
| 20 | 50 | 100 | |
| Эффективность сепарации, % | |||
| Первая ступень | 30 v 50 | 50 v 80 | 70 v 100 |
| Вторая ступень | 0 v 30 | 20 v 50 | 40 v 80 |
| Две ступени | 40 v 80 | 80 v 100 | 100 |
Из таблицы видно, что при подаче пара в обе ступени в количестве 50v100 г/кг конденсационный центробежный сепаратор обеспечивает высокую степень очистки газа от аэрозольных частиц, а при расходе пара 100 г/кг достигается полная очистка.
Таким образом, опытно-промышленные испытания подтвердили возможность применения и высокую эффективность конденсационного центробежного сепаратора для тонкой очистки технологических газов и промышленных выбросов с небольшим содержанием механических примесей от высокодисперсных аэрозольных частиц.
Выводы
1. На основании всестороннего изучения способов очистки газа показано, что для осуществления одновременного улавливания газообразных и дисперсных примесей наиболее эффективны пленочные и центробежные конденсационные аппараты, реализующие дисперсно-кольцевой режим взаимодействия фаз.
2. Разработанные аппараты обеспечивают высокую эффективность очистки газа от дисперсных и газовых выбросов и позволяют существенно снизить загрязнение атмосферы.
3. Проведенные исследования и полученные результаты промышленной апробации свидетельствуют о перспективности применения разработанных подходов для усовершенствования процесса очистки.
Список литературы
Известия 1998. 11 апр. ¦ 67 (25167). С. 1.
Коновалов Н.М., Войнов Н.А., Мар-ков В.А., Николаев Н.А. Массоотдача при свободном стекании пленки жидкости по наружным и внутренним поверхностям труб // Теор. основы хим. технол. 1993. ¦ 3.С. 309v314.
Ершов А.И. Разработка, исследование и применение элементных ступеней контакта с взаимодействием фаз в закрученном потоке. Дис. ... докт. техн. наук. Л., 1975. 304 с.
Klein H., Schmidt P. Vergleichende Untersuchungen zvischen Drehstromungsentstauber und Zyklon // Verfahrenstechnik. 1971. Bd. 5. ¦ 8. S. 316-319.
Мельников Е.П. Вихревые пылеуловители. Обзорная информация М., 1975. 45 с.
Исаков В.П., Сугак Е.В. Конденсационный центробежный сепаратор // Промышленная и санитарная очистка газов. 1982. ¦ 6. С. 2v4.
Гупта А., Лилли Д., Сайред Н. Закрученные потоки. М., 1987. 588 с.
Коновалов Н.М., Войнов Н.А., Николаев Н.А. Массоотдача в турбулентных пленках в условиях вертикального прямоточного движения газо-жидкостного потока // Теор. основы хим. технол. 1997. ¦ 1. С. 17v22.
Клименко А.П. Методы и приборы для измерения концентрации пыли. М., 1978. 208 с.
Петрянов И.В. и др. Волокнистые фильтрующие материалы ФП. М., 1968. 78 с.
Справочник по пыле- и золоулавливанию / Под общ. ред. А.А. Русанова. М., 1983. 312 с.
Martinelli R.C., Nelson D.B. Prediction ot Pressure drop during Forced circulation Boiling of water. Trans ASME. 1948. Vol. 70. P. 695v702.
Хьюитт Дж., Холл-Тейлор Н. Кольцевые двухфазные течения. М., 1974. 408 с.
Николаев Н.А. Исследование и расчет ректификационных и абсорбционных аппаратов вихревого типа: Дис. ... докт. техн. наук. Казань, 1972. 350 с.
Нигматулин Р.Н. Динамика межфазных сред. Ч. 2. М., 1987. 360 с.
Чен Ше-фу, Ибеле. Потери напора и толщина жидкостной пленки при кольцевом двухфазном чисто пленочном течении и течении с образованием эмульсии // Труды Амер. общества инженеров механиков. 1964. т. 86. серия С. ¦ 1. С. 116v125.
Житкова Н.Ю., Воронин С.М., Коновалов Н.М., Войнов Н.А. Расчет гидродинамических параметров в условиях вертикального прямоточного движения газа и турбулентной пленки жидкости. Красноярск, 1997. Деп. в ВИНИТИ 10.04.97, ¦ 1160-В97.
Сугак Е.В. Расчет эффективности прямоточных сепараторов. // Научно-технический и социальный прогресс лесопромышленного комплекса Восточно-Сибирского региона: Сб. Красноярск, 1990. С. 170v174.
Фукс Н.А. Механика аэрозолей. М., 1955. 352 с.
Cleaver J.W., Yates B. Mechanism of detachment of colloid particles from a flat substrate in turbulent flow // J. Colloid Interface Sci. 1973. Vol. 44. P. 464v473.
Yung B.P.K., Merry H., Bott T.R. The role of turbulent bursts in particle re-entrainment in aqueous systems // Chem. Eng. Sci. 1989. Vol. 44. ¦ 4. P. 873v882.
Амелин А.Г. Теоретические основы образования тумана при конденсации пара. М., 1972. 303 с.
Ужов В.Н. и др. Очистка промышленных газов от пыли. М., 1981. 392 с.