| Похожие рефераты | Скачать .docx |
Реферат: Экономика и организация производства
«экономика и организация производства»
3. Организация и планирование производства
3.1 Концепция организации и планирования производства на предприятии
3.1.1 Сущность организации производства
Термин «организация» образован от французского слова «organisation» и означает устройство, объединение кого-либо или чего-либо.
Организация предполагает внутреннюю упорядоченность частей целого как средство логичного их взаимодействия для достижения желаемого результата.
Человек – личностный фактор производства, а орудия и предметы труда – вещественный фактор. Соединяя эти два фактора производства в единый производительный процесс, организация производства и выполняет свою первую, системообразующую функцию.
Следующая функция организации производства – установление между отдельными исполнителями и производственными подразделениями конкретных связей, обеспечивающих совместную деятельность людей, участвующих в едином процессе производства.
Социально-экономические отношения выражают отношения между людьми, определяемые характером, формой и сочетанием общественной, коллективной и частной собственности. Социально-экономические отношения являются важным элементом создания единства экономических интересов общества, коллектива и отдельных работников в достижении наибольшей эффективности производства.
Организация производства реализует при этом свою третью функцию – создание организационных условий, обеспечивающих взаимодействие на экономической основе всех производственных звеньев как единой производственно-технической системы.
Таким образом, сущность организации производства состоит в объединении и обеспечении взаимодействия личных и вещественных элементов производства, установлении необходимых связей и согласованных действий участников производственного процесса, создании условий для реализации единства экономических интересов общества, коллективов и каждого работника.
Организация производства – это изучение и применение: теоретических и методических вопросов организации производства на предприятиях; условий и факторов рационального согласования действий работников предприятий при использовании предметов и орудий труда в производственном процессе на основе знаний в области техники, экономики и социологии, аналитических приемов и передового опыта, направленных на достижение поставленных целей по выпуску определенных продуктов труда соответствующего качества и количества.
Предприятия машиностроения характеризуются весьма значительной расчлененностью производства в пространстве. Они, как правило, имеют сравнительно небольшое число крупных агрегатов одновременного действия, но зато много агрегатов, станков и оборудования других видов для изготовления и обработки большого числа деталей различных видов, массы и размеров. При этом по отношению к разным деталям в зависимости от технических требований применяются различные технологические процессы: для изготовления заготовок применяются методы литья, давления (холодная или горячая штамповка), резания; для обработки детали – резание, термическая, электрофизическая и электрохимическая обработка, литье и прессование пластмасс, литье и обработка керамических масс; для изготовления сборочных единиц – методы свинчивания, сочленения, сварки, пайки, склеивания; жгутовой и печатный монтаж; гравировка и столярные работы; регулировка, настройка и др.
Расчлененность производства в пространстве, многоагрегатность, многономенклатурность, многооперационность и большое разнообразие технологических процессов, применяемых при изготовлении деталей и сборочных единиц, отличают машиностроительные предприятия от предприятий других отраслей производства. Этими особенностями обусловлена сложность потоков движущихся и обрабатываемых заготовок и деталей на предприятиях, поэтому весьма важна организация производства, в частности согласование и регулирование движения всех многообразных производственных потоков во времени и пространстве.
Кроме того, организация производства предполагает координацию движения трудовых элементов по операциям и рабочим местам, благодаря которым достигаются равномерная, ритмичная работа и высокие технико-экономические показатели.
Объектами организации производства на предприятии являются производственные системы различных уровней, в которые входят люди и используемые ими средства труда. Организация производства призвана обеспечивать:
во-первых, формирование наиболее рационального состава работников и средств труда производственной системы для выпуска необходимой потребителям, заказчикам и обществу продукции требуемого качества в установленные сроки и в заданном объеме;
во-вторых, установление наиболее рациональных взаимосвязей между всеми элементами производственной системы;
в-третьих, непрерывное развитие производственной системы в направлении повышения ее эффективности и наибольшего соответствия изменяющимся условиям ее взаимодействия с внешней средой.
Организация производства охватывает все составляющие производственной системы и все аспекты ее производственно-хозяйственной деятельности. Поэтому в качестве важнейших составных частей она включает:
• организацию труда работников предприятия как процесс установления и совершенствования способов выполнения и условий протекания процессов труда;
• организацию производственных процессов во времени и пространстве как процесс функционального, пространственного и временного сочетания и связи вещественных и личных факторов производства;
• организацию поточных методов производства как процесс предметного сочетания рабочих мест на участке, объединяющий различные группы оборудования для законченного цикла обработки деталей или сборки изделий;
• организацию автоматического и гибкого автоматизированного производства как процесс комплексной механизации и автоматизации не только технологических операций, но и вспомогательных приемов работы (установочных, контрольных, обслуживающих, транспортных, командных, то есть управляющих);
• организацию вспомогательных цехов и обслуживающих хозяйств предприятия как процесс комплексного обслуживания основных цехов предприятия по всем функциям, выходящим за пределы их основной специализации;
• организацию управления качеством продукции и процессов ее создания в целях обеспечения конкурентоспособности изделий и экономии общественного труда;
• организацию технического нормирования труда как процесс установления меры затрат труда на изготовление единицы продукции или выполнение заданного объема работы за определенный период времени;
• организацию и планирование инновациями, как процесса создания и освоения новой техники, технологии и организации производства с учетом технических, организационных, экономических и социальных мероприятий;
• организацию управления как процесс создания и совершенствования систем управления и способов их функционирования.
Рациональная организация производства состоит в том, чтобы интегрировать всю совокупность разнородных компонентов, реализующих процесс производства, в целостную и высокоэффективную производственную систему, все элементы которой гармонично сочетаются друг с другом по всем аспектам их функционирования и развития.
Организация производства и оптимальное управление им являются важнейшими факторами ускорения научно-технического прогресса. Они обеспечивают наиболее полное и эффективное использование трудовых, материальных и финансовых ресурсов предприятия, снижение себестоимости и повышение качества продукции, рост производительности труда и эффективности производства, существенное сокращение длительности цикла "исследование – проектирование – производство – реализация" и повышение темпов обновления продукции и технического развития производства.
Главной целью организации производства является создание условий, при которых обеспечивается успешное формирование и выполнение плановых заданий каждым производственным подразделением предприятия и предприятием в целом по всем показателям и с высокой эффективностью производства.
Поставленная перед предприятием и его подразделениями цель достигается путем повседневного решения множества частных задач, направленных на изыскание и использование возможностей:
• повышения эффективности производства, его интенсификации на основе научно-технического прогресса и наиболее полного использования резервов производства;
• увеличения производительности труда и объема выпуска продукции на основе научно-технического прогресса, повышения организации труда, применения прогрессивных систем заработной платы, подъема общеобразовательного уровня работников, повышения качества продукции и дисциплины труда;
• повышения эффективности использования основных производственных фондов и оборотных средств предприятия на основе равномерной загрузки оборудования, рациональной организации эксплуатации и ремонта оборудования, обслуживания рабочих мест;
• организации работы предприятия с минимальными запасами материалов, полуфабрикатов, топлива, остатков готовой продукции на складах; повышения квалификации и культурно-технического уровня кадров и улучшения условий труда и быта на основе систематической подготовки кадров, оздоровления условий труда и социально-психологического климата, механизации и автоматизации трудоемких и тяжелых работ, улучшения бытового обслуживания, экономического стимулирования;
• создания личной и коллективной заинтересованности работников в эффективном использовании материальных ценностей предприятия.
Оптимальные количественные и качественные зависимости производственных процессов, параметры и показатели производства продукции являются исходной информацией для разработки планов работы предприятий и их подразделений. Поэтому вопросы организации производства рассматриваются в непосредственной связи с внутризаводским планированием, а решения, зафиксированные в плановых заданиях, проводятся в жизнь с помощью управления.
Все зависимости производственных процессов на предприятии рассматриваются в их взаимной связи, в непрерывном развитии, движении, что дает возможность понять неизбежность причин и закономерностей возникновения новых и совершенствования существующих решений, приемов и методов организации производства.
3.1.2 Предприятие как организационная система
Промышленное предприятие – это производственная организация, которая осуществляет свою деятельность в сфере производства товаров, оказания услуг или проведения работ.
Реализация целей и задач предприятий происходит в процессе их организации и функционирования по трем направлениям: производственное, организационно-хозяйственное и социально-экономическое.
В производственном отношении промышленное предприятие представляет собой комплекс подразделений, работа всех частей которого строго скоординирована на принципах научной организации и управления производством.
В организационно-хозяйственном отношении предприятие является самостоятельной хозяйственной единицей, наделенной правами юридического лица и располагающей необходимым для производственной деятельности имуществом, собственным или переданным ему собственником в хозяйственное ведение или оперативное управление.
Социально-экономическая сторона деятельности предприятия характеризуется единством социальных и экономических интересов работников, собственников и потребителей продукции (услуг, работ).
Предприятие – производственная система. Как объект организации, предприятие выступает в качестве производственной системы, которая представляет собой совокупность элементов и связей между ними.
Промышленное предприятие следует рассматривать как сложную социально-экономическую систему, состоящую из подсистем, которые могут быть сгруппированы по различным признакам в виде:
-юридически (законодательно) оформленного субъектно-объектного органа;
-хозяйственного объекта;
-социального организма;
-набора взаимосвязанных организационных элементов;
-производственно-технической системы.
Как целостная, например, юридическая система, объект и субъект различных взаимоотношений производственная организация выступает в качестве юридического лица, которое имеет в собственности, хозяйственном ведении или оперативном управлении обособленное имущество, осуществляет имущественные права и отвечает по своим обязательствам этим имуществом.
Как подсистема государственного (или мирового) хозяйства производственная организация может рассматриваться как представитель определенной отрасли хозяйства, типа производства, регионального или государственного уровня.
Как система со сложной внутренней структурой производственная организация может выступать в виде организационной, производственной, технической, функциональной и иного вида структур, характеризующих взаимодействие многообразных факторов и элементов организации для достижения ее целей.
Предприятие является сложной иерархической системой, в которой в качестве ступеней иерархии выступают производство в целом, цех, участок, рабочее место.
На всех ступенях иерархии могут быть выделены функциональные подсистемы. Подсистемы процессов производства – подготовки производства, основных производственных процессов, процессов производственной инфраструктуры, материально-технического обеспечения производства, реализации и сбыта продукции, маркетинга; подсистемы, определяющие состав элементов производственного процесса – функционирования орудий труда, движения предметов труда, организации труда; интегрирующие подсистемы – формирования производственной структуры и организации планирования производства.
Чтобы соединить все многообразные элементы производственной системы предприятия в единое целое, необходимо ее организовать, то есть спроектировать, реализовать на практике и обеспечить функционирование интегральной производственной системы предприятия.
Вопросы и задания для обсуждения:
1. Что Вы понимаете под термином «организация производства»?
2. В чем особенность предприятий машиностроения?
3. Какова главная цель организации производства на предприятиях машиностроения?
4. Что Вы понимаете под производственным предприятием и в чем его отличие от других организаций?
5. Назовите ключевые факторы организации на производственном предприятии.
3.2 Планирование и организация цикла создания и освоения новой продукции и технологии
3.2.1 Сущность и содержание цикла создания и освоения новой продукции
В условиях присущей рыночному хозяйству конкуренции товаров и хозяйственных единиц предприятия, особенно высокотехнологичные, обновляют выпускаемую продукцию и совершенствуют способы ее производства. Такой вид деятельности выделился организационно и носит название цикл создания и освоения новых товаров – СОНТ. Его часто называют цикл «наука – производство».
Система СОНТ базируется на следующих основополагающих принципах:
1.Комплексность – это необходимость проведения работ по подготовке производства по единому плану, охватывающему все процессы – от научных исследований до промышленного освоения новой продукции.
2.Специализация – это требование закрепления за каждым подразделением предприятия таких видов деятельности по созданию и освоению новой техники, которые отвечают специфике и возможностям этих подразделений.
3. Интеграция – это совокупность условий, обеспечивающих достижение единой и общей цели в результате деятельности определенного множества специализированных подразделений и исполнителей.
4.Принцип комплектности документации и составных частей изделий требует одновременного выполнения комплекса работ к моменту, когда дальнейшее их продолжение возможно только при наличии полного комплекта документации или составных частей изделий.
5.Непрерывность – это требование ликвидации нерациональных перерывов во времени проведения работ цикла СОНТ.
6.Пропорциональность рассматривается как требование задействовать производственные возможности всех подразделений, занятых подготовкой производства, с одинаковой интенсивностью.
7.Параллельность выражается в совмещении во времени различных фаз, стадий, работ.
8.Прямоточность – это кратчайший маршрут движения технической документации и наименьший путь, проходимый новым изделием по всем стадиям его разработки и освоения.
Управление циклом СОНТ нацелено на качественное и своевременное, а значит скорейшее, выполнение всех работ с тем, чтобы опередить конкурентов, привлечь потребителей новой продукцией с более совершенными свойствами и более низкой ценой. Длительность цикла определяется продолжительностью стадий и этапов, из которых состоит система СОНТ, а также степенью (коэффициентом) параллельности их выполнения.
Основные задачи организации и планирования процессов СОНТ с целью повышения качества работ и сокращения продолжительности цикла заключаются в:
1. снижении до минимума числа изменений, вносимых после передачи результатов из предшествующей стадии (этапа) в последующую;
2. определении рациональной степени параллельности работ, фаз, стадий и этапов цикла;
3. обеспечении минимума затрат времени при выполнении работ: минимума потерь при передаче результатов работ из предыдущей стадии в последующую.
Решение первой задачи достигается главным образом инженерно-техническими методами, обеспечивающими качество отработки и выполнения этапов работ системы СОНТ. В результате уменьшается число переделок, а также случаев повторного выполнения уже пройденных этапов, т. е. снижается трудоемкость работ, а следовательно, и затраты на их выполнение.
Вторая задача решается планово-координационными методами. Рациональное совмещение стадий и этапов работ системы СОНТ (параллельно-последовательный или параллельный метод выполнения фаз, стадий, этапов и работ) приводит к сокращению цикла, но не трудоемкости процессов.
При решении третьей задачи используются организационные методы, которые влияют на продолжительность цикла СОНТ за счет сокращения трудоемкости этапов цикла и изменения характера и сроков их выполнения. Поэтому организационные методы ведут к двоякому экономическому эффекту:
1) сокращению затрат на выполнение стадий и этапов системы СОНТ;
2) получению экономического выигрыша от сокращения цикла СОНТ (дополнительное количество продукции и/или дополнительное ее качество, получаемое в результате сокращения цикла подготовки и освоения производства, без дополнительных затрат на содержание оборудования, а также без значительного увеличения условно-постоянных расходов).
Создание и освоение новой продукции (техники, технологии), отвечающей современным требованиям задача сложная и требует все новых и новых знаний и методов их материализации. Поэтому организация цикла СОНТ – это создание условий для рационального взаимодействия научных исследований, материализации новых знаний в виде новых образцов изделий, техники и технологии, а также для их тиражирования в объемах необходимых потребителям и заказчикам. Этапы цикла СОНТ включают в себя следующие комплексы работ (рис. 3.1):
1. научно-исследовательские работы (НИР);
2. опытно-конструкторские работы (ОКР);
3. рыночные испытания товаров (пробный маркетинг);
4. конструкторская подготовка производства новой продукции (КПП);
5. технологическая подготовка производства новой продукции (ТПП);
6. организационная подготовка производства новой продукции (ОПП);
7. освоение выпуска новой продукции (ОВНП) – отработку нового изделия в опытном производстве (ООП) и освоение нового изделия в промышленном производстве (ОСП).
Этапы 1 и 2 часто объединены и выполняются одним исполнителем и носят название научно-исследовательские и опытно-конструкторские работы (НИОКР), этапы 1 ‑ 2 часто называют научной подготовкой производства новой продукции, а 4 ‑ 7 – технической подготовкой производства новой продукции (ТП).
Первые две стадии охватывают работы, которые по своему содержанию непосредственно не связаны с производством. Они часто выполняются в отраслевых, вузовских НИИ, КБ и других специализированных организациях и являются первым этапом системы СОНТ.

Рисунок 3.1 Структура системы СОНТ
НИР – научно-исследовательские работы; ОКР – опытно-конструкторские работы; КПП – конструкторская подготовка производства; ТПП – технологическая подготовка производства; ОПП – организационная подготовка производства; ООП – отработка в опытном производстве; ОСП – освоение новой продукции в промышленном производстве.
Последующие четыре стадии составляют второй этап системы СОНТ. Они обеспечивают техническую подготовку производства (ТП) и выполняются проектными организациями или техническими отделами (главного конструктора и главного технолога) предприятия-изготовителя новой продукции.
Седьмая стадия непосредственно создает условия для промышленного производства нового изделия.
Условно стадии создания нового изделия, включая НИР, ОКР, КПП и частично ТПП, относятся к исходной фазе цикла СОНТ, а частично стадия ТПП и остальные стадии ОПП, ООП и ОСП относятся к заключительной фазе. Все работы цикла СОНТ и, прежде всего, стадии исходной фазы требуют широкого информационного обеспечения, то есть соответствующей информационной подготовки, а также экономической проработки. Последняя выполняется на каждой стадии цикла с различной степенью глубины в зависимости от того, насколько данная стадия влияет на эффективность изготовления нового изделия.
Стадии заключительной фазы ни в коем случае не должны быть оторваны от исходных. Тесная увязка всех стадий и фаз позволяет соединять в одну систему все подразделения, выполняющие работы по созданию и освоению выпуска нового изделия.
Исследуя работы по созданию и освоению новой техники как систему, можно целенаправленно стремиться к ее оптимизации по тому или иному выбранному критерию. Подключение к системе технической подготовки работ по НИР и ОКР во много раз усложняет задачу управления и координации системы СОНТ, и в то же время при хорошо организованном управлении и четкой координации проведения всех стадий процесс СОНТ во много раз облегчает достижение конечной цели. Одновременно с этим снижаются затраты на освоение и переход на выпуск новой продукции.
Общая картина изменения расходов на этапах создания и освоения производства новой техники приведена на рис. 3.2, где показан характер наращивания расходов, связанный с технической подготовкой (участок графика OD), а также характер снижения себестоимости изделия на стадии освоения производства (участок CF или DE).

Рисунок 3.2 Нарастание расходов и изменение себестоимости новой продукции в течение цикла СОНТ
![]() ‑ начальная себестоимость изделия;
‑ начальная себестоимость изделия;
Т ‑ время подготовки производства и освоения новой продукции.
Расходы на КПП постоянно растут до точки А, затем происходит более интенсивное наращивание расходов, связанное с большими объемами работ на стадии ТПП. Суммарные расходы на КПП и ТПП (ККПП+ТПП ) на одно изделие показаны в точке В. ОПП требует еще большего прироста расходов в связи с материальным обеспечением нового производства, закупкой специального и иного технологического оборудования, перепланировкой цехов и участков, организацией транспортных систем. Завершение этапа в точке D характеризуется суммарными расходами на техническую подготовку (КТП ), включая затраты на изготовление опытного образца.
В случае полного и качественного проведения ТП, в особенности организационной подготовки, освоение начинается в точке D с относительно невысокой начальной себестоимостью (![]() ). Себестоимость снижается по пологой кривой освоения (коэффициент освоения Кос
), и плановая себестоимость (точка E) достигается относительно быстро. Период освоения пропорционален отрезку DE. Номер изделия, на котором условно заканчивается освоение в точке Е – Nе
.
). Себестоимость снижается по пологой кривой освоения (коэффициент освоения Кос
), и плановая себестоимость (точка E) достигается относительно быстро. Период освоения пропорционален отрезку DE. Номер изделия, на котором условно заканчивается освоение в точке Е – Nе
.
При неправильно организованном и спланированном выполнении подготовки производства имеет место преждевременное начало освоения (в точке С), когда подготовка еще полностью не завершена, оснащение и специальное оборудование готовы частично, а стадии КПП и ТПП выполнены недостаточно качественно, что ведет к периодическому внесению в чертежи, карты технологических процессов и другую документацию необходимых конструкторско-технологических изменений. В результате начальная себестоимость ![]() оказывается выше, чем
оказывается выше, чем ![]() . Кроме того, наблюдается скачкообразный рост себестоимости, соответствующий моментам внесения конструкторских и технологических изменений. Кривая освоения характеризуется линией К‘
ОС
. Плановая себестоимость в этом случае достигается не в точке Е, а в точке F. Период освоения растягивается, он пропорционален отрезку CF. Кроме того, как видно из рис. 3.2, себестоимость освоения продукции на протяжении всего отрезка CF была значительно выше, чем себестоимость освоения продукции на отрезке времени DE. Размер дополнительных затрат, имеющих место при освоении, показан на рис. 3.2 штриховкой.
. Кроме того, наблюдается скачкообразный рост себестоимости, соответствующий моментам внесения конструкторских и технологических изменений. Кривая освоения характеризуется линией К‘
ОС
. Плановая себестоимость в этом случае достигается не в точке Е, а в точке F. Период освоения растягивается, он пропорционален отрезку CF. Кроме того, как видно из рис. 3.2, себестоимость освоения продукции на протяжении всего отрезка CF была значительно выше, чем себестоимость освоения продукции на отрезке времени DE. Размер дополнительных затрат, имеющих место при освоении, показан на рис. 3.2 штриховкой.
Ускорение технического прогресса и повышение качества конструкторской и технологической документации обеспечивает снижение начальной себестоимости и сокращение цикла освоения новой продукции, что значительно повышает эффективность производства и эксплуатации новых изделий.
3.2.2 Виды эффекта от сокращения цикла СОНТ
Оценка экономического эффекта от сокращения цикла СОНТ может быть проведена отдельно по видам (составляющим) и по общей сумме. К отдельным видам эффекта относят:
· сокращение затрат в результате проведения организационных и технических мероприятий;
· снижение себестоимости при освоении изделий в результате проведения функционально-стоимостного анализа (ФСА);
· снижение себестоимости продукции за счет условно-постоянных расходов, приходящихся на одно изделие, вследствие увеличения выпуска новых изделий и за счет условно-переменных (прямых) затрат, вследствие снижения трудоемкости в период подготовки и освоения производства;
· ускорение освоения новой продукции – эффект, получаемый за счет производства и эксплуатации дополнительного количества новой продукции.
Перечисленные виды экономического эффекта, получаемые при сокращении цикла СОНТ, являются независимыми и могут быть просуммированы для определения результативного суммарного эффекта, получаемого за счет совершенствования процессов СОНТ и повышения качества новой техники.
Первая составляющая эффекта (Э1 ) выражается в сокращении затрат в результате проведения организационных и технических мероприятий, направленных на сокращение трудоемкости стадий и этапов ТП. Достигается это, как уже выше было сказано, путем использования унификации и стандартизации конструкций, типизации технологических процессов и стандартизации технологического оснащения либо с помощью механизации и автоматизации инженерного труда, например использования САПР и др.
Механизация и автоматизация инженерного труда связана с капитальными затратами на приобретение соответствующей техники. В этом случае экономический эффект определяется по формуле
 (3.1)
(3.1)
где ![]() и
и ![]() – текущие затраты по i-й стадии или этапу соответственно по традиционному и новому вариантам;
– текущие затраты по i-й стадии или этапу соответственно по традиционному и новому вариантам;
![]() и
и ![]() – капитальные затраты по i-й стадии или этапу соответственно по вариантам;
– капитальные затраты по i-й стадии или этапу соответственно по вариантам;
n – число стадий или этапов подготовки производства, по которым достигнута экономия;
Ен – нормативный коэффициент экономической эффективности.
Вторая составляющая эффекта (Э2 ) выражается в снижении себестоимости при освоении изделий в результате проведения функционально-стоимостного анализа (ФСА). Этот анализ улучшает параметры осваиваемой техники, вызванные ростом уровня качества проектирования, а также повышением прогрессивности принимаемых технических решений, которые косвенным образом способствуют сокращению сроков освоения и уменьшению затрат.
Снижение себестоимости при освоении новых изделий, возникающее в условиях использования ФСА в сфере проектирования (заштрихованная площадь на рис. 3.3), определяется как разность интегрированных функций:
 , (3.2)
, (3.2)

Рисунок 3.3 Кривые освоения новой продукции до и после проведения функционально-стоимостного анализа
где S01 и S02 – начальные значения себестоимости до и после проведения ФСА;
х0 , хk – начальный и конечный номера выпущенных изделий в период освоения выпуска;
х ‑ порядковый номер изготовленного сначала освоения изделия;
b1 и b2 – коэффициенты крутизны кривой освоения до и после проведения ФСА;
индексы 1 и 2 соответствуют вариантам до и после использования ФСА.
Третья составляющая экономического эффекта (ЭЗ ) выражается в снижении себестоимости продукции за счет условно-постоянных расходов, приходящихся на одно изделие, вследствие увеличения выпуска новых изделий и за счет условно-переменных (прямых) затрат, вследствие снижения трудоемкости в период подготовки и освоения производства:
 , (3.3)
, (3.3)
где ![]() и
и ![]() – условно-переменные затраты на единицу годного изделия в период подготовки и освоения по 1-му и 2-му вариантам;
– условно-переменные затраты на единицу годного изделия в период подготовки и освоения по 1-му и 2-му вариантам;
![]() – условно-постоянные расходы на запланированный объем выпуска изделий;
– условно-постоянные расходы на запланированный объем выпуска изделий;
N– суммарное число выпущенных изделий с начала и до конца освоения по 1-му варианту (равно порядковому номеру);
ΔN– дополнительное количество продукции, полученной при рационально организованном освоении выпуска определяется по формуле:
![]() , (3.4)
, (3.4)
где ![]() и
и ![]() ‑ продолжительность цикла освоения соответственно без осуществления мероприятий, направленных на ускорение освоения (нормальная), и при ускоренном освоении производства (сокращенная).
‑ продолжительность цикла освоения соответственно без осуществления мероприятий, направленных на ускорение освоения (нормальная), и при ускоренном освоении производства (сокращенная).
На рис. 3.4 показано, что рост выпуска продукции N является функцией от времени Т. Эта функция различна для разных циклов освоения производства NА = f1 (ТН ), NВ = f2 (ТН ). Эти функции изображены в виде линий А и В; заштрихованная площадь, ограниченная линиями и плановым выпуском, соответствует дополнительному количеству продукции, получаемому в результате ускорения освоения производства.
Четвертая составляющая экономического эффекта (Э4 ) от ускорения освоения новой продукции – эффект, получаемый за счет производства и эксплуатации дополнительного количества более производительной новой техники у потребителя.

Рисунок 3.4 График роста выпуска продукции
Годовая экономия в процессе эксплуатации новой техники определяется по формуле
 , (3.5)
, (3.5)
где З1 и З2 – годовые приведенные затраты на единицу заменяемой и новой техники, определяются по формуле
З = Сr + Ен К, (3. 6)
где Cr – себестоимость годовой эксплуатации единицы продукции;
![]() – годовые сопутствующие капиталовложения;
– годовые сопутствующие капиталовложения;
В1 и В2 – годовая производительность заменяемой и новой техники;
![]() – дополнительное количество новой продукции, полученной при ускоренном освоении.
– дополнительное количество новой продукции, полученной при ускоренном освоении.
Экономия за весь срок использования дополнительного количества техники в сфере эксплуатации составляет
![]() (3.7)
(3.7)
где ![]() – срок службы техники, соответствующий установленному сроку ее амортизации.
– срок службы техники, соответствующий установленному сроку ее амортизации.
Вопросы и задания для обсуждения:
1. Что Вы понимаете под циклом СОНТ?
2. На каких принципах базируется СОНТ?
3. Каковы задачи СОНТ и методы их решения?
4. Назовите этапы цикла СОНТ.
5. Как изменяются затраты в течение проведения цикла СОНТ?
6. Какие виды экономического эффекта от сокращения цикла СОНТ Вы знаете? Как они рассчитываются?
Планы создания и освоения новой техники составляются, как правило, на 3-5 лет (перспективные) и на год с разбивкой объемов работ на кварталы (текущие). В перспективных планах указываются сроки выполнения стадий и этапов системы СОНТ, определяется трудоемкость работ по всем стадиям и этапам, устанавливаются циклы отдельных стадий, этапов и в целом на всю разработку, намечаются конкретные подразделения-исполнители работ и руководители. К ним прикладываются карты технического уровня нового изделия, в которых приводятся основные характеристики в сравнении с лучшими отечественными и зарубежными образцами, сметы затрат и расчеты экономического эффекта. В текущих планах указываются объемы и сроки исполнения работ конкретными исполнителями. При этом, предусматриваются методы организации работ и обеспечение надежного оперативного контроля за ходом процессов СОНТ.
Основной задачей планирования процессов СОНТ является обоснованное установление начальных и конечных сроков выполнения стадий, этапов и отдельных работ, обеспечивающих своевременный запуск создаваемого изделия в производство и выпуск его в установленные сроки.
Успешное выполнение этой задачи достигается при условии правильного определения работ по стадиям и этапам системы СОНТ, их последовательного и параллельного выполнения, а также разработки системы нормативов для расчета трудоемкости и продолжительности выполнения стадий, этапов и отдельных видов работ. Планирование процессов СОНТ, если не используются вероятностные методы, невозможно без научно обоснованной нормативной базы, хотя создание нормативов на творческие виды работы, характерные для стадий НИР и ОКР, связано с серьезными трудностями.
В систему нормативов включаются два типа: а) объемные, то есть нормативы объема работ в натуральном выражении; б) трудовые, то есть нормативы объема работ в нормо-часах (днях).
К первому типу нормативов относятся, например, нормативы количества листов конструкторской документации на изделие, сборочную единицу, оригинальную деталь; нормативы количества листов технологической документации на одну деталь, коэффициенты оснащенности технологических процессов и др.
Ко второму типу нормативов относятся, например, трудоемкость конструкторских, чертежных, копировальных и других работ по конструированию одной оригинальной детали, трудоемкость разработки технологического процесса и конструирования оснастки на одну деталь в зависимости от группы сложности и степени новизны и др.
На основе установленной трудоемкости работ может быть рассчитан цикл (продолжительность) каждой стадии, этапа процесса СОНТ в календарных днях, часах по формуле
 , (3.8)
, (3.8)
где ![]() – трудоемкость i-й стадии, этапа или отдельной работы, чел.-час;
– трудоемкость i-й стадии, этапа или отдельной работы, чел.-час;
![]() – коэффициент, учитывающий дополнительное время на согласование, утверждение, внесение изменений в техническую документацию и другие виды работы по i-й стадии, непредусмотренные нормативами (
– коэффициент, учитывающий дополнительное время на согласование, утверждение, внесение изменений в техническую документацию и другие виды работы по i-й стадии, непредусмотренные нормативами (![]() =1,1-1,5);
=1,1-1,5);
![]() – коэффициент перевода рабочих дней в календарные;
– коэффициент перевода рабочих дней в календарные;
Ч – количество работников, одновременно выполняющих данную i-ю стадию (этап, работу), чел.;
![]() – продолжительность рабочей смены, час.;
– продолжительность рабочей смены, час.;
tв – коэффициент выполнения норм времени.
При достаточно большой степени новизны изделия для расчета продолжительности циклов может быть использован один из методов экспертных оценок – индивидуальный (получение от каждого эксперта независимой оценки и математическая обработка для получения средней), групповой (совместное обсуждение вопроса экспертами), дельфийский (многоэтапный опрос экспертов для согласования их мнений).
Продолжительность цикла в целом процесса СОНТ зависит оттого, как будет организована работа по выполнению стадий и этапов: последовательно, последовательно-параллельно или параллельно. При возможности необходимо осуществлять максимальное совмещение во времени выполнение отдельных стадий, этапов и конкретных работ, это является одним из важнейших вопросов сокращения продолжительности цикла СОНТ.
Для координации во времени всех стадий, этапов и отдельных видов работ системы СОНТ составляются с учетом возможного совмещения времени их выполнения ленточные графики (рис. 3.5), позволяющие отразить календарные сроки начала и окончания каждой стадии, этапа, работы, а также длительность цикла всей системы СОНТ.

Рисунок 3.5 Ленточный график разработки изделия "И"
Ленточные графики составляют от конечного, заданного срока освоения производства нового изделия. Горизонтальные отрезки, которые наносятся параллельно, отражают продолжительность циклов каждой стадии, этапа или отдельной работы, рассчитанных по нормативам или экспертным путем.
На основе ленточного графика бюро планирования процессов СОНТ составляет рабочие планы-графики отделов, цехов или других подразделений, участвующих в создании нового изделия. На основании планов-графиков руководители подразделений составляют задания исполнителям с указанием сроков начала и окончания работ.
Однако следует отметить, что на современном этапе, когда сложность разрабатываемых изделий (систем) возросла, использование ленточных графиков для планирования процессов СОНТ стало затруднительным, так как они не отражают сложных взаимосвязей работ, поэтому иногда трудно оценить значимость каждой отдельной работы для достижения конечной цели; носят сугубо статический подход в построении (строятся по заданным срокам и вскоре после начала их реализации перестают отражать фактическое состояние дел) и не поддаются корректировке при изменившихся условиях; не позволяют прогнозировать ход работ и не поддаются оптимизации; не отражают ту неопределенность, которая часто бывает присуща многим новым разработкам. Поэтому в последние годы вместо ленточных графиков стали широко использоваться сетевые графики, свободные от указанных выше недостатков и легко поддающиеся обработке на вычислительной технике.
Стрелками в сети (рис. 3.6) изображаются отдельные работы, а кружками ‑ события. Над стрелками указывается ожидаемое время выполнения работ.
Этапы разработки и управления ходом работ с помощью сетевого графика имеют следующую последовательность основных операций:
1) составление перечня всех действий и промежуточных результатов (событий) при выполнении комплекса работ и графическое их отражение;
2) оценка времени выполнения каждой работы, а затем расчет сетевого графика для определения срока достижения поставленной цели;
3) оптимизация рассчитанных сроков и необходимых затрат;
4) оперативное управление ходом работ путем периодического контроля и анализа получаемой информации о выполнении заданий и выработка корректирующих решений.
РАБОТА ‑ это любые процессы (действия), приводящие к достижению определенных результатов (событий). Понятие "работа" может иметь следующие значения:
а) действительная работа ‑ работа, требующая затрат времени и ресурсов;
б) ожидание ‑ процесс, требующий затрат только времени (сушка, старение, релаксация и т.п.);
в) фиктивная работа, или зависимость ‑ изображение логической связи между работами (изображается пунктирной стрелкой, над которой не проставляется время или проставляется нуль).
СОБЫТИЯ (кроме исходного) являются результатами выполненных работ. Событие не является процессом и не имеет продолжительности. Наступление события соответствует моменту начала или окончания работ (моменту формирования определенного состояния системы).
Событие в сетевой модели может иметь следующие значения:
а) исходное событие ‑ начало выполнения комплекса работ;
б) завершающее событие ‑ достижение конечной цели комплекса работ;
в) промежуточное событие или просто событие ‑ результат одной или нескольких входящих в него работ;
г) граничное событие ‑ событие, являющееся общим для двух или нескольких первичных или частных сетей.
Событие для работ может иметь следующие значения:
1) начальное событие, за которым непосредственно следует данная работа;
2) конечное событие, которому непосредственно предшествует данная работа.
ПУТЬ ‑ это любая последовательность работ в сети, в которой конечное событие каждой работы этой последовательности совпадает с начальным событием следующей за ней работы.
Путь (L) от исходного до завершающего события называется полным.
Путь от исходного до данного промежуточного события называется путем, предшествующим этому событию.
Путь, соединяющий какие-либо два события i и j, из которых ни одно не является исходным или завершающим, называется путем между этими событиями.
К основным параметрам сетевой модели относятся:
а) критический путь;
б) резервы времени событий;
в) резервы времени путей и работ.
Критический путь ‑ наибольший по продолжительности путь сетевого графика (Lкр.).
Изменение продолжительности любой работы, лежащей на критическом пути, соответственным образом меняет срок наступления завершающего события.
При планировании комплекса работ критический путь позволяет найти срок наступления завершающего события. В процессе управления ходом комплекса работ внимание управляющих сосредотачивается на главном направлении ‑ на работах критического пути. Это позволяет наиболее целесообразно и оперативно контролировать ограниченное число работ, влияющих на срок разработки, а также лучше использовать имеющиеся ресурсы.
Резерв времени события ‑ это такой промежуток времени, на который может быть отсрочено наступление этого события без нарушения сроков завершения комплекса работ в целом. Резерв времени события Ri определяется как разность между поздним Тпi и ранним Трi сроками наступления события:
![]() , (3.9)
, (3.9)
Поздний из допустимых сроков Тпi ‑ это такой срок наступления события, превышение которого вызовет аналогичную задержку наступления завершающего события, то есть если событие наступило в момент Тпi, оно попало в критическую зону и последующие за ним работы должны находиться под таким же контролем, как работы критического пути.
Ранний из возможных сроков наступления события Трi ‑ это срок, необходимый для выполнения всех работ, предшествующих данному событию. Это время находится путем выбора максимального значения из продолжительности всех путей, ведущих к данному событию.
Тр и Тп свершения события определяются по максимальному из путей Lmax, проходящих через данное событие, причем Тр равно продолжительности максимального из предшествующих данному событию путей, а Тп является разностью между продолжительностью критического пути Lкр и максимального из последующих за данным событием путей.
Наиболее простой и удобный способ выявления критического пути ‑ это определение всех последовательно расположенных событий с нулевым резервом времени.
Полный резерв времени пути R(Li ) ‑ это разница между длиной критического пути t(Lкр ) и длиной рассматриваемого пути t(Li ):
![]() , (3.10)
, (3.10)
Он показывает, насколько в сумме могут быть увеличены продолжительности всех работ, принадлежащие пути ![]() , то есть предельно допустимое увеличение продолжительности этого пути. Полный резерв времени пути может быть распределен между отдельными работами, находящимися на этом пути.
, то есть предельно допустимое увеличение продолжительности этого пути. Полный резерв времени пути может быть распределен между отдельными работами, находящимися на этом пути.
Полный резерв времени работы ![]() ‑ это максимальный период времени, на который можно увеличить продолжительность данной работы, не изменяя при этом продолжительности критического пути:
‑ это максимальный период времени, на который можно увеличить продолжительность данной работы, не изменяя при этом продолжительности критического пути:
![]() , (3.11)
, (3.11)
где tij ‑ продолжительность работы; ij ‑ начальное и конечное событие этой работы; Tnj и Tpi ‑ соответственно поздний и ранний сроки свершения событий j и i.
Зависимый резерв времени работы Rз,( i , j )
Поскольку резерв времени пути Li может быть использован для увеличения цикла работ, находящихся на этом пути, можно сказать, что любая из работ пути Li на его участке, не совпадающем с критическим путем, обладает резервом времени. Но у этого резерва есть особенность:
если мы его используем частично или целиком для увеличения цикла tij какой-либо работы (i,j), то соответственно уменьшается резерв времени у остальных работ Li . Поэтому такой резерв времени пути, на котором она находится, называется зависимым резервом времени работы (i,j) и обозначается через Rз( i , j ) .
Независимый резерв времени работы Rн( i , j ) У отдельных работ помимо зависимого резерва времени может иметься и независимый резерв времени. Он образуется в том случае, когда циклы работ меньше, чем разность между наиболее ранним из возможных сроков свершения непосредственно следующего за данной работой события j и наиболее поздним из допустимых сроков свершения непосредственно предшествующего ей события i:
Rз (i,j) = Тр j – Тп i – tij ., (3.12)
Свободный резерв времени работы Rcij ‑ это разность между ранними сроками наступления событий i и j за вычетом продолжительности работы ti,j :
Rз (i,j) = Тр j – Тр i – tij ., (3.13)
Свободный резерв времени работы ‑ максимальный период времени, на который можно увеличить продолжительность или отсрочить ее начало, не изменяя при этом ранних сроков последующих работ, при условии, что начальное событие этой работы наступило в свой ранний срок.
Возможности смещения сроков начала и окончания каждой работы определяется с помощью ранних и поздних сроков наступления событий, между которыми выполняется данная работа:
- ранний срок начала работы Трн ij = Тр j ;
- поздний срок начала работы Тпн ij = Тп j ‑ tij ;
- ранний срок окончания работы Тро ij = Тр i + tij ;
- поздний срок окончания работы Тпо ij = Тп j .
Анализ и оптимизация сетевой модели
Первоначально разработанная сетевая модель обычно не является лучшей по срокам выполнения работ и использования ресурсов. Поэтому исходная сетевая модель подвергается анализу и оптимизации по одному из ее параметров.
Анализ позволяет оценить целесообразность структуры модели, определить степень сложности выполнения каждой работы, загрузку исполнителей работ на всех этапах выполнения комплекса работ.
Модель (график) процесса разработки изделия "И", приведенная на рис. 3.5, в виде сетевого графика выглядит совсем по-иному (рис. 3.6). Простое сравнение ленточного и сетевого графиков показывает, что и тот и другой одинаково хорошо отражают количественную сторону процесса, т. е. состав работ, а взаимосвязь работ хорошо просматривается только на сетевом графике.
Преимущество сетевого графика можно проследить и на таком примере. Допустим, что в процессе проектирования изделия "И" возникла необходимость ввести в график дополнительные работы. Например, как показано на рис. 3.2, в график введена работа 1–За (изготовление оснастки). На ленточном графике провести такое изменение гораздо сложнее, особенно, если меняются сроки выполнения последующих работ.

Рисунок 3.6 Сетевой график разработки изделия "И"
Таким образом, сетевой график имеет весьма существенные преимущества перед ленточным графиком, так как он позволяет вести процесс планирования и управления в оптимальном режиме.
Методика оптимизации загрузки сетевых моделей
При оптимизации использования ресурса рабочей силы чаще всего сетевые работы стремятся организовать таким образом, чтобы:
• количество одновременно занятых исполнителей было минимальным;
• выровнять потребность в людских ресурсах на протяжении срока выполнения проекта.
Суть оптимизации загрузки сетевых моделей по критерию "минимум исполнителей" заключается в следующем: необходимо таким образом организовать выполнения сетевых работ, чтобы количество одновременно работающих исполнителей было минимальным. Для проведения подобных видов оптимизации необходимо построить и проанализировать график привязки и график загрузки.
График привязки отображает взаимосвязь выполняемых работ во времени и строится на основе данных либо о продолжительности работ (в данной лабораторной это Тн ), либо о ранних сроках начала и окончания работ. При первом способе построения необходимо помнить, что работа (i,j) может начать выполняться только после того, как будут выполнены все предшествующие ей работы (k,j). По вертикальной оси графика привязки откладываются коды работ, по горизонтальной оси ‑ длительность работ (раннее начало и раннее окончание работ).
На графике загрузки по горизонтальной оси откладывается время, например в днях, по вертикальной ‑ количество человек, занятых работой в каждый конкретный день. Для построения графика загрузки необходимо:
• на графике привязки над каждой работой написать количество ее исполнителей;
• подсчитать количество работающих в каждый день исполнителей и отложить на графике загрузки.
Для удобства построения и анализа графики загрузки и привязки следует располагать один над другим.
Описанные виды оптимизации загрузки выполняются за счет сдвига во времени некритических работ, т.е. работ, имеющих полный и/или свободный резервы времени. Полный и свободный резервы любой работы можно определить без специальных расчетов, анализируя только график привязки. Сдвиг работы означает, что она будет выполняться уже в другие дни (т.е. изменится время ее начала и окончания), что в свою очередь приведет к изменению количества исполнителей, работающих одновременно (т.е. уровня ежедневной загрузки сети).
Пример проведения оптимизации сетевой модели по критерию "Минимум исполнителей "
Графики привязки и загрузки для исходных данных из табл.3.1 представлены на рис. 3.7
| Таблица 3.1 | ||
| Исходные данные для оптимизации загрузки | ||
| Код работ | Продолжительность работ | Количество исполнителей |
| (1,2) | 4 | 6 |
| (1,3) | 3 | 1 |
| (1,4) | 5 | 5 |
| (2,5) | 7 | 3 |
| (2,6) | 10 | 1 |
| (3,6) | 8 | 8 |
| (4,6) | 12 | 4 |
| (4,7) | 9 | 2 |
| (5,8) | 8 | 6 |
| (6,8) | 10 | 1 |
| (7,8) | 11 | 3 |

Рисунок 3.7 Графики загрузки (а) и привязки (b) до оптимизации
Допустим, что организация, выполняющая проект, имеет в распоряжении только N = 15 исполнителей. Но в соответствии с графиком загрузки (рис.3.8), в течение интервала времени с 3 по 11 день для выполнения проекта требуется работа одновременно 19, 17 и затем 18 человек. Таким образом, возникает необходимость снижения максимального количества одновременно занятых исполнителей с 19 до 15 человек. Для лучшего понимания последующего описания процесса оптимизации загрузки либо используйте компьютерную программу, либо вручную вносите изменения в графики привязки и загрузки работ.

Рисунок 3.8 Графики загрузки (а) и привязки (b) после оптимизации
Проанализируем возможность уменьшения загрузки (19 человек) в течение 4-го дня. Используя Rc (3,6) = 6, сдвинем работу (3,6) на 1 день, что снизит загрузку 4-го дня до 11 человек, но при этом в 12-й день появится пик ‑ 21 исполнитель. Для его устранения достаточно сдвинуть работу (5,8) на 1 день, используя Rc (5,8) = 8.
Проанализируем возможность уменьшения загрузки (18 человек) с 6-го по 11-й день, т.е. в течение интервала времени в 6 дней. Так работа (2,5) является единственной, которую можно сдвинуть таким образом, чтобы она не выполнялась в указанные б дней с 6-го по 11-й день. Для этого, используя Rn (25) = 8, сдвинем работу Ty (i,j) на 8 дней, после чего она будет начинаться уже не в 4-й, а в 12 день, к чему мы и стремились. Но поскольку Rc (2,5)=0 и для сдвига работы Tн (i,j) был использован полный резерв, то это влечет за собой обязательный сдвиг на 7 дней работы (5,8), следующей за работой (2,5).
В результате произведенных сдвигов максимальная загрузка сетевой модели уменьшилась с 19 до 15 человек, что и являлось целью проводимой оптимизации. Окончательные изменения в графиках привязки и загрузки показаны на рис. 3.8 пунктирной линией.
Проведенная оптимизация продемонстрировала следующее различие использования свободных и полных резервов работ. Так сдвиг работы на время в пределах ее свободного резерва не меняет моменты начала последующих за ней работ. В то же время сдвиг работы на время, которое находится в пределах ее полного резерва, но при этом превышает ее свободный резерв, влечет сдвиг последующих за ней работ.
Научно-исследовательские работы (НИР).
Развитие науки тесно взаимосвязано с техникой и производством. Результаты научно-исследовательских и опытно-конструкторских работ широко используется в производстве, а современные научные исследования все больше нуждаются в точной, сложной и дорогостоящей технике, поставляемой производством. По своему содержанию и характеру получаемых результатов научные исследования могут быть фундаментальными, поисковыми и прикладными (табл. 3.2).
| Таблица 3.2 | |
| Виды научно-исследовательских работ | |
| Виды исследований | Результаты исследований |
| Фундаментальные | Расширение теоретических знаний. Получение новых научных данных о процессах, явлениях, закономерностях, существующих в исследуемой области; научные основы, методы и принципы исследований. |
| Поисковые | Увеличение объема знаний для более глубокого понимания изучаемого предмета. Разработка прогнозов развития науки и техники; открытие путей применения новых явлений и закономерностей. |
| Прикладные | Разрешение конкретных научных проблем для создания новых изделий и технологий. Получение рекомендаций, инструкций, расчетно-технических материалов, методик и т.д. |
Фундаментальные исследования делятся на теоретические и экспериментальные. Основой фундаментальных исследований является открытие новых явлений, закономерностей и принципов, которые могут быть использованы при создании новой техники, технологии, организации производства и потребления и др. Результаты фундаментальных исследований, как правило, служат основой для проведения поисковых и прикладных исследований, прямо касающихся вопросов создания новых видов материалов, средств и способов производства. Формы представления информации на этом этапе ‑ теории, гипотезы и т. д. Наилучший результат фундаментальных исследований – научное открытие.
Поисковые научные исследования направлены на изучение более конкретных проблем, например, возможностей создания новых материалов, техники, технологии, определение сфер и параметров ограничения использования знаний, полученных на этапе фундаментальных исследований, путей повышения производительности труда и качества выпускаемой продукции и т. п. Результатами поисковых исследований является научно-техническая информация, которая во многих случаях имеет материально-техническое воплощение.
При положительных результатах выводы поисковых работ имеют вполне конкретный характер и выдаются в виде отчетов, технической документации, макетов, экспериментальных образцов.
Прикладные научные исследования непосредственно направлены на создание новых конкретных изделий либо на совершенствование существующих, а также на разработку способов их производства; на разработку средств механизации и автоматизации производства, систем и методов контроля за качеством продукции и т. д. Результаты прикладных исследований в форме отчетов, технической документации, макетов, опытных образцов и т. п. являются основой дальнейших разработок с целью внедрения в практику научных идей. Прикладные исследования, относящиеся к материальному производству, в результате которых осуществляется техническое и рабочее проектирование, изготавливаются и испытываются опытные образцы, называются опытно-конструкторскими работами. В процессе этих работ решаются технические задачи на основе возможностей, изысканных в результате прикладных исследований.
Работы фундаментального и поискового характера ведутся, как правило, в научных учреждениях Академии наук, а также в научно-исследовательских лабораториях при кафедрах высших учебных заведений. Работы поискового и особенно прикладного характера выполняются в отраслевых научно-исследовательских институтах, конструкторских бюро, лабораториях и подразделениях предприятий, роль которых существенно расширена в последние годы.
Если получены положительные результаты и подписан акт приемки, то разработчик передает заказчику принятый комиссией экспериментальный образец нового изделия; протоколы приемочных испытаний и акты приемки опытного образца (макета) изделия; расчеты экономической эффективности использования результатов разработки; необходимую конструкторскую и технологическую документацию по изготовлению экспериментального образца. Разработчик принимает участие в проектировании и освоении нового изделия и наряду с заказчиком несет ответственность за достижение гарантированных им показателей изделия.
Комплексное проведение НИР по определенной целевой программе позволяет не только решить научно-техническую проблему, но и создать достаточный задел для более оперативного и качественного проведения опытно-конструкторских работ, конструкторской и технологической подготовки производства, а также значительно сократить объем доработок и сроки создания и освоения новой техники.
Основные этапы НИР:
1) разработка технического задания (ТЗ) НИР;
2) выбор направления исследования;
3) теоретические и экспериментальные исследования;
4) обобщение и оценка результатов исследований;
5) сдача работ заказчику.
Конкретный состав этапов и работ на них определяется, естественно, спецификой НИР. Примерный перечень работ на этапах НИР приведен в табл. 3.3
Таблица 3.3 |
|
| Этапы и состав НИР | |
| Этапы НИР | Состав НИР |
| Разработка ТЗ НИР | - научное прогнозирование; - анализ результатов фундаментальных и поисковых исследований; - изучение патентной документации; - учет требований заказчиков. |
| Выбор направления исследования | - сбор и изучение научно-технической информации; - составление аналитического обзора; - проведение патентных исследований; - формулирование возможных направлений решения задач, поставленных в ТЗ НИР, их сравнительная оценка; - выбор и обоснование принятого направления исследований и способов решения задач; - сопоставление ожидаемых показателей новой продукции после внедрения результатов НИР с существующими показателями изделий-конкурентов; - ориентировочная оценка экономической эффективности разработки и производства новой продукции; - разработка общей методики проведения исследований (программы работ, план-графики, сетевые модели); - составление промежуточного отчета. |
| Теоретические и экспериментальные исследования | - разработка рабочих гипотез, построение моделей объекта исследований, обоснование допущений; - выявление необходимости проведения экспериментов для подтверждения отдельных положений теоретических исследований или для получения конкретных значений параметров, необходимых для проведения расчетов; - разработка методики экспериментальных исследований, подготовка моделей (макетов, экспериментальных образцов), а также испытательного оборудования; - проведение экспериментов, обработка полученных данных; - сопоставление результатов эксперимента с теоретическими исследованиями; - корректировка теоретических моделей объекта; - проведение при необходимости дополнительных экспериментов; - проведение технико-экономических исследований; - составление промежуточного отчета. |
| Этапы НИР | Состав НИР |
| Обобщение и оценка результатов исследований | - обобщение результатов предыдущих этапов работ; - оценка полноты решения задач; - разработка рекомендаций по дальнейшим исследованиям и проведению ОКР; - разработка проекта ТЗ на ОКР; - составление итогового отчета. |
| Сдача работ заказчику | - приемка НИР согласно ТЗ (комиссия принимает НИР в соответствии с подписанной ею программой; оценка работ ‑ это сопоставление результатов с требованиями, установленными в ТЗ: НИР считается выполненной и принятой после утверждения акта приемки организацией, назначившей комиссию, при наличии документа о положительном результате рассмотрения работы на научно-техническом совете или его секции и утвержденного отчета о НИР). |
Опытно-конструкторские работы (ОКР)
После завершения прикладных НИР при условии получения положительных результатов экономического анализа, удовлетворяющих фирму с точки зрения ее целей, ресурсов и рыночных условий, приступают к выполнению опытно-конструкторских работ (ОКР). ОКР ‑ важнейшее звено материализации результатов предыдущих НИР. На основе полученных результатов исследований создаются и отрабатываются новые товары. Часто этапы НИР и ОКР проводятся одним исполнителем и именуются НИОКР.
Основные этапы ОКР:
1) разработка ТЗ на ОКР;
2) техническое предложение;
3) эскизное проектирование;
4) техническое проектирование;
5) разработка рабочей документации для изготовления и испытаний опытного образца;
6) предварительные испытания опытного образца;
7) государственные (ведомственные) испытания опытного образца;
8) отработка документации по результатам испытаний.
Примерный перечень работ на этапах ОКР приведен в табл. 3.4
Законченные научно-технические разработки, по которым выдаются предложения об использовании, должны отвечать следующим требованиям:
1) новизна и перспективность предложенных научно-технических решений, использование в них современных отечественных и зарубежных достижений науки и техники;
2) экономическая эффективность нового изделия или нового технологического процесса;
3) патенто- и конкурентоспособность;
4) долговечность и эксплуатационная надежность изделия, устойчивость технологических процессов;
5) соответствие требованиям техники безопасности, технический эстетики, научной организации труда.
| Таблица 3.4 | |
| Примерный перечень работ на этапах ОКР | |
| Этапы ОКР | Основные задачи и состав работ |
| Разработка ТЗ на ОКР | - разработка проекта ТЗ заказчиком; - проработка проекта ТЗ исполнителем; - установление перечня контрагентов и согласование с ними частных ТЗ; - согласование и утверждение ТЗ. |
| Техническое предложение (является основанием для корректировки ТЗ и выполнения эскизного проекта) | Выявление дополнительных или уточненных требований к изделию, его техническим характеристикам и показателям качества, которые не могут быть указаны в ТЗ: - проработка результатов НИР; - проработка результатов прогнозирования; - изучение научно-технической информации; - предварительные расчеты и уточнение требований ТЗ. |
| Эскизное проектирование (служит основанием для технического проектирования) | Разработка принципиальных технических решений: - выполнение работ по этапу технического предложения, если этот этап не выполняется; - выбор элементной базы разработки; - выбор основных технических решений; - разработка структурных и функциональных схем изделия; - выбор основных конструктивных элементов; - метрологическая экспертиза проекта; - разработка и испытание макетов. |
| Техническое проектирование | Окончательный выбор технических решений по изделию в целом и по его составным частям: - разработка принципиальных электрических, кинематических, гидравлических и других схем; - уточнение основных параметров изделия; - проведение конструктивной компоновки изделия и выдача данных для его размещения на объекте; - разработка проектов ТУ на поставку и изготовление изделия; - испытание макетов основных приборов изделия в натурных условиях. |
| Разработка рабочей документации для изготовления и испытания опытного образца | Формирование комплекта конструкторских документов: - разработка полного комплекта рабочей документации; - согласование ее с заказчиком и заводом-изготовителем серийной продукции; - проверка конструкторской документации на унификацию и стандартизацию; - изготовление опытного образца; - настройка и комплексная регулировка опытного образца. |
| Испытания (предварительные, государственные, ведомственные) | Проверка соответствия опытного образца требованиям ТЗ и возможности предъявления его на государственные (ведомственные) испытания: - стендовые испытания; - предварительные испытания на объекте; - испытания на надежность; - оценка соответствия ТЗ и возможности организации для серийного производства. |
| Отработка документации по результатам испытаний | - внесение необходимых уточнений и изменений в документацию; - передача документации заказчику и изготовителю. |
Научно-техническая разработка считается законченной, если изделие прошло испытание, принято ведомственной или межведомственной комиссией и рекомендовано к освоению в производстве. Организация ‑ исполнитель работ предъявляет комиссии:
- опытный образец изделия, прошедший все испытания и принятый отделом технического контроля качества;
- материалы испытаний; комплект технической документации на новый образец в соответствии с единой системой конструкторской документации (ЕСКД);
- технический отчет о выполнении разработки, рецензии, заключения экспертов и другие документы по требованию комиссии;
- авторские свидетельства и патенты, полученные в процессе разработки изделия.
В техническом отчете также должны содержаться сведения о годовом экономическом эффекте, удельных капитальных вложениях, предполагаемой цене изделия, о надежности и другие технико-экономические показатели.
По всем законченным и рекомендованным для использования разработкам заказчик принимает решение о сроках и объемах освоения промышленного производства изделия. Основанием служит акт приемки опытного образца.
Организация-разработчик передает предприятию-заказчику принятый комиссией опытный образец изделия; протоколы приемочных испытаний и акты приемки опытного образца и технологических процессов его изготовления; расчеты экономической эффективности использования результатов разработки; необходимую конструкторскую и технологическую документацию. Разработчик, как правило, принимает участие в освоении нового изделия наряду с заказчиком и несет ответственность за достижение гарантированных им технико-экономических показателей.
Для осуществления НИОКР необходимы прогнозирование развития прикладных исследований, опытно-конструкторских разработок и технологических процессов изготовления новых видов продукции, а также наличие соответствующей патентной, научно-технической, нормативной и статистической информации.
Известно, что стадия НИОКР характеризуется активизацией творческого мышления, множеством идей и возможных вариантов их воплощения. Поэтому выполнение этой стадии практически невозможно без наличия патентной и научно-технической информации (НТИ).
Патентная и научно-техническая информация на стадиях НИР и ОКР используется для следующих целей:
1) прогнозирования тенденции развития научного направления, объектов техники и технологий производства;
2) оценки технического уровня разработок путем их сопоставления с последними запатентованными объектами промышленной собственности;
3) проверки патентоспособности выполняемых разработок;
4) проверки патентной чистоты выполняемых разработок и возможности патентования их за рубежом.
3.2.5 Оценка эффективности НИОКР
Вероятностный характер результатов НИОКР усложняет оценку экономической эффективности и ведет к поэтапному ее определению с нарастающей степенью точности.Возмещение затрат инвесторов (производителя, разработчика) осуществляется порой значительно позже вложения средств и носит вероятностный характер, так как окончательную оценку целесообразности таких затрат дает потребитель (заказчик).
На ранних стадиях выполнения проектных работ расчеты носят прогнозный характер и включают:
• выбор базы для сравнения (конкурирующего варианта, изделия конкурента);
• расчет затрат предпроизводственных, в сфере производства и эксплуатации;
• определение вероятной цены новой разработки;
• технико-экономический анализ ожидаемых результатов, расчет и анализ показателей экономической эффективности.
Методика расчета экономического эффекта и экономической эффективности результата НИОКР в целом зависит от многих факторов, в том числе:
1. Вида результата:
- предмет для дальнейшего использования или для потребления;
- функционально законченное изделие или узел, элемент (деталь);
- материал;
- технология (метод);
- программный продукт.
2. Особенности конечного потребителя – потребительский рынок, рынок предприятий (посредников), рынок госучреждений, эксклюзивный заказчик.
3. Степень новизны технических решений – уникальное, с качественно новыми параметрами, модернизация по отдельным или совокупности параметров.
4. Характера финансирования работ – собственные или привлеченные средства.
5. Длительность проведения НИОКР и освоения выпуска новой продукции и связанная с этим схема финансирования работ.
6. Вероятность получения положительных результатов, то есть уровень рискованности НИОКР.
В любом случае подход к расчету экономической целесообразности осуществления НИОКР базируется на признании такой новизны разработок, которая бы приносила социально-экономический эффект (доход, выгоду, удовлетворение) заказчику, потребителю и инвестору, которые могут быть как разделены, так и выступать в одном лице. Вопросы эффективности инвестиций рассматриваются в курсах «Экономическая оценка инвестиций» и «Инвестиционное проектирование», а особенности расчета социального эффекта также носят специфический характер, выходящий за пределы нашего рассмотрения.
Выбор базы для сравнения.
Целесообразность разработки и выпуска новой продукции реально можно определить только в случае, если за это кто-то готов заплатить, то есть должны быть потребитель и/или инвестор. А убедить тех, кто платит, можно лишь доказав им их выгоду, что невозможно без сопоставления технико-экономических характеристик новой продукции с конкурирующими вариантами удовлетворения тех же потребностей, которые должна удовлетворять новая разработка. Целесообразность вложения средств возникает только в случае превышения технико-экономических параметров нового изделия над конкурирующим вариантом. Отсюда возникает задача выбора изделия конкурента, конкурирующего варианта, конкурирующей технологии и т.д. (далее изделие-конкурент). При этом к изделию-конкуренту предъявляются жесткие требования:
1. Это должен быть лучший из существующих вариантов удовлетворения целевых потребностей.
2. Параметры назначения новой разработки должны совпадать либо превышать параметры назначения изделия-конкурента (они отражаются в ТЗ на НИОКР).
3. В том случае, когда на цикл СОНТ требуется достаточно большое время, необходимо предусмотреть (на основе научно-технических прогнозов), улучшение параметров конкурентов.
Для выбора изделия-конкурента делается научно-технический и потребительский обзор существующих решений и проблем в области новой разработки, перспективные направления их решений и по технико-экономическим характеристикам (по параметрам безопасности, техническим, экологическим, эстетическим, эргономическим и т.п., а также стоимостным) выбирается изделие-конкурент. Кроме того, на этом этапе определяется и величина потребности в новой разработке, как правило, годовая.
Например, разрабатывается ферритовый фазовращатель для фазовых антенных решеток (ФАР). По функциональным параметрам и совместимости с определенным типом ФАР в настоящее время на рынке имеются следующие типы фазовращателей:
| Таблица 3.5 | |||
| Параметры | Модели | ||
| ФП-5 | МТС-27 | SPECTROCHIP Gmbh | |
| 1.Диапазон рабочих частот, ГГц | 8-13 | 2-4 | 6-10 |
| 2.Быстродействие, мкс | 3 | 10 | 3 |
| 3.Масса, г | 50 | 120 | 30 |
| 4.Количество дискретов | 8 | 4 | 8 |
| 5.Энергопотребление, мВт | 50 | 50 | 50 |
| 6. Стоимость, руб. | 290 | 110 | 500 |
В начале определяется относительная оценка технических параметров, а затем в случае равнозначности параметров определяются интегральные показатели технических характеристик этих устройств:
| Таблица 3.6 | |||
| Параметры | Относительная оценка параметров | ||
| ФП-5 | МТС-27 | SPECTROCHIP Gmbh | |
| 1.Диапазон рабочих частот, ГГц | 1 | 0,4 | 0,8 |
| 2.Быстродействие, мкс | 1 | 0,3 | 1 |
| 3.Масса, г | 0,8 | 0,25 | 1 |
| 4.Количество дискретов | 1 | 0,5 | 1 |
| Интегральная оценка технических параметров | 3,8 | 1,45 | 3,8 |
Выбор изделия конкурента ведется с учетом цены изделия по минимуму стоимости параметров:
290/3,8 = 76,5 110/1,45 = 75,9 500/3,8 = 131,6
То есть в данном случае изделие-конкурент – фазовращатель МТС-27.
Если же параметры неравнозначны, например:
| Таблица 3.7 | ||||
| Параметры | Ранг (вес) показателя | Оценка параметров с учетом их значимости | ||
| ФП-5 | МТС-27 | SPECTROCHIP Gmbh | ||
| 1.Диапазон рабочих частот | 4 | 4 | 1,6 | 3,2 |
| 2.Быстродействие | 3 | 3 | 0,9 | 3 |
| 3.Масса | 1 | 0,8 | 0,25 | 1 |
| 4.Количество дискретов | 2 | 2 | 1 | 2 |
| Интегральная оценка технических параметров с учетом их значимости | 10 | 9,8 | 3,75 | 9,2 |
Тогда:
290/9,8 = 29,60 110/3,75 = 29,73 500/9,2 = 54,35
В этом случае изделие-конкурент – фазовращатель ФП-5.
Расчет затрат
Расчет затрат ведется по следующим направлениям:
- предпроизводственные – затраты на НИОКР, техническую подготовку производства новой продукции и освоение ее выпуска;
- затраты на производство и реализацию новой продукции, то есть ее себестоимость;
- эксплуатационные – издержки при эксплуатации и утилизации продукции.
Затраты на осуществление цикла СОНТ или капиталовложения в разработку и освоение новой продукции рассчитываются по отдельным стадиям (НИР, ОКР, КПП, ТПП, ОПП, ОВНП) и суммарно в соответствии с графиком проведения этих работ и потребности в ресурсах на основании смет расходов. При этом, если цикл работ превышает один год, необходимо учитывать изменение цен на отдельные виды ресурсов – темпы инфляции, индексацию заработной платы и изменение стоимости денег во времени (дисконтирование денежных потоков).
Наиболее сложным в расчетах является расчет затрат на техническую подготовку и освоение выпуска новой продукции, так как на этапе НИОКР еще нет достаточно четкого представления о том, где и как будет осуществляться тиражирование новой продукции. Это может быть и конкретное действующее предприятие с его производственно-технологическими особенностями, и новое производство. Если такая ясность есть, то используются укрупненные нормативы, в основе которых лежит информация об аналогичных условиях проведения технической подготовки для таких же видов продукции, что и новая разработка. Если такой ясности нет, то рассчитывается цена разработки для возмещения затрат разработчиков и получения минимальной прибыли.
Эти же проблемы сопровождают и расчет себестоимости новой продукции. Однако при наличии опытного образца и затрат на его изготовление в опытном производстве, исходя из объемов тиражирования продукции, стоимости изделий-конкурентов, сложности изделия с некоторой степенью погрешности можно определить предельные затраты на изготовление и реализацию продукции в условиях ее промышленного производства.
Определение вероятной цены новой разработки
Подход к определению цены базируется на ценовой стратегии производителя и стандартной методики определения цены – постановка задач ценообразования, изучение влияния цен на уровень спроса, оценка издержек, оценка цен и товаров-конкурентов, выбор метода ценообразования и окончательное установление цены с учетом целевого сегмента потребителей.
Для предварительной оценки вероятной цены (Цн ) нового изделия и сопоставления ее с уровнем себестоимости используют упрощенный подход:

где: Цк – цена товара конкурента;
Ин и Ик – интегральные показатели качества новой разработки и изделия-конкурента соответственно.
Для приведенного выше примера, если интегральный показатель новой разработки по отношению к такому же показателю фазовращателя ФП-5 равен 1.2 (Ин / Ик =1,2), то предварительно можно считать, что цена нового изделия будет не выше 348 руб.(290*1,2).
Технико-экономический анализ ожидаемых результатов, расчет и анализ показателей экономической эффективности
Эти расчеты должны дать окончательную оценку целесообразности вложений в НИОКР, их размера и эффективности.
Методика и глубина расчетов, как отмечалось, зависит от многих факторов. Рассмотрим упрощенный подход, который лежит в основе более детальной проработки технико-экономических показателей оценки НИОКР.
Если расчеты касаются новых, функционально законченных изделий для немонополистического вида рынка, то потребители продукции оценивают покупку по максимальному потребительскому эффекту, приходящемуся на 1 руб. затрат:
 , (3.14)
, (3.14)
где: И – интегральный показатель качества продукции (эффект потребителя);
Ц – стоимость (цена) продукции;
Зэ – затраты при эксплуатации или потреблении продукции.
По этому показателю сопоставляют эффект у потребителя по новой разработке и по изделию-конкуренту.
Инвестор оценивает не только размер предполагаемого дохода, как разность между поступлениями финансовых средств и затратами на НИОКР, подготовку и освоение производства новой продукции (В – З), но и эффективность вложения средств, то есть их доходность (R):
 , (3.15)
, (3.15)
где: В – поступления средств (выручка) от реализации результатов НИОКР, иных стадий СОНТ или производства новой продукции;
З – соответствующий вид затрат инвестора (на НИОКР, иные стадии СОНТ или производство новой продукции).
По максимальной доходности инвестор определяет направление вложений своих средств.
Таким образом, эти условия – наличие эффекта у потребителя, размер предполагаемого дохода и степень доходности вложений – определяют технико-экономическую целесообразность НИОКР в целом.
Различные виды эффекта сокращения стадий цикла СОНТ описаны выше в разделе 3.2.2.
3.3 Техническая подготовка производства новых изделий
Техническая подготовка производства включает в себя конструкторскую, технологическую, организационную подготовку производства, а также освоение промышленного выпуска новых изделий. На этом этапе новое изделие проходит различные стадии его освоения от опытного образца, полученного в результате НИОКР, через опытную и установочную партии до промышленного производства на конкретном действующем предприятии. Основная цель технической подготовки – не просто освоение производства нового изделия, а решение этой задачи с максимальным учетом специфики предприятия-изготовителя и с минимальными затратами ресурсов на это освоение.
3.3.1 Конструкторская подготовка производства новых изделий
Цель конструкторской подготовки производства новых изделий (КПП) ‑ адаптировать конструкторскую документацию ОКР к условиям конкретного производства предприятия-изготовителя с учетом его производственно-технических возможностей и объема выпуска новой продукции. Как правило, конструкторская документация ОКР уже учитывает производственные и технологические возможности предприятий-изготовителей, но условия опытного и промышленного производств имеют существенные различия, что приводит к необходимости частичной или даже полной переработки конструкторской документации, полученной при проведении ОКР.
КПП производится службой главного инженера предприятия, как правило, отделом главного конструктора (ОГК) или отделом НИЧ, СКБ, ОКБ и т.д. в соответствии с правилами Единой системы конструкторской документации (ЕСКД).
В процессе КПП разработчики в максимально допустимых пределах должны учитывать конкретные производственные условия предприятия-изготовителя:
унифицированные и стандартные детали и сборочные единицы, изготовляемые предприятием или предприятиями-смежниками;
имеющиеся средства технологического оснащения и контроля;
имеющееся технологическое и нестандартное оборудование, транспортные средства, тару и т.п.
Состав работ на этапе конструкторской подготовки производства предприятия-изготовителя включает в себя:
1. Получение конструкторской документации от разработчика.
2. Проверка документации на комплектность.
3. Внесение изменений в соответствии с особенностями предприятия-изготовителя.
4. Внесение изменений по результатам отработки конструкции на технологичность.
5. Внесение изменений по результатам технологической подготовки производства.
6. Техническое сопровождение изготовления опытной партии изделий.
7. Внесение изменений в конструкторскую документацию по результатам изготовления опытной партии.
8. Оформление и утверждение документации для изготовления установочной серии.
9. Техническое сопровождение изготовления установочной серии.
10.Оформление и утверждение документации для промышленного производства.
11.Выпуск ремонтной, экспортной и иной документации.
12.Техническое сопровождение промышленного производства.
В настоящее время все большее место в работах КПП приобретают методы автоматизированного проектирования и создания кон структорских документов (САПР).
Если опытно-конструкторские работы осуществляются на предприятии изготовителе продукции, то стадия КПП совмещает ОКР и осуществляется в следующем порядке.
В техническом задании определяется назначение будущего изделия, тщательно обосновываются его технические и эксплуатационные параметры и характеристики: производительность, габариты, скорость, надежность, долговечность и другие показатели, обусловленные характером работы будущего изделия. В нем также содержатся сведения о характере производства, условиях транспортировки, хранения и ремонта; рекомендации по выполнению необходимых стадий разработки конструкторской документации и ее составу; технико-экономическое обоснование и другие требования.
Разработка технического задания базируется на основе выполненных научно-исследовательских работ, результатов изучения патентной информации маркетинговых исследований, анализа существующих аналогичных моделей и условий их эксплуатации.
Техническое предложение разрабатывается в том случае, если техническое задание разработчику нового изделия выдано заказчиком. Второе содержит тщательный анализ первого и технико-экономическое обоснование возможных технических решений при проектировании изделия, сравнительную оценку с учетом эксплуатационных особенностей проектируемого и существующего изделия подобного типа, а также анализ патентных материалов.
Порядок согласования и утверждения технического предложения такой же, как и технического задания. После согласования и утверждения техническое предложение является основанием для разработки эскизного проекта. Последний разрабатывается в том случае, если это предусмотрено техническим заданием или техническим предложением, там же определяются объем и состав работ.
Эскизный проект состоит из графической части и пояснительной записки.
Первая часть содержит принципиальные конструктивные решения, дающие представление об изделии и принципе его работы, а также данные, определяющие назначение, основные параметры и габаритные размеры. Таким образом, она дает конструктивное оформление будущей конструкции изделия, включая чертежи общего вида, функциональные блоки, входные и выходные электрические данные всех узлов (блоков), составляющих общую блок-схему. На этой стадии разрабатывается документация для изготовления макетов, осуществляется их изготовление и испытания, после чего корректируется конструкторская документация.
Вторая часть эскизного проекта содержит расчет основных параметров конструкции, описание эксплуатационных особенностей и примерный график работ по технической подготовке производства.
В состав задач эскизного проекта входит и разработка различных руководящих указаний по обеспечению на последующих стадиях технологичности, надежности, стандартизации и унификации, а также составление ведомости спецификаций материалов и комплектующих изделий на опытные образцы для последующей передачи их в службу материально-технического обеспечения. Макет изделия позволяет добиться удачной компоновки отдельных частей, найти более правильные эстетические и эргономические решения и тем самым ускорить разработку конструкторской документации на последующих стадиях системы СОНТ.
Эскизный проект проходит те же стадии согласования и утверждения, что и техническое задание.
Технический проект разрабатывается на основе утвержденного эскизного проекта и предусматривает выполнение графической и расчетной частей, а также уточнения технико-экономических показателей создаваемого изделия. Он состоит из совокупности конструкторских документов, содержащих окончательные технические решения, которые дают полное представление об устройстве разрабатываемого изделия и исходные данные для разработки рабочей документации.
В графической части технического проекта приводятся чертежи общего вида проектируемого изделия, узлов в сборке и основных деталей. Чертежи обязательно согласовываются с технологами.
В пояснительной записке содержатся описание и расчет параметров основных сборочных единиц и базовых деталей изделия, описание принципов его работы, обоснование выбора материалов и видов защитных покрытий, описание всех схем и окончательные технико-экономические расчеты. На этой стадии при разработке вариантов изделий изготавливается и испытывается опытный образец.
Технический проект проходит те же стадии согласования и утверждения, что и техническое задание.
Рабочий проект является дальнейшим развитием и конкретизацией технического проекта. Эта стадия КПП разбивается на три уровня:
а) разработка рабочей документации опытной партии (опытного образца);
б) разработка рабочей документации установочной серии;
в) разработка рабочей документации промышленного (серийного или массового) производства.
Первый уровень рабочего проектирования выполняется в три, а иногда и в пять этапов.
На первом этапе разрабатывают конструкторскую документацию для изготовления опытной партии. Одновременно определяют возможность получения от поставщиков некоторых деталей, узлов, блоков (комплектующих). Всю документацию передают в экспериментальный цех для изготовления по ней опытной партии (опытного образца).
На втором этапе осуществляют изготовление и заводские испытания опытной партии. Как правило, проводят заводские механические, электрические, климатические и другие испытания.
Третий этап заключается в корректировке технической документации по результатам заводских испытаний опытных образцов.
Если изделие проходит государственные испытания (четвертый этап), то в процессе этих испытаний уточняются параметры и показатели изделия в реальных условиях эксплуатации, выявляются все недостатки, которые впоследствии устраняются.
Пятый этап состоит в корректировке документации по результатам государственных испытаний и согласовании с технологами вопросов, касающихся классов шероховатости, точности, допусков и посадок.
Второй уровень рабочего проектирования выполняется в два этапа.
На первом этапе в основных цехах завода изготавливают установочную серию изделий, которая затем проходит длительные испытания в реальных условиях эксплуатации, где уточняют стойкость, долговечность отдельных деталей и узлов изделия, намечают пути их повышения. Запуску установочных серий предшествует, как правило, технологическая подготовка производства.
На втором этапе производят корректировку конструкторской документации по результатам изготовления, испытания и оснащения технологических процессов изготовления изделий специальной оснасткой. Одновременно с этим корректируют и технологическую документацию.
Третий уровень рабочего проектирования выполняется в два этапа.
На первом этапе осуществляют изготовление и испытание головной или контрольной серии изделий, на основе которой производят окончательную отработку и выверку технологических процессов и технологического оснащения, корректировку технологической документации, чертежей приспособлений, штампов и т. д., а также нормативов расхода материалов и рабочего времени.
На втором этапе окончательно корректируют конструкторскую документацию.
Такой, на первый взгляд громоздкий, порядок осуществления конструкторской подготовки производства в массовом или крупносерийном производстве дает большой экономический эффект. За счет тщательной отработки конструкции изделия и его отдельных частей обеспечиваются максимальная технологичность в производстве, надежность и ремонтопригодность в эксплуатации.
Круг работ, выполняемых на стадиях, может отличаться от рассмотренного выше в зависимости от типа производства, сложности изделия, степени унификации, уровня кооперирования и ряда других факторов.
3.3.2 Технологическая подготовка производства новых изделий
Цель технологической подготовки производства новой продукции (ТПП) ‑ это обеспечение полной технологической готовности фирмы к производству новых изделий с заданными технико-экономическими показателями. Под технологической готовностью понимается наличие полного комплекта технологической документации и средств технологического оснащения, необходимых для производства новых изделий.
Работа регламентируется стандартами Единой системы технологической подготовки производства (ЕСТПП). Она определяет порядок организации управления ТПП, предусматривает разработку и широкое применение прогрессивных технологических процессов, использование технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и организационно-управленческих работ.
Технологическая подготовка производства на предприятии выполняется отделами главного технолога, главного металлурга, главного сварщика, а также технологическими бюро основных цехов. Материальной базой для них служат инструментальный и модельный цехи, технологические лаборатории, опытное производство.
Исходными данными для проведения ТПП являются:
1) полный комплект конструкторской документации на новое изделие;
2) максимальный годовой объем ее выпуска при полном освоении с учетом изготовления запасных частей и поставок по кооперации;
3) предполагаемый срок выпуска изделий и объем выпуска по годам с учетом сезонности;
4) планируемый режим работы предприятия (количество смен, продолжительность рабочей недели);
5) планируемый коэффициент загрузки оборудования основного производства и ремонтная стратегия предприятия;
6) планируемые кооперированные поставки предприятию деталей, узлов полуфабрикатов и предприятия-поставщики;
7) предполагаемые рыночные цены новых товаров с учетом ценовой стратегии предприятия и его целей;
8) принятая стратегия по отношению к риску (с точки зрения наличия дублирующего оборудования);
9) политика социологии труда предприятия.
До начала работ по ТПП, как правило, проводится технологический контроль чертежей, который необходим для анализа и проверки запроектированных изделий (деталей) на технологичность их конструкций, правильность назначения классов точности обработки, рациональность схем сборки и т. д.
Отработка изделий на технологичность.
Технологичность ‑ это экономичность изготовления изделия в конкретных организационно-технологических и производственных условиях при заданных масштабах выпуска.
Отработка изделий на технологичность (технологический контроль) производится на всех этапах создания конструкторской документации:
- на стадии эскизного проекта производится анализ конкретных конструкторских решений, в том числе целесообразности выбранных материалов, рациональности и технологичности членения конструкции на сборочные единицы, блоки, агрегаты, обеспечение простоты сборки, разборки и т.п.;
- на стадиях технического и рабочего проектов принимаются окончательные решения о технологичности изделия и точности изготовления его элементов;
- на стадии изготовления опытного образца и опытной партии завершается отработка конструкции на технологичность: конкретизируются условия обеспечения технологичности, в том числе возможность использования типовых технических процессов, унифицированной переналаживаемой оснастки и имеющегося или изготавливаемого оборудования.
Показатели технологичности конструкции делят на две группы:
- технологическая рациональность конструкторских решений;
- преемственность конструкции.
Технологическую рациональность характеризуют:
- трудоемкость изготовления;
- удельная материалоемкость;
- коэффициент использования материалов;
- технологическая себестоимость;
- удельная энергоемкость изготовления изделия;
- удельная трудоемкость подготовки изделия к функционированию;
- коэффициент применяемости материалов;
- коэффициент применения групповых и типовых технологических процессов и др.
Преемственность конструкции характеризуют:
1) коэффициент применяемости Кпр :
Кпр = (m ‑ mор )/m , (3.16)
где m ‑ общее количество типоразмеров (наименований) деталей (элементов, микросхем и т.п.);
mор ‑ количество оригинальных деталей;
2) коэффициент повторяемости Кп :
Кп = mоб /m, (3.17)
где mоб ‑ общее количество деталей;
3) коэффициент унификации Ку :
Ку = mу /m, (3.18)
где mу ‑ число унифицированных стандартных и заимствованных деталей, выпускаемых предприятиями отрасли;
4) коэффициент стандартизации Кст :
Кст = mст /m, (3.19)
где mст ‑ число стандартных деталей.
Коэффициенты Кпр, Кп, Ку, Кст целесообразней рассчитывать по отношению к трудоемкости элементов.
Основными этапами ТПП являются:
1) разработка технологических процессов;
2) проектирование технологической оснастки и нестандартного оборудования;
3) изготовление средств технологического оснащения (оснастки и нестандартного оборудования);
4) выверка и отладка запроектированной технологии и изготовленного технологического оснащения.
На первом этапе осуществляют выбор рациональных способов изготовления деталей и сборочных единиц, разработку новых технологических процессов. Эта работа выполняется на основе: чертежей на вновь спроектированное изделие; ГОСТов, отраслевых и заводских стандартов на материалы, инструмент, а также на допуски и припуски; справочников и нормативных таблиц для выбора режимов резанья; планируемых размеров выпуска изделий.
Содержание работ по проектированию технологических процессов складывается из следующих элементов: выбора вида заготовок; разработки межцеховых маршрутов; определения последовательности и содержания технологических операций; определения, выбора и заказа средств технологического оснащения; установления порядка, методов и средств технического контроля качества; назначения и расчета режимов резания; технического нормирования операций производственного процесса; определения профессий и квалификации исполнителей; организации производственных участков (поточных линий); формирования рабочей документации на технологические процессы в соответствии с ЕСТП.
На втором этапе ТПП, во-первых, проектируют конструкции моделей, штампов, приспособлений, специального инструмента и нестандартного оборудования, а во-вторых, разрабатывают технологический процесс изготовления технологического оснащения, который должен быть достаточно универсальным, но в то же время прогрессивным, совершенным и обеспечивающим высокое качество изготовляемых деталей.
Разработка конструкций технологической оснастки осуществляется конструкторскими бюро по оснастке и инструменту в тесной взаимосвязи с технологами, которые проектируют технологические процессы обработки деталей нового изделия.
На третьем этапе ТПП изготавливают всю оснастку и нестандартное оборудование. Это наиболее трудоемкая часть технологической подготовки (60 – 80 % труда и средств от общего объема ТПП). Поэтому, как правило, эти работы проводят постепенно, ограничиваясь вначале минимально необходимой оснасткой первой необходимости, а затем повышая степень оснащенности и механизации производственного процесса до максимальных экономически оправданных пределов. На этом этапе осуществляют перепланировку (если это необходимо) действующего оборудования, монтаж и опробование нового и нестандартного оборудования и оснастки, поточных линий и участков обработки и сборки изделий.
На четвертом этапе ТПП выверяют и отлаживают запроектированную технологию; окончательно отрабатывают детали и узлы (блоки) на технологичность: выверяют пригодность и рациональность спроектированной оснастки и нестандартного оборудования, удобство разборки и сборки изделия; устанавливают правильную последовательность выполнения этих работ; проводят хронометраж механообрабатывающих и сборочных операций и окончательно оформляют всю технологическую документацию.
Технологическая документация для различных типов производства (единичного, серийного и массового) отличается глубиной разработки технологических процессов и степенью их детализации. Сначала разрабатываются маршрутные межцеховые карты на технологические процессы изготовления деталей и сборочных единиц. Маршрутные карты указывают последовательность прохождения заготовок, деталей или сборочных единиц по цехам и производственным участкам предприятия. Для изготовления деталей и сборки изделия в единичном или мелкосерийном производствах достаточно иметь конструкторскую документацию, маршрутное или маршрутно-операционное описание технологического процесса либо перечень полного состава технологических операций без указания переходов и технологических режимов. Для серийного и массового производств кроме маршрутной технологии разрабатывается технологический процесс с операционным описанием формообразования, обработки и сборки. При этом для единичных технологических процессов разрабатывается операционная технологическая карта, для типовых (групповых) технологических процессов – карта типовой (групповой) операции. В них указываются все переходы по данной конкретной операции и способы выполнения каждого, технологические режимы, данные о средствах технологического оснащения, материалах и затратах труда. Обычно в операционных картах помещают эскизные чертежи, изображающие детали или части деталей и содержащие те размеры и указания на обработку, которые необходимы для выполнения данной операции (способ закрепления деталей на станке, расположение инструмента, приспособление и др.).
Кроме того, для определенных изделий разрабатываются карты типовых технологических процессов нанесения электролитических покрытий, химической обработки, нанесения лакокрасочных покрытий, ведомости удельных норм расхода растворителей, анодов, химикатов, ведомости подетальных отходов и другие документы.
Исходная информация для разработки технологических процессов может быть базовой, руководящей и справочной. Базовая информация включает наименование объекта, а также данные, содержащиеся в конструкторской документации. Руководящая информация – это отраслевые и заводские стандарты, устанавливающие требования к технологическим процессам, оборудованию, оснастке, документация на действующие типовые и групповые технологические процессы, производственные инструкции, документация для выбора нормативов по технике безопасности и промышленной санитарии. Справочная информация включает документацию опытного производства, описания прогрессивных методов изготовления, каталоги, справочники, альбомы компоновок, планировок и др.
Выбор оптимального варианта технологического процесса. В различных вариантах технологических процессов изготовления новых изделий могут применяться различные заготовки, оборудование, технологическая оснастка и т.д., что приводит к различной трудоемкости, производительности и использованию рабочих различной квалификации. Сопоставление вариантов технологической себестоимости дает представление об экономичности каждого из них.
Следует отметить, что величина технологической себестоимости изготовления отдельных изделий (деталей узлов) в значительной мере зависит от объема производства. Следовательно, все затраты на изготовление изделий по степени их зависимости от объема производства целесообразно подразделять на переменные (Упер.), годовой размер которых изменяется прямо пропорционально годовому объему выпуска продукции (Q), и условно-постоянные (Упос. ), годовой размер которых не зависит от изменения величины объема производства.
К переменным затратам относятся: затраты на основные материалы за вычетом реализуемых отходов; затраты на топливо, предназначенные для технологических целей; затраты на различные виды энергии, предназначенные для технологических целей; затраты на основную и дополнительную заработную плату основных производственных рабочих с отчислениями в социальные фонды; затраты, связанные с эксплуатацией универсального технологического оборудования; затраты, связанные с эксплуатацией инструмента и универсальной оснастки.
К условно-постоянным затратам относятся: затраты, связанные с эксплуатацией оборудования, оснастки и инструмента, специально сконструированных для осуществления технологического процесса по данному варианту; затраты на оплату подготовительно-заключительного времени.
Общая формула технологической себестоимости для операции имеет вид:
З = Упер. Q+ Упос., (3.20)
Графически затраты по технологической себестоимости вариантов технологических процессов 1 и 2 могут быть представлены линиями ЗТ1 и ЗТ2 (рис. 3.9).
Точка пересечения этих линий А определяет критическое количество деталей Qкр, при котором оба варианта будут равноценными, то есть
![]() , (3.21)
, (3.21)
или
![]() , (3.22)
, (3.22)
откуда
 . (3.23)
. (3.23)
где З – общие затраты на техпроцесс;
Упос. и Упер. ‑ соответственно условно-постоянные и условно-переменные затраты.

Рисунок 3.9 График сравнительной оценки двух вариантов технологического процесса
В нашем примере при объеме выпуска изделий меньше критического более экономичным будет вариант 1, а при количестве изделий больше критического ‑ вариант 2.
Выбор наиболее экономичного варианта реализации технологического процесса из множества возможных способов изготовления продукции следует в общем случае осуществлять по минимуму приведенных затрат, которые принимаются в качестве критерия оптимальности. Однако для сопоставления вариантов технологических процессов во многих случаях достаточно ограничиться расчетом технологической себестоимости выпуска. В последнюю входят, как было сказано ранее, лишь затраты, меняющиеся только при изменении вариантов.
Поэтому в дальнейшем в качестве ценовой функции используются не полные приведенные затраты, а минимум суммы
![]() , (3.24)
, (3.24)
где ![]() ‑ технологическая себестоимость годового выпуска по варианту изготовления;
‑ технологическая себестоимость годового выпуска по варианту изготовления;
Ен ‑ нормативный коэффициент эффективности вложений;
Кi ‑ капитальные вложения, изменяющиеся при смене варианта технологического процесса.
3.3.3 Организационная подготовка производства новых изделий
Организационная подготовка производства новой продукции (ОПП) представляет собой совокупность взаимосвязанных процессов по выбору наиболее рациональных форм и методов организации производства новых изделий, обеспечению их материалами и комплектующими изделиями, подготовке кадров соответствующих профессий и квалификации, сбору необходимых данных для оперативно-производственного планирования. Её цель – создание организационных условий по высокоэффективному производству новой продукции.
В процессе организационной подготовки производства решаются следующие задачи:
· формируются кооперированные поставки;
· приобретаются комплектующие изделия и полуфабрикаты, новые материалы и технологическое оборудование, измерительная аппаратура и технологическое оснащение;
· составляются трудовые нормы и рассчитывается потребность в рабочей силе;
· организуется изготовление деталей, сборочных единиц и блоков;
· корректируется техническая документация (конструкторская и технологическая).
Организационная подготовка производства осуществляется соответствующими отделами и службами завода (ОГК, ОГТ, ОГМ, ОТиЗ, ПЭО и др.).
К функциям организационной подготовки производства относятся:
1) плановые (в том числе предпроизводственные расчеты хода производства, загрузки оборудования, движения материальных потоков, выпуска на стадии освоения);
2) обеспечивающие (кадрами, оборудованием, материалами, полуфабрикатами, финансовыми средствами);
3) проектные (проектирование участков и цехов, планировка расположения оборудования).
В процессе организационной подготовки производства используются конструкторская, технологическая документации и данные для проведения технологической подготовки производства. Этапы ОПП, содержание работ и их исполнители приведены в табл. 3.8
| Таблица 3.8 | ||||
№ п/п |
Этапы и содержание работ ОПП | Исполнители | ||
| 1 | Планирование и моделирование процессов ОПП | Отдел планирования подготовки производства (ОППП) | ||
| 2 | Изготовление специальной технологической и контрольной оснастки | Отдел инструментального хозяйства (ОИХ), инструментальные цеха | ||
| 3 | Расчет количества и номенклатуры дополнительного оборудования, составления заявок и размещение заказов на него | ОГТ (бюро мощностей), ОКС (или ОМТС) |
||
| 4 | Расчеты движения деталей и хода будущего производства; расчеты поточных линий; загрузки рабочих мест; расчеты оперативно-плановых нормативов, циклов, величин партий, заделов | Планово-диспетчерский отдел (ПДО), отделы главных специалистов (ОГГ, ОГС, ОГМет и др) | ||
| 5 | Планирование работы вспомогательных цехов и служб, а также обслуживающих подразделений | ОИХ, отдел главного механика, отдел главного энергетика, транспортный отдел, отдел складского хозяйства | ||
| 6 | Расчеты и проектирование планировок оборудования и рабочих мест, формирование производственных участков | Отделы главных специалистов (ОГТ, ОГС, ОГМет и др), ООТ и З |
||
| 7 | Проектирование и выбор межоперационного транспорта, тары, оргтехоснастки и вспомогательного оборудования; составление заявок и размещение заказов | Отдел нестандартного оборудования (механизации и автоматизации), отделы главных специалистов, ОМТС |
||
| 8 | Изготовление средств транспорта, тары и прочего вспомогательного оборудования | Цеха вспомогательного производства, ОМА | ||
9 |
Приемка, комплектация и расстановка основного, вспомогательного оборудования, средств транспорта и оргтехоснастки на рабочих местах | ОГМ, ОГЭ, ОМА, цеха вспомогательного производства | ||
| 10 | Обеспечение материалами, деталями и узлами, получаемыми по кооперации | ОМТС, отдел внешней кооперации (ОВК), отдел комплектации (ОКП) | ||
| 11 | Подготовка и комплектование кадров | Отдел кадров (ОК), ООТиЗ | ||
| 12 | Организация изготовления опытной и установочной партий, свертывание выпуска старой продукции и развертывание производства новых изделий | Производственный отдел (ПО), производственные цехи, отделы главных специалистов |
||
| 13 | Определение себестоимости и цены изделий | ПЭО, отдел маркетинга | ||
| 14 | Подготовка обеспечения товародвижения, распространение новых изделий и стимулирование сбыта | Отдел маркетинга | ||
В общем виде при проектировании организации производства можно выделить следующие направления работ:
1. Определение производственных мощностей для организации выпуска новой продукции; разработка и реализация проекта технологической реконструкции предприятия или отдельных цехов.
2. Выбор рациональных форм организации производства.
3. Разработка или совершенствование системы технического обслуживания производства.
4. Проектирование форм и методов организации оплаты труда всех категорий работников.
К числу важнейших требований комплексной подготовки производства относят и социально-психологическую подготовку производства. Социально-психологическая подготовка производства – это система мероприятий, направленных на организацию пропаганды экономических, психологических и социальных последствий от внедрения новой продукции для коллектива предприятия-изготовителя, а также для ее потребителей.
Главной задачей социально-психологической подготовки производства является создание условий не только для исключения оппозиционного отношения (психологического барьера) к новой технике, но и для заинтересованности всего коллектива работников в скорейшем ее внедрении.
3.3.4 Освоение выпуска новых изделий
Организация перехода предприятия на выпуск новой техники связана с решением ряда сложных проблем, возникающих в процессе ее освоения.
Основными из таких проблем являются:
1) освоение выпуска более сложной продукции с более высокими техническими параметрами и лучшими технико-экономическими показателями, чем у снимаемой с производства (параллельно выпускаемой);
2) возмещение повышенных затрат производства в период освоения новой техники за счет ранее освоенной для обеспечения рентабельности работы предприятия;
3) повышение обоснованности плановых заданий и уровня организации процесса освоения;
4) поиски расширения областей применения новой продукции (поиски ниш на рынке сбыта);
5) подготовка и обеспечение производства работниками соответствующих профессий и квалификации;
6) организация системы кооперирования и материально-технического обеспечения производства новой продукции;
7) совершенствование организации разработки и производства специального (нестандартного) оборудования и технологической оснастки.
Находясь на стыке науки, техники и производства, процесс освоения производства (ОСП) обладает двойственным характером. На этой стадии СОНТ реализуются, с одной стороны, функции исследования и разработки (отработка конструкции изделия и технологии его изготовления), с другой – непосредственно производственные функции (развертывание выпуска новых изделий) в промышленном производстве. В обоих случаях процесс ОСП оказывает значительное влияние на все экономические показатели предприятия в связи с повышенными затратами труда, основных фондов и оборотных средств.
Являясь переходным процессом от стадии отработки изделия в опытном производстве к промышленному производству, стадия промышленного ОСП характеризуется динамичностью показателей и недетерминированностью работ, выполняемых в этот период (с каждым очередным номером осваиваемого изделия резко меняется трудоемкость, материалоемкость, себестоимость, процент выхода годной продукции).
Основной задачей в комплексе организационных вопросов, решаемых в период ОСП, является планирование предстоящего процесса освоения выпуска изделий. В силу большого числа объективных и субъективных факторов, влияющих на характеристики освоения, традиционные приемы планирования в этот период не обеспечивают необходимой точности соответствия планируемых и фактических показателей производства. Практика последних лет показывает, что нужны более совершенные методы планирования, основанные на изучении закономерностей потребления трудовых, материальных и денежных ресурсов в период освоения, а также методы моделирования с широким использованием вычислительной техники при формировании плана освоения и принятии организационно-технических решений. Научно обоснованное планирование позволяет более эффективно распределять и использовать ресурсы, выделяемые для целей ОСП.
Следует различать два вида освоения выпуска новой продукции. Первый вид – освоение выпуска опытного изделия (отработка изделия в опытном производстве – ООП). Второй вид – освоение промышленного выпуска новой продукции (промышленное освоение). Оно заключается в последовательном развертывании серийного или массового выпуска новой продукции. Виды освоения отличаются целями, задачами, временем и местом проведения (табл. 3.9).
| Таблица 3.9 | ||
| Особенности процессов освоения | ||
| Отличительные признаки | Опытное освоение (ООП) | Промышленное освоение (ОСП) |
| Цель | Доказать и оценить экономическую возможность и целесообразность изготовления нового изделия | Обеспечить достижение проектной мощности серийного выпуска новой продукции |
| Задачи | Отработка воспроизводимости технологического процесса изготовления новых изделий, приобретение опыта | Формирование производственных линий по выпуску нового изделия. Создание производственных связей и системы обеспечения выпуска новой продукции, обучение коллектива и т. д. |
Время и место освоения |
2-4 месяца Опытный завод, производство, цех |
1-3 года Промышленное предприятие серийного или массового производства |
В процессе проведения промышленного освоения производства новой продукции выделяют два ответственных этапа:
- выпуск опытной партии;
- выпуск установочной партии новых изделий.
В первом случае размер партии небольшой – несколько изделий, смысл выпуска которых – окончательная отработка конструкции нового изделия. Продукция из этой партии подвергается различным испытаниям – на сжатие, удар, климатические испытания и т.п., по результатам которых производится доработка новых изделий, новые выпуски опытной партии и очередные испытания до тех пор, пока качественные параметры продукции не будут соответствовать всем требованиям, отраженным в техническом задании на техническую подготовку производства. В процессе изготовления опытной партии осуществляется также проверка новых и наиболее ответственных технологических процессов.
Установочная партия по своим размерам соизмерима со сменно-суточным заданием выпуска новых изделий в условиях их промышленного производства. Цель ее выпуска – проверка точности и надежности технологических процессов при промышленной нагрузке на технологическое оборудование и оснастку.
Эти два этапа необходимы и с точки зрения подготовки кадров, получения ими определенных навыков и опыта.
Оформление акта о приемке установочной партии новых изделий по существу означает освоение их промышленного выпуска, хотя совершенствование и конструкции изделия, и технологии, и организации производства не прекращаются до момента снятия этого изделия с производства.
Закономерности изменения издержек при освоении новой продукции
Начальный этап освоения выпуска новых изделий характеризуется повышенными издержками. Причину этого можно объяснить следующими факторами:
- небольшой объем выпуска изделий, на который распределяется условно-постоянные расходы, связанные с освоением;
- повышенной трудоемкостью и станкоемкостью изготовления (из-за постепенности отладки оборудования; неполной оснащенностью техпроцессов специальным оборудованием и оснасткой; недостаточной опытностью рабочих и cпециалистов);
- большим количеством переналадок (например, прессового оборудования);
- повышенным браком;
- затратами на обучение персонала;
- доплатами до среднего уровня зарплаты в период освоения и др.
По мере наращивания объема выпуска новых изделий происходит и снижение издержек.
Динамичность процессов освоения новой техники, вероятностный характер, а также другие причины и особенности (отличительные признаки) создают определенные трудности при планировании технико-экономических показателей (ТЭП) работы промышленного предприятия. Для уменьшения степени неопределенности при формировании плана производства новой техники необходимо изучать и учитывать изменения ТЭП в динамике в период освоения.
Длительность периода освоения определяется временем от начала приобретения навыков при выпуске первых номеров изделий до достижения производительности труда и себестоимости продукции на уровне выпуска серийных изделий. Качество процесса освоения характеризуется скоростью снижения трудоемкости, материалоемкости, себестоимости изготовления изделия, а оптимальность выбора режимов и качества выполнения операции отражаются в динамике роста величины выхода годной продукции.
Для изготовления единицы изделия на каждой операции нормируются все основные виды затрат ресурсов. Например, в машиностроении и электронной промышленности осваиваемые изделия с точки зрения учета затрат условно разделяются на физические и годные. Термин "затраты на физическое изделие" используется при нормировании затрат без учета выхода годных изделий. Затраты на годные изделия означают затраты на производство изделия с учетом технологических потерь, обусловленных уровнем коэффициента выхода годных изделий. Чем выше коэффициент выхода годных изделий, тем эти затраты ниже и приближаются к затратам на физическое изделие.
Из сказанного выше видно, что качество воспроизведения технологии, выражаемое через коэффициент выхода годных изделий, значительно влияет на потребление ресурсов (материальных и трудовых). Знание динамики изменения выхода годной продукции в период освоения позволяет определить возможность ускорения освоения и с достаточной точностью планировать затраты производства.
Возможные пути повышения эффективности производства на стадии освоения приведены на рис. 3.10.

Рисунок 3.10 Основные направления получения экономического эффекта в процессе освоения новых изделий
Минимизация потерь тесно связана с характеристикой наращивания выпуска, которая в свою очередь зависит от снижения трудоемкости изделия в процессе освоения.
Для каждого конкретного предприятия, которое характеризуется выпуском определенного вида изделий, уровнем технологии, организацией и т.д., можно установить корреляционную зависимость между суммарным объемом выпуска и его трудоемкостью на основе статистических данных освоения производства раннее выпускаемых изделий. Аналогичную зависимость можно установить и для суммарного объема выпуска и себестоимости:
![]() (3.25)
(3.25)
где Сi ‑ себестоимость (или трудоемкость) Qi-го (или хi -го) изделия с момента начала выпуска;
С1 и a ‑ себестоимость или трудоемкость изготовления первого изделия, с которого считается начало освоения;
Qi и x ‑ порядковый номер изделия с начала выпуска;
b ‑ показатель степени, характеризующий крутизну кривой освоения (0,05-0,75) данного конкретного предприятия.
Для удобства используют систему прямоугольных координат с логарифмическими шкалами. Тогда функция снижения себестоимости (трудоемкости) представляет прямую линию, тангенс наклона которой соответствует показателю степени "- b", т.к.
log y=log a ‑ blog x , (3.26)
При увеличении выпуска в определенное число раз себестоимость (трудоемкость) осваиваемого изделия будет изменятся тоже в определенное число раз. Принято определять величиной коэффициента освоения (kос ) то снижение себестоимости, которым будет характеризоваться каждое удвоение выпуска.
Показатель степени "b" и коэффициент освоения kос связаны между собой зависимостью:
b= log kос/log 2 , (3.27)
Например, коэффициенту освоения kос = 0,7 будет соответствовать b @ 0,546; kос = 0,8 ‑ b @ 0,322; kос =0,9 ‑ b @ 0,152 и т.д. Практика показывает, что для приборостроительных предприятий kос лежит в пределах 0,7¸0,9, а наиболее часто встречающийся равен 0,8.
Так, например, С10 = 1000 тыс.руб., начало освоения считается с десятого изделия при kос = 0,8 и
С20 =800 тыс.руб.; С40 = 640 тыс.руб.; С80 = 512 тыс.руб..
Величины kос и показателя b зависят от факторов:
- технических (конструктивных, тщательность испытаний и др.);
- технологических;
- материально-технических;
- организационных;
- субъективных.
Момент конца освоения характеризуется конечными показателями хе или (или Qе) и уе (Зе). Зная конечные достигнутые значения величины себестоимости и величину "b" или kос, можно построить кривую освоения.
На рис. 3.11 приведены кривые освоения, соответствующие коэффициентам kос = 0,9, kос = 0,8, kос = 07 для условно-переменных издержек. Чем меньше kос (и соответственно больше показатель b), тем большие потери несет потом предприятие на этапе освоения.

Рисунок 3.11 Варианты изменения условно-переменных издержек на стадии освоения
3.4 Организация производственного процесса
3.4.1 Производственный процесс и принципы его организации
Производственный процесс ‑ это целенаправленное, постадийное превращение исходного сырья и материалов в готовый, заданного свойства продукт, пригодный к потреблению или к дальнейшей обработке.
Техническая и организационно-экономическая характеристика производственного процесса на предприятии определяется видом продукции, объемом производства, типом и видом применяемой техники и технологии, уровнем специализации. Производственный процесс состоит из многочисленных технических, организационно-управленческих и хозяйственных операций.
Производственные процессы на предприятиях принято подразделять на три вида: основные, вспомогательные и обслуживающие.
К основным относятся процессы, связанные непосредственно с превращением предмета труда в готовую продукцию (например, переплавка руды в доменной печи и превращение ее в металл; превращение муки в тесто, затем в испеченный хлеб), т.е., это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств предметов труда. Основными называются производственные процессы, в ходе которых осуществляется изготовление основной продукции, выпускаемой предприятием. Результатом основных процессов в машиностроении являются выпуск машин, аппаратов и приборов составляющих производственную программу предприятия и соответствующих его специализации, а также изготовление запасных частей к ним для поставки потребителю.
Вспомогательные процессы лишь способствуют течению основных процессов, но сами непосредственно в них не участвуют (обеспечение энергией, ремонт оборудования, изготовление инструмента и т. д.). Главное экономическое отличие вспомогательных процессов от основных состоит в различии места реализации и потребления произведенной продукции. Процессы, непосредственно связанные с изготовлением конечного продукта, поступающего на рынок ‑ сторонним потребителям, относятся к основным. Процессы, в результате которых конечный продукт потребляется внутри предприятия, относятся к вспомогательным процессам.
К вспомогательным относятся процессы, обеспечивающие бесперебойное протекание основных процессов. Их результатом является продукция, используемая на самом предприятии. Вспомогательными являются процессы по ремонту оборудования, изготовлению оснастки и инструмента, выработка пара и сжатого воздуха и т.д.
Обслуживающими называются процессы, в ходе реализации которых выполняются услуги, необходимые для нормального функционирования и основных, и вспомогательных процессов. К ним относятся, например, процессы транспортировки, складирования, подбора и комплектования деталей и т. д. Основным признаком выделения обслуживающих процессов является то, что в результате их протекания не создается продукция.
В современных условиях, особенно в автоматизированном производстве, наблюдается тенденция к интеграции основных и обслуживающих процессов. Так, в гибких автоматизированных комплексах объединены в единый процесс основные, комплектовочные, складские и транспортные операции.
Совокупность основных процессов образует основное производство. На предприятиях машиностроения основное производство состоит из трех стадий (фаз): заготовительной, обрабатывающей и сборочной. Стадией производственного процесса называется комплекс процессов и работ, выполнение которых характеризует завершение определенной части производственного процесса и связано с переходом предмета труда из одного качественного состояния в другое.
К заготовительной стадии относятся процессы получения заготовок ‑ резка материалов, литье, штамповка. Обрабатывающая стадия включает процессы превращения заготовок в готовые детали: механическую обработку, термообработку, покраску и гальванические покрытия и т.д. Сборочная стадия ‑ заключительная часть производственного процесса. В нее входят сборка узлов и готовых изделий, регулировка и отладка машин и приборов, их испытания.
Состав и взаимные связи основных, вспомогательных и обслуживающих процессов образуют структуру производственного процесса.
В организационном плане производственные процессы подразделяются на простые и сложные. Простыми называются производственные процессы, состоящие из последовательно осуществляемых действий над простым предметом труда. Например, производственный процесс изготовления одной детали или партии одинаковых деталей. Сложный процесс представляет собой сочетание простыхпроцессов, осуществляемых над множеством предметов труда. Например, процесс изготовления сборочной единицы или всегоизделия.
Производственный процесс неоднороден. Он распадается на множество элементарных технологических процедур, которые совершаются при изготовлении готового изделия. Эти отдельные процедуры называются операциями. Операция ‑ это элементарное действие (работа), направленное на преобразование предмета труда и получение заданного результата. Производственная операция ‑ это отдельная часть производственного процесса. Обычно она выполняется на одном рабочем месте без переналадки оборудования и совершается при помощи набора одних и тех же орудий труда. Операции, как и производственные процессы, подразделяются на основные и вспомогательные. При основной операции предмет обработки меняет свои формы, размеры и качественные характеристики, при вспомогательной ‑ этого не происходит. Вспомогательные операции лишь обеспечивают нормальное протекание и выполнение основных операций. В основе организации производственного процесса лежит рациональное сочетание во времени и пространстве всех основных и вспомогательных операций.
В зависимости от вида и назначения продукции, степени технической оснащенности и основного профиля производства различают ручные, машинно-ручные, машинные и аппаратурные операции. Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например ручная окраска изделий, слесарная обработка, наладка и регулировка механизмов. Машинно-ручные операции осуществляются при помощи машин и механизмов, но при непосредственном участии рабочих (например, перевозка грузов на автомобилях, обработка деталей на станках с ручным управлением). Машинные операции выполняются без участия или при ограниченном участии рабочих. Выполнение технологических операций может осуществляться при этом в автоматическом режиме, по установленной программе лишь под контролем рабочего. Аппаратурные операции протекают в специальных агрегатах (трубопроводах, колоннах, в термических и плавильных печах и др.). Рабочий ведет общее наблюдение за исправностью оборудования и показаниями приборов и вносит корректировку в режимы работы агрегатов в соответствии с установленными правилами и стандартами.
Правила и формы выполнения рабочих операций приведены в специальной технической документации (картах производственных операций, инструкциях, операционных графиках). Часто производственные операции непосредственно связываются не с обработкой изделия, а с организацией рабочего места и разделяются по отдельным рабочим профессиям и видам оборудования. Последнее характерно для единичного и мелкосерийного производства в промышленности, а также для строительных объектов и транспорта. В таком случае рабочему выдается чертеж на изделие или, допустим, путевой лист для перевозки груза. Согласно инструкции по организации работ и уровню квалификации, рабочий, получивший задание, должен знать порядок выполнения операции. Нередко при выдаче рабочему задания на выполнение той или иной технологической операции ему передается и техническая документация, в которой содержится описание основных параметров обрабатываемого изделия и задачи выполнения данной операции.
Многообразные производственные процессы, в результате которых создается промышленная продукция, необходимо соответствующим образом организовать, обеспечив их эффективное функционирование в целях выпуска конкретных видов продукции высокогокачества и в количествах, удовлетворяющих потребности народногохозяйства и населения страны.
Организация производственных процессов состоит в объединении людей, орудий и предметов труда в единый процесс производства материальных благ, а также в обеспечении рационального сочетания в пространстве и во времени основных, вспомогательных и обслуживающих процессов.
Пространственное сочетание элементов производственного процесса и всех его разновидностей реализуется на основе формирования производственной структуры предприятия и входящих в нееподразделений. В этой связи важнейшими видами деятельности являются выбор и обоснование производственной структуры предприятия, т.е. определение состава и специализации входящих в негоподразделений и установление рациональных взаимосвязей между ними.
В ходе разработки производственной структуры выполняются проектные расчеты, связанные с определением состава парка оборудования, учетом его производительности, взаимозаменяемости, возможности эффективного использования. Разрабатываются также рациональные планировка подразделений, размещение оборудования, рабочих мест. Создаются организационные условия для бесперебойной работы оборудования и непосредственных участников производственного процесса ‑ рабочих. Одним из основных аспектов формирования производственной структуры является обеспечение взаимоувязанного функционирования всех составляющих производственного процесса: подготовительных операций, основных производственных процессов, технического обслуживания. Необходимо всесторонне обосновать наиболее рациональные для конкретных производственно-технических условий организационные формы и методы осуществления тех или иных процессов. Важный элемент организации производственных процессов ‑ организация труда работающих, конкретно реализующая соединение рабочей силы со средствами производства. Методы организации труда в значительной мере определяются формами производственного процесса. В центре внимания в связи с этим должны стать обеспечение рационального разделения труда и определение на этой основе профессионально-квалификационного состава рабочих, научная организация и оптимальное обслуживание рабочих мест, всемерное улучшение и оздоровление условий труда.
Организация производственных процессов предполагает также сочетание их элементов во времени, что обусловливает определенный порядок выполнения отдельных операций, рациональное совмещение времени выполнения различных видов работ, определение календарно-плановых нормативов движения предметов труда. Нормальное течение процессов во времени обеспечивается также порядком запуска-выпуска изделий, созданием необходимых запасов (резервов) и производственных заделов, бесперебойным снабжением рабочих мест инструментом, заготовками, материалами. Важным направлением этой деятельности является организация рационального движения материальных потоков. Эти задачи решаются на основе разработки и внедрения систем оперативного планирования производства с учетом типа производства и технико-организационных особенностей производственных процессов.
Наконец, в ходе организации процессов производства на предприятии немаловажное место отводится разработке системы взаимодействия отдельных производственных подразделений.
Принципы организации производственного процесса представляют собой исходные положения, на основе которых осуществляются построение, функционирование и развитие производственных процессов.
Принцип дифференциации предполагает разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия. Принципу дифференциации противостоит принцип комбинирования, который означает объединение всех или части разнохарактерных процессов по изготовлению определенных видов продукции в пределах одного участка, цеха или производства. В зависимости от сложности изделий, объема производства, характера применяемого оборудования производственный процесс может быть сосредоточен в каком-либо одном производственном подразделении (цехе, участке) или рассредоточен по нескольким подразделениям.
Принципы дифференциации и комбинирования распространяются и на отдельные рабочие места. Поточная линия, например, представляет собой дифференцированный комплекс рабочих мест.
В практической деятельности по организации производства приоритет в использовании принципов дифференциации или комбинирования должен отдаваться тому принципу, который обеспечит наилучшие экономические и социальные характеристики производственного процесса. Так, поточное производство, отличающееся высокой степенью дифференциации производственного процесса, позволяет упрощать его организацию, совершенствовать навыки рабочих, повышать производительность труда. Однако чрезмерная дифференциация повышает утомляемость рабочих, большое число операций увеличивает потребность в оборудовании и производственных площадях ведет к излишним затратам на перемещение деталей и т. д.
Принцип концентрации означает сосредоточение определенных производственных операций по изготовлению технологически однородной продукции или выполнению функционально-однородных работ на отдельных рабочих местах, участках, в цехах или производствах предприятия. Целесообразность концентрации однородных работ на отдельных участках производства обусловлена следующими факторами: общностью технологических методов, вызывающих необходимость применения однотипного оборудования, возможностями оборудования, например обрабатывающих центров, возрастанием объемов выпуска отдельных видов продукции, экономической целесообразностью концентрации производства определенных видов продукции или выполнения однородных работ.
При выборе того или иного направления концентрации необходимо учитывать преимущества каждого из них.
При концентрации в подразделении технологически однородных работ требуется меньшее количество дублирующего оборудования, повышается гибкость производства и появляется возможность быстрого перехода на выпуск новой продукции, возрастает загрузка оборудования.
При концентрации технологически однородной продукции сокращаются расходы на транспортировку материалов уменьшается длительность производственного цикла, упрощается управление ходом производства, сокращается потребность в производственных площадях.
Принцип специализации основан на ограничении разнообразия элементов производственного процесса. Реализация этого принципа предполагает закрепление за каждым рабочим местом и каждым подразделением строго ограниченной номенклатуры работ, операций, деталей или изделий. В противоположность принципу специализации, принцип универсализации предполагает такую организацию производства, при которой каждое рабочее место или производственное подразделение занято изготовлением деталей и изделий широкого ассортимента или выполнением разнородных производственных операций.
Уровень специализации рабочих мест определяется специальным показателем ‑ коэффициентом закрепления операций Кз.о. , который характеризуется количеством деталеопераций, выполняемых на рабочем месте за определенный промежуток времени. Так, при Кз.о = 1 имеет место узкая специализация рабочих мест, при которой в течении месяца, квартала на рабочем месте выполняется одна деталеоперация.
Характер специализации подразделений и рабочих мест во многом определяется объемом производства одноименных деталей. Наивысшего уровня специализация достигает при выпуске одного вида продукции. Наиболее типичным примером узкоспециализированных производств являются заводы по производству тракторов, телевизоров, автомашин. Увеличение номенклатуры производства снижает уровень специализации.
Высокая степень специализации подразделений и рабочих мест способствует росту производительности труда за счет выработки трудовых навыков рабочих, возможностей технического оснащения труда, сведения к минимуму затрат по переналадке станков и линий. Вместе с тем, узкая специализация снижает требуемую квалификацию рабочих, обуславливает монотонность труда, и как следствие, ведет к быстрой утомляемости рабочих, ограничивает их инициативу.
В современных условиях усиливается тенденция к универсализации производства, что определяется требованиям научно-технического прогресса по расширению номенклатуры выпускаемой продукции, появлением многофункционального оборудования, задачами совершенствования организации труда в направлении расширения трудовых функций рабочего.
Принцип пропорциональности заключается в закономерном сочетании отдельных элементов производственного процесса, которое выражается в определенном количественном соотношении их друг с другом. Так, пропорциональность по производственной мощности предполагает равенство мощностей участков или коэффициентов загрузки оборудования. В этом случае пропускная способность заготовительных цехов соответствует потребности в заготовках механических цехов, а пропускная способность этих цехов ‑ потребности сборочного цеха в необходимых деталях. Отсюда вытекает требование иметь в каждом цехе оборудование, площади, рабочую силу в таком количестве, которое обеспечивало бы нормальную работу всех подразделений предприятия. Такое же соотношение пропускной способности должно существовать и между основным производством, с одной стороны, и вспомогательными и обслуживающими подразделениями ‑ с другой.
Нарушение принципа пропорциональности ведет к диспропорциям, появлению узких мест в производстве, вследствие чего ухудшается использование оборудования и рабочей силы, возрастает длительность производственного цикла, увеличиваются заделы.
Пропорциональность в рабочей силе, площадях, оборудовании устанавливается уже при проектировании предприятия, а затем уточняется при разработке годовых производственных планов путем проведения так называемых объемных расчетов ‑ при определении мощностей, численности работающих, потребности в материалах. Пропорции устанавливают на основе системы нормативов и норм, которые определяют количество взаимных связей между различными элементами производственного процесса.
Принцип пропорциональности предполагает одновременное выполнение отдельных операций или частей производственного процесса. Он базируется на положении о том, что части расчлененного производственного процесса должны быть совмещены во времени и выполняться одновременно.
Производственный процесс изготовления машины состоит из большого числа операций. Совершенно очевидно, что выполнение их последовательно одна задругой вызвало бы увеличение продолжительности производственного цикла. Поэтому отдельные части процесса изготовления продукции должны выполняться параллельно.
Параллельность достигается: при обработке одной детали на одном станке несколькими инструментами; одновременной обработкой разных деталей одной партии по данной операции на нескольких рабочих местах; одновременной обработкой тех же деталей по различным операциям на нескольких рабочих местах; одновременным изготовлением различных деталей одного и того же изделия на разных рабочих местах. Соблюдение принципа параллельности ведет к сокращению длительности производственного цикла и времени пролеживания деталей, к экономии рабочего времени.
Под прямоточностью понимают такой принцип организации производственного процесса, при соблюдении которого все стадии и операции производственного процесса осуществляются в условиях кратчайшего пути предмета труда от начала процесса до его конца. Принцип прямоточности требует обеспечения прямолинейного движения предметов труда в технологическом процессе, устранения различного рода петель и возвратных движений.
Достичь полной прямоточности можно путем пространственного расположения операций и частей производственного процесса в порядке следования технологических операций. Необходимо также при проектировании предприятий добиваться расположения цехов и служб в последовательности, предусматривающей минимальное расстояние между смежными подразделениями. Следует стремиться к тому, чтобы детали и сборочные единицы разных изделий имели одинаковую или сходную последовательность протекания стадий и операций производственного процесса. При реализации принципа прямоточности возникает также задача оптимального расположения оборудования и рабочих мест.
Принцип прямоточности в большей степени проявляется в условиях поточного производства, при создании предметно-замкнутых цехов и участков.
Соблюдение требований прямоточности ведет к упорядочению грузопотоков, сокращению грузооборота, уменьшению затрат на транспортировку материалов, деталей и готовых изделий.
Принцип ритмичности означает, что все отдельные производственные процессы и единый процесс производства определенного вида продукции повторяются через установленные периоды времени. Различают ритмичность выпуска продукции, работы, производства.
Ритмичностью выпуска называется выпуск одинакового или равномерно увеличивающегося (уменьшающегося) количества продукции за равные интервалы времени. Ритмичность работы ‑ это выполнение равных объемов работ (по количеству и составу) за равные интервалы времени. Ритмичность производства означает соблюдение ритмичного выпуска продукции и ритмичности работы.
Ритмичная работа без рывков и штурмовщины ‑ основа роста производительности труда, оптимальной загрузки оборудования, полного использования кадров и гарантия выпуска продукции высокого качества. Равномерная работа предприятия зависит от ряда условий. Обеспечение ритмичности ‑ комплексная задача, требующая совершенствования всей организации производства на предприятии. Первостепенное значение имеют правильная организация оперативного планирования производства, соблюдение пропорциональности производственных мощностей, совершенствование структуры производства, надлежащая организация материально-технического снабжения и технического обслуживания производственных процессов.
Принцип непрерывности реализуется в таких формах организации производственного процесса, при которых все его операции осуществляются непрерывно, без перебоев, и все предметы труда непрерывно движутся с операции на операцию.
Полностью принцип непрерывности производственного процесса реализуется на автоматических и непрерывно-поточных линиях, на которых изготавливаются или собираются предметы труда, имеющие операции одинаковой или кратной такту линии продолжительности.
В машиностроении преобладают дискретные технологические процессы, и поэтому производства с высокой степенью синхронизации длительности операций здесь не являются преобладающими.
Прерывное движение предметов труда связано с перерывами, которые возникают в результате пролеживания деталей на каждой операции, между операциями, участками, цехами. Вот почему реализация принципа непрерывности требует ликвидации либо минимизации перерывов. Решение такой задачи может быть достигнуто на основе соблюдения принципов пропорциональности и ритмичности; организации параллельного изготовления деталей одной партии или различных деталей одного изделия; создания таких форм организации процессов производства, при которых синхронизируются время начала изготовления деталей на данной операции и время окончания выполнения предыдущей операции и т. д.
Нарушение принципа непрерывности, как правило, вызывает перебои в работе (простои рабочих и оборудования), ведет к увеличению длительности производственного цикла и размера незавершенного производства.
Принципы организации производства на практике действуют не изолированно, они тесно переплетаются в каждом производственном процессе. При изучении принципов организации следует обратить внимание на парный характер некоторых из них, их взаимосвязь, переход в свою противоположность (дифференциация и комбинирование, специализация и универсализация). Принципы организации развиваются неравномерно: в тот или иной период какой-нибудь принцип выдвигается на первый план либо приобретает второстепенное значение. Так, уходит в прошлое узкая специализация рабочих мест, они становятся все более универсальными. Принцип дифференциации начинает все больше заменяться принципом комбинирования, применение которого позволяет строить производственный процесс на основе единого потока. В то же время в условиях автоматизации возрастает значение принципов пропорциональности, непрерывности, прямоточности.
Степень реализации принципов организации производства имеет количественное измерение. Поэтому в дополнение к действующим методам анализа производства должны быть разработаны и применяться на практике формы и методы анализа состояния организации производства и реализации ее научных принципов. Соблюдение принципов организации производственных процессов имеет большое практическое значение. Проведение в жизнь этих принципов является предметом деятельности всех звеньев управления производством.
3.4.2 Производственный цикл и его структура
Для обеспечения рационального взаимодействия всех элементов производственного процесса и упорядочения выполняемых работ во времени и в пространстве необходимо формирование производственного цикла изделия.
Производственным циклом называется комплекс определенных образом организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления определенного вида продукции. Важнейшей характеристикой производственного цикла является его длительность.
Длительность производственного цикла ‑ это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Длительность цикла выражается в календарных дняхили часах. Структура производственного цикла – это удельный вес отдельных его элементов в общей длительности производственного цикла. Состав элементов производственного цикла представлен на рис. 3.12.
Верхний уровень структуризации производственного цикла – это деление его на время рабочего периода и время перерывов. В течение рабочего периода выполняются собственно технологические операции и работы подготовительно-заключительного характера. К рабочему периоду относятся также продолжительность контрольных и транспортные операций и время естественных процессов. Время перерывов обусловлено режимом труда, межоперационным пролеживанием деталей и недостатками в организации труда и производства.

Рисунок 3.12 Состав элементов производственного цикла
Время межоперационного пролеживания определяется перерывами партионности, ожидания и комплектования. Перерывы партионности возникают при изготовлении изделий партиями и обусловлены тем, что обработанные изделия пролеживают, пока вся партия не пройдет через данную операцию. При этом исходят из того, что производственной партией называется группа изделий одного и того же наименования и типоразмера, запускаемых в производство в течение определенного времени при одном и том же подготовительно-заключительном периоде. Перерывы ожидания вызываются несогласованной длительностью двух смежных операций технологического процесса, а перерывы комплектования ‑ необходимостью ожидания того времени, когда будут изготовлены все заготовки, детали или сборочные единицы, входящие в один комплект изделий. Перерывы комплектования возникают при переходе от одной стадии производственного процесса к другой.
Операционный цикл ‑ это продолжительность законченной части технологического процесса, выполняемой на одном рабочем месте.
Необходимо различать производственный цикл отдельных деталей и цикл изготовления сборочной единицы или изделия в целом. Производственный цикл детали обычно называют простым, а изделия или сборочной единицы ‑ сложным.
Сокращение операционных и производственного цикла является одним из ведущих направлений организации производства, так как ведет к улучшению как частных, так и общих технико-экономических характеристик производства продукции – от снижения трудоемкости деталей и изделий, перерывов в работе на рабочих местах до снижения объемов незавершенного производства и себестоимости выпускаемой продукции.
3.4.3 Организация производственного процесса во времени
Цикл может быть одно- и многооперационным. Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл имеет большую величину по сравнению с параллельным, но короче, чем при последовательном движении предметов труда.
Расчет цикла простого производственного процесса. Операционный производственный цикл партии деталей при последовательном виде движения рассчитывается так:
 , (3.28)
, (3.28)
где п ‑ количество деталей в производственной партии, шт.; rоп ‑ число операций технологического процесса; tшт i ‑ норма времени на выполнение каждой операции, мин; Cрм i ‑ количество рабочих мест, занятых изготовлением партии деталей на каждой операции.
Схема последовательного вида движения представлена на рис. 3.13.

Рисунок 3.13 Последовательный вид движения деталей
Формула для расчета длительности операционного цикла при параллельном виде движения:
 , (3.29)
, (3.29)
где  ‑ время выполнения операции, самой продолжительной в технологическом процессе, мин.
‑ время выполнения операции, самой продолжительной в технологическом процессе, мин.
График движения партии деталей при параллельном движении приведен на рис. 3.14.

Рисунок 3.14 Параллельный вид движения деталей
При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций. Существует два вида сочетания смежных операций во времени. Если время выполнения последующей операции больше времени выполнения предыдущей операции, то можно применять параллельный вид движения деталей. Если время выполнения последующей операции меньше времени выполнения предыдущей, то приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней транспортной партии) на последующей операции.
Схема параллельно-последовательного вида движения приведена на рис. 3.15 В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций: первая и вторая операции ‑ АВ ‑ (3 ‑ 1) tшт2 ; вторая и третья операции ‑ ВГ = А'Б' ‑ (3 ‑ 1) tшт3 ; третья и четвертая операции ‑ ДЕ ‑ (3 ‑ 1) tшт4 (где tшт3 и tшт4 имеют более короткое время tшт.кор из каждой пары операций).
Формулы для расчета:
При выполнении операций на параллельных рабочих местах:
 , (3.30)
, (3.30)
При передаче изделий транспортными партиями:
![]()
 , (3.31)
, (3.31)
где.  ‑ время на выполнение наиболее короткой операции.
‑ время на выполнение наиболее короткой операции.

Рисунок 3.15 Параллельно-последовательный вид движения деталей
Производственный цикл изготовления партии деталей включает не только операционный цикл, но и естественные процессы и перерывы, связанные с режимом работы, и другие составляющие. В этом случае длительность цикла для рассмотренных видов движения определяется по формулам:
 , (3.32)
, (3.32)
 , (3.33)
, (3.33)
 , (3.34)
, (3.34)
где rоп ‑ количество технологических операций; Ср.м. ‑ количество параллельных рабочих мест, занятых изготовлением партии деталей на каждой операции; tмо ‑ время межоперационного пролеживания между двумя операциями, ч; Тсм ‑ длительность одной рабочей смены, ч; dсм ‑ число смен; Кв.н ‑ планируемый коэффициент выполнения норм на операциях; Кпер ‑ коэффициент перевода рабочего времени в календарное; Те ‑ длительность естественных процессов.
Расчет длительности цикла сложного процесса
Производственный цикл изделия включает циклы изготовления деталей, сборки узлов и готовых изделий, испытательных операций. При этом принято считать, что различные детали изготавливаются![]() одновременно. Поэтому в производственный цикл изделия включается цикл наиболее трудоемкой (ведущей) детали из числа тех, которые подаются на первые операции сборочного цеха. Длительность производственного цикла изделия (Тцп
) может быть рассчитана по формуле:
одновременно. Поэтому в производственный цикл изделия включается цикл наиболее трудоемкой (ведущей) детали из числа тех, которые подаются на первые операции сборочного цеха. Длительность производственного цикла изделия (Тцп
) может быть рассчитана по формуле:
Тц.п. =Тц.д. +Тц.б , (3.35)
где Тц.д ‑ длительность производственного цикла изготовления ведущей детали, календ. дн.;
Тц.б ‑ длительность производственного цикла сборочных и испытательных работ, календ. дн.
Для определения длительности цикла сложного производственного процесса может быть использован графический метод. Для этого составляется цикловой график. Предварительно устанавливаются производственные циклы простых процессов, входящих в сложный. По цикловому графику анализируется срок опережения одних процессов другими и определяется общая продолжительность цикла сложного процесса производства изделия или партии изделий как наибольшая сумма циклов связанных между собой простых процессов и межоперационных перерывов. На рис. 3.16 приведен цикловой график сложного процесса. На графике справа налево в масштабе времени откладываются циклы частичных процессов, начиная от испытаний и кончая изготовлением деталей.

Рисунок 3.16 Цикловой график сложного производственного процесса.
3.4.4 Организация производственного процесса в пространстве. Производственная структура предприятия
Сочетание частей производственного процесса в пространстве обеспечивается производственной структурой предприятия. Под производственной структурой понимаются совокупность производственных единиц предприятия, входящих в его состав, а также формы взаимосвязей между ними, то есть это, по существу, – форма организации производственного процесса. В современных условиях производственный процесс может рассматриваться в двух его разновидностях:
• как процесс материального производства с конечным результатом ‑ товарной продукцией;
• как процесс проектного производства с конечным результатом ‑ научно-техническим (инновационным) продуктом.
Характер производственной структуры предприятия зависит от видов его деятельности, основными из которых являются следующие: научно-исследовательская, производственная, научно-производственная, производственно-техническая, управленческо-хозяйственная.
Приоритет соответствующих видов деятельности определяет структуру предприятия, долю научных, технических и производственных подразделений, соотношение численности рабочих, специалистов, руководителей и служащих.
Состав подразделений предприятия, специализирующегося на производственной деятельности, определяется особенностями конструкции производимой продукции и технологии ее изготовления, масштабами производства, специализацией предприятия и сложившимися кооперированными связями. На рис. 3.17 представлена схема взаимосвязей факторов, определяющих производственную структуру предприятия.

Рисунок 3.17 Факторы, влияющие на производственную структуру предприятия
Кроме того, на производственную структуру как предприятия в целом, так и его подразделений существенное влияние оказывают различного рода требования – градостроительные, пожарной, радиационной, экологической безопасности, санитарные, гигиенические и т.п. нормы. Большое влияние на структуру предприятия оказывает и форма собственности – государственная, частная, акционерная или арендная.
В настоящее время широкое распространение получили различные формы организации предприятий; существуют малые, средние и крупные предприятия, производственная структура каждого из них обладает соответствующими особенностями.
Производственная структура малого предприятия отличается простотой. Она, как правило, имеет минимум или не имеет вовсе внутренних структурных производственных подразделений. На малых предприятиях незначителен аппарат управления, широко применяется совмещение управленческих функций.
Структура средних предприятий предполагает выделение в их составе цехов, а при бесцеховой структуре ‑ участков. Здесь уже создаются минимально необходимые для обеспечения функционирования предприятия собственные вспомогательные и обслуживающие подразделения, отделы и службы аппарата управления.
Крупные предприятия в обрабатывающей промышленности имеют в своем составе весь набор производственных, обслуживающих и управляющих подразделений.
На основе производственной структуры разрабатывается генеральный план предприятия. Под генеральным планом понимается пространственное расположение всех цехов и служб, а также транспортных путей и коммуникаций на территории предприятия. При разработке генерального плана обеспечивается прямоточность материальных потоков. Цехи должны быть расположены соответственно последовательности выполнения производственного процесса. Службы и цехи, связанные между собой, необходимо размещать в непосредственной близости.
Производственные структуры объединений в современных условиях претерпевают существенные изменения. Для производственных объединений в обрабатывающей промышленности, в частности в машиностроении, характерны следующие направления совершенствования производственных структур:
• концентрация производства однородной продукции или выполнения однотипных работ в единых специализированных подразделениях предприятия;
• углубление специализации структурных подразделений предприятий ‑ производств, цехов, филиалов;
• интеграция в единых научно-производственных комплексах работ по созданию новых видов продукции, ее освоению в производстве и организации выпуска в необходимых для потребителя количествах;
• рассредоточение производства на основе создания в составе объединения узкоспециализированных предприятий различных размеров;
• преодоление сегментации в построении производственных процессов и создание единых потоков изготовления продукции без выделения цехов, участков;
• универсализация производства, заключающаяся в выпуске разной по назначению продукции, комплектуемой из однородных по конструкции и технологии узлов и деталей, а также в организации производства сопутствующих изделий;
• широкое развитие кооперации по горизонтали между предприятиями, входящими в разные объединения, в целях сокращения издержек производства за счет увеличения масштабов выпуска однотипной продукции и полной загрузки мощностей.
Создание и развитие крупных объединений вызвало к жизни новую форму производственной структуры, характеризуемую выделением в их составе специализированных производств оптимального размера, построенных по принципу технологической и предметной специализации. Такая структура предусматривает также максимальную концентрацию заготовительных, вспомогательных и обслуживающих процессов. Типовая структура машиностроительного производства приведена на рис. 3.18.

Рисунок 3.18 Типовая структура производства .
Вопросы и задания для обсуждения:
1. Что такое производственный процесс?
2. Назовите виды производственных процессов.
3. Что такое производственная операция? Назовите виды операций.
4. Назовите и прокомментируйте принципы организации производственных процессов.
5. Что Вы понимаете под производственным циклом?
6. Назовите элементы производственного цикла. Как определяется его структура?
7. Какие виды движения предметов труда в производственном процессе Вы знаете?
8. Как при изменении вида движения предметов труда изменяется продолжительность производственного цикла?
9. Что Вы понимаете под производственной структурой предприятия, цеха?
10. От чего зависит производственная структура предприятия?
11. Что такое генеральный план предприятия?
3.5 Типы производства и их технико-экономическая характеристика
3.5.1 Общая характеристика типов производства
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз . Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
 ,----------------------------------- (3.36)
,----------------------------------- (3.36)
где КОП i ‑ число операций, выполняемых на i-м рабочем месте;
Крм ‑ количество рабочих мест на участке или в цехе.
Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства ‑ от 11 до 20 (включительно), для крупносерийного производства ‑ от 1 до 10 (включительно).
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Рассмотрим технико-экономические характеристики каждого из типов производства.
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупнено в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков, поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организацииматериально-технического снабжения. Широкая номенклатураизготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в свою очередь, к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификации деталей и узлов, что позволяет перейти к организации предметных участков; расширении конструктивной преемственности для увеличения партий запуска деталей; группировании близких по конструкции и порядку изготовления деталей для сокращения времени на подготовку производства и улучшения использования оборудования.
Серийное производство характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и создаются предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых деталей, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Применение той или иной формы организации в условиях серийного производства зависит от трудоемкости и объема выпуска закрепленных за участком изделий. Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например нормализованные шпильки, болты, закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного производства характерны значительно меньшие, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства.
С точки зрения организации основным резервом роста производительности труда в серийном производстве является внедрение методов поточного производства.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей. Большое распространение получили здесь автоматические поточные линии. Технологические процессы механической обработки разрабатывается более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового производства возрастает значение организации межоперационной транспортировки, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования ‑ одно из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов при массовом производстве.
Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления продукции. В табл. 3.10 представлены данные по сравнительной характеристике различных типов производства.
Таблица 3. 10 |
|||
| Характеристика типов производства | |||
Сравниваемые признаки |
Тип производства | ||
| Единичное | Серийное | Массовое | |
| Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей изготовляемых партиями | Ограниченная номенклатура деталей изготовляемых в большом количестве |
| Повторяемость выпуска | Отсутствует | Периодическая | Постоянная |
| Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Закрепление операций за станками | Отсутствует | Устанавливается Ограниченное число деталеопераций | Одна ‑ две операции на станок |
| Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
| Передача предметов труда с операции на операцию | Последовательная | Параллельно-последовательная | Параллельная |
| Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
Необходимо отметить, что деление на типы производства часто носит условный характер, так как на предприятиях единичного производства можно встретить участки и даже цехи с массовым или серийным типом производства и наоборот на предприятиях массового производства – участки и цехи с единичным или серийным типом производства. Поэтому тип производства предприятия определяется по типу производства ведущего цеха, а тип производства цеха – по типу производства ведущего участка.
3.5.2 Организация поточного и автоматизированного производства
Поточным производством называется такая форма организации процессов, которая характеризуется ритмичной повторяемостью согласованных во времени операций, выполняемых на специализированных рабочих местах, расположенных последовательно по ходу производственного процесса.
Производство, организованное по поточному методу, характеризуется рядом признаков: детальное расчленение процессов производства на составные части ‑ операции и закрепление каждой операции за определенным рабочим местом; прямоточное с наименьшими разрывами расположение рабочих мест; поштучная (или небольшими транспортными партиями) передача деталей с одного рабочего места на другое; синхронизация длительности операций; использование для передачи деталей с одного рабочего места на другое специальных транспортных средств.
Первичным звеном поточного производства является поточная линия ‑ группа рабочих мест, на которых производственный процесс осуществляется в соответствии с характерными признаками поточного производства.
Организация поточных линий предъявляет особые требования к планировке оборудования, транспортным средствам, применяемой таре. Планировка поточных линий должна обеспечивать наибольшую прямоточность и кратчайший маршрут движения деталей, экономное использование площадей, удобство обслуживания оборудования, достаточность площадей для хранения требуемых материалов и деталей. В зависимости от конструкций производственных зданий, видов выпускаемых изделий и используемого оборудования разрабатываются планировки овальных, Т- и П-образных, круговых поточных линий.
В качестве транспортных средств поточных линий используются транспортеры (ленточные и подвесные), склизы, желоба, промышленные роботы, универсальные манипуляторы и т. д.
Технологическая тара в поточном производстве конструируется с учетом размеров транспортных партий деталей.
В машиностроительной промышленности поточные формы организации производственного процесса используются в производствах, выпускающих продукцию в массовых количествах: светотехническое оборудование, электрические машины малой мощности, низковольтное аппаратостроение, химические источники тока, конденсаторостроение и др. Вместе с тем поточные формы организации производственного процесса могут применяться и на предприятиях серийного и мелкосерийного производства.
Классификация основных видов и форм поточных линий. Все применяемые поточные линии можно классифицировать по ряду признаков.
В зависимости от количества типов одновременно обрабатываемых изделий поточные линии подразделяются на одно- и много-номенклатурные. В первом случае на линии обрабатывается или собирается изделие одного типоразмера, во втором ‑ изделия нескольких типоразмеров, сходных по конструкции или технологии обработки (сборки).
По степени механизации и автоматизации производственного процесса поточные линии можно разделить на три вида: немеханизированные, механизированные и автоматические.
По способу поддержания и характеру режима различают поточные линии с принудительным и регламентированным ритмом и поточные линии со свободным ритмом. На линиях с принудительным и регламентированным ритмом детали с операции на операцию передаются с помощью специального транспортного устройства с заранее заданной скоростью. Ритм линии поддерживается с помощью этих транспортных средств. На поточных линиях со свободным ритмом интервал времени между запуском двух изделий на линию поддерживается рабочими или мастерами.
По степени непрерывности процесса производства различают непрерывно-поточные и переменно-поточные линии. На непрерывно-поточных линиях операции равны или кратны ритму, т. е. синхронизированы во времени. Такие линии применяются главным образом в сборочных цехах. На переменно-поточных (прямоточных) линиях нормы времени по операциям не равны и не кратны ритму. Они чаще всего встречаются в обрабатывающих цехах, где из-за разности производительности и оснащения возможности синхронизации ограничены. Оборудование на таких линиях расставлено по ходу технологического процесса, но транспортные устройства не являются регуляторами темпа работы.
По характеру работы конвейера различают линии с непрерывным и пульсирующим движением предметов труда. В первом случае все технологические операции выполняются во время движения изделия. При этом рабочий перемещается вдоль линии. Во втором случае конвейер передвигает предмет труда от одного рабочего места к другому и останавливается на время выполнения операции.
Основы расчета и организация однопредметных поточных линий.
При проектировании и организации поточных линий рассчитывается ряд показателей, которые определяют регламент работы линии и методы выполнения технологических операций.
Основным показателем работы линии является такт r. Если на операциях поточной линии планируются технологические потери, такт поточной линии рассчитывается по программе запуска на линию:
r=Fд /N3 , (3.37)
где Fд – действительный фонд времени работы поточной линии, рассчитываемый исходя из календарного фонда, сменности работы предприятия, длительности смен и коэффициентов потерь рабочего времени;
N3 ‑ количество изделий, запускаемых на поточную линию в плановом периоде, шт.
N3 =NB (1+α/100) , (3.38)
где NВ – объем выпуска изделий с поточной линии;
α‑ планируемый процент брака.
Расчет количества оборудования и числа рабочих мест поточной линии ведется по каждой операции технологического процесса.
Ср i = tшт i / r, (3.39)
где Ср – расчетное количество рабочих мест на поточной линии;
tшт I – штучное время на выполнение i-той операции.
Принятое количество рабочих мест (Спр i ) – это округленное в большую сторону расчетное количество рабочих мест.
Явочное количество рабочих равно количеству рабочих мест на поточной линии с учетом многостаночного обслуживания. Общее количество рабочих на поточных линиях определяется как среднесписочное (Rсп ) по формуле
Rсп
=(1+b/100)![]() , (3.40)
, (3.40)
где b‑ добавочный процент потерь рабочего времени (очередные и ученические отпуска, болезни, выполнение государственных обязанностей); ![]() ‑ явочное количество рабочих, равное количеству рабочих мест на i-й операции, чел.;
‑ явочное количество рабочих, равное количеству рабочих мест на i-й операции, чел.;
т ‑ количество операций технологического процесса;
dсм ‑ число смен.
Для обеспечения бесперебойного протекания производственных процессов на поточных линиях создается производственный запас заготовок или составных частей изделия, называемый заделом. Различают четыре вида заделов: технологический, транспортный, страховой и оборотный. Технологический задел ZT , представляющий собой детали, сборочные единицы и изделия, находящиеся непосредственно в процессе обработки, сборки, испытаний на рабочих местах, рассчитывается по формуле
ZT
=![]() , (3.41)
, (3.41)
где Спр i ‑ количество рабочих мест на i-й операции;
п ‑ количество деталей, сборочных единиц и изделий, обрабатываемых одновременно на рабочем месте.
Транспортный задел состоит из деталей, сборочных единиц и изделий, находящихся в процессе перемещения между рабочими местами и расположенными в транспортных устройствах. При непрерывной транспортировке с применением конвейера задел рассчитывается следующим образом:
ZTP =lp . k . ×p/v, (3.42)
где lp . k длина рабочей части конвейера, м;
р ‑ размер операционной партии, шт.;
v‑ скорость движения конвейера, м/мин.
При периодической транспортировке величина транспортного задела определяется по формуле
ZTP
=p![]() -1, (3.43)
-1, (3.43)
Размеры транспортного и технологического заделов зависят от параметров оборудования и технологического процесса.
Страховой задел нейтрализует отрицательное влияние на ритмичность производства случайных перебоев в работе оборудования, несвоевременной подачи материалов, полуфабрикатов и др. Этот вид задела создается перед наиболее ответственными и трудоемкими операциями. Его величина определяется по опытным данным, полученным на основе специальных исследований.
Рассмотренные показатели работы поточной линии являются общими для всех форм поточного производства. Вместе с тем для каждой отдельно взятой классификационной группы поточной линии существуют свои специфические расчеты.
Непрерывно-поточные линии ‑ это наиболее современная форма поточного производства, отличительной особенностью которого является полная согласованность длительностей всех операций, закрепленных за поточной линией, с ее тактом. Продолжительность такта непрерывно-поточной линии зависит от времени выполнения операции, характера движения и назначения транспортного средства.
Для поточных линий с рабочим конвейером непрерывного действия такт равен времени непосредственной обработки изделий tшт на операции, т.е. r= tшт . При пульсирующем конвейере такт определяется по формуле
r= tшт + tтр , (3.44)
где tтр время (неперекрываемое) транспортировки изделия с одной операции на другую, мин.
Если поточная линия снабжена распределительным конвейером, то при непрерывном его движении
r= tшт + tc , y . , (3.45)
где tc , y . ‑ время снятия-установки на конвейер изделия, мин. При пульсирующем движении конвейера
r= tшт + tтр + tc , y , (3.46)
Прерывно-поточные линии наиболее часто организуются в механических цехах, где добиться равенства или кратности норм времени по операциям такту невозможно. Особенностью расчетов прерывно-поточной линии является необходимость определения периода оборота, размеров межоперационных заделов, определения регламента работы рабочих на основании анализа загрузки рабочих мест и составления плана-графика работы линии.
Особенности организации многопредметных поточных линий.
На многопредметных поточных линиях изготавливаются изделия различных наименований последовательно чередующимися партиями. Основными условиями организации таких линий являются технологическое единство изделий и гибкая конструкция оборудования линий, допускающая возможность быстрой его переналадки на выпуск новых изделий.
Различают групповые и переменно-поточные многопредметные линии. Расчет групповых поточных линий аналогичен расчету однопредметных непрерывно-поточных линий.
Специфической особенностью переменно-поточной линии является определение среднего такта линии и частных тактов изготовления изделий каждого наименования. Средний такт rср рассчитывается по формуле
rср
= FД
(1-kп
)/ ![]() , (3.47)
, (3.47)
где kп ‑ коэффициент потерь времени на переналадку линии;
n‑ количество наименований изделий, закрепленных за линией.
Величина частных тактов изделий, закрепленных за линией, может быть определена разными способами в зависимости от степени различия в трудоемкости изготовления, возможности работы линии с разными тактами, вида программы выпуска изделий.
При большом количестве закрепленных за линией групп деталей частный такт рассчитывается по изделию-представителю, являющемуся наиболее типичным для данной линии. При этом способе расчета из числа изделий, закрепленных за линией, выбирают одно изделие-представитель (условное изделие). Для других деталей находят коэффициент приведения kпр путем деления их трудоемкости ti на трудоемкость условного изделия tу :
Kпр = ti /ty , (3.48)
Затем для каждой детали определяют объем затрат на линию, приведенный к объему запуска изделия-представителя:
Nз.пр. = Nз i × kпр , (3.49)
На основании этих данных рассчитывают условный общий такт линии:
Hобщ.у
= Fд
(1-kпн
)/ ![]() , (3.50)
, (3.50)
Определяются частные такты изготовления i-roизделия:
ri = Hобщ.у × kпр i , (3.51)
Являясь передовым методом организации производства поток дает существенные экономические преимущества. При поточной организации лучше используются производственные площади, так как оборудование размещается более компактно, сокращаются площади для хранения межоперационных заделов, уменьшается число межцеховых и цеховых кладовых.
Внедрение поточных линий ведет к сокращению длительности производственного цикла, что обусловлено использованием параллельного движения предметов труда между рабочими местами, а это в свою очередь ведет к уменьшению размеров незавершенного производства, ускорению оборачиваемости оборотных средств.
Вопросы и задания для обсуждения:
1. Что Вы понимаете под типом производства?
2. Какие типы производства Вы знаете? Дайте им сравнительную технико-экономическую характеристику.
3. Что такое поточное производство? Назовите его признаки.
4. В чем преимущество поточной организации производства?
5. Какие виды поточных линий Вы знаете? В чем их особенности?
6. Поясните понятия: объем запуска и объем выпуска изделий, такт поточной линии, расчетное и принятое количество рабочих мест.
7. Какие виды заделов Вы знаете?
3.6 Организация вспомогательного производства и обслуживающих хозяйств
3.6.1 Организация инструментального хозяйства
Инструментальное хозяйство занимает ведущее место в системе технического обслуживания производства. Современный технический и организационный уровень машиностроения определяется высокой оснащенностью его моделями, штампами, прессформами, приспособлениями, режущим, измерительным и вспомогательными инструментами и приборами, объединенными в общий комплекс технологической оснастки.
Затраты на инструмент и другую оснастку в массовом производстве достигают 25-30%, в серийном – 10-15%, в мелкосерийном и единичном – до 5% стоимости оборудования, а их удельный вес в себестоимости выпускаемой продукции составляет соответственно 8-15%, 6-8%, 1,5-4%. Расходы на проектирование и изготовление специальных видов оснастки достигают 60% общей суммы затрат на подготовку производства новых видов изделий. Величина оборотных средств, вложенных в инструменты (оснащение), колеблется от 15 до 40% общей суммы оборотных средств предприятия.
Задача инструментального хозяйства ‑ своевременное изготовление и обеспечение производства высокопроизводительными и экономичными инструментами и технологической оснасткой, а также поддержание их в работоспособном состоянии в период эксплуатации.
Работа по обеспечению инструментами и технологической оснасткой выполняется подразделениями инструментального хозяйства и ведется по двум направлениям:
- инструментальное производство;
- инструментальное обслуживание.
Типовая структура инструментального хозяйства представлена на рис. 3.17
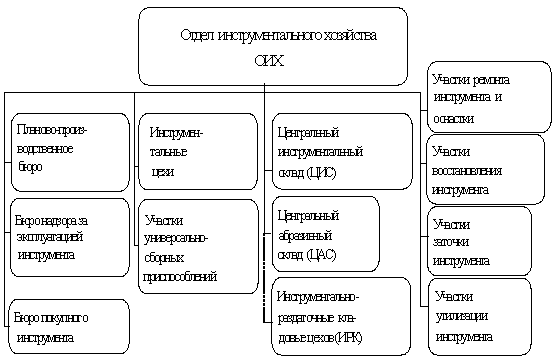
Рисунок 3.17 Состав служб инструментального хозяйства
Функции инструментального хозяйства:
1) разработка нормативов потребления инструмента и оснастки;
2) планирование, изготовления, приобретения, ремонта инструментов и оснастки;
3) изготовление инструментов и оснастки;
4) приобретение;
5) организация хранения и обслуживание цехов;
6) ремонт и восстановление;
7) заточка;
8) утилизация;
9) надзор за надлежащим использованием.
Планирование и нормирование потребности в инструменте и технологической оснастке
Потребность предприятия в инструменте и технологической оснастке (далее в инструменте) складывается из расходного и оборотного фондов.
Расходный фонд ‑ это годовая потребность в инструменте для выполнения запланированного объема и номенклатуры продукции. Расчет потребности по каждому виду инструмента ведется по утвержденным нормам расхода и годовой производственной программы.
Оборотный фонд ‑ запас инструментов (Zоб) для обеспечения нормальной работы производства, образующийся:
- из складских запасов в центральном инструментальном складе (ЦИСе) и инструментально раздаточной кладовой (ИРК) (Zскл);
- эксплуатационного фонда на рабочих местах (Zр);
- инструментов в заточке (Zз);
- инструментов в ремонте (Zрем);
- инструментов на контроле (Zк).
Zоб = Zскл + Zр + Zз + Zрем + Zк. , (3.52)
Для поддержания запаса инструмента в ЦИС не ниже минимально допустимого применяются две системы планирования пополнения запасов: "на заказ" и "на склад".
Система "на заказ" состоит в том, что в соответствии с выявленной потребностью в данном инструменте заранее дается заказ на его изготовление или приобретение. Так, если по плану предусмотрен выпуск продукции во втором квартале, то необходимое оснащение необходимо заказать в первом квартале с необходимым опережением и в нужном количестве. Однако, как показывает практика, расчет потребности в инструменте, сделанный по системе "на заказ", не всегда соответствует действительной потребности, и, как правило, по одним типоразмерам образуется дефицит, а по другим ЦИС затоваривается. Такая система планирования, как правило, применяется для инструмента, который требуется в небольших количествах и используется однократно.
Система "на склад" предусматривает установление максимальной и минимальной величины запаса инструмента на центральном инструментальном складе и расчет нормы запаса, соответствующей точке заказа. Эта система планирования запаса на складе получила название системы "максимум-минимум" рис. 3.18.

Рисунок 3.18 График изменения запаса инструмента по системе "максимум-минимум"
По этой системе устанавливается три нормы запаса:
- максимальный Zmax ;
- минимальный Zmin ;
- запас в "точке заказа" Zт.з. .
Минимальная норма запаса – это страховой запас инструмента, который создается исходя из практических данных в зависимости от расхода инструмента на случай задержки исполнения заказа на изготовление или покупку инструмента или перерасхода его цехами:
Zmin= Zстр , (3.53)
Максимальная норма запаса служит для предупреждения создания излишне больших запасов инструмента на складе и достигается в момент поступления заказа.
При снижении текущего запаса на складе до точки заказа подается заявка в инструментальный отдел для оформления заказа на изготовление или приобретение очередной партии инструмента.
Эти нормы запаса рассчитываются по формулам:
Zmax = Rдн Tпз + Zmin;, (3.54)
Zmin = Rдн Tс.изг; (3.55)
Zт.з = Rдн Tн.изг; (3.56)
где Rдн ‑ среднедневная потребность ИРК цехов в данном инструменте (шт);
Tп.з ‑ периодичность пополнения запаса ( дн.);
Тс.изг и Tн.изг ‑ время срочного и нормального изготовления партии инструментов или приобретения партии покупных инструментов (дн).
Запас точки заказа (Zт.з) отражает такую величину запаса, при которой должен выдаваться заказ на изготовление или приобретение инструментов. Объем партии заказа (Zпарт) равен
Zпарт = Zmax ‑ Zmin., (3.57)
Изготовление инструментов. Если предприятие не может приобрести необходимые ему инструменты на специализированных инструментальных заводах или такое приобретение дороже собственного производства, то изготовление такого инструмента осуществляет в собственных инструментальных цехах. Обычно инструментальные цехи организуются по технологическому принципу. В их состав входят отделения или участки: станочное, слесарно-сборочные, лекальные, шлифовально-заточные, заготовительные, термические, контрольные, восстановления инструментов, измерительная лаборатория, кладовые и т.д.
Специализация подразделений цеха зависит от вида основной продукции предприятия и ее объемов.
Приобретение инструментов является функцией бюро покупных инструментов.
Организация инструментального обслуживания непосредственно в производственных подразделениях предприятия предполагает бесперебойное снабжение рабочих мест инструментами, их правильную эксплуатацию, своевременный и качественный ремонт. Рабочие места производственных цехов обслуживают ИРК, в функции которых входит:
- получение из ЦИС и центрального абразивного склада (ЦАС) инструментов;
- организация их хранения и учета;
- выдача на рабочие места;
- организация ремонта и восстановления инструментов;
- организация контроля;
- списание пришедших в негодность инструментов.
В ЦИСе (ЦАСе) хранится основная часть запасов инструментов предприятия.
Ремонт и восстановление инструментов производится, в зависимости от их особенностей и количества, либо в ремонтных отделениях, расположенных непосредственно в цехах основного производства, либо на специализированных участках инструментальных цехов.
Заточка инструментов. Для заточки инструментов в цехах организуются заточные отделения. Заточки сложных инструментов, требующих специального дорогостоящего оборудования (червячные фрезы, шеверы, долбяки, протяжки, резцовые головки для конических винтовых колес и т.д.), производят централизованно в инструментальных цехах.
Одной из важных функций является организация технического надзора за эксплуатацией инструментов:
- их состоянием;
- соблюдением правил эксплуатации;
- выполнением правил хранения;
- правильной заточкой и т.д.
На рис. 3.19 представлена схема оборота инструмента на предприятии.

Рисунок 3.19 Схема оборота инструмента на предприятии
3.6.2 Организация ремонтной службы предприятия
В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в результате ремонта должно не только восстанавливаться первоначальное состояние оборудования, но и значительно улучшаться его основные технические характеристики за счет модернизации. Таким образом, сущность ремонта заключается в сохранении и качественном восстановлении изношенных деталей и регулировки механизмов и другого технологического оборудования.
В машиностроении затраты на ремонт оборудования ежегодно достигают 17-26% его первоначальной стоимости, что соответствует 5-8% себестоимости продукции завода. Практика показывает, что затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом далеко не всегда удовлетворительны. Децентрализация ремонта приводит к параллельности однородных работ и низкому техническому уровню их исполнения, затраты на капитальный ремонт станка иногда превышают стоимость нового, простои станков в ремонте, как правило, превышают плановые. Отсюда вытекает важное направление деятельности предприятия ‑ постоянное совершенствование организации ремонтного хозяйства.
Задача ремонтной службы предприятия ‑ обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта, повышение культуры эксплуатации действующего оборудования, повышение качества ремонта и снижение затрат на его выполнение.
Ремонтную службу предприятия возглавляет отдел главного механика предприятия (ОГМ). Структура ремонтной службы представлена на рис. 3.20
Функции ремонтной службы предприятия:
- разработка нормативов по уходу, надзору, обслуживанию и ремонту оборудования;
- планирование планово-предупредительных ремонтов (ППР);
- планирование потребности в запасных частях;
- организация ППР и ППО планово-предупредительного обслуживания (ППО);
- организация изготовления, закупки и хранения запчастей;
- оперативное планирование и диспетчирование сложных ремонтных работ;
- организация работ по монтажу, демонтажу и утилизации оборудования;
- организация работ по приготовлению и утилизации смазочно-охлаждающих жидкостей (СОЖ);
- разработка проектно-технологической документации на проведение ремонтных работ и модернизации оборудования;
- контроль качества ремонтов;
- надзор за правилами эксплуатации оборудования и грузоподъемных механизмов.

Рисунок 3.20 Состав служб ремонтной службы предприятия
Обслуживание и эксплуатация оборудования на предприятиях производятся по единой системе планово-предупредительных ремонтов (ППР).
Система ППР ‑ это комплекс планируемых организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования. Мероприятия носят предупредительный характер, то есть после отработки каждой единицей оборудования определенного количества времени производятся его профилактические осмотры и плановые ремонты: малые, средние, капитальные.
Чередование и периодичность ремонтов определяется назначением оборудования, его конструктивными и ремонтными особенностями, а также условиями эксплуатации. ППР оборудования предусматривает выполнение следующих работ:
- межремонтное обслуживание;
- периодические осмотры;
- периодические плановые ремонты: малые, средние, капитальные.
Межремонтное обслуживание ‑ это повседневный уход и надзор за оборудованием, проведение регулировок и ремонтных работ в период его эксплуатации без нарушения процесса производства. Оно выполняется во время перерывов в работе оборудования (в нерабочие смены, на стыке смен и т.д.) дежурным персоналом ремонтной службы цеха.
Периодические осмотры ‑ осмотры, промывки, испытания на точность и прочие профилактические операции, проводимые по плану через определенное количество отработанных оборудованием часов.
Периодические плановые ремонты делят на малый, средний и капитальный ремонты.
Малый ремонт ‑ детальный осмотр, смена и замена износившихся частей, выявление деталей, требующих замены при ближайшем плановом ремонте (среднем, капитальном) и составление дефектной ведомости для него (ремонта), проверка на точность, испытание оборудования.
Средний ремонт ‑ детальный осмотр, разборка отдельных узлов, смена износившихся деталей, проверка на точность перед разборкой и после ремонта.
Капитальный ремонт ‑ полная разборка оборудования и узлов, детальный осмотр, промывка, протирка, замена и восстановление деталей, проверка на технологическую точность обработки, восстановление мощности, производительности по стандартам и ТУ.
ППР осуществляется по плану-графику, разработанному на основе нормативов ППР:
- продолжительности ремонтного цикла;
- продолжительности межремонтных и межосмотровых циклов;
- продолжительности ремонтов;
- категорий ремонтной сложности (КРС);
- трудоемкости и материалоемкости ремонтных работ.
Ремонтный цикл ‑ это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта, или период работы между двумя капитальными ремонтами. Структура ремонтного цикла ‑ это порядок чередования ремонтов и осмотров, зависящих от типа оборудования, степени его загрузки, возраста, конструктивных особенностей и условий эксплуатации. Под структурой межремонтного цикла понимается перечень и последовательность выполнения ремонтных работ и работ по техническому обслуживанию в период межремонтного цикла. Например, для средних и легких металлорежущих станков структура межремонтного цикла имеет следующий вид:
К1 – О1 – Т1 – О2 – Т2 – О3 – С1 – О4 – Т3 – О5 – Т4 – О6 – К2 ,
где К1 и К2 – капитальные ремонты оборудования;
О1 , О2 ……,О6 – осмотры (техническое обслуживание);
Т1 , Т2 , Т3 , Т4 – текущие (малые) ремонты оборудования;
С1 – средний ремонт оборудования.
Из структуры межремонтного цикла видно, сколько и в какой последовательности проводится тот или иной вид ремонта или осмотра.
Межремонтный период – время работы единицы оборудования между двумя очередными плановыми ремонтами.
Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, следовательно, и выше категория сложности.
Категория сложности ремонта обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определенной группы металлорежущих станков принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по технической части 11R, а по электрической – 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путем сопоставления его с эталоном.
Трудоемкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу. Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части установлено 8,5 ремонтной единицы.
Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы.
Суммарная трудоемкость по отдельному виду ремонтных работ определяется по формуле:
![]() , (3.58)
, (3.58)
где Тс – трудоемкость среднего ремонта оборудования данной группы, нормо-ч;
tc ‑ норма времени на одну ремонтную единицу по всем видам работ, нормо-ч;
R– количество ремонтных единиц;
Спр – количество единиц оборудования данной группы, шт.
Аналогично определяется трудоемкость по техническому обслуживанию, текущему и капитальному ремонтам.
Ремонт и техническое обслуживание технологического оборудования на предприятиях выполняют ремонтно-механический цех (РМЦ) и ремонтные службы цехов. В зависимости от доли работ, выполняемых производственными цехами, РМЦ и цеховыми ремонтными службами различают три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной форме все виды ремонта, а иногда и техническое обслуживание производятся силами РМЦ завода. Такая организация ремонта применяется на небольших предприятиях с суммарной ремонтной сложностью оборудования 3000-5000 ремонтных единиц. Это, как правило, заводы единичного и мелкосерийного производства.
При децентрализованной форме все виды ремонтов и техническое обслуживание оборудования выполняются силами цеховых ремонтных баз (ЦРБ) под руководством механиков цехов. На этих базах восстанавливаются изношенные детали. Новые сменные запасные детали изготавливаются в РМЦ. Здесь же могут восстанавливаться изношенные детали, требующие применения специального технологического оснащения и оборудования. В отдельных случаях, по специальному указанию главного механика, РМЦ проводит капитальный ремонт технологического оборудования. Такая организация ремонта свойственна предприятиям массового и крупносерийного производства с большим числом оборудования в каждом цехе (с суммарной сложностью не менее 800-1000 ремонтных единиц).
Смешанная форма организации ремонтных работ характеризуется тем, что наиболее сложные и трудоемкие работы (капитальный ремонт, модернизация оборудования, изготовление запасных частей и восстановление изношенных деталей) производятся силами РМЦ, а техническое обслуживание, текущий и средний ремонты, внеплановые ремонты – силами ЦРБ, комплексными бригадами слесарей, закрепленными за участками. Под влиянием научно-технического прогресса, с возрастанием доли сложного, прецизионного и автоматического оборудования и с повышением требований к качеству продукции наметилась тенденция перехода от децентрализованной формы к смешанной. При переходе средних и крупных предприятий на смешанную форму организации ремонтных работ целесообразно концентрировать в РМЦ все виды работ, выполняемых в больших объемах (средние и капитальные ремонты, изготовление запасных частей и др.).
Технико-экономические показатели ремонтной службы
При анализе и оценке работы ремонтной службы используются следующие технико-экономические показатели:
1. Время простоя оборудования в ремонте, приходящееся на одну ремонтную единицу. Этот показатель определяется делением суммарного простоя оборудования в ремонте на число ремонтных единиц оборудования, которое подвергается ремонту в данном плановом периоде. Необходимо добиваться максимального сокращения этого времени.
2. Число ремонтных единиц установленного оборудования, приходящееся на одного ремонтного рабочего. Это число характеризует производительность труда ремонтных рабочих, которая должна постоянно увеличиваться.
3. Себестоимость ремонта одной ремонтной единицы, определяемая делением всех расходов (включая накладные) по ремонту в течение определенного времени (например, в течение года) на число ремонтных единиц оборудования, ремонтируемого за этот же плановый период. Необходимо стремиться к максимальному снижению этого показателя.
4. Оборачиваемость парка запасных деталей, равная отношению стоимости израсходованных запасных деталей к среднему остатку их в кладовых. Этот показатель должен быть максимально большим.
5. Число аварий, поломок и внеплановых ремонтов на единицу оборудования, характеризующее эффективность системы ППР. Оно должно быть минимальным.
Между этими показателями существует определенная зависимость. Сокращение времени простоя оборудования в ремонте, приходящегося на одну ремонтную единицу, приводит к увеличению числа ремонтных единиц установленного оборудования, приходящегося на одного ремонтного рабочего, так как один и тот же объем ремонтных работ при сокращении времени на него может быть выполнен меньшим количеством рабочих. Это обусловливает снижение себестоимости ремонта одной ремонтной единицы. Улучшение первых трех показателей достигается посредством более эффективной организации ремонтных работ и ремонтного хозяйства, что приводит к улучшению четвертого показателя. Анализ всех показателей проводится в сравнении с показателями, достигнутыми на специализированных ремонтных предприятиях.
3.6.3 Организация энергетического хозяйства предприятия
Современные предприятия машиностроения являются крупнейшими потребителями энергии и энергоносителей, в частности электроэнергии, топлива, пара, сжатого воздуха, воды и т. д.
По характеру использования потребляемая энергия подразделяется на силовую, технологическую и производственно-бытовую. Силовая энергия приводит в движение технологическое оборудование, подъемно-транспортные средства; технологическая – служит для изменения свойств и состояния материалов (плавление, термообработка и т. д.); производственно-бытовая – расходуется на освещение, вентиляцию, отопление и другие цели.
Годовые затраты на потребляемую энергию на предприятиях весьма значительны, а их доля в себестоимости продукции растет и в настоящее время достигает 25-30%.
Задачи энергетического хозяйства предприятия:
- обеспечение бесперебойного снабжения производства всеми видами энергии;
- наиболее полное использование мощности энергоустройств и их содержание в исправном состоянии;
- снижение издержек на потребляемые виды энергий.
На крупных предприятиях (в объединениях) во главе энергетического хозяйства находится управление главного энергетика (УГЭ), на средних предприятиях – отдел главного энергетика (ОГЭ), на малых предприятиях – энергомеханический отдел во главе с главным механиком.
Примерная типовая структура энергетической службы среднего предприятия приведена на рис. 3.21
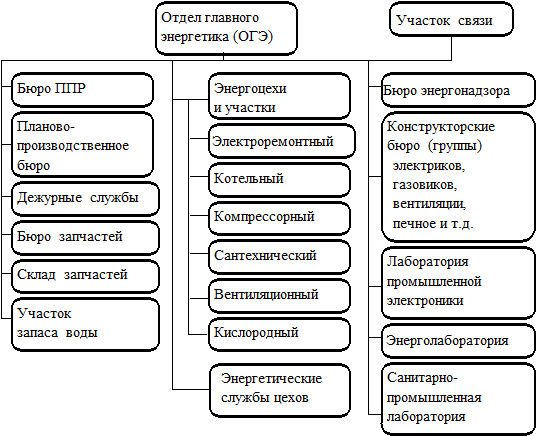
Рисунок 3.21 Состав служб энергетической службы предприятия
Функции энергетической службы предприятия:
- разработка нормативов, касающихся энергетической службы;
- планирование потребности во всех видах энергии и энергоносителей, составление энергетического баланса предприятия;
- планирование ППР оборудования;
- планирование потребности в запчастях;
- организация выработки (обеспечения) предприятия всеми видами энергии; оперативное планирование и диспетчирование обеспечения предприятия всеми видами энергии;
- организация ремонтных работ оборудования;
- разработка технической документации для проведения монтажных, ремонтных работ оборудования и энергетических коммуникаций (сетей);
- организация обслуживания энергетического оборудования, сетей, линий связи;
- контроль за качеством ремонтных работ;
- организация монтажных, пусконаладочных работ нового оборудования, демонтаж и утилизация списанного энергетического оборудования;
- надзор за правилами эксплуатации оборудования;
- контроль за расходами всех видов энергии.
Расчет потребности в энергии и энергетический баланс предприятия
Рациональная организация энергетического хозяйства в определенной мере зависит от правильности планирования своей производственно-хозяйственной деятельности, нормирования и учета потребления энергоресурсов.
Энергоснабжение предприятия имеет специфические особенности, которые заключаются в одновременности производства и потребления энергии. Подача электроэнергии на предприятие на каждый момент времени должна регулироваться объемом потребления. Недостаточно полное ее использование ведет к неизбежным потерям, к недоиспользованию мощности. При повышенном против графика потреблении возникают "пиковые" нагрузки.
Определение потребности предприятия в энергоресурсах и учет их расхода основываются на составлении энергетических и топливных балансов. Балансовый метод планирования дает возможность рассчитать потребность предприятия в энергии и топливе различных видов исходя из объема производства на предприятии и прогрессивных норм расхода, а также определить наиболее рациональные источники потребления этой потребности за счет получения энергии со стороны и собственного производства ее на предприятии.
| Таблица 3.11 | |||
| Энергетический баланс предприятия | |||
| Вид энергии | Потребность в год |
Источники получения | |
| Собственное производство | Сторонние источники | ||
| Электроэнергия | 100 млн. кВт. ч. | - | 100 млн. кВт. ч |
| Тепловая энергия | 32 Гкал | 12 Гкал | 20 Гкал |
| Вода питьевая | 100 000 м3 | 80 000 м3 | 20 000 м3 |
| и т.д. | |||
Энергетические балансы классифицируются по следующим признакам:
• назначению – перспективные, текущие, отчетные;
• видам энергоносителя – частные по отдельным видам энергоносителя (уголь, нефть, пар, газ, вода и т.д.) и общие по сумме всех видов топлива;
• характеру целевого использования энергии (силового, технологического, производственно-хозяйственного значения).
3.6.4 Организация транспортного хозяйства предприятия
Работа современного машиностроительного предприятия связана с перемещением значительного числа разнообразных грузов, как за пределами завода, так и внутри него. На завод в общезаводские или прицеховые склады доставляются материалы, топливо, комплектующие изделия и другие материальные ценности, а со складов или непосредственно из цехов вывозятся готовая продукция и отходы производства.
Внутри завода осуществляется транспортировка материалов, комплектующих и других изделий с общезаводских складов в цехи; заготовок, деталей, сборочных единиц – между цехами; готовой продукции и отходов – из цехов в соответствующие пункты назначения.
Внутри цехов заготовки, детали и сборочные единицы в процессе изготовления и сборки перевозятся между кладовыми и участками, с одного участка на другой, а на участках – между рабочими местами.
Классификация транспортных средств предприятия приведена в табл. 3.12
| Таблица 3.12 | |
| Классификация транспортных средств предприятий | |
| Признак | Характеристика |
| 1. Зона применения | 1.1. Внешний транспорт для связи предприятия с внешними транспортными системами: - железными дорогами; - аэропортами; - речными и морскими портами и др. предприятиями 1.2. Внутризаводской (для перемещения грузов между цехами, участками, рабочими местами): - межцеховой транспорт; - внутрицеховой транспорт (для перемещения грузов между участками и рабочими местами); - межоперационный транспорт (для перемещения грузов между рабочими местами) |
| 2. Вид транспортного средства | 2.1. Колесный транспорт: - железнодорожный; - автомобильный; - автопогрузчики; - электротранспорт. 2.2. Транспортные конвейеры. 2.3. Монорельсовые дороги. 2.4. Трубопроводный транспорт. 2.5. Пневмотранспорт. 2.6. Роботы. 2.7. Спецтранспорт. |
Задачи транспортного хозяйства ‑ осуществление бесперебойной транспортировки всех грузов в соответствии с производственным процессом, содержание транспортных средств в исправном и работоспособном состоянии, снижение издержек на транспортные и погрузо-разгрузочные работы.
Рациональная организация транспортного хозяйства служит предпосылкой снижения себестоимости продукции. В зависимости от особенностей технологических процессов и типов производств на предприятии применяются различные транспортные средства.
Структура транспортной службы предприятия зависит от особенностей производственного процесса, типа производства и объемов выпуска продукции.
Примерная структура развитой транспортной службы машиностроительного предприятия приведена на рис. 3.22.
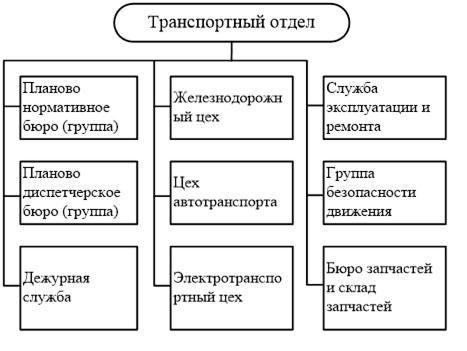
Рисунок 3.22 Состав подразделений транспортной службы предприятия
Функции транспортной службы предприятия:
- разработка нормативов, применяемых в транспортной службе;
- планирование потребностей во всех видах транспорта на основе расчетов грузопотоков и грузооборота;
- планирование ППР транспортных средств;
- планирование потребности в запчастях и их приобретения;
- оперативное планирование и диспетчирование обеспечения предприятия всеми видами транспорта;
- обеспечение производственных процессов транспортными средствами;
- организация осмотров и ремонта транспортных средств;
- организация безопасности движения;
- организация обслуживания транспортных средств (заправка ГСМ, мойка и т.д.);
- организация приобретения новых транспортных средств, их регистрации в государственных органах, получения лицензий на перевозку грузов и людей, списания и утилизации транспортных средств.
Для эффективного планирования потребности ТС определяются грузооборот предприятия и грузопотоки.
Грузооборот ‑ это сумма всех грузов, перемещаемых на предприятии за определенный промежуток времени (или сумма всех грузопотоков предприятия).
Грузопоток ‑ количество грузов (т, шт., кг), перемещаемых в определенном направлении между цехами и складами за определенный промежуток времени.
Грузопотоки рассчитываются на основании:
- видов перемещаемых грузов;
- пунктов отправления и доставки;
- расстояний между пунктами;
- объемов перемещаемых грузов;
- частоты и регулярности перевозок.
Перевозки подразделяются на разовые и маршрутные.
Разовые перевозки ‑ перевозки по отдельным неповторяющимся заказам (заявкам).
Маршрутные перевозки – постоянные или периодические перевозки по определенным маршрутам, которые бывают следующих типов (рис.3.23):
- маятниковая система;
- кольцевая система.

Рисунок 3.23 Системы маршрутов транспортных перевозок:
О – пункт отправления груза; П – пункт приемки груза; – -> – холостой пробег
Маятниковая система маршрутов – это связь между двумя пунктами, которая может иметь два варианта:
- вариант двустороннего маятника, то есть возвращение транспортного средства с грузом;
- вариант одностороннего маятника – возвращение транспортного средства без груза.
Применяется также система лучевых маятниковых маршрутов, когда пункт (склад, цех) связан двусторонними перевозками с несколькими пунктами.
Кольцевая система – система обслуживания нескольких постоянных пунктов, связанных последовательной передачей грузов от одного к другому.
Одним из методов определения объемов грузопотоков и грузооборота предприятия является составление шахматной ведомости (рис. 3.24).
В этой ведомости отражаются все перемещения грузов. По вертикали перечислены цехи-отправители и склады, а по горизонтали в том же порядке указаны цехи-получатели и склады.
Каждый цех и склад представлен графой и строкой. Итоги граф показывают общее поступление грузов в данный цех, итоги строк ‑ величину отправления грузов. Сумма итогов граф или строк по всем цехам и складам отражает величину внутренних грузопотоков.
Цехи отправители Цехи получатели |
1 | 2 | 3 | 4 | 5 | Сумма поступлений грузов в цех или склад åП (итог строк – грузопоток) |
| 1 | /////// | - | - | - | - | åПц1 |
| 2 | - | /////// | - | - | - | åПц2 |
| 3 | - | - | /////// | - | - | åПц3 |
| 4 | - | - | - | /////// | - | åПц4 |
| 5 | - | - | - | - | /////// | åПц5 |
Сумма отправленных грузов из цеха åО (итог столбцов – грузопоток) |
åОц1 |
åОц2 |
åОц3 |
åОц4 |
åОц5 |
Грузооборот предприятия
|
Рисунок 3.24 Шахматная ведомость грузопотоков предприятия
Количество транспортных средств рассчитывается как по межцеховым перевозкам, так и по внутрицеховым и межоперационным транспортным системам.
Основными направлениями совершенствования транспортного хозяйства на предприятиях являются:
- механизация и автоматизация транспортных операций в сочетании с высокой их организацией;
- применение унифицированной тары (в том числе и оборотной);
- внедрение единой производственно-транспортной (комплексной) технологии;
- специализация средств межцехового транспорта по роду перевозимых грузов;
- организация контейнерных перевозок;
- внедрение автоматизированных систем управления транспортом.
3.6.5 Организация складского хозяйства предприятия
Задачи складского хозяйства
Основными задачами складского хозяйства являются:
- организация надлежащего хранения материальных ценностей;
- бесперебойное обслуживание производственного процесса;
- отгрузка готовой продукции.
Структура складского хозяйства (рис. 3.25) зависит от специфики производственного процесса, типа производства и объема выпуска продукции.
Функции подразделений складского хозяйства:
- планирование работ;
- приемка, обработка (в том числе сортировка) грузов;
- организация надлежащего хранения (создание условий для исключения повреждений порчи; поддержание необходимой температуры, влажности);
- постоянный контроль и учет движения материальных ценностей;
- своевременное обеспечение производственного процесса материалами, комплектующими изделиями и т.д.; создание условий, предотвращающих хищение материальных ценностей;
- строгое соблюдение противопожарных мер безопасности (особенно на складах ГСМ, ЛВЖ, красок и лаков, резино-технических изделий, химикатов и т.п.);
- комплектование готовой продукции, ее консервация, упаковка подготовка отгрузочной документации и отгрузка.

Рисунок 3.25 Состав служб складского хозяйства
Механизация и автоматизация складских работ ‑ основное направление совершенствования организации работ, связанных с хранением материальных ценностей и передачей их в производство. Современный склад ‑ это сложное хозяйство, состоящее из вертикальных стеллажных конструкций (нормальная высота до 10 и более метров); автоматических штабелирующих машин с программным управлением, специальной тары, перегрузочных устройств, технических средств систем автоматического управления складом и т.д.
Большое распространение получили вертикально-замкнутые (люлечные) склады с программным управлением, которые занимают малые производственные площади, но имеют достаточно большую емкость за счет вертикального расположения.
В современном промышленном производстве процессы транспортировки и складирования все более интегрируются в единый автоматизированный комплекс, управляемый ЭВМ.
3.6.6 Организация материально-технического снабжения предприятия
Службу материально-технического снабжения возглавляет отдел МТС (ОМТС). Задача ОМТС ‑ бесперебойное материальное обеспечение производства в соответствии с планом выпуска продукции. Структура ОМТС показана на рис. 3.26

Рисунок 3.26 Структура службы МТС предприятия
Основные функции ОМТС:
- разработка нормативов запасов материальных ресурсов;
- планирование потребности в материальных ресурсах и в увязка ее с планом производства и нормативами запасов;
- поиск поставщиков, оценка вариантов поставок и выбор поставщиков по критериям качества поставляемых материалов, надежности поставщиков, цен, условий платежей и поставок, транспортно- заготовительных расходов и т.д.;
- заключение договоров на поставки;
- организация работ по доставке материальных ресурсов, контроль и оперативное регулирование выполнения договоров поставок;
- организация приемки, обработки и хранения материальных ресурсов;
- оперативное планирование и регулирование обеспечения производства материальными ресурсами;
- учет, контроль и анализ расходования материальных ресурсов;
- надзор за рациональным использованием материалов в производстве.
Планирование МТС. План материально-технического снабжения ‑ это совокупность расчетных документов, в которых обоснована потребность предприятия в материальных ресурсах и определены источники их покрытия. Он сопоставляется в форме баланса МТС.
План МТС разрабатывается с учетом:
- производственной программы;
- нормативов запасов материальных ресурсов;
- норм расходов сырья, материалов, полуфабрикатов, топлива, комплектующих изделий;
- планов капитального строительства, реконструкции, подготовки производства новых изделий, работ по ремонту и эксплуатации оборудования, зданий, сооружений, бытовых объектов и т.д.;
- остатков материальных ресурсов на начало и конец планируемого периода;
- установленных и вновь налаживаемых связей с поставщиками;
- цен на все виды материально-технических ресурсов.
Потребность в материалах на основное производство (Gм.осн ) определяется по формуле
 , (3.59)
, (3.59)
где Qi ‑ объем выпуска продукции по каждому наименованию (шт.);
ni ‑ норма расхода материала на одно изделие с учетом технологических потерь (натур. ед.);
m ‑ количество наименований изделий.
Общая потребность в конкретных материалах (Gм ) определяется по формуле
![]() , (3.60)
, (3.60)
где Zн.з ‑ норма запаса материала;
Zм.ф ‑ фактическое наличие материалов на предприятии;
Gм.н.п ‑ необходимое количество материалов для изменения незавершенного производства;
Gм.экс ‑ потребность в материалах для ремонтно-эксплуатационных и других нужд.
Потребность в материальных ресурсах определяется расходами на:
- основное производство, включая производство комплектующих изделий и запасных частей;
- изготовление технологической оснастки и инструмента;
- изготовление нестандартного оборудования и модернизация оборудования;
- проведение НИР и ОКР (с учетом изготовления опытных образцов и экспериментальных работ);
- реконструкцию цехов, участков;
- ремонтно-эксплуатационные нужды;
- капитальное строительство;
- работы социально-культурной и бытовой сфер;
- создание запасов.
Вопросы и задания для обсуждения:
1. Каковы задачи и функции инструментального хозяйства?
2. Какие системы планирования пополнения запасов инструмента Вы знаете и в чем их смысл?
3. Каковы задачи и функции ремонтной службы?
4. В чем смысл ППР?
5. Какие виды ремонтов Вы знаете? Как они образуют ремонтный цикл и какое отношение имеют к показателям ремонтной сложности оборудования?
6. Каковы задачи и функции энергетического хозяйства предприятия?
7. Как определяется потребность в энергоресурсах?
8. Что такое энергетический баланс предприятия?
9. Каковы задачи и функции транспортной службы предприятия?
10. Какие виды транспорта и маршрутов Вы знаете?
11. Как планируются грузопотоки и грузооборот с использованием шахматной ведомости?
12. Каковы задачи и функции складского хозяйства?
13. Каковы основные направления совершенствования деятельности складского хозяйства?
14. Каковы задачи и функции материально-технического обеспечения предприятия?
15. Как осуществляется планирование потребности в материальных ресурсах?
3.7 Совершенствование организации производства и оценка ее экономической эффективности
Основные пути развития организационных резервов
Многообразие производственно-технических условий работы промышленных предприятий определяет значение различных путей использования организационных резервов. Между тем некоторые из них имеют всеобщее значение и могут быть использованы на различных предприятиях. При этом основные направления реализации организационных резервов, в свою очередь, могут быть представлены как две группы:
1) позволяющие реализовать резервы определенного типа;
2) имеющие комплексный характер и реализующие возможности использования различного вида резервов.
На рис. 3.27 приводится схема организационных резервов.

Рисунок 3.27 Организационные резервы производства
Для того чтобы разработать пути совершенствования организации производства в объединениях и на предприятиях, необходимо оценить состояние и уровень организации производства. Состояние организации производства характеризует действующую систему организации производства в объединениях и на предприятиях и отражает количественные и качественные параметры того положения, в котором организация производства находится на данный период времени, а также степень реализации научных принципов организации производства. Уровень организации производства характеризует степень совершенства форм, методов и способов осуществления производственных процессов в пространстве и во времени.
Анализ состояния организации производства – это комплекс мероприятий, направленных на выявление положительных сторон и недостатков организации производства в объединении, на предприятии и формирование целей и конкретных направлений ее совершенствования.
Анализ должен охватывать те стороны производственно-хозяйственной деятельности, которые непосредственно характеризуют состояние, уровень и эффективность организации производства, комплексно определяют наиболее существенные производственные и технико-экономические характеристики предприятия, ориентируют на выявление недостатков в организации, тормозящих повышение эффективности производства.
Анализ распространяется на все остальные стороны организации производства: организацию труда, движение предметов труда, функционирование орудий труда, организацию подготовки производства, производственных процессов, производственной инфраструктуры, материально-технического обеспечения производства, сбыта и реализации продукции, производственную структуру и организацию оперативного планирования производства.
Основой методики анализа является комплекс технико-экономических показателей, отражающих состояние тех или иных сторон организации производства.
Показатели для анализа состояния организации производства подразделяются на три группы:
1) показатели, отражающие результативность (эффективность) организации производства;
2) показатели, характеризующие степень реализации научных принципов организации производственных процессов;
3) показатели, отражающие состояние организации производства по подсистемам.
Методы сбора информации для проведения анализа:
Статистическое наблюдение – это научно организованный учет фактов об изучаемых явлениях и сбор информации, полученной на основе первичных данных. При анализе организации производства необходимая информация может быть получена из статистических отчетов предприятия.
Бухгалтерское наблюдение – это сбор первичной информации о хозяйственных операциях и ее регистрация в документах. Бухгалтерские документы также содержат определенные данные, которые могут быть использованы при анализе организации производства.
Значительная часть необходимой при анализе информации может быть получена при изучении данных оперативного учета, из технической и плановой документации.
Для изучения отдельных сторон организации производства, не отражаемых статистическим, бухгалтерским и оперативным учетом, проводится так называемое «натурное» обследование – фотографии рабочего дня, изучение первичных документов.
Одним из важнейших методов сбора информации, позволяющих получить качественные характеристики объекта, являются опросы участников производственного процесса, специалистов, руководителей. В зависимости от характера информации, получаемой при опросах, их можно разделить на две группы: анкетные опросы и опросы-интервью. Анкетные опросы проводятся по регламентируемой программе. Для их проведения определенным образом разрабатывается анкета, структурно-организационный набор вопросов, каждый из которых позволяет получить данные, предусмотренные программой опроса.
Опрос-интервью проводится в форме свободной беседы, во время которой задаются вопросы, а ответы на них позволяют получить необходимую информацию.
Результат обработки анкет и результатов опросов-интервью позволяют составить полное представление о состоянии организации производства.
Кроме названных, обширную группу представляют графические методы, такие как метод исследования организации производства с использованием карт производственного цикла. Суть метода заключается в графическом описании процесса производства с использованием ряда условных обозначений, представленных в таблице 3.13. Анализ организации производства осуществляется на основе карт производственного процесса.
Указанные карты представляют собой формализованное описание процесса изготовления изделия, выполняются в виде графика, отражающего последовательность всех операций и существующую взаимосвязь между ними с указанием перехода детали на последующие операции, доработку, брак.
| Таблица 3.13 | |
| Система условных обозначений, используемых при формализованном описании производственного процесса | |
| Формализованный процесс | Условные обозначения |
| Технологическая операция |
|
| Транспортировка |
|
| Контроль | |
| Простой |
|
| Складирование |
|
Анализ организации на основе карт производственного процесса позволяет определить резервы сокращения длительности производственного цикла за счет улучшения организации обслуживания рабочих мест, выявления излишних и экономически неоправданных перемещений предметов труда, улучшения планировки отдельных участков (цехов).
Различают пооперационные и маршрутные карты производственного процесса. Пооперационная карта отражает последовательность и взаимосвязь контрольных и всех производственных операций, за исключением тех, которые связаны с перемещением материала. Маршрутная карта представляет собой дальнейшую детализацию пооперационной карты производственного процесса. Она дает наглядное изображение последовательности всех производственных операций, перерывов, возникающих в процессе изготовления изделий.
Определение уровня организации производства
Уровень показывает степень совершенства форм и методов организации производства и определяется сопоставлением фактического и эталонного значения показателей ее состояния.
С учетом практической возможности и экономической целесообразности достижения оптимальной для данного производства величины каждого показателя, строится модель оптимального состояния организации производства, его базовый эталон. Сопоставляя фактическое и эталонное значение каждого показателя и интегрального коэффициента, можно получить представление об уровне организации производства в целом или ее отдельных сторон.
Уровень организации производства по каждому единичному показателю определяется по формуле:
 , (3.61)
, (3.61)
где уki – уровень организации производства по единичному показателю;
![]() – фактическое значение единичного показателя;
– фактическое значение единичного показателя;
![]() – эталонное значение единичного показателя.
– эталонное значение единичного показателя.
Интегральный показатель уровня организации производства рассчитывается вначале по каждой подсистеме организации, а затем в целом по организации производства в объединении, на предприятии по среднегеометрической величине с учетом весомости каждой подсистемы.
Анализ состояния и оценка уровня организации производства и ее отдельных сторон позволяет выделить направление деятельности по рационализации производства и разработать обоснованные мероприятия по совершенствованию организации производства.
Программа анализа состояния организации производства помогает работникам предприятий разработать план совершенствования организации производства.
Требуемые для анализа данные должны отражать количественные и качественные характеристики состояния организации производства. В связи с этим программа анализа содержит показатели, отражающие уровень и эффективность организации производства и перечень вопросов, позволяющих описать предприятие как объект организации.
В первую часть программы анализа включаются показатели, отражающие результативность (эффективность) организации производства, показатели, характеризующие степень реализации принципов организации производства, показатели состояния организации производства по подсистемам.
Во второй части программы приводится перечень вопросов, с помощью которых можно выяснить и описать состояние организации производства. Затем осуществляется разработка плана совершенствования организации производства предприятия.
Характер конкретных мероприятий по улучшению организации производства в различной степени определяется особенностями предприятия и сложившегося состояния дел. Вместе с тем можно сформировать общее направление работ по рационализации и последовательность их проведения в объединении и на предприятии. В соответствующие формы текущего плана вносятся наиболее крупные и объединенные мероприятия по совершенствованию организации производства.
Для развития перспективного и текущего планов предприятия или объединения разрабатывается рабочий план мероприятий, который представляет собой более детализированный документ, чем соответствующий раздел текущего плана. Рабочий план мероприятий по совершенствованию организации производства может быть представлен в форме, представленной в табл. 3.14.
Таблица 3.14 |
||||||
| Рабочий план мероприятий по совершенствованию организации производства | ||||||
| № п/пп | Область совершенствования организации производства | Мероприятия | Исполнитель | Срок | Экономические результаты | |
| разработки | внедрения | |||||
| 1 | ||||||
| 2 | ||||||
| 3 | ||||||
| 4 | ||||||
В качестве областей совершенствования организации производства в объединении и на предприятии выступают следующие:
· организация труда, функционирования орудий труда, движение предметов труда;
· организация подготовки производства, производственных процессов, производственной инфраструктуры, контроля качества продукции, материально-технического обеспечения производства, реализации и сбыта продукции;
· формирование и совершенствование производственной структуры предприятия и входящих в его состав подразделений;
· организация оперативно-производственного планирования.
По каждому из этих направлений совершенствования организации производства разрабатываются конкретные мероприятия.
Мероприятия разрабатываются производственными подразделениями и соответствующими техническими и экономическими службами под методическим руководством отдела или бюро организации труда и производства в такой последовательности:
1)на основе результатов анализа выявляются объекты рационализации, области организационной деятельности, нуждающиеся в совершенствовании;
2)изучается передовой отечественный и зарубежный опыт, анализируются предложения, высказанные работниками предприятий в анкетах и во время опросов-интервью, организуется сбор предложений рабочих и специалистов;
3)разрабатываются мероприятия по совершенствованию организации производства, определяются исполнители, сроки завершения проектных работ и внедрения решений, определяются их экономические и социальные результаты.
Максимальный эффект совершенствования организации производства достигается, когда к этому привлекают как можно больше работников предприятия. Поэтому разработанные мероприятия обсуждаются в коллективах (рассматриваются советом трудового коллектива, обсуждаются кружками качества и т.д.).
Завершающим этапом является реализация плана и введение на предприятиях прогрессивных форм и методов организации производства.
Реализация мероприятий по улучшению организации может быть осуществлена на основе разработки целевой комплексной программы совершенствования организации производства.
Целевая комплексная программа совершенствования организации производства представляет собой документ, в котором отражена планируемая совокупность работ, направленных на разработку и осуществление рациональных форм и методов организации производства в условиях современного НТП. В то же время программа содержит комплекс организационных, экономических и идеологических мероприятий, обеспечивающих ее реализацию в установленные сроки и в пределах выделенных ресурсов.
Цель программы – совершенствование организации производства для освоения новых изделий, повышения качества продукции, роста эффективности производства и т. п.
Результатом реализации комплексной программы должна стать система (или подсистема) организации производства, построенная на научной основе и передовом производственном опыте, соответствующих требованиях НТП и новых условий хозяйствования.
В состав комплекта программной документации входят:
1. характеристика цели и конечных результатов целевой программы;
2. рабочий план совершенствования организации производства, содержащий задания, обеспечивающие рационализацию целей программы;
3. ведомость необходимых для выполнения заданий программы ресурсов;
4. перечень стандартов предприятий, положений и инструкций, подлежащих разработке и внедрению;
5. сводная смета затрат на реализацию программы;
6. расчет экономического эффекта от реализации программы.
Назначение комплекта документов целевой программы состоит в том, чтобы все планы и задания, а также рабочую документацию соединить в один взаимосвязанный комплекс, спланировать необходимые ресурсы обеспечения, создать необходимые предпосылки для контроля за ходом выполнения программных заданий.
Программно-целевые методы совершенствования организации производства позволяют сконцентрировать ресурсы и внимание коллектива на решении первоочередных задач и создают условия для ускоренного решения возникающих перед производственным коллективом новых организационных задач.
Реализация планов и программ совершенствования организации производства осуществляется с помощью проектов организации производства. Проектирование организации производства – это процесс разработки технической, организационной и планово-экономической документации, необходимой для создания и осуществления на практике производственных систем.
Важнейшей задачей организации производства является разработка проекта – полного комплекта документации на соответствующую производственную систему, содержащего принципиальные решения и необходимое представление о построении системы, а также исходные данные для обеспечения ее функционирования в условиях действующего производства.
В составе проекта организации производства предприятия могут быть выделены следующие крупные разделы:
1.Общесистемные сводные данные: производственная структура предприятия; структура системы управления; состав и численность кадров, мероприятия по их подготовке и переподготовке, система оперативного планирования производства.
2.Организационные решения, относящиеся к формированию функциональных подсистем: организация подготовки производства, организация производственных процессов, организация производственной инфраструктуры, организация материального обеспечения производства, организация маркетинга и сбыта продукции.
3.Организационные решения, относящиеся к организации элементов производственного процесса: организация труда участников процесса производства, организация функционирования орудий труда, организация движения предметов труда в производстве, интеграция элементов производства в единый процесс.
4.Решения по проведению экономических проектов в процессе производства; формирование подрядных коллективов, обоснование моделей внутреннего хозрасчета, построение систем оплаты труда и стимулирования работников.
5.Организационные проекты подразделений объединений и предприятий: филиалов производств, цехов, участков, бригад.
6.Непрерывное комплексное совершенствование организации производства.
Проектирование конкретной производственной системы или ее подсистем включает решение следующих основных задач:
· определение состава элементов системы (подсистем) в количественном и качественном отношении и их размещении в пространстве – формирование производственной структуры;
· разработка организационных процессов, происходящих в системе, и создание комплекса организационно-плановых документов, содержащих основные положения этого регламента;
· разработка нормативной базы организации производства для конкретных производственных систем (подсистем);
· определение характера информационных взаимосвязей элементов системы, формирование структуры документооборота и создания информационного обеспечения организации производства;
· установление экономических отношений между участками производственного процесса – подразделениями или отдельными исполнителями.
Проектирование организации производства осуществляется в две стадии: технический проект и рабочий проект. В том случае, когда для разработки проекта используются типовые проектные решения, проектирование может производиться в одну стадию – технорабочий проект.
Собственно проектированию предшествует предпроектная подготовка. Завершает систему проектных работ этап внедрения.
На этапе предпроектной подготовки разрабатывается общая концепция организации производства, осуществляется комплексное обследование (или изучение) объекта проектирования, разрабатывается технико-экономическое обоснование системы, формируется и утверждается техническое задание на проектирование.
Работа на этапе технического проектирования ведется на основе утвержденного технического задания. На этом этапе разрабатываются основные положения системы организации производства, принципы ее функционирования, методы сопряжения между подсистемами, принимаются решения по информационному обеспечению и системе документооборота. В ходе разработки технического проекта широко используется имитационное и математическое моделирование для выбора и обоснования принципиальных проектных решений. Здесь же дается описание специального программного обеспечения, предназначенного для реализации функций организации производства.
На этапе рабочего проектирования разрабатывается комплекс рабочей документации: структурные схемы, организационно-плановые расчеты, формируются нормативная и информационная база, организационные процедуры и документы, их отражающие, должностные инструкции и положения, программное обеспечение.
На этапе внедрения организационного проекта обеспечиваются обучение и практическая подготовка персонала, вводятся в действие новые инструкции и положения, пересматриваются производственная и управленческая структуры, вводятся новые системы оплаты и стимулирования труда.
Методы организационного проектирования
Оригинальное проектирование характеризуется тем, что все виды проектных работ сориентированы на создание индивидуальных проектов. Для каждого конкретного объекта разрабатывается проект организации производства, в максимальной степени учитывающий его особенности.
При методе типового проектирования создаваемая система разбивается на составляющие компоненты и для каждого из них разрабатываются законченные проектные решения, которые затем с некоторыми модификациями используются для проектирования производственной системы. Одним из методов типового проектирования является модульный. Здесь декомпозиция системы осуществляется на уровне оригинального модуля, являющегося локальной частью системы и подсистемы. Модуль выступает в качестве типизируемого элемента. После того как организационные модули выделены, для каждого из них создается проектное решение, из которых впоследствии компонуется проект системы. Результатом проектирования в данном случае является индивидуальный проект организации производства с типовыми элементами в виде организационных модулей.
Создание и использование систем автоматизированного проектирования (САПР) – новое направление в проектировании организации производства. В САПР процесс разработки рассматривается с системных позиций, и применение ЭВМ предполагается на всех этапах проектирования. В основе САПР лежит модельный метод. Предполагаются возможность построения и поддержания в адекватном состоянии некоторой глобальной модели организации производственной системы и автоматизированное создание соответствующего этой модели проекта организации производства, учитывающего характеристики конкретного объекта. Предусматриваются интерактивное взаимодействие проектировщика и вычислительных средств в процессе проектирования и машинное документирование проектных работ.
Необходимость повышения качества разработки организационных проектов, сокращения затрат и сроков проектирования требует создания специализированной системы автоматизированного проектирования организации производства (САПР ОП).
Основной целью создания САПР ОП является разработка наиболее экономичного варианта организации производства, труда и управления производственных систем, обеспечивающего получение максимального хозрасчетного дохода.
Применение электронной вычислительной техники в организационном проектировании создает возможности для ускорения обработки большого объема информации и подготовки различных вариантов проектных решений; использование режима активного диалога проектировщика с компьютером позволяет ему принимать все принципиальные решения.
САПР ОП входит в качестве подсистемы в интегрированную автоматизированную систему управления предприятием (ИАСУП) и взаимодействуют с другими подсистемами – АСНИ, САПР конструкций, САПР технологии, АСТПП, АСУП и т. д.
Экономическая эффективность совершенствования организации производства
Методические положения оценки экономической эффективности улучшения организации производства базируются на общей теории и методологии определения экономической эффективности производства.
Эффект совершенствования организации производства возникает при проведении как общих, так и частных мероприятий по совершенствованию организации производства и представляет собой качественно и количественно иную величину, чем сумма отдельных частных эффектов.
Определение экономической эффективности частных мероприятий
Экономический эффект от внедрения конкретных мероприятий по организационному усовершенствованию может определяться в стоимостном или в натуральном выражении. При этом следует иметь в виду, что результаты организационных мероприятий по разному влияют на экономический эффект. Возникает необходимость классифицировать источники экономического эффекта организационных усовершенствований. В основу классификации может быть положен принцип выявления источников экономического эффекта по выявлению воздействия организации производства на использование основных ресурсов (табл. 3.15).
| Таблица 3.15 | |||
| Источники экономического эффекта от частных мероприятий по совершенствованию организации производства | |||
Улучшение использования трудовых ресурсов |
Улучшение использования орудий труда | Улучшение использования предметов труда |
Повышение качества продукции |
| Сокращение потерь рабочего времени | Более полная загрузка оборудования | Сокращение длительности производственного цикла | Сокращение потерь от внутрипроизводственного брака и дефектов |
| Более полное использование квалификации работающих | Сокращение времени пребывания оборудования в ремонте | Сокращение времени освоения производства новой продукции | Уменьшение затрат на контроль качества |
| Совершенствование структуры кадров | Сокращение простоев оборудования | Сокращение времени пролеживания деталей изделий | Сокращение потерь от реализации |
Улучшение использования трудовых ресурсов |
Улучшение использования орудий труда | Улучшение использования предметов труда |
Повышение качества продукции |
| Сокращение времени выполнения технологических операций | Более полное использование технических возможностей оборудования | Сокращение размеров производственных запасов и заделов | Сокращение затрат на предупреждение, профилактику брака и обеспечение высокого качества |
| Уменьшение текучести кадров | Сокращение времени наладки и переналадки оборудования | Сокращение времени и затрат на транспортировку предметов труда | — |
| — | Высвобождение оборудования и производственных площадей | — | — |
Следует отметить, что то или иное мероприятие по совершенствованию организации производства может ввести в действие либо какой-то один, либо несколько источников экономического эффекта. При этом одни источники могут дать положительный эффект, другие – отрицательный. Оценивая экономическую эффективность организационных усовершенствований, необходимо выявить все источники, через которые они влияют на экономический эффект, провести конкретные расчеты. Общий экономический эффект рассчитывается по формуле, руб.:
![]() , (3.62)
, (3.62)
где С0 – затраты на производство продукции до реализации мероприятий, руб.;
Сi – затраты на производство продукции после реализации мероприятий, руб.;
Ен – нормативный коэффициент экономической эффективности;
К – затраты на осуществление организационного мероприятия, руб.
В том случае если сумма расходов незначительная, она вычитается из разницы затрат в расчете на год.
Методы определения размера экономии по каждому конкретному мероприятию строго индивидуализированы и определяются характером этих мероприятий.
Деятельность по совершенствованию организации производства является важным средством повышения эффективности производственных систем. Определение экономической эффективности улучшения организации осуществляется путем реализации ряда последовательных этапов (рис. 3.28).

Рисунок 3.28 Основные этапы определения экономической эффективности совершенствования организации производства
Методы оценки эффективности основаны на сопоставлении показателей сравниваемых объектов. Поэтому по каждому мероприятию необходимо выбрать объект для сравнения. Возможны следующие варианты сопоставления:
сравнение с базой, т. е. фактическим положением до осуществления организационного мероприятия;
сравнение с вариантом плана совершенствования организации производства для выбора лучшего варианта;
сравнение с аналогичными объектами на других предприятиях;
сравнение на основе нормативов организации производства.
Экономический эффект рассчитывается по каждому источнику эффективности. При этом следует иметь в виду, что факторы, определяющие экономический эффект, по возможности их измерения подразделяются на следующие группы:
факторы, поддающиеся стоимостному измерению и, следовательно, калькуляции, расчетам, например, себестоимость продукции, прибыль и др.;
факторы, измеряемые нестоимостными количественными показателями, но которые могут быть представлены и в стоимостном выражении (объем выпуска продукции, трудозатраты и т.д.);
факторы, которые не поддаются количественному и стоимостному измерению (например, монотонность труда).
При расчетах экономического эффекта учитываются две первые группы факторов. Однако экономическая оценка должна выполняться во всех случаях организационного совершенствования. Необходимо и не поддающиеся стоимостному измерению факторы охарактеризовать количественно и качественно, сравнить с затратами на осуществление данного организационного мероприятия и принять решение о целесообразности его проведения в жизнь.
После того как выполнены расчеты экономического эффекта по каждому источнику эффективности, определяется суммарный эффект.
Ответственным этапом цикла определения экономической эффективности по организационному совершенствованию является расчет затрат на осуществление этих мероприятий. При выполнении расчетов следует учитывать лишь те затраты, которые связаны непосредственно с проведением в жизнь организационных мероприятий. Вместе с тем, в тех случаях, где то или иное организационное усовершенствование требует применения новых технических средств, без которых новая организация не может быть реализована, затраты на них должны быть учтены. Так, если внедрение новой системы оперативного планирования требует применения персональной ЭВМ, ее стоимость должна быть включена в затраты на осуществление данного мероприятия.
Коэффициент экономической эффективности капитальных вложений по организационному мероприятию определяется по формуле:
![]() , (3.63)
, (3.63)
где К – затраты на осуществление организационного мероприятия, руб.
Рассчитанный коэффициент экономической эффективности капитальных вложений сравнивается с установленным нормативным коэффициентом. Целесообразность этих капиталовложений подтверждает соотношение:
![]() , (3.64)
, (3.64)
Вопросы и задания для обсуждения:
1. Какие виды организационных резервов Вы знаете?
2. Какова методика анализа уровня и использования организационных резервов?
3. Каковы области совершенствования организации производства?
4. Каковы задачи проектирования конкретной производственной системы?
5. Перечислите источники экономического эффекта от частных мероприятий по совершенствованию организации производства.
6. Перечислите этапы определения экономической эффективности улучшения организации производства.
7. Как рассчитывается коэффициент экономической эффективности капитальных вложений по организационному мероприятию и определяется целесообразность этих капиталовложений?
Литература
1. Н. Т. Савруков, Ш. М. Закиров Организация производства. Конспект лекций. С-Пбг.: Изд-во «Лань», 2002.-238с.
2. Новицкий Н.И. Организация производства на предприятиях. Уч.-метод. пособие. М.: Финансы и статистика, 2001.-392с.
3. Непомнящий Е.Г. Экономика и управление предприятием. Конспект лекций. Таганрог: Изд-во ТРТУ, 1997.-374с.
4. Ребрин Ю.И. Основы экономики и управления производством. Конспект лекций. Таганрог: Изд-во ТРТУ, 2000.-145с.
5. Справочник директора предприятия / Под ред. М.Г. Лапусты. 5-е изд., испр., измен. и доп. М.: ИНФРА-М, 2001. ‑ 750 с.
Похожие рефераты:
Основы планирования производства
Основные принципы организации и функционирования производства на машиностроительном предприятии
Предмет и объект производственного менеджмента
Планирование выпуска новой продукции
Планирование численности персонала
Экономика полиграфических предприятий
Основы проектирования и конструирования
Шпаргалки по учету, анализу и аудиту в РБ
Внутренний экономический механизм предприятия
Организация и нормирование труда
Организация, планирование и управление производственным предприятием
Техническая подготовка производства
Управление затратами на предприятии ОАО "ТНК-Нягань"
Антикризисная стратегия ОАО "Юждизельмаш"
Шпаргалка к госэкзамену (экономическая специальность) 2002г.