| Похожие рефераты | Скачать .docx | Скачать .pdf |
Дипломная работа: Исследование стабильности параметров качества печати на листовой офсетной машине
Министерство образования и науки российской Федерации
Московский государственный университет печати
Факультет полиграфической техники и технологии
ДИПЛОМНЫЙ ПРОЕКТ
Тема работы: Исследование стабильности параметров качества печати на листовой офсетной машине
Студент Симановский Е. А
Руководитель к.т.н. доц. Шахова И.И.
Москва 2010 г.
Реферат
Работа 90 с., 49 рис., 32 табл., 23 источника.
СТАБИЛЬНОСТЬ ПЕЧАТНОГО ПРОЦЕССА. АВТОМАТИЗАЦИЯ И СТАНДАРТИЗАЦИЯ ПОЛИГРАФИЧЕСКОГО ПРОИЗВОДСТВА. ПРОФИЛИРОВАНИЕ ICC.
Объектом исследования являются вопросы и проблемы стабильности печатного процесса при воспроизведения цветных изображений офсетным способом печати.
Цель работы – проведение исследования стабильности листовой офсетной печати, а также решение задачи выработки практических рекомендаций по вопросам стандартизации печатной продукции.
В процессе работы проводились экспериментальные исследования стабильности таких параметров печатного процесса, как оптическая плотность, растискивание, колориметрические показатели. Исследование проводилось на тиражных оттисках, отпечатанных на листовой офсетной машине MANRoland 710 в типографии «Медиа – Пресса». Полученные оттиски подверглись денситометрическому и колориметрическому контролю. Кроме того, было произведено составление банка денситометрических и колориметрических данных. Для этого на пробопечатном устройстве был получен ряд оттисков. Весовым методом, на аналитических весах, было определено количество краски, перешедшее с формы на запечатываемый материал, рассчитана толщина слоя краски на оттиске. Графическими методами были определены оптимальные значения зональных оптических плотностей.
В результате исследования был установлен факт нестабильности печатного процесса и необходимость использования профилирования. Результаты исследования позволили составить банк денситометрических и колориметрических данных для различных видов бумаг и красок.
Содержание
Введение
1. Аналитическая часть
1.1 Современное состояние офсетной печати
1.2 Достоинства офсетной печати
1.3 Тенденции и перспективы развития офсетной печати
1.4 Анализ используемых компьютерных систем в печатных процессах
1.4.1 Общие сведения
1.4.2 Автоматическая регулировка толщины пленки увлажняющего раствора
1.4.3 Автоматическая регулировка оптических плотностей
1.4.4 Автоматическое управление натиском
1.5 Параметры качества тиражных оттисков
1.5.1 Оптическая плотность
1.5.2 Тоновый прирост (растискивание)
1.5.3 Колориметрия красочных слоев
1.5.3.1 Синтез цвета при многокрасочном печатании
1.5.3.2 Аддитивный синтез
1.5.3.3 Субтрактивный синтез
1.5.4 Приводка (несовмещение)
1.5.4.1 Несовмещение между прогонами
1.5.4.2 Несовмещение между секциями
1.5.5 Печатный треппинг
2. Экспериментальная часть
2.1 Определение оптимальных зональных оптических плотностей для различных печатных пар краска-бумага
2.1.1 Методика получения оттисков с заданными параметрами
2.1.2 Денситометрический и колориметрический контроль полученных оттисков
2.1.3 Определение оптимальных зональных оптических плотностей
2.2 Сравнительный анализ денситометрических и колориметрических показателей тиражных оттисков
2.3 Профилирование печатного процесса
Заключение
Список используемой литературы
Введение
В настоящее время в большинстве типографий установлены листовые офсетные печатные машины, а в крупных полиграфических комплексах - листовые и рулонные (ролевые) печатные машины.
Листовая офсетная печать - классический и основной способ печати в современной полиграфии. На сегодняшний день офсетная печать главенствует на рынке полиграфических услуг, благодаря высокому качеству, экономичности, продуктивности. Она широко использует в своих машинах, устройствах и технологиях все достижения современной науки.
Областью применения листовой офсетной печати является печать средних тиражей высококачественной полиграфической продукции. Листовая офсетная печать обеспечивает точное воспроизведение мелких деталей и хорошую передачу полутонов, отличается превосходной чёткостью и яркостью.
Основными производителями листового печатного оборудования являются фирмы KBA, Heidelberg, MANRoland, RYOBI.
Рулонные машины отличаются от листовых большей производительностью и более узкой специализацией. Качество печати на рулонных машинах обычно несколько ниже, чем на листовых, из-за меньшей точности совмещения красок. Рулонные машины часто содержат модули послепечатной обработки «в линию»: брошюровки или отделки.
Рулонная печать предназначена для больших тиражей, в этом случае цена одного экземпляра, отпечатанного ролевым способом, существенно ниже, чем цена того же заказа, изготовленного на листовой машине. Это достигается благодаря экономии машинного времени из-за большой скорости печати, одновременной многокрасочной печати сразу с двух сторон, низкой себестоимости бумаги в рулонах и возможности печатать на экономичной бумаге малой плотности.
Основными производителями рулонного печатного оборудования являются фирмы KBA, Heidelberg, MANRoland, GOSS.
Главной задачей офсетной печати является получение качественного изображения в короткие сроки. Поэтому мировая тенденция состоит в сокращении времени простоев печатных машин; в основном это сокращение производится за счет снижения времени на приладку. Единственным путем для этого является использование компьютерных систем, модернизирующих рабочий поток (Workflow) на полиграфических предприятиях.
Рабочий поток объединяет в одну цепочку операции допечатной подготовки, печати и послепечатной обработки. С появлением персональных компьютеров начался процесс модернизации допечатной подготовки, поэтому в настоящее время она отвечает всем требования рабочего потока. В связи с этим в последние годы в печатных процессах особое внимание стало уделяться использованию цифровых технологий, которые до этого использовались весьма ограниченно. В первую очередь, цифровые технологии направлены на снижение времени на приладку, а следовательно и на сокращение расходов бумаги.
Печатный процесс- это многократное получение видимого изображения путем переноса краски с красконосителя на запечатываемый материал. Требование к продукции печатных цехов (оттискам)- идентичность их между собой и эталоном по таким параметрам качества, как оптическая плотность, растискивание, колориметрия красочных слоев. Для эффективного использования компьютерных систем указанные параметры необходимо стандартизировать.
Во всем мире стандартизации всех отраслей человеческой деятельности сейчас уделяется большое внимание. Создаются национальные институты, различные международные организации с благородной целью привести к общему знаменателю все лучшее, что уже достигнуто, наметить тенденции дальнейшего развития. Соблюдение определенных количественных характеристик позволяет прогнозировать результаты печати. Открывается возможность широкого внедрения системы управления цветом CMS (Color Management System). Дизайнерам и печатникам станет проще работать.
Появляется перспектива объективно оценивать качество продукции, опираясь на количественные показатели. Ведь сейчас такая оценка в большей степени субъективна: нравится или не нравится оттиск. Безусловное преимущество стандартизации - возможность специалистов общаться на одном языке, даже если родной язык у них разный. Имеется в виду вовсе не английский, а строгий язык цифр, одинаково понятный всем, независимо от национальной принадлежности.
В 1990 г. Госкомпечать СССР утвердил ОСТ 29.66-90 — денситометрические нормы печатания для четырех групп бумаг, — содержащий также допустимые отклонения плотностей плашек по сухому оттиску. Поскольку он, судя по всему, был привязан к краскам торжокского завода, а дальнейшие исследования были прекращены еще в начале 90-х гг. — стать законодателем моды в отрасли ему вряд ли суждено.
В Америке мы обнаружим сразу два документа. Это SWOP (Specifications for Web Offset Publications), ведущийсвоеначалос 1975 г. ипретерпевшийв 2001 г. девятоеиздание «for the New Millennium», и GRACOL (General Requirements for Applications in Commercial Offset Lithography) версии 6,0 образца 2002 г.
SWOP начинал с рекомендаций по используемым материалам, изготовлению фотоформ и цветопроб и только с 1986 г. приобрел современный вид, когда в него вошли непосредственно рекомендации по печати. Как следует из самого названия, SWOP — это стандарт для рулонной офсетной печати. Он примечателен тем, что является первым и единственным полноценным стандартом печати, датированным концом 80-х гг. прошлого века. GRACOL, видимо, был создан по образу и подобию, но уже для нужд листовой высококачественной цветной печати.
В обоих стандартах для установления качественных характеристик печати используются такие основополагающие параметры как плотность плашек, растискивание, контраст печати и общий лимит красок при заданной линиатуре. Растискивание измеряется при 50% растре, а контраст — при 75%. Приводятся возможные допуски на значения плотности (± 0,1), растискивания (± 3) и контраста (± 5). Естественно, что SWOP рекомендует линиатуру 52 лин/см при максимальном лимите краски 300%, GRACOL соответственно 69 лин/см — при 320%. У них почти совпадают характеристики «баланса по-серому», всего на 1% отличаясь в полутонах. Рекомендуемое растискивание одинаково для С и М, минимально для Y и максимально для К. Сохраняется единый подход к поддержанию «баланса по-серому», когда растискивание любых двух красок из трех (CMY) не должно отличаться друг от друга более чем на 4% в обоих направлениях от своих эталонных значений.
У этих стандартов есть одно принципиальное отличие. Оно заключается в подходе к определению эталонных плашек. GRACOL использует классический подход, оперируя значениями денситометрических плотностей, в то время как SWOP принципиально не доверяет инструментальному контролю, справедливо полагая, что реальные числовые показания различных приборов могут отличаться друг от друга.
В связи с этим SWOP предлагает использовать эталонную шкалу со значениями плотностей (SWOP Hi-Lo Color Reference), которая распространяется отдельно от самого стандарта. Этот эталон цвета представляет собой восемь плашек, соответственно по две на каждый цвет CMYK: минимальная и максимальная интенсивность каждого цвета. Таким образом, одновременно задается как сам цвет, так и возможный интервал его изменения. Денситометр рекомендуется использовать для сравнительной оценки тиражного оттиска и этой шкалы в случае, если по каким-то причинам человеческий глаз подводит.
Международная организация по стандартизации — ISO (The International Organization for Standardization) уже много лет разрабатывает нормативные документы для различных отраслей человеческой деятельности с учетом интересов всех стран, состоящих в ней (Россия тоже). Стандартизация организована по областям.
Существует несколько стандартов ISO, имеющих какое-то отношение к печатному процессу. Наиболее значимыми для офсетной печати являются следующие: ISO 13655 — условия измерения в полиграфии; ISO 13656 — рекомендации по использованию денситометрии и измерений цвета при контроле процесса; ISO 12642 — испытательные тесты для вывода изображений в целях управления цветом. ISO 2846–1 является предписанием по проверке печатных красок в лабораторных условиях. В нем приводятся CIELAB-координаты последних на эталонной бумаге.
Стандартом, заслуживающим особого внимания, является ISO 12647, впервые увидевший свет в 1996 г. Его первая часть содержит термины и определения, а вот вторая является настоящим кладом, на поиск которого мы затратили столько усилий. И пусть по содержанию стандарт ISO 12647–2 не столь энциклопедичен, как, например, SWOP или GRACOL, все же это тот документ, который необходим.
В нем последовательно приводятся требования ко всей технологической цепочке тиражирования печатной продукции, данные для контроля процессов, начиная с изготовления фотоформ. В основной части стандарта содержатся четкие требования к колориметрическим координатам плашек CMYK и их бинарам для пяти типов бумаг. При этом, в отличие от ISO 2846, цвета измеряются не на отвлеченной эталонной бумаге, а на реально используемой на практике. Приводится также величина растискивания при допустимом суммарном лимите красок в 350% и линиатуре до 79 лин/см. Следует отметить, что эти два параметра (колориметрия и растискивание) возводятся в ранг необходимых и достаточных для контроля качества печатной продукции. Понятие контраста печати отсутствует вовсе, «балансу по серому» отводится второстепенная роль. При этом он достигается за счет несколько иных соотношений цветов, чем приняты в Америке. Растискивание контролируется на 40% и 80% растрах, его значения для цветов CMY принимаются одинаковыми, а для К — на 2–3% выше.
Несмотря на такое обилие стандартов, ни один из них так и не прижился в полиграфии на 100%, поскольку на их соблюдение влияет слишком много факторов, от климатических условий до изношенности оборудования. Выходом из сложившегося положения может стать использование ICC-профилей.
Построение профиля выводного устройства (в том числе и печатной машины) можно осуществить с помощью специального программного обеспечения. А сам процесс создания профиля состоит из нескольких этапов:
1. Основой для построения профиля печатного устройства являются цветовые координаты цветных элементов специальных стандартизированных шкал. С помощью программы необходимо выбрать тип калибруемого устройства (CMYK, CMY или RGB) и необходимую точность профиля.
При стандартном режиме тестовые таблицы для четырех основных цветов (голубого, пурпурного, желтого и черного, каждый из которых определен от 0 до 100% с шагом 5%) содержат 210 цветовых элементов, а при расширенном - 840. Полученный файл сохраняется в tiff CMYK, tiff RGB или ps - форматах.
Эталонный документ, который потребуется после того, как на печатной машине или цветопробном устройстве будет сделан отпечаток тестовой таблицы, создается параллельно с этими файлами и содержит информацию о данной тестовой таблице: о ее типе, количестве основных цветовых каналов, данные цветометрии печатных оттисков и т.д.
2. Из полученного файла изготавливается печатная форма, после чего производится печать на машине в привычных цеховых условиях. Для каждой комбинации линиатура-бумага-краска требуется создать индивидуальный профиль.
3. На полученном тестовом отпечатке с помощью спектрофотометра измеряются фактические значения цветов. Полученные значения автоматически загружаются (режим online) или импортируются (режим offline) в программу.
4. Полученные значения автоматически сравниваются с известными значениями цветов, которые были выведены на печатную машину. Во время этого анализа полученных данных программой на основе базовой таблицы генерируется профиль печатной машины.
5. Результатом выполнения первых четырех этапов программы является базовая таблица, в которой хранится вся информация о печатном процессе, и которую считывают большинство профессиональных графических приложений. Если сканеры и мониторы также были отпрофилированы, экранная цветопроба будет почти идентичной печатному оттиску.
Созданный профиль встраивается в программы обработки векторной и растровой графики или экспортируется в формат растрового процессора CRD, который является функциональным эквивалентом профилей печати ICC.
Создав профиль печатной машины, т.е. определив ее особенности при печати каждого конкретного заказа, вы получите возможность предсказать цвет печатного оттиска еще на стадии препресса.
Кроме того, наличие у типографии профиля своей печатной машины позволит избежать споров с заказчиками по поводу несоответствия того или иного цвета в том случае, если допечатная подготовка проводилась самим заказчиком.
При профилировании печатных машин используются специальные тест-формы, благодаря которым на оттиске можно измерить не только колориметрические показатели, но и оптическую плотность, растискивание. Профили делаются для каждой совокупности линиатуры, бумаг и красок.
При этом печатный процесс должен быть стабильным. Построенный профиль и будет являться стандартом для конкретной печатной машины.
В связи со всем вышесказанным, целями данной работы будет:
1) проведение исследований стабильности листовой офсетной печати;
2) профилирование печатной машины;
3) решение задачи выработки практических рекомендаций по вопросам стандартизации печатной продукции.
1. Аналитическая часть
1.1 Современное состояние офсетной печати
С 1950-х годов плоская офсетная печать является доминирующим способом воспроизведения полиграфической продукции, и в ближайшее время она не собирается сдавать свои позиции. Несмотря на конкурентную борьбу с другими перспективными способами печати, офсетная печать в наши дни занимает около 63-65% мирового рынка [1]. При этом в недалеком будущем не ожидается серьезного уменьшения доли офсетной печати.
Качество офсетной печати пока что может превзойти только глубокая печать, экономическая эффективность которой проявляется только при печати сверхбольших тиражей. При этом глубокая печать полностью проигрывает офсетной с точки зрения экологичности процесса. Если не говорить о рынке упаковки и этикетки, то в нише средних и больших тиражей у офсетной печати нет конкурентов; в печати малых тиражей офсетная печать успешно конкурирует с цифровой печатью [2].
1.2 Достоинства офсетной печати
Офсетная печать именно возникла более 100 лет назад и сразу же показала свои неоспоримые достоинства. В результате сегодня она является мощной промышленной отраслью, высокомеханизированной и высокоавтоматизированной, широко использующей в своих машинах, устройствах, технологиях, материалах все достижения современной науки. При этом глубокие преобразования офсетного способа произошли, можно сказать, мгновенно. Если современники Алоиза Зенефельдера, изобретателя литографии, являющейся предшественницей офсетного способа, не смогли дожить до появления офсета, то многие наши современники смогли пережить множество его этапов – от цинковых и алюминиевых формных пластин до современных беспленочных технологий. Каждый год, а может, и каждый месяц приносит нам новшества, которые отрицают продукты, буквально вчера сами являвшиеся новшествами.
Принцип прежней офсетной печати сохранился, но от него остался только перенос изображения на бумагу не напрямую с жесткой печатной формы, а через эластичное промежуточное резиновое полотно благодаря чему достигается существенное повышение качества печати. Но воплощение этого принципа совершенно иное, чем прежде, причем это касается всех его сторон – начиная от подготовительных, допечатных процессов, до собственно печати и последующих отделочных работ [2].
Офсетная печать стала широкораспространенной благодаря целому ряду объективных причин, к числу которых относятся:
- возможность изменения формата и красочности печатания, широкая номенклатура запечатываемых материалов - от легких бумаг, имеющих толщину менее 0,04 мм и массу менее 40 г/м², до картона толщиной до 1,2 мм и массой до 1000 г/м², достаточно высокая рабочая скорость (до 21 тыс. оттисков/час для листовых машин и более 60 тыс. оттисков/час для рулонных);
- универсальные возможности художественного оформления изданий (большая свобода в компоновке материала в пределах полосы, использование разнообразных по конфигурации, размерам и красочности элементов изображения и их сочетаний и т.п.);
- легкость изготовления крупноформатной продукции на листовых и рулонных машинах при использовании бумаг различной массы;
- улучшение качества при помощи стандартизации технологий и появление новых основных и вспомогательных материалов;
- возможность двусторонней печати многокрасочной (в том числе и высокохудожественной) продукции в один прогон;
- наличие высокопроизводительного и технологически гибкого печатного оборудования и улучшение качества и появление новых расходных материалов - бумаг, красок, резинотканевых офсетных полотен и формных пластин;
- внедрение достаточно гибких и эффективных вариантов формного производства. Сегодня офсетные печатные формы могут изготавливаться фотомеханическими, диффузионными, электрофотографическими, лазерными и другими способами, а применение предварительно очувствленных формных пластин различных типов и автоматизация их экспонирования и обработки способствуют нормализации параметров качества печатных форм, в том числе использование технологии computer tо рlate (СtР, прямое изготовление печатной формы, компьютер - печатная форма) сильно укрепило позиции офсетной печати;
- сравнительно небольшая величина отходов бумаги и меньшая вредоносность воздействия на окружающую среду [3].
1.3 Тенденции и перспективы развития офсетной печати
Смена тысячелетий ознаменовалась процессом глобальных преобразований полиграфической отрасли. Человечество перешло к информационному обществу, характеризующемуся практически полной компьютеризацией, использованием сетевых коммуникаций. Некоторые специалисты подчеркивают, что в будущем наибольшее значение будут иметь не инвестиции в машины, а инвестиции в людей и в инновации [2].
В технологическом плане отчетливо проявляются тенденции к уменьшению тиражей изданий и к повышению красочности продукции, общему росту числа изданий, а также к сокращению сроков их изготовления. Так, например, технология компании KBA, доработанная компанией Heidelberg и получившая название Anicolor, позволяет значительно снизить бумажные отходы на приладку, что существенно уменьшает себестоимость тиража и делает малые тиражи рентабельными. Это достигается использованием сверхкороткого красочного аппарата, идея которого позаимствована у флексографской печати: используется растрированный валик, с помощью которого на полный формат всех листов наносится слой краски однородной толщины. Поскольку по размерам этот валик совпадает с формным цилиндром, это позволяет предотвратить шаблонирование.

Рис. 1 Схема красочного аппарата HeidelbergAnicolor.
На рисунке 1: 1- растровый (анилоксовый вал); 2- раскатные валики для получения идеальной эмульсии краски и увлажняющего раствора, а также для смывки красочного аппарата; 3- камер-ракельная система для заполнения анилоксового вала краской; 4- накатной красочный вал; 5- система непрерывного увлажнения; 6- формный цилиндр.
Несмотря на некоторые недостатки этой технологии, такие как особые требования к климатическим условиям и используемым краскам, потенциал этой технологии огромен [4][5].
Не менее важным является снижение времени перехода с тиража на тираж. Это обеспечивается путем автоматизации процессов переналадки печатной машины. Главной целью автоматизации является оказание печатнику максимального содействия в получении высокого качества печатной продукции. Чем проще процесс управления печатной машиной, тем быстрее достигается качественный результат. В связи с этим ведущие производители печатного оборудования стремятся свести все функции управления машиной на один центральный пульт. Обеспечение всех необходимых настроек с пульта управления — один из способов снижения времени простоев печатной машины и сокращения времени печати тиражей.
Существуют автоматизированные механизмы, предназначенные для облегчения и ускорения процессов установки печатных форм в машину и выброса отработанных пластин из нее. Как правило, такие устройства (Komori (APC), Heidelberg (Autoplate), Rolland (PPL), KBA, Ryobi и др.) выполняют цикл снятие-установку печатных форм в полуавтоматическом, либо полностью автоматическом режиме в течение всего 2-3 минут на всех секциях печатной машины. В первом случае автоматизируется лишь процесс зажатия и натяжения пластин на формном цилиндре, установку же в штифты выполняет печатник, во втором отрабатывается весь цикл, и работа печатника заключается лишь в укладке в приемный поддон новой формы и удаление снятой. Точность приводки при этом лежит в пределах 0.05 мм, что вполне достаточно для того, чтобы начать печатание большинства работ без дополнительной приладки. Не менее полезны механизмы автоматической смывки ОРТП, красочных аппаратов [6].
Другим важным направлением развития офсетной печати является экологическая безопасность процесса печатания. Экологичное производство сокращает количество отходов, потребление электроэнергии и выбросы в атмосферу. Одним из важнейших экологических показателей листовой офсетной печати является количество отходов бумаги на старте машины. Ни один другой параметр не оказывает столь значимого влияния на экологические характеристики печатной машины. Если считать, что в среднем на заказ приходится 600 бракованных оттисков, печатная машина формата А2 при работе в три смены производит 280 тонн отходов в год. Это соответствует примерно 300 тоннам ежегодных выбросов CO 2 . При этом не учитываются дополнительные отходы, образующиеся на стадии послепечатной обработки [7].
Для сокращения количества отходов бумаги ведущие мировые производители оборудования предлагают широкий спектр решений, таких как программы для предварительной настройки красочных зон, для сохранения характеристик красок и бумаги, а также системы контроля и спектрофотометрических измерений цвета «в линию». Сочетание этих модулей сокращает количество контрольных оттисков, необходимых в процессе выхода на цвет, до 1-2 экземпляров. Это экономит до 400 листов бумаги на задание или около 190 тонн бумаги в год [7].
Энергопотребление печатной машины - второй по значимости экологический фактор после бумажных отходов. Энергопотребление печатной машины формата 70х100, печатающей в шесть красок с лакировальной секцией и сушкой, в среднем составляет 140 КВт. Энергия, генерируемая для этой цели, соответствует выбросу 290 тонн CO 2 в год. Главный привод, сушки и подача сжатого воздуха - наиболее энергоемкие компоненты машины. Поэтому производители печатного оборудования постоянно стремятся увеличить КПД основных узлов печатных машин, уменьшить расстояние между сушкой и оттиском и т.д [7].
Третьим экологическим фактором является использование спиртосодержащих увлажняющих растворов. Например, в Германии только в 15% типографий используются растворы с пониженным содержанием спирта. К сожалению, другие предприятия продолжают использовать увлажняющие растворы, содержащие от 8 до 15% спирта. Основное снижение нагрузки на окружающую среду возможно при использовании типографиями увлажняющих растворов, содержащих всего 3% спирта. Достижение баланса между выбросами летучих органических соединений и дополнительными затратами на электроэнергию, связанными с улучшением экологии, повышение качества очистки и сокращение отходов при запуске достигается уменьшением концентрации спирта до 3%, а не до широко разрекламированного показателя 0% [7].
Все большую популярность набирает печать офсетным способом на невпитывающих материалах. Одним из существенных недостатков традиционных офсетных красок на основе минеральных и растительных масел является продолжительное время их закрепления, что значительно увеличивает длительность производственного цикла. В результате технологический процесс оказывается разорван на несколько стадий, разделенных значительными промежутками времени, снижается оперативность выполнения заказов, требуются вместительные складские помещения, затрудняется управление производством. Решить перечисленные проблемы позволяет применение офсетных УФ-отверждаемых красок. УФ-отверждаемые краски расширили возможности офсетной печати, позволив наносить изображение на невпитывающие материалы. При этом не возникает трудностей, характерных для печати фолиевыми красками, таких как долгое время сушки и разрушение резины красочных валов. Краски отверждаются практически мгновенно и дают яркий, насыщенный цвет. Оттиски получаются стойкими к истиранию, и, благодаря свойствам красок, красочный слой при фальцевании не растрескивается [8].
Расход энергии при печати УФ-красками на порядок меньше, чем при термосушке. Не требуется дорогостоящая регенерация растворителя, так как его роль выполняет мономер (или низкомолекулярный олигомер), полимеризующийся в процессе отверждения, а не испаряющийся в воздух, как это происходит при сушке классических красок [9].
Из-за растущих требований к качеству печати все большее внимание уделяется системам контроля качества, интегрированным непосредственно в печатную машину. В процессе тиражного печатания система автоматически контролирует и регулирует отклонения в цвете и приводке красок по шкале контрольных полей, предусмотренных на каждой печатной форме. Спектрофотометр позволяет улавливать нюансы отклонения цвета, что особенно важно при воспроизведении фирменных цветов или при контроле смесевых и иных красок, не входящих в офсетную триаду (голубая, пурпурная, желтая). В отличие от выборочного контроля продукции, традиционно осуществляемого путем выемки запечатанного листа из машины для проведения замеров, контроль в режиме in-line обеспечивает измерение каждого экземпляра тиражной продукции с возможностью представления заказчику сертификата о качестве выполненной работы [10].

Рис. 1.2 Система контроля качества in-line
Многие новейшие достижения в области электроники быстро находят практическое применение в полиграфии. Как сказано в энциклопедии Гельмута Киппхана, «электроника обеспечивает управление печатным производством, благодаря чему достигается хорошее качество продукции и высокая производительность оборудования… Только так можно сократить сроки выполнения заказов и удовлетворить требования клиентов относительно высокого качества продукции». Поэтому технологии контроля качества непрерывно совершенствуются; добавляются такие функции, как, например, сравнение отсканированного непосредственно в машине печатного листа с оригиналом в PDF. Отображаются даже малейшие различия в шрифтах и автоматически протоколируются для документации по контролю качества [11].
1.4 Анализ используемых компьютерных систем в печатных процессах
1.4.1 Общие сведения
Печатный процесс - это многократное получение одинаковых изображений с заданными параметрами качества путем переноса краски с печатной формы (непосредственно или через промежуточную поверхность) на запечатываемый материал.
Процессы, которыми управляют специальные автоматические устройства, а не человек, называют автоматизированными. Автоматизация технологических процессов - одно из основных направлений научно-технического прогресса. Цель автоматизации - в повышении производительности и эффективности труда, улучшении качества продукции. Автоматизация печатных процессов на современных высокоскоростных офсетных машинах - задача первоочередной важности. Это объясняется тем, что объем информации, необходимой для правильного ведения процесса, возрастает, а время на получение и осмысление печатником этой информации, на принятие решений и их выполнение сокращается. Существуют способы и устройства, позволяющие получать объективную количественную информацию о происходящих в управляемых процессах изменениях. Такие устройства помогают печатнику количественно оценить появившиеся в печатном процессе отклонения и правильно и своевременно их компенсировать.
Управление процессом печатания на офсетной машине должно обеспечивать поддержание режима работы машины для получения нужного количества оттисков требуемого качества с наименьшими затратами груда, времени и материалов. Эта задача может быть решена при использовании самонастраивающейся системы с автоматическим оптимизатором. Такая система обладает способностью самостоятельно отыскивать в процессе печатания оптимальный режим работы и так изменять свои внутренние динамические свойства, чтобы при воздействии различных факторов режим оставался неизменным или близким к оптимальному [12].
Поэтому основной тенденцией развития офсетной печати в последние годы является автоматизация процесса выхода печатной машины на оптимальный режим печатания. Это осуществляется путем автоматической регулировки таких параметров, как толщина красочного слоя, толщина пленки увлажняющего раствора, давление натиска между формным и офсетным цилиндрами, скорость печати, тоновый прирост.
1.4.2 Автоматическая регулировка толщины пленки увлажняющего раствора
Системы такого типа появились на рынке в начале 80-х и пришли из Японии: первой внедрила системы с обратной связью в увлажняющем аппарате японская корпорация Ryobi. Принцип управления толщиной водной пленки на форме получил название ААС – Automatic Aqua Control [13].
На рис. 1.3 показано устройство датчика, измеряющего толщину водной пленки. На самом деле он измеряет не саму толщину пленки, а яркость луча, отраженного от поверхности формы. Чем больше на форме воды, тем сильнее отблеск.

Рис. 1.3 Система Automatic Aqua Control
Внутри датчика находятся излучатель и фотоприемник, расположенные так, что луч, отраженный от поверхности формы, попадает на фотоприемник. Датчик закреплен на штанге рядом с формным цилиндром.
Сначала нужно выбрать на каждой форме такой пробельный участок, который имел бы достаточную площадь (примерно 1 х 1 см) и обязательно располагался в поле бумажного листа. (Если такого участка нет - например, все поле печати занимают растровые элементы, - использование ААС невозможно.) Затем следует установить датчик точно над этим элементом формы и нажать кнопку запоминания позиции. После этого можно начать печать, и, когда установится стабильный баланс “краска-вода”, включить автоматику. Существующий на этот момент уровень сигнала с датчика будет запомнен как эталонный, и дальше система будет поддерживать толщину водной пленки на этом уровне, изменяя скорость вращения дукторного валика увлажняющего аппарата. В автоматическом режиме имеется возможность напрямую изменить с пульта эталонное значение; например, можно сначала при прогоне макулатуры снизить подачу воды настолько, чтобы началось тенение, а потом прибавить ее всего на 10-20%, что позволит стабильно работать на предельно возможном минимуме смачивания формы.

Рис. 1.4 типичное изменение смачивания формы в процессе печати при ручном и автоматическом управлении
Кривая A-F показывает характерный пример изменения увлажнения в начале тиража при традиционном ручном управлении с визуальным контролем по оттиску. Печатник контролирует качество оттисков и судит о том, нужно ли прибавить или уменьшить подачу воды, по появлению брака: если начинается тенение или “затягивает” растровые элементы, он прибавляет воду, а если на кромках печатных элементов появляются затеки воды, он уменьшает скорость дукторного валика увлажнения. В первый момент форма, как правило, несколько переувлажнена. В начале печати (на участке A-B) этот избыток достаточно быстро уходит, иногда настолько быстро, что начинается тенение (отрезок B-C). Заметив тенение, печатник спешит его убрать, увеличивая подачу увлажнения, а иногда еще и поливая увлажняющие валики вручную. После этого смачивание формы резко увеличивается, тенение исчезает (отрезок C-D). Точно угадать, насколько нужно увеличить скорость дуктора, очень сложно, и весьма вероятно, что через какое-то время на форме создастся избыток увлажнения. Но печатник заметит это только тогда, когда на оттиске снова появятся явные затеки воды (D-E). После этого печатник немного уменьшит подачу воды, и тираж будет продолжать печататься нормально – до тех пор, пока снова увлажнение не выйдет за допустимые границы (F).
Однако, наряду с серьезными преимуществами, система автоматического контроля увлажнения обладает также некоторыми недостатками. водная пленка будет стабилизироваться только в зоне датчика. Если из-за загрязнения валиков или нарушения регулировки на другом краю листа начнется тенение, ААС может этого не заметить. Для стабильной работы системы необходимо поддерживать увлажняющий и красочный аппараты в хорошем состоянии – чистыми и правильно отрегулированными. Этим будет гарантирована равномерность увлажнения по всей площади формы, и тогда достаточно контролировать только один фрагмент. Удержание постоянной оптической плотности оттисков в течение всего тиража действительно существенно облегчается; тем не менее регулировку подачи краски (общую и по зонам) должен делать печатник. Во время печати необходимо замерять денситометром плотность оттисков через каждые несколько сотен листов [13].
1.4.3 Автоматическая регулировка оптических плотностей
В настоящее время на рынке существует множество систем контроля оптических плотностей во время печати, схожих по своей функциональности. Такой системой является, например, KBADensiTronicS [14].
Благодаря этому модулю при переналадке происходит снижение до 80% количества макулатуры, связанной с цветопередачей. Кроме того, происходит значительное ускорение всех процессов, связанных с регулировками цвета.

Рис. 1.5 Изменение оптических плотностей при традиционном управлении
На рисунке 1.5 представлено изменение оптических плотностей при традиционном управлении: только после 780 листов самая «медленная» зона попадает в допустимую область по оптическим плотностям.
При традиционной регулировке происходит установка необходимых оптических плотностей для каждой красочной зоны и для каждого красочного аппарата в разные моменты времени. Для красочных зон с площадью покрытия от 40 до 100 процентов оптические плотности краски после 80 - 120 листов становятся стабильными. При малых площадях покрытия (менее 5 процентов) накат краски в таких красочных зонах достигает необходимой величины значительно позже. А так как обычно важной является совместная печать всех красок, самые «медленные» красочные зоны становятся определяющими для качества всей печатной продукции.
Благодаря целенаправленному зональному управлению с использованием новой технологии динамического управления цветом необходимые оптические плотности в каждой красочной зоне задаются за определенный промежуток времени. Даже при очень низких площадях покрытия (менее 5 процентов) эталонная область достигается уже после 120 листов (рис. 1.6).

Рис. 1.6 Изменение оптических плотностей при автоматическом управлении
На мониторе DensiTronic S отображается файл CIP3, относящийся к конкретному заказу. Исходя из него после загрузки осуществляется расчет значений площадей покрытия, которые необходимы для динамического управления. Если машины Rapida соединены с LogoTronic professional, в будущем данные площадей покрытия передаются напрямую на DensiTronic S [14].
1.4.4 Автоматическое управление натиском
В первую очередь подобные системы предназначены для оптимальной работы машины при частой смене запечатываемых материалов. Технология была разработана компанией KBA в 2005 году и получила название NipTronic [15].
Подшипник в замкнутом, уплотненном смазкой корпусе, может дистанционно регулироваться с пульта управления для точной регулировки натиска между формным и офсетным цилиндром или между расположенными друг напротив друга офсетными цилиндрами при башенном восьмисекционном построении машины. Таким образом, можно отказаться от контрольных колец и связанного с ними технического обслуживания.

Рис. 1.7 Управление натиском
Настройка предварительно заданной силы давления осуществляется электродинамически при нажатии кнопки «Включить натиск» с последующей регулировкой. При этом вне зависимости от текущего состояния офсетных полотен автоматически задается оптимальный натиск с дозированным усилием на базе эталонных значений, заданных с пульта управления в зависимости от используемой бумаги. При этом без всякого ущерба для качества печати отсутствуют длительные ручные работы по юстировке, которые на практике приходиться проводить достаточно часто, а также смена подкладочных полотен в зависимости от используемого запечатываемого материала. KBA NipTronic является идеальным решением для машин, которые применяются как для печати Heatset, так и для печати Coldset. Например, для относительно шероховатой газетной бумаги оптимальный натиск может быть на три уровня выше, чем при использовании высококачественной мелованной бумаги.
Более длительный срок службы для подшипников, печатных форм и офсетных полотен благодаря оптимальному натиску, меньший расход энергии и меньшее количество повреждений подшипников при размотке бумаги – это дополнительные преимущества этой инновации [15].
1.5 Параметры качества тиражных оттисков
1.5.1 Оптическая плотность
Оптическая плотность – величина производная от диффузного отражения (отношение световых потоков, отраженных пробным оттиском и эталоном белого цвета при угле падения световых лучей, равном 45°, и принятом за нуль значения плотности эталона плашки). Оптическую плотность измеряют в отраженном свете. По оптической плотности можно судить об оптических свойствах красочных слоев [16].
![]() , (1.1)
, (1.1)
гдеD – оптическая плотность,
ρ – диффузное отражение,
Ф0 – световой поток, отраженный от эталона белого,
Ф – световой поток, отраженный от пробного оттиска.
На оптическую плотность оказывают влияния толщина красочного слоя и интенсивность краски. Измерение оптической плотности может служить для контроля равномерности подачи краски в поперечном и продольном направлениях на отдельном оттиске, контроля равномерности подачи краски во время печатания тиража, сравнения эталонного и печатных оттисков. Кроме того, сравнение оптической плотности плашки и растровых полей позволяет получить представление о контрасте печати [16]. Недостаточная оптическая плотность приводит к получению ненасыщенного оттиска («серая печать») – малоконтрастное изображение на оттиске.
Причины, вызывающие сложность в достижении денситометрических норм и получении интенсивности цвета на оттиске в основном связаны со свойствами краски (тиксотропность, липкость, пониженная температура, стекленение, недостаточное различие в консистенции последовательно накладываемых красок – пониженный трепинг), свойствами системы краска – увлажняющий раствор – бумага (повышенное эмульгирование из-за добавок увлажняющего раствора; содержания веществ в проклейке бумаги, стимулирующих эмульгирование), с предпечатной подготовкой (цветокоррекция, недокопирование в формных процессах). Помимо этого, «серая печать» может быть вызвана обильной подачей увлажняющего раствора на форму, недостаточной подачей краски и недостаточным давлением в зоне печатного контакта. Измерения на денситометре оптических плотностей плашек чистых цветов триады необходимо сравнить с таблицами международных нормативных документов и определить таким образом, находятся ли изучаемые оттиски в допуске [17].
Таблица 1.1 Денситометрические нормы и нормы на растискивание [18]
| Цвет | D 100% | R80% поля | R40% поля |
| Мелованная глянцевая | |||
| Cyan | 1,55±0,05 | 11±2 | 16±3 |
| Magenta | 1,50±0,05 | 11±2 | 16±3 |
| Yellow | 1,45±0,05 | 11±2 | 16±3 |
| Black | 1,85±0,05 | 13±2 | 19±3 |
| Мелованная матовая | |||
| Cyan | 1,45±0,05 | 12±2 | 18±3 |
| Magenta | 1,40±0,05 | 12±2 | 18±3 |
| Yellow | 1,30±0,05 | 12±2 | 18±3 |
| Black | 1,75±0,05 | 13±2 | 20±3 |
| Немелованная | |||
| Cyan | 1,25±0,05 | 13±2 | 22±4 |
| Magenta | 1,20±0,05 | 13±2 | 22±4 |
| Yellow | 1,00±0,05 | 13±2 | 22±4 |
| Black | 1,45±0,05 | 13±2 | 25±4 |
Таблица 1.2 Рекомендации фирмы Heidelberg
| Цвет | Плотность плашки D 100% | Растискивание | |
| на 40% | на 80% | ||
| Мелованная глянцевая | |||
| Cyan | 1,45±0,05 | 14±3 | 9±2 |
| Magenta | 1,40±0,05 | 14±3 | 9±2 |
| YellowG | 1,00±0,05 | 16±3 | 10±2 |
| YellowE | 1,40±0,05 | 16±3 | 10±2 |
| Black | 1,85±0,05 | 16±3 | 10±2 |
| Мелованная матовая | |||
| Cyan | 1,35±0,05 | 15±3 | 10±3 |
| Magenta | 1,30±0,05 | 15±4 | 10±3 |
| YellowG | 0,95±0,05 | 17±4 | 11±3 |
| YellowE | 1,30±0,05 | 17±4 | 11±3 |
| Black | 1,75±0,05 | 17±4 | 11±3 |
| Немелованная | |||
| Cyan | 1,20±0,1 | 21±5 | 14±4 |
| Magenta | 1,15±0,1 | 21±5 | 14±4 |
| YellowG | 0,85±0,1 | 21±5 | 14±4 |
| YellowE | 1,20±0,1 | 21±5 | 14±4 |
| Black | 1,55±0,1 | 22±5 | 15±4 |
Таблица 1.3 Денситометрические нормы печатания по российским нормативам
| Бумага | Группа по ГОСТ 29.66-80 | Зональные плотности отражения однокрасочных плашек для краски | |||||||
| голубой | пурпурной | желтой | Черной | ||||||
| по сырому | по сухому | по сырому | по сухому | по сырому | по сухому | по сырому | по сухому | ||
| Офсетная №2 | 1 | 1,20 | 1,05 | 1,15 | 1,05 | 0,95 | 0,90 | 1,25 | 1,15 |
| Офсетная №1 | 2 | 1,25 | 1,10 | 1,20 | 1,05 | 1,05 | 0,95 | 1,35 | 1,25 |
| Мелованная для печатания книг и журналов офсетным способом, ТУ 81-010482-79: | |||||||||
| Глянцевая | 3а | 1,30 | 1,25 | 1,25 | 1,20 | 1,10 | 1,05 | 1,45 | 1,35 |
| Матовая | 3б | 1,25 | 1,15 | 1,20 | 1,10 | 1,10 | 1,00 | 1,35 | 1,25 |
| Мелованная высококачественная, ГОСТ 21444-75, ТУ 81-01-475-79: | |||||||||
| Глянцевая | 4а | 1,50 | 1,45 | 1,45 | 1,40 | 1,35 | 1,30 | 1,60 | 1,50 |
| Матовая | 4б | 1,35 | 1,25 | 1.30 | 1,20 | 1,20 | 1,10 | 1,45 | 1,30 |
Допустимые отклонения зональных плотностей отражения не должны превышать: для бумаги первой группы по цветным краскам и для бумаг всех групп по черно краске ±0,10; для бумаг групп 2,3а, 3б, и 4б по цветным краскам ±0,08; для бумаги группы 4а по цветным краскам ±0,05;
Таблица 1.4 Денситометрические нормы и допуски ISO 12647-1
| Краска | Значение оптической плотности и допуски | ||
| мелованная глянцевая | мелованная матовая | немелованная | |
| Листовой офсет | |||
| Cyan | 1,55±4% | 1,35±4% | 1,05±4% |
| Magenta | 1,55±4% | 1,35±4% | 1,05±4% |
| Yellow | 1,40±4% | 1,20±4% | 0,95±4% |
| Black | 1,80±4% | 1,45±4% | 1,10±4% |
| Ролевой офсет | |||
| Cyan | 1,40±6% | 1,35±6% | 1,00±6% |
| Magenta | 1,40±6% | 1,35±6% | 1,00±6% |
| Yellow | 1,30±6% | 1,25±6% | 0,90±6% |
| Black | 1,80±6% | 1,70±6% | 1,25±6% |
Таблица 1.5 Денситометрические нормы, рекомендуемые ISO 12647-2
| Краски | Значение оптической плотности и допуски | ||
| мелованная глянцевая | мелованная матовая | немелованная | |
| Cyan | 1,55±0,1 | 1,45±0,1 | 1,00±0,1 |
| Magenta | 1,50±0,1 | 1,40±0,1 | 0,95±0,1 |
| Yellow | 1,45±0,1 | 1,25±0,1 | 0,95±0,1 |
| Black | 1,85±0,15 | 1,75±0,15 | 1,25±0,15 |
Как видно, данные, приведенные в таблицах, сильно отличаются для отечественных и европейских нормативных документов. Наиболее «жизненным» стандартом из выше процитированных является ISO 12647-2, в нем четко определен коридор колебания цветов СМYК, а также возможные пределы изменения растискивания и «спреда полутона». Впервые оговариваются допустимые отклонения цветопробы от подписного листа, а также возможные допуски на разнооттеночность тиража [19]. В любом случае, каждая типография должна придерживаться собственных требований к качеству, исходя из видов выпускаемой продукции, используемых материалов и условий производства. Международные требования и стандарты являются отправной точкой, от которой уже происходит дальнейший отсчет и разрабатываются внутренние нормы [18]. Как же тогда определить номинальное значение оптической плотности, к которому нужно стремиться? Главный технолог типографии Пресса-1 Гурулев О.С. предлагает эмпирический путь решения проблемы – определение оптимальных толщины красочного слоя и величины оптической плотности через достижение наибольшего контраста. Похожий вывод делает С. Бачурин [19]: В соответствии с современными требованиями весь контроль цветовых отличий осуществляется исключительно спектрофотометром. С практической точки зрения это означает, что сначала технолог путем спектральных измерений устанавливает необходимую толщину красочного слоя и только потом определяет, какая денситометрическая плотность ему соответствует.
Для этого существует определенная методика. Оттиски с различным количеством печатной краски получают на пробопечатном устройстве. Полученные при проведении работы числовые данные заносятся в табл. 1.6. Таблица предназначена для записи экспериментальных данных, полученных при работе с одним видом краски и запечатываемого материала. Для других видов краски или запечатываемого материала в отчете должно быть представлено соответствующее количество таблиц.
Таблица 1.6 Краска — Вес формы, —г Запечатываемый материал — Площадь формы, — см2
| № п/п | Вес формы с кр. до оттиска, да,, гр | Вес формы с кр. после оттиска, тъ гр | Кол-во краски, перешедшее на оттиск, гр | Толщина слоя краски на оттиске, к, мкм | Зональная оптическая плотность, D |
По данным таблицы 1.6 строят графики D=f(H).
Толщина слоя краски рассчитывается по формуле
h=g*104 /S*p(1.2)
После этого приступают к спектрофотометрическому анализу исследуемых оттисков в системе Lab, данные которого заносят в таблицу 1.7.
Таблица 1.7 Бумага- Краска-
| № п/п | Зональная оптическая плотность | Координаты цвета | Цветовое различие ΔE | ||
| L | a | b | |||
Расчет ΔE относительно эталона, координаты которого представлены в таблице 1.8, осуществляется по формуле:
ΔE=[Lэт -Lот )2 +(аэт -аот )2 +(вэт -вот )2 ]½ (1.3)
Таблица 1.8 Эталонные координаты цветов
| Цвет красочного слоя | Координаты цвета L/a/b | |||
| Тип бумаги | ||||
| Мелованная глянцевая, мелованная матовая | "Легкого" мелования | Немелованная "белая" | Немелованная "желтая! | |
| Black | 16/0/0 | 20/0/0 | 31/1/1 | 31/1/2 |
| Cyan | 54/-36/-49 | 55/-36/-44 | 58/-25/-43 | 59/-27/-36 |
| Magenta | 46/72/-5 | 46/70/-3 | 54/58/-2 | 52/57/2 |
| Yellow | 88/-6/90 | 84/-5/88 | 86/-4/75 | 86/-3/77 |
| Red | 47/66/50 | 45/65/46 | 52/55/30 | 51/55/34 |
| Green | 49/-66/33 | 48/-64/31 | 52/-46/16 | 49/-44/16 |
| Blue | 20/25/-48 | 21/22/-46 | 36/12/-32 | 33/12/-29 |
По данным таблицы 1.7 строят график зависимости ΔE=f(Dотт), по которому определяют оптимальное значение зональной оптической плотности.
С это целью из нижней точки полученной кривой опускают перпендикуляр на ось абсцисс. Пересечение перпендикуляра с осью абсцисс- значение оптимальной оптической плотности.
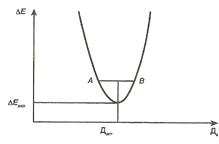
Рис. 1.8 Зависимость цветовых различий от зональных оптических плотностей
1.5.2 Тоновый прирост (растискивание)
Растискивание – изменение размеров печатных штриховых и растровых элементов на оттиске в процессе печатания, ведущее к градационным и цветовым искажениям; оно бывает естественное, которое неизбежно при офсетной печати, и побочное – оно возникает из-за нарушения технологии и неправильных регулировок печатной машины [17].
Перечислим основные причины, вызывающие растискивание:
1. Избыточная подача краски в красочную систему и, соответственно, на печатную форму.
2. Слабое натяжение резинотканевого офсетного полотна.
3. Избыточное давление в зоне печатного контакта (деформация больше 0,07-0,1 мм).
4. Красочные и увлажняющие валики сильно прижаты к раскатному цилиндру. Имеет место боковое смещение валиков.
5. Нарушение баланса краска/увлажняющий раствор.
6. Несоответствие свойств в системе краска/форма/запечатываемый материал, которое чревато нарастанием нерабочего слоя краски на форме или офсетном полотне. Это приведет к тому, что в ходе печати резко увеличится растискивание вследствие расплющивания «столбика» избыточной краски.
7. Низкая тиксотропность краски; при корректировке в краску введено избыточное количество разбавителя или слабо-слабой олифы; печать ведется с применением слишком мягкого декеля; была нарушена технология при изготовлении печатной формы – увеличение размеров растровых точек и штрихов произошло еще на стадии допечатной подготовки.
Основные методы устранения дефекта растискивания
1. С помощью макулатурных листов скатать избыток краски с валиков красочной системы. Уменьшить подачу краски, смыть форму и офсетное полотно, обработать гидрофилизующим раствором печатную форму.
2. Проверить натяжение резинотканевой пластины и, в случае ее ослабления, подтянуть. Резинотканевая пластина должна выступать над контрольными кольцами цилиндра на 0,2 мм. Величину возвышения пластины проверяют путем наложения на ее поверхность металлической линейки. Зазор между линейкой и контрольными кольцами проверяют калиброванными металлическими щупами. Если установлено новое полотно, то оно требует регулярной проверки и корректировки натяжения, так как в процессе работы оно ослабевает.
3. Привести деформацию к величине, рекомендуемой для данной машины, меняя толщину декеля или поддекельного материала.
4. Проверить приладку накатных валиков, ослабить прижим к раскатному валу.
5. Смыть машину и вывести ее на баланс краска/вода.
6. Привести в соответствие свойства системы: выполнить подбор материалов в лаборатории колористики, провести адгезионно-когезионные исследования.
7. Смыть краску, заменить ее или откорректировать введением олифы; сменить декель на более жесткий, соответствующий используемому запечатываемому материалу; внимательнее осуществлять контроль форм, проверить, не увеличены ли точки на форме по сравнению с фотоформой, при необходимости изготовить новую форму.
Изменение величины растровых элементов оказывает очень значительное влияние на точность цветовопроизведения. Порой даже более существенное, чем изменение толщины красочного слоя. Так, например, известно, что одного и того же эффекта в изменении тоновой градации можно достичь уменьшением растискивания на 5% или денситометрической плотности на 0,35. При этом есть ситуация, когда за счет увеличения растискивания увеличить тоновую градацию можно, а за счет толщины красочного слоя – нет, поскольку ее верхний предел ограничен [17].
Таблица 1.9 Допуски на растискивание для различных площадей растровых точек по ISO 12647-1.
| Формы позитивного копирования | |||||||
| Sотн. , % | Тип бумаги | Допуск, % | |||||
| Мелованная глянцевая | Мелованная матовая | Немелованная | |||||
| черная краска | цветные краски | черная краска | цветные краски | черная краска | цветные краски | ||
| 40 | 17 | 14 | 20 | 17 | 23 | 20 | 3 |
| 50 | 18,5 | 15,5 | 21,5 | 18,5 | 24,5 | 21,5 | 3 |
| 70 | 16,5 | 14 | 19 | 16,5 | 21,5 | 19 | 2,5 |
| 75 | 15 | 12,5 | 17,5 | 15 | 20 | 17,5 | 2,5 |
| 80 | 13 | 11 | 15 | 13 | 17 | 15 | 2 |
| Формы негативного копирования | |||||||
| Sотн. , % | Тип бумаги | Допуск, % | |||||
| Мелованная глянцевая | Мелованная матовая | Немелованная | |||||
| черная краска | цветные краски | черная краска | цветные краски | черная краска | цветные краски | ||
| 40 | 26 | 23 | 29 | 26 | 32 | 29 | 3 |
| 50 | 26 | 23 | 29 | 26 | 32 | 29 | 3 |
| 70 | 20,5 | 18 | 22,5 | 20,5 | 24,5 | 22,5 | 2,5 |
| 75 | 18 | 15,5 | 20 | 18 | 21,5 | 20 | 2,5 |
| 80 | 15 | 13 | 16,5 | 15 | 18 | 16,5 | 2 |
Таблица 1.10 Допуски на растискивание для различных площадей растровых точек по ISO 12647-2
| Sотн. , % | Тип бумаги | Допуск, % | |||||
| Мелованная глянцевая | Мелованная матовая | Немелованная | |||||
| черная краска | цветные краски | черная краска | цветные краски | черная краска | цветные краски | ||
| 40 | 19 | 16 | 19 | 16 | 25 | 22 | 4 |
| 80 | 13 | 12 | 13 | 12 | 14 | 14 | 3 |
Так как диапазон колебания растискивания по стандарту довольно широк (помимо данных ISO 12647-1 и ISO 12647-2 приводятся нормы на растискивание других источников в пункте 3.1 Оптическая плотность), а его значения для различных цветов CMYK могут быть к тому же разнонаправленными, возможно возникновение серьезного дисбаланса. Если, например, в процессе тиража растискивание для всех цветов увеличится даже на максимальную величину допуска в 4%, то это будет не очень заметно, поскольку такое изменение сбалансировано. Хуже другой случай, когда, скажем, для пурпурной краски величина растискивания будет превышать рекомендованную и составлять 21% (17%+4), а для голубой, напротив, будет меньше – 13% (17%-4). Стандарт не допускает подобной ситуации дисбаланса и вводит новое для отечественной полиграфии понятие – «спред полутона» - от англ. mid-tonespread. По сути, это разница максимальной и минимальной величины отличия между измеренными и заданными значениями растискивания хроматических цветов [20]. Спред полутона S – величина, определяемая следующим уравнением:
![]() , (1.4)
, (1.4)
гдеАС – измеренное значение растискивания голубого цвета;
АСО – заданное значение растискивания голубого цвета;
АМ – измеренное значение растискивания пурпурного цвета;
АМО – заданное значение растискивания пурпурного цвета;
АУ – измеренное значение растискивания желтого цвета;
АУО – заданное значение растискивания желтого цвета.
Пример вычисления «спреда полутона». Если измерение значения растискивания (С, М, Y) = (20, 16, 15), а заданные значения растискивания (С, М, Y) = (17, 17, 17), то:

ISO оговаривает, что «спред полутона» для пробы не должен превышать 4%, отклонение от подписного листа и разнотон тиража – 5%. При этом измерения могут проводиться на контрольной шкале со значениями растрового поля 40 или 50%, с линиатурой 50-70 см-1 , с DINE поляризацией.
1.5.3 Колориметрия красочных слоев
Колориметрия — наука о цвете и измерении цвета. Для полиграфии колориметрия - это объективный спектральный анализ цвета оттиска по плашкам.
Спектральный анализ - снятие спектральной кривой отражения. Колориметрический контроль тиражных оттисков осуществляется по плашкам и растровым участкам контрольной шкалы. Многокрасочная печать являет собою модель автотипного синтеза цвета, который, в свою очередь, включает в себя аддитивный и субтрактивный синтезы [21].
1.5.3.1 Синтез цвета при многокрасочном печатании
Отмечая тот факт, что многокрасочное печатание осуществляется путем последовательного переноса цветных красок на запечатываемый материал, следует заметить, что перенос краски может происходить по-разному: 1) на незапечатанный участок оттиска; 2) на уже запечатанный участок оттиска и З) частично на запечатанный и частично на незапечатанный участки оттиска.
В современной растровой трех- и четырехкрасочной офсетной или высокой печати элементарные красочные слои располагаются таким образом, что в светах полутонового изображения имеет место первый вариант наложения, в тенях - второй, а в полутонах- третий. Так осуществляется синтез цветов при многокрасочном печатании. Его основой является трехкомпонентная теория цветного зрения, важнейшие положения которой были высказаны в XVIII в. М. В. Ломоносовым и получили развитие в работах Максвелла и Гельмгольца во второй половине XIX в.
Излучения могут поступать в глаз человека как от светящихся, так и от несветящихся объектов. Для нас наибольший интерес представляют последние, так как именно к ним относятся красочные изображения на оттисках, полученных при многокрасочном печатании. Цвет таких объектов зависит от спектрального состава и энергии источника излучения, спектрального коэффициента отражения (или пропускания) объекта, спектральной чувствительности глаза, а также от особенностей психологии зрительного восприятия. Так как при многокрасочном печатании цвет создается не только единичными красками, но и различными их сочетаниями, возникает вопрос: каким минимальным количеством единичных красок и при каком цвете этих красок можно обеспечить воспроизведение окружающего нас мира цветов? Ответ на него дается в разработках науки о цвете.
Существуют два способа получения заданного цвета аддитивный и субтрактивный. Оба эти способа нашли применение и в многокрасочном печатании. [22]
1.5.3.2 Аддитивный синтез
Аддитивный синтез изучен наиболее полно. Он основан на смешении простых и сложных излучений на сетчатке глаза. В практике многокрасочного печатания аддитивный синтез достигается методом пространственного смешения цветов, при котором используется ограниченная разрешающая способность глаза. Если размеры световых потоков меньше разрешающей способности глаза, то глаз не в состоянии разделить их пространственно. И если эти потоки имеют разную интенсивность, они, действуя на одно и то же место сетчатки, воспринимаются как один поток суммарной интенсивности, или суммарного цвета. Такой способ реализован в многокрасочном растровом печатании. Например, отдельные разноокрашенные растровые элементы в светах многокрасочного оттиска (при линиатуре растра 60 лин/см) воспринимаются не раздельно, а в виде сплошного пятна, цвет которого зависит от соотношения количеств единичных красок.
Аддитивный синтез подчиняется вполне определенным законам, сформулированным Г. Грасманом. Согласно первому закону, любой цвет может быть получен при смешении трех линейно независимых цветов. А это означает, что при смешении любых двух из этих цветов не должен получаться третий. Однако из существующего неограниченного числа линейно независимых комбинаций трех цветов выбирают только ту, которая воспроизводится легче. Наиболее подходящей в этом отношении является комбинация основных цветов: красного, зеленого и синего. В международной системе измерений этим цветам соответствуют параметры X, YZ, представляющие собой векторы единичных цветов. Для получения цвета Ц их нужно смешать в количествах х, y, z, называемых координатами цвета, и это сочетание может быть описано следующим линейным уравнением:
Ц=хХ + уУ + zZ (1.5)
Другой закон аддитивности определяет цвет как самостоятельную величину. Согласно этому закону, цвет смеси зависит только от цветов смешиваемых компонентов и не зависит от их спектрального состава. Поэтому если смешивается несколько цветов, например Ц1 Ц2, Ц3:
Ц = Ц1 + Ц2, + Ц3, (1.6)
то при замене одного из цветов в правой части этого уравнения другим цветом, вызывающим одинаковое с ним возбуждение глаза, результирующий цвет левой части уравнения не нарушится. Таким образом, цвет простого излучения можно заменить цветом сложного излучения, и наоборот.
Этот закон позволяет описывать цвета достаточно простыми математическими соотношениями. Так, например, чтобы сложить несколько цветов, достаточно каждый из цветов представить в виде суммы основных цветов в соответствии с первым законом:
Ц1 = x1Х + у1Y + z1Z(1.7)
Ц2 = х2Х + у2Y + z2Z;
Ц3 = x3Х + узY + z3Z
После сложения получим
Ц = Ц1 + Ц2 + Цз = (х1+ x2 + х3)Х+(у1+ y2+ у3) У + (z1+ z2 + z3)Z(1.8)
Уравнение (3.3.2.4) свидетельствует, складываются координаты цветов или, координат суммы цветов складываются цветов, ее составляющих.
Расчет координат цвета несветящихся объектов производится на основании определения на спектрофотометре значений спектральных коэффициентов отражения рλ или пропускания tλ при стандартном источнике освещения, у которого известна относительная функция распределения мощности излучения Фλ, а кроме того, известны значения функции кривых сложения цветов (x,y,z). При этих условиях координаты цвета несветящегося объекта могут быть рассчитаны следующим образом:
![]()
(1.9)
Переходя от координат цвета к координатам цветности, можно определить цветовые характеристики объекта, т. е. цветовой тон, чистоту цвета и светлоту (последняя соответствует значению координаты цветам) [22].
1.5.3.3 Субтрактивный синтез
Субтрактивный синтез, в отличие от аддитивного, основан не на сложении, а на вычитании цветов. Образование цвета происходит при прохождении белого цвета, содержащего основные цвета, через прозрачные окрашенные среды. В этом случае цвет возникает вследствие избирательного поглощения части излучения Цп из общего ΣЦ. После прохождения через окрашенную среду общее излучение изменит свой цвет на цвет Ц:
Ц = ΣЦ-Цп; (1.10)
Если на пути излучения будет находиться несколько сред, то вычитаемое в уравнении (1.10) будет состоять из нескольких членов. Поскольку при субтрактивном синтезе используется именно несколько сред, они не могут быть окрашены в основные цвета, так как каждая из таких сред поглощала бы по две трети спектра. При попарном сочетании эти среды будут полностью поглощать проходящее через них излучение. В связи с этим для субтрактивного синтеза применяют среды, окрашенные не в основные, а в дополнительные цвета - желтый, пурпурный, голубой. Среды, окрашенные в эти цвета, пропускают две трети и поглощают одну третью часть спектра светового излучения. Поэтому для многокрасочного печатания применяют краски, окрашенные в эти цвета, комплект которых называется триадой.
При трехкрасочном печатании синтез цветов осуществляется на основе применения трёх красок, каждая из которых поглощает один из основных цветов. Особенность его заключается еще и в том, что в красочном слое избирательное вычитание одних излучений и пропускание других происходит дважды. Излучение сначала проходит через красочный слой до подложки, а затем, отражаясь от нее, вторично проходит тот же слой и, испытав при этом селективное поглощение, поступает в глаз наблюдателя.
Чтобы пропущенная часть излучения имела максимальную величину, краска должна обладать в зоне пропускания прозрачностью, а подложка должна характеризоваться высоким и неизбирательным значением спектрального коэффициента отражения. Поэтому при проведении трехкрасочного печатания используют главным образом мелованную бумагу, отличающуюся высокой белизной.

Рис. 1.9 Схема образования основных и дополнительных цветов при субтрактивном синтезе триадных печатных красок: Излучения: К - красное; 3 - зелёное; С - синие; краски: Ж - жёлтая; П пурпурная; Г - голубая.
На рис. 1.9 показаны схемы образования цветов при субтрактивном синтезе на примере использования триадных красок. Рисунок иллюстрирует случай идеального субтрактивного синтеза, выполненного при условии использования источника с единичными основными излучениями, красок, абсолютно прозрачных в зонах пропускания и полностью поглощающих одну третью часть спектра, и подложки, полностью отражающей падающий свет. В результате такого субтрактивного синтеза образуется восемь различных цветов: белый при отсутствии красок (незапечатанная бумага), три дополнительных цвета при наложении на подложку одной триадной краски, три основных цвета при попарном совмещении триадных красок, черный при тройном наложении тех же красок.
При таком идеальном синтезе отраженные излучения по интенсивности не будут отличаться от падающих. Причем, как бы ни менялась толщина красочных слоев, эффект отражения не будет меняться. Если вместо идеальной подложки, характеризующейся 106%-ным отражением по всему спектру, взять иную, например, отражающую равномерно 80% упавшего света, то все отраженные излучения, прошедшие слой краски (или красок), не будут больше этой величины. Отсюда следует, что для получения иных цветов, кроме восьми, указанных выше, надо менять интенсивность основных излучений. Практически это осуществить невозможно, да и не нужно по той причине, что у реальных триадных красок, в отличие от идеальных, поглощающая способность в зонах поглощения зависит от толщины слоя краски или от концентрации в ней пигмента. Чем меньше толщина слоя краски, тем в большем количестве проходит излучение в зоне поглощения и тем выше светлота полученного цвета и меньше его насыщенность. Именно эта особенность реальных красок создавать при наложении разнотолщинных слоев различные комбинации цветов использована в глубокой печати.
Наглядное представление о влиянии рассмотренных свойств реальных триадных красок при субтрактивном синтезе цвета дает (рис 1.9). Схемы рисунка построены с учетом, что толщина каждого слоя краски не превышает 1 мкм. При этой толщине желтая краска, поглощает синее излучение не полностью. Вследствие этого получающийся желтый цвет становится «холоднее». Вместе с тем добавка синего излучения снижает насыщенность желтого цвета, так как вместе с остальными излучениями определяет его ахроматическую долю. Рассеянные излучения в зеленой и красной зонах увеличивают интенсивность желтого цвета. Пурпурная краска при той же толщине слоя пропускает незначительную часть зеленого излучения. Несколько больше, но также явно недостаточно пропускает она синее излучение. В основном же она пропускает красное излучение, интенсивность которого увеличивается благодаря светорассеянию в этой зоне. Голубая краска пропускает, с частичным поглощением, синее и зеленое излучения и незначительную часть красного излучения, которое несколько снижает ее насыщенность.

Рис. 1.10 Схема образования основных и дополнительных цветов при субтрактивном синтезе реальных триадных красок.
Из различных вариантов парных (бинарных) наложений печатных красок на рисунке 1.10приведены две схемы образования зеленого цвета при меняющемся порядке наложения желтой и голубой красок. Если желтая краска печатается после голубой, то зеленый цвет образуется за счет пропускания этого излучения (с частичным поглощением) обеими красками и за счет светорассеяния зеленого излучения верхней желтой краской. Но так как желтая краска рассеивает свет еще и в красной зоне спектра, это вызывает некоторое «потепление» зеленого цвета.
В практике многокрасочного репродукционного процесса принято говорить не о «холодных» и «теплых» цветах, а о загрязненности каждой краски. Однако понятие загрязненности красок связано только с их поглощающей способностью и не затрагивает влияния светорассеяния. А оно, влияя на цветовую характеристику однослойных красок, особенно сказывается на цвете многослойных систем при различном порядке наложения красок. Это находит подтверждение при рассмотрении схемы образования цвета бинара, состоящего из желтой и голубой красок.
При печатании голубой краской после желтой результирующий цвет будет отличаться от цвета бинара, полученного при ином расположении этих красок. В рассматриваемом бинаре рассеянные желтой краской зеленое и красное излучения в значительной части поглотятся голубой краской. В результате зеленый цвет бинара не получит дополнительного красного излучения, вследствие чего цвет становится более чистым. Точнее, он становится более выраженным, так как под чистотой цвета понимается отношение общей хроматической части цвета к ее сумме с ахроматической долей.
На основании выявленных особенностей триадных красок можно сказать, что каждая из них характеризуется поглощающей способностью по всем зонам спектра и светорассеянием в отдельных зонах. С увеличением толщины слоя краски эти оптические показатели определяют характер изменения спектрального коэффициента отражения (рис 1.11).
Из рисунка 1.11 следует, что при отсутствии светорассеяния коэффициент отражения с увеличением толщины слоя краски уменьшается, стремясь принять нулевое значение. Если связь спектрального коэффициента отражения pλ с толщиной слоя краски h экспоненциальна, то для зоны поглощения применим закон Бугера - Ламберта - Бера, запись которого после учета двойного прохождения излучения в слое краски (до подложки и от нее) и коэффициента отражения бумаги рδλ будет иметь следующий вид:
pλ = pδλ l-2 hαλc (1.11)
где с - концентрация пигмента в краске; αλ- коэффициент поглощения. Очевидно, что при h->∞ правая часть обратится в нуль и рλ также будет равно нулю.

Рис. 1.11 Зависимость спектрального коэффициента отражения рλ (в зоне поглощения) от толщины слоя краски h.
Согласно рисунку 1.12, спектральный коэффициент отражения pλ является суммой двух коэффициентов отражения, один из которых - р'λ определяется поглощающей способностью краски, а второй – p0λ ее рассеивающей способностью. С ростом толщины слоя краски p'λ уменьшается, а р0λ., наоборот, возрастает и при некоторой толщине слоя краски принимает постоянное значение, равное p∞λ. Эта величина не меняется при дальнейшем увеличении толщины слоя краски. Таким образом, пределом суммарного коэффициента отражения является р∞λ. [22]

Рис. 1.12Зависимость спектральных коэффициентов отражения от толщины слоя краски h.
1.5.4 Приводка
Несовмещение – это самый очевидный тип брака, понятный даже неспециалистам. Нас же, как специалистов, будет интересовать детальный характер несовмещения. Начать расследование нужно с проверки пленок: хотя современные фотовыводные устройства совершенствуются едва ли не каждый месяц, но все-таки вывод деформированных пленок иногда случается. Этап копирования на офсетные формы можно исключить сразу, так как засветка производится контактным способом, и здесь геометрические искажения возникнуть не могут. Итак, если с пленками все в порядке, переходим к исследованию печатного процесса [23].
1.5.4.1 Несовмещение между прогонами
Как правило, печать выполняется в несколько прогонов. Если не совмещены оттиски двух прогонов, для выявления причины нужно обратить внимание на то, как распределены сдвиги между приводочными метками по полю листа и в пределах всей тиражной стопы. По этим сдвигам можно сделать некоторые выводы о возможных причинах брака.
а) В пределах стопы кресты “прыгают” случайным образом: один лист может быть совмещен хорошо, а следующий – со сдвигом или перекосом.
Технологические причины:
Наиболее вероятная из технологических причин – неровная подрезка бумаги. Нужно проверить, соблюден ли прямой угол, одинаковы ли размеры всех листов в стопе и нет ли заусенцев на кромках.
Другая причина из этой же группы – слипшиеся листы на самонакладе. Такие листы будут подаваться вакуумной головкой с перекосами, что приведет к сбоям механизма равнения листа. Листы могут слипнуться из-за слишком толстого слоя краски на предыдущем прогоне или недостаточного просушивания стопы. Но даже незапечатанные листы нередко слипаются из-за электростатики – в этом случае броски могут появиться уже при первом прогоне, а на втором прогоне уже ничего исправить нельзя. Сильный статический заряд бумаги наблюдается при низкой влажности (ниже 30-40%). При этом электропроводность бумаги очень низка, и заряд, образующийся при трении одного листа о другой, не стекает на окружающие предметы, а накапливается в стопе. Правильная технология предполагает контроль влажности в цеху, поддержание ее в пределах 40-60% и обязательную акклиматизацию бумаги – вылеживание ее в цеху в распакованном виде не меньше суток, чтобы она набрала температуру и влажность окружающего воздуха.
Механические причины:
Механизм равнения листов – один из самых тонких в настройке узлов на любой машине. Лист во время выравнивания испытывает большие динамические нагрузки: сначала резкая остановка у передних упоров, затем боковое движение под действием ролика, тянущего лист за угол, затем снова резкое ускорение форгрейфером. Малейшая несогласованность моментов срабатывания этих механизмов приводит к броскам. Например, если ролик тянущего автомата бокового равнения отпускает лист чуть позже, чем его начинает тянуть форгрейфер, будут наблюдаться случайные перекосы листа.
Не меньшее влияние на совмещение оказывает состояние клапанов (захватов) форгрейфера, передаточного и печатного цилиндров. Если в момент передачи листа из одних клапанов в другие он в течение некоторого времени не будет надежно удерживаться захватами, он также будет смещаться случайным образом. Необходимо регулярно проверять не только регулировки моментов открывания-закрывания и силы прижима, но и степень износа площадок.
Огромное влияние на точность совмещения оказывает всевозможная грязь, накапливающаяся на ремнях транспортера, роликах и клапанах. Например, изображение может прыгать самым причудливым образом всего лишь из-за крошечного кусочка бумаги, прилипшего к площадке одного из клапанов печатного цилиндра.
Ошибки печатника:
Добиться стабильного совмещения даже на новой машине высокого класса – это определенное искусство. Чем сильнее изношена машина, тем тоньше настройки, обеспечивающие хорошую приводку на нескольких прогонах. Поэтому от “чутья” печатника зависит очень многое. К сожалению, нельзя дать каких-либо общих рекомендаций по настройке самонаклада – конструкции машин очень разнообразны, и у каждой есть свои секреты и нюансы. Есть только одно железное правило: нельзя начинать печатать первый прогон без проверки совмещения. Делается она так: нужно запечатать как минимум 30-50 листов тиражной бумаги на рабочей скорости и сразу запечатать их повторно. Затем надо внимательно просмотреть каждый лист: во всей пачке не должно быть ни одного листа с несовмещением. Только такая проверка даст некоторую надежду, что тираж не будет запорот уже при первом прогоне.
б) На всем тираже изображение второго прогона в одном из направлений больше, чем первого.
Как правило, кресты не сходятся в направлении, перпендикулярном волокну бумаги. Эффект вызван тем, что стопа за время между прогонами изменила влажность и, соответственно, изменила размер. (Относительное изменение размера даже у дорогих импортных мелованных бумаг может достигать 0,7-0,8% при изменении влажности воздуха на 10%).
Технологические причины:
Во-первых, нужно исследовать самостоятельно или узнать в других типографиях физико-механические свойства доступных сортов бумаг и в дальнейшем закупать бумагу, основываясь не на цену и рекламу торгующих фирм, а на проверенную опытом информацию.
Обычно наиболее катастрофическая усадка бумаги происходит при больших перерывах в печати. Поэтому не рекомендуется оставлять отдельные прогоны "на завтра" и тем более "до понедельника". Если же отпечатать все четыре прогона без перерыва невозможно, стопу желательно накрыть полиэтиленовой пленкой. В укрытой стопе не только меньше меняется влажность, но и климатические условия более однородны. Открытая же стопа подвержена действию сквозняков, излучения батарей, солнечному свету, из-за чего усадка может получиться весьма косой и к тому же неодинаковой в стопе (верхние листы деформируются больше).
Влияние машины:
Между прогонами одного тиража лучше не заниматься регулировками машины: изменение давления между цилиндрами может проявиться в изменении масштаба изображения вдоль окружности. Даже простая замена офсетной резины нередко приводит к изменению размера, особенно, если новая резина другого сорта.
Ошибки печатника:
Если печать первого прогона происходила с избыточным увлажнением, деформация бумаги будет очень значительной. Переувлажнение заметно сразу по загнутым вверх краям листов на приемке. Даже очень длительное просушивание между прогонами может не дать желаемого результата, так как в середине стопы бумага может сохнуть несколько дней.
1.5.4.2 Несовмещение между секциями
На машинах с числом секций более одной встречаются различные виды несовмещения между секциями. Как и при несовмещении между прогонами, разброс крестов может быть постоянным на всем тираже или хаотическим.
а) Для начала рассмотрим несовмещение вида рис. 1.13, носящее постоянный или относительно постоянный характер.

Рис. 1.13 Несовмещение красок
Ошибки печатника:
Печатник может добиться такого эффекта, если плохо натянет при установке офсетное полотно. Однако, если Вы столкнулись с такой картиной несовмещения, не следует сразу бросаться подтягивать резину - ознакомьтесь сначала со списком других возможностей.
Технологические причины:
Изменение геометрического размера оттиска, как на рис. 1.13, во многих случаях вызвано остаточной деформацией бумаги под действием сил растяжения. Если Вам случалось руками снимать прилипший лист бумаги с офсетного полотна, то Вы хорошо представляете, какая сила нужна для его отрыва от резины на высокой скорости. Поэтому, чтобы избежать таких искажений размера, технолог должен позаботиться о том, чтобы сделать эту силу отрыва минимальной. Зависит она от нескольких факторов. В первую очередь это, конечно, свойства краски. Печатникам, работающим с быстросохнущими красками, хорошо знаком такой неприятный эффект: при непрерывной печати приводки в норме, но, стоит остановить машину на несколько минут, на первых листах после пуска кресты расползаются как угодно и лишь через несколько десятков листов снова встают на место. Поэтому желательно не применять быстросохнущие краски без необходимости, а для уменьшения лип кости использовать соответствующие добавки.
Очень многие проблемы с несовмещением бывают вызваны плохим качеством офсетной резины. Усилие отрыва листа от резины сильно зависит и от свойств ее поверхности. Обычно новое полотно обладает очень большой липкостью, и для нормального отрыва листа его нужно обкатать. В некоторых случаях помогает присыпка нового полотна тальком.
Офсетные полотна по способу обработки поверхности делятся на вулканизированные и шлифованные. Вулканизированная резина отличается низкой ценой, глянцевым отблеском, высокой липкостью и очень плохими свойствами с по части совмещения. Гораздо лучше шлифованные полотна; их легко распознать по матовому, бархатистому виду поверхности.
Силы растяжения при отрыве листа действуют не только на бумагу, но и на резину. Поэтому результаты совмещения будут зависеть от способности резины противостоять деформации. Тем, кто покупает резину в больших листах и нарезает ее на свой формат, нужно иметь в виду, что у тканой основы жесткость в долевом и поперечном направлении разная. Долевое направление всегда обозначено на обратной стороне полотна цветными линиями, и оно должно быть ориетнировано по окружности цилиндра.
Погрешности машины:
Разница в длине оттисков двух секций может быть вызвана тем, что зазоры между формным, офсетным и печатным цилиндрами установлены на этих секциях неодинаково, и поэтому пути, которые проходят точки на поверхности этих цилиндров, тоже получаются разными. В ряде книг рекомендуется решать эту проблему, компенсируя длину оттиска за счет подкладок под форму, под резину и под печатный лист.
б) Если растягивает только один угол, как на рис. 1.14,

Рис. 1.14 Несовмещение красок
то причины в основном те же самые. В частности, печатник может слабо натянуть резину только с одной стороны. Усилие отрыва тоже может быть распределено неодинаково по ширине листа - из-за того, что большие плашки сосредоточены только с одной стороны. К такой картине приведет и перекос в установке цилиндров на одной из секций. ("Неправильную" секцию легко определить, наложив на оттиск пленку-фотоформу.)
в) "Трапеция" - рис. 1.15

Рис. 1.15 Несовмещение красок
Технологические причины:
Основные причины таких искажений кроются в свойствах бумаги. Первым делом нужно проверить направление волокон в бумаге: вероятнее всего, окажется, что они направлены вдоль окружности цилиндра. На машинах с подачей листа широкой стороной такой случай достаточно редок. В стандартных пачках волокно всегда ориентировано вдоль длинной стороны, и при разрезке на формат печати оно оказывается направленным вдоль оси цилиндра. Однако в тех случаях, когда нужно печатать на нестандартном формате, ради экономной разрезки игнорируют направление волокон.
На малоформатных машинах с подачей листа узкой стороной такие искажения встречаются гораздо чаще, поскольку при экономной разрезке любой стандартной пачки на формат А3+ волокно оказывается ориентированным вдоль листа. Мне неизвестны эффективные меры борьбы с этой проблемой, кроме выбора сорта бумаги, мало подверженной деформации. Иногда, но далеко не всегда, помогает замена офсетного полотна на новое.
Ошибки печатника:
К искажению типа "трапеции" приводит неправильная установка формы: если в хвосте она будет зажата и при этом будет вспучена, ее деформация будет передана на бумагу. На некоторых машинах большого формата задняя планка формного зажима специально разделена на две половинки, которые можно сдвигать или раздвигать винтами, компенсируя в небольших пределах несовмещение за счет принудительной деформации формы. Однако все-таки лучший способ исправления дефекта - аккуратная установка формы.
Дефекты машины:
К таким искажениям приводят два вида нарушений регулировок. Во-первых, это неравномерный зажим формы. Если в "голове" или "хвосте" форма зажата только посередине, а углы свободны, то при натяжении она деформируется, что приведет к "трапеции" на соответствующем оттиске. Во-вторых, к такой же картине приводит коробление листа бумаги в момент захвата его клапанами форгрейфера или печатного цилиндра. Коробление может возникнуть уже на столе равнения листов - из-за того, что передние упоры стоят не в одну линию, а дугой, так, что лист касается только крайних упоров. Далее, если клапана печатного цилиндра держат лист только в середине или только по краям, лист будет коробиться при прохождении зоны натиска и при отрыве от офсетного полотна. Поэтому очень важно не только периодически регулировать клапана, но и чистить их от пыли и масла [23].
1.5.5 Печатный треппинг
При многокрасочной печати необходимо контролировать переход краски на предыдущий слой – красковосприятие, поскольку при печати «по сырому» вторая и последующие краски ложатся на свежее запечатанную поверхность в меньшем количестве, чем на бумагу или уже высохшую краску. Трепинг – показатель, который в том числе свидетельствует о соблюдении/нарушении баланса краска/увлажняющий раствор.
![]() (1.12)
(1.12)
гдеТ – трепинг,
D1+2 – оптическая плотность бинарного наложения,
D1 – оптическая плотность первой краски, нанесенной на бумагу,
D2 – оптическая плотность второй краски, нанесенной на бумагу.
Причины, вызывающие нарушения красковосприятия:
1. Большая толщина красочного слоя при печатании первой краской.
2. Нарушено правило липкости краски при печатании «по сырому».
3. Стекленение красок (образовании прочной, ровной, блестящей пленки на поверхности высохшей печатной краски на оттиске).
Рекомендации по устранению:
1. Снизить подачу краски и помнить о золотом правиле печати: минимальное количество увлажняющего раствора для защиты пробела и минимальное количество краски для обеспечения денситометрических норм и норм на растискивание.
2. При печати на многокрасочных машинах необходимо, чтобы липкость каждой последующей краски была меньше предыдущей. Так как второй слой наносится непосредственно на первый, который еще не высох и тянется, то расщепление красочного слоя в момент отделения офсетного полотна от запечатываемого материала происходит посередине всего объема. При бинарных наложениях считается нормальным, если вторая краска перейдет в количество 80% от объема, переносимого на чистую бумагу. Снизить липкость печатной краски можно с помощью введения печатного масла или вспомогательных материалов.

Рис. 1.16. Схема красковосприятия при печатании первой краской и второй
3.Не следует вводить в первые краски сиккативы или другие средства для ускорения поверхностного закрепления красок. Также важно соблюдать порядок наложения красок (K-С-М-Y на четырехкрасочных машинах).
Нарушение трепинга приводит к серьезным цветовым искажениям на оттиске. Принцип полиграфического воспроизведения основывается на наложении определенной толщины прозрачных красочных слоев друг на друга и сочетании аддитивного и субтрактивного синтезов цвета. В результате у наблюдателя должно сформироваться прогнозируемое цветовое ощущение; при нарушении красковосприятия предыдущим слоем последующего субтрактивная составляющая искажается, и, несмотря на соблюдение денситометрических норм и норм на растискивание, мы столкнемся с ошибкой цветового тона на оттиске.
2. Экспериментальная часть
2.1 Определение оптимальных зональных оптических плотностей для различных печатных пар краска-бумага
2.1.1 Методика получения оттисков с заданными параметрами
В настоящее время на передовых полиграфических предприятиях печатный процесс проводится в строго нормированных условиях.
Нормализация печатного процесса, прежде всего, связана с получением идентичных оттисков в процессе печатания всего тиража одного названия.
Любой тиражный оттиск этого названия представляет собой оптическую систему, несущую определенную зрительную информацию. Изменение характера этой информации свидетельствует о нарушении оптической системы оттиска. В частности, оно может быть вызвано изменением толщины слоя краски (оптической плотности слоя краски).
Отклонения в толщине красочного слоя (оптической плотности) возникают вследствие различных причин реального печатного процесса, при этом необходимо, чтобы эти отклонения не превышали установленных допусков. Эти допуски особенно важны при многокрасочной печати. Они могут быть установлены на оптическую плотность (реже на толщину красочного слоя) или на цветовые отклонения.
В практике работы печатных цехов толщина красочного слоя определяется по величинам зональных оптических плотностей (зональные оптические плотности однокрасочных плашек замеряют на денситометре за дополнительными светофильтрами: голубой - за красным, пурпурный - за зеленым, желтый - за синим, черный - за нейтрально-серым), функционально связанных с этим важнейшим параметром печатного процесса. Для этой цели рекомендуются денситометрические нормы печатания, приведенные выше.
Соблюдение этих денситометрических норм в практике работы печатных цехов часто нарушаются. Причинами этого могут быть: нестандартные печатные материалы, не соблюдение оптимальных режимов печати и т.д.
Для исследований были подобраны бумаги, наиболее часто используемые в типографии «Медиа –Пресса»: мелованная глянцевая «Melar» 115г., мелованная матовая 90 г., «PROFISilk», офсетная 80 г.
На указанных материалах были получены серии оттисков, в количестве 211 штук.
Оттиски с различной толщиной красочных слоев в интервале от 0,5 до 2 мкм получают на пробопечатном устройстве IGT С1.
Сначала на аналитических весах взвешивается форма без краски, результат записывается. Далее производится накат краски, потом взвешивание формы с накатанной краской. Далее получаем оттиск на бумаге и взвешиваем ![]() форму с краской. По разнице веса формы с краской до оттиска и после определяется количество краски, перешедшее на бумагу, а по этому количеству рассчитывается толщина слоя краски, перешедшей на бумагу.
форму с краской. По разнице веса формы с краской до оттиска и после определяется количество краски, перешедшее на бумагу, а по этому количеству рассчитывается толщина слоя краски, перешедшей на бумагу.
Толщина красочного слоя рассчитывается по формуле:
![]() (2.1)
(2.1)
![]() где g - количество краски, перешедшее с формы на бумагу, гр.
где g - количество краски, перешедшее с формы на бумагу, гр.
![]() (2.2)
(2.2)
m1 - вес формы с краской до оттиска, гр.
m 2 - вес формы с краской после оттиска, гр.
S - площадь оттиска с формы, см2 .
S=π*d*L, (2.3)
D - диаметр формы.
L - ширина полосы контакта.
После получения оттисков для данного вида запечатываемого материала или краски работа повторяется с другим материалом или краской.
2.1.2 Денситометрический и колориметрический контроль полученных оттисков
Далее производились измерения зональных оптических плотностей полученных оттисков. Все рассчитанные и измеренные значения были занесены в свободные таблицы (см. табл. 2.1-2.12).
А по данным сводных таблиц были построены графики зависимости D=f(H) (см. рис.2.1-2.12).
По графикам были определены значения оптимальной зональной оптической плотности, при толщине красочного слоя равном 1 мкм.
Также для определения оптимальных зональных оптических плотностей был использован спектрофотометрический метод. Для чего полученные оттиски подверглись спектральному анализу.
Были измерены координаты Lab оттисков, а затем рассчитано цветовое различие ΔЕ, по формуле представленной в разделе 1.5.1 относительно эталона.
Значения произведенных измерений и расчетов были занесены в сводные таблицы.
По этим данным были построены графики зависимости ΔE = f(D) (см. рис.2.13-2.24). Для этих измерений был использован измерительный прибор спектроденситометр X-Rite.
Таблица 2.1 Денситометрические и колориметрические данные Координаты эталона L=31, a=1, b=1
| Бумага офсетная, 80 г., "GF" LG, краска черная "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,99 | 1,26 | 26,49 | 1,76 | 0,11 | 4,659378 |
| 1,82 | 1,21 | 28,1 | 1,84 | 0,21 | 3,120849 |
| 1,6 | 1,183 | 28,31 | 1,8 | 0,07 | 2,956518 |
| 1,1 | 1,12 | 31,21 | 1,84 | -0,09 | 1,392049 |
| 1,09 | 1,097 | 32,13 | 1,88 | -0,11 | 1,812015 |
| 1,06 | 1,061 | 34,31 | 1,84 | -0,35 | 3,672084 |
| 0,95 | 1,01 | 34,44 | 1,93 | -0,32 | 3,80018 |
| 0,92 | 0,992 | 35,27 | 1,9 | -0,43 | 4,592145 |
| 0,73 | 0,97 | 36,77 | 1,85 | 0,29 | 5,87533 |
Таблица 2.2 Денситометрические и колориметрические данные Координаты эталона L=86, a=-4, b=75
| Бумага офсетная, 80 г., "GF" LG, краска желтая "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 2 | 1,113 | 87,49 | 0,71 | 86,04 | 12,09487 |
| 1,96 | 1,097 | 87,78 | 0,71 | 85,49 | 11,63583 |
| 1,87 | 1,064 | 87,96 | 0,19 | 84,86 | 10,89116 |
| 1,62 | 1,053 | 87,96 | -0,4 | 83,23 | 9,194265 |
| 1,49 | 1,01 | 88,36 | -0,97 | 81,31 | 7,386921 |
| 1,39 | 0,99 | 88,35 | -1,38 | 80,96 | 6,921597 |
| 1,27 | 0,977 | 88,37 | -1,7 | 79,83 | 5,851137 |
| 1,14 | 0,947 | 88,82 | -2,1 | 76,67 | 3,788311 |
| 0,93 | 0,887 | 88,98 | -2,81 | 74,84 | 3,212803 |
| 0,8 | 0,854 | 89,33 | -3,44 | 72,48 | 4,213419 |
| 0,73 | 0,79 | 89,63 | -3,96 | 68,76 | 7,219148 |
Таблица 2.3 Денситометрические и колориметрические данные Координаты эталона L=54, a=58, b=-2
| Бумага офсетная, 80 г., "GF" LG, краска пурпурная "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,98 | 1,151 | 48,38 | 64,9 | 6,97 | 12,63548 |
| 1,75 | 1,115 | 49,44 | 63,66 | 5,35 | 10,33691 |
| 1,68 | 1,112 | 49,55 | 64,01 | 5,16 | 10,35317 |
| 1,38 | 1,05 | 51,16 | 63,46 | 1,69 | 7,175883 |
| 1,21 | 0,99 | 52,53 | 62,28 | -0,65 | 4,722478 |
| 1,11 | 0,92 | 54,6 | 60,97 | -4,22 | 3,756235 |
| 0,92 | 0,88 | 55,63 | 60,19 | -5,53 | 4,462499 |
| 0,8 | 0,824 | 56,43 | 59,33 | -6,86 | 5,59405 |
| 0,73 | 0,806 | 58,18 | 56,55 | -7,85 | 7,334671 |
Таблица 2.4 Денситометрические и колориметрические данные Координаты эталона L=58, a=-25, b=-43
| Бумага офсетная, 80 г., "GF" LG, краска голубая "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,99 | 1,158 | 49,95 | -20,62 | -49,49 | 11,22974 |
| 1,84 | 1,1 | 51,92 | -22,3 | -49 | 8,958594 |
| 1,56 | 1,09 | 52,88 | -22,55 | -48,55 | 7,938476 |
| 1,26 | 1,047 | 54,65 | -23,34 | -47,66 | 5,97442 |
| 1,17 | 1,023 | 56,38 | -23,62 | -46,6 | 4,178672 |
| 0,91 | 0,963 | 57,1 | -23,64 | -46,01 | 3,423405 |
| 0,81 | 0,892 | 59,91 | -25,21 | -44,52 | 2,45002 |
| 0,73 | 0,835 | 62,17 | -24,41 | -42,54 | 4,236579 |
Таблица 2.5 Денситометрические и колориметрические данные Координаты эталона L=54, a=-36, b=-49
| Бумага мелованная матовая, 90 г., "Profi Silk", краска голубая "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,88 | 1,73 | 44,21 | -25 | -57,24 | 16,874 |
| 1,6 | 1,63 | 45,82 | -26,2 | -56,33 | 14,7201 |
| 1,49 | 1,616 | 46,1 | -26,36 | -55,82 | 14,20746 |
| 1,466 | 1,59 | 46,62 | -26,66 | -55,83 | 13,72403 |
| 1,45 | 1,52 | 47,65 | -27 | -54,99 | 12,5385 |
| 1,31 | 1,488 | 48,77 | -27,67 | -54,21 | 11,17756 |
| 1,27 | 1,43 | 49,68 | -28,14 | -53,77 | 10,15849 |
| 1,25 | 1,38 | 50,98 | -28,57 | -52,89 | 8,913888 |
| 1,19 | 1,33 | 51,76 | -28,93 | -52,43 | 8,171132 |
| 1,11 | 1,318 | 52,04 | -28,71 | -52,12 | 8,168237 |
| 1,06 | 1,2 | 54,23 | -29 | -50,81 | 7,233879 |
| 0,88 | 1,187 | 55,82 | -29,11 | -49,09 | 7,126893 |
| 0,73 | 0,99 | 56,87 | -29,42 | -48,49 | 7,196763 |
Таблица 2.6 Денситометрические и колориметрические данные Координаты эталона L=46, a=72, b=-5
| Бумага мелованная матовая, 90 г., "Profi Silk", краска пурпурная "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,96 | 1,787 | 42,68 | 74,24 | 18,88 | 24,21352 |
| 1,78 | 1,75 | 42,1 | 74,43 | 17,1 | 22,57266 |
| 1,74 | 1,728 | 42,31 | 74,68 | 16,14 | 21,62633 |
| 1,67 | 1,707 | 42,67 | 74,4 | 14,79 | 20,21121 |
| 1,6 | 1,61 | 43,46 | 74,26 | 12,49 | 17,81739 |
| 1,556 | 1,585 | 43,8 | 74,13 | 11,46 | 16,74242 |
| 1,53 | 1,559 | 44,26 | 73,54 | 10,15 | 15,32716 |
| 1,46 | 1,525 | 44,59 | 73,44 | 9 | 14,14432 |
| 1,46 | 1,511 | 45,11 | 73,23 | 7,99 | 13,07842 |
| 1,38 | 1,41 | 46,2 | 72,28 | 5,34 | 10,34572 |
| 1,21 | 1,4 | 46,56 | 72,14 | 4,74 | 9,75709 |
| 1,11 | 1,349 | 47,1 | 71,89 | 2,94 | 8,016589 |
| 1,06 | 1,21 | 49,44 | 69,63 | -0,35 | 6,25084 |
| 0,81 | 1,223 | 49,65 | 68,69 | -1,27 | 6,024575 |
| 0,73 | 1,14 | 50,44 | 68,54 | -2,16 | 6,304824 |
Таблица 2.7 Денситометрические и колориметрические данные Координаты эталона L=88, a=-6, b=90
| Бумага мелованная матовая, 90 г., "Profi Silk", краска желтая "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,6 | 1,633 | 86,33 | -0,68 | 104,3 | 27 |
| 1,49 | 1,583 | 85,98 | -1,17 | 102,92 | 21,7 |
| 1,42 | 1,553 | 86,47 | -1,4 | 71,56 | 19,06658 |
| 1,21 | 1,437 | 86,91 | -2,39 | 97,27 | 8,189817 |
| 1,18 | 1,356 | 87,11 | -2,99 | 94,98 | 5,886646 |
| 1,15 | 1,28 | 87,41 | -3,31 | 93,6 | 4,532571 |
| 1,007 | 1,236 | 87,43 | -3,4 | 90,9 | 2,809786 |
| 0,98 | 1,16 | 87,76 | -3,93 | 86,92 | 3,718723 |
| 0,88 | 1,11 | 88,14 | -4,43 | 82,3 | 7,859676 |
| 0,73 | 1,04 | 88,24 | -4,72 | 82,74 | 7,37588 |
Таблица 2.8 Денситометрические и колориметрические данные Координаты эталона L=16, a=0, b=0
| Бумага мелованная матовая, 90 г., "Profi Silk", краска черная "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,99 | 1,92 | 9,1 | -0,17 | -1,2 | 7,005633 |
| 1,88 | 1,88 | 9,992 | -0,07 | -0,99 | 6,160471 |
| 1,76 | 1,835 | 10,47 | 0,14 | -1,03 | 5,626846 |
| 1,64 | 1,78 | 10,79 | 0,17 | -0,99 | 5,305949 |
| 1,5 | 1,71 | 12,87 | 0,4 | -0,83 | 3,26279 |
| 1,47 | 1,656 | 13,87 | 0,52 | -0,74 | 2,314066 |
| 1,34 | 1,61 | 14,22 | 0,57 | -0,74 | 2,010199 |
| 1,35 | 1,6 | 15,54 | 0,72 | -0,4 | 0,943398 |
| 1,06 | 1,53 | 16,7 | 0,79 | -0,62 | 1,224132 |
| 1,03 | 1,45 | 18,54 | 0,9 | -0,57 | 2,75436 |
| 0,9 | 1,35 | 23,52 | 1,01 | -0,74 | 7,623523 |
| 0,81 | 1,27 | 25,57 | 1,18 | -0,6 | 9,661123 |
| 0,76 | 1,22 | 27,76 | 1,1 | -0,86 | 11,8426 |
| 0,73 | 1,19 | 28,59 | 1,13 | -0,8 | 12,6659 |
Таблица 2.9 Денситометрические и колориметрические данные Координаты эталона L=46, a=72, b=-5
| Бумага мелованная глянцевая, 115 г., "Melar", краска пурпурная "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 2 | 1,96 | 41,93 | 77,13 | 26,8 | 32,46724 |
| 1,96 | 1,95 | 42,14 | 76,86 | 25,45 | 31,07606 |
| 1,79 | 1,93 | 42,16 | 75,15 | 24 | 29,42224 |
| 1,75 | 1,91 | 42,61 | 77,37 | 21,71 | 27,45456 |
| 1,63 | 1,88 | 42,81 | 77,44 | 20,5 | 26,26823 |
| 1,63 | 1,88 | 42,97 | 77,6 | 19,65 | 25,45905 |
| 1,54 | 1,86 | 43,45 | 77,62 | 17,42 | 23,25389 |
| 1,31 | 1,77 | 44,08 | 77,8 | 14,29 | 20,23439 |
| 1,29 | 1,73 | 44,73 | 77,91 | 12,86 | 18,85525 |
| 1,15 | 1,696 | 45,13 | 77,82 | 9,47 | 15,62083 |
| 1,09 | 1,65 | 45,78 | 77,88 | 7,1 | 13,45484 |
| 1,02 | 1,567 | 46,58 | 77,26 | 4,02 | 10,45774 |
| 0,88 | 1,51 | 46,91 | 76,89 | 2,21 | 8,759241 |
| 0,86 | 1,335 | 49,3 | 75,48 | -0,252 | 6,748622 |
| 0,86 | 1,322 | 49,77 | 74,68 | -3,58 | 4,838564 |
| 0,73 | 1,243 | 50,91 | 73,9 | -4,83 | 5,267542 |
Таблица 2.10 Денситометрические и колориметрические данные Координаты эталона L=88, a=-6, b=90
| Бумага мелованная глянцевая, 115 г., "Melar", краска желтая "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,96 | 1,81 | 87,85 | 0,62 | 110,77 | 21,8 |
| 1,66 | 1,76 | 88,31 | -0,24 | 110,47 | 21,26722 |
| 1,43 | 1,715 | 88,56 | -0,81 | 109,17 | 19,86803 |
| 1,39 | 1,681 | 88,48 | -0,93 | 108,97 | 19,6417 |
| 1,34 | 1,672 | 88,71 | -1,28 | 107,87 | 18,49647 |
| 1,3 | 1,64 | 88,88 | -1,86 | 107,38 | 17,88794 |
| 1,17 | 1,628 | 88,93 | -2,23 | 106,16 | 16,61997 |
| 1,05 | 1,565 | 89,34 | -3,19 | 103,48 | 13,83481 |
| 0,99 | 1,42 | 89,58 | -3,9 | 99,97 | 10,31054 |
| 0,9 | 1,352 | 89,8 | -4,2 | 98,43 | 8,805958 |
| 0,78 | 1,313 | 89,82 | -4,35 | 97,77 | 8,149098 |
| 0,73 | 1,177 | 90,14 | -5,14 | 91,98 | 3,039671 |
| 0,73 | 1,122 | 90,13 | -5,27 | 89,92 | 2,253042 |
Таблица 2.11 Денситометрические и колориметрические данные Координаты эталона L=54, a=-36, b=-49
| Бумага мелованная глянцевая, 115 г., "Melar", краска голубая "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,94 | 1,982 | 42,25 | -24,01 | -60,34 | 20,25878 |
| 1,92 | 1,961 | 42,71 | -24,55 | -60,03 | 19,49942 |
| 1,75 | 1,94 | 43,48 | -25,58 | -59,75 | 18,29779 |
| 1,71 | 1,91 | 44,47 | -26,82 | -59,3 | 16,76852 |
| 1,68 | 1,89 | 45,15 | -27,6 | -58,96 | 15,75069 |
| 1,66 | 1,874 | 46,11 | -28,73 | -58,47 | 14,31034 |
| 1,57 | 1,863 | 46,34 | -28,97 | -58,46 | 14,0566 |
| 1,49 | 1,838 | 46,81 | -28,96 | -58,45 | 13,80435 |
| 1,43 | 1,81 | 47,5 | -30,12 | -57,93 | 12,51277 |
| 1,39 | 1,788 | 48,06 | -32,72 | -57,53 | 10,89967 |
| 1,35 | 1,746 | 48,45 | -30,77 | -57,33 | 11,29355 |
| 1,18 | 1,643 | 49,97 | -31,92 | -55,97 | 9,025974 |
| 1,13 | 1,603 | 51,1 | -32,61 | -55,47 | 8,18 |
| 1,07 | 1,577 | 51,81 | -33,09 | -55 | 7,018846 |
| 1,05 | 1,51 | 52,48 | -32,94 | -54,26 | 6,272288 |
| 0,97 | 1,456 | 53,49 | -33,87 | -53,51 | 5,013691 |
| 0,92 | 1,428 | 54,21 | -33,87 | -53,06 | 4,589619 |
| 0,9 | 1,373 | 54,83 | -33,99 | -52,27 | 3,927073 |
| 0,84 | 1,354 | 55,76 | -34,14 | -51,67 | 3,699473 |
| 0,81 | 1,275 | 56,58 | -34,17 | -50,9 | 3,689892 |
| 0,77 | 1,235 | 57,44 | -34,23 | -50,26 | 4,068673 |
| 0,73 | 1,139 | 59,3 | -33,44 | -48,28 | 5,970226 |
Таблица 2.12 Денситометрические и колориметрические данные Координаты эталона L=16, a=0, b=0
| Бумага мелованная глянцевая, 115 г., "Melar", краска черная "Ancor Set intensive" | |||||
| h | D | L | a | b | ΔE |
| 1,99 | 2,032 | 7,58 | -0,71 | -1,93 | 8,667491 |
| 1,82 | 1,996 | 8,41 | -1,53 | -1,75 | 7,807144 |
| 1,75 | 1,947 | 9,43 | -0,29 | -1,67 | 6,785123 |
| 1,394 | 1,92 | 9,47 | -0,25 | -1,62 | 6,732592 |
| 1,394 | 1,92 | 9,72 | -0,17 | -1,67 | 6,500477 |
| 1,406 | 1,9 | 70,02 | -0,08 | -1,27 | 6,113894 |
| 1,391 | 1,871 | 10,72 | 0,02 | -1,46 | 5,478175 |
| 1,39 | 1,782 | 12,8 | 0,33 | -1,33 | 3,481063 |
| 1,1 | 1,74 | 13,54 | 0,54 | -1,17 | 2,777067 |
| 0,88 | 1,578 | 17,12 | 0,88 | -0,92 | 1,695641 |
| 0,73 | 1,485 | 18,88 | 0,98 | -0,82 | 3,150746 |

Рис. 2.1 График зависимости D=f(h)

Рис. 2.2 График зависимости D=f(h)

Рис. 2.3 График зависимости D=f(h)

Рис. 2.4 График зависимости D=f(h)

Рис. 2.5 График зависимости D=f(h)

Рис. 2.6 График зависимости D=f(h)

Рис. 2.7 График зависимости D=f(h)

Рис. 2.8 График зависимости D=f(h)

Рис. 2.9 График зависимости D=f(h)

Рис. 2.10 График зависимости D=f(h)

Рис. 2.11 График зависимости D=f(h)

Рис. 2.12 График зависимости D=f(h)
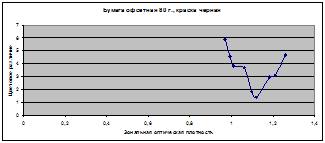
Рис. 2.13 График зависимости ΔE=f(D)

Рис. 2.14 График зависимости ΔE=f(D)
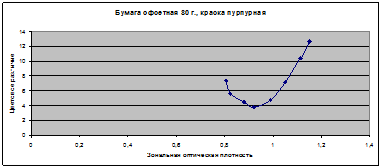
Рис. 2.15 График зависимости ΔE=f(D)

Рис. 2.16 График зависимости ΔE=f(D)

Рис. 2.17 График зависимости ΔE=f(D)

Рис. 2.18 График зависимости ΔE=f(D)

Рис. 2.19 График зависимости ΔE=f(D)

Рис. 2.20 График зависимости ΔE=f(D)

Рис. 2.21 График зависимости ΔE=f(D)

Рис. 2.22 График зависимости ΔE=f(D)

Рис. 2.23 График зависимости ΔE=f(D)

Рис. 2.24 График зависимости ΔE=f(D)
2.1.3 Определение оптимальных зональных оптических плотностей
Определение оптимальных зональных оптических плотностей производилось по построенным и представленным выше графикам.
По графику зависимости D=f(h), значения оптимальной зональной оптической плотности определялось проецированием единичного значения толщины красочного слоя на ось оптической плотности.
По графику зависимости ΔE=f(D) значение оптимальной зональной оптической плотности определялось по минимальному значению ΔE, то есть проецированием самой низкой точки построенного графика на ось оптической плотности.
Полученные значения занесены в итоговую сводную таблицу 2.13.
Таблица 2.13 Итоговая таблица полученных значений
| Бумага | Оптимальная зональная оптическая плотность, определенная по графикам зависимости | |||||||
| голубая | пурпурная | желтая | черная | |||||
| D=f(h) | ΔE=f(D) | D=f(h) | ΔE=f(D) | D=f(h) | ΔE=f(D) | D=f(h) | ΔE=f(D) | |
| Офсетная 80 г. | 0,99 | 0,89 | 0,9 | 0,92 | 0,92 | 0,89 | 1,03 | 1,12 |
| Мелованная матовая 90 г. | 1,22 | 1,187 | 1,22 | 1,23 | 1,26 | 1,24 | 1,4 | 1,6 |
| Мелованная глянцевая 115 г. | 1,48 | 1,35 | 1,55 | 1,35 | 1,12 | 1,5 | 1,58 | 1,58 |
2.2 Сравнительный анализ денситометрических и колориметрических показателей тиражных оттисков
Для проведения сравнительного анализа денситометрических и колориметрических показателей тиражных оттисков и оценки их на соответствие существующим стандартам были взяты образцы, полученные в типографии ООО «ОИД «Медиа-пресса» в реальных условиях печати на печатной машине Roland-710 формата 470x1040 мм.
С помощью спектрофотометра были произведены замеры зональных оптических плотностей и цветовые параметры 100% полей плашек данных тиражных оттисков, прирост тоновой величины, а также рассчитаны значения такого показателя, как ΔE.
Результаты замеров и вычислений представлены в сводных таблицах 2.14-2.19.
По итогам измерений были построены графики зависимости изменения оптической плотности, цветового различия и прироста тоновой величины в тираже (см. рис. 2.25-2.31).
Таблица 2.14 Протокол замеров оптических плотностей
| Зональная оптическая плотность | Выборка | |||||
| 2000 | 4000 | 6000 | 8000 | 10000 | 12000 | |
| Dг | 1,27 | 1,182 | 1,266 | 1,189 | 1,087 | 1,279 |
| 1,266 | 1,224 | 1,311 | 1,237 | 1,286 | 1,289 | |
| 1,098 | 1,118 | 1,261 | 1,211 | 1,253 | 1,31 | |
| 1,164 | 1,134 | 1,216 | 1,254 | 1,305 | 1,258 | |
| 1,181 | 1,217 | 1,28 | 1,282 | 1,293 | 1,153 | |
| Dп | 1,095 | 1,331 | 1,28 | 1,089 | 1,311 | 1,394 |
| 1,251 | 1,247 | 1,336 | 1,207 | 1,252 | 1,03 | |
| 1,248 | 1,153 | 1,277 | 1,177 | 1,159 | 1,188 | |
| 1,256 | 1,246 | 1,117 | 1,332 | 1,024 | 1,301 | |
| 1,125 | 1,052 | 1,062 | 1,197 | 1,31 | 1,227 | |
| Dж | 1,341 | 1,264 | 1,352 | 1,265 | 1,045 | 1,212 |
| 1,135 | 1,285 | 1,315 | 1,126 | 1,012 | 1,19 | |
| 1,314 | 1,272 | 1,172 | 1,343 | 1,105 | 1,224 | |
| 1,29 | 1,154 | 1,281 | 1,129 | 1,122 | 1,245 | |
| 1,309 | 1,234 | 1,069 | 1,302 | 1,229 | 1,133 | |
Таблица 2.15 Протокол замеров колориметрических показателей
| Выборка | Голубая | Пурпурная | Желтая | ||||||
| L | a | b | L | a | b | L | a | b | |
| 2000 | 58,73 | -26,16 | -45,67 | 49,66 | 71,46 | -2,21 | 87,31 | -2,03 | 60,15 |
| 56,26 | -31,9 | -50,06 | 50,65 | 70,27 | -2,81 | 87,66 | -2,42 | 91,2 | |
| 56,93 | -31,44 | -50,02 | 48,63 | 75,05 | -1,77 | 88,47 | -2,98 | 90,66 | |
| 56,64 | -32,46 | -50,16 | 49,01 | 74,06 | -1,04 | 87,92 | -3,06 | 87,66 | |
| 56,78 | -31,3 | -49,11 | 48,05 | 75,44 | -0,87 | 88,45 | -4,07 | 81,03 | |
| 4000 | 60,49 | -24,42 | -44,25 | 50,62 | 69,89 | -2,79 | 86,89 | -1,84 | 89,31 |
| 57,03 | -20,33 | -39,33 | 50,23 | 71,3 | -2,99 | 87,28 | -2,57 | 89,04 | |
| 58,84 | -28,76 | -46,41 | 49,82 | 72,85 | -3,4 | 88,84 | -3,39 | 77,95 | |
| 55,9 | -32,52 | -50,5 | 49,59 | 72,69 | -2,46 | 88,07 | -3,16 | 88,98 | |
| 59,77 | -25,44 | -43,38 | 52,74 | 65,36 | -3,06 | 85,44 | -3,95 | 92,47 | |
| 6000 | 55,11 | -33,52 | -51,61 | 49,81 | 72,03 | -2,65 | 86,87 | -1,76 | 82,98 |
| 57,07 | -31,26 | -49,68 | 48,89 | 74,32 | -2,74 | 87,72 | -1,31 | 93,63 | |
| 58,09 | -31,42 | -49,18 | 52,75 | 66,15 | -4,44 | 88,04 | -2,25 | 93,88 | |
| 58,55 | -29,58 | -48,09 | 48,83 | 74,57 | -2,61 | 87,9 | -2,62 | 94,224 | |
| 55,77 | -33,01 | -50,72 | 49,46 | 73,37 | -3,23 | 88,13 | -4,15 | 94,43 | |
| 8000 | 54,07 | -32,49 | -52,27 | 48,87 | 74,7 | -3,07 | 85,99 | -1,25 | 92,6 |
| 54,78 | -33,6 | -52,59 | 50,22 | 70,77 | -2,05 | 86,6 | -1,7 | 80,12 | |
| 55,81 | -3,1 | -51,31 | 49,75 | 72,3 | -3,04 | 87,65 | -2,15 | 80,26 | |
| 55,16 | -31,48 | -51,77 | 49,87 | 70,96 | -0,81 | 87,19 | -1,85 | 96,4 | |
| 53,8 | -33,72 | -53,18 | 49,12 | 73,89 | -3,06 | 88,08 | -3,6 | 87,88 | |
| 10000 | 55,25 | 31,21 | -49,31 | 50,54 | 68,95 | -1,17 | 85,95 | -1,25 | 92,21 |
| 55,66 | -32,85 | -51,6 | 48,51 | 73,98 | -0,42 | 87,06 | -1,7 | 88,22 | |
| 58,09 | -27,75 | -47,94 | 49,14 | 71,69 | -1,96 | 87,42 | -2,15 | 83,18 | |
| 55,79 | -31,31 | -50,34 | 51,74 | 66,27 | -0,28 | 86,86 | -1,85 | 86,42 | |
| 54,9 | -31,97 | -51,39 | 51,57 | 66,68 | -1,14 | 88,23 | -3,6 | 85,47 | |
| 12000 | 54,28 | -33,14 | -52,21 | 48,53 | 74,79 | -0,53 | 86,21 | -1,06 | 80,06 |
| 56,03 | -32,05 | -50,76 | 47,92 | 75,62 | -0,08 | 87,23 | -1,79 | 93,15 | |
| 60,53 | -24,39 | -44,84 | 48,45 | 73,91 | 0,09 | 87,64 | -2,42 | 89,19 | |
| 54,94 | -33,04 | -52,36 | 48,32 | 74,32 | 1,19 | 87,08 | -2,03 | 88,18 | |
| 56,54 | -28,94 | -49,35 | 48,28 | 75,37 | -0,32 | 88 | -3,49 | 81,58 | |
Таблица 2.16 Изменение денситометрических и колориметрических показателей в исследуемом тираже
| Показатель | Выборка (среднее значение) | ||||||
| 2000 | 4000 | 6000 | 8000 | 10000 | 12000 | ||
| Dг | 1,2 | 1,175 | 1,256 | 1,23 | 1,24 | 1,26 | |
| Dп | 1,195 | 1,21 | 1,21 | 1,2 | 1,21 | 1,228 | |
| Dж | 1,28 | 1,24 | 1,24 | 1,233 | 1,1 | 1,2 | |
| голубая | L | 57,1 | 58,41 | 56,9 | 54,72 | 55,94 | 56,46 |
| a | -30,65 | -26,29 | -31,76 | -32,88 | -31 | -30,3 | |
| b | -49 | -44,77 | -49,86 | -52,22 | -50,12 | -49,9 | |
| пурпурная | L | 49,2 | 50,6 | 49,95 | 49,57 | 50,3 | 48,3 |
| a | 73,26 | 70,42 | 72,1 | 72,52 | 69,51 | 74,8 | |
| b | -1,74 | -2,94 | -3,13 | -2,41 | -0,79 | 0,07 | |
| желтая | L | 87,96 | 87,9 | 87,73 | 87,1 | 87,12 | 87,23 |
| a | -2,5 | -2,912 | -2,982 | -2,42 | -2,11 | -2,16 | |
| b | 82,14 | 87,55 | 91,83 | 87,45 | 87,1 | 86,4 | |
Таблица 2.17 Изменения значений цветового различия в исследуемом тираже
| Краска Выборка | голубая | пурпурная | желтая |
| ΔE | ΔE | ΔE | |
| 2000 | 1,418344 | 1,959643 | 9,704706 |
| 4000 | 7,622933 | 1,811353 | 4,283947 |
| 8000 | 3,402411 | 0,916079 | 4,460621 |
| 10000 | 1,251719 | 3,508019 | 4,848235 |
| 12000 | 1,525385 | 4,500278 | 5,514579 |

Рис. 2.25 График изменения оптической плотности в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.

Рис. 2.26 График изменения оптической плотности в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.

Рис. 2.27 График изменения оптической плотности в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.

Рис. 2.28 График изменения ΔE в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.

Рис. 2.29 График изменения ΔE в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.

Рис. 2.30 График изменения ΔE в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.
Таблица 2.18 Протокол замеров прироста тоновой плотности
| Выборка | Голубая | Пурпурная | Желтая | |||
| Sотн | dS | Sотн | dS | Sотн | dS | |
| 2000 | 61,8 | 11,8 | 65,3 | 15,3 | 60,7 | 10,7 |
| 63,5 | 13,5 | 66,1 | 16,1 | 61,3 | 11,3 | |
| 61,4 | 11,4 | 62,3 | 12,3 | 57,5 | 7,5 | |
| 61,8 | 11,8 | 65,3 | 15,3 | 60,9 | 10,9 | |
| 67,2 | 17,2 | 65,3 | 15,3 | 56,9 | 6,9 | |
| 4000 | 63,2 | 13,2 | 65,3 | 15,3 | 60 | 10 |
| 63 | 13 | 63,3 | 13,3 | 57,5 | 7,5 | |
| 62 | 12 | 65,5 | 15,5 | 51,6 | 1,6 | |
| 62,9 | 12,9 | 60,5 | 10,5 | 56 | 6 | |
| 61,2 | 11,2 | 67 | 17 | 60,9 | 10,9 | |
| 6000 | 63,7 | 13,7 | 60,6 | 10,6 | 55,9 | 5,9 |
| 64 | 14 | 61,7 | 11,7 | 51,6 | 1,6 | |
| 62,2 | 12,2 | 62,4 | 12,4 | 63,8 | 13,8 | |
| 64,1 | 14,1 | 60,7 | 10,7 | 53,5 | 3,5 | |
| 60,5 | 10,5 | 65,3 | 15,3 | 60 | 10 | |
| 8000 | 63,4 | 13,4 | 60,7 | 10,7 | 61,1 | 11,1 |
| 61,2 | 11,2 | 61,2 | 11,2 | 68,3 | 18,3 | |
| 62,7 | 12,7 | 63 | 13 | 54 | 4 | |
| 62,6 | 12,6 | 58,5 | 8,5 | 53,8 | 3,8 | |
| 61,6 | 11,6 | 59,8 | 9,8 | 60,6 | 10,6 | |
| 10000 | 63,1 | 13,1 | 63,4 | 13,4 | 56,8 | 6,8 |
| 62,7 | 12,7 | 61,3 | 11,3 | 59,9 | 9,9 | |
| 65,5 | 15,5 | 62 | 12 | 55,1 | 5,1 | |
| 61,4 | 11,4 | 58,3 | 8,3 | 52,7 | 2,7 | |
| 61,8 | 11,8 | 60,1 | 10,1 | 56,8 | 6,8 | |
| 12000 | 63,2 | 13,2 | 60,8 | 10,8 | 55,4 | 5,4 |
| 60,7 | 10,7 | 59,6 | 9,6 | 56,3 | 6,3 | |
| 61,8 | 11,8 | 61,9 | 11,9 | 56,5 | 6,5 | |
| 61 | 11 | 60,4 | 10,4 | 54,2 | 4,2 | |
| 61,6 | 11,6 | 61 | 11 | 61,4 | 11,4 | |
Таблица 2.19Значения изменения прироста тоновой величины в 50% поле для хроматических цветом CMY
| Краска Выборка | голубая | пурпурная | желтая |
| dS | dS | dS | |
| 2000 | 13,2 | 14,86 | 9,46 |
| 4000 | 12,46 | 13,18 | 7,2 |
| 6000 | 12,9 | 12,16 | 6,76 |
| 8000 | 12,3 | 11,44 | 9,56 |
| 10000 | 12,9 | 10,96 | 6,16 |
| 12000 | 11,66 | 10,56 | 6,76 |
| dS по ISO 12647-2 | 14 | 14 | 14 |

Рис. 2.31 График изменения значения прироста тонной величины в тираже, плакат с выборкой через 2000 л./отт. Бумага мелованная глянцевая 115 г.
2.3 Профилирование печатного процесса
Как говорилось выше, одним из этапов профилирования печатной машины является печать специального тест-объекта и его дальнейший анализ.
Таблица 2.20 Градационная передача
| Sотн п.ф., % | Sотн отт., % | ||
| C | M | Y | |
| 5 | 11,3 | 10,8 | 12,1 |
| 10 | 19,5 | 18,3 | 15,7 |
| 20 | 34,5 | 33,2 | 24,7 |
| 30 | 46,9 | 44,7 | 35,8 |
| 40 | 57,6 | 55,5 | 46,3 |
| 50 | 68 | 64,6 | 59,4 |
| 60 | 75,2 | 73 | 65 |
| 75 | 86 | 85,3 | 78,6 |
| 80 | 89,2 | 88,5 | 84,3 |
| 90 | 95,7 | 95,6 | 91,6 |
| 92 | 97 | 96,8 | 92,6 |
| 94 | 98,1 | 98 | 94 |
| 96 | 99 | 98,8 | 94,3 |
| 98 | 99,8 | 99,7 | 96 |
| 100 | 100 | 100 | 99 |

Рис. 2.32 Графическая зависимость Sотн п.ф. от Sотн отт.
Таблица 2.21 Оптическая плотность плашек, ее среднеквадратическое отклонение
| № | C | M | Y |
| 1 | 1,31 | 1,432 | 1,465 |
| 2 | 1,503 | 1,534 | 1,547 |
| 3 | 1,439 | 1,479 | 1,519 |
| 4 | 1,471 | 1,457 | 1,51 |
| 5 | 1,488 | 1,501 | 1,472 |
| 6 | 1,529 | 1,526 | 1,447 |
| 7 | 1,477 | 1,504 | 1,433 |
| 8 | 1,532 | 1,519 | 1,503 |
| 9 | 1,619 | 1,553 | 1,563 |
| 10 | 1,469 | 1,556 | 1,496 |
| 11 | 1,599 | 1,415 | 1,541 |
| 12 | 1,559 | 1,562 | 1,564 |
| 13 | 1,48 | 1,482 | 1,48 |
| 14 | 1,48 | 1,529 | 1,526 |
| 15 | 1,5 | 1,543 | 1,499 |
| 16 | 1,472 | 1,512 | 1,497 |
| 17 | 1,485 | 1,615 | 1,511 |
| 18 | 1,506 | 1,55 | 1,463 |
| 19 | 1,443 | 1,647 | 1,483 |
| 20 | 1,474 | 1,559 | 1,449 |
| D | 1,49175 | 1,52375 | 1,4984 |
| σ | 0,061653 | 0,05424 | 0,03685 |
Таблица 2.22 Цветовые координаты основных цветов и их бинарных наложений
| C | M | Y | R | G | B | |
| L | 53,77 | 43,63 | 85,81 | 43,2 | 45,88 | 20,57 |
| a | -26,85 | 75,57 | -9,14 | 67,85 | -71,53 | 26,76 |
| b | -47,17 | -3,13 | 101,38 | 51,18 | 32,15 | -47,53 |

Рис. 2.33 Цветовой охват
Сопоставив полученные значения с эталонными, можно построить таблицу пересчета из одного цветового пространства в другое, что позволит получать результат, точно повторяющий ожидания.
Заключение
1. В ходе данной работы был составлен банк данных по значениям оптимальных зональных оптических плотностей для различных пар краска-бумага. Для проведения исследований были взяты наиболее часто используемые на производстве виды бумаг и красок. Результаты проведенных исследований, то есть полученные значения оптимальных зональных оптических плотностей, могут быть использованы в работе печатных цехов как нормативные значения оптических плотностей для печатника, а также в системах автоматического контроля оттисков.
2. Было проведено исследование стабильности листовой офсетной печати, а именно изменение в процессе печати таких параметров, как оптическая плотность, цветовое различие, тоновый прирост. Опираясь на полученные данные и графические представления проведенных исследований, можно говорить о нестабильности печатного процесса, которая заключается в несоответствии качественных показателей существующим стандартам качества. Например, согласно международному стандарту ISO 12647-2, оптическая плотность желтой краски для мелованной глянцевой бумаги должна составлять 1,45 ± 0,1. В тиражных оттисках она меняется от 1,1 до 1,28. Согласно международному стандарту ISO 12647-2 растискивание хроматических красок в 50% поле должно составлять 14% с допуском 4%. Растискивание в тиражных оттисках для желтой краски меняется от 6 до 10%, а в пурпурной от 10 до 15%.
3. Нестабильность печатного процесса может быть вызвана самыми различными факторами, начиная от высокой изношенности оборудования и заканчивая климатическими условиями. Выходом из данной ситуации является создание ICC профилей для печатной машины. Стоит заметить, что профиль должен быть индивидуален не только для конкретной печатной машины, но и для каждой пары бумага - печатная краска. Только в этом случае можно говорить о стабильности печатного процесса. Профилирование печатных машин позволяет в полной мере применять автоматизированные системы контроля качества, увязывать печатный процесс с до- и после- печатными, образуя вместе рабочий поток. Поэтому в работе был проведен один из этапов профилирования печатного процесса.
Список используемой литературы
1. Романо Ф. Современные технологии издательско-полиграфической отрасли / Фрэнк Романо ; пер. с англ. под общ. ред. М. Бредиса. –М.: Принт-Медиа бизнес, 2006. – 457 с.
2. Филин В. А. Офсетная печать сегодня: состояние и перспективы развития / В. А. Филин // Компьюарт. - 2003. - №1. - С.23-24.
3. Стефанов С. Разнообразие технологий печати и сложность выбора / С. Стефанов // Компьюарт. - 2008. - №9. - С.26-28.
4. Материалы семинара компании Heidelberg на выставке «Полиграфинтер 2007», 2007 г.
5. Абрамов М. Тестируем Anicolor: длинный тираж на коротком красочном аппарате / М. Абрамов // Курсив. – 2008. - №1. – С.35-38.
6. Материалы компании HGS, 2009 г.
7. Электронные документы: статья по материалам пресс-релиза компании Heidelberg, 2009 г.
8. Николаев А. Ультрафиолету- зеленую улицу / А. Николаев // Формат. – 2009. - №6. –С.33-37.
9. Валадов Д. УФ-краски для офсетной печати: характеристики, состав, применение, поставщики / Д. Валадов // Компьюарт. – 2008. -№4. –С.12-17.
10. Вартанян С. Контроль печатной продукции в режиме in-line / С. Вартанян // Компьюарт. - 2008. -№8. –С.20-23.
11. Киппхан Г. Энциклопедия по печатным средствам информации / Гельмут Киппхан ; пер. с нем. под общ. ред. –М.: МГУП – HEIDELBERG, 2003. – 1280 с.
12. Материалы семинара компании Prestige, 2009 г.
13. ШиреновД. Automatic Aqua Control / Д. Ширенов// Курсив. – 1998. - №5. –С.44-47.
14. Каталог полиграфического оборудования KBA, 2007 г.
15. Материалы семинара компании KBA на выставке «Полиграфинтер 2005», 2005 г.
16. Германиес Э. Справочная книга технолога-полиграфиста / Э. Германиес ; -М.: Книга, 1982. - 336с.
17. Тихонов В.П. Технология печатных процессов: конспект лекций / В. П. Тихонов, С. А. Гуляев. -М.: МГУП, 1999.
18. Нетесов А. Все строится на контрастах, или как добиться полиграфической гармонии / А. Нетесов // Курсив. - 2003. -№2.
19. Бачурин С. Миф о «Евростандарте» / С. Бачурин // Курсив. - 2003. - №6.
20. Бачурин С. Хватит сюрпризов, или как добиться постоянства цвета / С. Бачурин // Курсив. - 2004. - №1
21. Гуревич М.М. Цвет и его измерение / М.М. Гуревич ; -М-Л.: Издательство АН СССР, 1950. — С. 268.
22. Раскин А.Н. Технология печатных процессов / А. Н. Раскин, И. В. Ромейков, Н. Д. Бирюкова; -М.: Книга, 1989
23. Ширенов Д. Брак и качество / Д. Ширенов // Курсив. – 2001. -№6.
Похожие рефераты:
Цвет и цветовоспроизведение в полиграфии
Металлизированные краски и их основные особенности
Современные формные пластины для офсетной печати
Проектирование технологии печатных процессов переиздания книги
Основные способы печати как база полиграфических технологий
Технико-криминалистическое исследование документов
Основы технико-криминалистической экспертизы документов
Перспективы развития отрасли печати
Подготовка к печати подарочно-коллекционного издания с декоративным оформлением
Разнообразие технологий печати и сложность выбора
Разработка конструкции и технологии производства упаковки из картона для пельменей
Изготовление печатей и штампов
Усвоение основ живописи дошкольниками в процессе работы красками