| Скачать .docx | Скачать .pdf |
Реферат: Резины
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Омский государственный технический университет»
Кафедра: «Дизайн, реклама и технология полиграфического производства»
Реферат на тему: «Резины»
Проверил: Варепо Л.Г.
Выполнил: ст. гр. ЗПТ-316
Пирогова О.В.
Омск, 2009
Содержание:
Введение;
Строение и свойства резины;
Офсетные резинотканевые пластины (ОРТП);
Типы офсетного полотна, основные компоненты;
Резина – материал для изготовления красочных валиков;
Зарубежные поставщики ОРТП Conti – AiR и Phoenix Xtra Blankets;
История развития Phoenix Xtra Blankets;
Сравнение продуктов Conti – AiR;
Сравнение продуктов Phoenix Xtra Blankets;
Хранение и монтаж ОТРП;
Заключение;
Список используемой литературы.
ВВЕДЕНИЕ
Ученые добились успеха и сегодня более одной трети резины, производимой в мире, изготовляется из синтетического каучука. Каучук и резина внесли огромный вклад в технический прогресс последнего столетия. Вспомним хотя бы о минах и разнообразных изоляционных материалах, и нам станет ясна роль каучука в важнейших отраслях не только хозяйства, но и производства. Каучук делает нашу жизнь удобнее. Но вряд ли найдется другое природное сырье, добыча которого так была связана с кровью, произволом и безграничной колониальной эксплуатацией. Сотни тысяч негров и индейцев погибли от болезней и непосильного труда на плантациях белых колонизаторов. Их насмерть забивали бесчеловечные надсмотрщики – Европа и Америка все настоятельнее требовали каучука, и бесправные рабы-туземцы вынуждены были добывать его.
Когда испанские конквистадоры в 16 веке высадились в Южной Америке, их внимание привлекли мячи, которыми индейцы пользовались в спортивных играх. Эти мячи были сделаны из получаемого индейцами, сока каких-то деревьев. Индейцы находили ему и другое применение. Изготавливали из него водонепроницаемую обувь или обрабатывали им ткань, чтобы сделать ее непромокаемой.
Слухи о странном веществе достигли Испании. Вначале это показалось интересным, но вскоре о диковинных игрушках просто забыли. И суда отправились в опасные путешествия ни за ними, а за золотом. Когда гораздо позже французский ученый Шарль де ля Кондамин напомнил об этом веществе, его сообщение восприняли как занятный курьез. Однако этим деревом, которое росло в огромных девственных лесах Амазонки, в последующие годы продолжали интересоваться и наблюдали, как местные жители добывали его сок – каучук.
СТРОЕНИЕ И СВОЙСТВА РЕЗИНЫ
Резина представляет собой продукт вулканизации натуральных или синтетических каучуков.
В полиграфической промышленности из резины изготавливаются резиновые валики для накатной и раскатной системы, офсетные резинотканевые пластины для обтяжки цилиндров. Резина также в полиграфии применяется как формный материал.
Основные компоненты резиновых смесей (сырой резины) - каучук, вулканизующий реагент, ускоритель вулканизации, наполнитель, ускоритель, противостаритель, красители и пигменты. Однородность резиновой смеси (сырой резины) достигается ее обработкой на вальцах или резиносмесителях. После этого из сырой резины формируется изделия, в формах или автоклавах под давлением.
Примерный состав резины (в частях на 100 частей массы каучука):
Каучук (эластомер) 100
Сера (вулканизирующий реагент) 0,5-5
Окись цинка (катализатор) 5-10
Кантакс (ускоритель вулканизации) 0,8-1
Каолин (наполнитель) 40
Сажа (усилитель) 40-65
Эджерайт (противостаритель) 0,5
В зависимости от назначения выпускается следующие виды резины: износостойкая (общего назначения), теплостойкая, морозостойкая, маслостойкая, диэлектрическая, газонаполнительная и др.
Рассмотрим свойства, определяющие печатно-технические характеристики резины.
В печатных машинах высокой, офсетной и глубокой печати в качестве технологического звена, предназначенного для регулирования давления печати, а также в качестве компенсатора разброса давления, вызываемого неточностью изготовления значений толщин различных элементов печатного процесса применяются декели. Декели, применяемые в печатных машинах различных типов разнообразны по своему составу. Это, как правило, многослойные композиции, в состав которых входят бумага, картон, резинотканевые пластины и другие высокомолекулярные полимерные материалы.
В отличие от твердых тел, которым свойственна большая прочность, при малых величинах обратимых деформаций высокомолекулярные материалы обладают достаточной прочностью при довольно больших величинах обратимых (эластических) деформаций. Синтетические и натуральные каучуки, резина, а также резинотканевые пластины, в состав которых вводиться резиновое наполнение, относятся к высокополимерным материалам и, следовательно, подчиняется этой закономерности.
С точности зрения строения высокомолекулярные материалы (в том числе резины и их композиции) - это вещества, состоящие из очень больших разветвленных молекул, образованных из многих химических групп (звеньев). Молекулы такого строения сами по себе обладают большой гибкостью. Кроме того, в состав молекул высокомолекулярных материалов входят звенья мономеров, удаленные от стержневой цепочки на некоторые расстояния. Таким образом, молекула полимера является сложной системой, обладающей многими степенями свободы.
В связи с отмеченными особенностями строения молекул высокополимерных материалов для них характерно проявление нескольких видов деформаций.
Механизм развития деформаций отличается следующими особенностями.
Упругая деформация εу вызывается мгновенными перемещениями под действием нагрузки отдельных участков звеньев молекул, имеющих большую степень свободы. Силы взаимодействия этих звеньев достаточно велики, поэтому после снятия нагрузки они мгновенно занимают первоначальное положение.
Остаточная, или истинно пластическая, деформация εост в низкомолекулярных материалах вызывается необратимыми смещениями молекул относительно друг друга с преодолением и разрывом межмолекулярных связей. В высокомолекулярных материалах, к которым относится и резина, смещение относительно друг друга разветвленных, переплетенных между собой макромолекул затруднено. Поэтому
механизм накапливания остаточной деформации в полимерных материалах можно представить как последовательное перемещение (в соответствии со степенью свободы) отдельных звеньев цепи (молекулы). Так как все звенья взаимосвязаны, то при деформации в них возникают и накапливаются внутренние напряжения, приводящие к механической необратимости деформации. Действительно, остаточные деформации в полимерах, в том числе и резине, входящих в состав декелей после снятия внешнего воздействия при длительном времени наблюдения можно и не обнаружить. Тем не менее за остаточную деформацию принимают деформацию не успевающую исчезнуть после внешнего воздействия на декельный материал при заданных технологических режимах испытаний.
Эластическая деформация εэл также как и упругая является обратимой, но она развивается и исчезает во времени. Изучение свойств высокомолекулярных материалов показано, что эластическая деформация в них неоднородна. Она состоит из суммы отдельных деформаций, различающихся между собой различными скоростями их развития. Вслед за упругой деформацией, развивающейся практически мгновенно (при условии неизменно действующей нагрузки) начинают появляться эластические деформации, вызванные перемещением во времени отдельных участков звеньев молекулы высокомолекулярного материала, имеющих достаточно высокую скорость перемещения. Эти деформации развиваются с большой скоростью и также быстро исчезают, после снятия нагрузки. Этот тип эластических деформаций называют быстрыми эластическими деформациями. Если воздействие внешней нагрузки продолжительно, то успевают сместиться и более «связанные» молекулы,
т.е. имеющие меньшую степень свободы перемещения. Эти деформации развиваются во времени медленно и так же медленно исчезают после снятия нагрузки, их называют медленными эластическими деформациями. Медленные деформации, не успевая восстановиться, имеют тенденцию накапливаться и, таким образом, играют роль необратимых остаточных деформаций.
Офсетные резинотканевые пластины, строение, свойства, ассортимент
Офсетное резинотканевое полотно придает поверхности офсетного цилиндра упругость и эластичность.
Офсетные резины представляют собой многослойный материал, состоящий из нескольких слоев ткани с односторонним резиновым покрытием. Полотно не рассматривается, поскольку все каучуки офсетного полотна имеют высокую адгезию к текстилю и достаточно хорошо закреплены. Резиновая поверхность воспринимает краску с печатающих элементов формы для печати и передачи ее на запечатываемый материал. При этом тканевые слои изготовлены из высокопрочных текстильных материалов (хлопчатобумажных и синтетических) образуют силовой каркас, противостоящий механическим нагрузкам и препятствующий растяжению полотна. Тканевые слои не должны иметь механических повреждений, узлов, утолщений, пропусков нитей и масляных пятен. Наружный краскопередающий слой, изготовленный из каучука с заданными свойствами, лежит поверх силового каркаса и в наибольшей степени подвержен износу, т.к. при печати соприкасаются с печатной формой, краской, увлажняющим раствором и бумагой, а после печати - со средствами для очистки и восстановления. Исходя из этого, необходимо выделить требования к резинотканевым полотнам, используемым в полиграфии:
1. Верхний резиновый слой, состоящий из высокополимерного материала должен обладать следующими свойствами:
- на поверхности резинового слоя не должно быть посторонних включений, трещин, пузырей, раковин, углублений и др.;
- иметь равномерную поверхностную твердость во всех точках поверхности;
- хорошо воспринимать печатную краску с формы и передавать ее на бумагу;
- полотна должны быть равномерны по толщине в пределах одной пластины. Чем выше равномерность по толщине, тем ниже требуемые при печати давление (размерность по толщине в пределах одной пластины должна быть 0,02-0,03 мм);
- не образовывать рельефа;
- мало набухать под действием смывочного средства и растворителя краски;
- не отверждаться и становиться липким;
- иметь мелкозернистую структуру поверхности.
Не должно происходить отслаивания верхнего слоя от промежуточных резиновых слоев или образования пузырей. Промежуточные тканевые слои должны быть крепко соединены. Гибкость резинотканевой пластины в поперечном направлении должна быть максимальной.
Многослойная тканевая основа должна обеспечивать большую прочность офсетной пластины при растяжении и максимально большую гибкость в продольном направлении.
6
Положение поверхности натянутой офсетной резинотканевой пластины относительно контрольных колец цилиндра определяет при помощи линейки и индикаторного прибора.
2. Растяжение. Многослойная тканевая основа, воспринимающая растягивающую нагрузку, должна быть настолько малорастяжимой, чтобы ее относительное удлинение при натягивании не превышало 2 %. Релаксация напряжений должна быть такой, чтобы во время работы не приходилось несколько раз протягивать пластину.
3. Твердость. Фирмы-изготовители выпускают резинотканевые пластины определенных классов и твердости (68° и 83° шкалы А по Шору). Однако удобнее, когда указывается сжимаемость при различных деформациях сжатия, причем требуется, чтобы на всей поверхности офсетной резинотканевой пластины сжимаемость была постоянной.
4. Набухаемость. От верхнего резинового слоя требуется максимальная устойчивость к набуханию, т.к. из-за набухания поверхности офсетной пластины в зоне печатания изменяется удельное давление.
Для смывки не следует применять вещества, содержащие керосиновые фракции с температурой кипения более высокой, чем температура кипения обычно применяемых растворителей или керосина.
Боковые кромки офсетной пластины нужно предохранять при помощи защитного покрытия от проникновения в нее растворителей. Если смывочный раствор попадает на боковые кромки тканевой основы, хлопковые волокна будут действовать как фитили, и основа набухнет.
5. Динамические характеристики. Под динамическими характеристиками резинотканевых пластин понимают их пружинящие и амортизирующие свойства. Они зависят от следующих параметров: растяжение и сжатие резинотканевой пластины, диаметр печатного цилиндра и частота погружения.
Офсетная пластина обладает малым коэффициентом жесткости и максимальной амортизирующей способностью, при чем жесткость при погружении в радиальном направлении имеет более важное значение, чем амортизационную способность.
Для обеспечения качественной печати необходимо соблюдать следующие рекомендации:
- хранить резиновые полотна нужно лицом к лицу, чтобы не было отпечатка тканевой основы на резине;
- для предотвращения «остекленения» резиновых полотен рекомендуется хранить их в темноте, в прохладном месте, без доступа солнечного света. Если запасные резиновые полотна хранятся в печатном цехе, и комплекты запасных резин висят на планках, резины нужно повернуть лицом к стене, защитив от света.
«Остекленение полотна» - один из дефектов, возникающих при использовании некачественных смывок. В процессе эксплуатации поры резины забиваются остатками краски и волокнами бумаги, при этом полотно не может нормально передавать краску, появляются непропечатки. Поэтому необходимо раз в неделю наносить на очищенное полотно регенерирующий раствор, который за 15 - 20 мин. глубоко проникает в поры, размягчает поверхность и восстанавливает рабочее качество офсетного полотна.
Хорошо зарекомендовало себя в работе универсальные смывки для резины и красочных валиков Hydrowash фирмы DS, Rotowash и Normalwash фирмы Arets Graphics.
Для перфорации новой резины рекомендуется в качестве шаблона использовать офсетную металлическую пластину, т.к. при использовании старой деформационной и растянутой резины все дефекты с нее переносятся на новую.
Для определения усилия натяжения полотна нужно использовать динамический ключ, при этом резина может растягиваться на 1-2 %. Превышение натиска приводит к снижению тиражестойкости офсетных монометаллических форм и сроков службы самой резины.
При установленные резины с начало надо только подтянуть провисание, затем прогнать офсетный цилиндр под давлением около трех минут и снова убрать провисание, после чего прогнать цилиндр под давлением уже две минуты и опять убрать провисание. В третий раз цилиндр достаточно прогнать одну минуту и окончательно убрать провисание. В конце работы ослабление резины позволяет полотну восстановить некоторую часть своей первоначальной упругости.
Использовать для смывки специальные смывочные средства, не вызывающие набухания и разрушения резины, которые подразделяют на ежедневные и специальные. Ежедневные - применяют для удаления засохшей краски, а специальные (регенерирующие средства) - для удаления засохшей краски и снятия «остекленения» с резины.
Ассортимент офсетных резин, предлагаемый производителями, очень широк. Это резина компаний REEVES (торговая марка Vulcan), Dunlop, Polyfibron - Rollin, Corv и т.д. Наряду с традиционными предлагаются компрессионные полотна, в которых промежуточные слои включают в себя синтетические каучуки, где используются микропоры закрытого типа. Верхние же - краскопередающие слои изготавливаются из комбинаций каучуков различных свойств, поверхность которых особым способом подготовлена: каландрированием или шлифованием. Благодаря такой структуре, сжатие резины происходит только в вертикальном направлении, а значит, увеличение растровой точки при печати и износ резины будут минимальными. Например, полотна фирм Day International и Reeves.
В зависимости от конструкции, толщины, свойств верхнего краскопередающего слоя, деформационных характеристик, полотна ориентированны на различные виды печатных работ, конструкций машин, виды бумаг, ассортимент краски и т.д.
При выборе офсетного полотна необходимо принимать во внимание следующие характеристики печатного оборудования и технологического процесса печатания:
- общую толщину декельной композиции;
- тип офсетного полотна (традиционное, компрессионное, специальное);
- тип печатного оборудования (листовая или рулонная печать, лакировальная секция и т.д.);
- вид запечатываемого материала;
- используемые краски (вид закрепления).
Типы офсетного полотна
Выбор соответствующего офсетного полотна зависит от сферы применения и специфики печати (листовой и ролевый офсет, высокохудожественная печать или печать газет, печать на картоне или металле, высокоскоростные или низкоскоростные машины).
Офсетные полотна разделяются на два типа: традиционные (не компрессионные) и компрессионные.
Традиционное полотно доминировало на ранней стадии развития офсетной печати (1905 - 1935), А компрессионное полотно завоевало популярность после 1935 года.
Причиной этому являются, преимущества, которые имеет компрессионное офсетное полотно, тот факт, что только компрессионные полотна обладают всеми необходимыми качествами для высокоскоростных машин.
 |
 |
Традиционное Компрессионное
полотно полотно
Строение – основные компоненты и их функции


Резиновая смесь
Решающим фактором при определении типа полотна для конкретной области применения являются используемые компоненты в резиновой смеси. Рецептура этой смеси очень сильно влияет на такие свойства, как температура, стойкость к УФ-излучению, набухание, перенос краски.
Кроме того, важным фактором качества является чистота при гуммировании.
Ткань

Механические свойства каркаса, такие как растяжение, размероустойчивость,
Прочность, эластичность в значительной степени определяют стабильность основы. В зависимости от используемого сырья можно подобрать такую ткань, которая будет отвечать требованиям для соответствующего способа печати.
Из-за своих превосходных технических характеристик, прежде всего из-за размероустойчивости, широко применяется хлопчатобумажная ткань.
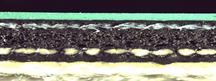
Компрессионный слой


Для изготовления компрессионного офсетного полотна необходим компрессионный слой, так же называемый воздушной прослойкой.
Компрессионный слой может быть изготовлен различными способами. Известны три наиболее распространенных способа, которые представлены далее.
Компрессионный слой – сердце офсетного полотна, которое определяет в значительной мере свойства конечного продукта, например жизненный цикл полотна и способность к восстановлению.
Salt Leach – вымывание солью
Нестойкое на разрыв и минимальный срок службы;
Подходит для выборочного лакирования.
Chemical Blow – метод вспучивания
Система закрытых ячеек – контролируемая компрессионность;
Другой способ изготовления;
Высокая стабильность – возможны большие толщины.
Closed Cell – микросферы
Повышенный срок службы за счет очень хорошего восстановления;
Равномерное распределение-метод закрытых ячеек(микросферы);
Высокая стабильность.
Поперечный разрез стандартного полотна
4 тканевых полотна
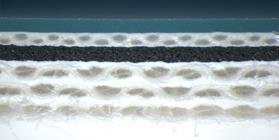
3 тканевых полотна
 |
2 тканевых полотна

Классификация офсетных резинотканевых пластин осуществляется по следующим признакам:
1. По типу:
- с компрессионным слоем;
- без компрессионного слоя.
2. По поверхности верхнего слоя:
- точечно-шлифования;
- гладко-штрихования;
- неполированная.
Чем меньше неровностей на верхнем слое полотна, тем меньше искажается изображение при его передаче с печатной формы на бумагу.
3. По назначению:
- для рулонной печати с газовой сушкой;
- для рулонной печати без сушки;
- для листовой печати;
- для рулонной и листовой печати УФ-красками;
- для печати по жести.
4. По типу запечатываемого материала:
- для печати на бумаге;
- картоне;
- синтетических материалах;
- пластмасс;
- жести;
- пленки.
5. По видам печатных работ:
- для растровых высокохудожественных работ;
- для тексто-иллюстрационных работ;
- для текстовых работ.
По своему строению резиновые пластины на международном рынке делятся на три вида:
1. Офсетные пластины, состоящие из одного слоя резины, который также служит верхним рабочим слоем, и многослойной тканевой основы.
2. Офсетные пластины, состоящие из чередующихся слоев резины и многослойной тканевой основы. Офсетная резина «Комби» состоит из слоя резины с тканевыми промежуточными слоями и легкой тканевой основой.
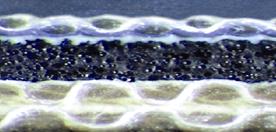
3. Офсетные пластины с радиально упругими слоями (пластина «Вулкан») и пластины, у которых тканевая основа не воспринимает радиальной нагрузки, которую компенсирует только растяжение резины в направлении касательной к ней. Схема строения пластины «Vulkan»:
Верхний рабочий резиновый слой
Основа рабочего слоя
1-й текстильный слой
Компрессионный слой с замкнутыми ячейками
2-й текстильный слой с предварительно растянутыми волокнами
Адгезионный слой
3-й текстильный слой с предварительно растянутыми волокнами![]()
Адгезеонный слой
4-й слой с предварительно растянутыми волокнами
и защитной обработкой от воздействия воды и химикатов
Пластины этой группы имеют следующие преимущества:
1. Верхний (рабочий) слой пластины почти не растягивается благодаря сжатию радиально-упругого внутреннего слоя. Вследствие этого уменьшается возможность двоения и деформации растровых точек на оттиске.
2. Благодаря увеличению деформации сжатия изменяется появления полос и искажений градационной передачи на оттисках.
3. Наличие радиально-упругого слоя в известных пределах выравнивается деформации сжатия.
4. Сжатие офсетных резинотканевых пластин делает возможным компенсацию неточностей в изготовлении деталей машин.
1.1. Резина - материал для изготовления красочных валиков
Для печатания на машинах любого типа необходимы красочные валики, назначение которых - раскатывать краску в тонкий равномерный слой и наносить ее на печатную форму. Валики изготавливают из разных полимерных материалов, а в зависимости от вида печатного оборудования, скорости печатания, характера продукции и других факторов.
Резиновые валики изготавливают централизованно из маслостойкой резины на основе хлоропренового каучука, полученного при полимеризации хлоропрена:
nСН2 = С - СН = СН2 - ... - СН2 - С = СН - СН2 -...
![]() CI Cl
CI Cl
В хлоропреновый каучук не требуется вводить специальной вулканизирующей добавки, т. к. «сшивание» его молекул происходит за счет двойных связей, не использованных при образовании линейного полимера. Реакция протекает при температуре 140-200 °С и называется термовулканизацией.
Для изготовления красочных валиков наиболее часто применяют резину с хорошей механической прочностью и различной твердостью марок 4974, 520 и 4999.
Мягкость резины зависит от содержания в ней фактиса - эластического материала, получаемого в результате присоединения серы к льняному маслу и других мягчителей.
Компоненты резиновой смеси (сырой резины) тщательно перемешивают, и смесь пропускают несколько раз через каландр. В результате получают пластины толщиной в среднем 1,5 мм. Стержень валика, промазанный клеем, обматывают несколькими пластинами. Во избежании деформации валика его забинтовывают тканевыми лентами и подвергают вулканизации в автоклавах при температурах 140-150 °С в течение 2-5 часов. Из-за образовавшейся сетчатой пространственной структуры сырая резина приобретает способность к упругоэластическим деформациям и необходимую твердость.
При такой технологии изготовления диаметр валиков получается приблизительно на 10 мм больше, чем требуется для работы. Поэтому шлифованием его доводят до нужного размера.
Также резиновые валики с гладкой поверхностью могут быть получены методом формования, при котором густая резиновая смесь под большим давлением подается в отливную форму со стержнем и затем подвергается вулканизации.
Резиновые валики устойчивы к действию воды, немного набухают при длительном действии на них растительного и минерального масел и сильно - при действии керосина и бензина.
Резиновые валики разной твердости применяют для всех видов печати и разных печатных машин. Из мягкой резины марки 4974 твердостью 20 ед. (по ТИРу) изготавливают валики для плоскопечатных и ротационных машин высокой печати. Для газетных ротационных машин используют валики из резины 520 средней твердости 25 ед., резина 4999 твердости 35-45 ед. (по ТИРу) применяется для изготовления
раскатных и накатных валиков для офсетных машин. Для валиков, предназначенных для машин глубокой печати, используют резину твердостью 65-75 ед.
Стойкость к действию различных растворителей и коэффициенты восприятия и отдачи краски зависят от номера и, состава резины (табл. 1).
По техническим условиям допускается набухание резины всех марок в минеральном масле не более 3 %, в льняном масле и олифе - не более 2 % (при выдержке резины в них в течение 24 часов). Наилучшими коэффициентами восприятия и отдачи краски обладает мягкая резина 4974.
Таблица 1
Печатно-технические характеристики валиков
| Свойства |
Номер резины (марка) |
||
| 4974 (мягкая) |
520 (средняя) |
4999 (твердая) |
|
| Коэффициент восприятия краски |
0,50 |
0,81 |
0,94 |
| Коэффициент отдачи краски |
0,47 |
0,38 |
0,29 |
| Стойкость на 60-е сутки при выдержке, %, в: |
|||
| керосине |
18 |
30 |
24 |
| бензине |
15 |
38 |
23 |
| льняном масле |
12 |
10 |
10 |
| минеральном масле |
4 |
18 |
23 |
Резиновые валики имеют хорошую термостойкость и сохраняют свои свойства при температуре 70-90 °С. Срок службы накатных валиков при двухсменной работе машины - 1-1,5 года, раскатных - около двух лет при условии их шлифовки и полировки через каждые 8-9 месяцев. Срок службы валиков может колебаться в зависимости от твердости резины, нагрузки в зоне контакта с раскатными цилиндрами или с формой, от технического состояния красочного аппарата и от других факторов. Однако валики быстро загрязняются бумажной пылью, которая затем переносится на печатную форму, поэтому их необходимо часто смывать. С шероховатой поверхности валиков краска смывается трудно. Резиновые валики не поддаются вторичной переработке и реставрации.
Рассмотрим резино-тканевые полотна немецкого качества крупнейших поставщиков CONTI – AiR и Phoenix Xha Blankets :
Стратегия двух брендов - Различия


- Производство в Вальтерсхаузен;
- Преимущественно полотна из четырех слоев ткани;
- Микросферы;
- Цилиндровая шлифовальная машина;
- Технология нанесения и каландрирования.

- Производство в Нортхайм;
- Полотна из 2/3 слоев ткани;
- Образование пузырьков химическим способом;
- Шлифование абразивными лентами;
- Технология каландрирования.
История Phoenix Xha Blankts
1856 год – Братья Коен основали резиновую фабрику и дали ей название в честь себя. На фабрике 280 работников производит резиновую обувь и обрезиненные ткани.
1930 год – Phoenix начинает производить ОРТП на предприятии в Гамбурге.
1933 год – После воссоединения Phoenix AG поглотил завод по изготовлению резиновых изделий в Тюрингии и начал инвестирование для создания одного из современных заводов по выпуску ОРТП.
2000 год – Из-за высоких требований на рынке Phoenix AG инвестирует 1,5 млн. евро для расширения завода в Тюрингии, что делает его самым крупным заводом по изготовлению ОРТП в Европе.
2001 год – Phoenix AG выполнил стратегию 2000, которая была наценена на ведущий и дополнительно на смежный бизнес.
2001 год (01.10) – 1 октября был основан Phoenix Xtra Print, выделился из Phoenix AG, отделение по изготовлению ОРТП. Это включает завод в Тюрингии, команду, продукты, рецепты и патенты, а также бренд для ОРТП.
2005 год – В октябре Phoenix Xtra Print стал членом Continental Contitech Group. Название бренда изменилось на Poenix Xtra Blankets.
2007 – В сентябре ContiTech инвестирует более, чем 3 млн. евро в новый каландр с валковой головкой, который уже в декабре был инсталлирован вместе с трехвалковой мельницей.
Сравнение продуктов CONTI – AIR blanket technology
Tourmaline Carat

Данные
1.96мм 1.68мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra)<1,1мкм
Твердость (полотна) 77˚Шор А
Микротвердость(поверхность) 53˚ Шор А
Компрессионность при 135 Н/см2 около 8,0% (0.16 мм)
Тканевые слои 4/3
Растяжение при 500 Н/50 мм около 8,0 %
Прочность на разрыв >4500 Н/50 мм
Vulcan Folio
1.96 мм
Верхний слой: микрошлифование и полирование
Шероховатость поверхности (Ra) 0,6 мкм
Твердость (полотна) 78˚ Шор А
Микротвердость (поверхность) 66˚ Шор А
Компрессионность при 135 Н/см2 около 9,5 % (0.19 мм)
Тканевые слои 3
Растяжение при 500 Н/ 50 мм около 1.0 %
Прочность на разрыв >4500 Н/ 50 мм
Sapphire Carat

1.96 мм 1.68 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra)< 0,5 мкм
Твердость (полотна) 78˚Шор А
Микротвердость (поверхность) 56˚ Шор А
Компрессионность при 135 Н/см2 около 9.0% (0.18 мм)
Тканевые слои 4/3
Растяжение при 500 Н/ 50 мм около 0.8%
Прочность на разрыв > 4000 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1,5 %
Perfect Dot MX

1.96 мм
Верхний слой: микрошлифование и полирование
Шероховатость поверхности (Ra) 0,6 мкм
Твердость (полотна) 80˚ Шор А
Компрессионность при 135 Н/см2 около 6.0% (0.15 мм)
Тканевые слои 3
Растяжение при 500 Н/ 50 мм около 0.7%
Прочность на разрыв > 3500 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1,5 %
Tourmaline Carat
1.96 мм 1.68 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra)< 1,1 мкм
Твердость (полотна) 77˚ Шор А
Микротвердость (поверхность) 53˚ Шор А
Компрессионность при 135 Н/см2 около 9.0% (0.18 мм)
Тканевые слои 4/3
Растяжение при 500 Н/ 50 мм около 0.8%
Прочность на разрыв > 4500 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1,5 %
Vulcan Editor

1.96 мм
Верхний слой: микрошлифование и полирование
Шероховатость поверхности (Ra) 0,6 мкм
Твердость (полотна) 76˚ Шор А
Компрессионность при 135 Н/см2 около 9.5% (0.19 мм)
Тканевые слои 3
Растяжение при 500 Н/ 50 мм около 1.0%
Прочность на разрыв >4200 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1,5 %
Сравнение продуктов Phoenix Xha Blankets
Aquamarine Carat

Технические данные
1.96 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 1.0 мкм/ 6-7 мкм RZ
Твердость (полотна) 76˚ Шор А
Микротвердость (поверхность) 58˚ Шор А
Компрессионность при 135 Н/см2 около 11.0% (0.20 мм)
Тканевые слои 3
Растяжение при 500 Н/ 50 мм около 0.8 %
Прочность на разрыв > 3800 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.7 %
Область применения
- листовой офсет;
- упаковка и печать по жести.
Свойства
- 3-слоя 1.96 мм;
- минимальное растискивание;
- высокая компрессионность;
- хорошее отделение листа;
- хорошая стойкость к продавам.
Ruby Carat
 |
Технические данные
1.70 мм 1.96 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 0.6 мкм / 4-5 мкм RZ
Твердость (полотна) 78˚ Шор А
Микротвердость (поверхность) 60˚ Шор А
Компрессионность при 135 Н/см2 около 9.0 % (0.18 мм)
Тканевые слои 3/4
Растяжение при 500 Н/ 50 мм около 0.7 %
Прочность на разрыв > 4500 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.3 %
Область применения
- только УФ;
- упаковка, этикетка, печать по жести.
Свойства
- хорошее отделение бумаги и пленки;
- очень хорошая стойкость к образованию остаточного рельефа;
- отличная стойкость к набуханию;
- чистый EPDM верхний резиновый слой;
- сертифицирован для гибридных красок.
UVite Carat

Технические данные
1.96 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 0.7 мкм /6 мкм RZ
Твердость (полотна) 79˚ Шор А
Микротвердость (поверхность) 62˚ Шор А
Компрессионность при 135 Н/см2 около 10.0 % (0.19 мм)
Тканевые слои 4
Растяжение при 500 Н/ 50 мм около 0.7 %
Прочность на разрыв > 5000 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.2 %
Область применения
- только УФ;
- упаковка, этикетка.
Свойства
- хорошее отделение бумаги и пленки;
- хорошая стабильность краев;
- очень хорошая стойкость к образованию остаточного рельефа;
- длительный срок службы при УФ-печати;
- чистый EPDM верхний резиновый слой;
- сертифицировано FOGRA для гибридных красок.
Topaz Carat

Технические данные
1.96 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 0.7 мкм /5 мкм RZ
Твердость (полотна) 80˚ Шор А
Микротвердость (поверхность) 62˚ Шор А
Компрессионность при 135 Н/см2 около 9.0 % (0.18 мм)
Тканевые слои 4
Растяжение при 500 Н/ 50 мм около 0.8 %
Прочность на разрыв > 4000 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.5 %
Область применения
- листовой офсет;
- все типы машин/любые форматы;
- газетная печать;
- нейтральная проводка полотна.
Свойства
- хорошее отделение листа;
- комбинированное полотно для печати;
- очень хорошая стойкость к набуханию;
- превосходно подходит для высокопигментированных и гибридных красок.
Sapphire Carat
Технические данные
1.96 мм 1.70 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 0.5 мкм /2-3 мкм RZ
Твердость (полотна) 78˚ Шор А
Микротвердость (поверхность) 56˚ Шор А
Компрессионность при 135 Н/см2 около 9.0 % (0.18 мм)
Тканевые слои 4/3
Растяжение при 500 Н/ 50 мм около 0.8 %
Прочность на разрыв > 4000 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.5 %
Область применения
- листовой офсет;
- все типы машин/любые форматы;
Свойства
- мелкошлифованная поверхность;
- очень маленькое растискивание;
- очень хорошее воспроизведение точек;
- превосходные результаты при печати как растровых элементов, так и плашек.
Tourmaline Carat

Технические данные
1.96 мм 1.70 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 1.1 мкм /6-7 мкм RZ
Твердость (полотна) 77˚ Шор А
Микротвердость (поверхность) 52˚ Шор А
Компрессионность при 135 Н/см2 около 10.0 %
Тканевые слои 4/3
Растяжение при 500 Н/ 50 мм около 0.7 %
Прочность на разрыв > 4000 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.3 %
Область применения
- листовой офсет- особенно хорошо подходит для печати упаковки и этикеток;
- хорошие результаты при печати больших форматов;
- 1.70 мм для рулонной печати и печати бесконечных формуляров;
- УФ/традиц.
Свойства
- увеличенный краскоперенос;
- хорошее отделение бумаги;
- минимальное пыление бумаги;
- хорошо очищается;
- подходит для гибридных красок.
Peridot WEB

Технические данные
1.96 мм
Верхний слой: микрошлифование
Шероховатость поверхности (Ra) около 1.3 мкм /7-8 мкм RZ
Твердость (полотна) 79˚ Шор А
Микротвердость (поверхность) 60˚ Шор А
Компрессионность при 135 Н/см2 около 10.0 %
Тканевые слои 4
Растяжение при 500 Н/ 50 мм около 0.7 %
Прочность на разрыв > 4500 Н/ 50 мм
Приработка/усадка полотна после натяжения и обкатки 1.3 %
Область применения
- рулонная печать без сушки;
- преимущество для 9-, 10- цилиндровых систем.
Свойства
- нейтральная проводка бумаги;
- хорошее отделение бумаги;
- минимальное растискивание;
- минимальный износ печатной формы из-за измененной поверхности полотна;
- минимальное пыление бумаги;
- низкая компрессионность;
- минимальная усадка.
Хранение ОРТП
Всякий раз, когда офсетное полотно покупается впрок, необходимо обеспечить нормальные условия его хранения. Это означает, что рулоны должны храниться вертикально или висеть, чтобы не вызывать деформацию полотна.
Порезанные на форматы листы должны храниться стопками, строго по формату – ткань к ткани, резина к резине.
Хранение в сухом помещении (макс. 60% влажность воздуха), темном помещении (поверхность не достаточно защищена от УФ излучения). Температура хранения не должна быть экстремальной (<0˚и >60˚С).
Монтаж ОРТП
После того, как цилиндр сделает полный обороти хвостовая часть резины будет защелкнута в задней зажимной планке, резина натягивается, офсетное полотно натягивают динамометрическим гаечным ключом, следя, чтобы калибровочный картон не попал в планки.
Первое натяжение равно половине основного по рекомендациям изготовителей печатных машин. Например, MAN Roland рекомендуется на R 700 натяжение, равное 60 Н/м, - соответственно 30 Н/м рекомендовано для первого натяжения.
Последующее натяжение после порядка 1000 оттисков. Значение окончательной затяжки по динамометрическому ключу устанавливается согласно указаниям производителя оборудования. В данном случае 60 Н/м.
Двухступенчатая натяжка необходима для того, чтобы избежать скачковой пороговой нагрузки в начале использования полотна.
Заключение
Не существует универсального полотна!
Существует оптимальный компромисс, который позволяет достичь заданные значения для каждого способа печати…..
Требования в листовом/ ролевом офсете и газетной печати очень сильно отличаются, и не могут быть удовлетворены одним офсетным полотном. Этим объясняется большое количество разнообразных полотен на рынке.
Список используемой литературы:
1. Загаринская, Л.А., Шахкельдян Б.Н. под ред. М.И. Жильцова. Полиграфические материалы. – М.: Книга, 1975.
2. [Электронный ресурс]. Режим доступа: info@oktoprint.ru;
3. [Электронный ресурс]. Режим доступа: http://www. Oktoprint.ru/; 4. [Электронный ресурс]. Режим доступа: http://www. Contiair.com/;
5. [Электронный ресурс]. Режим доступа: service@contiair.com;