| Скачать .docx |
Реферат: Виготовлення фільонок дверей
Введення
Завдяки високій механічній міцності, легко оброблюваності, невеликій щільності, низької теплопровідності, красивою текстурою деревину застосовують для виготовлення столярно-будівельних виробів, меблів і товарів культурно-побутового призначення. При нормальних умовах експлуатації конструкції з деревини зберігаються багато років. Широко застосовуються дерев'яні клейові конструкції в житлових, громадських і виробничих будівлях, а також при виготовленні меблів. Застосування клейових конструкцій дозволяє використовувати маломірні відходи шляхом їх склеювання в елементи столярних виробів.Велике значення надається раціональному використанню деревини за рахунок максимального використання деревних відходів шляхом переробки їх в технологічну тріску, яка застосовується для виготовлення ДВП та ДСП. Ці плити використовуються у будівництві, в якості облицювального матеріалу для виготовлення дверей щитової конструкції, перегородок, а також є основним конструктивним матеріалом для виробництва меблів.Збільшення випуску столярних виробів і меблів, як і інших видів промислової продукції, передбачено за рахунок прискорення темпів зростання продуктивності праці, підвищення технічного рівня виробництва, більш ефективного використання виробничих потужностей і основних фондів. Ці заходи будуть проводитися за рахунок реконструкції діючих і будівництва нових підприємстві із застосуванням прогресивних технологічних процесів виготовлення деталей і виробів, модернізації обладнання, механізації та автоматизації технологічних процесів розвитку нових форм організації праці і соціалістичного змагання. На багатьох підприємствах використовуються високопродуктивні деревообробні верстати та інше спеціалізоване обладнання, напівавтоматичні та автоматичні лінії вітчизняного та зарубіжного виробництва. Система профтехосвіти стала основною школою підготовки кваліфікованих робітничих кадрів для народного господарства країни.
Дверні полотна можуть бути рамкові і щитові. Фільончасті двері складаються з вертикальних, горизонтальних і середніх брусків, товщина яких залежить від розмірів дверних полотен. Просвіти між обв'язувальними брусками і середниками заповнюють щитами - фільонками, а у верхній частині ставлять скло. Фільонки виготовляються із сухих дощок, фанери або з деревностружкової і деревоволокнистих плит. Для зовнішніх дверей краще застосовують дощаті фільонки. Всі фільонки встановлюються в паз або наплав. При з'єднанні в наплав фільонку з протилежного від наплава боку закріплюють фігурною розкладкою. Такі розкладки застосовують і для кріплення скла.При наявності одного полотна в коробці дверей називають однодольними, а за наявності 2-х - двопільними.Двері виготовляють відповідно до ГОСТ 475-78 і робочих креслень. Відхилення від номінальних розмірів дверних блоків і складальних одиниць (полотна, коробка) повинні відповідати ГОСТ 6449.1 ... 5-82. Відхилення від номінальних розмірів зазорів у притулах повинні бути не більше + 2мм, а у виробах вищої категорії якості - не більше +1, 5 мм.Чи не площинність дверних полотен не повинні перевищувати 0, 15%, а в дверях вищої категорії якості - 0, 1% найбільшого їх розміру по висоті, ширині і діагоналі.Неперпендикулярність сторін дверних полотен не повинна бути більше 0, 8, а двері вищої категорії якості 0, 5.На лицьових поверхнях полотен, коробок провисання деталей, що не мають фасок в місцях сполучень, не допускаються.Рюмошна глухі дверні полотна складаються з обв'язування, середників і фільонок. Бруски обв'язки і посередників виготовляють з деревини хвойних порід не облицьованими або облицьовані деревиною листяних порід. Фільонки виготовляють з деревини листяних та хвойних порід, столярної, ДВП і фанери.
Кінцеві з'єднання брусків обв'язки рюмошних дверей виконують на відкриті наскрізні одинарні або подвійні шипи, серединні з'єднання - на несквозной шип. З'єднання додатково кріплять нагелями. Товщина полотен рюмошних стандартних дверей приймається 30 ... 40 мм.Двері, як і вікна, складаються з блоків, в які входять дверні коробки та дверні полотна. Дверна коробка складається з чотирьох брусків, зв'язаних між собою шипами на клею. Бічні і верхні мають фальци, в які входять крайками навешенная дверне полотно. Нижній брусок є порогом і встановлюється на рівні чистої підлоги. Коробки міжкімнатних дверей в більшості випадків не мають порогу, тобто складається тільки з трьох брусків. Вертикальні бруски таких коробок роблять довшими, щоб пропустити їх в настил підлоги і там скріпити розпірним бруском.У залежності від призначення двері бувають:1. внутрішні (міжкімнатні, кухонні, санвузлів, комор)2. вхідні (з сходових клітин у квартири)3. зовнішні (вхідні в будинки, тамбура)4. спеціальні (протипожежні, димозахисні)5. двері-лази для проходу на дах і технічного приміщенняБільшість дверних полотен виготовляють з непрозорим покриттям і тільки при виготовленні дверей з деревини твердих листяних порід, хвойних і цільних порід, добре підібрані за кольором і текстурою, а також облицьованих шпоном застосовують прозору обробку.Обв'язку і середняки роблять із брусків товщиною 54 мм і 44 мм, ширина брусків верхнього та бокового 94 мм, нижнього 188 мм або 376 мм. Ширина вертикальних середняків 74 мм, горизонтальних середняків 77 і 94 мм. Якщо середняк один його роблять 148 мм. Ширина брусків вважається разом з калевками на їх кромках, але без розкладок. Бруски обв'язки товщиною 54 мм в'яжуть подвійним шипом, а 44 і 34 мм - одинарним шипом. Товщина фільонок 22 мм при товщині обв'язки 54 мм; 19 мм при 44 мм; Якщо фільонка з фанери, відповідає 16 мм і 8 мм.
Бруски обв'язки і середники виготовляють з деревини хвойних порід, необлицьовані або облицьованими деревиною листяних порід.Фільонки виготовляють з деревини листяних або хвойних порід. Хвойні породи в народному господарстві Росії мають переважне значення. Найбільше господарське значення має деревина сосни і ялини, а потім модрини, ялиці і кедра. Сосна займає близько 1/6 площі всіх лісів Росії. Більш поширеною породою є сосна звичайна. Вона виростає від західних кордонів країни до річки Амура і Уссурі, від Крайньої Півночі до меж чорноземної смуги; сосна росте в Криму та на Кавказі. Деревину сосни використовують для виготовлення дверей, вікон, перегородок, для виготовлення будівельних деталей. Деревина сосни займає головне місце в лісовому експорті Росії.Для виготовлення дверей підвищеної вологостійкості застосовують деревину хвойних порід: сосни, ялини, ялиці, модрини і т.д., а для виготовлення дверей можна застосовувати деревину: березу, вільху, сосну, липу.Вологість деревини, використовуваної для зовнішніх коробок, повинна бути в межах 12 +3%, а для внутрішніх 9 +3%. Деталі дверей можуть бути цільними і клеєними по товщині і довжині.
Технологічна схема
| Операції |
Ескіз |
Устаткування |
| Розкрій по довжині і ширині |
круглопильні верстати (Ц-6) |
|
| Фугування порожнини і кромок |
Фугувальний верстат |
|
| Склеювання елементів фільонок |
Преси або вайми |
|
| Стругання брусків в розмір |
Рейсмусовий верстат |
|
| Вибірка пазів і гребенів |
Фрезерний верстат |
|
| Шліфування |
Шліфувальний верстат |
Для того, щоб виготовити дверне полотно необхідно:
Беремо не обрізану дошку товщиною 50 мм, шириною 300 мм, довжиною 2100 мм. Це будуть заготовки бруска обв'язки. На верстаті для поздовжнього розкрою, встановлюємо заданий розмір, приблизно 130 мм. (Від лінійки до пилки). Це у нас буде чорновий розмір для Стоєв. Заготовляємо 3 заготовки (верхній, середній, нижній брус) довжиною по 900 мм, шириною 160 мм.Заготовляємо «палички» розмірами шириною 70 мм, довжиною 1300 мм, шириною 70 мм, довжиною 650 мм. Для виготовлення фільонок беремо заготовки шириною приблизно 300 мм і довжиною 700 мм (таких нам треба 4 штуки). (При склеюванні фільонок ширина дошки повинна бути не менше 5 см). при виготовленні нижньої фільонки нам потрібні заготовки шириною не менше 5 см і довжиною 450 мм і набираємо ці бруси до заданого нам розміру.На фугувальному верстаті обробляємо пластик і кромки, знімаючи близько 3 мм, залежно від ведення заготовки.Для фільонок ми обробляємо обидві кромки і одну пласть. Після обробки на фугувальному верстаті бруски під фільонки йдемо клеїти на Вайми. Намазуємо клеєм один торець кожного бруска. Набираємо стільки бруса, щоб відповідало ширині заданої фільонки з припуском 10 мм, від заданого розміру. При температурі 25-280С заготівля фільонки сохне близько 30-40 хвилин. На рейсмусові верстати спочатку знімаємо з одного торця кожної заготівлі (нижнього, середнього і верхнього бруска обв'язки) в заданий розмір 150 мм, стоєві до 120 мм, а полички на 60 мм.Після, ми торцуем пласти всіх заготовок, за кілька підходів в заданий розмір товщиною 35 мм, попередньо обробляємо фільонки на фугувальному верстаті по пласті.
Потім на верстаті для поперечного розкрою, кожну заготовку ми вганяємо в потрібний нам розмір. Шаблоном, на фільонці відзначаємо кордону.На фрезерному верстаті налаштовуємо глибокий шип з верхнього, нижнього, середнього бруска обв'язки. Палички шіпу дрібним шипом. Перебудовуємо фрезу на виготовлення дрібного паза. Проганяємо стоєві нижні і палички. Відсуваємо направляюче для виготовлення глибокого паза для верхніх, середніх і нижніх брусків обв'язки. Тепер налаштовуємо врізаючись і калевки і проганяє всі заготовки, за винятком фільонок. Налаштовуємо филенчатую фрезу для прогонки фільонок. Кладемо все заготовки по черговості на вайми намазуємо клеїмо і збираємо, після складання перевіряємо і нагелем (шкантуємо).
Після не тривалої висихання вганяємо в остаточний розмір на фугувальному верстаті. На шліфувальному верстаті шліфуємо двері, вирівнюємо стики з'єднання і всю поверхню з обох сторін. Фарбопультом наноситься тонкий шар лаку, зачищають дрібно губкою весь ворс. Покриваємо морилкою і трьома шарами лаку і все готово.
Деревообробне обладнання поділяється на верстати загального призначення, верстати для спеціальних виробництв і універсальні. До верстатів загального призначення належать верстати для розкрою дощок, брусків, щитів, плит; фрезерування по площині й профілю; утворення шипів і вушок; свердління отворів; освіти пазів і гнізд; остаточної механічної обробки та ін До верстатів для спеціальних виробництв відноситься обладнання, призначене для виготовлення віконних і дверних блоків, клеєних конструкцій. На універсальних верстатах виконують різні роботи, наприклад розкрій пиломатеріалу по довжині і ширині, фрезерування, свердління та ін Стрічкові шліфувальні верстати призначені для шліфування деталей і вузлів щитових і брусків конструкцій. Їх застосовують для обробки пластей щитів, облицьованих струганим шпоном, а також для шліфування лакофарбових покриттів. Стрічкові верстати можуть бути з рухомим та з нерухомим столом, а також без стола - з вільною стрічкою.
Верстат з рухомим столом (Шипс-2М)
Розмір заготовок, мм
Ширина 800
довжина 1900
товщина 400
2. Ширина стрічки, мм 160
3. Швидкість шліфування м / с 26, 5
4. Розмір столу, мм
довжина 800
ширина 2000
Хід столу 1120
5. Габаритні розміри, мм
Ширина 1800
довжина 3225
висота 1200
6.Маса, т 0, 7
Фуговальні верстати призначені для поздовжнього фрезерування заготовок з деревини з метою отримання базової поверхні для подальшої обробки деталей. У деревообробній промисловості застосовують фугувальні верстати різної конструкції та ширини стругання.На фугувальних верстатах з ручною подачею працює один робітник, а з механічною - два.
Верстат СФ4-2
Розмір заготовок, мм
Найменша ширина 400
Найменша довжина 300
2. Довжина столу, мм 2500
3. Число ножів 2
4. Діаметр окружності
Різання, мм 128
5. найбільша товщина
Шару, що знімається 6
6. Габаритні розміри, мм
довжина 2565
Ширина 1020
Висота 975
7. Маса, т 0, 7
Круглопильний універсальний верстат Ц-6-2 з ручною подачею матеріалу простий за конструкцією і в експлуатації. На цьому верстаті можна розпилювати матеріал вздовж і поперек волокон, а також під будь-яким кутом. При застосуванні спеціальної збільшеної каретки на ньому можна розпилювати плитні матеріали на відповідні форми.
Верстат Ц-6-2
1.Товщина заготовки, мм
найбільша 130
2. Ширина заготовки, мм
3. Діаметр пилки, мм 500
4. Число пив 1
5. Габаритні розміри, мм
довжина 1310
Ширина 890
Висота 1150
6. Маса, т 6, 6
На фрезерних верстатах можна виконувати різноманітні роботи:Створювати профілі у деталей шляхом отборки калевок, фальців, пазів, гребенів і ін, виконувати фрезерування кромок, обробляти по периметру дверні полотна і ін.
Верстат ФС-1
1.Розмір заготовок, мм
Висота (товщина) 130
Ширина –
2. Частота обертання, мм-1 6000-8000
3. Діаметр, мм
Фрези 80-150
Шпиндельної насадки 32
Шипорезного диска –
4. вертикальне переміщення шпинделя 100
5. розмір столу
6. Габаритні розміри, мм
довжина 1275 Ширина 1000 Висота 1045
7. Маса, т 0, 7
Рейсмусовий верстат призначений для обробки заготовок на заданий розмір по товщині і створення у них строго паралельних сторін. Верстати випускаються однобічними з одним ножовим валом для фрезерування заготовок з одного боку і двосторонніми із двома ножовими валами - для одночасної обробки двох площин. У рейсмусовий верстат потрапляють заготовки, що пройшли обробку на фугувальному верстаті. Він має ножовий вал і кожухи з шумопоніжающіе пристроєм і надійної нігтьової захистом.
Верстат РС 6-9
1 Ширина стругання, мм 630
2. Розміри заготовок, мм
товщина 5-200
Найменша довжина 380
3.Найбільша товщина шару, що знімається деревини, мм
Верхнім валом 5
Нижнім валом –
4. Діаметр ножового валу, мм
Верхнього 128
нижнього –
5. Швидкість подачі, м / хв 8-24
6. частота обертання
Ножових валів, хв-1
верхнього 5000
нижнього –
7. Число ножових валівверхніх 4нижніх
8. Габаритні розміри, мм
довжина 1100 Ширина 1400 Висота 1500
9. Маса, т 1, 7
Шліфувальний верстат
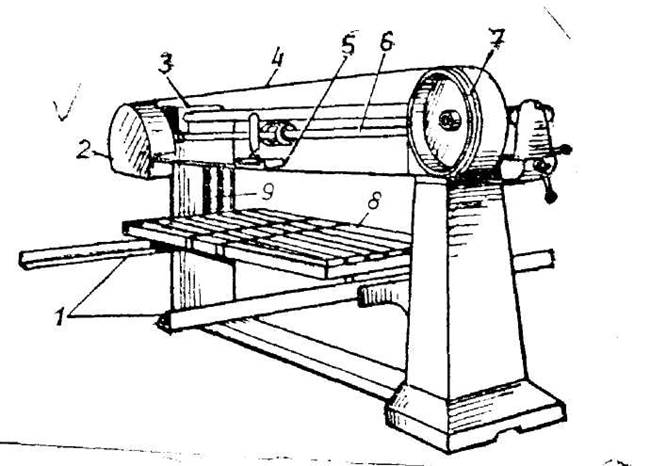
1, 6 – напрямні .
2 - ексгаустерной воронка.
3 – електродвигун .
4 - шліфувальна стрічка
5 – утюжнік .
7 - натяжний шкіфф .
8 – стіл .
9 - гвинт для установки столу по висоті
Фугувальний верстат
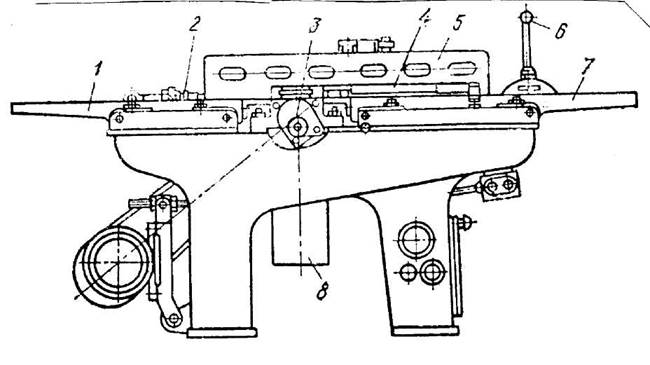
1 - задній стіл .
2 - гайка для настройки положення заднього столу
3 - ножовий вал .
4 – огорожа .
5 - напрямна лінійка .
6 - ручка настройки переднього стола по висоті .
7 - передній стіл .
8 - ексгаутерная воронка.
Кругло пильний верстат
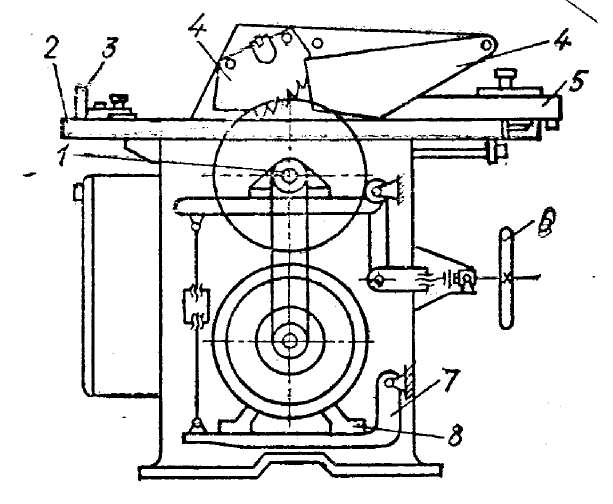
1. Пільний вал
2. стіл
3. наполегливий косинець
4. огорожа
5. напрямна лінійка
6. Маховичок механізму встановлення пилки по висоті
7. плита
8. електродвигун
Рейсмусовий верстат
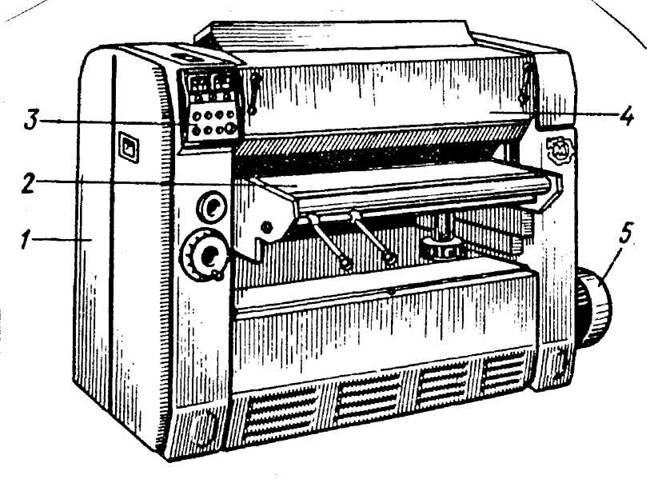
1 – станина
2 – стіл
3 - кнопкове управління
4 - верхній ножовий вал з приводними роликами
5 - електродвигун приводу
Фрезерний верстат
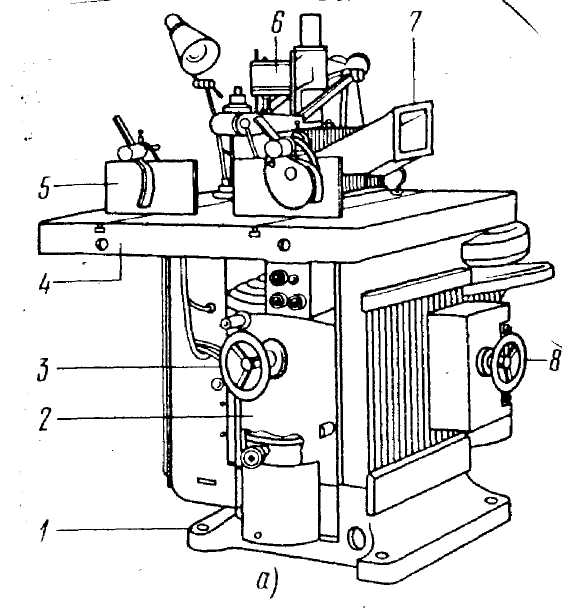
1. станина
2. супорт
3. маховичок підйому супорта
4. стіл
5. направляючі
6 кронштейн
7. воронка (приймальня) для відходів8. маховичок для натягу ременя.
Рейсмусові верстати.
При роботі на цих верстатах попереджувальні упори необхідно встановлювати у всіх верстатах незалежно від наявності подавальних секційних валиком. Спереду столу додатково встановлюють завісу із планок. Рифлені валики не повинні мати тріщин, вибитих ребер, зношених поверхонь.Одночасне фрезерування 2-х або більше деталей різної товщини допускається тільки за умови надійного притискання подавальними валиками кожної з них.Оброблювані заготовки не мають бути коротшими, ніж відстань між центрами подаючих валиків.Рейсмусовий верстат обслуговує двоє робітників, основний і підсобний. Основний робочий бере деталь з штабеля і кладе профугованной стороною на робочий стіл, просуваючи її до передніх вальцям.Надходить. Краще подавати заготовки торець в торець. При наявності секційного вальця заготовки невеликої ширини кладуть на стіл по кілька штук паралельно один одному і одночасно насувають їх на передні вальці. Різнотовщинність при цьому повинна бути в межах 1-4 мм.
Фрезерні верстати.
На верстатах з нижнім розміщенням шпинделя і ручною подачею різальний інструмент повинен бути забезпечений автоматично діючими захисними пристроями. Перед початком роботи необхідно перевіряти кріплення всіх рухомих частин, особливо фрез і ножових головок. При роботі по копіру заготовки необхідно надійно кріпити в ЦУЛАГ або іншому пристосуванні. При фрезеруванні коротких деталей по лінійці необхідно застосовувати напрямні колодки або спеціальні пристрої з швидкодіючими затискачами.
Шліфувальні верстати.
При роботі на стрічково-шліфувальних верстатах склеєну стрічку необхідно нажевать на шківи так, щоб шов розташовувався по ходу стрічки. Не можна застосовувати шліфувальні стрічки погано склеєні або з надірваними краями. Працювати потрібно в рукавичках, не торкаючись рухомої шліфувальної стрічки.
Круглопильний верстат для поперечного розкрою.
При роботі на цих верстатах пилка повинна бути добре підготовлена, правильно встановлена, закріплена і захищена автоматично діючим пристосуванням: не можна стояти поблизу пили проти напрямку обертання пилкового диска. Подавати заготівлю можна тільки тоді, коли пила знаходиться у вихідному положенні; перед подачею заготовок до пилки їх кінці можна вирівнювати на відстані від передніх зубів пилки не менше ніж 0, 5 м. Якщо заготовки вирівнюють на каретці, її потрібно відтягнути від пилки і закріпити собачкою або гачком, щоб вона знову не наблизилася до пилки. Каретка для подачі матеріалу має бути забезпечена щитками, які закривали б передню частину пилки, яка виходить за упор.
Фуговальні верстати.
На верстатах з ручною подачею треба закривати ножовий вал автоматично діючим віялом, який в процесі фрезерування відкриває тільки ту частину ножового валу, по якій проходить заготовка.На краях плит стола біля ножового вала повинні бути сталеві накладки для підбору волокон в процесі фрезерування, розташованих на відстані 3-5 мм від кола, який описують шкіри.При поздовжньому (фрезерному) фрезеруванні деталей коротше 400 мм, вже 50 мм і тонше 30 мм, при ручній подачі матеріалу необхідно користуватися колодкою - штовхачем. Ножі не повинні виступати не більше ніж на 2 мм.Фуговальні верстати забороняються застосовувати для поздовжнього фрезерування.
Техніка безпеки
Сучасне деревообробне устаткування оснащене швидкодіючими ріжучими інструментами, механізмами подачі та іншими пристосуваннями. При роботі на деревообробних верстатах треба знати і строго виконувати наступні загальні правила техніки безпеки:- Не можна починати роботу на верстаті, не вивчивши його пристрою, експлуатації та основних правил техніки безпеки;- Працювати можна тільки на повністю справному верстаті;-Ріжучий інструмент і всі рухомі частини мають бути надійно закріплені і захищені;- Перед початком кожної зміни потрібно перевірити справність пристосувань;- Не можна працювати на верстаті зі знятим або несправним захисним пристосуванням;- Забороняється гальмувати ріжучі інструменти та інші рухомі частини випадковими предметами;- При роботі на верстаті треба бути уважним, не розмовляти з сторонніми;- Не можна видаляти відходи, чистити і змащувати верстат під час роботи;- Не можна класти ключі, лінійки та інші інструменти на верстат;- При відключенні верстата не можна відходити від нього до повної його зупинки.До роботи з механізованим інструментом можуть бути допущені особи, які пройшли виробниче навчання і мають відповідне посвідчення . Ремонтувати , регулювати і настроювати механізований інструмент можна тільки після його відключення і повної зупинки.