| Скачать .docx |
Реферат: Оптические системы контрольно-юстировочных и измерительных приборов
Министерство образования Республики Беларусь
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ»
РЕФЕРАТ
на тему:
«ОПТИЧЕСКИЕ СИСТЕМЫ КОНТРОЛЬНО-ЮСТИРОВОЧНЫХ И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ»
МИНСК, 2008
1. КОЛЛИМАТОРЫ
Коллиматор является одним из основных приборов для контроля сборки, юстировки и испытания качества оптико-механических приборов и применяется для получения пучка параллельных лучей, т. с. бесконечно удаленных объектов наблюдения. Он состоит из длиннофокусного объектива, тест-объекта, установленного в его фокусе, и осветительного устройства (рис. 1.1).

Рис. 1. Коллиматор. Осветительные устройства:
1-мира; 2-конденсор; 3-матовое стекло; 4-молочная лампочка; 5-точечная диафрагма; 6-коллиматор
В качестве тест-объекта применяют:
1)точечную диафрагму диаметром 0,01-0,5 мм (в зависимости от фокусных расстояний объективов коллиматора и испытуемого) для наблюдения искусственной звезды;
2)регулируемую или сменную щелевую диафрагму для спектральных и угловых измерений и для измерения аберраций;
3) сетки для измерения фокусных расстояний, увеличения угла поля зрения и др.;
4) штриховые или радиальные миры для измерения разрешающей способности и качества изображения.
Осветительное устройство состоит из источника света - электрической или дуговой лампы, или из источника света к конденсора.
Точечная или щелевая диафрагма освещаются обычной электрической лампочкой с помощью конденсора, который конденсирует пучок лучей на диафрагму. Стеклянные шкалы, сетки и миры, установленные в фокусе объектива коллиматора, освещаются матированной или молочной лампочкой через матовое стекло. Так как при этом используется незначительная часть светового потока лампочки, рационально применять конденсор, проектирующий тело накала лампы во входной зрачок объектива коллиматора.
Для наблюдения и измерения коллиматор снабжается зрительной трубой, или шкаловым микроскопом, или микроскоп-микрометром. Для установки перед объективом коллиматора испытываемых приборов и оптических систем служат различные держатели и приспособления с зажимными устройствами.
Для измерительных целей и удобства установки объектива коллиматора па бесконечность коллиматор снабжается кремальерной выдвижкой со шкалой иониусом. Кремальерная выдвижка часто применяется для определения величины расфокусировки и плоскости наилучшей установки объектива фотоаппарата.
Объектив, тест-объект и осветительное устройство монтируют в металлической пли иной трубе, исключающей движение воздуха и его резкие температурные изменения. Коллиматор вместе с сто приспособлениями устанавливают па основание.
Если коллиматоры находятся в помещении, близко расположенном от городского или железнодорожного транспорта, то для исключения тряски их приходится подвешивать па амортизаторах.
Требования к объективам коллиматоров
Фокусное расстояние объектива коллиматора должно быть примерно в 3-5 раз больше фокусного расстояния испытуемой системы. В этом случае коллиматор не так будет чувствителен к расфокусировки и погрешность установки миры, диафрагмы или шкалы в фокусе объектива коллиматора будет мало влиять на точность измерений испытуемой системы: фокусных л вершинных фокусных расстояний, увеличения, поля зрения, разрешающей способности и т. п. При этом условии мира или точечная диафрагма оказывается достаточно крупной, требует менее точного изготовления.
Расстояние между штрихами миры, установленной в коллиматоре, больше, чем расстояние между штрихами в её изображении, даваемом испытуемым объективом, в ![]() раз, а разрешаемое расстояние - мало, некоторые объективы разрешают до 500-800 лин/мм
и более.
раз, а разрешаемое расстояние - мало, некоторые объективы разрешают до 500-800 лин/мм
и более.
Фокусное расстояние объектива коллиматора должно быть не менее ![]() - фокусного расстояния испытуемого объектива.
- фокусного расстояния испытуемого объектива.
Величина фокусного расстояния объектива коллиматора должна занимать одно из мест нормального ряда фокусных расстояний коллиматоров: 600, 1200, 1600, 2500 или 3000 мм. Относительное отверстие должно быть не менее 1:15 и лучше 1:8 – 1:10. При этих относительных отверстиях ещё не сказываются явления дифракции и сравнительно легко устраняются аберрации при расчёте объектива, а диаметр объектива оказывается достаточно большим для испытания и светосильных систем.
Угол поля зрения длиннофокусных объективов коллиматоров (600-3000 мм) составляет около ![]() и является достаточным для расположения в его фокальной плоскости различного вида мир, сеток, диафрагм и т.п. Желательно, чтобы объект не занимал большее поле зрения, так как испытуемые объективы зрительных труб в пределах угла поля в 30’-60’ не дают заметных изменений качества изображения вследствие их аберраций. Для фотообъективов этот угол больше и может достигать
и является достаточным для расположения в его фокальной плоскости различного вида мир, сеток, диафрагм и т.п. Желательно, чтобы объект не занимал большее поле зрения, так как испытуемые объективы зрительных труб в пределах угла поля в 30’-60’ не дают заметных изменений качества изображения вследствие их аберраций. Для фотообъективов этот угол больше и может достигать ![]() .
.
2. АВТОКОЛЛИМАТОРЫ
Если к коллиматору или микроскопу присоединён автоколлимационный окуляр для освещения сетки и наблюдения её отражённого изображения от зеркала, рассматриваемого в плоскости сетки, то получают контрольно-юстировочный и измерительный прибор, называемый автоколлиматором. Зеркало может быть заменено любой полированной поверхностью измеряемой детали или узла. Автоколлиматор снабжается столиком или таким устройством крепления контролируемых деталей и узлов, которое может иметь лимб, микрометры, шкалы, определяющие положение стола и контролируемой детали.

Рис.2. Автоколлиматор
Автоколлиматор находит широкое применение, например, для контроля плоскопараллельности и клиновидности защитных стекол, сеток и светофильтров, для измерения углов призм и клиньев и контроля центрировки линз. Автоколлимационными трубами снабжены такие приборы, как оптиметры, спектрометры, гониометры, микроскопы и др.
Автоколлиматор имеет повышенную чувствительность по сравнению с другими измерительными приборами, в нём повороту зеркала от нормали к падающему лучу на угол α соответствует поворот луча относительно первоначального направления на двойной угол или смещение изображения в плоскости сетки на ![]() .
.
Выбирая длину плеча оптического рычага, равную фокусному расстоянию объектива автоколлиматора, можно в поле зрения получить значительное смещение отражённого изображения сетки при небольшом повороте зеркала.
Автоколлиматоры различают как по конструкции применяемых измерительных устройств (шкалы с иониусом, микрометренные винты с барабанами и лимбы), так и по типу применяемых автоколлимационных окуляров.
Автоколлимационные окуляры
Окуляр с призмой-куб и двумя сетками(рис.4) получил широкое распространение в контрольно-юстировочных приборах. Поскольку призма-куб находится до первого фокуса окуляра, можно применять и короткофокусные окуляры. Все поле зрения для наблюдений свободно, сетки обычно различные: на одной индекс (крест, штрих и т. п.)

Рис. 3. Окуляр с призмой-куб и Рис.4. Окуляр с призмой-куб одной сеткой и двумя сетками
3. ДИНАМЕТРЫ И ДИОПТРИЙНАЯ ТРУБКА
Динаметр служит для измерения величины диаметра и удаления выходного зрачка зрительных труб и микроскопов. Эти измерения важны, так как квадрат диаметра выходного зрачка характеризует светосилу зрительной трубы, а выдерживание удаления выходного зрачка позволяет правильно расположить зрачок глаза и исключить срезание и виньетирование краев поля зрения.

Рис.5. Динаметр Рамсдена Рис.6. Динаметр Чапского
Динаметр Рамсдена (рис.5) состоит из двух трубок, входящих одна в другую. Во внутренней трубке находится окуляр или сложная лупа с увеличением 10-15х . Со стороны глаза, против окуляра, трубка заканчивается глазной раковиной. Для фокусировки по глазу на резкое видение делений шкалы эта трубка от руки передвигается во второй трубке, в которой установлена шкала с ценой деления 0,1 мм. Обе трубки передвигаются для резкого видения краев выходного зрачка испытуемой трубы, к оправе окуляра которой и приставляется динаметр торцом внешней, третьей трубки. По шкале динаметра производится отсчет числа делений, укладывающихся по диметру выходного зрачка. Число делений, укладывающихся по диаметру выходного зрачка, деленное на десять, будет диаметром выходного зрачка в миллиметрах.
Удаление выходного зрачка от последней поверхности линз окуляра испытуемой трубы получается как разность отсчетов по внешней шкале второй трубки при наведении динаметра на резкое видение краев выходного зрачка и последней поверхности окуляра или края оправы.
Динаметр Чапского (рис.6.) применяется для измерения диаметра и удаления выходного зрачка труб, у которых выходной зрачок расположен внутри трубы (например, труба Галилея или фотообъективы). Чтобы применить для этих измерений динаметр Рамсдена, его усложняют линзой (или склеенным из двух линз объективом), которая устанавливается перед шкалой - динаметра на ее двойном фокусном расстоянии. Таким образом, линза (или объектив) дает обратное изображение, шкалы окуляра впереди динаметра, удаленное на ее двойное фокусное расстояние от линзы. Изображение шкалы динаметра можно совместить с выходным зрачком системы и измерить его диаметр и удаление от последней поверхности окуляра. Измерение диаметров выходных зрачков у бинокулярных приборов важно еще и потому, что таким образом можно убедиться в равенстве увеличений обеих трубок. Это важно для характеристики бинокулярной системы, так как при разности увеличений более 3-5% глаза быстрее утомляются. При еще большей разности увеличений в отдельных трубках бинокулярной системы (до 10%) могут наступить затруднения в стереоскопическом зрении.
Если отклонения диаметра выходного зрачка находятся в пределах допуска, то это свидетельствует о хорошем качестве сборки прибора, а для бинокулярных систем - об удовлетворительной комплектовке объективов и окуляров по фокусным расстояниям.
Диоптрийная трубка (рис.7.) применяется как наблюдательная труба в контрольно-юстировочных приборах и для контроля шкалы диоптрий телескопической системы. Трубка состоит из двухлинзового склеенного объектива с фокусным расстоянием 50-100 мм и окуляра (так как поле зрения и удаление входного зрачка не требуются большими, имеет общее увеличение 2-4х ).

Рис.7. Диоптрийная трубка
Объектив перемещается вдоль оптической оси, и сходимость лучей перед объективом изменяется в пределах ±5 диоптрии. При короткофокусном объективе трубки перемещение на крайние сходимости очень большое и качество изображения остается удовлетворительным. Если расстояние до точки схождения отсчитывается от объектива диоптрийной трубки, т. е. здесь располагается выходной зрачок трубы, шкала диоптрий которой проверяется, или поверхность очковой линзы, вершинная рефракция которой измеряется, то перемещение объектива

Если результат будет иметь знак плюс, то объектив следует выдвигать, а если - минус, то объектив необходимо вдвигать тогда опять получается резкое изображение миры коллиматора или бесконечно удаленного объекта. Если перед диоптрийной трубкой поставлена очковая линза в а диоптрии или испытуемая зрительная труба, то ее окуляр установлен на σ диоптрий.
4. ТЕХПРОЦЕССЫ ИЗГОТОВЛЕНИЯ СЕТОК И ШКАЛ ОПТИЧЕСКИХ СИСТЕМ.
Сетки и их назначение.
Во многих оптических системах приборов имеются детали для различных отсчетов, измерений и наведения приборов на объект. Обычно на поверхности таких деталей наносят системы кривых или прямых линий, цифр, индексов или фигур различной формы. В зависимости от вида и взаимного расположения линий, фигур, индексов и др. ориентирующих элементов систему называют шкалой или сеткой. В большинстве случаев эти сетки и шкалы наносят на поверхности плоско-параллельных пластинок, но иногда и на поверхности плоско-выпуклых или сферических линз. В оптической системе сетки и шкалы размещают преимущественно в фокальной плоскости окуляров.
Сетки предназначаются, главным образом, для наведения прибора на объект. Шкалы служат для измерения различных линейных и угловых величин.
В оптическом приборостроении обычно не делают различия между терминами “шкала” и “сетка” и в большинстве случаев применяют последний.
Степень точности изготовления сеток определяют, главным образом, допусками на линейные и угловые размеры, ширины штрихов и интервалов между ними.
По степени точности изготовления сетки делятся на грубые, средние и высокоточные. Если допуски на линейные размеры выше 0,1мм, а на угловые – выше 5 мин., то сетки относятся к разряду грубых.
Сетки средней точности характеризуются допусками на линейные размеры в пределах 0,01-0,1мм и на угловые 1-5 мин.
При допусках, лежащих в пределах 0,001-0,01 мм и соответственно 1 сек. – 1 мин., сетки относятся к высокоточным.
Качество сетки, т.е. точность ее изготовления зависит не только от точности исполнения линейных и угловых размеров ее элементов, но и от качества стекла и чистоты поверхности детали, на которую она наносится.
Так как сетку рассматривают в плоскости изображения оптической системы, то все дефекты поверхности заготовки (точки, царапины, выколки) и внутренние дефекты (пузыри, свили и др.) резко видны в поле зрения, что затрудняет наблюдение. Поэтому стекло заготовки сетки не должно иметь каких-либо внутренних дефектов, а чистота полированной поверхности ее должна выдерживаться в пределах Ι – ΙΙΙ кл. (ГОСТ 11141-65).
Стекло, на которое наносят высокочастотные шкалы, например, для компараторных и дифракционных шкал или теодолитных лимбов, должно быть отожжено и иметь минимальный коэффициент теплового расширения (порядка 0,0001019).
Отклонение от плоскости поверхностей заготовок сеток не оказывает заметного влияния на качество изображения, поэтому допуски на качество поверхности (отклонения от плоскостности) задаются достаточно широкие до ![]() колец интерференция, сто соответствует отклонению в 2-3 мм.
колец интерференция, сто соответствует отклонению в 2-3 мм.
Выбор способа изготовления сеток.
В зависимости от назначения, конфигурация рисунка, толщины штриха и класса точности выбирается способ изготовления сетки. Существуют два принципиально различных способа нанесения сеток – способ деления и способ фотографический (фотолитографический).
Способ деления основан на применении определенного механизма делительной машины или пентографа. Элементы сетки наносятся резцом.
Существует несколько видов делительных работ. Основные из них:
1. Нанесение штрихов на поверхность стекла непосредственно резанием при помощи резца (рис.7)
Этот способ называется механическим. Применяется он при изготовлении сеток шириной от 0,01 до 0,0005 мм. Штрихи наносятся алмазными резцами, режущая кромка которых затачивается в виде трехгранной пирамидки.

Рис.7
2. Нанесение сеток прорезыванием защитного слоя, покрывающего поверхность стекла (рис.8) и последующим травлением кислотой обнаженного стекла до получения рельефных штрихов позволяет получать сетки с шириной штрихов в пределах 0,010-0,002 мм.
3. Фотографический способ нанесения сеток основан на фотохимических реакциях и включает большое число технологических приемов: получение качественного негатива сетки на специальном фотослое и получение копии негатива на заготовке сетки и т.д. Этот способ дает возможность получить штрихи с толщиной не менее 0,003 мм.
Фотолитография благодаря применению высокоразрешающих фоторезистов и создающего рисунок высокоточного оборудования позволяет получить сложные рисунки высокой точности размеров.

Рис.8
Глазирование по защитному слою для получения сеток травлением.
Метод заключается в нанесении элементов сетки на слое, покрывающем стекло, при помощи резца. Гравируемый слой выдавливают передней гранью резца и удаляют в виде сливной стружки, слой покрытия по сторонам остается нетронутым.
Чтобы получить высокое качество элементов сетки, наносимых гравированием по защитному слою, и оптимальные условия ведения процесса травления, необходимо предъявить особые требования к заготовкам сетки, к защитному слою, к резцам, к копиру-шаблону.
При гравировании этим способом большое значение имеет химический состав стекла, из которого изготавливается заготовка сетки. Обычно для этого служит стекло марки БК10 (БК110), которое обладает достаточной химической стойкостью и хорошо поддается травлению. Резанием и фотографическим способом следует наносить сетки на стекло марки К8 (К108), которое отличается высокой твердостью, химической устойчивостью и хорошо полируется.
Качество сеток, получаемое делением по защитному слою с последующим травлением, зависит от качества защитного слоя . Хорошим защитным материалом является пчелиный воск, специально приготовленный увариванием, с твердостью по пенетрометру Ричардсона от 8 до 17 единиц и температурой плавления 68-72°. Воск на поверхность подложки наносят кистью, предварительно его расплавляют. На детали должен получиться тонкий слой воска. Толщина слоя воска зависит от ширины штриха сетки и цены деления. Например, при ширине штрихов 2-5 мм толщина слоя воска должна быть порядка 3 мм.
Для гравирования штрихов до 2 мм применяют алмазные резцы, а для более широких штрихов – стальные, из углеродистой стали марок У 10А и У 12А, легированной хромистой стали ХГ, хромокремнистой стали ХБ5 и ОХС. Резцы затачивают либо в форме пирамиды (рис.9 в, б), либо в форме конуса (рис.9 в) на точильных камнях, затем их закаливают и отпускают, доводят окончательно грани и притупляют до заданного размера Δ при помощи пасты на стеклянной плите. Притупляют резцы для того, чтобы избежать царапин поверхности детали и для получения определенной ширины штрихов элементов сетки.

Рис.9
Копировальная машина (пантограф), применяемая для нанесения сеток резцами по стеклу или на покрытия по стеклу, наносит сетку в виде подобного уменьшенного изображения ее эталона при помощи шарнирно-рычажных систем (рис.10). Увеличенный эталон сетки, выполненный в масштабе от 1:10 до 1:60 является шаблоном –копиром (1), по рельефным элементам которого движется свободный шпиль (2), передающий движение резцу (5) через шарнирно-рычажную систему. Шаблон (копир) и заготовки сетки (6) в процессе нанесения сетки неподвижны.
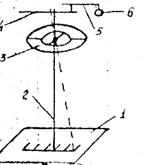
Рис.10
Пантографы бывают одношпиндельные и многошпиндельные. У многошпиндельных число резцов (шпинделей) не превышает 6-8. При обводке шпилем (2) штрихов копира координатный столик (3) копирует движение шпиля в установленном масштабе. Такое же движение выполняет резец (5), прорезывающий воск и оставляющий на нем требуемые штрихи.
Шаблон-копир представляет собой металлическую пластину с цифрами, штрихами и другими элементами сеток в виде углубленных канавок, по которым движется обводный шпиль пантографа. Шаблоны обычно изготовляют из бронзы и латуни специальных сортов.
ЛИТЕРАТУРА
1. Малов А.Н., Законников Обработка деталей оптических приборов. Машиностроение, 2006. - 304 с.
2. Бардин А.Н. Сборник и юстировка оптических приборов. Высшая школа, 2005. - 325с.
3. Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А. Практика оптической измерительной лаборатории. Машиностроение, 2004. - 333 с.