| Скачать .docx |
Реферат: Специфика конструирования деталей получаемых гибкой
Учреждение образования
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра электронной техники и технологии
РЕФЕРАТ
На тему:
«Специфика конструирования деталей получаемых гибкой»
МИНСК, 2008
При штамповке деталей, которые применяются в несущих конструкциях электронных систем, широкое распространение получили детали, изготовленные гибкой (хомутики, скобы, каркасы и т.д.).
Одной из особенностей гибки, является искажение поперечного сечения деталей в месте гибки (рис.1), которое заметно тем значительнее, чем более узкая полоса подвергается изгибу. Там возникают внутренние напряжения, которые могут привести к трещинам, если не будет учтен минимально допустимый радиус гибки (рис. 2). Минимальный радиус изгиба зависит от многих факторов, например, от толщины и марки материала, состояния материала при поставке, способа гибки угла изгиба, ориентации.


Минимальный радиус при гибке листового проката в холодном состоянии определяется по (1).
![]() (1)
(1)
где ![]() - коэффициент зависящий от марки материала, его состояния и ориентации относительно направления проката;
- коэффициент зависящий от марки материала, его состояния и ориентации относительно направления проката; ![]() - коэффициент зависящий от угла гибки;
- коэффициент зависящий от угла гибки; ![]() - толщина листа.
- толщина листа.
Таблица 1. Значение коэффициента ![]() для гибки листа в холодном состоянии.
для гибки листа в холодном состоянии.
| Металл, сплав |
Значение |
|||
| В отожженном и нормализованном состоянии |
Без отжига (холоднотянутый) |
|||
| При ориентации линии гиба |
||||
| Поперек проката |
Вдоль проката |
Поперек проката |
Вдоль проката |
|
| Сталь 10кп |
0,05 |
0,4 |
0,4 |
0,8 |
| Сталь 20, G3 |
0,10 |
0,5 |
0,5 |
1,0 |
| Сталь 45 |
0,5 |
1,0 |
1,0 |
1,7 |
| Алюминий А2 АД1 |
0,2 |
0,4 |
0,6 |
0,8 |
| Алюминеевые сплавы АМц Д16м В95А АМгА |
0,3 1,0 1,7 0,6 |
0,5 1,5 3,3 1,2 |
0,8 1,5 -- 2,0 |
1,5 2,5 -- 4,0 |
При гибке от 900
до 1800
![]() =1, а при 450
=1, а при 450
![]() =1,5.
=1,5.
Минимальный радиус, который получен по формуле (1) следует округлять до ближнего значения из ряда 0,3; 0,5; 1,0; 1,5; 2,0; 3; 4; 5; 6; 8; 10; 12 (мм).
Если осуществляется, гибка на ребро (рис 2б), минимальный радиус для алюминия и алюминиевых сплавов ![]() . При гибке труб (рис. 2в) с наружным диаметром до 20 мм, минимальный радиус для алюминиевых сплавов из сталей
. При гибке труб (рис. 2в) с наружным диаметром до 20 мм, минимальный радиус для алюминиевых сплавов из сталей ![]() , а для титановых сплавов
, а для титановых сплавов ![]() .
.
На минимальный радиус гибки оказывает влияние отношение наружного диаметра к толщине стенки ![]() , следовательно, при увеличении этого отношения
, следовательно, при увеличении этого отношения ![]() увеличивается.
увеличивается.
При гибке П-образных деталей минимальная длина прямого участка полки должна быть равной ![]() (рис.3).
(рис.3).
При минимальной длине деформируемого участка:
![]() (2)
(2)

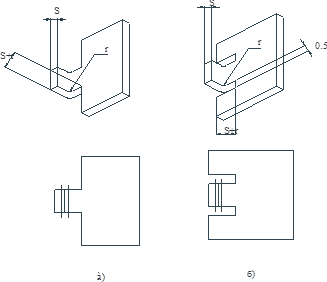
Для мягких металлов ![]() , как правило, в месте гибки делают вырезы для того, что бы отогнутая полка не выходила за пределы контура детали (рис. 4).
, как правило, в месте гибки делают вырезы для того, что бы отогнутая полка не выходила за пределы контура детали (рис. 4).

Отгибка язычков и отбортовка крышек:
а) простая отгибка язычка;
б) отгибка язычка в пределах кромки;
в) отбортовка крышки по прямому углу;
г) по радиусу;
д) по сфере.
При конструировании детали типа крышек в местах гибки, в узлах необходимо выполнять технологические отверстия в зависимости от конфигурации развертки. В месте гибки должны быть предусмотрены вырезы соответствующей формы (рис 4г,д). Диаметр отверстия зависит от материала:
S, мм = 0,6; 1,0; 1,5; 2,0; 3,0.
d, мм = 3,0; 4,0; 5,0; 6,0; 8,0.
Размеры детали, которые получаются гибкой не стоит привязывать к оптимальному и отгибаемому уг-ку, чтобы не было погрешности от толщины листа.

В несущих конструкциях электронных систем широкое распространение получили выдавки, отбортовки, ребра жесткости, которые позволяют увеличить жесткость тонколистового материала и повысить теплообмен. Выдавки прямоугольной формы применяют как опорные площадки для крепления тяжелых узлов, а круглой – для крепления амортизаторов (рис. 6)

Размеры ребер жесткости и выдавки зависят от толщины материала. Глубины выдавки>3S, минимальный радиус гибки r=S, шаг ребер жесткости l=20S; радиус закругления выдавки R1 =5S.
Технологичность деталей, получаемых вытяжкой.
Основные требования к технологичности таких деталей: ограниченная высота Н, а также ее отношение к радиусу сопряжения на стенки. В деталях коробчатой формы H/r≤6 для мягких материалов, применяемых для вытяжки (рис. 7).

Предпочтительно, чтобы высота детали не превышала 3/4 ее диаметра или меньшей стороны прямоугольного основания коробки. Радиус скругления в три раза больше толщины металла.
Основные материалы для штампованных деталей.
Для несущих конструкций нужно применять материалы, которые обладают достаточной жесткостью при малой массе. При этом надо использовать тонколистовые сплавы: Al, Mg, Ti. Обычно исполоьзуют прокат до 2 м в виде листов, плит, гнутых профилей и так далее. Для глубоких вытяжек и штамповки широко применяются: сталь 10КП, Al, Mg, Д16, Мl, Ti, ВТ1 и ВТ5. Широко применяется сталь 10КП, обладающая высокими пластичностью и вязкостью, низким пределом текучести, хорошо сваривается. Наиболее пластичным из алюминиевых сплавов является Al-Mn, обладающий повышенной коррозионной стойкостью. Материал в три раза легче стали, используется в отожженном состоянии для обеспечения мягкости и вязкости, необходимых при штамповке и гибке. Д16 используется в виде листов. Титановые сплавы тяжелее алюминиевых, но в два раза легче стали. Обладают высокой прочностью и твердостью.
В точке 2 снова произойдет преломление и отражение от границы «Ме-воздух». Преломленная волна Р2
выйдет в экранирующее пространство, а отраженная (Р2
m
) будет затухать в точке 3 и можно утверждать, что в т.3 напряженность полей будет в ![]()
![]() раз меньше, чем в точке 1. Аналогично будут происходить отражения в точках 3,4,5 и так далее до тех пор, пока волна полностью не затухнет в Ме. В экранирующее пространство будут проникать волны Р2
, Р4
, Р6
, их суммарное воздействие определяет напряженность полей ЕхН в этом пространстве, причем напряженность поля волны Р4
будет в
раз меньше, чем в точке 1. Аналогично будут происходить отражения в точках 3,4,5 и так далее до тех пор, пока волна полностью не затухнет в Ме. В экранирующее пространство будут проникать волны Р2
, Р4
, Р6
, их суммарное воздействие определяет напряженность полей ЕхН в этом пространстве, причем напряженность поля волны Р4
будет в ![]() меньше, чем Р2
и т.д. Наибольший интерес представляет экранирование электромагнитного поля на частоте выше 10 МГц, у которых
меньше, чем Р2
и т.д. Наибольший интерес представляет экранирование электромагнитного поля на частоте выше 10 МГц, у которых ![]() при толщине применяемых материалов
при толщине применяемых материалов ![]() . Возьмем min соотношение, когда
. Возьмем min соотношение, когда ![]() . Получим: напряженность поля волны Р4
будет в е4
=55 раз меньше, чем у Р2
.
. Получим: напряженность поля волны Р4
будет в е4
=55 раз меньше, чем у Р2
.
Исходя из данного предположения, можно считать, что из всех длин волн в экранируемое пространство проникают только волны Р2 и при этом ошибка не превосходит 2/r. Следовательно, эффективность экрана равна:
 (2)
(2)
где ![]() =337 Ом – характерное сопротивление воздуха (и вакуума);
=337 Ом – характерное сопротивление воздуха (и вакуума);
![]() - модуль характерного сопротивления Ме, которое в 100-1000 раз меньше характерного сопротивления воздуха .
- модуль характерного сопротивления Ме, которое в 100-1000 раз меньше характерного сопротивления воздуха .
Можно утверждать, что ![]() является приближенным значением.
является приближенным значением.
Экранирование проводов и кабелей.
Оплетка проводов, не соединенная с корпусом, экранирующего действия вызывать не будет. При соединении с корпусом в одной точке в окружающее пространство будет проникать только электрическое поле.
По цепивнутренней «провод-оплетка-корпус» протекает емкостной ток, который растет с ростом частоты . В этом случае эффект экранирования полностью зависит от качества контакта между оплеткой и корпусом.
Для экранирования магнитного поля необходимо, чтобы весь обратный ток протекал по оплетке, что предполагает, что оба тока (iПР и iОБР ) , будут создавать магнитные потоки, равные по величине и обратные по направлению, что вызовет их компенсацию. Полная компенсация получится только тогда, когда оплетка является единственным соединением корпусов источника напряжений с отсеком нагрузки. На низких частотах в тело корпуса и оплетки будут проникать токи и при дополнительном замыкании часть обратного тока будет протекать, минуя оплетку, что вызовет нарушение экранирования. Можно утверждать, что чем выше частота, тем меньше вероятность понижения эффективности при замыкании корпусов и оплетки. Следовательно, при проектировании электронных систем применение экранирования проводов ля внутри приборного монтажа всегда является нежелательным, так как увеличивается емкость провода на корпус, усложняется монтаж и требуются предохранители от случайных соединений с другими деталями.
Экранирование провода, коаксиальные кабели следует использовать для соединения отдельных блоков и узлов друг с другом.
Фильтрующие цепи.
В фильтрующий провод включают последовательно Z1 , Z2 , Z3 и параллельно Z4 , Z5 , Z6 и т.д. сопротивления. Величина последовательного сопротивления для фильтрующей цепи выбирается большой, а параллельного – маленькой. При этом фильтрующую цепь можно рассматривать, как серию последовательно включенных делителей напряжения.
Если напряжение источника наводки равно UUH , то в результате действия первого делителя, состоящего из Z1 и Z2 , напряжение снизится до величины:
![]() (3).
(3).
После второго делителя напряжение будет равно:
![]() (4)
(4)
К последнему делителю подключен приемник наводок. Напряжение на его входе будет равно:
![]() (5)
(5)
Под эффектом фильтрации будем понимать отношение:
![]() (6)
(6)
показывающее, во сколько раз изменится напряжение на входе приемника наводок от включения фильтра. Полезное (не паразитное) действие фильтруемого провода заключается в передаче постоянных UПИТАНИЯ , переменных U силовой сети, импульсных или медленно изменяемых напряжений управления. Одновременно с необходимостью подавления помех, фильтрующая цепь должна передавать полезное напряжение без значительных потерь и искажений. В качестве последовательных сопротивлений в фильтрующих цепях используют непроволочные постоянные резисторы или дроссели. Применение таких резисторов целесообразно по той причине, что их сопротивление не зависит от частоты. Они имеют небольшие размеры и достаточно дешевые. Вместе с тем использование резисторов ограничивается падением напряжений, а также некоторыми конструктивными соображениями. Резисторы используются при малых токах и высоких напряжениях, передаваемых по фильтрующему проводу, когда падение напряженности и мощности не существенно.
Если применение сопротивление недопустимо, то в цепь включают дроссели, которые имеют собственную распределительную емкость и собственную резонансную частоту. Именно поэтому реактивное сопротивление дросселя при изменении частоты сначала имеет индуктивный характер и увеличивается с увеличением частоты, затем принимает максимальное значение, после чего становится емкостным и дальнейшее увеличение частоты приводит к понижению емкостного сопротивления. Чтобы получить развязку во всем диапазоне частот, рекомендуется не использовать в развязывающей ячейке слишком большие индуктивности.
В параллельные ветви включают конденсаторы, с помощью которых можно создать рациональный монтаж и обеспечить минимально возможное сопротивление развязывающих ячеек.
Большое значение имеет монтаж. Ошибки в монтаже могут привести к резкому снижению эффективности. Так, для устранения паразитной взаимоиндукции между дросселями устанавливают экранирующую перегородку или дроссели монтируются с разных сторон металлической или фольгированной платы корпуса с использованием проходных или опорных конденсаторов. В том случае, если опорные конденсаторы отсутствуют, надо каждый конденсатор отдельно соединять с корпусом в ближайшей точке на перегородке.
ЛИТЕРАТУРА
1. Изнар А.Н. Электронно-оптические приборы, Машиностроение, 2007. - 166 с.
2. Криксунов Л.З., Падалко Г.А. Тепловизоры, справочник. Техника, 2007. - 166 с.
3. Креопалова Г.В., Пуряев Д.Г. Исследование и контроль оптических систем. Машиностроение, 2005, - 224 с.
4. Креопалова Г.В., Лазарева Н.Л., Пуряев Д.Г. Оптические измерения, Машиностроение, 2005. - 264 с.