| Скачать .pdf |
Реферат: Электрорадиоэлементы устройства функциональной микроэлектроники и технология радиоэлектронных
Министерство образования Республики Беларусь
Учреждение образования «Белорусский государственный университет информатики и радиоэлектроники»
Кафедра Электронной техники и технологий
Дик С.К.
Электронный учебно-методический комплекс по дисциплине
ЭЛЕКТРОРАДИОЭЛЕМЕНТЫ, УСТРОЙСТВА ФУНКЦИОНАЛЬНОЙ МИКРОЭЛЕКТРОНИКИ И ТЕХНОЛОГИЯ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ
Для студентов специальности
1-38 02 03 Техническое обеспечение безопасности
Часть 1
Минск 2006
1.0 ВВЕДЕНИЕ. КЛАССИФИКАЦИЯ ЭЛЕМЕНТНОЙ БАЗЫ РЭС.
Элементная база РЭС – это электрорадиоэлементы (ЭРЭ), интегральные микросхемы (ИС) и устройства функциональной микроэлектроники (УФМЭ).
Электрорадиоэлементы (ЭРЭ) включают соединители, резисторы, конденсаторы, индуктивности и другие. Интегральные микросхемы (ИС) включают полупроводниковые и гибридные, устройства функциональной микроэлектроники (УФМЭ) – приборы с зарядовой связью, акустоэлектронные приборы, оптоэлектронные приборы и другие.
Резисторы, конденсаторы, диоды, транзисторы, интегральные микросхемы представляют собой металлургические конструкции, распределение химических элементов, в которых в процессе эксплуатации не должно изменяться (процессы эксплуатационного старения, деградации и т.
д. рассматриваются отдельно), т. е. они образуются на так называемых статистических неоднородностях и конструкторско-технологической интеграции.
Функциональная электроника – это новое перспективное направление в современной элементной базе РЭА. Устройства функциональной электроники основаны на использовании динамических неоднородностей и физических принципов интеграции. Это отличает их от транзисторов, диодов. ИС и других элементов РЭА.
В данном курсе рассматривают конструкции, принципы функционирования различных радиотехнических устройств, образующих элементную базу средств медицинской электроники.
1.1. РАДИОЭЛЕКТРОННАЯ АППАРАТУРА И ЭЛЕМЕНТНАЯ БАЗА РЭС
1.1.1 РАДИОТЕХНИКА И РАДИОЭЛЕКТРОННАЯ АППАРАТУРА
Радиотехника - то область науки и техники, основанная на применении электромагнитных волн для передачи, преобразования, обработки и хранения информации. Информация играет все возрастающую роль в жизни человеческого общества
В зависимости от того, каков характер и назначение информации, передаваемой и извлекаемой с помощью радиотехнических средств, в радиотехнике принято рассматривать разные радиотехнические системы (РТС), например, радиолокационные, радионавигационные, медицинские и др.
Радиотехнические системы можно определить как управляемый оператором комплекс РЭА, размещаемой на объектах и подвергающейся воздействиям внешней среды и радиоволн (радиосигналов и помех) в пространстве.
Радиоэлектронная аппаратура предназначена для передачи, обработки и преобразования сигналов и информации, которая в них содержится, в соответствии с принципом действия РТС. Свойства РЭА описываются совокупностью параметров и характеристик: радиотехнических, конструкторско-технологических, эксплуатационных и экономических. По функциональному признаку РЭА можно разделить на устройства: антеннофидерные, передающие, приемные, обработки информации и др.
Преобразование сигналов . Рассмотрим наиболее характерные преобразования сигналов в РЭА.
1. Излучение и прием сигнала на антенну.
2. Усиление сигнала. Для этого необходимо использование активных элементов: транзисторов, электровакуумных приборов и т. д.
3. Фильтрация сигнала (выделение его из помех).
4. Генерация колебаний разной формы.
5. Модуляция и демодуляция. Они необходимы для "наложения" сообщения на высокочастотный сигнал или выделения из него. Как правило, эти функции осуществляются с использованием нелинейных преобразователей.
6. Запоминание информации (сигналов и алгоритмов преобразований сигналов). Выполнение этих и алгоритмов обуславливается в основном внедрением в РЭА микропроцессорных устройств, функционирование которых определяется программой, записанной в запоминающей устройствах.
7. Вторичное преобразование информации, т.е. сигналов, отображающих информацию. Выполняется обычно специализированными ЭВМ, работающими совместно с РЭА.
8. Отображение информации. Если потребителем информации, выдаваемой радиотехнической системой, является какое-то устройство, например ЭВМ, то эта функция может отсутствовать в РЭА. Если потребитель информации – человек, то она должна быть представлена в виде, удобном для зрительного и слухового восприятия.
9. Коммутация и соединение цепей. Это функции связаны с необходимостью переключения режимов, подключения измерительных устройств, электрического соединения элементов, расположенных в разных конструктивах и пространственно разнесенных и т.п.
Основные функции, выполняемые на основе обработки сигналов различными устройствами
Важнейшие функции, выполняемые различными устройствами в РЭА, направлены на преобразование сигналов, запись и хранение информации, ее отображение, замыкание, размыкание цепей и т. д.
Все радиотехнические сигналы, за исключением случайных, регулярны и выражены определенной функцией времени. Регулярные сигналы разделяются на периодические и непериодические. Периодические сигналы несут информацию только в одном периоде.
Сигналы могут быть синусоидальными, несинусоидальными, прямоугольными, дискретными управляющими сигналами в виде периодической последовательности прямоугольных и трапецеидальных импульсов, случайными сигналами и сигналами, полученными амплитудной модуляцией колебаний несущей частоты.
Синусоидальный сигнал характеризуется амплитудой Um , периодом T или частотой ω =2π / T , начальной фазой – ψ . Если начало синусоиды смещено по оси на t0 , но начальная фаза ψ =ω t0 . Знак этой фазы отрицательный при сдвиге синусоиды вправо. Мгновенное значение синусоидального напряжения U =Um sin(ω t+ ψ).
Характеристики импульсных сигналов: длительность фронта τ ф ; среза τс (заднего фронта); импульса τ ; период следования Тс ; частота следования Fс ; отношение Тс / τ , называемое скважностью.
Анализ периодических сигналов производят не только временным способом, но и спектральным, который основан на разложении сигналов в тригонометрический ряд Фурье. Цель временного анализа определить – изменение формы сигнала по отклику цепи на оказываемое воздействие. Спектральный анализ позволяет выявить изменение сигнала по преобразованию спектра данной цепью.
Мгновенное значение сигналов можно записать в виде ряда Фурье:
∞ ∞
U=U0 +∑U'nm sin nω t+ ∑U''nm cos nω t
n=1 n=1
где U0 – постоянная составляющая; Unm – амплитуда n – гармоники; U' nm= U nm cos ψ n ; U'' nm= U nm sin ψ n .
Такая запись удобна для сигнала с четной или нечетной временными функциями. Спектральная функция "четного" сигнала содержит только постоянные и косинусовые составляющие, а "нечетного" – только постоянные и синусовые составляющие. Спектр периодических сигналов не сплошной, а линейчатый, т. е. между соседними линиями спектра имеются "просветы" шириной в частоту следования сигналов Fс = I / Тс (рис. 1.1.1).
Фильтрация – это такой вид преобразования сигналов, который предназначен для выделения ряда гармонических составляющих из спектра частот несинусоидальных колебаний. Фильтр должен пропустить колебания в определенном интервале частот, который называется полосой прозрачности, и максимально ослаблять их на других частотах, образующих полосу задерживания, или непрозрачности. Величину ωс , разделяющую эти полосы, называют частотой среза, или граничной частотой фильтра. Различают фильтры нижних частот (НЧ), ВЧ, полосовые пропускающие (полосовые) и полосовые задерживающие (заграждающие, режекторные) фильтры
U
U1m
 U
2m U
3m F
1
U
2m U
3m F
1
2F 1 ψ3
0 0 0
t F1 2F1 3F1 f ψ1
ψ2 3F1 f
Тс
Рисунок 1.1.1 Форма периодического сигнала и его частотный и фазовый спектры
α α α α  ФНЧ ФВЧ
ФНЧ ФВЧ
0 ωс ω 0 ωс ω 0 ωс ω 0 ωс1 ω0 ωс2 ω
а) б) в) г)
Рисунок 1.1.2 Частотные характеристики идеального (а) и реального фильтров НЧ (б), ВЧ (в) и полосового фильтра (г)
Фильтры на дискретных электрорадиоэлементах (ЭРЭ) строятся в виде цепочки линейных четырехполюсников – Г-образные, Т– образные, П – образные.
Электромеханические фильтры – пьезоэлектрические, магнитострикционные и на поверхностных акустических волнах позволяют получить весьма узкую полосу пропускания, достигающую 0,1% ω0. В области высоких частот фильтрами могут служить цепи с распределенными параметрами – длинные волны, согласованные с нагрузкой. На высоких частотах фильтр НЧ приобретает свойства интегрирующей цепи.
Усиление сигналов . Усилителем называется четырехполюсник, предназначенный для увеличения за счет энергии источника питания интенсивности колебаний при неизменной, по возможности, их форме. Различают усилители напряжения, тока и мощности. В усилителях напряжения сигнал одновременно усиливается и по мощности. Тем самым усилитель принципиально отличается от трансформатора или колебательного контура, которые способны повышать интенсивность колебаний только по напряжению или току, но не по мощности.
Временная задержка сигнала осуществляется в РЭА с помощью линий задержки (ЛЗ). ЛЗ называется четырехполюсник, который задерживает сигнал на заданное время ( ηз ) без искажения его формы. Допускается изменение амплитуды сигнала на выходе ЛЗ.
Основными характеристики линий задержки, кроме ηз являются – полоса пропускания, линейность фазовой характеристики, волновое сопротивление, добротность, коэффициент передачи.
Коммутация и разъединение цепей . В зависимости от вида коммутируемых цепей соединительные изделия подразделяются на 5 групп; низкочастотные, низковольтные соединители (разъемы), высоковольтные соединители, радиочастотные соединители, импульсные соединители и комбинированные соединители.
Электропитание РЭА. К устройствам электропитания предъявляются следующие требования: надежность при различных режимах работы основных блоков РЭА; малые габариты и вес; низкая стоимость составляющих компонентов, высокая стабильность параметров; отсутствие импульсных нагрузок при включении и выключении.
Для выполнения указанных 9 типов преобразований сигналов в аппаратуре и ее устройствах используются элементы с разными электрическими, магнитными и электромагнитными свойствами, соединенные между собой по определенной схеме. В общем случае рекомендуется следующее определение элемента системы: часть системы, выполняющая заданные функции и не подлежащая дальнейшему расчленению на части при данной степени подробности рассмотрения системы. Элементами могут быть детали, узлы, агрегаты, аппараты, машины, приборы. Применительно к РЭА под элементом следует понимать начальную, неразделяемую составную часть целого, выполняющую заданное преобразование сигналов.
Элементы, предназначенные для преобразования сигналов, могут выполнять разные функции и будут рассматриваться ниже. Те элементы РЭА, которые выполняют механические функции (крепление, увеличение жесткости) и не принимают непосредственного участия в преобразовании сигналов, рассматриваться не будут. Каждый элемент основан на определенном принципе действия и описывается электрическими, конструктивно-технологическими, экономическими параметрами и характеристиками.
Совокупность нескольких элементов, объединенных в одной конструктивной единице (микросхема, ее часть, узел, блок и т. д.), и выполняющая заданную функцию, называется компонентом.
Между аппаратурой, элементами и компонентами существует принципиальное отличие, состоящее в том, что аппаратура является человеко-машинной системой, т. е. предназначена для ее самостоятельного использования в условиях эксплуатации персоналом, который обеспечивает функционирование аппаратуры и получение требуемой информации. Элементы и компоненты не предназначены для самостоятельного использования в эксплуатации, но могут быть очень сложными, например, большие интегральные схемы (БИС). Таким образом, элементы аппаратуры входят в сложную многоуровневую иерархическую систему, которой является РЭА. Они представляют начальный (первый) уровень РЭА.
Деление на элементы, компоненты, узлы, блоки и т. д. в зависимости от сложной элементной базы и изделия в целом является условным.
Состав элементной базы . Элементную базу РЭС составляет совокупность различных элементов, участвующих в преобразовании сигналов и информации, которая в них содержится: пассивные дискретные ЭРЭ и простейшие устройства на их основе, например LC -фильтры; активные дискретные элементы – полупроводниковые и электровакуумные приборы (ЭВП); интегральные микросхемы; устройства функциональной электроники и некоторые другие.
Пассивные элетрорадиоэлементы выполняют в РЭС различные операции над сигналами. Они основаны на таких физических процессах как электрический контакт, взаимодействие электрического тока и магнитного поля, напряжения и электрического заряда и др. К ним можно отнести катушки индуктивности, конденсаторы, резисторы, трансформаторы и т. д.
Элементной базой принято также считать устройства, состоящие из отдельных ЭРЭ, например, LC -фильтры, или из электромеханических элементов (соединители, переключатели, реле).
Полупроводниковые и электровакуумные приборы, являясь активными элементами, по физической сущности функционирования принципиально отличаются от пассивных. Их принцип действия основан на сложных физических процессах, они характеризуются специфическими параметрами, конструкцией и технологией.
В настоящее время дискретные активные элементы обычно используются при больших мощностях, на сверхвысоких частотах и в аппаратуре рентгеновской диагностики.
Интегральные микросхемы – пленочные, гибридные и полупроводниковые разной степени интеграции – наиболее широко применяются в РЭС. В гибридных ИС используются навесные транзисторы и конденсаторы большой емкости и некоторые другие компоненты, а резисторы, конденсаторы малой емкости, соединения и в редких случаях катушки индуктивности формируются нанесением пленок на поверхности подложки.
Обработка сигналов осуществляется продвижением носителей из области одной статической неоднородности в область другой. При этом происходит непрерывное изменение физических величин – носителей информации, таких как ток, потенциал, концентрация носителей и т.д.
Статические неоднородности характеризуются следующими особенностями: создаются в ходе необратимых технологических процессов в процессе производства; в основном сохраняют характеристики в течение всего срока эксплуатации; жестко связаны с определенными координатами и не могут перемещаться в объеме прибора.
Статические неоднородности являются основой технологической интеграции, т. е. основой создания и функционирования полупроводниковых дискретных приборов и ИС, включая БИС. Направление микроэлектроники, связанное с технологической интеграцией, иногда называют схемотехническим. Этот термин основан на том, что преобразования, которым подвергаются сигналы, определяются как свойствами статических неоднородностей (р-n переходы, образующие транзисторы, диоды и т. п.), так и тем, каким образом они сформированы в ИС и соединяются между собой, т. е. схемой.
Устройства функциональной электроники приобретают в настоящее время возрастающее значение в элементной базе РЭС. Функциональная электроника охватывает вопросы получения комбинированных средств с наперед заданными свойствами и создание различных электронных устройств методами физической интеграции, т. е. использование таких физических принципов и явлений, реализация которых позволяет получить компоненты со сложным функциональным назначением в отличие от технологической интеграции, предусматривающей конструирование интегральных микросхем на основе функционально простых элементов типа транзисторов, диодов, резисторов и т. д.
В функциональной электронике (ФЭ) использованы новые физические принципы и эффекты, характерной особенностью которых является наличие и использование для обработки и хранении информации динамических неоднородностей в однородном объеме твердого тела. Примером таких динамических неоднородностей могут быть цилиндрические магнитные домены, пакеты зарядов в приборах с зарядовой связью, волны деформации кристаллической решетки в приборах на поверхностных акустических волнах и т. д.
Динамические неоднородности создаются физическими методами. Их появление, перемещение и исчезновение в объеме твердого тела не связано с процессом изготовления устройства. Особенностями динамических неоднородностей является то, что они создаются физическими средствами в ходе эксплуатации прибора, а не технологическими в процессе производства; могут возникать и исчезать, а также изменять свои характеристики во времени; могут существовать длительное время, и эта длительность определяется функциональными задачами устройства; не связаны жестко с координатами; являются непосредственными носителями информации, которая может быть представлена как в цифровой, так и в аналоговой форме.
Функциональная электроника ( ФЭ) – одно из направлений твердотельной электроники, охватывающее использования различных физических явлений в твердых средах для интеграции различных схемотехнических функций в объеме одного твердого тела (функциональная интеграция) и создания электронных устройств с такой интеграцией.
В отличие от схемотехнической интеграции функционально простых элементов (резисторов, конденсаторов, диодов, транзисторов и т. п.), которые локализованы в различных листах твердого тела и способны выполнять сложные схемотехнические функции лишь в совокупности, например, в составе ИС, включающей в себя также элементы связи (межсоединения), при функциональной интеграции сложны схемотехнические функции и по комбинации могут реализоваться физическими процессами, протекающими во всем рабочем объеме твердого тела.
Переход от схемотехнической интеграции к функциональной позволит устранить значительную часть принципиальных и технологических трудностей, связанных с необходимостью формировать в одном кристалле множество структурных элементов и межсоединений.
Схемотехническая интеграция – это технологическая интеграция .
Функциональная интеграция – это физическая интеграция .
Функциональная интеграция – ориентируется на преимущественное использование волновых процессов и распределенного взаимодействия электромагнитных полей с электронами и атомами в твердых телах.
При создании устройств функциональной электроники могут быть использованы различные материалы –полупроводники, магнитодиэлектрики, пьезоэлектрики, сегнетоэлектрики, а также многослойные гомо - и гетероструктуры из этих материалов.
Среди разнообразных приборов функциональной электроники наибольшее распространение получили:
– акустоэлектронные приборы;
– приборы на волнах пространственного заряда в твердом теле;
– приборы с зарядовой связью;
– оптоэлектронные устройства с распределенным взаимодействием и т.п.
Основные определения . Сформулируем основные определения, относящиеся к понятиям: конструкция, конструирование, технология .
Конструкция – материал целесообразно организованный в пространстве. Под словом "целесообразно" применительно к техническим конструкциям понимается: способность выполнять определенные функции и сохранять свойства, обеспечивающие выполнение функций, при наличии внешних воздействий; пригодность к высокоэффективному повторению, т. е. производству. Такое определение является наиболее общим, оно относится как к ЭРЭ, так и к УФЭ и ИС. Для конструкции, состоящей из совокупности раздельно изготавливаемых и собираемых деталей, пригодно следующее определение. Конструкция есть организованная совокупность элементов и деталей, способная выполнять заданные функции при наличии внешних и внутренних дестабилизирующих факторов и пригодная к повторению в условиях производства.
Конструирование – процесс создания конструкции или область деятельности инженеров по созданию конструкций.
Технология – это совокупность способов, процессов обработки и оборудования, используемых при изготовлении элементов конструкции и сборке аппаратуры (механическом и электрическом соединении), обеспечивающих получение заданной конструкции с высокой производительностью и малыми затратами. Вместе с тем под термином "технология" понимают область деятельности инженеров по проектированию технологических процессов и приспособлений.
Использование системного подхода. В настоящее время в науке и технике при исследованиях, проектировании, производстве и эксплуатации общее признание получил системный подход. Он связан с понятием "система". Под системой следует понимать совокупность взаимосвязанных разнообразных устройств или частей, совместно выполняющих заданные функции в условиях взаимодействия с внешней средой, с учетом их развития и противоречий. Каждая система состоит из частей или подсистем, и, в свою очередь, входит в систему более высокого иерархического уровня.
Важной задачей всегда остаются повышение технической эффективности и снижение стоимости РЭА.
Гибкие автоматизированные производительные системы
(ГАПС)
Коренные изменения в автоматизации производства связаны с внедрением роботов и вычислительной техники. Широкое использование вычислительной техники в технологии совместно со станками ЧПУ и программируемыми роботами привело к созданию роботизированных участков и ГАПС. Общие вопросы создания и эксплуатации ГПС освещены в специальной литературе. В последующем под ГАПС будем понимать такие производственные системы, в которых смена объекта изготовления достигается сменой программы, на основе которой ЭВМ управляет исполнительными органами, т. е. роботами, манипуляторами. Это позволяет при определенных ограничениях на одном и том же оборудовании без изготовления нового инструмента и приспособлений изменять изготовляемые детали и узлы.
В настоящее время на основе ГАПС успешно решаются задачи автоматизации производства широкой номенклатуры деталей с механической обработкой, простых узлов, изготовление которых предусматривает несложные сборочно-регулировочные операции, а также конструкций типа печатных плат и др. При этом следует иметь в виду, что оборудование ГАПС оказывается более сложным, чем предназначенное для традиционного изготовления и чем "жесткие" автоматы. Исходя из изложенного применительно к ЭРЭ, следует сформулировать условия, при которых целесообразно или нецелесообразно ориентироваться на ГАПС. Для ЭРЭ, УФЭ и деталей, входящих в их состав, возможны три случая.
1. Детали или ЭРЭ данного типономинала выпускаются в массовых количествах в условиях, когда не требуется частая перестройка оборудования, например, такие детали, как ферритовые сердечники, лепестки и такие ЭРЭ, как некоторые типы резисторов и конденсаторов и др.
2. Детали или ЭРЭ ряда типономиналов выпускаются серийно на основе использования базовой конструкции, но с большим количеством вариантов в пределах этой базовой конструкции, например, такие детали, как втулки, оси и такие ЭРЭ, как катушки индуктивности, трансформаторы, дроссели и др.
3. Электрорадиоэлементы и УФЭ выпускаются в небольших количествах, отличаются сложностью конструкций и использованием разнохарактерных технологических процессов, для которых еще не выработаны базовые конструкции, например, запоминающие устройства на ЦМД и т.п.
Стандартизация ЭРЭ УФЭ. Существует Государственная система стандартов (ГСС). Основными целями ее введения являются ускорение технического прогресса, повышение эффективности общественного производства, производительности инженерного труда и т. д. Стандартизация имеет важнейшее значение и в конструировании РЭА и их элементов.
Определение стандартизации дано в ГОСТ-1.0-68: установление и применение правил с целью упорядочения деятельности в определенной области. Стандартизация основывается на объединенных достижениях науки, техники, передового опыта. Она определяет основу будущего развития. Опережающая стандартизация - стандартизация, заключающаяся в установлении повышенных по отношению к уже достигнутому на практике уровню норм, требований к элементам, которые согласно прогнозам будут оптимальными в будущем.
Наибольшее применение в конструировании элементов РЭА имеет система стандартов ЕСКД. В эту систему входит много стандартов, например ГОСТ 2.001-70 – общие положения; ГОСТ 2.101.-68 – виды изделий; ГОСТ
2.102-68 – виды и комплектность конструкторской документации; ГОСТ
2.103-68 – стадии разработки конструкторской документации; ГОСТ 2.105-79 ГОСТ 2.106-68 – общие требования к текстовым документам; ГОСТ 7.32-81 – требования к отчетам по НИР и т. д.
1.2 ОСНОВНЫЕ ЭТАПЫ И НАПРАВЛЕНИЯ РАЗВИТИЯ
ЭЛЕМЕНТНОЙ БАЗЫ РЭС И УСТРОЙСТВ ФУНКЦИОНАЛЬНОЙ МИКРОЭЛЕКТРОНИКИ
Развитие элементной базы РЭА, в том числе и РЭС прошло четыре этапа, которые в основном связаны с развитием элементной базы. Обычно говорят о четырех поколениях РЭА:
первое – создание РЭА на основе электровакуумных
(1915-1955 гг.) приборов и дискретных ЭРЭ; второе – использование дискретных транзисторов и
(1955-1965 гг.) миниатюрных ЭРЭ;
третье – применение ИС и микроминиатюрных
(1965 – 1980 гг.) дискретных ЭРЭ; четвертое – комплексное использование ЭРЭ, БИС и СБИС, (с 1980 г.) УФЭ и микропроцессорных комплектов.
Развитие элементной базы определяется потребностями СМЭ и основано на достижениях физики, технологии и производства. Особенно быстро она стала развиваться с начала 60-х гг., когда достижения физики создали основу для появления микроэлектроники. Это привело к формированию в конструкции и технологии самостоятельного направления – конструирования и технологии радиоаппаратуры.
Четвертый этап продолжается и в настоящее время. Существуют и другие классификации, особенно в отдельных направлениях РЭА.
Современная микроэлектроника базируется на интеграции дискретных элементов электронной техники, при которой каждый элемент схемы формируется отдельно в полупроводниковом кристалле. При этом в основе создания, ИМС лежит принцип элементной (технологической) интеграции, сопровождающейся микроминиатюризацией элементов (активных и пассивных) микросхемы. В ИМС можно выделить области, представляющие собой активные (диоды, транзисторы) и пассивные (резисторы, конденсаторы, катушки индуктивности) элементы. В интегральной микроэлектронике сохраняется главный принцип дискретной электроники, основанной на разработке электрической схемы по законам теории цепей. Этот принцип неизбежно связан с ростом числа элементов микросхемы, и межэлементных соединений по мере усложнения выполняемых ею функций. Повышение степени интеграции микросхем и связанное с. этим уменьшение размеров элементов имеет определенные пределы. Интеграция свыше нескольких сотен тысяч элементов (в отдельных случаях и миллионов) на одном кристалле оказывается экономически нецелесообразной и технологически трудно выполнимой.
Сложными становятся проблемы топологии и теплоотвода. Поэтому в отдаленной перспективе интегральная микроэлектроника уже не будет полностью удовлетворять разработчиков сложной радиоэлектронной аппаратуры.
Функциональная микроэлектроника предполагает принципиально новый подход, позволяющий реализовать определенную функцию аппаратуры без применения стандартных базовых элементов, основываясь непосредственно на физических явлениях в твердом теле. В этом случае локальному объекту твердого тела придаются такие свойства, которые требуются для выполнения данной функции, и промежуточный этап представления желаемой функции в виде эквивалентной электрической схемы не требуется. Функциональные микросхемы могут выполняться не только на основе полупроводников, но и на основе таких материалов, как сверхпроводники, сегнетоэлектрики, материалы с. фотопроводящими свойствами и др. Для переработки информации можно использовать явления, не связанные с электропроводностью (например, оптические и магнитные явления в диэлектриках, закономерности распространения ультразвука и т.д.).
Таким образом, функциональная микроэлектроника охватывает вопросы получения специальных сред с наперед заданными свойствами и создания различных электронных устройств методом физической интеграции, т. е. использования таких физических принципов и явлений, реализация которых позволяет получить приборы со сложным схемотехническим или системотехническим функциональным назначением.
В функциональной микроэлектронике начинают использовать (Рисунок
1.1.3):

Рисунок1..1.3. Основные направления функциональной микроэлектроники
14
1. Оптические явления (когерентная и некогорентная оптика, нелинейная оптика, электрооптика, магнитооптика). Их свойства, связанные со свойствами светового потока, следующие: зарядовая нейтральность, однонаправленность, отсутствие
гальванических связей и электрических контактов; двухмерность светового потока, а следовательно, возможность
многоканальной обработки информации; высокая несущая частота и, следовательно, большая полоса
пропускания каналов обработки информации.
Эти особенности стали основой интенсивно развивающегося направления функциональной микроэлектроники — оптоэлектроники.
2. Физические явления, связанные с взаимодействием потока электронов с акустическими волнами в твердом теле. Такие явления, как генерация и усиление акустических воли потоком электронов, движущихся со сверхзвуковыми скоростями, обусловили появление нового направления функциональной микроэлектроники — акустоэлектроники. Особенность этих явлений заключается в малой скорости распространения акустических волн (1. 105 см/с) в отличие от электромагнитных волн (3. 1010 см/с), что позволяет реализовать миниатюрные линии задержки, фильтры с заданными частотными свойствами, усилители СВЧ и др.
Преимущество этого направления состоит в том, что реализация заданной функции обеспечивается лишь выбором конфигурации устройства.
3. Новые магнитные материалы (слабые ферромагнетики и магнитные полупроводники), появление которых привело к созданию нового направления — магнетоэлектроники. Отличительной особенностью слабых ферромагнетиков является малая по сравнению с классическими магнитными материалами намагниченность насыщения. Это дает возможность управлять движением магнитных доменов, называемых пузырями, в двух и трех измерениях слабыми магнитными полями и осуществлять тем самым функции хранения, перемещения и обработки больших объемов информации.
Характерные размеры «пузырей», составлявших примерно 1 мкм, позволяют достичь, высокой плотности записи информации (1. 108 бит/см2 ). Большое преимущество таких систем состоит в том, что хранение информации осуществляется без питания, а перемещение «пузырей» — малым рассеянием мощности. Ряд новых материалов — магнитных полупроводников, обладающих свойствами магнетиков и полупроводников, — позволяет создавать приборы с большой функциональной гибкостью.
4. Покоящиеся и движущиеся электрические неоднородности (домены и шнуры) в однородных полупроводниках. Их исследование стимулировало создание функциональных интегральных микросхем.
Так как в данном случае используется однородный материал, то реализация заданной функции может быть достигнута выбором соответствующей конфигурации устройства. Высокие скорости движения неоднородностей электрического поля (1. 107 см/с) обусловливают высокое быстродействие (меньше 1. 10-9 с), а также генерацию и усиление в диапазоне СВЧ.
5. Явления, связанные с изменением структуры конденсированных тел на молекулярном уровне. Они привели к возникновению нового направления — квантовой или молекулярной микроэлектроники. К этому направлению относятся фазовые переходы в твердых телах и жидких кристаллах, сопровождающихся резкими изменениями электрических, оптических и магнитных свойств. Обусловленная этим высокая чувствительность к внешним воздействиям позволяет легко, осуществлять ряд операций по управлению и преобразованию потоков информации в различных функциональных системах.
Интересными материалами с еще не вполне раскрытыми, перспективами использования их в микроэлектронике являются органические полупроводники.
Микроэлектронные устройства с использованием доменов обладают высокими функциональными возможностями.
6. Элементы на основе эффекта Ганна. Помимо генераторов и усилителей СВЧ они позволяют создавать такие функциональные устройства, как импульсно-кодовые модуляторы, компараторы, аналого-цифровые преобразователи, нейристорные линии задержки, полный ряд логических элементов, генераторы колебаний сложной формы, регистры сдвига и запоминающие устройства (ЗУ). На основе этих элементов могут быть созданы сверхбыстродействующие микросхемы (теоретически до 10-12 с), превосходящие по быстродействию лучшие кремниевые микросхемы, по крайней мере, на порядок при том же уровне рассеиваемой мощности.
Малогабаритные СВЧ-генераторы на диодах Ганна уже миновали стадию лабораторных разработок. Они обладают низким уровнем шумов (сравнимым с клистронами) и мощностью излучения, достаточной для использования в радиолокационных устройствах в диапазоне частот 1 — 80 ГГц. Такие: диоды в пролетном режиме генерации обеспечивают выходную мощность 20 — 350 мВт — в непрерывном режиме и .1 — 400 Вт — в импульсном режиме. В режиме ограниченного накопления объемного заряда диоды Ганна позволяют получать импульсную мощность 3 — 6 кВт на частоте 1,5 —2 ГГц при к. п. д. 10 — 20%.
7. Явления холодной эмиссии, которые позволили создать электровакуумные приборы в микроэлектронном исполнении с применением пленок. Обладая всеми преимуществами вакуумных приборов (высокие входные сопротивления, малые шумы), они характеризуются очень высокой радиационной стойкостью, весьма малыми размерами, высокими рабочими частотами.
8. Явления живой природы, в частности на молекулярном уровне, позволяющие использовать принципы хранения и обработки информации в живых системах для создания сверхсложных систем обработки информации, приближающихся по своим функциональны; возможностям к человеческому мозгу (искусственный интеллект), а также решать проблему эффективной связи «человек — машина». Эти явления открывают новое направление — биоэлектронику. Развитие этого направления может привести к научно технической революции в электронике, последствия которой трудно предвидеть.
9. Функциональные микросхемы, в которых используется эффект накопления и переноса зарядов, что позволяет реализовать плотность размещения элементов 3. 104 элемент/см2 . Такие приборы по существу представляют собой МДП-структуры, они весьма технологичны (число технологических операций в два раза меньше по сравнению с обычной МДПтехнологией). Приборы с переносом заряда (ППЗ), или приборы с зарядовой связью (ПЗС), могут стать основой построения логических схем, линий задержки, схем памяти и систем для получения изображений. Сравнительная простота технологии изготовления ПЗС по сравнению с системами на обычных МДП-транзисторах и почти десятикратное уменьшение площади схемы (~0,0016 мм2 на 1 бит информации) должны привести к существенному снижению стоимости систем на ПЗС. Использование полевых транзисторов с нитридом кремния в качестве диэлектрика затвора позволяет преодолевать один из основных недостатков полупроводниковых ЗУ — потерю информации при отключении питания. Такие ЗУ дают возможность реализовать плотность размещения элементов до 108 элемент/см2 при времени записи 10-6 с.
Другой тип управления электрическими неоднородностями в однородном материале состоит в помещении зарядов в потенциальные ямы в приэлектродной области. И здесь выполнение заданных функций достигается топологией контактов. Очень перспективно объединение методов, сочетающих заряд в потенциальных ямах с захватом и хранением заряда в поверхностном слое (электретный эффект), что позволяет совместить длительное хранение больших объемов, информации и ее обработку.
10. Интересные возможности для реализации быстродействующих ЗУ большого объема представляют переключатели на основе аморфных материалов (не имеющие кристаллического строения), обладающие симметричной S-образной вольт-амперной характеристикой. Время переключения прибора составляет 1,5. 10-10 с. На основе элементов из халькогенидных стекол создано постоянное ЗУ на 256 бит с возможностью электрической перезаписи и высокой плотностью упаковки структуры, сравнимой с достигнутой плотностью в биполярной и МДП-технологии. Емкость ЗУ может возрасти до 106 бит. Эти приборы обеспечивают хранение информации без расхода энергии и считывание без разрушения, обладают симметричностью вольт-амперных характеристик и высокой радиационной стойкостью.
Наиболее перспективными из аморфных полупроводников (пленки толщиной не более 1 мкм) является S, Ge, As, Те, In, Sb, Se или их сплавы, а также диэлектрики на основе окислов этих полупроводников или окислов тугоплавких металлов переходной группы, например Gr, Ti, Та, Mo, Nb.
Аморфные материалы классифицируют следующим образом: материалы с резко изменяющимся, значением удельного сопротивления
(рис. 9.2, а );.
материалы с отрицательным дифференциальным сопротивлением до
106 Ом (рис. 9.2, б );
материалы с двумя управляемыми состояниями электропроводности (рис. 9.2, в); сопротивления этих материалов могут различаться на семь
порядков, а время переключения составляет 10-9 с;
материалы с двумя устойчивыми состояниями переключения
(рис. 9.2, г );
функциональные материалы, объединяющие свойства перечисленных материалов (рис. 2.2,2 2 д).
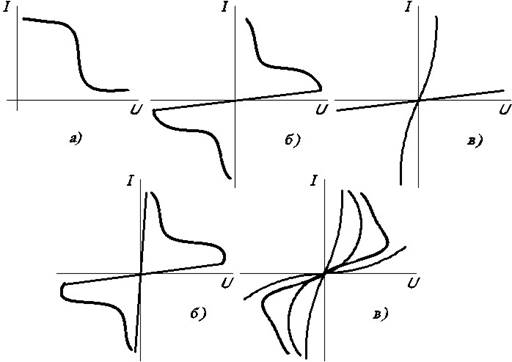
Рис. 1.1.4 Общий вид вольт-амперных характеристик различных аморфных материалов
Анализ вольт-амперных характеристик аморфных материалов показывает, что их проводимость в ряде случаев скачком изменяется на несколько порядков и сохраняется в таком состоянии неограниченно долго. Эти свойства аморфных материалов уже дали возможность построить пороговые переключатели, ячейки памяти, перестраиваемые ключи памяти с двумя устойчивыми состояниями. На основе аморфных полупроводников развиваются перспективные приборы — туннельные пленочные эмиттеры (рис. 1.1.5). По внешнему виду эти приборы почти не отличаются от конденсаторных структур типа «металл — диэлектрик — металл», однако принцип их работы иной. Пленка диэлектрика очень тонкая, способная пропускать токи до 0,01 А, верхний электрод также достаточно тонкий (не более 50 нм). Принцип работы пленочных эмиттеров следующий. Электроны из катода (толщиной порядка 0,5 мкм) попадают в диэлектрик и в зависимости от толщины аморфной пленки диэлектрика разгоняются в нем до больших скоростей либо рассеиваются со значительным потерями энергии. Толщину диэлектрика выбирают минимальной, однако такой, чтобы сохранялась сплошная структура пленки и не было частичных микропробоев диэлектрика. Рабочая толщина диэлектрика обычно не превышает 40 нм. Так называемые горячие электроны просачиваются через потенциальный барьер и мигрируют через наружный электрод в вакуум. Пленочная структура металл — диэлектрик — металл выполняет фактически функцию холодного катода, который в отличие от обычных катодов почти не шумит, обладает повышенной радиационной стойкостью и очень малыми размерами при большом токе эмиссии с единицы поверхности.
 Отметим, что интервал рабочих температур аморфных переключателей и ячеек памяти составляет от -180 до +180°С.
Отметим, что интервал рабочих температур аморфных переключателей и ячеек памяти составляет от -180 до +180°С.
Представляют большой интерес функциональные элементы с управляемым отрицательным сопротивлением на основе аморфных материалов. Эти приборы можно подразделить на две категории: 1) приборы, управляемые
| Рисунок 1.1.5. Структура накаливаемого пленочного эмиттера: 1 – подложка; 2 – алюминий, золото или вольфрам; 3 – золото; 4 – SiO2 или Al2 O3 ; 5 – алюминий; 6 – грунтующий подслой из SiO2 |
током и обладающие отрицательным дифференциальным сопротивлением (приборы с S-образной характеристикой); 2) приборы, управляемые напряжением и обладающие эффектом памяти |
(приборы с N-образной характеристикой). Первый тип приборов реализуется на пленках окислов Та, Ti, Nb, второй — на пленках диэлектриков, содержащих окислы, сульфиды и флюориды.
11. Когерентные свойства сигнала для создания ряда новых твердотельных функциональных приборов: генераторов синусоидальных колебаний, усилителей, умножителей, преобразователей частоты, фазовращателей, трансформаторов, линий задержки, нейристорных линий, логических элементов, ячеек памяти и т. д. Следует особо выделить специфическое физическое явление, основанное на квантовых когерентных свойствах носителей заряда — эффект Джозефсона. Суть его состоит в том, что через достаточно тонкую (порядка 2 нм) диэлектрическую прослойку между сверхпроводящими слоями при низких температурах даже в отсутствие разности потенциалов может протекать своеобразный туннельный ток, легко управляемый сравнительно слабыми внешними сигналами. Значения параметров приборов, основанных на этом эффекте, существенно превышают значения соответствующих параметров приборов интегральной микроэлектроники. Исследования показали, что быстродействие отдельных приборов на эффекте Джозефсона достигает 20 — 30 пс, а мощность рассеяния равна 100 нВт, т. е. во много раз меньше, чем в обычных интегральных микросхемах. Основная трудность при изготовлении таких приборов — получение стабильного диэлектрика при толщинах порядка 2 нм.
1.3 РЕЗИСТОРЫ
Классификация и конструкции
Принцип действия резисторов основан на использовании свойств материалов оказывать сопротивление проходящему электрическому току.
По назначению резисторы могут быть общего назначения, прецизионные, высокочастотные, высокомегаомные, высоковольтные и специальные, а по эксплуатационным характеристикам – термо- и влагостойкими, вибро- и ударопрочными, высоконадежными, повышенной ―высотности‖.
По виду токопроводящего элемента навесные резисторы подразделяют на группы, которым, согласно ГОСТ 13453 – 68, присваиваются обозначения. Первый буквенный индекс указывает тип резисторов (С – постоянные, СП – переменные), а второй цифровой – материал, из которого они изготовлены (1 – непроволочные, поверхностные, углеродистые и бороуглеродистые; 2 – непроволочные, поверхностные, металлопленочные, металлоокисные; 3 – непрово- лочные, поверхностные, композиционные; 4 – непроволочные,

Рисунок 1.3.1. Постоянный непроволочный резистор цилиндрической формы:
1 – колпачок с выводом, 2 – токопроводящий слой, 3 – керамический стержень, 4 – гидрофобная эмаль.
объемные, композиционные; 5 – проволочные; 6 – резисторы СВЧ).
Третий цифровой индекс означает конструктивный вариант исполнения резисторов одной группы (например, С5-5 – постоянный проволочный резистор пятого варианта исполнения). Наряду с таким обозначением некоторые резисторы ранних выпусков имеют обозначения, в основу которых были положены некоторые отличительные признаки (например, МЛТ – металлопленочный, лакированный, теплостойкий).
По характеру изменения сопротивления резисторы подразделяют на постоянные и переменные, в том числе подстроечные. Постоянные резисторы не изменяют сопротивление при сборке, настройке и эксплуатации аппаратуры, а переменные и подстроечные имеют для этой цели специальное устройство (контактный ползун, укрепляемый на поворотной или червячной оси).
При изготовлении резисторов гибридных ИС из-за малых размеров полосок часто не удается получить требуемое расчетное сопротивление. Поэтому механическими способами или лазерным лучом, уменьшая ширину полоски, подгоняют сопротивление резисторов под заданный номинал.
Рассмотрим типичные конструкции постоянных и переменных резисторов различных групп.
По с т о я н н ы й н е п р о в о л о ч н ы й п о в е р х н о с т н ы й р е з и с т о р ц и л и н д р и ч е с к о й ф о р м ы, характерный для групп С1, С2 и СЗ (рис. 1.3.1), представляет собой круглый керамический стержень 3, на внешнюю поверхность которого нанесен тонкий (от долей до единиц микрометра) токопроводящий слой 2. На оба конца стержня насажены латунные колпачки 1 с аксиальными (чаще всего) выводами. Для защиты от внешней среды резистор покрывают гидрофобной (водоотталкивающей) эмалью 4, а выводы облуживают. Цвет эмали обычно обозначает ту или иную группу резисторов (например, красный – группу С2). Токопроводящий слой низкоомных резисторов (не более 200 – З00 Ом) сплошной, а резисторов с более высокими сопротивлениями – с нарезкой; причем чем выше сопротивление, тем мельче шаг нарезки.
П о с т о я н н ы й н е п р о в о л о ч н ы й о б ъ е м н ы й р е з и с т о р п р я м о у-
г о л ь н о й ф о р м ы, характерный для группы С4 (рис. 67), представляет собой стержень из токопроводящей композиции 4 с проволочными аксиальными выводами 1, которые опрессованы стеклоэмалевой
(стеклокерамической) оболочкой 2. Такая конструкция весьма устойчива к механическим воздействиям и влиянию влаги.

Рисунок 1.3.2. Постоянный непроволочный резистор прямоугольной формы:
1 – проволочный вывод, 2 – етеклоэмалевая оболочка, 3 – эмалевое покрытие,
4 – токопроводящая композиция
П о с т о я н н ы й п р о в о л о ч н ы й р е з.и с т о р, характерный для группы С5, представляет собой изоляционный каркас, на который намотана проволока (или микропроволока в стеклянной изоляции),. имеющая высокое удельное сопротивление. Каркас выполняют из керамики или нагревостойкой пластмассы, а обмотка из манганина, константана или нихрома может быть однослойной, многослойной, простой и специальной, секционированной и несекционированной. Снаружи резистор покрывают термостойкой эмалью, опрессовывают пластмассой либо герметизируют металлическим корпусом, закрываемым с торцов керамическими шайбами. Резистор может быть цилиндрической или прямоугольной формы.
П о с т о я н н ы й н и т о ч н ы й р е з и с т о р, характерный для групп микромодульных резисторов С2-12 и СЗ-З, представляет собой стержень из стекловолокна с нанесенными на его поверхность тонкими слоями сплавов олова или токопроводящей композиции и применяется при конструировании ГИС. Ниточные резисторы приклеивают к контактным площадкам подложек токопроводящим клеем-контактолом.
П о с т о я н н ы й т о н к о п л е н о ч н ы й р е з и с т о р ГИС представляет собой напыленный через специальную маску на ситалловую или поликоровую подложку тонкий (не более 1 мкм) слой проводникового материала в виде прямоугольной полоски или ―меандра‖ (рис. 1.3.3). Для защиты от окисления на эти резисторы часто напыляют слой моноокиси кремния или покрывают их гидрофобным лаком.
П о с т о я н н ы й т о л с т о п л е н о ч н ы й р е з и с т о р ГИС изготовляют нанесением через трафарет (маску) специальных паст на основе благородных металлов. Пасту втирают специальным инструментом (ракелем) в керамическую подложку (керамика 22"С), а затем вжигают, получая резисторы прямоугольной формы с шириной полоски на порядок большей, чем у тонкопленочных.

Рисунок 1.3.3 Подложка с тонкоплѐноч- ными резисторами, проводниками и контактными площадками: Рисунок 1.3.4 Переменный
 1,2 – низкоомный и высокоомный непроволочный резисторы прямоугольной формы. резистор круглой формы:
1,2 – низкоомный и высокоомный непроволочный резисторы прямоугольной формы. резистор круглой формы:
3 – высокоомный резистор типа «меандр», 4 – ситаловая подложка толциной 0,5-0,6 мм, 5 – высокоомный составной резистор,
6 – контактная площадка.
Рисунок 1.3.4
1 подвижный контакт, 2 – пластмассовый корпус,3 – токопроводящий элемент, 4 – вывод, 5 – ограничитель угла поворота, 6 – заклѐпка,
7 – расчеканенный торец оси,
8 – подвижная часть.
Рисунок 1.3.5 Переменный проволочный
резистор.
Сильноточные переменные проволочные резисторы (рис. 1.3.5) отличаются по материалам и способам установки от слаботочных и подстроечных как круглой, так и прямоугольной формы. В пластмассовом корпусе 7 с помощью цанговой втулки 3 укреплена поворотная ось 2 с кольцом-ползуном 4, которое при повороте оси скользит по ―зачищенному‖ сверху проводу обмотки 9, укрепленной на гетинаксовой (или металлической оксидированной) дугообразной пластине 6.
Основные параметры
Номинальное сопротивление R ном и его допустимое отклонение ±δR.
Сопротивление резисторов (Ом) в общем случае определяется формулой
R = р1/S,
где р и S – удельное электрическое сопротивление, Ом • мм2 /м, и площадь
поперечного сечения, мм2 , токопроводящего элемента; 1 – длина пути прохождения тока, м.
Сопротивление поверхностных резисторов цилиндричесхой формы без спиральной нарезки и с нарезкой
R = рl/(πD1 h); R = рN πD2 /[(t-a)h];
где 1 – длина образующей цилиндра резистора без нарезки, м; h – толщина токопроводящего слоя, мм; D1 и D2 – наружные диаметры керамических стержней соответственно в мм и м; N , t и а – число витков, шаг и ширина спиральной нарезки, мм.
Сопротивление объемных резисторов прямоугольной формы
R = рl/(bc);
где 1, b и с – длина, ширина и высота композиционного стержня, мм.
Сопротивление проволочных резисторов
R = 4рl/(πd2 ); где 1 и d – длина, м, и диаметр, мм, проволоки.
Сопротивление непроволочных переменных резисторов с токопроводящей ―подковкой‖
R = р(r1 +r2 ) πφ/[(r1 +r2 ) h*360];
где р – удельное поверхностное электрическое сопротивление
композиции, Ом • см; r1 и r2 – внешний и внутренний радиусы ―подковы‖, см; θ – угол, соответствующий повороту ползуна на конкретную длину токопроводящего слоя, град.
Сопротивление тонкопленочных резисторов ГИС
R = р ٱ l/b;
где р ٱ – удельное электрическое сопротивление пленки металла или сплава, пасты, отнесенное к произвольному квадрату ее поверхности, Ом/ٱ; 1 и b – длина и ширина пленочного резистора, мм.
Номинальное сопротивление резистора обычно указано маркировкой на нем. Для резисторов широкого назначения, согласно ГОСТ 10318 – 74, существует шесть рядов номинальных сопротивлений. Е6, Е12, Е24, Е48, Е96 и Е192. Цифра указывает число номинальных значений в данном ряду, которые зависят от допустимого отклонения сопротивления резистора и его номинала. Допустимые в ГОСТ 9б64--74 отклонения сопротивления от номиналов даны (в процентах) рядом чисел: ± 0,01; ± 0,02; ± 0,05; ± 0,1,. ± 0,2,. ± 0,5,. ± 1,. ± 2,. ± 5,. ± 10., ± 20,. ± 30. Прецизионные резисторы имеют допустимые отклонения сопротивления не хуже ± 2%, резисторы общего назначения – ± 5%; ± 10%; и ± 20% а переменные – до ± 30%.
Номинальная мощность рассеивания Рном Под этой величиной понимают максимально допустимую мощность, которую резистор может длительное время рассеивать при непрерывной электрической нагрузке в заданных условиях эксплуатации, сохраняя параметры в установленных ТУ пределах. Эта величина зависит от температуры окружающей среды и приложенного напряжения, что отражается ТУ на резисторы в зависимостях коэффициента нагрузки k= Рдоп / Рном от этих двух факторов.
Согласно ГОСТ 9663 – 61, значения Р ном (Вт) выбирают из ряда 0,01; 0,025; 0,05; 0,125; 0,25; 0,5; 1; 2; 5; 8; 10; 16; 25; 50; 75; 100; 160; 250; 500. Как правило, чем выше номинальная мощность рассеивания, тем больше габариты резисторов. В большинстве блоков РЭА и ЭВА применяют резисторы, номинальная мощность рассеивания которых не выше 2 Вт. При этом следует учесть, что для надежного функционирования аппаратуры коэффициент нагрузки обычно выбирают не более 0,3.
Предельное рабочее напряжение U пр . Максимально допустимое напряжение, приложенное к выводам резистора, которое не вызывает превышения
норм ТУ на электрические параметры, называют предельным рабочим напряжением. Эта величина обычно задается для нормальных условий эксплуатации и зависит от длины резистора, шага спиральной нарезки, температуры и давления окружающей среды. Чем выше температура и ниже атмосферное давление, тем вероятнее тепловой или электрический пробой и отказ резистора.
Температурный коэффициент сопротивления (ТКС). Этот параметр характеризует относительное изменение сопротивления резистора при изменении температуры окружающей среды на 1о С и выражается в 1 о С:
ТКС = дR/(R0 дt),
где д R – абсолютное изменение сопротивления резистора, Ом, в диапазоне температур дt = t – t0 , о С; R0 – сопротивление резистора (Ом) при нормальной температуре t0 ; t – положительная или отрицательная предельная температура эксплуатации резистора по ТУ, о С.
Значения ТКС для группы резисторов С1 не превышают – (5 ÷ 20)*104 1/о С, для группы С2 – ± (7 ÷ 16) *104 1/о С,. для группы С3 – + (10 ÷ 25) *104 1/ о С, для группы С4 – ( – 20 ÷ + 6) *104 1/ о С. и для группы С5 – ( – 5÷ + 10) *104 1/ о С, в том числе для прецизионных + (0,15 ÷ 1,5)*104 1/ о С. Для большинства групп резисторов эта величина является линейной, а в случаях, когда она изменяется по резко нелинейному закону, в ТУ указывают не ее, а предельные относительные изменения сопротивления при крайних значениях рабочих температур. Значение и знак ТКС определяются в основном температурным коэффициентом удельного сопротивления - (ТКр) материала токопроводящего слоя. Так, проволочные резисторы имеют малый положительный ТКС; углеродистые – отрицательный среднего значения (с увеличением температуры увеличивается контактируемость «зерен» слоя и сопротивление уменьшается); полупроводниковые – большой отрицательный (уменьшается сопротивление р-n-переходов), а металлизированные и композиционные – знакопеременный средний и большой (в зависимости от того, что преобладает: контактируемость «зерен» или увеличение сопротивления под действием хаотического движения электронов в «зернах»).
Шумы. При приложении к резисторам постоянного или переменного напряжения в них наблюдаются шумы. Шум представляет собой переменную составляющую, накладываемую на постоянный уровень напряжения резистора, что создает помехи для прохождения сигнала и ограничивает, в частности, чувствительность радиоприемных трактов РЭА. Особенно вредны шумы резисторов, используемых во входных цепях радиоприемников, так как они усиливаются вместе с принимаемым полезным сигналом.
Собственные шумы резисторов имеют двоякую структуру. Это так называемые тепловые и токовые шумы. Тепловые шумы возникают под действием хаотического движения электронов в токопроводящем слое («броуновское движение»), что приводит к случайным микроизменениям сопротивления резистора и, следовательно, к появлению переменных пуль- саций напряжения на нем. Тепловые шумы при увеличении температуры возрастают. Они- присущи всем видам резисторов, но по значению меньше токовых и поэтому характерны лишь для проволочных резисторов, в которых ―токовые‖ шумы отсутствуют.
![]() Злектродвижущая сила (мкВ) тепловых шумов Еш.т.= 4kТКдЕ,
Злектродвижущая сила (мкВ) тепловых шумов Еш.т.= 4kТКдЕ,
где-k – постоянная Больцмана, равная 1,38 • 10-23 Дж/К; Т – температура, К; R – сопротивление, Ом; дF – полоса частот применяемого резистора, Гц.
Токовые шумы возникают в резисторах с зернистой структурой – углеродистых, металлизированных и композиционных. Прохождение тока носит случайный характер и наиболее вероятно там, где в данный момент соприкасаемость «зерен» повышена. Уровень токовых шумов, мкВ/В, определяется отношением действующего значения случайной составляющей Е, к постоянному напряжению U, приложенному к резистору: D = Еш.т. /U. С увеличением приложенного напряжения токовые шумы возрастают.
Наиболее шумящими резисторами являются композиционные, поэтому применение их во входных цепях приемных устройств ограничено. По уровню токовых шумов резисторы делятся на следующие группы: С1 и С2 < 1,5 мкВ/В, С3 ( 40 мкВ/В; С4 < 45 мкВ/В. Проволочные резисторы группы С5, как уже отмечалось, обладают лишь тепловыми шумами, гораздо меньшими (на порядок), чем токовые.
Частотные свойства резисторов. При работе резисторов в диапазоне ча- стот сопротивление может изменяться относительно его номинала при постоянном токе, что приводит к изменению выходных параметров и устойчивости работы функциональных узлов, блоков и РЭА в целом. Эти изменения, особенно для мегагерцевого диапазона частот, могут составлять единицы децибел.
В общем случае упрощенная эквивалентная схема резистора для высоких частот (рис.71) кроме собственно активного сопротивления R включает реактивные составляющие – индуктивности L’пар и L"пар и емкость Спар . Так как они ухудшают частотные свойства резисторов, их часто называют паразитными. В различных типах резисторов паразитные индуктивности и емкость образуются по-разному, поэтому и меры, предусматривающие их уменьшение, также отличаются. Более подробно мы рассмотрим это при описании конкретных типов резисторов. В проволочных резисторах паразитные индуктивности образуются в обмотке провода и в выводах, а паразитная емкость - между витками обмотки.

Рисунок 1.3.6 Эквивалентная схема резистора для высоких частот Проволочные резисторы по сравнению с непроволочными гораздо менее высокочастотны и применение их без принятия специальных мер ограничивается областью постоянного тока и диапазоном звуковых частот.
![]() С увеличением частоты, как известно, индуктивная составляющая полного сопротивления растет, а емкостная уменьшается, поэтому сопротивление проволочного резистора может в принципе изменяться и в ту и в другую сторону. Однако с увеличением частоты сопротивление проволочного сопротивления резистора всегда увеличивается. Объясняется это и другой более важной причиной– действием поверхностного эффекта. С увеличением частоты переменного поля в толще проводника индуцируются токи (токи Фуко), которые вытесняют проходящий переменный ток
на поверхность проводника. При этом действующее сечение проводника по сравнению с его сечением для постоянного тока (полным сечением) уменьшается и в проводниках круглого сечения принимает форму кольца, образованного разностью между внешним диаметром проволоки d
и диаметром, равным d –
хэ
,.
С увеличением частоты, как известно, индуктивная составляющая полного сопротивления растет, а емкостная уменьшается, поэтому сопротивление проволочного резистора может в принципе изменяться и в ту и в другую сторону. Однако с увеличением частоты сопротивление проволочного сопротивления резистора всегда увеличивается. Объясняется это и другой более важной причиной– действием поверхностного эффекта. С увеличением частоты переменного поля в толще проводника индуцируются токи (токи Фуко), которые вытесняют проходящий переменный ток
на поверхность проводника. При этом действующее сечение проводника по сравнению с его сечением для постоянного тока (полным сечением) уменьшается и в проводниках круглого сечения принимает форму кольца, образованного разностью между внешним диаметром проволоки d
и диаметром, равным d –
хэ
,.
Величину хэ ≈1/2 р/(fµ) называют глубиной (мм) проникновения высокочастотного тока в проводник (где р – удельное объемное сопротивление, Ом • мм2 /м; f – частота переменного тока, МГц; µ – относительная магнитная проницаемость). Чем выше частота, тем меньше хэ ,.
и площадь кольца и тем больше сопротивление проволочного резистора.
В непроволочных резисторах действием поверхностного эффекта можно. пренебречь, так как они имеют зернистую структуру и диаметр зерен, как правило, гораздо меньше глубины проникновения. Для них частотные зависимости сопротивления в основном определяются паразитными емкостью и индуктивностью. В непроволочных резисторах без спиральной нарезки (низкоомных) сопротивление увеличивается с частотой, так как в их эквивалентной схеме нет паразитной емкости, а есть паразитная индуктивность. Для непроволочных резисторов со спиральной нарезкой, на- оборот, влиянием паразитной индуктивности можно пренебречь. Уменьшение сопротивления обусловлено шунтирующим действием паразитной емкости, образуемой как распределенная емкость в пазах нарезки. Чем толще поверхностный токопроводящий слой, выше диэлектрическая проницаемость покрытия и больше число витков нарезки, тем больше паразитная емкость и хуже частотные свойства резистора.
Нелинейные свойства резисторов. Сопротивление резистора может изменяться также в зависимости от режима его работы (приложенного напряжения, протекающего тока, вида переменного поля – непрерывный или импульсный режим). При этом изменения сопротивления выражаются в процентах на единицу напряжения или тока либо просто в процентах при переходе на единицу напряжения или тока либо просто в процентах при переходе от непрерывного режима к импульсному и оцениваются соответственно коэффициентами напряжения, нагрузки или коэффициентом импульсной нагрузки.
Резисторы общего назначения
Резисторы общего назначения используются в качестве элементов аппаратуры средней точности (5 – 20%) и имеют номинальные значения сопротивления от единиц ом до 10 МОм, рабочие напряжения в пределах сотен вольт, диапазон номинальных мощностей рассеивания от 0,125 до 2 Вт и вьше, частотный диапазон до десятков мегагерц, среднее значение ТКС порядка 103 1/o С и изменяют сопротивление к концу срока службы (хранения) не более чем на ±10%.
Резисторы этой группы используются в РЭА широкого потребления, а также в электрических цепях аппаратуры специального назначения, к которым не, предъявляют повышенных требований точности, стабильности и высокочастотности, в качестве анодных и коллекторных нагрузок, сопротивлений утечки и смещения в цепях эмиттера, базы, истока и стока, шунтов колебательных контуров и др.
Постоянные резисторы. Среди множества типов резисторов, выпускаемых промышленностью, большинство является постоянными общего назначения. В их конструкциях используются практически все виды токопроводящих элементов. Так как резисторы, применяемые в микроэлектронной аппаратуре, должны иметь малые массу. и габариты, постепенно исчезают резисторы больших номинальных мощностей рассеивания и, наоборот, появляются резисторы милливаттных мощностей. Учитывая это, рассмотрим постоянные резисторы общего назначения, номинальная мощность которых не превышает 2Вт.
Угл е р од и с т ы е р е з и с т о р ы , предназначенные для цепей постоянного, переменного и импульсного токов радиотехнической и электронной аппаратуры, изготовляются термическим испарением гептана на керамические цилиндрические стержни, имеют радиальные или аксиальные выводы и являются резисторами поверхностного типа. Снаружи резисторы покрыты гидрофобной эмалью зеленого цвета и выпускаются обычного и тропического исполнения. Большинство этих резисторов имеют максимальную рабочую температуру 100о С и рабочую температуру 40 о С, при которой допустим коэффициент нагрузки, равный единице; для резисторов тропического исполнения эти температуры соответственно равны 125 и 70 о С.
Резисторы этой группы достаточно высокочастотны, так как обладают небольшой паразиткой емкостью в витках нарезки из-за меньшей толщины токопроводящего слоя (сотые доли микрометра), малогабаритны и стабильны
(их ТКС средний и всегда отрицательный). Однако из-за широкого применения металлопленочных и быстрого развития микропроволочных высокостабильных резисторов, некоторые типы которых по массе и габаритам не уступают углеродистым, их применение ограничено.
В настоящее время выпускаются углеродистые резисторы С1, предназначенные для работы в условиях сухого и влажного тропического климата, габариты и масса которых значительно меньше, чем у ранее выпускаемых резисторов ВС. Кроме того, они более влагостойки и менее подвержены обрастанию плесневыми грибками.
Металлопленочные резисторы, предназначенные для цепей постоянного, переменного и импульсного токов аппаратуры нормального и тропического исполнения, тепло и влагостойкости, обладают повышенной механической прочностью и часто используются в РЭА. широкого и специального назначения, особенно малогабаритной, так как по размерам они совместимы с ИС. Эти резисторы обладают лучшими электрическими параметрами, чем углеродистые и композиционные при сравнительно небольшой стоимости, что объясняет их широкое применение.
Основанием металлопленочных резисторов служат керамические стержни, на которые наносят термическим испарением пленки (толщиной от десятых долей до единиц микрометра) специальных сплавов, оксидов металлов и металлодиэлектриков. Резисторы имеют аксиальные выводы и снаружи покрыты гидрофобной эмалью, как правило, красного цвета.
По сравнению с углеродистыми металлопленочные резисторы при одной и той же номинальной мощности рассеивания имеют меньшие габариты, так как они в результате применения в качестве токопроводящего слоя оксидов металлов или сплавов, а не углерода более теплостойки. Применение температуростойкого покрьттия обеспечивает им повышенную влагозащиту. Недостатками металлопленочных резисторов являются сравнительно небольшая стойкость к импульсной нагрузке и меньший частотный диапазон, чем у углеродистых. Объясняется это большей толщиной токопроводящего слоя, ввиду чего в нарезке возникают локальные перегревы, разрушающие его края, а также увеличивается паразитная межвитковая емкость.
Основными типами металлопленочных резисторов, применяемых в настоящее время, являются МЛТ, ОМЛТ, МТ, МТЕ и группы С2. Металлизированные резисторы МТ и МТЕ имеют немного более вытянутую форму, чем резисторы МЛТ и ОМЛТ, и более теплостойки. Металлоокисные резисторы, С2-6 способны работать до температуры + 300 о С, станатные (из сплава олова) ниточные микрорезисторы С2-12 применяют в гибридных ИС.
К о м п о з и ц и о н н ы е р е з и с т о р ы, используемые для тех же целей, что углеродистые и металлопленочные, пригодны для работы в условиях сухого и влажного тропического климата. Отличительными особенностями этих резисторов являются высокая вибропрочность, обеспечиваемая запрессовкой выводов в основание, большой уровень собственных шумов до 10мкВ/В) и зависимость сопротивления от приложенного напряжения. Число типов в этой группе невелико.
Композиционные ниточные резисторы С3-3 длиной 3 и 6 мм, шириной 0,45 мм и толщиной 0,8 и 1 мм используются для установки на подложках гибридных ИС.
Резисторы группы С4 и ранее выпускаемые ТВО (тепло- и влагостойкие объемные) имеют прямоугольную форму. Объемный токопроводящий слой запрессован в стеклоэмалевую или стеклокерамическую оболочку (см. рис. 67). Эти резисторы имеют сравнительно малые габариты и массу и хорошо компонуются на печатных платах. Номинальная мощность рассеивая резисторов ТВО до 60 Вт. Резисторы С4-1 длиной от 13,5 до 36,5 мм, высотой от 4 до 6 мм и шириной от 2,2 до 5 мм – наиболее теплостойкие (до 350 о С).
П р о в о л о ч н ы е р е з и с т о р ы обладают повышенной температурной стабильностью и термостойкостью. Основные недостатки этих резисторов – ограниченный диапазон значений сопротивлений (до сотен кОм) и довольно высокая стоимость.
Резисторы ПЭ, ПЭВ, ПЭВР, ПЭВТ (ПЭ – проволочные эмалированные, В – влагостойкие, Р – регулируемые с хомутиком, Т – термостойкие) предыдущих выпусков и их современные модификации – резисторы С5-35, С5-36, С5-37В – имеют значительные мощности рассеивания (до 100 Вт), большие массы (до 300 г) и габариты и применяются в силовых установках (например, в выпрямителях).
Резисторы С5-31 (микропроволочные микроминиатюрные) применяются в микроэлектронной аппаратуре, например в радиоприемных трактах, вычислительных устройствах, и устанавливаются непосредственно на подложках гибридных ИС.
Переменные резисторы. В радиовещательной и телевизионной аппаратуре в качестве регуляторов громкости, тембра, яркости, контрастности, частоты строк и кадров, размеров телевизионного изображения и для других целей используют переменные резисторы общего назначения. Кроме того, эти резисторы служат регуляторами параметров, зависящих от протекающего тока или снимаемого напряжения в производственной, медицинской и другой специальной аппаратуре. Так как во всех случаях они выполняют роль регулировочных элементов, необходимых при эксплуатации аппаратуры, к ним предъявляют требования удобства использования, плавности изменения сопротивления по тому или иному закону (линейному, логарифмическому, экспоненциальному), надежности и быстрой замены при ремонте.
 Кроме регулировочных переменных резисторов общего назначения для настройки и регулировки радиоаппаратуры, особенно массового выпуска, при ее изготовлении используют подстроечные малогабаритные резисторы.
Кроме регулировочных переменных резисторов общего назначения для настройки и регулировки радиоаппаратуры, особенно массового выпуска, при ее изготовлении используют подстроечные малогабаритные резисторы.
Эти резисторы обычно устанавливают внутри корпуса радиаппаратуры
и после ее
настройки и регулировки их оси законтривают нитроэмалью.
Рисунок 1.3.7 Переменные непроволочные
резисторы общего назначения: а – сп3-19а, 6 – сп3-28, в– СП4-3-0,125
Композиционные непроволочные переменные резисторы общего назначения имеют характерные конструкции, одна из которых была показана на рис. 69. Однако разнообразие таких дополнительных признаков, как одинарная или спаренная конструкция, с выключателем и экраном или без них, радиальные или аксиальные, жесткие или гибкие выводы, одинарная или двойная ось, со стопором оси или без него обусловило наличие большого числа различных по форме, габаритам и массе типов этих резисторов (рис.
1.3.7 , а – в).
Резисторы СП2-6 (поверхностные металлизированные) имеют цилиндрический корпус диаметром 16 мм и длиной 15,9 мм с аксиальными выводами на одном из торцов, выполняются одинарными со сплошными или полными валами осей со шлицами либо сдвоенными с концентрическими валами.
Переменные резисторы СП3 и ранее выпускаемые СП (композиционные поверхностного типа) имеют корпус-экран, радиальные выводы и токопроводящий элемент в виде подковообразной пластины из гетинакса с нанесенной на одну из ее сторон токопроводящей композицией. Они могут быть одинарными и спаренными, с выключателем и без него, со стопором оси и без него. Резисторы СП3-1а и СП3-1б (бескорпусные), со штампованными полугибкими выводами предназначены в качестве подстроечных для аппаратуры массового выпуска на печатном монтаже.
Резисторы СП3-10М, используемые как регулировочные, выполняются в трех вариантах: сдвоенные с независимым вращением осей, сдвоенные с выключателем и одинарные с двухполюсным выключателем. Диаметр этих резисторов 29 мм, а масса от 35 до 71 г. Резисторы СП3-19 (подстроечные малогабаритные керметные) предназначены для специальной аппаратуры и имеют небольшие массу и. габариты, большую номинальную мощность и повышенную стабильность сопротивления. Резисторы СПЗ-28 (подстроечные бескорпусные) имеют форму квадрата со стороной 4,5 х 4,5 мм, высоту не более 1,5 мм и массу не более 0,2 г.
Резисторы СП4 и ранее выпускаемые СПО (объемные) имеют запрессованный в керамическое основание объемный токопроводящий элемент на органической связке и армированные в основании аксиальные штыревые выводы.

Рисунок 1.3.8. Переменные проволочные резисторы общего назначения:
а – СП5-2В, б – СП5-3В, в – СП5-16ВА-0,25, г – СП5-20В
Проволочные переменные сильноточные и слаботочные резисторы (1.3.8, а – г) используются в качестве регулировочных и подстроечных элементов при эксплуатации и настройке РЭА.
Сильноточные резисторы прежних выпусков ППБ и ППБЕ (проволочные переменные бескаркасные) имеют резистивный элемент, получаемый намоткой изолированного провода на триацетатную пленку с последующим ее сплющиванием и сушкой.
Резисторы СП5-16, СП5-1В, СП5-4В (слаботочные подстроечные) соответственно круглой и прямоугольной формы, имеют армированные в пластмассовом основании жесткие выводы. Сопротивление резистора СП5-16 изменяют, вращая изоляционный винт, который вращает ползун по намотанному на медный кольцевой каркас проводу, а резистора СП5-1В(4В) – с помощью пары: микрометрический винт – изоляционная гайка, т. е. ползуном, который прямолинейно перемещается по проводу, намотанному по образующей на цилиндрический алюминиевый каркас. Применение медных и алюминиевых оксидированных каркасов улучшает частотные свойства резисторов, так как в результате появления в них токов Фуко возникают переменные поля, обратные по направлению полю намотки.
Наиболее распространенными из проволочных подстроечных резисторов с подстроечным винтом, вращающим роторный диск (ползун), являются резисторы СП5-2, СП5-3 и их разновидности. Эти резисторы имеют форму квадрата со стороной не более 13 мм, высота – не более 6,4 мм. Выводы резистора СП5-2 – от корпуса штыревые длиной 6,5 мм, а у СП5-3 – со среза одного из торцов гибкие залуженные.
Резисторы СП5-20В в форме цилиндра диаметром 23 мм и длиной от 25 до 37 мм имеют радиальные выводы.
Прецизионные резисторы
Прецизионными являются резисторы повышенной точности ±(0,05 ÷ 5)% и стабильности (ТКС≈10-4 1/о С), номинальные сопротивления которых составляют от 1 Ом до 1 МОм, предельные рабочие напряжения – не более сотен вольт, диапазон номинальных мощностей рассеивания – от 0,05 до 2 Вт, частотный диапазон - до единиц мегагерц, а изменение сопротивления к концу срока службы – несколько процентов.

Рисунок 1.3.9. Прецизионные резисторы:
а – С2-31, б – С5-5-1, в – С5-41, г – С5-53.
Прецизионные резисторы применяют в точной измерительной аппаратуре и ответственных цепях аппаратуры специального назначения, а также как элементы магазинов сопротивлений, в цепях делителей и шунтов повышенной точности и в качестве различных датчиков и нагрузок схем, некоторые их типы показаны на Рисунке 1.3.9, а – г.
Прецизионные резисторы могут быть проволочными и непроволочными. В обоих случаях для обеспечения их высокой точности выполняют технологическую подгонку под заданный допуск номинального сопротивления. В первом случае изменяют число витков при намотке, а во втором – юстируют токопроводящий элемент, например дополнительно нарезая витки на каркасе. Чтобы обеспечить высокую стабильность прецизионных резисторов, используют разные способы. В непроволочных резисторах уменьшают перегрев токопроводящего слоя, увеличивая поверхность теплоотдачи, резисторы подвергают длительной электротермотренировке. Очевидно что эти меры не являются наиболее рациональными, поэтому в настоящее время используется лишь ограниченное количество непроволочных прецизионных резисторов: из ранее выпущенных типов – УЛИ (углеродистые лакированные для измерительной техники) и БЛП (бороуглеродистые лакированные прецизионные) и выпускаемые в настоящее время С2-13, С2-14.
В качестве прецизионных резисторов наиболее часто используют проволочные, которые изготовляют из проволоки, имеющей положительный малый температурный коэффициент удельного сопротивления, а также не изменяющей своих свойств в процессе старения и слабо подверженной действию окружающей среды.
Основными недостатками проволочных резисторов являются довольно высокая стоимость, большие габариты и часто ограниченный частотный диапазон. Однако развитие микрометаллургии (получение микропровода в стеклянной изоляции) позволило изготовлять проволочные резисторы, габариты которых сравнимы с габаритами прецизионных непроволочных резисторов и даже меньше. В результате принятия ряда конструктивных мер (встречная намотка, намотка двойным проводом, применение металлических каркасов) паразитные индуктивность и емкость проволочных резисторов могут быть сведены к необходимому минимуму, а тем самым может быть обеспечена работа этих резисторов в мегагерцевом диапазоне.
Резисторы ПКВ (проволочные на керамическом каркасе влагостойкие), предназначенные для работы в условиях высокой влажности и повышенных температур, крепят на платах винтами, шпильками и шайбами. Так как резисторы ПКВ имеют значительные габариты и массу; применение их в малогабаритной аппаратуре нецелесообразно.
Резисторы С5 устанавливаются в микроэлектронной аппаратуре на печатных платах и подложках гибридных ИС. Резисторы С5-5 обычного и тропического исполнения выполняют намоткой с шагом манганинового провода на керамический каркас, который уплотняют кремнийорганической резиной, фторопластовой лентой и защищают металлическим кожухом, а с торцов – керамическими шайбами. Диаметр этих резисторов от 6,15 до 11,2 мм, а длина от 20 до 52 мм. Резисторы С5-15 прямоугольной формы, выполненные из микропроволоки в стеклянной изоляции, имеют самые меньшие размеры (4 х 3, 6 х 2,5 мм), массу, номинальную мощность, наиболее вибропрочны и устанавливаются на подложках гибридных ИС. Резисторы С522, предназначенные для работы в условиях высокого вакуума, имеют широкий диапазон номинальных сопротивлений и размеры 8 х 8 х 3,6 мм. Резисторы С5-25В диаметром от 7 до 11 мм и длиной от 17 до 22,5 мм в отличие от резисторов С5-5 не имеют металлического корпуса и защищены от действия внешней среды лишь компаундом. Поэтому верхний предел их рабочей температуры меньше.
Резисторы С5-41 (высокочастотные – до 1МГц) прямоугольной формы
( 27 х 10 х 3,5 мм) используются только для печатного монтажа. Резисторы С553 и С5-54, применяемые на частотах до 1кГц, имеют диаметр от 9 до 19 мм и длину от 20 до 56 мм.
Высокочастотные резисторы и резисторы СВЧ
Высокочастотными являются резисторы, не изменяющие существенно свое сопротивление на радиочастотах выше 10 МГц. Такие резисторы обладают малым сопротивлением (от единиц до сотен ом), средними точностью ± (5 ÷ 20) и стабильностью (ТКС ≈ 5 • 104 1/о С). Номинальная мощность рассеивания лежит в пределах от 0,1 – 200 Вт, рабочие напряжения не превышают сотен вольт, а сопротивление в процессе старения изменяется не более чем на 5 – 15%. Высокочастотные резисторы обычно используют при конструировании высоко и сверхвысокочастотных трактов аппаратуры в качестве согласующих нагрузок, а также в измерительной приемнопередающей и радиолокационной аппаратуре.
Главное свойство этих резисторов – высокочастотность – обеспечивается отсутствием нарезки, а в ряде случаев – проволочных выводов и покровной эмали. Отсутствие нарезки приводит к тому, что в резисторе не возникает паразитная емкость, а следовательно, его сопротивление не зависит от частоты, так как отсутствует емкостный шунт. Это ограничивает диапазон номинальных сопротивлений (не более 200 – 300 Ом), но в диапазоне СВЧ более высоких номиналов сопротивлений не требуется. Отсутствие проволочных выводов сводит к минимуму паразитную индуктивность, что также расширяет частотный диапазон использования резисторов. Наконец, отсутствие - покровной эмали уменьшает шунтирующее действие диэлектрика на токопроводящий слой и улучшает теплоотвод с поверхности резисторов рассеиваемой мощности, которая в диапазоне СВЧ является ограничивающим фактором. Некоторые типы высокочастотных резисторов приведены – на рис.
1.3.10,а, б.
Резисторы МОН (металлоокисные незащищенные) диаметром от 4,2 до 8,6 мм и длиной от 10,8 до 18,5 мм выпускаются обычного и тропического исполнения в трех вариантах: с аксиальными выводами от стержня цилиндрической формы; без выводов, той же формы, но с контактными колпачками, по торцам стержня либо с контактными поясками на его краях.
Резисторы МОУ (металлоокисные ультравысокочастотные) используются в качестве безреактивных поглотителей энергии и выполняются в виде стержней, трубок и шайб. Резисторы С2-11, конструктивно оформленные так же, как рези- сторы МЛТ, обладают повышенной ―высотностью‖, т.е. могут эксплуатироваться при значительно низких атмосферных давлениях. Резисторы С2-34 цилиндрической формы имеют диаметр от 2,2 до 4,2 мм и длину от 6 до 10,8 мм, т. е. достаточно миниатюрны и используются в высокочастотных микроузлах.

Рисунок 1.3.10. Высокочастотные, высокомегаомные, высоко- вольтные и специальные резисторы:
а – МОН-0,5, б – С5-32Т, в – КИМ-Е, г – С3-6, д – терморе- зистор СТ3-14, е – фоторезистор СФ2-5, ж – магниторезистор
Резисторы С5-32Т (микропроволочные малогабаритные) имеют длину 6 мм и диаметр 2,6 мм и обладают повышенной ―высотностью‖. Паразитная индуктивность составляет не более 0,1 мкГн. Герметизация кремнийорганическим компаундом делает их устойчивыми к воздействию нейтронного и γ-излучения.
Р е з и с т о р ы СВЧ представляют особую группу и способны работать на частотах до 10 ГГц. Эти резисторы рассчитаны на эксплуатацию в диапазоне температур от – 60 до + 85 и даже до + 125 о С при вибрационных нагрузках от 7,5 до 40 g, ударах от 35 до 150 g и пониженном атмосферном давлении от 666 до 1,33 • 10-4 Па. Резисторы С6-1, имеющие номинальную мощность рассеивания от 0,125 до 1 Вт и массу от 0,7 до 6,5 г, выполнены в виде тонкослойной (1 мм) металлизировайной пластины со стороной квадрата от 4,5 до 45,6 мм. Резисторы С6-3 диаметром 3,1 мм и длиной (с выводами) 14 мм выполнены в виде керамической трубки обычного предохранителя. Резйсторы С6-4 используются в микрополосковых гибридных ИС на частотах до 10 ГГц и выпускаются по заказам заводовизготовителей РЭА. Резисторы С6-6 предназначены для работы в диапазоне мощностей от 0,5 до 10 Вт йа частотах до 4 ГГ ц и имеют пластинчатую форму длиной от 4 до 20 мм, шириной от 3-до 6 мм, толщиной 1 мм, либо цилиндрическую диаметром от 1,5 до 4 мм и длиной от 12 до 24 мм.
Высокомегаомные и высоковольтные резисторы Резисторы специального назначения
В ы с о к о м е г а о м н ы е р е з и с т о р ы, отличительной особенностью которых является низкий уровень номинальной мощности рассеивания (порядка десятков милливатт и меньше), имеют сопротивление от единиц – десятков мегаом до тысячи гигаом. Точность этих резисторов ± (5 ÷ 30) %, ТКС≈10-3 1/о С, рабочие напряжения – сотни вольт, изменение сопротивления к концу срока службы 10 – 30%. Высокомегаомные резисторы применяют в измерительной РЭА (для измерения весьма слабых токов низкой частоты, в дозиметрах излучений и д.р.).
Повышенные значения сопротивлений высокомегаомных резисторов получают применением композиций со значительным удельным сопротивлением в виде тонких пленок, что ограничивает мощность, рассеиваемую на поверхности резисторов, до единиц – долей милливатт.
В ы с о к о в о л ь т н ы е р е з и с т о р ы, имеют предельные рабочие напряжения порядка.десятков киловольт; номинальные сопротивления – сотни килоом – десятки гигаом, точность 10 – 20%, ТКС = 10-3 1/о С и изменяют сопротивление к концу срока службы на 10 – 25%. Номинальная мощность рассеивания колеблется от десятков милливатт до десятков ватт. Эти резисторы применяют в высоковольтных цепях передающей и другой РЭА в качестве делителей напряжения, поглотителей и др, некоторые типы высокомегаомных и высоковольтных резисторов приведены – на рис. 78, в, г.
Высокомегаомные резисторы КИМ-Е (композиционный изолированный малогабаритный), номинальная мощность рассеивания которых равна 0,125 и 0,05 Вт, имеют соответственно длину 8 и 3,8 мм и диаметр 2,5 и 1,8 мм. Примерно аналогичны по конструкции резисторы С3-10.
Высоковольтные резисторы С3-6 цилиндрической формы с радиальными выводами, номинальная мощность рассеивания которых равна 0,5 и 1 Вт, имеют соответственно диаметр 5,7 и 9,5 мм и длину 26 и 47 мм. Резистор С314 может быть как высоковольтным, так и высокомегаомным. Во втором случае его предельные рабочие напряжения не превышают 350 В (при номинальной мощности рассеивания от 0,01 до 0,125 Вт).
Резисторы специального назначения (рис. 1.3.10,д – ж) основаны на принципах изменения сопротивления в зависимости от приложенного напряжения (варисторы), освещенности (фоторезисторы), температуры (терморезисторы) или мощности (термисторы). Эта группа резисторов по эксплуатационным параметрам и их диапазонам не может быть охарактеризована как единое целое. Обычно такие резисторы применяют в качестве измерителей, стабилизаторов и преобразователей различного рода сигналов в электрические сигналы и используют в аппаратуре автоматики и телемеханики, а также измерительной и индикаторной РЭА.
Резисторы интегральных микросхем
Все элементы полупроводниковых ингегральных схем транзисторы, диоды, резисторы и конденсаторы) создаются на базе р-n-переходов в теле кремниевой подложки методами, эпитаксии и диффузии. Резисторы полупроводниковых схем получают в базовой области и их сопротивление определяется ее сопротивлением, которое лежит в пределах от 25 Ом до единиц килоом. Технологическая точность резисторов не превышает ± 30%, а ТКС = ±103 ,1/о С. Резисторы толстоплѐночных микросхем получают методом шелкографии – нанесение через трафареты на поверхность керамических подложек (керамики 22ХС) специальных паст с последующим их вжиганием (методом горячей керамики). Наибольшее распространение в микроэлектронной технике специального назначения получили тонкоплѐночные микросхемы, на базе которых создаются большие гибридные интегральные схемы. Объясняется это тем, что тонкоплѐночная технология позволяет расширить пределы номинальных значений параметров элементов и получить более высокую точность, стабильность и надѐжность.
Резисторы тонкопленочных схем создают, напыляя металлы или другие токопроводящие вещества обычно на ситалловые подложки. Конфигурация резисторов определяется топологией (размещением и размерами) резистивного слоя масок, через ―окна‖ в которых проводится напыление. При этом используют как вакуумное термическое испарение, так и катодное распыление. Процесс напыления выполняют в специальных вакуумных установках.
Таблица 1.3.1. Основные параметры тонкоплѐночных резисторов
| Материал |
ρٱ Ом/ٱ |
ТКС = ±10-4 ,1/о С |
Р0 , мВт/мм2 |
| МЛТ-3М Тантал Керметы Силициды |
200-500 300-1000 2000-10000 4000-5000 |
±(1,2÷2,4) ±(0,1÷1) ±(0,5÷7) - |
10 30 20 10 |

Рисунок 1.3 11. Геометрия тонкопленочного резистора типа ―меандр‖:
1ср и b – средняя длина и ширина резистора, t, a, L и В – шаг, расстояние между звеньями, длина и ширина меандра
Маски могут быть металлическими и фоторезистивными. Фоторезистивные маски получают методом фотолитографии, разрешающая способность которого составляет единицы микрометра. Однако из технологических и точностных соображений минимально допустимую ширину ―окна‖ в маске выбирают равной 50-100 мкм. Для напыления резисторов применяют сплав МЛТ-ЗМ, тантал, керметы и силициды. Основным параметром напыляемого материала является сопротивление квадрата его поверхности ρٱ = ρυ /d, где ρυ - удельное обьѐмное сопротивление, Ом • см; d – толщина напыляемой пленки, см. Важными параметрами для, расчета тонкопленочных резисторов являются также ТКС и удельная мощность рассеивания Р0 . Основные параметры тонкопленочных резисторов, получаемых на основе различных напыляемых материалов, приведены в табл. 1.3.1. Тонкопленочные резисторы могут иметь форму полоски или меандра (рис. 79) и обладают рядом преимуществ перед полупроводниковыми: они более стабильны (± 10-4 1/о С), точны (до ± 5%) и имеют диапазон номиналов сопротивлений до 100 кОм, который обычно ограничивается в пределах от 50 Ом до 50 кОм.
1.4 КОНДЕНСАТОРЫ
Классификация и конструкции
Принцип действия конденсатора основан на способности накапливать на обкладках электрический заряд при приложении к ним разности потенциалов. По назначению конденсаторы делят на контурные, блокировочные, разделительные, фильтровые, термокомпенсирующие и подстроечные, а по характеру изменения емкости – на постоянные, переменные и полупеременные.
По материалу диэлектрика различают три вида конденсаторов : с газообразным, жидким и твѐрдым диэлектриком. К первому относят переменные и полупеременные воздушные конденсаторы и газонаполненные постоянные, а ко второму – маслонаполненные и с синтетической жидкостью, которые ограниченно применяют в радиоаппаратуре. Широкое распространение и наибольшее количество типов имеют конденсаторы третьего вида. В зависимости от материала диэлектрика их подразделяют на группы, присваивая сокращенные обозначения : керамические на номинальное рабочее
Напряжение до 16000 В (К10) и выше 1600 В (К15); стеклянные (К21), стеклокерамические (К22), стеклоэмалевые (К23); слюдяные (К31); бумажные с фольговыми обкладками на напряжение до 2 кВ (К40) и выше 2 кВ (К41), а также бумажные с металлизированными обкладками (К42); электролитические фольговые алюминиевые (К50), танталовые или ниобиевые (К51) и танталовые объѐмно-пористые (К52); оксиднополупроводниковые (К53) и оксидно-металлические (К54); вакуумные (К61); полистирольные с фольговыми и с металлизированными обкладками плѐночные (К70) и (К71); фторопластовые плѐночные (К72); полиэтилентерефталатные с металлизированными и с фольговыми обкладками плѐночные (К73 и К74); комбинированные плѐночные (К75) и лакопленочные (К76); поликарбонатные и полипропиленовые плѐночные (К77 и К78); переменные вакуумные (КП1); подстроечные воздушные (КТ22) и с твѐрдым диэлектриком (КТ4). Конденсаторы тонкопленочных гибридных и полупроводниковых ИС имеют твѐрдый диэлектрик.
Современное производство рассчитано в основном на изготовление керамических, плѐночных, электролитических и оксидно-полупроводниковых конденсаторов. Конденсаторы могут быть пакетной, трубчатой, дисковой, литой секционированной, рулонной и многопластинчатой конструкций.
Пакетная конструкция характерна для слюдяных (рис.1.4.1, а - в ), стеклоэмалевых, стеклокерамических и некоторых керамических конденсаторов. Пакет 4 собирают из чередующихся пластинок 2 слюды и напыленных металлизированных обкладок 3 , соединяемых в общий контакт фольговыми полосками 1 по торцам пакета, к которому припаивают выводы 6 в виде проволочек или лент. Обкладки стеклоэмалевых, стеклокерамических и некоторых керамических конденсаторов выполняют вжиганием пасты на основе серебра. Пакетную конструкцию опрессовывают и покрывают влагозащитной эмалью.

Рисунок 1.4.1. Слюдяной конденсатор с металлизированными обкладками; а – сборка пластин, б – пакет пластин после сборки, в – опрессованный конденсатор;1 – фольговая полоска, 2 – пластинка слюды, 3 –
металлизированная обкладка, 4 –пакет пластин, 5 – обжимка, 6 –проволочный вывод, 7 – пластмассовая опрессовка
Трубчатая конструкция характерна для некоторых керамических конденсаторов (рис.82, а, б ). Серебряные обкладки 4 и 5 наносят вжиганием на внешнюю и внутреннюю поверхности керамических трубок 6 , имеющих толщину стенок 0,25 мм и более. Для присоединения гибких проволочных выводов 1 внутреннюю обкладку выводят на внешнюю поверхность трубки и создают между ней и внешней обкладкой изолирующий «поясок» 2 . В миниатюрных конденсаторах выводы припаивают к обкладкам, не закручивая и не создавая перехода. Трубчатые конденсаторы имеют влагостойкое эмалевое покрытие, по цвету которого определяют группу их стабильности емкости.
![]()

Рис1.4.2. Трубчатый керамический Рисунок 1.4.2.Дисковыйкерамический конденсатор: конденсатор:
а) – общий вид, б) – конструкция; а) – общий вид, б) – конструкция;
![]() Дисковая конструкция характерна для некоторых постоянных и полупеременных керамических конденсаторов (рис. 1.4.2, а, б
). Серебряные обкладки 2
и 4
вжигаются в обе плоскости керамического диска и имеют форму полумесяца (при жѐстком креплении проволочных выводов 1
, проходящих через толщу диска 5
) или круга (при пайке проволочных выводов к обкладкам). Дисковые конденсаторы также покрывают цветной эмалью.
Дисковая конструкция характерна для некоторых постоянных и полупеременных керамических конденсаторов (рис. 1.4.2, а, б
). Серебряные обкладки 2
и 4
вжигаются в обе плоскости керамического диска и имеют форму полумесяца (при жѐстком креплении проволочных выводов 1
, проходящих через толщу диска 5
) или круга (при пайке проволочных выводов к обкладкам). Дисковые конденсаторы также покрывают цветной эмалью.
![]() Литая секционированная конструкция характерна для керамических конденсаторов КЛС (керамические литые секционированные – рис. 1.4.3) и КЛГ (керамические литые герметизированные). Конденсаторы изготовляют литьем горячей керамики. Минимальная толщина стенок 100 мкм, а воздушного зазора секционированный (прорези) между ними 130 – 150 мкм. Обкладки наносят на
Литая секционированная конструкция характерна для керамических конденсаторов КЛС (керамические литые секционированные – рис. 1.4.3) и КЛГ (керамические литые герметизированные). Конденсаторы изготовляют литьем горячей керамики. Минимальная толщина стенок 100 мкм, а воздушного зазора секционированный (прорези) между ними 130 – 150 мкм. Обкладки наносят на
поверхности стенок окунанием в серебряную пасту и вжиганием ее. Для коммутации секций сошлифовывают торцы пазов и наращивают общие обкладки, после чего припаивают к ним проволочные выводы. Затем конденсаторы лакируют, покрывают цветной эмалью и цветными полосками или точкой маркируют по группам температурной стабильности.
Рулонная конструкция характерна для бумажных (рис. 1.4.4, а, б ), пленочных и электролитических конденсаторов сухого типа. Бумажные и пленочные конденсаторы изготовляют, одновременно свертывая в рулон фольговые обкладки 2, разделенные бумагой 1 или пленкой (толщина бумаги не менее 5 мкм, пленки 10 –20 мкм, обкладок из алюминия 80 мкм). Обкладки металлобумажных и металлопленочны х конденсаторов получают нанесением тонкого металлического слоя (сотые доли микрометра) на поверхность ленты из диэлектрика.
Электролитические конденсаторы изготовляют, прокладывая между двумя лентами обкладок (оксидированной и неоксидированной) ленту из бумаги или бязи, пропитанной электролитом и сворачивая их в рулон. Роль диэлектрика
выполняет оксидная пленка алюминия (![]() = 10) или тантала (
= 10) или тантала (![]() = 25) толщиной в сотые доли – единицы микрометра. Малая толщина диэлектрика обеспечивает электролитическим конденсаторам высокую удельную емкость. Электролит выполняет роль второй обкладки, необходим для поддержания требуемой электрической прочности пленки при рабочих напряжениях от единиц до сотен вольт и является ограничивающим гасящим сопротивлением в схеме конденсатора. Толщина алюминиевой фольги 50-100 мкм, а танталовой до 10 мкм.
= 25) толщиной в сотые доли – единицы микрометра. Малая толщина диэлектрика обеспечивает электролитическим конденсаторам высокую удельную емкость. Электролит выполняет роль второй обкладки, необходим для поддержания требуемой электрической прочности пленки при рабочих напряжениях от единиц до сотен вольт и является ограничивающим гасящим сопротивлением в схеме конденсатора. Толщина алюминиевой фольги 50-100 мкм, а танталовой до 10 мкм.
Многопластинчатая конструкция характерна для воздушных конденсаторов переменной емкости (рис. 1.4.5). Основными элементами таких конденсаторов являются корпус 4, статорная и роторная секции, системы подвески оси и статора, ось 2 и токосъемник 6. Статорная секция состоит из пластин 5, а роторная – из пластин 10 и 11, укрепленных на швеллерах и оси различными способами (расчеканкой, пайкой, отбортовкой, методом напряженных посадок). Ротор, как правило, заземлен на корпус, а статор изолирован от него.
![]()
![]() При вращении оси изменяется взаимное положение роторных и статорных пластин в пределах от 0 до 180, а следовательно, площадь их перекрытия и емкость конденсатора. Закон изменения емкости в зависимости от угла поворота чаще определяется формой роторных пластин, а реже – статорных. Подпятник 8
служит для
При вращении оси изменяется взаимное положение роторных и статорных пластин в пределах от 0 до 180, а следовательно, площадь их перекрытия и емкость конденсатора. Закон изменения емкости в зависимости от угла поворота чаще определяется формой роторных пластин, а реже – статорных. Подпятник 8
служит для
регулировки плавности вращения оси. Крайние пластины 10 ротора делают разрезными. Отгибая или подгибая часть сектора пластины, можно изменять емкость в небольших пределах, подгоняя ее под требуемое значение для заданного угла поворота согласно закону изменения емкости данного конденсатора.
Основными параметрами конденсаторов всех типов являются номинальная емкость, класс точности, температурный коэффициент емкости, номинальное рабочее напряжение, сопротивление изоляции, частотные характеристики, а переменных и полупеременных, кроме того, – закон изменения емкости от угла поворота и ее диапазоны.
Емкость (Ф) конденсатора в общем случае С =Q/U, где Q – накопленный на обкладках электрический заряд, Кл; U – напряжение на обкладках, В.
![]() Емкость (пФ) конденсаторов с плоскими электродами С =0,0884S/d, где
Емкость (пФ) конденсаторов с плоскими электродами С =0,0884S/d, где
![]() – относительная диэлектрическая проницаемость диэлектрика; S – площадь обкладки, см3
; d – толщина диэлектрика, см.
– относительная диэлектрическая проницаемость диэлектрика; S – площадь обкладки, см3
; d – толщина диэлектрика, см.
![]() Емкость (пФ) многопластинчатых, пакетных и литых секционированных конденсаторов С = 0,0884S(n-1)/d, где n – число пластин (обкладок).
Емкость (пФ) многопластинчатых, пакетных и литых секционированных конденсаторов С = 0,0884S(n-1)/d, где n – число пластин (обкладок).
![]() Емкость (пФ) трубчатых конденсаторов С = 0,241l/[lg(D2/D1)], где l – длина обкладок по образующей цилиндра, см; D1 и D2 – внешний и внутренний диаметры трубки, см.
Емкость (пФ) трубчатых конденсаторов С = 0,241l/[lg(D2/D1)], где l – длина обкладок по образующей цилиндра, см; D1 и D2 – внешний и внутренний диаметры трубки, см.
![]()
![]() Так как толщина трубки = D1 – D2 , то С = 0,241 l/[lg(1- /D1)].
Так как толщина трубки = D1 – D2 , то С = 0,241 l/[lg(1- /D1)].
Ёмкость (пФ) конденсаторов рулонного типа С=0,1768 bl /d , где b и l – соответственно ширина и длина обкладки, нанесѐнной на ленту, d – толщина диэлектрика.
Одной из важнейших характеристик качества конденсаторов является удельная ѐмкость (пФ/см3 ) (емкость, отнесенная к объѐму конденсатора V) Суд=С/V.
![]()
![]()
![]() Номинальная ѐмкость
конденсатора 1 пФ и выше определяется рядом значений, приведѐнных в ГОСТ 2519-67. Фактическая ѐмкость конденсатора может отличаться от номинальной. Эти отличия определяют класс точности конденсаторов (ГОСТ 9661073), т.е. допустимые отклонения ѐмкости от номинальной (в процентах). Для основных классов точности большинства групп конденсаторов существуют ряды номинальных емкостей: для I класса ( 5%) – ряд Е24; для II класса ( 10%) –ряд Е12; для III класса ( 12%) – ряд Е6 (цифра после буквы обозначает количество градаций значений емкости, которое может быть умножено на 10 n
, где n –целое положительное или отрицательное число).
Номинальная ѐмкость
конденсатора 1 пФ и выше определяется рядом значений, приведѐнных в ГОСТ 2519-67. Фактическая ѐмкость конденсатора может отличаться от номинальной. Эти отличия определяют класс точности конденсаторов (ГОСТ 9661073), т.е. допустимые отклонения ѐмкости от номинальной (в процентах). Для основных классов точности большинства групп конденсаторов существуют ряды номинальных емкостей: для I класса ( 5%) – ряд Е24; для II класса ( 10%) –ряд Е12; для III класса ( 12%) – ряд Е6 (цифра после буквы обозначает количество градаций значений емкости, которое может быть умножено на 10 n
, где n –целое положительное или отрицательное число).
Номинальные ѐмкости электролитических конденсаторов выбирают из ряда 0,5; 1, 2, 5, 10, 20, 30, 50, 100, 200, 300, 500, 1000, 2000, 5000. Номинальные ѐмкости (от 0,1 мкФ и выше) конденсаторов с бумажным и плѐночным диэлектриком в прямоугольных корпусах имеют следующий ряд значений: 0,1; 0,25; 0,5; 1; 2; 4; 6; 8; 10; 20; 40; 60; 80; 100; 200; 400; 600; 800; 1000.
![]()
![]()
![]() Стабильность ѐмкости
конденсаторов определяется еѐ изменениями под действием таких дестабилизирующих факторов, как температура, старение, влага, фоновое излучение и др. Наибольшее влияние оказывает температура. Еѐ влияние на ѐмкость конденсаторов небольших емкостей оценивается температурным коэффициентом емкости (1/С) ТКЕ= С/(Со t), где Со – емкость конденсатора при нормальной температуре, пФ; С –отклонение ѐмкости при изменении температуры на t, С.
Стабильность ѐмкости
конденсаторов определяется еѐ изменениями под действием таких дестабилизирующих факторов, как температура, старение, влага, фоновое излучение и др. Наибольшее влияние оказывает температура. Еѐ влияние на ѐмкость конденсаторов небольших емкостей оценивается температурным коэффициентом емкости (1/С) ТКЕ= С/(Со t), где Со – емкость конденсатора при нормальной температуре, пФ; С –отклонение ѐмкости при изменении температуры на t, С.
![]() Для большинства конденсаторов в рабочих диапазонах температур наблюдается постоянство ТКЕ, т.е. закон изменения ѐмкости от температуры близок к линейному. Это особенно характерно для высокочастотных керамических конденсаторов, ТКЕ которых обозначают буквой (П – плюс, М – минус, МПО – ноль) и цифрами, указывающими значение ТКЕ, умноженное на 10 6
1/ С. Конденсаторы при этом окрашиваются эмалью определенного цвета и имеют (или не имеют) знаковую отметку.
Для большинства конденсаторов в рабочих диапазонах температур наблюдается постоянство ТКЕ, т.е. закон изменения ѐмкости от температуры близок к линейному. Это особенно характерно для высокочастотных керамических конденсаторов, ТКЕ которых обозначают буквой (П – плюс, М – минус, МПО – ноль) и цифрами, указывающими значение ТКЕ, умноженное на 10 6
1/ С. Конденсаторы при этом окрашиваются эмалью определенного цвета и имеют (или не имеют) знаковую отметку.
Электрическая прочность конденсатора по ГОСТ 21 415-75 характеризуется номинальным и испытательным напряжением, а также перенапряжением. Номинальным является максимальное напряжение, при котором конденсатор может работать в течение минимальной наработки в условиях, указанных в технической документации. Испытательное – это напряжение, превышающее номинальное и служащее для проверки электрической прочности конденсатора. Перенапряжение превышает номинальное и может кратковременно подаваться на выводы конденсатора.
![]()
![]() Сопротивление изоляции
конденсаторов определяется токами утечки, обусловленными током абсорбции и диссоциацией влаги на их поверхности. Сопротивление изоляции зависит от температуры и влажности окружающей среды, поэтому для его повышения и стабильности работы конденсаторов их герметизируют. Сопротивление изоляции керамических, слюдяных и плѐночных конденсаторов 104
105
МОм, а бумажных и металлобумажных 102
103
МОм. Значительными токами утечки (единицы миллиампер) обладают электролитические конденсаторы.
Сопротивление изоляции
конденсаторов определяется токами утечки, обусловленными током абсорбции и диссоциацией влаги на их поверхности. Сопротивление изоляции зависит от температуры и влажности окружающей среды, поэтому для его повышения и стабильности работы конденсаторов их герметизируют. Сопротивление изоляции керамических, слюдяных и плѐночных конденсаторов 104
105
МОм, а бумажных и металлобумажных 102
103
МОм. Значительными токами утечки (единицы миллиампер) обладают электролитические конденсаторы.
Частотные свойства конденсаторов характеризуются паразитной индуктивностью и активными потерями.
![]() В зависимости от преобладания активных потерь (в диэлектрике или в обкладках и выводах) эквивалентные схемы конденсаторов имеют различный
В зависимости от преобладания активных потерь (в диэлектрике или в обкладках и выводах) эквивалентные схемы конденсаторов имеют различный
вид. Для эквивалентной схемы высокочастотных конденсаторов в основном характерны паразитная индуктивность выводов Lв и потери в диэлектрике Rд (рис. 1.4.6, а ). Эквивалентная схема бумажных и б – низкочастотного электролитического) плѐночных низкочастотных конденсаторов аналогична схеме, показанной на рис. 1.4.6, а . Основным ограничением применения электролитических конденсаторов на определѐнной частоте являются потери в электролите Rэ. Так, из схемы, показанной на рис. 1.4.6, б , видно, что область возможного применения электролитических конденсаторов ограничивается диапазоном от постоянного тока и звуковых частот.
![]()
![]() Высокочастотные конденсаторы постоянной ѐмкости.
Высокочастотные конденсаторы (керамические, слюдяные, стеклоэмалевые, стеклокерамические и стеклянные) имеют малую паразитную индуктивность и незначительные потери в диэлектрике, обладают высокими стабильностью (10 5
1/ С) и точностью (до 2%), достаточной температуростойкостью, малыми габаритами и массой.
Высокочастотные конденсаторы постоянной ѐмкости.
Высокочастотные конденсаторы (керамические, слюдяные, стеклоэмалевые, стеклокерамические и стеклянные) имеют малую паразитную индуктивность и незначительные потери в диэлектрике, обладают высокими стабильностью (10 5
1/ С) и точностью (до 2%), достаточной температуростойкостью, малыми габаритами и массой.
Высокочастотные конденсаторы применяют в схемах генераторов и усилителей сверхвысокой, высокой и промежуточной частот. Наиболее точные и стабильные высокочастотные конденсаторы используют как контурные, а остальные – в качестве разделительных, фильтровых и термокомпенсирующих в высокочастотных цепях. Номинальная ѐмкость некоторых из них может быть до 1мкФ, поэтому их используют как разделительные и даже фильтровые по высокой и низкой частоте (например, КМ, КЛГ, КЛС).

Рисунок 1.4.7. Высокочастотные конденсаторы а – КЛГ, б – КМ-6, в – КД-2Е, г – КТ-1, д – КТП (вариант «б»), е – К10-17 (варианты «а» и «в»), ж – К10-60, з – К15-5, и – КСОТ, к – К22-4
![]()
![]() Керамические литые герметизированные и секционированные конденсаторы КЛГ и КЛС имеют значительную ѐмкость и сравнительно малые габариты 4 5 (4 10) мм. Конденсаторы, изготовляемые из термостабильной керамики, имеют, как правило, малую емкость и жесткие допуски ( 2%; 5%), а из сегнетокерамики – менее стабильны и точны (от – 20 до +80%), но обладают наибольшей емкостью.
Керамические литые герметизированные и секционированные конденсаторы КЛГ и КЛС имеют значительную ѐмкость и сравнительно малые габариты 4 5 (4 10) мм. Конденсаторы, изготовляемые из термостабильной керамики, имеют, как правило, малую емкость и жесткие допуски ( 2%; 5%), а из сегнетокерамики – менее стабильны и точны (от – 20 до +80%), но обладают наибольшей емкостью.
Керамические малогабаритные пакетные конденсаторы КМ-6 (монолитные) обладают повышенной удельной емкостью вследствие малой толщины пластинок (0,2 мм), спрессованных в пакет, или применения керамики, обладающей высокой диэлектрической постоянной (тиконд-150,
сегнетокерамика).
Дисковые керамические конденсаторы КДУ и КДО используются в качестве контурных, разделительных и фильтровых (опорных) в высокочастотных цепях аппаратуры. Конденсаторы КДУ, имеющие короткие утолщенные ленточные выводы, припаянные параллельно или перпендикулярно обкладкам диска (диаметром 8,5 – 16,5 мм и толщиной 2 – 5 мм), обладают малой собственной индуктивностью и могут применяться на частоте до 500 МГц. Конденсаторы КДО (фильтровые) имеют металлический фланец с резьбовой втулкой, на котором закреплен диск диэлектрика.
Плюсовой вывод выполнен в виде ленточного лепестка, а минусовой – в виде резьбовой втулки, с помощью которой конденсатор ввинчивают в металлическое основание. Конденсаторы КД-2Е (дисковые повышенной надежности) используются как контурные и имеют диаметр 6 –10 мм при толщине 7 мм.
![]() Керамические трубчатые конденсаторы КТ, КТ-1Е и КТ-2Е, обладающие высокой точностью, стабильностью и надежностью, чаще используются как контурные, имеют размеры (3,5 7) (10 50) мм и радиальные гибкие проволочные выводы. Конденсаторы КТ-1Е и КТ-2Е (повышенной надежности) похожи по конструкции на резисторы ОМЛТ (на трубки надеты колпачки с проволочными аксиальными выводами).
Керамические трубчатые конденсаторы КТ, КТ-1Е и КТ-2Е, обладающие высокой точностью, стабильностью и надежностью, чаще используются как контурные, имеют размеры (3,5 7) (10 50) мм и радиальные гибкие проволочные выводы. Конденсаторы КТ-1Е и КТ-2Е (повышенной надежности) похожи по конструкции на резисторы ОМЛТ (на трубки надеты колпачки с проволочными аксиальными выводами).
Керамические трубчатые проходные КТП и опорные КО конденсаторы, используемые в качестве фильтровых при напряжении до 750 В, ввинчиваются в шасси аппаратуры металлическими резьбовыми фланцами.
Керамические высоковольтные импульсные конденсаторы КВИ, используемые в цепях напряжением от 5 до 15 кВ, при обычной цилиндрической форме имеют гибкие проволочные аксиальные выводы, а выполненные в виде укороченного плоского цилиндра – резьбовые втулки, прессованные в торцы. Эти конденсаторы применяют в высоковольтных выпрямителях телевизионных приемников.
Керамические миниатюрные конденсаторы К10 предназначены в качестве компонентов микросхем и микросборок.
![]()
![]()
![]()
![]() Конденсаторы К10-17 превосходят по удельной емкости в 2-3 раза конденсаторы КМ-6 К10-9 и выпускаются трех исполнений: в опрессованных и компаундированных оболочках с гибкими проволочными выводами (для РЭА, работающей в тропических условиях) и с металлизированными выводами –площадками (для микросхем). Размеры конденсаторов первых двух исполнений от 6,6 4,5 5,5 до 8,2 6,6 5,5 мм, а третьего – от 1,7 1,2 1 до 5,9 4,3 1,8 мм.
Конденсаторы К10-17 превосходят по удельной емкости в 2-3 раза конденсаторы КМ-6 К10-9 и выпускаются трех исполнений: в опрессованных и компаундированных оболочках с гибкими проволочными выводами (для РЭА, работающей в тропических условиях) и с металлизированными выводами –площадками (для микросхем). Размеры конденсаторов первых двух исполнений от 6,6 4,5 5,5 до 8,2 6,6 5,5 мм, а третьего – от 1,7 1,2 1 до 5,9 4,3 1,8 мм.
Конденсаторы К10-22 имеют диаметр от 1,7 до 6,7 мм и толщину не боле 0,3 мм.
![]() Конденсаторы К10-23 по конструкции аналогичны первому варианту исполнения конденсаторов К10-17, имеют размеры 9 4,5 6,5 мм и применяются в условиях тропического климата.
Конденсаторы К10-23 по конструкции аналогичны первому варианту исполнения конденсаторов К10-17, имеют размеры 9 4,5 6,5 мм и применяются в условиях тропического климата.
![]() Конденсаторы К10-27, изготовленные в виде монолитной керамической пластины прямоугольной формы с размерами сторон (4 8) (4 6,5) мм при толщине 1 – 1,2 мм. Так как эти конденсаторы выполнены из двух, трех или пяти секций, они соответственно имеют по три, четыре и шесть выводов.
Конденсаторы К10-27, изготовленные в виде монолитной керамической пластины прямоугольной формы с размерами сторон (4 8) (4 6,5) мм при толщине 1 – 1,2 мм. Так как эти конденсаторы выполнены из двух, трех или пяти секций, они соответственно имеют по три, четыре и шесть выводов.
![]() Конденсаторы К10-42 (незащищенные для СВЧ техники), предназначенные для работы на частоте до 2 ГГц, имеют торцевые луженые или серебреные контакты; их размеры 1,5 (1,3 1,4) (1 1,2) мм.
Конденсаторы К10-42 (незащищенные для СВЧ техники), предназначенные для работы на частоте до 2 ГГц, имеют торцевые луженые или серебреные контакты; их размеры 1,5 (1,3 1,4) (1 1,2) мм.
Конденсаторы К10-50 выпускаются в двух вариантах – «а» и «б». Для варианта «а» длина составляет от 6,8 до 8,4 мм, высота 5,6 мм; ширина от 4,6 до 6,7 мм при массе от 0,5 до 0,8 г. Для варианта «б» длина составляет от 1,5 до 5,5 мм, высота от 1,2 до 4,4 мм при массе от 0,1 до 0,6 г.
Слюдяные опрессованные конденсаторы КСОТ и К31У-3Е нескольких типоразмеров отличаются габаритами, массой, выводами (проволочные, ленточные, резьбовые) и используются как контурные и разделительные в высокочастотных цепях. Эти конденсаторы имеют четыре группы стабильности, обозначаемые на корпусе буквами А, Б, В, и Г. наиболее стабильны конденсаторы группы Г (с металлизированными обкладками), поскольку их ТКЕ определяют в основном КТР диэлектрика (слюда), а не фольги, который значительно больше. Конденсаторы пропитываю церезином и опрессовывают термоактивной пластмассой.
Стеклянные конденсаторы К21-7 предназначены для работы в высокочастотных, а также импульсных устройствах, выпускаются тропического исполнения прямоугольной формы с размерами
![]() (7,5 11) (3 3,5) (9,5 11,5) мм и предназначены для установки на печатные платы.
(7,5 11) (3 3,5) (9,5 11,5) мм и предназначены для установки на печатные платы.
![]() Стеклокерамические конденсаторы К22-4 применяют в герметизированных микросхемах вместо конденсаторов К10-9 и К10-17, стоимость которых выше. Размеры этих конденсаторов (2,7 6,1) (2,8 6,8) 2,1 мм.
Стеклокерамические конденсаторы К22-4 применяют в герметизированных микросхемах вместо конденсаторов К10-9 и К10-17, стоимость которых выше. Размеры этих конденсаторов (2,7 6,1) (2,8 6,8) 2,1 мм.
Низкочастотные конденсаторы постоянной емкости
В цепях постоянного, пульсирующего и переменного токов низкой частоты в качестве фильтровых, блокировочных и разделительных применяют конденсаторы большой номинальной емкости. Такими конденсаторами являются бумажные, металлобумажные, пленочные и в большей части электролитические, а также оксидно-полупроводниковые.
Бумажные, металлобумажные и пленочные конденсаторы чаще всего применяют как разделительные и блокировочные, пленочные малой емкости – как контурные, а бумажные большой емкости – как фильтровые низкой частоты.
Основные конструкции бумажных, металлобумажных и пленочных конденсаторов приведены на рис. 90, а – е.
Бумажные конденсаторы обладают повышенной удельной емкостью вследствие малой толщины диэлектрика (до 5 мкм), достаточно температуростойки и дешевы в изготовлении.
Металлобумажные конденсаторы имеют еще более высокую удельную емкость, поскольку их изготавливают из металлизированной бумаги с весьма тонким (до 1 мкм) слоем металлизации. После пробоя благодаря выгоранию слоя металлизации вокруг канала пробоя (обуглившегося столбика бумаги) они самовосстанавливаются, т.е. исчезает короткое замыкание обкладок.
Основными недостатками бумажных и металлобумажных конденсаторов являются большие потери и невысокая стабильность. Кроме того, практически все эти конденсаторы требую пропитки и герметизации корпуса.
Электрическая прочность металлобумажных конденсаторов в процессе старения снижается и, кроме того, они имеют низкое сопротивление изоляции (за счет миграции ионов слоя металлизации в бумагу), что необходимо учитывать при расчете разделительных цепей каскадов усилителей.

Рисунок 1.4.8. Бумажные, металлобумажные и пленочные конденсаторы: а – К42П-5, б – К71-5, в – К71-7, г – К73-16, д – К75-24, е – К77-2б
Конденсаторы К40У-9 (в герметизированном металлическом корпусе) цилиндрической формы, с аксиальными выводами используются как блокировочные и разделительные. Предшественниками их являлись конденсаторы К40П-2 (малогабаритные в пластмассовой опрессовке), которые и сейчас могут применяться в РЭА широкого назначения.
Конденсаторы К42П-5 (цилиндрические с герметичными торцами) предназначены для малогабаритной аппаратуры, эксплуатируемой в сравнительно легких условиях.
![]() При крайних значениях температур отклонение емкости бумажных и металлобумажных конденсаторов от номинальной не превышает 15%.
При крайних значениях температур отклонение емкости бумажных и металлобумажных конденсаторов от номинальной не превышает 15%.
В пленочных конденсаторах многих типов в качестве диэлектрика используются неполярные пленки из полистирола и фторопласта-4, а также полярные из лавсана (полиэтилентерефталата) и фторопласта-3. Толщина пленки обычно составляет 20-30 мкм, а лака – от 2 до 3 мкм. Обкладки этих конденсаторов выполняют из фольги или напыляют на диэлектрик.
Электролитические и оксидно-полупроводниковые конденсаторы обладают большими удельными емкостью и энергией. Недостатками этих конденсаторов являются нестабильность параметров, зависимость от низких температур, ограниченный диапазон частот (постоянный и пульсирующий низкочастотный токи), униполярность для некоторых типов (способность конденсатора работать только при приложении определенной фазы напряжения). Поэтому их применяют как фильтровые, реже – как блокировочные и в зависимости от материала диэлектрика подразделяют на электролитические алюминиевые, танталовые, ниобиевые и оксиднополупроводниковые. В качестве электролитов в электролитических конденсаторах используют концентрированные растворы кислот и щелочей. В оксидно-полупроводниковых конденсаторах вместо электролита применяют твердый полупроводник – оксид марганца MnO2

Рисунок 1.4.9. Электролитические и оксидно-полупроводниковые конденсаторы:а –К50-15, б – К52-1Б, в – К53-6А, г – К53-28, д – К53-30.
Воздушные конденсаторы переменной емкости
Для перестройки рабочей частоты радиоприемника или радиопередатчика изменяют индуктивность или емкость колебательного контура. Чаще всего в наземных устройствах изменяют емкость контура, для чего используют воздушные переменные конденсаторы. В зависимости от угла поворота роторных пластин относительно статорных изменяется действующее значение емкости между ними. При этом варьируемой величиной является площадь пластин, а зазор и диэлектрическая постоянная остаются неизменными.
Полупеременные конденсаторы.
Конденсаторы специального назначения
Полупеременные конденсаторы предназначены для настройки контуров в процессе производства. Емкость этих конденсаторов в зафиксированном положении не должна изменяться.
Конденсаторы специального назначения – это вариконды и варикапы. Вариконды представляют собой сегнетокерамические конденсаторы, имеющие резко нелинейную зависимость емкости от температуры, и используются для управления параметрами электрических цепей, например в умножителях частоты.
В варикапах используется изменение ширины базы p-n- перехода при подаче переменного модулирующего напряжения и постоянном запирающем напряжении (порядка 4 В). В этом случае p-n- переход представляет собой конденсатор малой емкости (несколько десятков пикофарад) с возможными пределами ее изменения на несколько единиц пикофарад при амплитуде модулирующего напряжения в несколько десятых вольта. Варикапы используются для частотной модуляции в диапазоне УКВ, а также для автоподстройки.
Конденсаторы интегральных микросхем
![]()
![]() Для создания конденсаторов в монокристалле полупроводниковых ИС используют емкости p-n-
переходов. Однако такие конденсаторы имеют ограниченный диапазон емкостей (20 – 200 пФ), низкую температурную стабильность (10 3
1/ С) и значительный технологический разброс параметров ( 30%).
Для создания конденсаторов в монокристалле полупроводниковых ИС используют емкости p-n-
переходов. Однако такие конденсаторы имеют ограниченный диапазон емкостей (20 – 200 пФ), низкую температурную стабильность (10 3
1/ С) и значительный технологический разброс параметров ( 30%).
![]()
![]() Тонкопленочные конденсаторы гибридных ИС обладают более высокими свойствами: диапазон их емкостей лежит в пределах от единиц до 10 000 пФ, температурная стабильность составляет 2*10 4
1/ С, а технологический разброс параметров равен 10%. Такие конденсаторы представляют собой трехслойную структуру в виде диэлектрика и двух нанесенных на него распылением низкоомного металла тонкопленочных обкладок.
Тонкопленочные конденсаторы гибридных ИС обладают более высокими свойствами: диапазон их емкостей лежит в пределах от единиц до 10 000 пФ, температурная стабильность составляет 2*10 4
1/ С, а технологический разброс параметров равен 10%. Такие конденсаторы представляют собой трехслойную структуру в виде диэлектрика и двух нанесенных на него распылением низкоомного металла тонкопленочных обкладок.
![]()
![]() Бумажный конденсатор
, конденсатор, в котором в качестве диэлектрика используется спец. конденсаторная бумага, пропитанная минеральным (напр., конденсаторным маслом) или синтетическим (напр., октолом) веществом с хорошими изоляц. свойствами, а обкладками служат либо алюминиевая фольга, либо тонкий слой металла, нанесенный непосредственно на бумагу (такие конденсаторы наз. металлобумажными); разновидность конденсатора с органическим диэлектриком. Номинальная емкость бумажного конденсатора от сотен пФ до сотен мкФ; номинальное напряжение от сотен В до десятков кВ; удельный заряд фольговых бумажных конденсаторов до 15 мкКл см 3
, металлобумажных – до 70 мкКл см 3
. Бумажные конденсаторы предназначены для работы на пост., прем., пульсирующем и импульсном напряжении в электротехнич. и радиоэлектронной аппаратуре.
Бумажный конденсатор
, конденсатор, в котором в качестве диэлектрика используется спец. конденсаторная бумага, пропитанная минеральным (напр., конденсаторным маслом) или синтетическим (напр., октолом) веществом с хорошими изоляц. свойствами, а обкладками служат либо алюминиевая фольга, либо тонкий слой металла, нанесенный непосредственно на бумагу (такие конденсаторы наз. металлобумажными); разновидность конденсатора с органическим диэлектриком. Номинальная емкость бумажного конденсатора от сотен пФ до сотен мкФ; номинальное напряжение от сотен В до десятков кВ; удельный заряд фольговых бумажных конденсаторов до 15 мкКл см 3
, металлобумажных – до 70 мкКл см 3
. Бумажные конденсаторы предназначены для работы на пост., прем., пульсирующем и импульсном напряжении в электротехнич. и радиоэлектронной аппаратуре.
Вариконд
[англ. varicond, от vari(able) – переменный и cond(enser) – конденсатор], сегнетокерамический конденсатор с резко выраженной нелинейной зависимостью емкости от напряженности электрического поля (вариконд с электрическим управлением емкостью) или от температуры (температурночувствительный вариконд, или термоконденсаторы). Для изготовления варикондов используют несколько видов сегнетокерамики на основе твердых растворов титаната бария, характеризующихся сильным размытием области фазового перехода в рабочем интервале температур; коэф. нелинейности, оцениваемый отношением максимальной диэлектрической проницаемости к минимальной при наложении управляющего поля смещения, достигает 15 в варикондах, предназначенных для работы на НЧ и 1,1 – 2 на СВЧ. 
Рисунок 1.4.10. Вольтамперные характеристики варисторов:
1-6 – на основе ZnO, 7,8 – на основе SiC
По конструкции различают дисковые, пластиночные и пленочные (СВЧ) вариконды. Характеризуются высокой механической прочностью, долговечностью, устойчивы к вибрациям и действия влаги. Основной недостаток – временная и температурная нестабильность параметров. Применяются в устройствах автоматики и СВЧ техники, электронных часах с термокомпенсацией, медицинских приборах и др.
1.5 КАТУШКИ ИНДУКТИВНОСТИ, ДРОССЕЛИ И ТРАНСФОРМАТОРЫ
1.5.1 Катушки индуктивности
Индуктивность – физическая величина, характеризующая магнитные свойства электрической цепи. Ток в проводящем контуре создает в окружающем пространстве магнитное поле. Магнитный поток Φ, пронизывающий контур:
Ф= L · I
I - ток в контуре;
L - коэффициент пропорциональности, называемый индуктивностью, или коэффициентом самоиндукции контура.
Индуктивность зависит от геометрии, размеров контура, магнитной проницаемости среды и проводников, образующих электрическую цепь. Для неферромагнитных сред и проводников индуктивность жесткого (недеформируемого) контура постоянна.
Через индуктивность выражается Э.Д.С. самоиндукции ε в контуре, возникающая при изменив нем тока:
D(L I) ε = - dt
Единица индуктивности в СИ – Генри. (1 Генри (Гн) – такая индуктивность, при которой ток в 1 Ампер порождает потокосцепление φ в 1 Вебер). Для катушки, состоящей из одного витка, потокосцепление φ определяется: φ= L · I
Измерителем индуктивности называется прибор для измерения индуктивности катушек, дросселей, обмоток трансформаторов, а также сопротивления активных потерь катушек. Наиболее широкое применение находят измерители индуктивности, работа которых основана на резонансном и мостовом методах. В р е з о н а н с н ы х измерителях индуктивности (рис. 1) используются известные соотношения между параметрами L, C и R колебательного контура и его резонансной частотой. Резонансные измерители индуктивности работают на частотах от нескольких кГц до нескольких сотен МГц; диапазон измеряемых индуктивностей – от сотен долей мкГн до нескольких сотен мГн; погрешность измерений составляет обычно несколько процентов.
![]()
Рисунок 1.5.1. – Резонансный измеритель индуктивности
Lc – индукция витка связи;
Lx – измеряемая индуктивность;
Сk – собственная емкость катушки;
Сх – образцовая емкость;
ЛВ – ламповый вольтметр;
ГВЧ – генератор сигналов высокой частоты;
В м о с т о в ы х измерителях индуктивности используются мостовые цепи; часто такие цепи входят в состав универсальных мостов, предназначенных для измерения индуктивности, емкости и активного сопротивления. Мостовые измерители индуктивности применяются на частотах до нескольких сотен МГц и обеспечивают измерение индуктивностей от десятых долей мкГн до нескольких тысяч Гн. Все шире применяются измерители индуктивности с самобалансирующимися мостами переменного тока с цифровым отсчетом (рис. 2), а также измерители индуктивности, в которых измеряемый параметр преобразуется в ток, напряжение или временной интервал с последующим измерением этих величин цифровыми измерителями.
![]()
Рисунок 1.5.2. – Мостовой измеритель индуктивности
Zx – полное сопротивление катушки индуктивности;
Z2 – образцовый резистор;
Z2,3 – переменные резисторы;
1 – генератор сигналов низкой частоты (ГСНЧ);
2 – блок сравнения;
3 – блок управления уравновешивания моста;
4 – устройство цифрового счета;
В современных измерителях индуктивности широко применяются микросхемы. Основной тенденцией в развитии измерители индуктивности является автоматизация процесса измерения в сочетании с дистанционным программным управлением, что позволяет использовать такие измерители индуктивности в автоматизированных системах контроля и информационноизмерительных системах.
Так как индуктивность зависит от магнитной пронтцаемости µ среды и проводников электрической цепи, напомним физическую сущность этой величины. Магнитная проницаемость µ - физическая величина, характеризующая изменение магнитной индукции B среды при воздействии магнитного поля H
μ = B /μ0 H
μ0 - магнитная постоянная;
Магнитная постоянная (магнитная проницаемость вакуума ) равна:
μ0 =4π ·10 -7 Гн/м=1,256637·10 -6 Гн/м
Магнитная проницаемость связана с магнитной восприимчивостью χ соотношением
μ = 1+ 4π χ (СГС) μ = 1+ χ (СИ) Для вакуума χ=0, μ=1.
В переменных магнитных полях, изменяющихся по закону синуса или косинуса магнитная проницаемость представляется в комплексной форме: μ = μ1 + iμ2
μ1 - характеризует обратимые процессы намагничивания;
μ2 - процессы рассеяния энергии магнитного поля (потери на вихревые
токи, магнитную вязкость и др.)
Магнитная вязкость – задержка во времени изменения магнитных характеристик вещества (намагниченности, магнитной проницаемости) от изменения напряженности магнитного поля. Запаздывание от 10 -9 с до часов.
Магнитная восприимчивость – величина, характеризующая связь намагниченности вещества с магнитным полем в этом веществе
χ = J / H
χуд = χ / g χ = χуд · M
M – молекулярная (атомная) магнитная восприимчивость;
Магнитная восприимчивость – положительная для парамагнетиков и ферромагнетиков (намагничиваются по полю); отрицательная – для диамагнетиков (намагничивается против поля).
Диамагнетики – He, Cu, Be, Zn, Ag, Au, Bi и другие, H2 O, CO2 , CH4 (метан), С6 Р6 (бензол).
Парамагнетики – Li, Na, K, Rb, Cs, Mg, Ca, Sr, Ba, Ti, W, Pt..
J – намагниченность – характеристика магнитного состояния макроскопического тела. Намагниченность J определяется как магнитный момент M единицы объема тела:
J = M / V,
или для однородного намагничивания
J = dM / dV.
Измеряется в A/м, 1 м3 вещества обладает магнитным моментом 1 А· м2 в системе СГС (Гс·см3 ).
Магнитная индукция B – основная характеристика магнитного поля, представляющая собой среднее значение суммарной напряженности микроскопических магнитных полей, созданных отдельными электронами и другими элементарными частицами.
B = H + 4πJ (1)
H – вектор напряженности магнитного поля;
J – вектор намагниченности;
J = χ H (2)
На основании (1) и (2) и с учетом ранее приведенных соотношений:
B = (1 + 4πχ)H = μH μ = (1 + 4πχ)
μ – магнитная проницаемость; χ – магнитная восприимчивость;
В системе СИ используются следующие соотношения:
B = μ0 (H +J) J = χH B = μ0 μH μ = 1 + χ
Магнитная индукция в СИ измеряется в Теслах (1 Тл - 104 Гс).
Природа индуктивности и классификация катушек индуктивности
Для создания катушек индуктивности используется эффект взаимодействия магнитного поля и переменного тока. Коэффициент пропорциональности между переменным напряжением и током с учетом частоты ω имеет смысл реактивного сопротивления jωL, где L – коэффициент пропорциональности. Для увеличения индуктивности провод, по которому протекает ток, наматывают в виде катушки. При этом добавляется взаимная индуктивность между витками и индуктивное сопротивление, т. е. значение L увеличивается. Индуктивность является основным параметром катушки.
Катушки используются в РЭА как дроссели для перераспределения переменного тока по цепям и создания индуктивной связи между цепями. При их использовании вместе с конденсаторами образуются колебательные контуры, входящие в состав фильтров и генераторов высокочастотных колебаний. Следует подчеркнуть, что под катушками индуктивности будем понимать те индуктивные элементы, которые работают в диапазоне радиочастот примерно от 100 кГц и выше.
Для классификации радиочастотных индуктивных элементов можно использовать разные признаки: наличие или отсутствие сердечника, характер намотки – однослойная (с шагом или без шага) или многослойная (рядовая, универсальная, внавал), рабочую частоту, количество обмоток, наличие или отсутствие каркаса, наличие или отсутствие экрана и т.д.
Схема замещения, основные и паразитные параметры
В катушке индуктивности помимо основного эффекта – индуктивности – наблюдаются и паразитные. Схема замещения (рис. 1.5.3а) катушки отображает ее основные свойства и содержит не только основной параметр, индуктивность L , но и ряд дополнительных: индуктивность выводов (учтены в L ); собственную емкость, обусловленную наличием обмотки, выводов, сердечника и экрана СL ; сопротивление, отображающее потери в емкости RC ; сопротивление, зависящее от потерь в катушке RL . СL с L образует параллельный резонансный контур. Его резонансная частота f0 = 1/2π (LC0 )1/2 , эквивалентная схема контура показана на рис. 1.5.3б.
![]()
Рисунок 1.5.3а – Схема замещения катушки
![]()
Рисунок 1.5.3б – Эквивалентная схема контура
Катушка индуктивности – катушка из провода с изолированными витками; обладает значительной индуктивностью при относительно малой емкости и малом активном сопротивлении. Предназначена для накопления магнитной энергии, разделения или ограничения электрических сигналов различной частоты и т. д. Индуктивность катушки индуктивности определяется линейными размерами катушки, числом витков обмотки и магнитной проницаемостью окружающей среды и проводников; изменяется от десятых долей мкГн до десятков Гн. Другие основные параметры катушки индуктивности: добротность Q (отношение индуктивного сопротивления к активному), собственная емкость, механическая прочность, габаритные размеры, масса.
В зависимости от конструкции катушки индуктивности делятся на каркасные и бескаркасные, одно- и многослойные, экранированные и неэкранированные, с магнитными сердечниками (с ферритовыми сердечниками) и без них (рис. 4). Важное достоинство катушек индуктивности с сердечниками – возможность подстройки (изменение индуктивности катушки индуктивности в определенных пределах путем изменения параметров сердечника). Катушки индуктивности применяются в качестве одного из основных элементов электрических фильтров и колебательных контуров, накопителя электрической энергии и др.
![]()
Рисунок 1.5.4а – Цилиндрическая однослойная катушка индуктивности
![]()
Рисунок 1.5.4б – Тороидальная многослойная катушка индуктивности с сечеием – квадрат
![]()
Рисунок 1.5.4в – Катушка индуктивности с цилиндрическим сердечником (броневая)

Рисунок 1.5.4г – Катушка индуктивности с П-образным сердечником
![]()
Рисунок 1.5.4д – Образцовая индуктивность на керамическом тороиде
![]()
Рисунок 1.5.4е – Вариометр – катушка с регулируемой индуктивностью и поступательным перемещением сердечника
1 - обмотка;
2 - каркас;
3 - сердечник;
![]()
![]()
Рисунок 1.5.4ж – Вариометр с вращающимся сердечником
1 – ротор;
2 – статор;
Индуктивность катушки, мкГн, может быть рассчитана по формулам:
L=L0 W2 D·10 -3
Для однослойной катушки L0 = f(l н /D), где l н – длина намотки, см;
Dср = D к + d – средний диаметр витка, см; D к – диаметр каркаса; d – диаметр провода; W – количество витков.
Для многослойной катушки:
L0 = f(lн /D ср ) и L0 = f(b /D ср ),
где D – наружный диаметр катушки, см;
Dср – средний диаметр катушки, см; D к – диаметр каркаса, см; b – глубина намотки, см;
Важным параметром катушки при ее применении в колебательных контурах является добротность, характеризующая относительных уровень активных потерь в ее обмотке, собственной емкости, сердечнике и экране:
Q =ωL / RL
Свойства катушки при изменении температуры описываются температурным коэффициентом индуктивности αL , который определяется выражением
dL 1 α L = dT L ОТ
Индуктивность при температуре T определяется выражением
L(T) = L ОТ [1+ αL (T–T0 )
где T – температура;
L ОТ – индуктивность при номинальной температуре; T0 – номинальная температура.
Изменение параметров во времени (старение) характеризуется коэффициентом старения
βL = (dL / dt) (1 / L 0 ),
где t – время;
L 0 – индуктивность непосредственно после изготовления катушки.
Индуктивность после длительной работы быть определена из выражения
L(t) = L0 (1+βL t)
Большое значение имеют также конструктивные параметры: надежность, габариты, масса, диапазон температур, влагостойкость, устойчивость против механических воздействий, а также технологичность катушки, возможность ее изготовления с использованием высокопроизводительных методов, стоимость, согласованность ее конструкции с ИС и возможность изготовления катушек методами микроэлектроника. Конструкция и параметры катушки существенно зависят от использования в ней сердечника с высокой магнитной проницаемостью.
Стабильность катушек без сердечника
При применении катушек в контурах большое значение имеет стабильность индуктивности. Наиболее высокой стабильностью обладают однослойные катушки без сердечников. Рассмотрим, чем она определяется.
Из (3) следует, что стабильность индуктивности однослойной катушки зависит от изменения диаметра каркаса при воздействии температуры. Однако при оценке температурной стабильности необходимо учитывать также то, что в высокочастотных катушках в результате поверхностного эффекта ток протекает не по всему сечению провода, а по той части, которая примыкает к каркасу. Положим, что толщина слоя, используемая током, будет взята такой же, как толщина поверхностного (скин-) слоя в проводе
χ эф = 0,5√ ρ/f
где ρ= 10-6 Ом·м – удельное сопротивление; f – частота, МГц;
χ эф – глубина, на которой ток падает до 0,37 его значения на поверхности
проводника, мм.
Эффективный диаметр витка
D эф ≈ D к + 2χ эф.
На рисунке 5 показана конструкция высокочастотной катушки (1 каркас из материала с малым температурным коэффициентом линейного расширения; 2 – виток).
![]()
Рисунок 1.5.5. – Конструкция высокочастотной катушки
Катушки индуктивности с сердечниками
Катушки без сердечников мало пригодны для микроминиатюризации, так как уменьшение диаметра каркаса катушки приводит к необходимости увеличения количества витков. Поэтому для улучшения характеристик катушки используют сердечники с высокой проницаемостью и малыми потерями на радиочастоте.
Первоначально в качестве материала для таких сердечников использовалось карбонильное железо, затем альсифер, а в настоящее время все шире применяются ферриты. Введение сердечника позволяет уменьшить количество витков при той же индуктивности.
Если предположить, что в сердеч нике нет потерь, то добротность катушки с сердечником Q с увеличится в √ μ с раз:
Q с ≈ Q б/с √ μ с
где Q б/с – добротность катушки без сердечника той же индуктивности; μ с – действующая магнитная проницаемость.
Основным методом повышения проницаемости сердечника является придание ему такой формы, при которой магнитные силовые линии практически полностью проходят путь по магнитному материалу с высокой проницаемостью. Это, например, броневой сердечник (Рисунок 4в).
Индуктивность катушки с сердечником с зазором (Рисунок 4г):
L c = 12,6 ·10-3 S c W2 μ с / lc = 12,6 S c W2 μ н ·10-3 / lc (1+μ н l 3 /lc ),
где S c – площадь сечения сердечника.
Свойства катушек индуктивности при длительном функционировании
При длительном функционировании катушек индуктивности с сердечниками наиболее существенное влияние на их параметры оказывает сердечник.
Старение материала сердечника обычно описывается логарифмическим законом:
∆μ н (t) / μ н = β 0 lg t/t 0 .
Тогда для среднего значения
m [∆μ н (t) / μ н ] = m (β 0 )lg t/t 0
где μ н – начальная магнитная проницаемость материала;
∆μ н (t) – отклонение магнитной проницаемости материала от начальной магнитной проницаемости;
β0 – случайный коэффициент, показывающий скорость изменения
магнитной проницаемости материала для каждой реализации; m (β 0 ) – математическое ожидание коэффициента, показывающего скорость
изменения магнитной проницаемости материала; t – время, в течение которого отсутствуют заметные изменения магнитной
проницаемости.
Значения ∆μ н (t), β0, m (β 0 ), t 0 получают из результатов эксперимента. В рассматриваемом примере для тороидальных сердечников m (β 0 ) = 0,14% и t 0 = 50 ч.
Среднеквадратическое отклонение также можно рассматривать как изменяющееся по логарифмическому закону:
D 1/2 (∆μ н (t) / μ н )= D1/2 (β 0 )lg t/t 0 .
Изменение стабильности при длительной эксплуатации катушек индуктивности в основном определяется изменением магнитной проницаемости сердечника μ с . При небольших зазорах
μ = μ н с 1+μ н (l з /
l c )
где l c – длина магнитной силовой линии; l з – "длина" зазора; μ н – номинальная магнитная проницаемость материала.
Следовательно, изменяя зазор, можно получить разные значения μ с < μ н,
Относительное изменение индуктивности
∆ L c (t)/L c (t)/μ c
где L c и μ c – начальное значение индуктивности проницаемости сердечника;
∆L c (t) и ∆μ c (t) – их отклонения во времени.
Для описания закономерностей отклонений ∆μ c и ∆L c также следует воспользоваться логарифмической аппроксимацией. Тогда
∆L c (t) / L c = ∆μ c (t) / μ c = β с lg t/t 0
где β с – случайный коэффициент, показывающий скорость изменения
магнитной проницаемости сердечника и индуктивности катушки.
Применение ферритовых сердечников позволяет значительно повысить индуктивность, а, следовательно, добротность катушки, при неплохих показателях по стабильности (например, при среднем уходе по индуктивности на 0,5% за три года). При этом необходимо так выбирать материал сердечника, чтобы потери при частоте, на которой работает катушка, были пренебрежительно малы.
Перспективы развития и использования катушек индуктивности в РЭА
Катушка индуктивности является элементом, сопряжение которого с интегральной схемой вызывает большие трудности. Основная причина состоит в сложности создания катушек малых габаритов с высокими индуктивностью и добротностью.
Все это объясняет наметившуюся тенденцию уменьшения количества катушек индуктивности в аппаратуре на интегральных схемах, не требующих катушек индуктивности, и замены их специальными схемами на транзисторах (гираторы).
Применительно к развитию катушек индуктивности общего назначения совершенствование их параметров в основном связано с новыми материалами, имеющими высокую магнитную проницаемость и стабильность на разных частотах, значительно превышающих по своим свойствам современные ферриты. Ферриты – магнитные материалы, представляющие собой соединение оксида железа (Fe2 O3 ) с оксидами других металлов: FeOFe2 O3 (феррит железа и другие материалы типа M2+ O Fe2 O3 ), а также феррогранаты: Y3 Fe5 O12 и другие типа M2+ Fe12 O19 и RFeO3 , где R – редкоземельный элемент или Y, ортоферриты CaTiO3 .
Катушки связи
Связь между отдельными цепями и каскадами может осуществляться с помощью катушек связи. Основными параметрами катушек связи являются индуктивность и коэффициент индуктивности связи. Индуктивность рассчитывают, как и для катушек индуктивности. Коэффициент индуктивной связи
k=M / L1
L2
где L1 и L2 – индуктивности связанных катушек, Гн;
М – взаимная индуктивность между ними;
Катушки связи применяются для разделения по постоянному току сеточных и анодных цепей, цепи базы и коллектора и других.

Рисунок 1.5.6. – Катушки связи с обмотками: a – двумя однослойными (k=0,9); б – однослойной и многослойной (k=0,5);
в – однослойной (раздвоенной) и многослойной (k=0,7); г – двумя многослойными (k=0,8);
Катушки индуктивности для гибридных интегральных схем
Основным требованием, предъявляемым к катушкам индуктивности для гибридных интегральных схем, является планарность их конструкции.
В гибридных микросхемах могут использоваться миниатюрные катушки индуктивности с сердечниками из ферритов. Их добротность порядка 50, они по габаритам должны быть совместимы с корпусами гибридных микросхем до 10 мм и меньше.
Индуктивность тороидальной катушки с магнитным сердечником прямоугольного сечения
L= 4,6 ·μ с an2 ·10-4 lg[(D ср +b)/(D cp -b)],
где n – число витков;
a и b – высота и ширина сечения сердечника, мм; D ср – средний диаметр сердечника, мм.
Тонкопленочные катушки индуктивности имеют ограниченный частотный диапазон (10-100 МГц).
Поэтому тонкопленочные катушки обычно имеют на площади 1 см2 число витков не более 10 и выполняются в виде круглой или квадратной спирали (рисунок 7а,б). Индуктивность таких катушек определяют по формулам:
L= 24,75 D cp N 5/3 lgD ср·10 -3/t
L= 55,5 N 5/3 lg8a·10-3 /t'
где D ср = (Dн +Dв )/2 – средний диаметр спирали, см; a= (Aн +Aв )/2 – средняя длина стороны квадрата, см; t = (Dн +Dв )/2 и t'= (Aн +Aв )/2 – радиальная ширина намотки, см.
Тонкопленочные катушки обладают низкой добротностью (Q = 20 ÷ 30) и поэтому используются только в тех случаях, когда другие варианты технически невозможны.
![]()
Рисунок 1.5.7а,б – Тонкопленочные катушки индуктивности: a – круглая; б – квадратная.
1.5.2 Дроссели
Дроссель электрический – катушка индуктивности, включаемая в электрическую цепь последовательно с нагрузкой для устранения (подавления) или ограничения переменной составляющей тока различной частоты. Реактивное сопротивление
XL = 2πfL = wL где f – частота; w – циклическая частота;
L – индуктивность;
Дроссели обычно имеют сердечник (электротехническая сталь). Применяются преимущественно в электрических фильтрах.
Дроссель высокой частоты – это катушка индуктивности, включаемая в цепь тока высокой частоты для увеличения ее сопротивления. При этом значение постоянного тока или тока низкой частоты не изменяется. Дроссели применяются в цепях фильтрации питания усилителей высокой частоты. Для повышения заградительных свойств дроссель должен обладать значительной по сравнению с контурной катушкой индуктивностью и весьма малой емкостью. Резонансная частота дросселя должна быть гораздо больше частоты выделяемого в контуре рабочего сигнала. В этом случае при индуктивности порядка сотен микрогенри дроссель должен быть эффективен в развязывающих цепях контуров УВЧ. Конструктивно дроссели высокой частоты выполняют намоткой на любой каркас, например, на основания непроволочных резисторов, в виде однослойных сплошных катушек либо катушек типа "универсаль". Дроссели, выпускаемые промышленностью, намотаны на ферритовые стержни и опрессованы пластмассой, их индуктивность сотни микрогенри –единицы миллигенри.
Низкочастотные дроссели
Низкочастотные дроссели, в большинстве случаев предназначенные для уменьшения пульсации выпрямленного напряжения в телевизорах, радиоприемниках, передатчиках и других устройствах, входят в состав сглаживающих и низкочастотных LC -фильтров. Сопротивление дросселя постоянному току весьма мало и равно омическому сопротивлению провода обмотки. Сопротивление дросселя переменному току
Z = 2πfL
(где f – частота питающей сети 50 или 400 Гц или пульсаций 100 или 800;
L – индуктивность дросселя в Гн) составляет несколько единиц – десятков кOм и зависит от требуемого уровня допустимых пульсаций.
В управляемых дросселях, наоборот, используется свойство магнитного материала изменять свое сопротивление переменному току при изменении рабочей точки магнитной характеристики.
1.5.3 Трансформаторы
Трансформатор электрический – статическое электромагнитное устройство преобразующее переменный ток одного напряжения в переменный ток другого напряжения. В основе действия трансформатора лежит явление электромагнитной индукции (собственно трансформатор) и параметрический эффект (паратрансформаторы). Трансформатор содержит в качестве основных элементов магнитопровод (сердечник) и расположенные на нем обмотки – первичную (ПО) и одну или несколько вторичных обмоток (ВО). В трансформаторе все обмотки индуктивно связаны между собой. В ряде трансформаторов вторичной обмоткой служит часть первичной обмотки и, наоборот. Такие трансформаторы называются автотрансформаторами.
Переменный ток в ПО приводит к появлению в магнитопроводе переменного магнитного потока, который наводит во ВО ЭДС взаимоиндукции. Отношение напряжений в первичной и вторичных обмотках равно отношению числа витков в них.
Трансформатор как четырехполюсник состоит из двух обмоток и имеет четыре вывода: 1,2-вход 3,4 –выход.

Рисунок 1.5.3.1. Схема трансформатора.
Сопротивления обмоток составляют:
![]()
![]() Z1 R1 j L1 ;
Z2 R2 j L2
Z1 R1 j L1 ;
Z2 R2 j L2
индуктивная связь представляется в виде
![]()
запишем два уравнения
![]() E1 Z1 I1 I2
E1 Z1 I1 I2
E1 ![]() I2
I2
отсюда получим:

соответственно для сопротивления и проводимости
Здесь I1, E 1, I 2, E 2 - комплексные амплитуды тока и напряжения на входе и выходе четырехполюсника, они связаны следующим образом:
![]() I
1 11E
1 12E
2 I
2 21E
1 22E
2
I
1 11E
1 12E
2 I
2 21E
1 22E
2
или в матричном виде ![]()
- матрица полной проводимости четырехполюсника
![]() Z
1 - матрица полного сопротивления или импеданса четырехполюсника
Z
1 - матрица полного сопротивления или импеданса четырехполюсника

Явление взаимной индукции заключается в наведении ЭДС индукции во всех проводниках, находящихся вблизи других проводников, токи которых изменяются во времени. ЭДС во вторичной обмотке
![]() E2
dt
m21
(СИ)
E2
dt
m21
(СИ)
![]() где m21 - магнитный поток поля I
1 сквозь поверхность охватываемую вторичной обмоткой.
где m21 - магнитный поток поля I
1 сквозь поверхность охватываемую вторичной обмоткой.
![]()
![]() Магнитный поток m21 пропорционален току I
1: m21 M
21 I
1 (СИ)
Магнитный поток m21 пропорционален току I
1: m21 M
21 I
1 (СИ)
M21 - коэффициент, называемый взаимной индуктивностью второй и
где первой обмоток.
M21 определяется геометрической формой, размерами и взаимным
расположением контуров, а также относительной магнитной проницаемостью среды, в которой находятся обмотки.
![]() Аналогично m12 M
12 I
2
Аналогично m12 M
12 I
2
I2 - ток во второй обмотке
где
![]() m12 - магнитный поток поля тока I
2 сквозь поверхность, охватываемую первой обмоткой,
m12 - магнитный поток поля тока I
2 сквозь поверхность, охватываемую первой обмоткой,
M12 - взаимная индуктивность первого и второго контуров.
![]() Для неферромагнитной среды M12M
21, для ферромагнитной среды M
12 и M
21 зависят кроме перечисленных ранее величин от сил токов в контурах и обусловлены явлением гистерезиса и характером изменения этих токов.
Для неферромагнитной среды M12M
21, для ферромагнитной среды M
12 и M
21 зависят кроме перечисленных ранее величин от сил токов в контурах и обусловлены явлением гистерезиса и характером изменения этих токов.

Рисунок 1.5.3.2. Магнитный гистерезис.
Магнитным гистерезисом ферромагнетиков называется отставание изменения магнитной индукции В от изменения напряженности внешнего намагничивающего поля, обусловленное зависимостью В ее предыдущих значений.
![]() При холостом ходе (I20
)
При холостом ходе (I20
)
N
M21![]() R1
Nm2
R1
Nm2
где N1, N 2 - число витков в первичной и вторичной обмотках; Rm - магнитное сопротивление сердечника.
U2 и U 1 на концах
Отношение абсолютных значений напряжений
вторичной и первичной обмоток при холостом ходе называется коэффициентом трансформации
![]() U2
N2
U2
N2
U1 N1
![]() Магнитный поток в магнитной цепи играет роль аналогичную силе тока в электрической цепи. Во всех сечениях неразветвленной магнитной цепи, магнитный поток m должен быть одинаковым
Магнитный поток в магнитной цепи играет роль аналогичную силе тока в электрической цепи. Во всех сечениях неразветвленной магнитной цепи, магнитный поток m должен быть одинаковым ![]() Em
Em
Rm
![]() m- магнитный поток
m- магнитный поток
![]() Em I N
- магнитодвижущая или намагничивающая сила. N – число витков намагничивающего тока I.
Em I N
- магнитодвижущая или намагничивающая сила. N – число витков намагничивающего тока I.
R m - полное магнитное сопротивление цепи.
![]() Магнитное сопротивление участка цепи длиной L; с постоянной площадью поперечного сечения S: L
Магнитное сопротивление участка цепи длиной L; с постоянной площадью поперечного сечения S: L
R mi
Последовательное и параллельное соединение n магнитных соединений, соответственно
![]()
![]() Rm n
Rm n
RmRmi
;
По функциональному признаку трансформаторы РЭА подразделяют на следующие основные классы: силовые (или трансформаторы питания), импульсные применяемые для преобразования импульсов электрического тока или напряжения, измерительные, согласующие, радиочастотные.
Трансформаторы согласования работают при малых мощностях, поэтому их перегрев незначителен. Трансформаторы согласования широко используются в бытовой РЭА.
Импульсные трансформаторы выполняют функции, аналогичные функциям трансформаторов согласования, но применительно к импульсным сигналам, например, длительностью от 0,2 до 100 мкс, поэтому в них особенно жесткие требования предъявляются к индуктивности первичной обмотки, индуктивности рассеивания и собственной емкости обмотки. Исходя из допустимых искажений формы импульса формулируются требованиями к тем параметрам трансформатора, на которых основывается электрический расчет и выбор конструкции. Импульсные трансформаторы широко применяются в РЭА, в том числе на ИС. Поэтому разработаны и выпускаются унифицированные импульсные трансформаторы и блоки импульсных трансформаторов, предназначенные для работы в микроэлектронной аппаратуре.
1.6 ЭЛЕКТРОМЕХАНИЧЕСКИЕ, ПЬЕЗОЭЛЕКТРИЧЕСКИЕ И
АКТИВНЫЕ RC-ФИЛЬТРЫ
Резонансные контуры, входящие в состав электрических фильтров, трудно сделать высокостабильными, высокодобротными и в то же время малогабаритными, поэтому, не смотря на простоту их изготовления и возможность выбора вида частотной характеристики при увеличении числа контуров, эти фильтры используются ограниченно.
Указанные обстоятельства обусловили появление фильтров, основанных на принципе механических упругих колебаний и механического резонанса. Широкое применение таких фильтров объясняется тем, что скорость распространения упругих колебаний в твердом теле примерно в 100 тыс. раз меньше скорости распространения электромагнитных волн. Это позволяет использовать очень компактные механические резонаторы с распределенными параметрами, обладающие чрезвычайно малыми потерями, т. е. весьма высокой добротностью, достигающей 103 …104 . Однако для применения этих фильтров в электронной аппаратуре необходим переход от электрических колебаний и сигналов, действующих в цепях этой аппаратуры, к акустическим (упругим) колебаниям в механических резонаторах и последующий переход от акустических к электрическим.
Для этого преобразования используются известные из физики эффекты взаимодействия электрических или магнитных полей и механических деформаций и напряжений, например пьезоэффект и магнитострикционный эффект. Особенности и свойства таких преобразователей существенно зависят от того, какой эффект при этом используется. Часто название эффекта, на котором основано преобразование, применяется при классификации фильтров. Например, различают пьезокерамические, пьезокварцевые, магнитострикционные фильтры и т. д.
Полагая, что преобразования электрических колебаний в механические и обратно произведены, рассмотрим физическую сущность фильтрации в механических системах. Как известно из радиотехники, колебания и резонансы могут возникать в цепях с сосредоточенными (LC-фильтры) и с распределенными (длинные линии) параметрами. Аналогично обстоит дело и при механических колебаниях. Они могут появляться в системах с сосредоточенными параметрами, например, в механических системах, имеющих массу (груз) и упругость (пружину). Однако такие системы обладают низкой резонансной частотой колебаний и не могут использоваться для создания фильтров на радиочастотах. Их изучение имеет большое значение для исследования действия механических возмущений на конструкции РЭА и ее элементы, а также для амортизации. Механические колебания возникают и в системах с распределенными параметрами.
Простейшими механическими с распределенными параметрами являются брусок, пластина, стержень, струна, диск и т. д.
Для выяснения физической сущности механического резонанса остановимся на простейших механических продольных объемных колебаниях, которые возникают и распространяются в стержнях. Анализ распространения упругих волн приводит к волновому уравнению
![]() ,
,
где U – переменное напряжение (деформация); t – время; x – координата; vупр – скорость распространения волны в материале. В стержнях из упругих материалов, какими являются металлы, используемые в резонаторах, скорость распространения объемной продольной волны
v
пр
![]() ,
,
где E – модуль упругости; ρ – плотность материала.
В связи с конечной скоростью распространения упругих колебаний вдоль стержня можно ввести понятие длины акустической волны
v
![]() .
.
f
Длина волны на разных частотах при скорости 5000 м/с, характерной для используемых материалов, дана в табл. 5.3. Как видно, длина упругой волны в металле на радиочастоте составляет несколько миллиметров.
При длине бруска lбр =λа /2 наступает резонанс и затухание колебаний в этом случае мало. Если колебания возбуждаются внешней силой, то напряжения и деформации будут максимальны. Если для примера взять распределение упругости напряжений и деформаций в резонирующем бруске, то края бруска в процессе колебаний перемещаются, в то время как центр бруска, в котором наблюдаются наибольшие внутренние напряжения, остается в покое. Пользуясь соотношением lбр =λа /2 , можно от длины волны перейти к резонансной частоте. Тогда получим
f
0
![]() .
.
Кроме основной резонансной частоты могут наблюдаться резонансы на кратных частотах (гармониках), когда на длине стержня укладывается целое число m полуволн.
В механических фильтрах используются изгибные, продольные, крутильные, поперечные, сдвиговые и поверхностные (волны Рэлая и Лява) волны. Деформации волн и направления их распространения приведены на рис. 1.6.1, где а) – изгибное, б) – продольное, в) – поперечное, г) – крутильное и д) – поверхностное колебания. Стрелками показаны деформации и направления распространения волны; λа – длина волны, которая определяется следующими скоростями распространения: vизг , vпр , vпоп , vкр , vпов . Эти скорости зависят от свойств материалов, в основном, от модуля упругости Е и плотности материала ρ . Скорости для каждого вида колебаний различны и могут отличаться в два раза.

Рисунок 1.6.1. Деформации волн и направления их распространения.
В пьезоэлектрических фильтрах механические колебания возбуждаются в результате пьезоэффекта, но эти колебания в другие резонирующие элементы не передаются. Эффект фильтрации достигается вследствие того, что механический резонанс изменяет электрические характеристики цепи преобразователя электрических колебаний в механические.
Основной положительной особенностью фильтров на поверхностных акустических волнах является то, что их изготовление основывается на технологии микроэлектроники (формирование пленок с разными свойствами). По этому широкое развитие получило новое направление, относящееся к функциональной микроэлектронике, известное как актустоэлектроника.
Рассмотрим работу магнитострикционных преобразователей. Из физики известен эффект Джоуля, который состоит в том, что если некоторые ферромагнитные тела поместить в магнитное поле, то происходит намагничивание, сопровождающееся возникновением внутренних механических сил в теле. В результате меняются его геометрические размеры.

Рисунок 1.6.2 Приближенная эквивалентная схема электромеханического фильтра
Пример приближенной эквивалентной схемы электромеханического фильтра приведен на рис. 1.6.2, где L1 и C1 – эквивалентные параметры резонатора, а C2 – эквивалентные связи. Число звеньев и степень связи, полученные при электрическом расчете, реализуются при конструировании фильтра. При конструировании резонаторов необходимо определить их материал и геометрические размеры, а вид колебаний выбирается заранее.
Пьезокварцевые и пьезокерамические фильтры . Значительно большие возможности дают такие принципы преобразования электрических колебаний в механические или такие принципы связей элементов электрических цепей с механическими резонаторами, при которых активные потери при преобразовании получаются малыми. Такими особенностями обладают преобразователи, в которых вследствие пьезоэффекта происходит возбуждение упругих механических колебаний. В этих преобразователях получается своеобразный конденсатор, к обкладкам которого подается напряжение переменного тока.
![]() Схема замещения пьезоэлектрического резонатора, содержащая кроме С0
ветвь LCRр
, отображающую действие резонатора, а также зависимость модуля сопротивления |Z
|, полученную экспериментально с учетом потерь, и зависимость реактивного сопротивления х
резонатора при отсутствии потерь приведены на рис.1.6.3. Частота fp
соответствует частоте последовательного резонанса между индуктивностью L
и емкостью С
: fp
=1/2π
LC
. При этом сопротивление резонатора резко уменьшается, достигая сопротивления резонатора резко уменьшается, достигая сопротивления Rp
– активного сопротивления, отображающего наличие потерь при колебаниях пластины резонатора.
Схема замещения пьезоэлектрического резонатора, содержащая кроме С0
ветвь LCRр
, отображающую действие резонатора, а также зависимость модуля сопротивления |Z
|, полученную экспериментально с учетом потерь, и зависимость реактивного сопротивления х
резонатора при отсутствии потерь приведены на рис.1.6.3. Частота fp
соответствует частоте последовательного резонанса между индуктивностью L
и емкостью С
: fp
=1/2π
LC
. При этом сопротивление резонатора резко уменьшается, достигая сопротивления резонатора резко уменьшается, достигая сопротивления Rp
– активного сопротивления, отображающего наличие потерь при колебаниях пластины резонатора.

Рисунок 1.6.3. Схема замещения пьезоэлектрического резонатора.
Активные RC-фильтры
Принцип действия фильтров RC . Устройства фильтрации, в которых используются контуры LC , по принципу действия являются пассивными, т. е. предполагается, что для их функционирования не требуется усилительных активных элементов. Усиление производится отфильтрованного сигнала в другом блоке.
Развитие активных элементов и микросхем позволило использовать их как составную часть устройств фильтрации. Такие микросхемы получили название операционных усилителей (ОУ).
Основные особенности ОУ: высокий коэффициент усиления, минимальное смещение нуля и температурный дрейф; небольшая потребляемая мощность; небольшая стоимость. Например операционный усилитель К140УД7 имеет коэффициент усиления 50 000, входной ток менее 200 мкА, ЭДС смещения нуля менее 4 мВ, максимальное входное напряжение 11 В, ток потребление менее 2,8 мА, входное сопротивление более 0,4 МОм, частота среза 0,8 МГц, сопротивление нагрузки 1 кОм. Наиболее широко применяются полосовые активные фильтры, в схему которых включены резисторы и конденсаторы (активные RC -фильтры).
Если в схемах с ОУ характеристики обратной связи изменяются с частотой, то могут быть получены устройства, коэффициент передачи которых изменяется с частотой.

Рисунок 1.6.4.Схема полосового фильтра.
Таким образом, ОУ, охваченный цепью обратной связи, выполняет функции, аналогичные функциям колебательного контура.
Простейшая схема полосового фильтра с такой обратной связью при использовании одного ОУ дана на рис. 1.6.4. Частота квазирезонанса
1 R 1 R 3
![]() 0 . C
1C
2R
1R
2
0 . C
1C
2R
1R
2
Полосовые активные RC -фильтры на трех ОУ . Работа фильтра с тремя ОУ несколько отличается от работы фильтра с одним ОУ. Можно показать, что часть схемы (рис. 1.6.5.), включающих в свой состав два ОУ (ОУ2 и ОУ3),

Рисунок 1.6.5. Полосовой активный RC -фильтр на трех ОУ.
81
создает эффект взаимодействия тока и напряжения, эквивалентный индуктивности (гиратор). Индуктивность гиратора определяется по формуле
![]() L
1 R
1R
3C
1C
2
L
1 R
1R
3C
1C
2![]() R
4.
R
4.
При этом в цепь обратной связи включен контур, состоящий из элементов: катушки индуктивности L1 , резистора R5 и конденсатора С2 . Чем больше сопротивление резистора R5 , тем больше добротность эквивалентного контура, тем уже полоса пропускания. Активные RC -фильтры обычно проектируются на заводах изготовителях РЭА.
1.7 ПРИНЦИПЫ ДЕЙСТВИЯ ДИСКРЕТНЫХ И ЦИФРОВЫХ ФИЛЬТРОВ
Недостатки аналоговых фильтров . Рассмотренные в предыдущей главе аналоговые фильтры обладают рядом недостатков, в том числе: 1) трудности обеспечения высокой стабильности частоты настройки и 2) формы частотных характеристик в связи с тем, что параметры элементов фильтров (конденсаторов, катушек индуктивности, резисторов и т.п.) изменяются под воздействием температуры, влаги, механических нагрузок и во времени; 3) резко выраженная зависимость габаритов, массы и стоимости от частоты (при низких частотах); 4) необходимость точной механической обработки (электромеханические и кварцевые фильтры); 5) трудность получения высокой добротности (LC -фильтры и активные RC -фильтры); 6) существенные ограничения в области высоких частот.
Эти недостатки обуславливаются трудностями обеспечения: 1) требуемого резонансного сопротивления при малых индуктивностях в LC -фильтрах, 2) ограничением по высшей частоте операционных усилителей в RC -фильтрах, 3) сложностью создания электромеханических и кварцевых резонаторов малых размеров. Поэтому аналоговые фильтры не могли решить многие задачи фильтрации в РЭА и необходимо было создать фильтры на новых принципах. Такими фильтрами являются дискретные и цифровые.
Для объяснения свойств и возможностей дискретных и цифровых фильтров удобно использовать отображение сигнала и его смеси с помехой в выборке отсчетов (значений), взятых через дискретные интервалы времени tвб , а также квантование отсчетов. В основу цифровой передачи и записи аналоговых сигналов положена импульсно-кодовая модуляция (ИКМ). Она обеспечивает дискретизацию (квантование) и кодирование.
82
![]() его и
его и
преобразующее аналоговый сигнал x(t) в последовательность импульсов (решетчатую
функцию) x*(t) ; АЦП – аналого-цифровой преобразователь, с помощью которого мгновенные значения аналогового сигнала заменяются ближайшими дискретными уровнями X(nT) , где n=0, 1, 2…, T – период следования импульсов, ВУ – вычислительное устройство, преобразующее последовательность чисел (уровней) X(nT) в выходную функцию Y(nT) ; ЦАП – цифро-аналоговый преобразователь, в котором Y(nT) преобразуется в выходной аналоговый сигнал y(t) .
Если оперировать с выборкой, то можно осуществлять фильтрацию, обрабатывая отсчеты выборки, т.е. построить фильтр так, чтобы он
83
действовал не непрерывно, а в моменты времени через tвб . Это позволило создать дискретные (по времени) фильтры, техническая реализация которых основывается на принципах, отличающихся от используемых в аналоговых.
От дискретных фильтров можно перейти к цифровым.
Напомним, что для анализа и расчета аналоговых фильтров обычно используется частотная область, т.е. спектры сигналов и частотные характеристики фильтров. Для дискретных и цифровых фильтров также могут использоваться дискретные характеристики, но для понимания их принципа действия удобнее пользоваться временной областью, т.е.
рассматривать их работу во времени.

Рисунок 1.7.3 Рисунок 1.7.4
Рисунок 1.7.3. Оптимальный фильтр для прямоугольного видеоимпульса – аналоговый и линейный 1 – интегратор; 2 – задержка; 3 – устройство вычитания.
Рисунок 1.7.4. а – прямоугольный сигнал на входе и его отклик на выходе (б) , т.к. сигнал проходит…
Помеха при интегрировании частично компенсируется (значения помехи имеют разные знаки).
![]() Сущность фильтрации: накопление отклика на сигнал, чем длительнее накопление, тем больше отношение сигнал/помеха на выходе фильтра.
Сущность фильтрации: накопление отклика на сигнал, чем длительнее накопление, тем больше отношение сигнал/помеха на выходе фильтра.
Так работают аналоговые фильтры.
Принцип действия дискретного фильтра . Поскольку в устройствах фильтрации осуществляется накопление
информации, то для получения эффекта фильтрации можно использовать не только явление резонанса. Дискретный фильтр действует не непрерывно, а дискретно обрабатывает отсчеты значений сигнала, взятые через интервал времени. Для накопления или суммирования таких сигналов можно применить дискретный накопитель с сумматором. Простейшим видом такого
84
устройства является линия задержки на элементах LC с отводами, напряжения с которых подаются на сумматор.
Принцип построения такой линии иллюстрируется рис. 6.4, где 1 – линии задержки (показан простейший вариант из элементов L и C ); 2 – отводы; 3 – резисторы (подбирая их сопротивления, можно изменять ―вклад‖ отвода в сумму); 4 – сумматор в виде общего сопротивления R∑ , обеспечивающий совместное использование сигналов, накапливаемых в линии задержки.
Для простоты полагаем, что сопротивления в отводах одинаковые, и посмотрим, как сигнал в виде прямоугольного импульса пройдет через такой дискретный фильтр (рис. 1.7.5).

Рисунок1.7.4. Линия задержки на элементах LC.
85


Рисунок 1.7.5. Прохождение прямоугольного импульса через дискретный фильтр.
На рис.1.7..5, а показан сигнал S(t) c прямоугольной огибающей длительностью Ts ; n(t) – помеха. На рис. 1.7..5, б – выборка из сигнала в виде пяти отсчетов, длительность импульсов выборки Tи ; tвб – интервал выборки. На рис. 1.7..5, в – отклик на выходе линии задержки, содержащей пять отводов, с которых сигналы подаются на общий сумматор (масштаб изменен 86 по отношению к рис. 1.7..5, б в 2 раза). Этот отклик представляет собой сумму отсчетов выборки и подобен отклику, показанному на рис. 1.7.2, но является дискретным во времени. Поскольку линия задержки представляет набор дискретных звеньев с отводами, то процесс дискретизации во времени может происходить непосредственно в ней.
На рис. 1.7..5,г показан вид отклика на сигнал на выходе фильтра Sвых (t) , если подать на такой дискретный фильтр сигнал, не осуществляя выборки (масштаб изменен по отношению к рис. 1.7..5,б в 5 раз).
Из рис. 1.7..5,д можно видеть, что если сигнал на входе действует вместе с помехой, то отсчеты будут больше (помеха складывается с сигналом) или меньше (помеха вычитается из сигнала). На рис. 1.7..5,е видно, что в сумматоре произойдет частичная компенсация помех и они будут накапливаться медленнее, чем отклик на сигнал (масштаб изменен по отношению к рис. 1.7..5,б в 5 раз).
В приведенном примере при пяти отводах на выходе фильтра сигнал увеличивается в 5 раз. Помеха за счет компенсации возрастает на выходе примерно в 2 раза, и отношение сигнала к помехе улучшится примерно в 2 раза.
Реально сигналы сложнее, чем прямоугольный импульс, соответственно дискретные фильтры сложнее, чем показанный на рис. 1.7..4, но основной эффект выделения сигнала из помех при дискретном накоплении сохраняется. Следует обратить внимание на то, что фильтр получается значительно сложнее, чем простой фильтр RC ; требуется большее количество элементов – катушек индуктивности и конденсаторов. Создание фильтров, основанных на изложенном принципе, практиковалось только для сложных сигналов (например, фазоманипулированных), так как дискретный характер таких сигналов требовал использования дискретного фильтра.
Дискретные фильтры стали широко применяться для сигналов только после того, как были созданы приборы с зарядовой связью (ПЗС) и приборы на поверхностных акустических волнах (ПАВ), где реализация звена задержки (памяти) неизмеримо проще, чем на электрических линиях задержки, показанных на рис. 1.7..4. Свойства дискретного фильтра с учетом его особенностей широко используются при изучении, синтезе и расчете цифровых фильтров. Действительно, как будет видно из изложенного ниже, в предположении, что интервал квантования выбран небольшим, числом разрядов в кодовых комбинациях достаточно большое, эффектами квантования и другими эффектами, связанными с ограниченным количеством разрядов, можно пренебречь. Тогда цифровой фильтр работает как дискретный. Таким образом, модель дискретного фильтра имеет определяющее значение в изучении, анализе и синтезе цифровых фильтров.
Принцип действия цифрового фильтра . Накопление, лежащее в основе фильтрации, может быть получено с использованием процедуры, связанной с суммированием, а суммирование является основной
87
арифметической операцией. Следовательно, потенциально имеется возможность осуществления избирательных свойств в устройствах, производящих арифметические операции. Например в АЦП отсчеты, взятые в дискретные моменты времени квантуются и отображаются не в напряжении, а в виде числа, которое на выходе отображается кодом с конечным числом разрядов дискретных вторичных сигналов. Затем эти кодовые комбинации обрабатываются в цифровом фильтре.
Значение выборки отобразим пятиразрядным двоичным числом. Над взятыми 5 отсчетами будет выполняться операция последовательного суммирования 5 отсчетов, представленных в цифровой форме на рис. 1.7.6,а – смесь сигнала с помехой. Она соответствует рис. 1.7..5 для трехразрядного десятичного числа. Квантование округлит их до записи 4, 5, 7, 4, 6 (рис.
17..6,б ), удерживается только старший (целый) разряд. Возникают помехи квантования. АЦП преобразовывает значения 4, 5, 7, 4, 6 в пятиразрядные числа (рис. 1.7.6,г ).
При амплитуде сигнала 5, 5, 5, 5, 5 сумма=25. При амплитуде сигнала 4, 5, 7, 4, 6 с помехой сумма=26. Двоичный код на рис. 1.7.6,в . Процесс сложения показан на рис. 1.7..7.


Рисунок 1.7.6 Рисунок 1.7.7
88
Таблица 1.7.1
Сумма с учетом
помехи
00100
(4)
01001
(9)
10000
(16)
10100
(20)
11010
(26)
10110
(22)
10001
(17)
01010
(10)
00110
(5)
00000
(0)
Номе Число, Сумма без Число,
р поступающее на помехи поступающее
так вход без помехи на вход с
та учетом помехи
1 00101 (5) 00101 00100
2 00101 (5) (5) (4)
3 00101 (5) 01010 00101
4 00101 (5) (10) (5)
5 00101 (5) 01111 00111
6 00000 (15) (7)
7 00000 10100 00100
8 00000 (20) (4)
9 00000 11001 00110 10 00000 (25) (6)
10100 00000
(20) 00000
01111 00000
(15) 00000
01010 00000
(10)
00101
(5)
00000
(0)
Отклик в результате суммирования чисел 4, 5, 7, 4, 6 представлен в таблице, на шестом такте подается число 00000 и не читается последовательное исключение чисел без помехи и с помехой.
После получения суммы пяти чисел происходит процесс ―вычитания‖, так как на входе прекращается действие сигнала. Подается число 00000, а тактовые импульсы, управляющие действием сумматора, будут последовательно исключать из суммы в начале первое число, потом второе и
т.д., как это показано, начиная с шестого такта, в табл. 6.1. В аппаратуре преобразование аналогового сигнала в цифровой происходит с помощью АЦП, выпускаемых промышленностью серийно.
Если необходимо от цифрового отклика вновь перейти к аналоговому, то используются серийно выпускаемые цифро-аналоговые преобразователи (ЦАП).
Используя принцип работы цифрового фильтра, фильтр может быть построен на различной элементной базе.
1.8 АКУСТОЭЛЕКТРОННЫЕ УСТРОЙСТВА
89
Встречно-штыревой преобразователь , акустоэлектронное устройство, предназначенное для преобразования электромагнитных волн в поверхностные акустические и обратного преобразования; разновидность электроакустического преобразователя. Состоит из двух групп металлических электродов (штырей), вложенных навстречу друг другу и расположенных на поверхности звукопровода в основном из пьезоэлектрика. Переменный электрический сигнал, проводимый в встречно-штыревой преобразователь, создает вблизи поверхности звукопровода переменные упругие силы, порождающие ПАВ.
![]()
Рисунок 1.8.1. Схематическое изображение двунаправленного встречно-штыревого преобразователя: а – неаподизованного; б – аподизованного; в – с емкостным ―взвешиванием‖ электродов; 1 – источник переменного электрического сигнала; 2 – поглатитель ПАВ; 3 – звукопровод; 4 – металлические электроды; 5 – контактные площадки; 6 – часть преобразователя, осуществляющая модуляцию амплитуды ПАВ; 7 – часть преобразователя, генерирующая ПАВ; λ0 – длина ПАВ. (Стрелками указано направление распространения ПАВ.)
90
Встречно-штыревой преобразователь является двунаправленным преобразователем, т.е. возбужденные им ПАВ распространяются перпендикулярно штырям в двух противоположных направлениях. Исключение помех, вносимых ПАВ, отраженными от края звукопровода, обеспечивается созданием на его поверхности вблизи этого края поглотителя ПАВ. В простейшем встречно-штыревом преобразователе так называемая степень перекрытия электродов (глубина их вложения) одинакова, а расстояние между центрами ближайших межэлектродных зазоров равно λ0 /2 , где λ0 – длина ПАВ (рис. 1.8.1,а). Максимальная эффективность преобразования переменного электрического сигнала в ПАВ в таком встречно-штыревом преобразователе обеспечивается на частоте f0 =v/λ0 (где v – скорость распространения ПАВ), что обусловлено возникновением акустического синхронизма, т.е. сложением в фазе ПАВ, возбужденных каждой парой расположенных рядом электродов. Отклонение частоты переменного электрического сигнала от f0 приводит к уменьшению интенсивности ПАВ. Использование такого встречно-штыревого преобразователя для создания акустоэлектронных устройств (например, полосовых фильтров) ограничено, т.к. его амплитудно-частотная характеристика (АЧХ) [имеющая вид (sinx )/x , где x=πN(f-f0 )/f0 , N – количество пар электродов в преобразователе] для большинства применений имеет неудовлетворительную форму.
Для получения встречно-штыревого преобразователя с заданной АЧХ используют при его изготовлении т.н. методы ―взвешивания‖, суть которых заключается в том, что интенсивность ПАВ, возбуждаемых каждой парой электродов, меняется в соответствии с заданной функцией (функцией ―взвешивания‖). Наиболее распространенным является встречно-штыревой преобразователь, созданный на основе метода ―взвешивания‖, называемый аподизацией, который заключается в изменении перекрытия каждой пары электродов в соответствии с заданной функцией ―взвешивания‖ (рис. 1.8.1,б).
В таком встречно-штыревом преобразователе (аподизованном преобразователе) каждая пара электродов генерирует ПАВ с одинаковой амплитудой, но с различной шириной акустического луча. Основным недостатком аподизованного встречно-штыревого преобразователя является дифракционная расходимость ПАВ, генерируемых электродами с малым перекрытием (~ длине ПАВ).
Среди аподизованных преобразователей выделяют встречноштыревые преобразователи, изготовленные на основе методов ―непосредственного взвешивания‖, в которых получение заданной АЧХ обеспечивают, например, созданием емкостей между контактными площадками встречно-штыревого преобразователя и его электродами (рис. 1,в). Такой встречно-штыревой преобразователь состоит из двух частей (секций), одна из которых генерирует ПАВ, а другая осуществляет модуляцию их амплитуды в соответствии с функцией ―взвешивания‖.
91
Однонаправленное распространение ПАВ достигается включением двух встречно-штыревых преобразователей через фазосдвигающее устройство (обеспечивает сдвиг фаз на 90°) на расстоянии (n+1/4 )λ0 , где n – целое число. Такую конструкцию называют однонаправленным встречноштыревым преобразователем. В этом встречно-штыревом преобразователе на частоте акустического синхронизма происходит сложение по фазе ПАВ, возбужденных двунаправленными встречно-штыревыми преобразователями и распространяющихся в одном направлении, и взаимное гашение ПАВ, распространяющихся в противоположных направлениях.

Рисунок 1.8.2. Схематическое изображение однонаправленного встречно-штыревого преобразователя: 1 – источник переменного электрического сигнала; 2 – звукопровод; 3 – согласующее устройство; 4 – фазосдвигающее устройство; 5 – двунаправленный встречно-штыревой преобразователь; n – целое число; λ0 - длина ПАВ. (Стрелками указано направление распространения ПАВ.)
Встречно-штыревые преобразователи изготовляют нанесением тонкой пленки, чаще всего из Al или Au, на пластину пьезоэлектрика.
Встречно-штыревые преобразователи используют для создания
линий задержки, полосовых фильтров и других акустоэлектронных устройств на ПАВ, предназначенных для работы в диапазоне частот от 10 МГц до нескольких ГГц.
92
1.9 ФИЛЬТРЫ НА ПОВЕРХНОСТНЫХ АКУСТИЧЕСКИХ
ВОЛНАХ
Принцип действия фильтров на поверхностных акустических волнах (ПАВ ). На принципах функциональной электроники, а именно на использовании динамических неоднородностей, можно построить фильтры не только на основе ПЗС, но и акустоэлектронные, основанные на применении поверхностных акустических волн. При многих замечательных качествах фильтров на ПЗС их максимальная рабочая частота ограничена примерно 20 МГц. Акустоэлектронные фильтры, основанные на создании и движении динамических неоднородностей в виде дискретных упругих деформаций, удачно дополняют фильтры на ПЗС, так как рабочий диапазон частот фильтров на ПАВ находится в пределах от 1 до 103 МГц.
Напомним, что фильтры, использующие акустические объемные колебания, имеют следующие недостатки: существенно ограничены высшие частоты (для магнитострикционных фильтров — несколько мегагерц, для пьезоэлектрических 10 … 30 МГц); конструкция и технология этих фильтров основаны на механической обработке с очень высокой точностью, т. е. они отличаются по конструкции и технологическим процессам изготовления от современных элементов РЭА, базирующихся на микроэлектронике; по конфигурации и размерам, несмотря на их компактность (по сравнению с электрическими фильтрами), они плохо согласуются с конструкциями ИС.
Фильтры на поверхностных акустических волнах имеют принципиальные преимущества перед другими фильтрами, основанными на эффекте преобразования электрических колебаний в акустические. В устройствах на ПАВ объемные волны не применяются. В связи с этим изменяется принцип их действия и технические возможности.
Для того чтобы использовать поверхностные волны для создания фильтров, необходимо с помощью электрических сигналов во входном преобразователе возбудить их, а затем в выходном преобразователе вновь превратить в электрические сигналы.
Поверхностные акустические волны формируют тонкий, соизмеримый с длиной волны, слой с динамическими неоднородностями в виде упругих деформаций, имеющих дискретный характер. Это позволяет преобразования электрических волн в акустические во входном преобразователе и обратно в выходном осуществлять путем использования тонких металлических штырей (электродов), напыленных на поверхности звукопровода (подложки), обладающего пьезоэлектрическим эффектом.
Существует много методов возбуждения поверхностных волн. Рассмотрим метод, основанный на использовании в преобразователе встречных штырей (ВШП — встречно штыревые преобразователи). Он удачно сочетается с технологическими методами микроэлектроники.
93

Рисунок 1.9.1. Схема встречно-штыревого преобразователя.
Схематично такой преобразователь показан на рис. 1.9.1, где 1 — входной преобразователь; 2 — выходной преобразователь; 3 — поглотитель; 4 — звукопровод; 5 — штыри (напыленные металлические электроды).
Основными разновидностями ВШП являются: эквидистантный преобразователь (с одинаковыми расстояниями между штырями); неэквидистантный преобразователь (с различными расстояниями между штырями); неаподизованный преобразователь (с одинаковыми перекрытиями штырей); аподизованный (взвешенный) преобразователь (с различной степенью перекрытия штырей) и др.
Как видно из рис. 1.9.1, если приложить к штырям входного преобразователя электрическое напряжение высокой частоты, обеспечить согласование частоты f с шагом ВШП, то под влиянием поля произойдет деформация в пьезоэлектрике, которая со скоростью υ пов распространится в обе стороны от каждого промежутка, если a — ширина штырей, h — расстояние между штырями; то шаг ВШП
b=a+h.
Если шаг ВШП согласован с длиной волны, то деформации, вызванные каждым промежутком, суммируются, образуя суммарную поверхностную волну.
Суммирование происходит за счет того, что локальная деформация, образовавшаяся под одним из промежутков, начинает перемещаться в
94
противоположных направлениях и проходит расстояние λпов /2 до следующего промежутка. Она оказывается там в тот момент, когда следующая полуволна внешнего напряжения достигнет максимума и создаст свою деформацию, которая, складываясь с пришедшей от соседнего промежутка, создаст суммарную деформацию. Это имеет место при выполнении равенства
2b= λпов = υ пов /f , где λпов — длина поверхностной акустической волны.
Так происходит многократно под всеми промежутками, и суммарная волна распространяется по звукопроводу. Эта волна достигает выходного преобразователя, где происходит обратное преобразование деформаций в электрическое напряжение. Обратное преобразование обусловлено тем, что деформации пьезоэлектрика, вызванные поверхностной волной, приводят к появлению электрического напряжения, наведенного на соседних парах штырей при согласовании ВШП с частотой, будет противоположный из-за обратного чередования штырей. Это позволяет сформировать в выходном преобразователе двуполярное переменное электрическое напряжение с частотой входного сигнала.
Чем больше штырей содержит преобразователь, тем он эффективнее и тем большая накапливается деформация. Одновременно с этим более жесткие требования предъявляются к точности выполнения штырей звукопровода, к стабильности скорости распространения поверхностной волны и частоты сигнала. Очевидно, что суммирование будет иметь место только при (a+h)= λпов /2. деформации, возникающие под промежутками при других частотах, не будут эффективно суммироваться. Зависимость отклика от частоты можно использовать для получения эффекта фильтрации.
Очевидно, свойства таких фильтров зависят от материала звукопровода. Например, для ниобата лития (LiNbO3 ) скорость поверхностной волны составляет от 3,48 до 4 км/с в зависимости от среза, квадрат коэффициента электромеханической связи составляет 0,05; температурный коэффициент задержки — 85×10-6 1/°С. Тогда, например, при частоте 100
МГц длина поверхностной акустической волны
λпов =υпов /f= 4000 м/с/100·106 Гц =4·10-2 мм.
При этом шаг ВПШ
b= λпов /2=0,02 мм.
Отметим важную особенность фильтров на ПАВ: они являются дискретными аналогично фильтрам на ПЗС. Действительно, электрическое поле действует на пьезоэлектрик, вызывая неоднородность, в виде дискретных
95
участков сжатия или растяжения, где расположены пары штырей преобразователя. Распространяясь, неоднородности суммируются.
Из принципа действия фильтров на ПАВ очевидно, что если штыри и промежутки выполнить точно и согласованно с частотой, то полоса частот пропускания определяется числом пар штырей. Действительно, при малом числе пар штырей отклонение частоты от средней (расстройка) приводит к уменьшению эффективности преобразования и, следовательно, к частотноизбирательному эффекту, но уменьшение коэффициента передачи с расстройкой происходит медленно. Если же использовать много пар штырей, то каждая пара будет вносить свою долю в уменьшение относительного коэффициента передачи, т. е. в этом случае полоса частот будет более узкая. Это полностью согласуется с соображениями, изложенными ранее, когда подчеркивалось, что фильтрация есть процесс накопления, так как при большом количестве штырей накапливается много воздействий, формирующих поверхностную акустическую волну.
Между числом электродов преобразователя и его полосой существует следующая взаимосвязь:
∆f п =f 0 /N ,
где ∆f п — полоса пропускания частот фильтра; N — число пар штырей; f 0 — центральная частота фильтра.
Напомним, что добротность LC -контура Q= f 0 /∆f п . Следовательно, число пар штырей эквивалентно добротности. Отсюда следует, что сужение полосы пропускания фильтра связано с увеличением числа штырей, т. е. с увеличением размеров фильтра. Однако ограничение, связанное с сужением полосы пропускания в LC -фильтрах, более жесткое, так как определяется природой потерь в конденсаторе и катушке индуктивности, которые не могут быть уменьшены ниже определенного уровня. В данном случае полоса пропускания ограничивается в основном возможностями технологии, которая определяет количество пар штырей и размеры звукопровода. Следовательно, в этом смысле фильтры на ПАВ имеют те же свойства, что и фильтры на ПЗС, для которых было показано, что полоса определяется числом секций МДПконденсаторов (элементов памяти).
Из изложенного принципа действия вытекает, что фильтры на ПАВ по природе функционирования являются полосовыми со средней частотой, зависящей от размеров штырей.. Идеи, положенные в основу работы фильтров на ПАВ, использованы для создания устройств различного функционального назначения: полосовых входных фильтров и фильтров на УПЧ; линий задержки на фиксированную задержку и с отводами; фильтров для приема сложных шумоподобных (ШПС), фазоманипулированных (ФМН) сигналов с большой базой; фильтров для приема линейно-частотно-модулированных сигналов с большой базой; резонаторов на ПАВ и других устройств.
96
В последующем изложении будет рассмотрен наиболее распространенный вариант — полосовой фильтр с эквидистантными преобразователями. Особенности некоторых других будут рассмотрены в конце параграфа.
Область частот фильтров на ПАВ. Минимальная частота фильтра на ПАВ определяется возможными размерами звукопровода, которые зависят от технологии изготовления и составляют обычно не больше 50 … 300 мм, а также от требований к относительной полосе частот, т. е. от количества пар штырей и числа преобразователей.
Минимальное число преобразователей в фильтре два: входной, куда поступает фильтруемый сигнал, и выходной, который воспринимает отфильтрованный сигнал. Функции фильтрации могут быть распределены между ними по-разному. Наиболее часто основные функции по формированию частотной характеристики выполняет входной преобразователь, а выходной является широкополосным. Как показывает опыт, при этом меньше проявляются искажения частотной характеристики.
Суммарная амплитудно-частотная характеристика (АЧХ) фильтра K ф (ω) определяется произведением частотных характеристик обоих преобразователей:
K ф (ω) = K вх (ω) K вых (ω),
поэтому детальное рассмотрение АЧХ можно проводить для каждого
преобразователя в отдельности.
Отметим, что для фильтров на ПАВ большое значение имеет относительное расположение преобразователей. Их не располагают далеко друг от друга, так как удаление вызывает дополнительные искажения АЧХ. Это согласуется с требованием уменьшения габаритов и получения фильтров на возможно более низкие частоты.
Используя соотношение между длиной преобразователя (рис. 1.9.2,а ) и полосой частот, определим, на какой минимальной частоте может работать фильтр. Предположим, что l з << l вх и l вых << l вх , где l з — расстояние между преобразователями; l вх — длина входного преобразователя; l вых — длина выходного преобразователя. Тогда минимальную частоту настройки фильтра можно приближенно определить рассматривая один входной преобразователь. Минимальное число пар штырей и, следовательно, низшая частота фильтра зависят от требований к относительной полосе пропускания частот. Если взять типичный случай, когда ∆f п =0,05f 0 , то требуется 20 пар штырей. Длина входного преобразователя будет равна l вх =10 λпов . При скорости распространения
97
![]()
Рисунок 1.9.2.
поверхностной волны υпов ≈3000 м/с, считая, что звукопровод позволяет создать преобразователь длиной l вх ≈100 мм, получим, что минимальная частота сигнала составит около 200 кГц. Реально, с учетом расстояния между преобразователями l з , длины выходного преобразователя, технологических промежутков, частота составит примерно 400 кГц. Следовательно, низшая частота фильтра определяется возможной длиной звукопровода. На практике фильтры на ПАВ используются на частотах выше 1 МГц.
Технология ВШП должна обеспечивать высокую разрешающую способность, чтобы с высокой точностью выдерживать очень маленькие размеры как ширины штырей, так и промежутка между ними и шага в целом. Сказанное ограничивает высшие частоты. Например, если исходить из того, что с достаточной точностью могут быть выполнены штыри и промежутки между ними шириной в 1 мкм, то высшая частота настройки преобразователя
98
и, следовательно, фильтра составит
f = υпов /2 k м =4000/2(1+1)=1·109 Гц.
Следовательно, фильтры на ПАВ могут работать на достаточно высоких частотах.
Расчет частотных характеристик. Для практического использования фильтра важны ширина полосы и форма частотной характеристики.
При расчете частотной характеристики фильтра на ПАВ возникают трудности, вызванные тем, что электрическое поле и связанные с ним поверхностные акустические волны имеют сложную структуру. Поэтому для инженерных расчетов необходимо создать методику, которая должна позволить сохранить основные особенности поля и акустических волн и в то же время существенно упростить расчет АЧХ.
Основное применение для расчета получил метод δ-функций. Для получения расчетных соотношений для частотной характеристики предположим, что на штыри эквидистантного преобразователя действует сигнал в виде очень короткого импульса напряжения (δ-функция). В этом случае в каждом из промежутков между штырями возбуждается кратковременно электрическое поле. Вдоль звукопроврда будет двигаться поверхностная волна с λпов =2(a+h ). Протяженность импульса этой волны в звукопроводе определяется не длительностью электрического импульса, а шириной входного преобразователя l вх . Огибающая этого импульса ∆l =l вх и направление его движения в одну из сторон показаны на рис. 1.9.2,б . импульс длительностью ∆l =l вх со скоростью υпов двигается к выходному преобразователю. Для того чтобы этот преобразователь мало влиял на частотную характеристику, предположим, что он состоит из одной пары штырей. Импульс, проходя через выходной преобразователь с задержкой ∆ηз = l з / υпов , дает на радиочастоте f 0 =υпов / /2(a+h ) импульс напряжения с
длительностью ∆ηз ≈ l вх / υпов (рис. 6.24,в ). Так как
l вх= λповN ,
то
∆ηи =N/f0
Известно, что импульс такой длительности на несущей частоте имеет спектр частот с огибающей [sin N π ((f-f 0 ) /f 0 )] / [N π ((f-f 0 ) /f 0 )] (рис. 1.9.2,г ).
Высокочастотное заполнение для упрощения рисунка не показано. Как видно, полоса пропускания между «нулями» на частотной характеристике
2∆f 0 =2(1/∆ηи ) =2f 0 /N .
Для уровня ослабления, равного 0,7 от максимума (что принято
99
использовать для характеристики полосы пропускания) полная полоса частот в два раза уже:
∆f п =f 0 /N .
Так как отклик линейной цепи на δ-импульс есть ее импульсная функция, то импульс длительностью ∆ηи на выходе выходного преобразователя тоже импульсная функция фильтра. Преобразование Фурье дает частотную характеристику, следовательно, на рис. 1.9.2,г показана частотная характеристика фильтра. Эта характеристика имеет дополнительные выбросы и практически малопригодна, поэтому возникает задача значительно уменьшить уровень боковых лепестков (выбросов). Для этого необходимо, чтобы дискретный фильтр имел неоднородную структуру, т. е. чтобы отдельные звенья фильтра вносили разные «вклады».
Структура фильтра, которая была рассмотрена выше, в терминах дискретных фильтров может быть определена как дающая фильтр с «прямоугольным окном». Для того чтобы уменьшить боковые выбросы, нужно использовать сложные формы «окна». Для реализации этой задачи следует решить вопрос о том, как изменить «вклад» каждого звена или каждой пары штырей в формирование результирующей волны. Дискретное возбуждение необходимо осуществлять в разных парах штырей с разной интенсивностью. Интенсивность парциальной волны, возбуждаемой каждой парой штырей, определяется длиной или перекрытием штырей (аналогично тому, как в фильтрах на ПЗС интенсивность снимаемого сигнала определялось перекрытием электродов). Следовательно, нужно брать разные значения перекрытия штырей у преобразователя по его длине. Это изменит форму импульса, описывающего импульсную функцию и, следовательно, обеспечит получение другой формы частотной характеристики, так как они связаны преобразованием Фурье. При проектировании фильтра следует менять перекрытие штырей по длине преобразователя в соответствии заданной импульсной характеристикой, которая определяется из требуемой частотной характеристики. Изменение перекрытия называют аподизацией . Это эквивалентно методу формирования «окон» в общей теории дискретных фильтров. В качестве примера приведем табл. 1.9.1, где даны формы частотных характеристик, соответствующие им формы импульса, аналитические выражения частотных характеристик и импульсных функций, а также рисунки перекрытия штырей для эквидистантного преобразователя. При изменении перекрытия штырей по длине преобразователя форма частотной характеристики становится более плавной, выбросы уменьшаются, но ширина полосы увеличивается. Это и понятно, так как уменьшается количество штырей, существенно влияющих на формирование результирующей волны и полосы пропускания.
100
![]() Для доказательства того, как аподизация влияет на форму частотной характеристики и полосу пропускания, воспользовавшись приведенными в табл. 1.9.1 формулами, рассчитаем АЧХ. Сделаем это для нормированной ширины импульса, когда протяженность во времени импульсной переходной функции и соответствующее ей количество штырей, являются одинаковыми для всех случаев (рис. 1.9.3). для простоты расчета положим, что длительность импульсной функции во всех случаях равна единице.
Для доказательства того, как аподизация влияет на форму частотной характеристики и полосу пропускания, воспользовавшись приведенными в табл. 1.9.1 формулами, рассчитаем АЧХ. Сделаем это для нормированной ширины импульса, когда протяженность во времени импульсной переходной функции и соответствующее ей количество штырей, являются одинаковыми для всех случаев (рис. 1.9.3). для простоты расчета положим, что длительность импульсной функции во всех случаях равна единице.
![]()
![]() Рисунок 1.9.3: 1
прямоугольная импульсная характеристика с длительностью 1 с; 2
— импульсная функция в виде треугольника с 2
длительностью 1 с; 3
— импульсная характеристика типа e t
при α=8, когда в пределах длительности 1 с ордината с2
оставляет 0,13 … 1; 4
— импульсная характеристика типа e t
при α=12, когда в пределах длительности 1
с ордината составляет от 0,05 … 1. Частотные характеристики для указанных случаев приведены на рис.
Рисунок 1.9.3: 1
прямоугольная импульсная характеристика с длительностью 1 с; 2
— импульсная функция в виде треугольника с 2
длительностью 1 с; 3
— импульсная характеристика типа e t
при α=8, когда в пределах длительности 1 с ордината с2
оставляет 0,13 … 1; 4
— импульсная характеристика типа e t
при α=12, когда в пределах длительности 1
с ордината составляет от 0,05 … 1. Частотные характеристики для указанных случаев приведены на рис.
1.9.4.

Рисунок 1.9.4.
![]() 1
— неаподизованный преобразователь с равномерным перекрытием штырей; 2
— аподизованный, с линейным изменением перекрытия штырей; 2
3
, 4
— при изменении перекрытия штырей по закону e t
при α=8 и 12 соответственно.
1
— неаподизованный преобразователь с равномерным перекрытием штырей; 2
— аподизованный, с линейным изменением перекрытия штырей; 2
3
, 4
— при изменении перекрытия штырей по закону e t
при α=8 и 12 соответственно.
Из рис. 1.9.4 наглядно видно, что при линейной аподизации
101
интенсивность боковых выбросов составляет 0,05 максимума, а полоса пропускания расширяется (на уровне 0,7) примерно в 1,3 раза, т. е. форма частотной характеристики улучшается по сравнению со случаем равномерного 2
![]() e t
частотная перекрытия штырей. При перекрытии штырей по закону
e t
частотная перекрытия штырей. При перекрытии штырей по закону
характеристика не имеет боковых выбросов, а полоса пропускания расширяется по сравнению с равномерным перекрытием штырей примерно в 1,35 раза при α=8 и в 1,55 раза при α=12.
![]() перекрыРеально тии штырей по закону в фильтре с аподизованным t
2
будут небольшие выбросы, так как преобразователем при e
перекрыРеально тии штырей по закону в фильтре с аподизованным t
2
будут небольшие выбросы, так как преобразователем при e
значения перекрытия начинаются скачком не с нуля, а с 5 % для α=12 и с 13 % для α=8. Таким образом, изменяя закон перекрытия штырей относительно центра преобразователя, можно менять форму частотной характеристики, уменьшая боковые выбросы. Однако, при этом будет меняться ширина полосы.
| 102 табл. 1.9.1 |
||||
| Форма частотной характеристики |
Аналитическое выражени е частной характеристики |
Форма импульсной функции |
Аналитическое выра жение импульсной функции |
Рисунок перекрытия штырей |

103
Проектирование и конструирование фильтров на поверхностных акустических волнах
Согласование преобразователей . При проектировании и конструировании фильтров на ПАВ необходимо решить ряд вопросов: согласование входной и выходной цепей с акустической частью, учет влияния погрешностей изготовления на характеристики фильтра, учет вторичных эффектов, выбор материалов звукопровода, штырей и корпусов и др. Выше работа фильтра на ПАВ идеализировалась. Считали, что энергия, поступающая из внешней цепи, без потерь превращается в энергию электрического поля штырей преобразователя, которая, в свою очередь, переходит в энергию акустической волны. Затем энергия акустической волны вновь переходит в энергию электрического поля, которая превращается в энергию сигнала, действующего на выходе фильтра. Для того чтобы эти преобразования происходили без отражений и значительных потерь энергии, необходимо выполнить согласование.
Для сигнала, поступающего из внешней цепи, преобразователь представляет последовательное соединение емкости преобразователя C пр и сопротивления (сопротивление излучения) R а (ω0 ). Эквивалентная схема приведена не рис. 1.9.5. Существует вариант эквивалентной схемы параллельного соединения емкости и сопротивления. Ограничимся последовательным соединением.
![]() Особенно важно согласование внешней цепи и преобразователя для случая, когда входной сигнал поступает по высокочастотному кабелю, волновое сопротивление которого обычно находится в пределах 50…300 Ом. При отсутствии согласования энергия будет отражаться от перехода кабель ― преобразователь. Для устранения этого необходимо исключить влияние емкости, для чего следует использовать компенсирующую индуктивность L
к
и обеспечить такое соотношение между активным сопротивлением излучения R
а
(ω0
) и волновым сопротивлением кабеля ρк
, когда
Особенно важно согласование внешней цепи и преобразователя для случая, когда входной сигнал поступает по высокочастотному кабелю, волновое сопротивление которого обычно находится в пределах 50…300 Ом. При отсутствии согласования энергия будет отражаться от перехода кабель ― преобразователь. Для устранения этого необходимо исключить влияние емкости, для чего следует использовать компенсирующую индуктивность L
к
и обеспечить такое соотношение между активным сопротивлением излучения R
а
(ω0
) и волновым сопротивлением кабеля ρк
, когда
ρк = Rа (ω0 ),
где ω0 ― частота квазирезонанса.
Расчет компенсирующей индуктивности L к проводится по формуле
Lк = 1/(Cпр ω0 2 ).
Рисунок 1.9.5.
Емкость преобразователя на единицу длины каждой пары штырей (пФ/см) может быть найдена как емкость двух плоских проводников шириной а , находящихся друг от друга на расстоянии h , по приближенной формуле
С 1 =(ε + 1) 0,09 lg [1 + 2a /h + a 2 /h 2 ],
где ε ― диэлектрическая проницаемость материала подложки; а ― ширина 104 штыря; h ― расстояние между штырями. Емкость пары штырей будет равна C 1 W , где W ― апертура (см. рис. 1.9.5). Емкость преобразователя
С пр = C 1 WN ,
где N ― количество пар штырей.
Для расчета емкости и компенсирующей индуктивности нужно знать W и N . Апертура W определяется из условий согласования ρк и R а (ω0 ). Активное сопротивление R а (ω0 ) отражает потери в электрической цепи из-за излучения и распространения по звукопроводу акустической энергии. Сопротивление R а (ω0 ) определяется выражением
R а (ω0 )=4k м 2 / (πω0 C 1 W ),
где k м ― коэффициент электромеханической связи.
Для обеспечения согласования ρк =R а (ω0 ) необходимо варьировать значением апертуры W , так как частота ω0 задается при расчете фильтра, емкость C 1 определяется топологией преобразователя, коэффициент k м ― выбранным материалом.
Из С пр = C 1 WN , определим значение апертуры при согласовании ρк и R а (ω0 ), т. е. при согласовании параметров входной электрической цепи и электрических параметров преобразователя:
W согл=4k м2 / (πω0C 1 ρк).
Однако, определяя W согл из условия согласования, следует иметь в виду, что апертура W определяется и рядом других факторов, а именно работой фильтра в первой зоне Френеля. Для этого требуется, чтобы
W ≥ √lз λпов .
Согласование излучателя и акустического канала, по которому распространяется акустическая волна, определяется из условия равенства добротности акустического канала Q а и добротности электрического излучателя Q э . поскольку полоса ∆f п =f 0 /N и связь ∆f п и f 0 определяется добротностью Q а , то
Q а =N .
Добротность Q э зависит от сопротивления излучения и реактивного сопротивления, определяемого емкостью преобразователя:
Q э =1/ ω0 C 1 WNR а (ω0 )=π/4k м 2 N .
Согласование излучателя и акустического канала будет при равенстве Q а =
105
Q э . При этом N= N опт . Тогда оптимальное количество пар штырей
![]()
N опт =√π/4k м 2 .
Следовательно, для тех случаев, когда важны минимальные потери энергии, число штырей приходится выбирать из соображений согласования. Для наиболее характерных материалов звукопровода N опт составляет от 5 до 20, т. е. полоса частот, достигаемая при максимальном согласовании, составляет от 5 до 20 % несущей частоты. Если фильтр используется в УПЧ, то строгое согласование необязательно и количество штырей можно выбирать исходя из требования к полосе частот.
Влияние погрешностей изготовления преобразователей и нестабильности характеристик материалов на уменьшение выходного сопротивления. Все вышеуказанные зависимости справедливы при определенных допущениях, а именно в предположении, что все размеры фильтра выполнены с высокой точностью и согласованы со скоростью распространения поверхностной волны. При конструировании требуется, чтобы обязательно учитывалось влияние этих отклонений на работу фильтра.
Предположим, что имеются отклонения, которые приводят к нарушению согласования волн, создаваемыми разными парами штырей на время ∆ηj . Это равнозначно рассогласованию между фазами волн на ∆φj :
∆θj =∆ηj ω0 =2π(∆ηj /Т 0 ); ∆ηj /Т 0 =(1/2π) ∆θj ,
где Т 0 =1/ f 0 — период колебаний.
Тогда суммарная волна будет иметь значение, которое удобно выразить через напряжение на выходе выходного преобразователя u ∑ (∆θ) при наличии рассогласования по фазе парциальных волн, т. е. волн, возбуждаемых отдельными парами штырей:
u
∑
(∆θ) = ![]() ,
,
где Uj — амплитуда выходного сигнала при действии одной парциальной волны; j — номер пары штырей; ∆θj — рассогласование по фазе в j -й паре штырей; N ― число пар штырей.
После преобразования выражения u
∑
(∆θ) = ![]() , получим
, получим
u
∑
(∆θ) ≈ ![]()
При малых значениях ∆θj второй член в данном уравнении много меньше
106 первого. Тогда
u
∑
(∆θ) ≈ ![]() t
.
t
.
При одинаковой интенсивности излучения каждой пары имеет место равенство Uj = U 1 .
Рассматривая только амплитуду U ∑ (∆θ), получаем
![]() U
∑(∆θ) ≈ .
U
∑(∆θ) ≈ .
Разложим cos![]() в ряд, пренебрегая первыми двумя членами ввиду малости ∆θj
, и получим
в ряд, пренебрегая первыми двумя членами ввиду малости ∆θj
, и получим
![]()
![]() U
∑
(∆θ) ≈ ≈ U
1
N
1 ,
U
∑
(∆θ) ≈ ≈ U
1
N
1 ,
где U
1
N= U
н
— амплитуда отклика при точном согласовании всех парциальных волн (номинальное напряжение на выходе). Из U
∑
(∆θ) ≈ ![]() U
1
N
U
1
N
![]() , видно, что амплитуда U
∑
(∆θ) зависит от того, как связаны между
, видно, что амплитуда U
∑
(∆θ) зависит от того, как связаны между
собой отклонения по фазе в разных номерах пар штырей. Рассмотрим два наиболее характерных случая.
1. Отклонения в каждой паре одинаковые, т. е. ∆θj =∆θ1 , и зависимые. Это будет иметь место при отклонении скорости распространения в звукопроводе от номинала за счет технологических отклонений при изготовлении звукопровода или при изменении скорости распространения под влиянием температуры за счет температурного коэффициента задержки (ТКЗ).
2. Отклонения в каждой паре случайны, одинаковы и независимы. Это будет наблюдаться при технологических отклонениях в положении и размерах штырей и промежутков между ними.
При одинаковых и зависимых отклонениях сдвиг по фазе с увеличением j
нарастает. Тогда ∆θj = j ∆θ1 ,
![]() j
,
j
,
Сумма квадратов натурального ряда чисел приближенно выражается через N 3 /3. Тогда
107
![]() ,
,
где ∆η1 ― рассогласование по задержке на интервале длины волны. Относительное отклонение результирующего напряжения
![]() ,
,
где ∆υпов — отклонение скорости поверхностной волны от номинальной; ∆υпов.н — номинальная скорость поверхностной волны.
Положим, что отклонение ∆η1 определяется отклонением задержки от номинального значения, для которого проведен расчет преобразователей. Если учитывать влияние на задержку только отклонений скорости поверхностной волны ∆υпов то
∆η12/T 02 ≈ ∆υ2пов/∆υ2пов.н.
Как видно, влияние зависимых отклонений на потери в фильтре резко возрастает при увеличении числа пар штырей N . Зная отклонение скорости поверхностной волны от номинальной, просто найти уменьшение напряжения отклика. Например, при очень малом отклонении в скорости (∆υ2 пов /∆υ2 пов.н =10-6 ) получим
∆U ∑ (∆θ)/ U н =0,06 при N =100;
∆U ∑ (∆θ)/ U н =0, 6 при N =300.
Следовательно, отклонения в скорости распространения поверхностной волны и времени задержки в звукопроводе значительно влияют на отклик на выходе фильтра.
![]() При случайных независимых отклонениях полагаем, что известно D
)
При случайных независимых отклонениях полагаем, что известно D
)
(оно одинаково для всех штырей). Тогда из уравнения U ∑ (∆θ) ≈ ≈

108
![]() .
.
Следовательно, при увеличении числа пар штырей случайная составляющая ∆U ∑ (∆θ)/ U н уменьшается, устремляясь к нулю. Этот результат аналогичен полученному ранее для фильтров на ПЗС, где относительное влияние случайных независимых отклонений уменьшается с увеличением числа ячеек памяти. В фильтрах на ПАВ остается только незначительное среднее отклонение выходного напряжения, не зависящее от количества пар штырей. Например, при больших относительных отклонениях задержки [D 1/2 (∆θ1 )/Т 0 =0,01] уменьшение среднего значения составит 0,2% . Следовательно, можно допускать существенные случайные независимые отклонения при изготовлении штырей.
Конструирование преобразователей фильтров на ПАВ. При конструировании фильтров на ПАВ необходимо решить ряд вопросов, связанных с вторичными эффектами, к числу которых в первую очередь следует отнести эффекты отражения акустических волн от штырей преобразователей, от краев звукопровода и т. д. Наиболее существенное влияние оказывает отражение от штырей. Действительно, волна, распространяющаяся под штырями, с одной стороны, накапливает интенсивность, суммируясь с волнами других пар штырей, а с другой ― отражается от каждой последующей пары.
Нанесенные на поверхность звукопровода штыри изменяют условия и скорость движения волны. В них возбуждается электрическое напряжение, происходит вторичное излучение, т. е. отражение волн. Эффект этот тем больше, чем больше пар штырей и чем больше коэффициент электромеханической связи k м . Эффект отражения существенно ограничивает количество пар штырей и требует тщательного выбора материала звукопровода (в зависимости от требований к полосе частот). Заметим, что использование подобных отражений лежит в основе функционирования резонаторов на ПАВ.
В фильтрах на ПАВ эффект отражений стремятся уменьшить, для чего используют очень тонкие напыленные штыри, толщиной примерно 100 … 200 нм, а также подбирают соотношения между величинами a и h . Установлено, что целесообразно выбирать отношение a /(a+h ), равное примерно 0,6 при материалах с небольшим значением k м и 0,7…0,8 — с большим k м .
При конструировании фильтров сначала в зависимости от требований к полосе и средней частоте выбирается материал звукопровода. Для звукопровода могут быть использованы как монокристаллические, так и поликристаллические (пьезокерамические) материалы. Монокристаллы обеспечивают малые потери на распространение ПАВ ( около 0,1 … 0,5 дБ/см на частотах до 2 ГГц). Они стабильны во времени (для силиката висмута отклонение скорости волны от кристалла к кристаллу не превышает ±0,06 %). Характеристики некоторых материалов приведены в табл. 1.9.2 и 1.9.3. В фильтрах с соотношением ∆f п /f 0 до 0,05 … 0,06 наиболее широко используется кварц SiO2 различных срезов. В этом случае малый коэффициент электромеханической связи позволяет получить
109
низкий уровень отраженных от штырей сигналов даже при числе штырей более 300...500. Кварц также отличается высокой температурной стабильностью, и поэтому могут быть получены кристаллы, позволяющие создать звукопроводы длиной 100...200 мм.
Для фильтров с полосой ∆f п /f0 ≈0,5...0,6 применяется в основном ниобат лития LiNbO3 , который благодаря большому коэффициенту электромеханической связи позволяет уменьшить затухание в фильтре, но при небольшом числе штырей примерно 10. Таблица 1.9.2
| Материал |
Ориентация |
Скорость волны υ пов , км/с |
Измене ние скорост и ∆υ/υ пов |
Коэффиц иент электроме ханическо й связи k2 м , % |
Оптимал ьная полоса ∆f п /f0 , % |
Температ урный коэффиц иент скорости α υ .106, 1/°С |
Температ урный коэффици ент задержки α τ .106, 1/°С |
| Кварц Ниобат лития Танталат лития Германат висмута |
YX ухе/420 45' YZ 41,5°, X ZY YX [110] (111) |
3,159 3,158 3,488 4 3,329 3,148 1,708 |
0,09 0,058 2,41 2,77 0,59 0,037 0,82 |
0,23 0,16 5,04 5,78 1,21 0,075 1,69 |
5,3 4,6 24 28 11 3,2 15 |
38 14 -87 -57 -52 -33 -123 |
-24 0 94 72 69 49 115 |
Таблица 1.9.3
| Марка керамики |
Скорость υ пов , км/с |
Коэффициент электромехани ческой связи k м , % |
Диэлектриче ские потери tgδ, % |
Добротно сть Q.10-3 |
Температурны й коэффициент частоты α f . 106 |
| В-16, В-17, В-18 ЦТС- 19 ПКД-38, 329/20 |
2,2...2,4 2,1 2,3; 2,4 |
0,3...0,35 0,31 0,38; 0,15 |
0,25... 0,32 3,5 0,5 |
1,75 0,5 1,0; 2,5 |
25 21 30, 120 |
110 0,04мм

К числу перспективных материалов для звукопроводов можно отнести танталат лития LiТаО3 и германат висмута Bi12 GeO20 . Танталат лития является единственным материалом, в котором высокие пьезоэлектрические свойства сочетаются с хорошей термостабильностью. Германат висмута применяется для линий задержки на большие длительности из-за низкой скорости распространения ПАВ и для фильтров со сложными ВШП. Это объясняется тем, что можно получить относительно большие размеры кристаллов. налы, состоящие из Nэ элементов сигнала длительностью Тэ с квазислучайными фазами, отличающимися на π. Напомним, что для таких сигналов основные особенности согласованных фильтров заключаются в фазочастотной характеристике. Простейший фильтр для этих сигналов представляет собой совокупность элементов задержки с отводами и сумматора. Описанные выше фильтры могут быть выполнены на основе электромеханических и кварцевых линий задержки. Но это вызывает большие конструкторско-технологические трудности и обычно число отводов, т. е. база сигнала, не превосходит 100 ... 200. Фильтры на ПАВ представляют в этом отношении интересные возможности. Действительно, для формирования отвода достаточно одной или двух пар напыленных встречных штырей. Общая длина такого преобразователя-отвода может составлять сотые и тысячные доли миллиметра. Расстояние между парами штырей lотв определяется длительностью элемента сигнала Тэ :
l отв= υ повT э
Если, например, Тэ составляет 0,25 мкс, как это часто бывает на практике, то расстояние между парами штырей при υпов ≈400 м/с должно быть lотв =
111 i
![]()
l ш = 2,25λ пов
Рисунок 1.9.7.

Например, для несущей частоты
Рисунок 1.9.8. 1000 МГц общая ширина штырей отвода будет около 0,07 мм. Принцип действия таких фильтров пояснен
рис. 1.9.8. на примере приема сигнала, сформированного по коду Баркера из 13 элементов сигнала. Расположив на звукопроводе Nэ преобразователей-отводов и скомпоновав их так, чтобы знак при суммировании определялся фазой каждого сигнала, получим согласованный фильтр для ФМН сигнала.
Резонаторы на ПАВ. В обычном фильтре на ПАВ полоса пропускания зависит от количества пар штырей: сужение полосы требует увеличения пар штырей. Вместе с тем, имеется возможность повысить фильтрующие свойства фильтров на ПАВ, используя резонансные явления при наличии отражений. Поверхностная акустическая волна, встречаясь с неоднородностью, будет частично отражаться. Если расположить определенным образом несколько пар штырей, то можно достигнуть такого состояния, когда основная часть энергии ПАВ будет отражаться1.9.8.. На рисунке: 1 — резонаторная полость; 2 - металлические электроды; 3 — пазы; 4 — диффузионные неоднородности.
Если расположить штыри так, чтобы расстояние между ними обеспечивало синфазное сложение отраженных и падающих колебаний, то возбужденная коротким импульсом волна в таком устройстве будет циркулировать, постепенно затухая. Таким образом, импульсная характеристика будет в этом случае близка к характеристике LC -фильтра, но с очень узкой полосой, если при отражении будут малые потери. Для санкционирования такого фильтра необходимо возбудить волну, которая, многократно отражаясь, создаст эффект узкой полосы. Фильтр работает следующим образом. Если на левый преобразователь подать скачок напряжения высокой частоты, то он вначале дойдет до правого
112
преобразователя и там появится напряжение малого уровня. Это напряжение будет непрерывно поступать от левого преобразователя. Волна напряжения этой частоты, отражаясь от правого отражателя, вернется и тоже наведет напряжение. Затем эта волна отразится от левого преобразователя и опять придет в правый. Кроме того, волна, которая пошла от левого преобразователя влево, также отразится и достигнет преобразователя. Если все размеры выдержаны точно, то эти волны синхронно складываются. Постепенно они будут затухать и установится какая-то конечная амплитуда поверхностной волны и конечная амплитуда сигнала, снимаемого с правого преобразователя. Благодаря малым затуханиям отраженных волн происходит медленное нарастание выходного напряжения, что эквивалентно узкополосному фильтру. Как показали исследования, добротность таких резонаторов может достигать 103 ... 104 .
Однако, используя резонаторы, можно создать фильтры только с простой амплитудно-частотной и фазочастотной характеристиками. Поэтому, несмотря на очень высокие показатели по добротности и узкополосности, они имеют ограниченное применение.
1.10 ПРИНЦИПЫ ПОСТРОЕНИЯ ПРИБОРОВ С ЗАРЯДОВОЙ СВЯЗЬЮ. ФИЛЬТРЫ НА ПРИБОРАХ С
ЗАРЯДОВОЙ СВЯЗЬЮ.
Приборы с зарядовой связью (ПЗС) в дискретных фильтрах . Функциональная электроника, основанная на использовании динамических неоднородностей, создаваемых в веществе в процессе функционирования, дала интересные возможности для создания многих устройств, выполняющих ответственные функции в РЭА, в том числе позволила создать новые эффективные фильтры. Эти фильтры основаны на принципах дискретной фильтрации. Выше была рассмотрена работа дискретных фильтров, дан общий анализ их характеристик при любой 4 физической реализации, показаны их возможности и ограничения.
Положительные качества таких фильтров были известны давно, однако широкого применения они не получили. В основном дискретные фильтры использовались применительно к сложным фазоманипулированным сигналам, поскольку характер таких сигналов, состоящих из набора дискретных элементов конечной длительности и с разными фазами, требовал применения именно такого вида фильтров. Реализовывались они на линиях задержки – электрических, электромеханических, пьезоэлектрических и других.
Обычно сложные сигналы применяются в специальных системах радионавигации, радиолокации, радиосвязи. Поэтому большая трудоемкость изготовления фильтров, для таких сигналов, сложность их регулирования, значительные масса и стоимость были оправданы. С развитием функциональной электроники были созданы приборы с зарядовой связью и
113
появилась возможность создавать дискретные фильтры более компактные, дешевые и надежные, чем применявшиеся ранее аналоговые. Это позволило поставить в принципе по-новому вопрос о создании и применении дискретных фильтров, т. е, получить на основе устройств функциональной электроники не только фильтры для сложных сигналов, но и широкую номенклатуру других фильтров. Это объясняется тем, что дискретные фильтры, по сути, остаются линейными, а дискретный характер накопления в них позволяет устранить многие трудности и ограничения, свойственные аналоговым фильтрам. Следует отметить, что на основе ПЗС удалось также создать компактные и совершенные передатчики изображений, но это направление не связано с элементной базой широкого применения, в связи с чем в этой книге на таком применении ПЗС останавливаться не будем.
Выше при изучении того, как формируются характеристики дискретных фильтров, показано, что частота их настройки не связана с массой и габаритами фильтров и полностью определяется тактовой частотой, а полоса пропускания не зависит от потерь и определяется количеством элементов накопления или дискретной памяти. Для того чтобы провести анализ возможностей фильтров на ПЗС, необходимо выявить, какие они имеют ограничения: по высшей и низшей частотам, тактовой частоте, количеству входящих в них элементов и ширине полосы пропускания. Для того чтобы рассмотреть эти вопросы, необходимо остановиться на физике функционирования МДП-конденсаторов, лежащих в основе работы ПЗС.
Функционирование МДП-конденсаторов . Напомним вначале принцип работы МДП-конденсаторов. На рис. 1.10.1 дано схематическое изображение МДП-конденсатора, состоящего из полупроводника, например кремния n-типа, т.е. с преобладанием носителей — электронов (п — тип носителей тока, Si — материал); оксидного слоя диэлектрика в виде двуокиси кремния — SiO2 ; напыленного металлического электрода и проводников, присоединенных к подложке и металлическому электроду, к которым может быть приложено напряжение.

114
Рисунок 1.10.1 Рисунок 1.10.2
Если напряжение не приложено, то области полупроводника равномерно заселены электронами. При подаче на металлический электрод положительного напряжения электроны притягиваются к изоляционному слою, образуя на обкладках конденсатора заряд. Емкость этого конденсатора будет определяться диэлектриком SiО2 .
Если к металлическому электроду подвести отрицательное напряжение достаточного значения Uпор . (рис 1.10.2) (или положительное, если полупроводник р -типа), то электроны под действием электрического поля будут вытеснены из области, находящейся под пластиной. Образуется динамическая неоднородность в виде области в полупроводнике, обедненной носителями. На обкладках сформируются заряды, но емкость такого конденсатора будет много меньше, так как диэлектриком для него служит не только слой SiO2 , но и область полупроводника, обедненная носителями, которая также может рассматриваться как диэлектрик.
Отсюда видно, что МДП-конденсатор в принципе отличается от обычного, в котором емкость не зависит от приложенного напряжения. Однако отличие между обычным и МДП-конденсатором заключается не только в этом. Реально полупроводник неидеален: из-за дефектов кристаллической решетки, наличия примесей состояние МДП-конденсатора меняется во времени. В обедненной области происходит генерирование положительных и отрицательных частиц, т. е. дырок и электронов. Естественно, что электроны вытесняются из обедненной области, а дырки наоборот концентрируются у поверхности изоляционного слоя, образуя слой, который называется инверсным (рис. 1.10.2). При этом емкость конденсатора изменяется, созданная динамическая неоднородность, а именно обедненная область, изменяет электрические свойства и через некоторое время она обращается в полупроводники р -типа.
Для ПЗС важно время, в течение которого динамическая неоднородность в виде обедненной области сохраняет свои свойства. В зависимости от технологии и чистоты материала это время может составлять от 10-2 с до многих часов (при комнатной температуре). Как увидим позже, это имеет значение для выявления наиболее низких частот, на которых может работать фильтр на ПЗС. Рабочим режимом ПЗС является режим образования обедненной области.
Движение динамической неоднородности (зарядов) . Из термина ПЗС следует, что в приборах этого типа имеется связь через заряды. Некоторое время эти приборы называли приборами с переносом заряда. Таким образом, в ПЗС должно осуществляться передвижение динамической неоднородности, т.е. перенос заряда.
Для реализации переноса заряда нужно расположить рядом друг с другом большое количество МДП-конденсаторов (рис. 1.10.3). Рассмотрим случай, когда на первый конденсатор под номером 1.1 подано отрицательное напряжение U1.1 , превышающее Uпор , при котором начинает формироваться
115
обедненная область. Предположим, что конденсаторы идеальны, инверсный слой не образуется. Эта обедненная область, образовавшаяся на конденсаторе 1.1 , не содержит зарядов и никакой пользы для реализации линии задержки и фильтра принести не может. Предположим, что каким-то образом в эту область будет введен заряд (дырки), пропорциональный мгновенному значению фильтруемого или задерживаемого напряжения. Эти дырки, находясь в обедненной области, будут сохраняться какое-то время. Назовем такое состояние циклом I .

Рисунок 1.10.3
Положим, что на соседний конденсатор (электрод) 2.1 подано напряжение большее, чем Uпор , при этом образуется обедненная область, а с электрода 1.1 напряжение снимается. Если эти конденсаторы расположены близко друг к другу, то напряжение на электроде 2.1 притянет к себе дырки, находившиеся ранее в обедненной области под электродом 1.1 (цикл II на рис. 1.10.3). Очевидно, что на изменение положения динамической неоднородности, т.е. на передвижение дырок, понадобится время тем большее, чем больше удалены друг от друга МДП-конденсаторы. В идеальном случае после снятия напряжения на электроде 1.1 все дырки без потерь перейдут под электрод 2.1. Реально наблюдаются небольшие потери заряда.
Если теперь напряжение, превышающее пороговое, подать на электрод 3.1 и одновременно снять напряжение с электрода 2.1 , то дырки, находившиеся ранее под электродом 2.1 , не смогут вернуться под электрод 1.1 , так как напряжение на нем равно нулю, и вынуждены будут, испытывая притяжение от напряжения, приложенного к электроду 3.1 , перейти в обедненную область, сформированную под этим электродом (цикл III на рис. 1.10.3). При этом предполагается, что на электроде 1.2 напряжение отсутствует и, следовательно, дальнейшее их продвижение невозможно. Таким образом, мы проследили три шага, которые проходят дырки в идеальном случае, без потерь.
Ранее отмечалось, что нужно иметь большое количество элементов памяти. Значит, требуется представить дальнейшее продвижение дырок. Для этого предположим, что на электроды 1.1 и 1.2 подано напряжение больше порогового, а напряжение на электроде 2.1 отсутствует. Тогда уменьшение напряжения на электроде 3.1 приведет к перемещению 116 дырок под электрод 1.2 , и дырки не смогут двигаться под электрод 2.1 , так как на нем нет напряжение. Очевидно, что в этот интервал времени под электрод 1.1 , где образуется обедненная область, можно ввести новые дырки уже в другом количестве, отображающем следующее значение фильтруемого напряжения (или задерживаемого).
После того, как введены новые дырки под электрод 1.1 и протекание первых дырок под электрод 1.2 , произошло, можно переходить к следующему такту, когда напряжение, превышающее пороговое значение, подается на электроды 2.1 и 2.2 , а с электродов 1.1 и 1.2 снимается. Тогда произойдет перетекание дырок под электроды 2.1 и 2.2. Далее эти циклы могут продолжаться столько раз, сколько секций (групп) конденсаторов, включающих в себя три конденсатора, сформировано на полупроводниковой подложке. Обратим внимание на то, что заряды в конденсаторах, отдаленных друг от друга на два МДП-конденсатора, будут существовать и продвигаться самостоятельно.
Как видно, в рассмотренной структуре, состоящей из МДПконденсаторов, при подаче на них поочередно напряжений можно накопить большое количество отсчетов, отображенных в разных зарядах, находящихся под разными электродами. Время задержки будет определяться тактом, с которым происходит изменение напряжения, подаваемого на электроды, и количеством элементарных конденсаторов.
Как известно, увеличение задержки в электрической или электромеханической линии задержки требовало увеличения размеров или количества элементарных линий задержки. В данном же случае эта проблема решается в принципе по-другому. Если время возникновения инверсного слоя удается сделать большим, то можно увеличить задержку, не увеличивая габариты устройства, т.е. при очень малых габаритах, массе, стоимости, затратах мощности.
Отметим, что в настоящее время созданы структуры на ПЗС, содержащие тысячи МДП-конденсаторов. Изложенное выше пока не поясняет до конца смысл работы ПЗС, потому что показано только, как продвигаются динамические неоднородности в виде заряда. Очевидно, чтобы структура могла выполнять функция фильтра или линии задержки, необходимо выяснить, каким образом может быть создана динамическая неоднородность, отображающая информацию, т.е. значение сигнала в дискретные моменты времени и его смеси с помехами, и как может быть информация выявлена из динамической неоднородности.
Ввод в ПЗС динамических неоднородностей, отображающих информацию. Функционирование структуры ПЗС было рассмотрено выше, причем предполагалось, что введенный и затем продвигаемый по ПЗС заряд количественно отражает отсчеты фильтруемого или задерживаемого напряжения.
Рассмотрим вопрос о том, как вводится информация в фильтр на ПЗС,
117
т.е. как создается динамическая неоднородность в виде заряда, значение которого определяется входным напряжением. Ввод может быть осуществлен разными методами. Рассмотрим ввод, в котором используется область, сильно обогащенная носителями. Для этого в схему включают диод Д , на который подаются значения входного напряжения в дискретные моменты времени. Кроме того, между диодом и основным электродом имеется дополнительный электрод, называемый затвором. Схема, поясняющая принцип действия ввода информации в ПЗС, дана на рис. 6.14.

Рисунок 1.10.4
На рис. 1.10.4 Д — диод, под электродом которого расположена область, перенасыщенная носителями (в рассматриваемом примере дырками, так как основная подложка n -типа). Эта область частично заходит под первый электрод — электрод затвора (З). Этот электрод расположен на слое окисла и образует МДП-конденсатор.

Рисунок 1.10.5
На рис. 1.10.5 показан принцип работы фильтра. Входное напряжение через интервал времени tвб с длительностью ∆t подается на входной диод. Если на диод поступает короткий импульс напряжении необходимой полярности, отображающий фильтруемый процесс или являющийся выборкой из фильтруемого процесса, то при этом диод откроется, и дырки начнут инжектироваться через p -n -переход. В том числе они будут проходить через ту часть p -n -перехода, которая находится под затвором. Напомним, что напряжение на первом электроде 1.1 по модулю больше, чем на затворе. Поэтому следует ожидать, что основная часть дырок пройдет мимо области под затвором и окажется под первым электродом. Значение этого заряда зависит от длительности импульса, т.е. времени, в течение
118
которого на диоде действует положительное напряжение, и от напряжения, подаваемого на диод. Поскольку длительность импульсов, подаваемых на затвор, одинакова, то заряд, инжектированный под затвор и под электрод 1.1 , будет пропорционален напряжению, поданному на него, т.е. значение заряда будет отображать напряжение, подаваемое на вход фильтра. Для обеспечения концентрации заряда в виде дырок необходимо, чтобы они не могли в этот интервал времени «подтекать» под другие электроды (конденсаторы), т.е. в этот интервал времени на электродах 2.1 и 3.1 должно быть нулевое напряжение.
Поскольку длительность импульса много меньше длительности такта, то в период времени, пока на затворе и электроде 1.1 действует отрицательное напряжение, подача положительного напряжения на диод и протекание тока через него, а также инжекция дырок из области под диодом прекращаются. Входной диод оказывается закрыт, а дырки, инжектированные за время действия напряжения на диоде, сосредотачиваются в потенциальной «яме» под электродом 1.1. При этом следует иметь в виду, что напряжение с затвора снимается, и область р+ оказывается разъединенной с областью под электродом 1.1. В следующий цикл напряжение с электрода 1.1 снимается и одновременно напряжение подается на электрод 2.1. Заряды, скопившиеся под электродом 1.1 , не могут двигаться обратно к диоду, поскольку напряжение на затворе равно нулю. Они могут «переливаться» под электрод 2.1. В следующий цикл напряжение на затворе, электродах 1.1 и 2.1 устанавливается равным нулю, поступает на электрод 3.1 и происходит продвижение заряда так, как это было описано выше.
Съем информации в линейке (структуре) ПЗС . Как показано выше, в линейке (структуре) ПЗС может быть накоплено большое количество значений фильтруемого или задерживаемого напряжения, равное числу МДПконденсаторов в структуре, деленному на три. Эта накопленная совокупность значений в случае линии задержки должна последовательно выдаваться на выходе, т.е. информация должна сниматься с последней группы конденсаторов. Сложнее обстоит дело при фильтрации. При этом должен происходить съем данных со всех ячеек задержки, т.е. одновременно с nэ /3 отводов (где пэ — количество электродов). Напомним, что в зависимости от требуемых характеристик фильтров съем значений с разных отводов должен происходить с разным передаточным коэффициентом.
Рассматривая вопрос о съеме, необходимо получить на выводных электродах разные напряжения (отклики), отображающие динамическую неоднородность в виде заряда, и обеспечить дальнейшее продвижение динамической неоднородности. Известно несколько вариантов решения этой задачи.
Рассмотрим вариант с нагрузочным сопротивлением. Представим, что напряжения U1 , U2 , U3 подаются на группы конденсаторов в соответствии со схемой рис. 1.10.6,а. На электроды 1.1 , 1.2 , 1.3 поступает 119 напряжение U1 на 2.1, 2.2, 2.3 — U 2 ; на электроды 3.1 , 3.2 , 3.3 - U3 и т.д. Расположение по времени этих напряжений показано на рис. 6.16,б .
![]()
Рисунок 1.10.6
Вначале отвлечемся от резисторов R2.1 , R2.2 , R2.3 . Тогда каждый раз, когда заряд, несущий информацию, под влиянием соответствующего напряжения U1 , U2 или U3 проходит под соответствующий электрод, его появление вызывает заряд на МДП-конденсаторе. Появление заряда требует, чтобы по цепи, по которой подается напряжение, протекал импульс тока. Перемещаясь последовательно, данный заряд, соответствующий какому-то входному напряжению, будет, не расходуясь вызывать последовательно импульс тока в цепях, по которым поступают напряжения U1 , U2 , U3 и т.д. Очевидно, если нет резисторов, информация о заряде во внешнюю цепь не передается.
Учтем теперь наличие резисторов R2.1 , R2.2 , R2.3 . При этом соответствующие заряды, подходя под средние электроды секции, 2.1 , 2.2 , 2.3 , будут вызывать импульсы тока, пропорциональные значению заряда. Благодаря наличию сопротивлений эти импульсы тока превратится в импульсы напряжений. Таким образом, на выходе каждого среднего конденсатора 2.1 , 2.2 , 2.3 будет фиксироваться импульс напряжения, пропорциональный заряду.
Если, как это сделано на схеме рис. 6.16, соединить между собой
120 все электроды 2.1 , 2.2 , 2.3 , то с общей шины будет сниматься импульс напряжения, равный сумме импульсов. При этом производится съем отсчетов в фильтре с одним знаком. Как было показано выше, такой фильтр будет фильтром низких частот с «прямоугольным окном». Эти фильтры применяют редко и изложение проведено для объяснения сущности формирования отклика на выходе фильтра. Если ПЗС-структура используется как линия задержки, то достаточно включить сопротивление в последней секции.

Рисунок 1.10.7
Реально с разных точек фильтра требуется съем с разными коэффициентами передачи, которые могут от одного отвода к другому меняться по разным законам. Для обеспечения этого нужно существенно усложнить подключение структуры ПЗС к схеме и изменить конструкцию напыляемых металлических электродов. Для пояснения принципа формирования выходного напряжения обратимся к рис. 1.10.7.
На нем изображена такая же структура, как и на рис. 1.10.6, только показано не сечение подложки и электродов, а вид сверху, причем те электроды, с использованием которых формируется выходное напряжение, разрезаны на две части. Длины верхних частей обозначены l2.1 в , l2.2 в , l2.3 в , а длины нижних — l2.1 н ; l2.2 н ; l2.3 н . Для удобства пояснения принципа действия взят пример, когда разрез находится в разных местах электродов. Каждая из половинок разрезанных электродов (полуэлектродов) образует самостоятельный МДП-конденсатор.
121
Рассмотрим отдельно функционирование верхней половины МДПструктуры. Разрезанный электрод 1 имеет практически полный размер (l2.1 в в данном примере имеет максимальное значение). Когда под этот электрод подходит заряд, импульс тока, а следовательно импульс напряжения, будет примерно таким же, как у неразрезанного электрода. У разрезанного электрода 2 емкость будет в 2 раза меньше, так как разрез расположен в середине, и импульс тока и напряжения при том же заряде будет в 2 раза меньше. Наконец, на разрезанном электроде 3 импульс тока и напряжения будет очень маленьким, практически равным нулю, так как длина l2.3 в , взятая для примера, очень мала. Следовательно, импульсы напряжения, снимаемые с верхних полуэлектродов, будут зависеть не только от приходящего заряда, но и от положения разреза.
Аналогично будет у нижних полуэлектродов.
Таким образом, можно, используя верхние или нижние полуэлектроды, сформировать дискретный фильтр с любым законом изменения коэффициента передачи по длине структуры, т.е. создать фильтр низкой частоты с разными характеристиками или «окнами». Напомним, что для формирования полосового фильтра необходимо, чтобы коэффициенты передачи имели разные знаки. Следовательно, для полосового фильтра недостаточно использовать верхние или нижние полуэлектроды, а необходимо осуществлять такие их соединения, чтобы получить возможность варьировать и коэффициентом передачи, и его знаком. Для этого достаточно выходные шины верхних и нижних полуэлектродов подсоединить к дифференциальному усилителю, с выхода которого снимается напряжение, равное разности напряжений:
Uвых =Uвых1 – Uвых2 .
Тогда для рассматриваемого примера с разрезанного электрода 1 на выход будет подаваться положительное напряжение, с 3 — отрицательное, а с 2 — напряжение будет равно нулю. Расположение разрезов на рис. 1.10.7 взято с максимально положительным, максимально отрицательным и нулевым коэффициентами передачи.
Определив при расчете фильтра требуемые коэффициенты передачи с разных отводов для формирования различных частотных характеристик, можно перейти к проектированию ПЗС-структуры, установив положение разреза в каждом из электродов. Таким образом, можно, используя динамические неоднородности и их перемещение, реализовывать фильтры на ПЗС-структуре с достаточно большим количеством МДПконденсаторов, отличающихся высокой стабильностью характеристик в широком диапазоне частот, с разными формами частотных характеристик и разной полосой пропускания.
Большое значение при реализации фильтров на ПЗС имеет возможность
122
применения высокоэффективной технологии микроэлектроники. В этом отношении перед фильтрами и линиями задержки на ПЗС открыты широкие возможности. Действительно, вся структура фильтра может быть сформирована на полупроводниковой подложке методами микроэлектронной технологии. Все электроды могут быть созданы напылением проводникового слоя на окисел. Все сопротивления, а также все соединительные проводники могут быть созданы методами напыления на подложку, и сложнейшая ПЗС-структура, имеющая, например, 1000 элементов, будет подключаться к остальной схеме всего пятью выводами.
Больше того имеются сообщения о том, что на единой подложке формируются также дифференциальный усилитель и тактовый генератор, создающий напряжения U1 , U2 , U3 . Площадь такой структура на 1000 элементов примерно 100 мм2 , масса — несколько десятков грамм, потребление энергии — десятки милливатт и стоимость (в перспективе) 10 руб. Отсюда ясно, какие богатые возможности дает использование ПЗС вместо устаревших LC-фильтров, электромеханических фильтров и т.д.
Примеры фильтров на ПЗС . Рассмотрим два наиболее характерных примера: фильтр низкой частоты на 63 элементах ПЗС и фильтр для сложного фазоманипулированного сигнала на 13 элементах. На рис. 1.10.8 показано схематичное изображение 63-элементного фильтра низкой частоты, построенного по принципу разрезных электродов. На рис. 1.10.9 показана область А разрезанных электродов в крупном плане.
Если применяется трехтактный принцип продвижения зарядов, то такой фильтр должен иметь 63Х3 МДП-конденсаторов, а также электрод ввода информации. Точки разреза электродов отчетливо видны на рис. 1.10.9. Как видно, форма «окна» в этом фильтре значительно сложнее «прямоугольного окна» или «окна Хемминга». Благодаря этому фильтр имеет широкую частотную характеристику с плоской частью в области пропускаемых частот и крутым срезом.
![]()
Рисунок 1.10.8 Рисунок 1.10.9
Частотная характеристика такого фильтра приведена на рис. 1.1010. При тактовой частоте 32 кГц фильтр обладает полосой пропускания от 0 до 3,2 кГц. Как и следовало ожидать, за счет
123
дискретного принципа действия фильтр в области задержания имеет неравномерную частотную характеристику с ослаблением от 40 до 60дБ. Импульсная характеристика, т.е. реакция по времени фильтра на короткий импульс по виду аналогична размещению разрезов в электродах по длине фильтра. Это совпадение физически понятно. Если подать на вход такого фильтра короткий импульс, то он поочередно, проходя под электродами, будет давать отклик, отображающий положение разреза. Требуемая форма частотной характеристики получается в результате того, что напряжение снимается и суммируется со всех 63 элементов. Площадь подложки такого фильтра составляет менее 100 мм2 и масса несколько граммов. Если создавать такой фильтр на старых принципах, то потребовалась бы цепочка из RС -элементов, состоящая из многих ячеек. Габариты и масса такого фильтра будут намного больше — масса в 200 раз, а габариты в 1000 раз.
![]()
Рисунок 1.10.10 Рисунок 1.10.11
Дополнительные элементы, требуемые для фильтра на ПЗС: входные каскады, обеспечивающие выборку и подачу необходимого напряжения на электрод, тактовый генератор и дифференциальный усилитель на выходе — могут быть реализованы на типовых микросхемах средней степени интеграции. В фильтре, использующем старые принципы, также требуются входные и выходные каскады.
Особо большие возможности дает использование ПЗС при фильтрации сложных сигналов. В литературе, например, описан фильтр для 13элементного фазоманипулированного сложного дискретного сигнала, сформированного по коду Баркера. Представление кода такого сигнала показано на рис. 1.10.11.
Сигнал имеет практически равномерный амплитудно-частотный и сложный фазочастотный спектры. Следовательно, согласованный фильтр должен иметь простую амплитудно-частотную характеристику и сложную фазочастотную. Раньше согласованный фильтр для такого сигнала формировался из 13 элементов линии задержки. Если длительность сигнала, а следовательно, время задержки в элементах были
124
значительными, например, если сигнал имел длительность 1000 мкс, то требовалась очень дорогая, с большой массой линия задержки. Реализация такого фильтра на ПЗС отличается простотой, малыми габаритами и массой. Действительно, фильтр может содержать всего 13 элементов, т.е. 13X3 МДП-конденсаторов.

Рисунок 1.10.12
Импульсная характеристика согласованного фильтра ηф (t) будет обратна форме сигнала и дана на рис. 1.10.12. Как видно, съем напряжений с отводов (электродов) фильтров должен происходить с коэффициентами положительными или отрицательными, равными единице, т.е. менять положение зазора не нужно, отводы могут быть не разрезаны в отличие от предыдущего случая. Следовательно, при проектировании фильтра все электроды выполняются целыми, а отводы от них, соединяемые с плюсовой или минусовой шиной, которые подаются на выходной дифференциальный усилитель, должны присоединяться в соответствии с импульсной функцией. В результате получается согласованный фильтр, имеющий требуемые амплитудно-частотную и фазочастотную характеристики, обеспечивающий сжатие сигнала в соответствии с его корреляционной функцией.
Недостатки фильтров на ПЗС . Основным недостатком устройств фильтрации на ПЗС является ограничение следующих параметров: числа последовательных элементов задержки вследствие неполного переноса заряда; максимального времени задержки, т.е. минимальной частоты, связанной с тепловым генерированием свободных носителей заряда; максимальной тактовой частоты из-за конечного времени переноса заряда между электродами; точности реализации частотной характеристики фильтра за счет технологических погрешностей.
Рассмотрим подробнее эти ограничения. При каждой передаче заряда происходит частичная его потеря. Каждый раз, когда заряд передается с (N—1 )-го электрода на N -й, часть заряда ε остается не переданной. Тогда значение заряда под N -м электродом относительно заряда под первым электродом составит
125
(1– ε)N = e-Nε .
Для того чтобы потери заряда при переносе или, другими словами, неэффективность переноса оказывались малыми, необходимо обеспечить Nε <0,1. Следовательно, если мы хотим иметь ПЗС с 1000 элементами задержки, то неэффективность переноса должна составить меньше 10-4 .
Очевидно, что неэффективность переноса приведет к некоторым искажениям частотной характеристики, тем большим, чем больше произведение Nε . Реально неэффективность переноса составляет 10-3 ... 10-5 , т. е. создание фильтра на 100 ... 1000 элементов задержки с частотными характеристиками, достаточно близкими к теоретическим, вполне осуществимо.
Время, в течение которого неосновные носители вследствие тепловых эффектов составят заметную долю передаваемого заряда, определяется в основном технологией и составляет для обычного ПЗС порядка 10-1 . . . 10-2 с. Следовательно, низшая частота, на которой может работать фильтр на ПЗС, составит 10 . . . 100 Гц. Следует ожидать, что по мере совершенствования технологии и повышения чистоты материалов низшие частоты могут быть доведены до единиц герц.
Время, необходимое для переноса заряда, определяется шириной электродов и промежутка между ними, амплитудой тактовых импульсов и подвижностью носителей заряда. Очевидно, что размеры определяются технологией. При повышении тактовой частоты, т.е. при работе фильтра на более высоких частотах, резко увеличивается неэффективность переноса. В настоящее время технология достигла такого совершенства, что можно использовать ПЗС на частотах порядка 20 МГц.
Фильтр на ПЗС создает шум. Его необходимо учитывать, если ПЗС применяется для сигналов с малым уровнем, т.е. во входных устройствах приемников. Шум в основном определяется неодинаковостью теплового тока в разных элементах; уровень шума может составлять от нескольких до сотен микровольт. Поэтому применение фильтров на ПЗС во входных каскадах не рекомендуется.
Форму частотной характеристики фильтра на ПЗС не удается сделать точно соответствующей расчетной, так как коэффициент съема информации не может быть выдержан с высокой точностью. Ширина напыленных электродов, особенно если они узкие, положение зазора, разделяющего электроды, имеют технологические отклонения. Точность, с которой реально удается реализовать коэффициенты, составляет, примерно, 10-2 … 10-3 . При этом очень важно то, что при увеличении числа МДПконденсаторов влияние неидеальности отводов и весовых коэффициентов уменьшается в соответствии с корнем квадратным из их общего числа. Это происходит из-за усреднения отклонений.
126
1.11 ЭЛЕМЕНТЫ УСТРОЙСТВ ПАМЯТИ В РЭС.
ЭЛЕМЕНТЫ ПАМЯТИ НА МАГНИТНЫХ НОСИТЕЛЯХ
Предназначены для хранения цифровой информации. Элемент памяти должен обладать двумя свойствами: иметь два устойчивых состояния и позволять записывать и считывать информацию. В элементах памяти используются следующие физические принципы:
1. Намагничивание (в ЗУ на ферритовых сердечниках, лентах, магнитных дисках, магнитных барабанах, ЦМД и др.).
2. Хранение электрического заряда на емкости (ПЗС ЗУ, ДОЗУ).
3. Схемотехнические решения (триггеры, полупроводниковые статические ЗУ).
4. Поляризация (у сегнетоэлектриков).
5. Механическое изменение носителя информации (перфоленты, перфокарты и различные типы программируемых ЗУ).
6. Временная задержка (в магнитострикционных ЛЗ, электромагнитных ЛЗ). Наибольшее распространение получили 1-ый, 2-ой и 3-ий эффекты.
КЛАССИФИКАЦИЯ ЗУ
По функциональному назначению ЗУ делятся на:
1) Внутренняя память; 2) внешняя память; 3) буферная; 4) оперативная; 5) сверхоперативная; 6) экранная; 7) видеопамять; 8) память данных и др. Общая схема ЗУ имеет вид:
![]() ША
ША
ВР Шд ⁄ вых
ША[n] – шина адреса; Шд – шина данных; ВР – выбор режима; В зависимости от метода доступа ЗУ делятся на:
1. ЗУ с прямым поступом (ЗУ с произвольной выборкой). В них каждая ячейка имеет свой адрес и по нему осуществляется доступ к ячейке. Примеры: ЗУ на ферритовых сердечниках, полупроводниковые ЗУ – статические и динамические.
2. ЗУ с блочно-прямым доступом. В них выборка блока осуществляется непосредственно, а выборка ячейки – путем последовательного сдвига или опроса всех ячеек. (ПЗС ЗУ с блочно-петлевой организацией, ЗУ на магнитных дисках).
3. ЗУ с последовательным доступом (ЗУ на магнитной ленте, серпантинно-петлевые ЗУ).
В зависимости от особенностей хранения, записи и считывания ЗУ делятся:
127
1. Постоянные (ПЗУ), служащие для хранения констант и программ. Основными требованиями к ПЗУ являются неразрушающее считывание, высокая надежность и энергонезависимость хранения информации.
В свою очередь ПЗУ разделяются на:
а) Репрограммируемые (программируемые многократно) – РПЗУ;
б) Перепрограммируемые (однократно) – ППЗУ, как правила путем пережигания перемычек током высокой плотности на кристаллах с некоторой избыточностью элементов;
в) ПЗУ, программируемые при изготовлении (конструктивно).
В ППЗУ и РПЗУ время записи значительно превышает время считывания информации.
2. Логические ЗУ (ЛЗУ) кроме хранения информации могут выполнять некоторые логические функции, что позволяет частично разгрузить процессор.
3. Оперативные ЗУ (ОЗУ) предназначены для хранения переменной информации и имеют одинаковое время записи и считывания.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЗУ
1. Информационная емкость (объем памяти), выражаемая максимальным количеством хранимой информации в битах или байтах;
2. Быстродействие, характеризуемое временем, прошедшим от момента обращения к ЗУ до появления требуемой информации на выходе, или количеством информации, воспроизводимой в единицу времени (Мбит/с). Еще употребляют термины: время выборки, время доступа.
3. Энергопотребление ЗУ, определяемое электрической мощностью потребляемой от источников питания на единицу информационной емкости
(Вт/бит).
4. Удельная стоимость, т.е. стоимость хранения одного бита.
5. Плотность упаковки (количество информации в битах/см3 ).
6. Энергозависимость.
Элементы памяти на магнитных носителях
Элементы памяти на ферритовых сердечниках являются представителем устройств памяти с прямым доступом. Они появились в 1950-х годах.
Петля гистерезиса и схема записи информации показаны на рис.
![]() Iвх
Iвх
Вх
Для считывания информации, находящейся в сердечнике, во входную обмотку подается импульс. Если сердечник был в состоянии "1", то на выходной обмотке появляется э.д.с. большой амплитуды, если "0" – то на выходе имеется небольшая э.д.с. помехи.
В ЗУ имеются адресные шины X и Y. Выборка нужной ячейки основана на совпадении токов в горизонтальных и вертикальных шинах. На эти шины
128
подаются импульсы тока Iр =Im /2 . В остальных сердечниках появляется магнитное поле меньшее, чем Нс и их состояние не изменяется.
Магнитные носители на тонких пленках отличаются малыми габаритами и энергопотреблением. Различают несколько случаев намагниченности тонких пленок:
1) h<hкр1 2) h≥ hкр1 3) hкр1<h< hкр2
![]() h
h
| Вся плѐнка – один домен вдоль оси легкого намагничивания |
Монодоменная структура с перпендикулярной ОЛН |
Микрополосковая структура намагничивания незамкнутого типа, представляющая наибольший интерес для практики |
По сравнению с запоминающими элементами на ферритовых сердечниках ЗУ на магнитных пленках позволяют миниатюризировать устройства и уменьшить энергетические затраты на управление ими, а также повысить технологичность.
Матрица памяти на очень тонких плѐнках с плоскими магнитными доменами.
Обеспечивает плотность информации 103 …104 Бит/см2 и емкость 109 бит.
Схема построения матрицы памяти на очень тонких магнитных плѐнках представлена на Рисунке 1.11.1.
Материалом пленок чаще всего служит пермаллой – сплав Fе с Ni. Они имеют толщину 310 мкм и наносятся вакуумными методами на стеклянную подложку с предварительно осажденной пленкой Сu. В запоминающих элементах имеется также управляющая матрица, которая представляет собой совокупность пленочных проводников шириной 350 мкм, расположенных перпендикулярно друг другу с двух сторон полиамидной пленки. Таким образом формируются числовые и сигнально-разрядные шины. Магнитная пленка имеет анизотропию, а при подаче на шины импульсов тока при их совпадении на перекрестке шин появляется доменная область с противоположно направленной намагниченностью, вдоль ОЛН.
Однако в ЗУ на плоских магнитных пленках информация при считывании, как правило, теряется.
129
![]()
1 2 3 4
Рисунок 1.11.1. Плетѐная матрица запоминающих устройств на цилиндрических магнитных плѐнках
1 – плѐнка Fe-Ni;
2 – подложка;
3 – подслой меди;
4 – диэлектрическая плѐнка;1
5 – сигнально-распределительные шины;
6 – числовые шины;
7 – полиамидная плѐнка;
В ЗУ на цилиндрических магнитных пленках этот недостаток устраняется, правда, ценой технологичности. ЗУ такого типа содержат систему микропроводов с покрытием магнитной пленкой, которые объединены в разрядные шины и переплетены проволочными числовыми шинами. Когда по числовой шине пропускается импульс тока, магнитная пленка намагничивается в сторону оси трудного намагничивания (ОТН). Информация при считывании в этом случае не теряется. В основном на этом принципе работают ОЗУ.
![]()
5
Рисунок 1.11.2. Схема матрицы памяти на ЦМП
1 – ЦМП; 2 – печатные платы; 3 – адресная шина; 4 – выходные контакты разрядной шины; 5 – выходные контакты;
Параметры:
| Количество адресов |
260 (4 записи) |
| Количество разрядов |
160 |
| Габариты с диодным дешифратором, мм |
240x200x8 |
| Сопротивление адресной шины, Ом |
1,2±0,2 |
| Индуктивность адресной шины, мкГ |
0,38±0,02 |
| Сопротивление разрядной шины, Ом |
3,4±0,2 |
| Амплитуда адресного тока, мА |
500±50 |
| Амплитуда разрядного тока, мА Амплитуда выходного сигнала после |
500± |
| взаимодействия 212 импульсов считывания (без записи информации), мВ |
≥ 3 |
131
1.12 ЭЛЕМЕНТЫ ПОЛУПРОВОДНИКОВЫХ ЗАПОМИНАЮЩИХ
УСТРОЙСТВ
![]() Основные виды ЗУ
. Выше были рассмотрены ЗУ на магнитных носителях.. Однако прежде чем рекомендовать эти элементы для применения в ЗУ аппаратуры, следует остановиться на полупроводниковых ЗУ. Следует подчеркнуть, что в РЭА и ЭВМ требования к ЗУ существенно различаются. Остановимся только на ЗУ для РЭА, где они применяются в основном coвместно с микропроцессорами для создания микропроцессорных устройств. Чаще всего применяются полупроводниковые ОЗУ, ПЗУ и ППЗУ.
Основные виды ЗУ
. Выше были рассмотрены ЗУ на магнитных носителях.. Однако прежде чем рекомендовать эти элементы для применения в ЗУ аппаратуры, следует остановиться на полупроводниковых ЗУ. Следует подчеркнуть, что в РЭА и ЭВМ требования к ЗУ существенно различаются. Остановимся только на ЗУ для РЭА, где они применяются в основном coвместно с микропроцессорами для создания микропроцессорных устройств. Чаще всего применяются полупроводниковые ОЗУ, ПЗУ и ППЗУ.
| Вывод цифры |
Вывод цифры |
Рисунок 1.12.1
Широкое применение в РЭА получили полупроводниковые элементы ЗУ на биполярных и МДП-транзисторах из-за их высокой надежности, малых габаритов и массы, простоты реализации, произвольного считывания. Физический смысл их функционирования основан на статических неоднородностях в полупроводнике (р-п переходы). Биполярные и МДПтранзисторы в ЗУ используются как коммутаторы и в составе триггеров.
Остановимся на использовании МДП-транзисторов. Для выяснения возможностей ЗУ на их основе остановимся только на особенностях и принципе действия ЗУ, что позволит выявить их основные свойства и сравнить с рассмотренными ранее элементами ЗУ, а также выработать рекомендации по применению их в РЭА.
132
Полупроводниковые элементы ПЗУ . Наиболее широкое применение из-за высокой плотности записи имеют элементы ПЗУ на МДП-транзисторах. Схема действия простейшего элемента ЗУ на МДП-транзисторах показана на рис. 12.1, где С – провод строки, по которому поступает сигнал запроса для считывания того, что записано в соответствующих элементах ЗУ или элементах памяти (ЭП); З – провод заземления; К – провод колонки считывания. На рис. 12.1 в левом ЭП записан «0» и МДП-транзистор включен выводами сток-исток между проводами С и З . В правом ЭП транзистор отключен, следовательно, записана «1». Количество строк (на рисунке они не показаны) соответствует количеству 2-разрядных чисел. Когда по проводу строки на затвор МДП-транзистора подается достаточное напряжение в МДП-транзисторе, как было рассмотрено в гл. 3, резко уменьшается сопротивление, напряжение источника питания Uп падает в основном на сопротивлении R , на выходе по проводу К подается «О». В правом ЭП, где транзистор не включен между проводами К и З , подача напряжения по проводу С на затвор не изменяет режима колонки, напряжение питания проходит на выход, символизируя, что в этом элементе записана «1».
Обычно БИС-памяти изготавливают с транзисторами во вcex точках, где могут быть размещены ЭП, а включение или исключение транзисторов осуществляется на выходных технологических операциях по заказу пользователя. Большое распространение получили БИС-памяти, у которых во всех пересечениях включены транзисторы, но тонкий соединительный провод в специальных устройствах для программирования пережигается в тех точках, где нужно записать «1»,
Большое значение имеет организация БИС-памяти. Обычно БИС-памяти ПЗУ изготавливаются на большую емкость, не менее чем тысячи битов; в них записываются многоразрядные числа, например, двух, четырех, восьми и более разрядов. Для таких БИС-памяти большое значение имеет решение задачи отыскания строк и колонок, или адреса, по которому записывается, а затем считывается записанная в ЗУ информация. Код адреса поступает от устройства управления выдачей из ЗУ записанной информации. Типичная организация БИС-памяти представлена на рис. 12.2. Для примера взят случай, когда емкость памяти равна 1024 бит, организация 256X4 (4 – количество разрядов в слове, 256 – количество 4-разрядных слов). На подложке формируется 1024 элемента памяти. На рис. 12.2: РГА – регистр адреса, куда поступает код адреса ячейки, из которой должно быть считано 4-разрядное число; ДШ – дешифратор строк, в котором по коду адреса вырабатывается напряжение, поступающее по определенной строке на затворы МДП-транзисторов, включенных (или исключенных) в соответствующих точках пересечений колонок и строк; М1–М4 – мультиплексоры, подающие напряжение на выход только с определенных колонок. Мультиплексор – это управляемый электронный коммутатор, обеспечивающий выдачу на один выход одного из напряжений, поступающих на несколько входов в зависимости от кода числа, поданного по цепи управления.
133
![]() п
п
Рисунок 1.12..2
Следовательно, имеется 256 4-разрядных слов, которые должны быть заранее записаны в накопитель и извлекаться в соответствии с кодом адреса. В данном случае код адреса может содержать восемь символов. Кроме 1024 элементов ЗУ (ЭП) в БИС должны быть сформированы регистр адреса, дешифратор строк и четыре мультиплексора для выбора колонки.
Рассмотрим, как работает такая БИС-памяти. В РГА записывается код адреса (пять символов этого адреса подаются на дешифратор строк и три на мультиплексоры). На все колонки через сопротивление R вдается напряжение источника питания Uп .
На рис. 12.2 показан код адреса 01011010. Это означает, что дешифратор строк выберет 11-ую строку (с учетом того, что есть нулевая строка), а в мультиплексорах будет выделяться каждая вторая колонка (с учетом того, что есть нулевая колонка). Пересечения этих строк и колонок показаны символами ЭП, в качестве которых используются включенные (или не включенные) транзисторы. Предположим, что в этих ЭП было записано число 0110. Тогда на выходах мультиплексоров вырабатывается число 0110.
Для лучшего уяснения функционирования элементов полупроводниковой ПЗУ на рис 12.3 представлена более подробная схема, в которой показаны ЭП (МДП-транзисторы) и их включение на пересечении строк и колонок. На ней изображены только строки 0, 1, 11, 29, 30, 31, 32 колонки 0, 1, 2. Для того чтобы избежать перегрузки рисунка, строки и колонки даны только для двух разрядов (первого и второго) из четырех, имеющихся на рис. 12.2.
134
Символ
![]()
Рисунок 1.12.3
Для 11-й строки показано включение элементов памяти – MДП-транзисторов. Поскольку в нулевой и второй колонках 1-го разряда и первой колонке 2-го разряда транзисторы подключены между проводами колонок и земли, то в этих ЭП записаны «0». В первой колонке 1-го разряда, а также нулевой и второй колонках 2-го разряда перемычки выжжены. Транзисторы не включены и записаны «1». Мультиплексоры M1 и М2 (1-го и 2-го разряда) из 8 символов, поступающих с колонок, выберут в соответствии с кодом адреса (кодом колонки) и пропустят на выход сигналы второй колонки, где записаны «0» в первом разделе и «1» во втором.
135
Важным преимуществом полупроводниковых ПЗУ является то, что заложенная в них информация сохраняется сколь угодно долго, независимо от подачи питания, а также то, что ЭП и все остальные части БИС изготавливаются по единой технологии. Обычно накопитель занимает около 70% поверхности кристалла, а остальную поверхность занимают РГА , ДШ , M1– М4 . Поскольку плотность МДП-транзисторов может быть очень высокой, БИСпамяти на МДП-транзисторах оказывается компактной, дешевой и уступает БИС-памяти на биполярных транзисторах только по быстродействию, при значительном выигрыше в объеме памяти.
![]()
Рисунок 1.12.4
Элементы полупроводниковых ОЗУ на МДП-транзисторах . В качестве элементов ЗУ такого типа используются МДП-транзисторы, но их функционирование в ОЗУ должно быть в принципе другим, в сравнении с ПЗУ, так как необходимо иметь возможность не только извлекать (считывать) информацию, записанную заранее в накопителе, но и быстро оперативно менять ее, записывая новую. Основой элемента памяти ОЗУ является триггерная структура на МДП-транзисторах n- и р- типа.
На рис. 12.4 показана триггерная структура, образованная двумя парами транзисторов, включенными по схеме инверторов. Если подать на такой триггер напряжение питания то он будет устойчиво находиться в одном из двух
![]() положений: первое, когда в точке А
высокий потенциал, а в точке A
низкий, второе – наоборот. Задача записи состоит в том, чтобы подачей импульсов напряжения поставить триггер в заданное устойчивое состояние. Рассмотрим принцип действия такого элемента.
положений: первое, когда в точке А
высокий потенциал, а в точке A
низкий, второе – наоборот. Задача записи состоит в том, чтобы подачей импульсов напряжения поставить триггер в заданное устойчивое состояние. Рассмотрим принцип действия такого элемента.
Будем считать, что если в точке А высокий потенциал, то в ЭП записана «1», а если низкий потенциал, то «0». Задача считывания состоит в том, чтобы
![]() выявить, какой потенциал присутствует в точках А
и A
. Если осуществляется запись, то независимо от того, что было записано в триггере, подачей
выявить, какой потенциал присутствует в точках А
и A
. Если осуществляется запись, то независимо от того, что было записано в триггере, подачей
![]() соответствующих напряжений в точки А
и A
триггер должен быть приведен в
соответствующих напряжений в точки А
и A
триггер должен быть приведен в
136
требуемое состояние в зависимости от того, что записывается «1» или «0». Необходимо рассмотреть метод подачи соответствующего напряжения при
![]() записи в точки А
или A
и выявления того, какой потенциал в них записан при считывании. Для этого удобнее начать с общей схемы ОЗУ.
записи в точки А
или A
и выявления того, какой потенциал в них записан при считывании. Для этого удобнее начать с общей схемы ОЗУ.
Усилитель Линии записи Усилитель
![]()
Рис.1.12.5
Предположим, что ОЗУ имеет емкость 256 бит и организацию 256X1 (в одной БИС один разряд). При необходимости записи в ОЗУ многоразрядного числа следует использовать соответствующее количество БИС. На рис. 12.5 показан накопитель информации, состоящий из элементов памяти (ЭП), представляющих собой триггерные структуры с элементами коммутации, с помощью которых производится считывание и запись информации. На рис. 12.5
![]() точки А
и A
не показаны; они, а также коммутаторы находятся внутри ЭП (рис.
точки А
и A
не показаны; они, а также коммутаторы находятся внутри ЭП (рис.
7.27). На рис. 12.5 показаны ЭП нулевой, первой и 15-й колонок для нулевой,
137
первой и 15-й строк. Управление накопителем осуществляется путем подачи напряжения от регистра адреса через дешифраторы в провода строк и колонок. В данном случае регистр адреса должен содержать восемь разрядов, куда записываются восемь символов кода адреса: четыре символа строк и четыре символа колонок, так как 256=28 . С четырех разрядов регистра адреса сигналы поступают на дешифратор строк, который имеет выходы от нулевой до 15-й строки, с остальных четырех разрядов регистра – на дешифратор колонок, который также имеет выходы от нулевой до 15-й колонки. Управление записью и считыванием осуществляется с помощью подключения элементов ЗУ, в которых содержатся не показанные на рис. 12.5 элементы коммутации.
Предположим, что код адреса 00011111. Это означает, что код строк имеет вид 0001, т. е. дешифратор строк выберет первую строку; код колонок имеет вид 1111, т. е. дешифратор колонок выберет 15-ую колонку. Следовательно, при таком адресе будет избран ЭП, обведенный штриховой линией на рис. 12.5. Теперь можно или считывать то, что записано в этом элементе, или записывать в него.
![]()
Рисунок 1.12.6
Для этого необходимо при записи подать сочетание напряжений на точки Р
![]() и P
элемента памяти, соответствующего адресу. Эти точки должны быть
и P
элемента памяти, соответствующего адресу. Эти точки должны быть
![]()
![]() коммутаторами связаны в ЭП с точками А
и A
на триггере. Для считывания необходимо выявить сочетание напряжений в точках А
и A
, хранящихся в триггере. Для осуществления этой коммутации выходы Р
и P
всех ЭП присоединяются к линии записи – считывания, на выходе которой включается усилитель считывания, когда ведется считывание, и усилитель записи, когда ведется запись. Необходимо обеспечить, чтобы у избранного согласно адресу
коммутаторами связаны в ЭП с точками А
и A
на триггере. Для считывания необходимо выявить сочетание напряжений в точках А
и A
, хранящихся в триггере. Для осуществления этой коммутации выходы Р
и P
всех ЭП присоединяются к линии записи – считывания, на выходе которой включается усилитель считывания, когда ведется считывание, и усилитель записи, когда ведется запись. Необходимо обеспечить, чтобы у избранного согласно адресу
![]() ЭП на выход Р
было бы подано напряжение с точки А
триггера, а на выход P
ЭП на выход Р
было бы подано напряжение с точки А
триггера, а на выход P
![]() подано напряжение сигнала с точки A
. При записи усилитель записи
подано напряжение сигнала с точки A
. При записи усилитель записи
138
открывается и из внешней цепи поступает сигнал «1» или «0», который должен быть записан. При этом все ЭП, кроме одного, который выбран в соответствии с кодом адреса, под действием имеющимся в них коммутаторов должны быть отключены. При считывании подача сигнала через усилитель записи запрещается и линии записи – считывания действует совместно с усилителем считывания.
После того, как выявлена общая система взаимодействия адресации записи и считывания в ОЗУ, необходимо рассмотреть вопрос о том, как в избранном
![]() согласно адресу ЭГ соединяются точки Р
с A
и P
с A
. Выполнение этой
согласно адресу ЭГ соединяются точки Р
с A
и P
с A
. Выполнение этой
![]() операции поясняет рис. 12.6, из которого видно, что точки А
с Р
и A
, P
, соединяются через последовательно включенные два МДП-транзистора. На затворы подаются напряжения от дешифраторов колонок и строк. При подаче напряжения на затвор транзистор переходит в состояние проводимости между стоком и истоком. Одновременно два последовательно соединенных транзистора открываются только в ЭП, избранном по коду адреса, и только в
операции поясняет рис. 12.6, из которого видно, что точки А
с Р
и A
, P
, соединяются через последовательно включенные два МДП-транзистора. На затворы подаются напряжения от дешифраторов колонок и строк. При подаче напряжения на затвор транзистор переходит в состояние проводимости между стоком и истоком. Одновременно два последовательно соединенных транзистора открываются только в ЭП, избранном по коду адреса, и только в
![]() этом ЭП потенциалы точек А
и Р,
а также A
и P
, будут выравниваться. Во всех других ЭП открывается один из транзисторов. Следовательно, все другие ЭП остаются отключенными и для считывания, и для записи. Поскольку триггер может находиться в одном из двух устойчивых состояний и переходить из одного состояния в другое под воздействием подаваемых извне сигналов, то такое ЗУ относится к разряду статических. Положительным для ЗУ такого типа является то, что как накопитель содержащий триггеры, так и остальные части БИС-памяти выполняются в едином технологическом процессе. Поскольку МДП-структуры обладают высокой плотностью размещения, на кристалле ограниченных размеров может быть создано ЗУ на большое число битов. Однако сам ЭП в этом случае более сложен, чем в ПЗУ. Он содержит восемь транзисторов разного типа (n
и р
) вместо двух в ПЗУ. Поэтому плотность записи в ОЗУ существенно меньше, чем в ПЗУ, и при ограниченных размерах кристалла объем памяти ОЗУ меньше, чем ПЗУ. Кроме того, записанная информация при отключении питания будет теряться. Поэтому БИС-памяти ОЗУ и ПЗУ применяются для разных целей, в том числе и в микропроцессорных устройствах. В полупроводниковых ПЗУ записываются программы и константы, используемые при вычислении в МПУ, а ОЗУ применяются в качестве оперативной памяти для записи промежуточных результатов вычислений, для взаимодействия с внешними устройствами и других аналогичных целей.
этом ЭП потенциалы точек А
и Р,
а также A
и P
, будут выравниваться. Во всех других ЭП открывается один из транзисторов. Следовательно, все другие ЭП остаются отключенными и для считывания, и для записи. Поскольку триггер может находиться в одном из двух устойчивых состояний и переходить из одного состояния в другое под воздействием подаваемых извне сигналов, то такое ЗУ относится к разряду статических. Положительным для ЗУ такого типа является то, что как накопитель содержащий триггеры, так и остальные части БИС-памяти выполняются в едином технологическом процессе. Поскольку МДП-структуры обладают высокой плотностью размещения, на кристалле ограниченных размеров может быть создано ЗУ на большое число битов. Однако сам ЭП в этом случае более сложен, чем в ПЗУ. Он содержит восемь транзисторов разного типа (n
и р
) вместо двух в ПЗУ. Поэтому плотность записи в ОЗУ существенно меньше, чем в ПЗУ, и при ограниченных размерах кристалла объем памяти ОЗУ меньше, чем ПЗУ. Кроме того, записанная информация при отключении питания будет теряться. Поэтому БИС-памяти ОЗУ и ПЗУ применяются для разных целей, в том числе и в микропроцессорных устройствах. В полупроводниковых ПЗУ записываются программы и константы, используемые при вычислении в МПУ, а ОЗУ применяются в качестве оперативной памяти для записи промежуточных результатов вычислений, для взаимодействия с внешними устройствами и других аналогичных целей.
Следует отметить, что полупроводниковые ОЗУ обладают высокими показателями объема памяти, габаритов, потребляемой мощности, стоимости, и поэтому широко применяются в РЭА.
139
1.13 ОПТОЭЛЕКТРОНИКА. КОММУТАЦИОННЫЕ УСТРОЙСТВА
Оптоэлектроника является важной самостоятельной областью функциональной электроники и микроэлектроники. Оптоэлектронный прибор — это устройство, в котором при обработке информации происходит преобразование электрических сигналов в оптические и обратно.
Существенная особенность оптоэлектронных устройств состоит в том, что элементы в них оптически связаны, а электрически изолированы друг от друга.
Благодаря этому легко обеспечивается согласование высоковольтных и низковольтных, а также высокочастотных и низкочастотных цепей. Кроме того, оптоэлектронным устройствам присущи и другие достоинства: возможность пространственной модуляции световых пучков, что в сочетании с изменениями во времени дает три степени свободы (в чисто электронных цепях две); возможность значительного ветвления и пересечения световых пучков в отсутствие гальванической связи между каналами; большая функциональная нагрузка световых пучков ввиду возможности изменения многих их параметров (амплитуды, направления, частоты, фазы, поляризации).
Оптоэлектроника охватывает два основных независимых направления — оптическое и электронно-оптическое. Оптическое направление базируется на эффектах взаимодействия твердого тела с электромагнитным излучением. Оно опирается на голографию, фотохимию, электрооптику и другие явления. Оптическое направление иногда называют лазерным.
Электронно-оптическое направление использует принцип фотоэлектрического преобразования, реализуемого в твердом теле посредством внутреннего фотоэффекта, с одной стороны, и электролюминесценцией, с другой. В основе этого направления лежит замена гальванических и магнитных связей в традиционных электронных цепях оптическими. Это позволяет повысить плотность информации в канале связи, его быстродействие, помехозащищенность.
Для микроэлектроники представляет интерес в основном электроннооптическое направление, которое позволяет решить одну из важных проблем интегральной микроэлектроники — существенное уменьшение паразитных связей между элементами как внутри одной интегральной микросхемы, так и между микросхемами. На оптоэлектронном принципе могут быть созданы безвакуумные аналоги электронных устройств и систем: дискретные и аналоговые преобразователи электрических сигналов (усилители, генераторы, ключевые элементы, элементы памяти, логические схемы, линии задержки и др.); преобразователи оптических сигналов — твердотельные аналоги электронно-оптических преобразователей, видиконов, электронно-лучевых преобразователей (усилители света и изображения, плоские передающие и воспроизводящие экраны); устройства отображения информации (индикаторные экраны, цифровые табло и другие устройства картинной логики).
Основным элементом оптоэлектроники является оптрон. Различают оптроны с внутренней (рис. 1.13.1, а) и внешними (рис. 1.13.1, б ) фотонными
140
![]() связями. Простейший оптрон представляет собой четырехполюсник (рис. 1.13.1, а),
состоящий из трех элементов: фотоизлучателя 1
, световода 2
и приемника света 3,
заключенных в герметичном светонепроницаемом корпусе. При подаче на вход электрического сигнала в виде импульса или перепада входного тока возбуждается фотоизлучатель. Световой поток по световоду попадает в фотоприемник, на выходе которого образуется электрический импульс или перепад выходного тока. Этот тип оптрона является усилителем электрических сигналов, в нем внутренняя связь фотонная, а внешние — электрические.
связями. Простейший оптрон представляет собой четырехполюсник (рис. 1.13.1, а),
состоящий из трех элементов: фотоизлучателя 1
, световода 2
и приемника света 3,
заключенных в герметичном светонепроницаемом корпусе. При подаче на вход электрического сигнала в виде импульса или перепада входного тока возбуждается фотоизлучатель. Световой поток по световоду попадает в фотоприемник, на выходе которого образуется электрический импульс или перепад выходного тока. Этот тип оптрона является усилителем электрических сигналов, в нем внутренняя связь фотонная, а внешние — электрические.
Другой тип оптрона — с электрической внутренней связью и фотонными внешними связями (рис. 1.13.1, б ) — является усилителем световых сигналов, а также преобразователем сигналов одной частоты в сигналы другой
частоты, например сигналов инфракрасного излучения в сигналы видимого спектра. Приемник света 4 преобразует входной световой сигнал в электрический. Последний усиливается усилителем 5 и возбуждает источник света 6.
В настоящее время разработано большое число оптоэлектронных устройств различного назначения. В микроэлектронике, как правило, используются только те оптоэлектронные функциональные элементы, для которых имеется возможность интеграции, а также совместимость технологии их изготовления с технологией изготовления соответствующих интегральных микросхем.
![]() Фотоизлучатели
. К источникам света оптоэлектроникой предъявляются такие требования, как миниатюрность, малая потребляемая мощность, высокие эффективность и надежность, большой срок службы, технологичность. Они должны обладать высоким быстродействием, допускать возможность изготовления в виде интегральных устройств.
Фотоизлучатели
. К источникам света оптоэлектроникой предъявляются такие требования, как миниатюрность, малая потребляемая мощность, высокие эффективность и надежность, большой срок службы, технологичность. Они должны обладать высоким быстродействием, допускать возможность изготовления в виде интегральных устройств.
Наиболее широкое распространение в качестве электролюминесцентных
источников получили инжекционные светодиоды, в которых испускание света определяется механизмом
межзонной рекомбинации электронов и дырок. Если пропускать достаточно большой ток инжекции через p-n -переход (в прямом направлении), то часть электронов из валентной зоны перейдет в зону проводимости (рис. 1.13.2). В верхней части валентной зоны образуются свободные состояния (дырки), а в
141
нижней части зоны проводимости — заполнение состояния (электроны проводимости). Такая инверсная заселенность не является равновесной и приводит к хаотическому испусканию фотонов при обратных переходах электронов. Возникающее при этом в р-n -переходе некогерентное свечение и является электролюминесценцией. Фотон, испускаемый при люминесцентном переходе из заполненной части зоны проводимости в свободную часть валентной зоны, вызывает индуцированное излучение идентичного фотона, заставив еще один электрон перейти в валентную зону. Однако фотон такой же энергии (от ∆E=E2 -E1 до ∆E=2δE ) не может поглотиться, так как нижнее состояние свободно (в нем нет электронов), а верхнее состояние уже заполнено. Это означает, что pn -переход прозрачен для фотонов такой энергии, т. е. для соответствующей частоты. Наоборот, фотоны с энергией, большей ∆E+2δE, могут поглощаться, переводя электроны из валентной зоны в зону проводимости. В то же время для таких энергий индуцированное испускание фотонов невозможно, так как верхнее исходное состояние не заполнено, а нижнее состояние заполнено. Таким образом, вынужденное излучение возможно в узком диапазоне около частоты, соответствующей энергии запрещенной зоны ∆Е с шириной спектра δE .
Наилучшими материалами для светодиодов являются арсенид галлия, фосфид галлия, фосфид кремния, карбид кремния и др. Светодиоды имеют высокое быстродействие (порядка 0,5 мкс), но потребляют большой ток (около 30 А/см2 ). В последнее время разработаны светодиоды на основе арсенида галлия — алюминия, мощности которых составляют от долей до нескольких милливатт при прямом токе в десятки миллиампер. К. п. д. светодиодов не превышает 1 — 3%.
Перспективными источниками света являются инжекционные лазеры, позволяющие концентрировать высокие энергии в узкой спектральной области при высоких к. п. д. и быстродействии (десятки пикосекунд). Эти лазеры можно изготовлять в виде матриц на одном базовом кристалле по той же технологии, что и интегральные микросхемы. Недостатком простых инжекционных лазеров является то, что они имеют приемлемые характеристики лишь при использовании охлаждения до очень низких температур. При нормальной температуре галлий-арсенидовый лазер имеет малую среднюю мощность, низкий к. п. д. (порядка 1%), небольшие стабильность работы и срок службы. Дальнейшее усовершенствование инжекционного лазера путем создания перехода сложной структуры с использованием гетеропереходов (гетеропереход — граница между слоями с одинаковыми типами электропроводности, но с разной шириной запрещенной зоны) позволило получить малогабаритный источник света, работающий при нормальной температуре с к. п. д. 10 — 20% и приемлемыми характеристиками.
Фотоприемники. Для преобразования световых сигналов в электрические используют фотодиоды, фототранзисторы, фоторезисторы, фототиристоры и другие приборы.
Фотодиод представляет собой смещенный в обратном направлении p-n -
142
переход, обратный ток насыщения которого определяется количеством носителей заряда, порождаемых в нем действием падающего света (рис. 1.13.3). Параметры фотодиода выражают через значения тока, протекающего в его цепи. Чувствительность фотодиода, которую принято называть интегральной, определяют как отношение фототока к вызвавшему его световому потоку Фυ . Порог чувствительности фотодиодов оценивают по известным значениям интегральной (токовой) чувствительности и темнового тока Id , т. е. тока, протекающего в цепи в отсутствие облученности чувствительного слоя.
Основными материалами для фотодиодов являются германий и кремний. Кремниевые фотодиоды обычно чувствительны в узкой области спектра (от λ = 0,6 – 0,8 мкм до λ = 1,1 мкм) с максимумом при λ = 0,85 мкм, а германиевые фотодиоды имеют границы чувствительности λ = 0,4 — 1,8 мкм с максимумом при λ ≈ 1,5 мкм. В фотодиодном режиме при напряжении питания 20 В темновой ток кремниевых фотодиодов обычно не превышает 3 мкА, в то время как у германиевых; фотодиодов при напряжении питания 10 В он достигает 15— 20 мкА.

Рисунок 1.13.3. Схема и вольт- Рисунок 1.13.4. Схема и вольтамперные характеристики амперные характеристики фотодиода фототранзистора
Фототранзисторы представляют собой приемники лучистой энергии с двумя или с большим числом р-п- переходов, обладающие свойством усиления фототока при облучении чувствительного слоя. Фототранзистор соединяет в себе свойства фотодиода и усилительные свойства транзистора (рис. 1.13.4). Наличие у фототранзистора оптического и электрического входов одновременно позволяет создать смещение, необходимое для работы на линейном участке энергетической характеристики, а также компенсировать внешние воздействия. Для обнаружения малых сигналов напряжение, снимаемое с фототранзистора, должно быть усилено. В этом случае следует увеличить сопротивление выхода переменному току при минимальном темновом токе в цепи коллектора, создавая 143 положительное смещение на базе.
Световоды. Между источником и приемником света в оптроне находится световод. Для уменьшения потерь при отражении от границы раздела светодиода и проводящей среды (световода) последняя должна обладать большим коэффициентом преломления. Такие среды называются иммерсионными. Иммерсионный материал должен обладать также хорошей адгезией к материалам источника и приемника, обеспечивать достаточное согласование по коэффициентам расширения, быть прозрачным в рабочей области и т. д. Наиболее перспективными являются свинцовые стекла с показателем преломления 1,8—1,9 и селеновые стекла с показателем преломления 2,4—2,6. На рис. 9.8 показано поперечное сечение твердотельного оптрона с иммерсионным световодом.
В качестве световодов в оптоэлектронике находят применение тонкие нити стекла или прозрачной пластмассы. Это направление получило название волоконной оптики. Волокна покрывают светоизолирующими материалами и соединяют в многожильные световые кабели. Они выполняют те же функции по отношению к свету, что и металлические провода по отношению к току. С помощью волоконной оптики можно: осуществлять поэлементную передачу изображения с разрешающей способностью, определяемой диаметром световолокна (порядка 1 мкм); производить пространственные трансформации изображения благодаря возможности изгибания и скручивания волокон световода; передавать изображения на значительные расстояния и т. д. На рис. 1.13.6 показан световод в виде кабеля из светопроводящих волокон.
Интегральная оптика. Одним из перспективных направлений
функциональной микроэлектроники является интегральная оптика,
![]()
Рисунок 1.13.5. Разрез
твердотельного оптрона с
иммерсионным световодом: 1 – Рисунок 1.13.6. Световод в виде планарная диффузия; 2 - кабеля из светопроводящих
селеновое стекло; 3 – омические волокон: 1 - источник света; 2 –
контакты; 4 – диффузионная приемник света; 3 – световой мезаструктура; 5 – источник кабель света; 6 – приемник света.
144
обеспечивающая создание сверхпроизводительных систем передачи и обработки оптической информации. Область исследований интегральной оптики включает распространение, преобразование и усиление электромагнитного излучения оптического диапазона в диэлектрических тонкопленочных волноводах и волоконных световодах. Основным элементом интегральной оптики является объемный или поверхностный оптический микроволновод.
Примером несимметричного поверхностного диэлектрического волновода может служить тонкая пленка оптически прозрачного диэлектрика или полупроводника с показателем преломления, превышающим показатель преломления оптически прозрачной подложки. Степень локализации электромагнитного поля, а также отношение потоков энергии, переносимых вдоль несущего слоя и подложки, определяются эффективным поперечным размером несущего слоя и разностью показателей преломления несущего слоя и подложки при заданной частоте излучения. Сравнительно простым и наиболее подходящим для твердотельных оптических устройств является оптический полосковый микроволновод, выполненный в виде тонкой диэлектрической пленки (рис. 1.13.7), нанесенной на подложку методами микроэлектроники
![]() (например, вакуумным напылением).
(например, вакуумным напылением).
С помощью маски на
диэлектрическую подложку
Рисунок 1.13.7. Оптический полосковый микроволновод с прямоугольным поперечным сечением: 1 – подложка; 2 – диэлектрическая пленка
можно наносить с высокой степенью точности целые оптические схемы. Применение электронно-лучевой литографии обеспечило успехи в создании как одиночных оптических полосковых волноводов, так и оптически связанных на определенной длине, а впоследствии расходящихся волноводов, что существенно для создания направленных ответвителей и частотно-избирательных фильтров в системах интегральной оптики.
Оптоэлектронные микросхемы.
На основе оптоэлектроники разработано большое число микросхем. Рассмотрим некоторые оптоэлектронные микросхемы, выпускаемые отечественной промышленностью. В микроэлектронике наиболее широко применяют оптоэлектронные микросхемы гальванической развязки. К ним относят быстродействующие переключатели, коммутаторы аналоговых сигналов, ключи и аналоговые оптоэлектронные устройства, предназначенные для использования в системах функциональной обработки аналоговых сигналов.
Основным элементом любой оптоэлектронной микросхемы является оптронная пара (рис. 1.13.8, а, б), состоящая из источника света 1 , управляемого
145
входным сигналом, иммерсионной среды 2, оптически связанной с источником света, и фотоприемника 3. Параметрами оптронной пары являются сопротивление развязки по постоянному току, коэффициент передачи тока (отношение фототока приемника к току излучателя), время переключения и проходная емкость.
На базе оптоэлектронных пар создаются оптоэлектронные микросхемы различного назначения.

Рисунок 1.13.8. Схема и технологическое выполнение оптронной пары:
1 – источник света; 2 – иммперсионная среда; 3 – фотоприемник.
1. Оптоэлектронный переключатель представляет гибридную микросхему, содержащую оптоэлектронную пару и усилитель. В переключателе используются высокоэффективные светодиоды на основе apceнида галлия, легированного кремнием, и быстродействующие кремниевые p-i-n -фотодиоды. Иммерсионной средой является халькогенидное стекло с показателем преломления 2,7. Коэффициент передачи тока в оптоэлектронной паре составляет 3—5 при нормальной температуре, времена включения (сумма времен задержка и нарастания фронта) 100—250 пс, гальваническая развязка цепи светодиода и фотоприемника по постоянному току 109 Ом. Микросхема выполнена в круглом металлостеклянном корпусе типа ТО-5.
2. Оптоэлектронный ключ предназначен для коммутации высоковольтных цепей переменного и постоянного токов. Он имеет четыре независимых канала, каждый из которых содержит две оптоэлектронные пары, состоящие из светодиода и высоковольтного p-i-n- фотодиода. Фотодиоды соединены встречно-последовательно, поэтому сопротивление ключа в запертом состоянии (в отсутствие тока через светодиоды) независимо от полярности приложенного напряжения определяется темновым сопротивлением смещенного в обратном направлении p-i-n -фотодиода; значение его составляет примерно 109 Ом.
146
![]()
3. Транзисторный ключ предназначен для коммутации постоянных напряжений до 50 В. Прибор имеет два независимых канала, каждый из которых содержит оптоэлектронную пару, состоящую из арсенидгаллиевого светодиода и кремниевого n-p-i-n -
| Рисунок 1.13.9. Электрическая схема оптоэлектронного коммутатора аналоговых сигналов |
фототранзистора. Оптоэлектронная пара имеет коэффициент передачи тока 2, номинальный рабочий ток 10 мА, быстродействие в режиме усиления 100—300 нс. 4. Коммутатор аналоговых сигналов предназначен для применения в системах селективной обработки аналоговых сигналов. |
Электрическая схема одного канала коммутатора приведена на рис. 1.13. 9.
Канал содержит оптоэлектронную пару, состоящую из арсенидгаллиевого светодиода и двух встречно включенных n-i-n -фотодиодов, выполненных в одном монокристалле.
На рис. 1.13.10 показаны электрические схемы некоторых других типов оптоэлектронных микросхем. Ключевая микросхема (рис. 1.13.10, а ) включает в себя быстродействующую диодную оптоэлектронную пару, согласованную с монолитным кремниевым усилителем. Она предназначена для замены трансформаторных и релейных связей в логических устройствах ЭВМ и дискретной автоматики. Аналоговый ключ (рис. 1.13.10, б ) относится к

Рис. 1.13.10. Электрические схемы некоторых типов оптоэлектронных микросхем: а – ключевая микросхема; б – аналоговый ключ; в – реле постоянного тока.
147
линейным схемам с оптоэлектронным управлением. При мощности
управляющего сигнала 60—80 мВт параметры прерывателя достигают значений,
![]() необходимых для стандартных полупроводниковых микросхем. Оптоэлектронные маломощные реле постоянного тока (рис. 1.13.10, в)
предназначены для замены аналоговых
необходимых для стандартных полупроводниковых микросхем. Оптоэлектронные маломощные реле постоянного тока (рис. 1.13.10, в)
предназначены для замены аналоговых
электромеханических реле с быстродействием в миллисекундном диапазоне и гарантируемым числом срабатываний 104 —107 .
Рисунок 1.13.11.
Представляют интерес оптоэлектронные
Электрическая схема
микросхемы серии 249, в которую входят четыре
оптоэлектронных микросхем группы приборов, представляющих собой серии 249 электронные ключи на основе
электролюминесцентных диодов и транзисторов. Электрическая схема всех групп приборов одинакова (рис. 1.13.12). Конструктивно микросхемы оформлены в прямоугольном плоском корпусе интегральных микросхем с 14 выводами и имеют два изолированных канала, что уменьшает габариты и массу аппаратуры, а также расширяет функциональные возможности микросхем. Светодиоды выполнены на основе кремния и имеют п+ -p-ni -n+ - структуру. Наличие двух каналов в ключе позволяет использовать его в качестве интегрального прерывателя аналоговых сигналов и получать высокий коэффициент передачи сигнала (10—100) при включении фототранзисторов по схеме составного транзистора.
Оптоэлектронные приборы
Работа оптоэлектронных приборов основана на электронно-фотонных процессах получения, передачи и хранения информации.
Простейшим оптоэлектронным прибором является оптоэлектронная пара, или оптрон. Принцип действия оптрона, состоящего из источника излучения, иммерсионной среды (световода) и фотоприемника, основан на преобразовании электрического сигнала в оптический, а затем снова в электрический.
Оптроны как функциональные приборы обладают следующими преимуществами перед обычными радиоэлементами:
полной гальванической развязкой «вход – выход» (сопротивление
148
изоляции превышает 1012 – 1014 Ом); абсолютной помехозащищенностью в канале передачи информации (носителями информации являются электрически нейтральные частицы – фотоны); однонаправленностью потока информации, которая связана с
особенностями распространения света; широкополосностью из-за высокой частоты оптических колебаний, достаточным быстродействием (единицы наносекунд); высоким пробивным напряжением (десятки киловольт); малым уровнем шумов; хорошей механической прочностью.
По выполняемым функциям оптрон можно сравнивать с трансформатором (элементом связи) при реле (ключом).
В оптронных приборах применяют полупроводниковые источники излучения – светоизлучающие диоды, изготовляемые из материалов соединений группы А III B V , среди которых наиболее перспективны фосфид и арсенид галлия. Спектр их излучения лежит в области видимого и ближнего инфракрасного излучения (0,5 – 0,98 мкм). Светоизлучающие диоды на основе фосфида галлия имеют красный и зеленый цвет свечения. Перспективны светодиоды из карбида кремния, обладающие желтым цветом свечения и работающие при повышенных температурах, влажности и в агрессивных средах.
Светодиоды, излучающие свет в видимом диапазоне спектра, используют в электронных часах и микрокалькуляторах.
Светоизлучающие диоды характеризуются спектральным составом излучения, который достаточно широк, диаграммой направленности; квантовой эффективностью, определяемой отношением числа испускаемых квантов света к количеству прошедших через p -n -переход электронов; мощностью (при невидимом излучении) и яркостью (при видимом излучении); вольт-амперными, люмен-амперными и ватт-амперными характеристиками; быстродействием (нарастанием и спадом электролюминесценции при импульсном возбуждении), рабочим диапазоном температур. При повышении рабочей температуры яркость светодиода падает и снижается мощность излучения.
Основные характеристики светоизлучающих диодов видимого диапазона приведены в табл. 1.13.1, а инфракрасного диапазона – в табл. 1.13.2.
Таблица 1.13.1 Основные характеристики светоизлучающих диодов видимого диапазона
| Тип диода |
Яркость, кд/м2 , или сила света, мккд |
Постоянное прямое напряжение , В |
Цвет свечения |
Постоянный прямой ток, мА |
Масса, г |
| КЛ101 А – В АЛ102 А – Г АЛ307 А – Г |
10 – 20 кд/м2 40 – 250 мккд 150 – 1500 мккд |
5,5 2,8 2,0 – 2,8 |
Желтый Красный, зеленый Красный, зеленый |
10 – 40 5 – 20 10 – 20 |
0,03 0,25 0,25 |
149
Таблица 1.13.2 Основные характеристики светоизлучающих диодов инфракрасного диапазона
| Тип диода |
Полная мощность излучения, мВт |
Постоян ное прямое напряже ние, В |
Длина волны излучения, мкм |
Время нарастани я импульса излучения , нс |
Время спада импульс а излучен ия, нс |
Масса , г |
| АЛ103 А, Б АЛ106 А – Д АЛ107 А, Б АЛ108 А АЛ109 А АЛ115 А |
0,6 – 1 (при токе 50 мА) 0,2 – 1,5 (при токе 100 мА) 6 – 10 (при токе 100 мА) 1,5 (при токе 100 мА) 0,2 (при токе 20 мА) 10 (при токе 50 м А) |
1,6 1,7 – 1,9 2 1,35 1,2 2,0 |
0,95 0,92 – 0,935 0,95 0,94 0,94 0,9 – 1 |
200 – 300 10 – 400 – 300 |
500 20 – 1000 – 500 |
0,1 0,5 0,2 0,15 0,006 0,2 |
Светоизлучающие диоды в оптоэлектронных приборах соединяются с фотоприемниками иммерсионной средой, основным требованием к которой является передача сигнала с минимальными потерями и искажениями. В оптоэлектронных приборах используют твердые иммерсионные среды – полимерные органические соединения (оптические клеи и лаки), халькогенидные среды и волоконные световоды. В зависимости от длины оптического канала между излучателем и фотоприемником оптоэлектронные приборы можно подразделить на оптопары (длина канала 100 – 300 мкм), оптоизоляторы (до 1 м) и волоконно-оптические линии связи – ВОЛС (до десятков километров).
К фотоприемникам, используемым в оптронных приборах, предъявляют требования по согласованию спектральных характеристик с излучателем, минимуму потерь при преобразовании светового сигнала в электрический, фоточувствительности, быстродействию, размерам фоточувствительной площадки, надежности и уровню шумов.
Для оптронов наиболее перспективны фотоприемники с внутренним фотоэффектом, когда взаимодействие фотонов с электронами внутри материалов с определенными физическими свойствами приводит к переходам электронов в объеме кристаллической решетки этих материалов.
Внутренний фотоэффект проявляется двояко: в изменении сопротивления фотоприемника под действием света (фоторезисторы) либо в появлении фото-эдс на границе раздела двух материалов – полупроводник-полупроводник, металлполупроводник (вентильные фотоэлементы, фотодиоды, фототранзисторы).
Фотоприемники с внутренним фотоэффектом подразделяют на фотодиоды (с p -n -переходом, МДП-структурой, барьером Шоттки), фоторезисторы, фотоприемники с внутренним усилением (фототранзисторы, составные фототранзисторы, фототиристоры, полевые фототранзисторы).
Фотодиоды выполняют на основе кремния и германия. Максимальная спектральная чувствительность кремния 0,8 мкм, а германия – до 1,8 мкм. Они работают при обратном смещении на p -n -переходе, что позволяет повысить их
150
быстродействие, стабильность и линейность характеристик.
Наиболее часто в качестве фотоприемников оптоэлектронных приборов различной сложности применяют фотодиоды p-i -n -структуры, где i – обедненная область высокого электрического поля. Меняя толщину этой области, можно получить хорошие характеристики по быстродействию и чувствительности за счет малой емкости и времени пролета носителей.
Повышенными чувствительностью и быстродействием обладают лавинные фотодиоды, использующие усиление фототока при умножении носителей заряда. Однако у этих фотодиодов недостаточно стабильны параметры в диапазоне температур и требуются источники питания высокого напряжения. Перспективны для использования в определенных диапазонах длин волн фотодиоды с барьером Шоттки и с МДП-структурой.
Фоторезисторы изготовляют в основном из поликристаллических полупроводниковых пленок на основе соединения (кадмия с серой и селеном). Максимальная спектральная чувствительность фоторезисторов 0,5 – 0,7 мкм. Фоторезисторы, как правило, применяют при малой освещенности; по чувствительности они сравнимы с фотоэлектронными умножителями – приборами с внешним фотоэффектом, но требуют низковольтного питания. Недостатками фоторезисторов являются низкое быстродействие и высокий уровень шумов.
Наиболее распространенными фотоприемниками с внутренним усилением являются фототранзисторы и фототиристоры. Фототранзисторы чувствительнее фотодиодов, но менее быстродействующие. Для большего повышения чувствительности фотоприемника применяют составной фототранзистор, представляющий сочетание фото- и усилительного транзисторов, однако он обладает невысоким быстродействием.
В оптронах в качестве фотоприемника можно использовать фототиристор (полупроводниковый прибор с тремя p-n -переходами, переключающийся при освещении), который обладает высокими чувствительностью и уровнем выходного сигнала, но недостаточным быстродействием.
Многообразие типов оптронов определяется в основном свойствами и характеристиками фотоприемников. Одно из основных применений оптронов – эффективная гальваническая развязка передатчиков и приемников цифровых и аналоговых сигналов. В этом случае оптрон можно использовать в режиме преобразователя или коммутатора сигналов. Оптрон характеризуется допустимым входным сигналом (током управления), коэффициентом передачи тока, быстродействием (временем переключения) и нагрузочной способностью.
151
Отношение коэффициента передачи тока к времени переключения называется добротностью оптрона и составляет 105 – 106 для фотодиодных и фототранзисторных оптронов. Широко используют оптроны на основе фототиристоров. Оптроны на фоторезисторах не получили широкого распространения из-за низкой временной и температурной стабильности. Схемы
![]()
а) б)
![]()
![]()
Рисунок 1.13.12. Схемы оптронов с фотодиодом (а ), фототиристором
(б ), фототранзистором (в ), составным фототранзистором (г ) и разрез оптрона (д ):
вместо традиционных линий передачи информации – кабельных и некоторых оптронов приведены на рис.
1.13.12, а – г.
В качестве когерентных источников излучения применяют лазеры, обладающие высокой стабильностью, хорошими энергетическими характеристиками и эффективностью.
В оптоэлектронике для конструирования компактных устройств используют полупроводниковые лазеры – лазерные диоды, применяемые, например, в волоконно-оптических линиях связи
![]()
Рисунок 1.13.13. Структура волоконно-оптического кабеля.
1, 3 – защитная и стекловолоконная оболочки, 2 – пластмассовое
4
проводных. Они обладают высокой пропускной способностью (полоса пропускания единицы гигагерц), устойчивостью к воздействию электромагнитных помех, малой массой и габаритами, полной электрической изоляцией от входа к выходу, взрыво- и пожаробезопасностью. Особенностью ВОЛС является использование специального волоконно-оптического кабеля, структура которого представлена на рис. 1.13.13. Промышленные образцы таких кабелей имеют затухание 1 – 3 дБ/км и ниже. Волоконно-оптические линии связи используют для построения телефонных и вычислительных сетей, систем кабельного телевидения с высоким качеством передаваемого изображения. Эти линии допускают одновременную передачу десятков тысяч телефонных
152
разговоров и нескольких программ телевидения.
В последнее время интенсивно разрабатываются и получают распространение оптические интегральные схемы (ОИС), все элементы которых формируются осаждением на подложку необходимых материалов.
Перспективными в оптоэлектронике являются приборы на основе жидких кристаллов, широко используемые в качестве индикаторов в электронных часах. Жидкие кристаллы представляют собой органическое вещество (жидкость) со свойствами кристалла и находятся в переходном состоянии между кристаллической фазой и жидкостью.
Индикаторы на жидких кристаллах имеют высокую разрешающую способность, сравнительно дешевы, потребляют малую мощность и работают при больших уровнях освещенности.
Жидкие кристаллы со свойствами, схожими с монокристаллами (нематики, наиболее часто используют в световых индикаторах и устройствах оптической памяти. Разработаны и широко применяются жидкие кристаллы, изменяющие цвет при нагревании (холестерики). Другие типы жидких кристаллов (смектики) используют для термооптической записи информации.
Инжекционный лазер
Инжекционный лазер, полупроводниковый (ПП) лазер, в котором генерация когерентного излучения осуществляется в результате инжекции носителей заряда через электронно-дырочный переход (р–n-переход). Возможность создания лазера на р–n-переходе предсказана в 1961 сов. учѐным Н.Г. Басовым, О.Н. Крохиным и Ю.М. Поповым, а первый экспериментальный эффект генерации на GaAs получен американским физиком Р. Холлом (1962). Важнейшие отличительные особенности инжекционного лазера: непосредственное преобразование электрической энергии в лазерное излучение; рабочие (лазерные) квантовые переходы происходят между разрешѐнными энергетическими уровнями для электронов и дырок зоны проводимости и валентной зоны ПП. Эти особенности определяют следующие основные свойства инжекционного лазера: очень малые габаритные размеры (для ПП кристалла, используемого одновременно в качестве как активного элемента, так и оптического резонатора, они обычно составляют: длинна 200-400 мкм, ширина
153
![]()
Рисунок 1.13.14. Изображение активного элемента инжекционного лазера: 1 – п/п подложка; 2 – эмиттер электронов; 3 – активная излучательная область; 4 – эмиттер дырок; 5 – подконтактный полупроводниковый слой; 6-7 – металл; 8-9 – токопроводящие электроды;
![]()
Рисунок 1.13.15. Энергетическая диаграмма лазерной полупроводниковой гетероструктуры: 1 – эмиттер электронов (n-эмиттер); 2 – активная (излучающая) область; 3 – эмиттер дырок (р-эмиттер); 4 – валентная зона; 5 – запрещѐнная зона; 6 – зона проводимости; 7 – электроны; 8 – дырки; 9 – лазерное излучение; ![]() g
– ширина запрещѐнной зоны.
g
– ширина запрещѐнной зоны.
154

Рисунок 1.13.16. Ватт-амперная характеристика инжекционного лазера: Р – мощность; I – сила тока накачки; Iинв – сила тока, соответствующая возникновению инверсии

Рисунок 1.13.17. Пример конструкции инжекционного лазера непрерывного действия.
200-400 мкм, высота 60-100 мкм); простота конструкции; возможность осуществлять непосредственную (прямую) модуляцию лазерного излучения током накачки; высокое быстродействие, обусловливающее широкую полосу частот прямой модуляции (св. 109 Гц); высокий КПД (до 30-50%); возможность создания лазерных ИС.
Активный элемент инжекционного лазера (рис. Рисунок 1.13.14) содержит активную область (напр. ПП с проводимостью р-типа) и примыкающие к ней слои ПП n- и р-типа, выполняющие роль эмиттеров (инжекторов) соответственно электронов и дырок. Оптический резонатор И. л. Образуется, как правило, двумя
155
зеркальными параллельными гранями ПП структуры. При приложении к активному элементу прямого внешнего напряжения U из зоны проводимости nэмиттера (рис.2) в зону проводимости активной зоны поступает (инжектируется) некоторое количество электронов, а из валентной зоны р-эмиттера в валентную зону активной области – такое же количество дырок (что эквивалентно уходу электронов из валентной зоны активной области в валентную зону р-эмиттера). Инжектированные электроны и дырки рекомбинируют между собой с излучением фотонов (рекомбинационное излучение). Длинна волны λ рекомбинационного излучения определяется шириной запрещѐнной зоны ![]() ПП активной области: λ=1,24/εg
. При малых значениях тока, протекающего через ПП структуру, рекомбинационное излучение является спонтанным. С увеличением тока, начиная с I=Iинв
, в активной среде создаѐтся инверсия населѐнностей носителей заряда для межзонных состояний. При дальнейшем возрастании тока излучение сначала усиливается (за счѐт индуцированных излучательных квантовых переходов), а затем (когда приращение энергии в результате усиления превысит суммарные потери в оптическом резонаторе) возникает генерация на соответствующей длине волны. Ток iпор
, при котором начинается генерация, называется пороговым током генерации. Зависимость выходной мощности излучения Р от I (ватт-амперная характеристика инжекционного лазера; рис.3) после достижения порога генерации выражается соотношением:
ПП активной области: λ=1,24/εg
. При малых значениях тока, протекающего через ПП структуру, рекомбинационное излучение является спонтанным. С увеличением тока, начиная с I=Iинв
, в активной среде создаѐтся инверсия населѐнностей носителей заряда для межзонных состояний. При дальнейшем возрастании тока излучение сначала усиливается (за счѐт индуцированных излучательных квантовых переходов), а затем (когда приращение энергии в результате усиления превысит суммарные потери в оптическом резонаторе) возникает генерация на соответствующей длине волны. Ток iпор
, при котором начинается генерация, называется пороговым током генерации. Зависимость выходной мощности излучения Р от I (ватт-амперная характеристика инжекционного лазера; рис.3) после достижения порога генерации выражается соотношением:
![]() P
(I I
пор
) U
P
(I I
пор
) U
где ![]() – коэффициент, характеризующий эффективность преобразования электрической мощности, приложенной к активной области, в мощность лазерного излучения.
– коэффициент, характеризующий эффективность преобразования электрической мощности, приложенной к активной области, в мощность лазерного излучения.
Первые инжекционные лазеры создавались на структурах с р – n-переходами главным образом на основе GaAs. Они обладали высокой плотностью порогового тока генерации (св. 20кА/см2 ). Существенное снижение плотности порогового тока (до 0,12–1 кА/см2 ) и непрерывный режим работы инжекционного лазера стали возможны в результате создания инжекционного лазера на основе гетероперехода (Ж.И. Алфѐров и др.; СССР, 1962). В инжекционном лазере на основе ПП гетероструктур активную область выполняют из ПП с меньшей чем у эмиттеров шириной запрещѐнной зоны. Наличие потенциальных барьеров на границах активной области с эмиттерами обеспечивает высокую эффективность инжекции носителей заряда в активную область даже при очень малой еѐ толщине (вплоть до 0,006 – 0,2 мкм, что много меньше диффузионной длинны инжектируемых неравновесных носителей заряда). Кроме того, существует разность значений диэлектрической проницаемости гетерослоѐв и малое поглощение генерируемого излучения в широкозонных эмиттерах позволяют образовать на основе таких ПП структур качественный диэлектрический волновод и тем самым снизить потери на поглощение и повысить КПД инжекционного лазера. Наиболее распространены лазерные гетероструктуры, выращенные на подложках GaAs и InP. В первом случае широкозонные эмиттеры выполняются из твѐрдых растворов Alx Ga1-x As,
156
где х – доля атомов Al, замещающих атомы Ga (х≈0,3–0,45). Меняя состав активной области от GaAs (![]() =1,4 эВ) до Al0,17
Ga0,82
As (
=1,4 эВ) до Al0,17
Ga0,82
As ( ![]() =1,65 эВ), можно получить генерацию излучения в диапазоне длин волн от 0,9 до 0,75 мкм. Во втором случае, используя для создания эмиттеров InP, а для создания активной зоны – GaInAsP, можно получить генерацию излучения в диапазоне (нет строчки
) составлять 10-3
нм и менее. ИЛН перспективны для использования в волоконно-оптических системах связи, устройствах оптической записи и считывания информации, лазерных принтерах, волоконный интерферометрах, системах накачки твѐрдотельных лазеров и др.
=1,65 эВ), можно получить генерацию излучения в диапазоне длин волн от 0,9 до 0,75 мкм. Во втором случае, используя для создания эмиттеров InP, а для создания активной зоны – GaInAsP, можно получить генерацию излучения в диапазоне (нет строчки
) составлять 10-3
нм и менее. ИЛН перспективны для использования в волоконно-оптических системах связи, устройствах оптической записи и считывания информации, лазерных принтерах, волоконный интерферометрах, системах накачки твѐрдотельных лазеров и др.
Отдельную группу инжекционных лазеров, генерирующих в диапазоне длин волн 3–30 мкм, представляют лазеры, изготовленные на основе ПП структур из халькогенидов свинца: Pb1-x
Snx
Te, PbS1-x
Sex
, Pb1-x
Snx
Se. Для работы таких инжекционных лазеров требуется глубокое охлаждение (до температур жидкого азота или гелия). Благодаря сильной зависимости ![]() от температуры, давления и магнитного поля, для инжекционных лазеров на основе халькогенидов свинца возможна перестройка длин волн в значительном интервале, главная область их применения – устройства высокоразрешающей лазерной спектроскопии.
от температуры, давления и магнитного поля, для инжекционных лазеров на основе халькогенидов свинца возможна перестройка длин волн в значительном интервале, главная область их применения – устройства высокоразрешающей лазерной спектроскопии.
Излучающие полупроводниковые приборы (ИПП), полупроводниковые приборы, преобразующие электрическую энергию в энергию оптического излучения. В качестве основных элементов ИПП используются излучающие диоды (ИД) – светодиоды и инфракрасные ИД, в которых энергия неосновных неравновесных носителей заряда, инжектированных под действием приложенного напряжения в активную область ИД, превращаются в энергию излучения в УФ, ИК или видимой области спектра. В зависимости от назначения ИПП разделяются на ПП генераторы излучения и ПП приборы отображения информации (ПП индикаторы).
Полупроводниковые генераторы излучения (ПГИ) предназначены для использования в волоконно-оптических линиях связи в пределах прямой видимости, в составе оптоэлектронных пар для преобразования электрического сигнала в оптический, а также для накачки твѐрдотельных лазеров.
Различают ПГИ спонтанного и стимулированного излучения. Мощность
ПГИ спонтанного излучения непрерывного действия в ИК области составляет
0,1–1 мВт при токе 10–20 мА (ПГИ малой мощности) и 10–500 мВт при токе 50– 3000 мА (мощные ПГИ); напряжение 1,5–3 В. В ПГИ малой мощности, как правило, используются плоские ИД с большой равномерно светящейся поверхностью, в мощных ПГИ – плоские и полусферические ИД ( Рисунок
1.13.14.)
Получили распространение ПГИ спонтанного излучения с высокой интенсивностью излучения (I ) и малой излучающей поверхностью ИД, являющиеся наряду с полупроводниковыми лазерами основной элементной базой для создания ВОЛПИ. Типичные значения I таких ПГИ составляют 50–400 мВт при токе 50 мА в диапазоне длин волн 1,3–0,8 мкм соответственно; площадь излучающей поверхности (2–10). 10-5 см2 . Созданы также однострочные
157
излучающие матрицы (ИМ). ИМ, предназначены для записи на фоточувствительные носители (маломощные ИМ на основе светодиодов), для накачки лазеров на алюмоиттриевом гранате и др. (на основе мощных инфракрасных ИД). Количество элементов в ИМ обычно составляет 10–100 (шаг между элементами 0,05–5 мм). ИМ с шагом 0,5 мм и менее имеют, как правило, монолитную конструкцию, остальные ИМ – гибридную. Электрические и светотехнические параметры элементов ИМ такие же, как и у дискретных ПГИ.
![]()
Рисунок 1.13.18. Схема излучателя твѐрдотельного лазера с оптической накачкой: 1 – активный элемент; 2 – лампа накачки; 3 – отражатель; 4 – корпус отражателя; 6 – зеркала резонатора;
![]()
158
![]()
Рисунок 1.13.19. Монолитная (а) и гибридная (б) конструкции полупроводникового индикатора: 1 – основание корпуса (держатель); 2 – светопровод; 3 – полупроводниковый кристалл; 4 – полость светопровода.
1.14 ЭЛЕМЕНТЫ ОПТОЭЛЕКТРОННЫХ СИСТЕМ ОБРАБОТКИ
ИНФОРМАЦИИ
Оптическая запись и обработка информации.
Оптическое излучение, свет в широком смысле слова; электромагнитные волны, длины которых заключены в диапазоне с условными границами от 10 нм до 0,1 мм (диапазон частот примерно от 3. 1016 до 3. 1012 Гц). К оптическому излучению помимо воспринимаемого человеческим глазом видимого света относится ИК и УФ излучение.
Оптическое излучение классифицируют в зависимости от природы его возникновение (тепловое, люминесцентное), спектрального состава (например, белый свет, монохроматический свет), упорядоченности ориентации электрических и магнитных векторов (естественное, поляризованное линейно, эллиптически, частично), степени когерентности (когерентное, некогерентное), рассеяние потока излучения (направленное, диффузное, смешанное) и т. д.
Оптическая запись, способы записи информации, основанные на использовании оптического излучения. Оптическая запись(ОЗ) является частью цикла запись–хранение–считывание в оптических запоминающих устройствах.
![]()
Рисунок 1.14.1. Схема устройства побитовой оптической записи информации: 1 – лазер; 2 – модулятор света; 3 – поворотное зеркало; 4 – телескоп; 5 – дефлектор; 6 – объектив; 7 – носитель данных.
Различают побитовый (последовательный) и голографический (параллельный) способы оптической записи. При побитовом способе ОЗ каждому биту информации соответствует элементарный участок носителя информации с изменѐнными оптическими свойствами. Устройство побитовой ОЗ состоит из лазера, модулятора света, телескопа, объектива, носителя данных и устройства управления носителем данных или световым лучом (рис. 1). Управление лазерным излучением в соответствии с записываемой информацией осуществляется модулятором, а расширение лазерного пучка для уменьшения его расходимости – телескопом. В качестве носителя данных используют диски, ленты и фиши.
160
![]()
Рисунок 1.14.2. Схема устройства голографической оптической записи информации: 1 – лазер; 2 – светоделитель; 3 – поворотное зеркало; 4 – телескоп; 5 – входная страница; 6 – линза Фурье; 7 – носитель данных.
Высокая плотность записи (прядка 107 -108 бит/см2 ) достигается уменьшением площади записываемого информационного бита (до 1 мкм), которая обеспечивается применением лазерных пучков с малой расходимостью и фокусировкой оптического излучения с помощью широкоапертурных объективов. В качестве оптических запоминающих сред используют в основном легкоплавкие металлические тонкие плѐнки (толщиной ~ 200-800 мм), которые пригодны для одноразовой записи и не только позволяют регистрировать бинарное распределение информации, но и обеспечивают запись серых тонов до 7 градаций.
При голографическом способе оптической записи информация, предназначенная для записи и хранения, расчленяется на отдельные массивы объѐмом до нескольких тысяч бит (страницы). Страница формируется устройством набора страниц (так называемым составителем страниц), в качестве которого используют пространственно–временной модулятор света (например, с электрическим управлением). Каждая страница записывается на отдельную голограмму (например, квазифурье–голограмму; рис. 2). Голографический способ оптической записи обеспечивает высокую надѐжность хранения информации и еѐ помехозащищѐнность от локальных дефектов оптической запоминающей среды (так как информация о каждом бите входной страницы распределена по всей площади голограммы), а также высокую плотность записи (~ 106 бит/см2 ).
161 Оптические запоминающие устройства
Оптические запоминающие устройства, запоминающие устройства, в которых по крайней мере, один из видов обращения информации (запись, считывание или стирание), осуществляется с использованием оптического излучения. В состав оптических запоминающих устройств входит: источник и приемник излучения, оптическая запоминающая среда (носитель данных), модулятор света, дефлектор, объективы, зеркала и др. устройства управления световым лучом. Оптические запоминающие устройства различают: по способу представления информации на носителе (побитный или голографический); по типу используемого носителя данных (диск, лента, фиш); по способу доступа к информации (последовательный или прямой); по типу источника излучения (когерентный или некогерентный).
Простейшим является оптическое запоминающее устройство с побитным представлением информации и последовательным способом доступа к ней. В качестве носителя данных используют оптические диски или ленты. В дисковом оптическом запоминающем устройстве (рис. 1.14.3) световой луч от источника излучения (лазера) фокусирует на поверхность носителя данных с помощью микрообъектива. Считывание информации с кольцевой дорожки диска осуществляют последовательно (бит за битом) с помощью фотоприѐмника.
![]()
Рисунок 1.14.3. Схема дискового оптического запоминающего устройства: 1 – источник света; 2 – модулятор; 3 – микрообъектив; 4 – оптический диск; 5 – фотоприѐмник; 6 – привод диска.
В оптическом запоминающем устройстве на ленте с построчной записью информации (рис. 2) увеличенное изображение строки проецируется с ленты на
162
линейку фотоприѐмников с количеством элементов, равным количеству бит в строке, что позволяет осуществлять параллельное считывание нескольких разрядов. В оптическом запоминающем устройстве с побитным представлением информации и прямым (произвольным) доступом к ней использую дефлектор, с помощью
которого направляют световой луч в заданную область носителя данных.
![]() 6
6
Рисунок 1.14.4. Схема оптического запоминающего устройства на ленте с построчной записью информации: 1 – источник света; 2 – формирующий объектив; 3 – носитель данных (лента); 4– лентопротяжѐнный механизм; 5 – проекционный объектив; 6 – линейка фотоприѐмников.
В голографическом оптическом запоминающем устройстве информация на носителе представлена в идее матрицы голограммы. Каждая голограмма сдержит двумерный массив информации (страницу) объѐмом до нескольких тысяч бит. Запись производится страницами с помощью пространственно–временного модулятора света (рис. 1.14.5), который модулирует предметный луч в соответствии с записываемой информацией. Голографические оптические запоминающие устройства обеспечивают прямой доступ к информации, считывание которой осуществляется многоэлементным фотоприѐмным устройством. Высокая надѐжность считывания в этих оптических запоминающих устройствах обусловливается слабой чувствительностью носителя данных к микродефектам и наличию пыли на его поверхности.
Оптические запоминающие устройства характеризуются высокой надѐжностью хранения информации, большой скоростью еѐ считывания, а также большей (по сравнению с магнитными и ПП запоминающими устройствами) плотностью записи, что обусловлено использованием оптического излучения с малой длиной волны, бесконтактным считыванием
163
![]()
Рисунок1.14.5. Схема голографического запоминающего устройства с произвольным доступом к информации: 1 – зеркало; 2 – коллиматор; 3 – двумерный дефлектор; 4 – поляризатор (поляризация света при чтении); 5 – поляризатор (поляризация света при записи); 6 – электрооптический ротатор; 7 – электрооптический затвор; 8 – лазер; 9 – светоделитель, чувствительный к поляризации; 10 – предметный (записывающий) луч; 11 – линзовый растр; 12 – Фурье–объектив; 13 –управляемый транспарант; 14 – голографический носитель данных; 15 – матрица фотоприѐмников; 16 – опорный (считывающий) луч; 17 – корректирующий объектив.
информации, невосприимчивостью носителя данных к воздействию электромагнитных волн, а также возможностью параллельного считывания больших массивов информации. Оптические запоминающие устройства применяются в вычислительных и информационных системах в качестве внешней памяти, а также для хранения сверхбольших объемов информации (~ 109 -1012 бит) в запоминающих устройствах с иерархической структурой.
164 Оптический диск
Оптический диск, носитель данных, предназначенный для записи и воспроизведения (или только для воспроизведения) информации с помощью сфокусированного лазерного излучения. По сравнению с традиционными способами записи и воспроизведения и записи информации (механической, магнитной) для оптической записи с использованием оптического диска характерны следующие принципиальные преимущества: высокая поверхностная плотность записи (до 108 бит. см-2 ), обусловленная возможностью сфокусировать лазерное излучение в пятно диаметром ~ 1 мкм; отсутствие механического контакта между носителем и считывающим устройством в процессе записи – воспроизведение, что обеспечивает высокую сохраняемость и долговечность носителя; малое время доступа к информации (~ 0,1 с); возможность многоканальной параллельной обработки информации со скоростями до нескольких сотен Мбит. с-1 . Оптический диск состоит из жѐсткой (обычно оптически прозрачной) основы, на которую нанесѐн тонкий рабочий (светочувствительный или отражающий) слой, а также дополнительные (адгезионные, защитные, интерференционные и др.) слои. Сигналы записываются на концентрические и спиральные дорожки; в рабочем режиме луч лазера, сфокусированный на дорожку, перемещается вдоль радиуса вращающегося оптического диска.
Все существующие разновидности оптического диска можно разделить на три основные группы: оптический диск с постоянной сигналограммой, предназначенные только для воспроизведения; оптический диск для однократной записи осуществляемой самим пользователем, и многократного воспроизведения полученной сигналограммы; реверсивные оптические диски, допускающие многократные записи и стирания сигналов.
Оптический диск с постоянной сигналограммой изготавливают методом штамповки или литья под давлением. Информацию сначала записывают с помощью сфокусированного лазерного излучения на светочувствительном слое диска-оригинала, с которого затем изготавливают металлическую матрицу, предназначенную для создания дисков-копий (собственно оптический диск). В исходном состоянии диск-оригинал представляет сбой стеклянную подложку, покрытую слоем фоторезиста. При записи диск-оригинал экспонируют сфокусированным лазерным излучением, модулированным по интенсивности в соответствии с записываемой информации. После проявления на фоторезисте остаѐтся микрорельеф, глубина которого в каждой точке определяется интенсивностью лазерного излучения и, следовательно, величиной записанного сигнала. Обычно глубина микрорельефа не превышает 0,1-0,15 мкм. Полученную микрорельефную поверхность покрывают тонким слоем метала, после чего с дискаоригинала изготовляют металлическую матрицу. С помощью этой матрицы на прозрачной пластиковой основе диска-копии выдавливают микроскопические углубления (питы), затем всю поверхность диска покрывают тонким слоем метала (обычно алюминия) и слоем пластика (служащим для механической защиты металлического слоя). При воспроизведении (рис. 1) оптически диск освещают
165
сфокусированным в плоскости металлического слоя излучения маломощного лазера. Отражѐнный от оптического диска свет направляют на фотоприѐмник. Наличие углублений в металлическом слое вызывает модуляцию отражѐнного излучения (и, следовательно, сигнала в фотоприѐмники) в соответствии с пространственной структурой питов. Разработка оптического диска с постоянной сигналограммой началась в начале 70-х годов 20 в. в СССР, США, Японии и др. странах. Вскоре были созданы первые оптические диски для записи телевизионных программ – оптические и видеодиски, на которых телевизионные программы записывались в форме частотно-модулированных сигналов. В начале 80-х годов в Японии и Нидерландах были разработаны оптические диски с записью звуковых программ – оптические грампластинки (компакт-диски). Они отличаются от оптических видеодисков меньшим диаметром (120 мм вместо 305 мм). Кроме того, информация на компакт-дисках записывается не в аналоговой а в цифровой форме (см. Цифровая запись) что позволяет достичь очень высокого качества воспроизведения звуковых сигналов: отношение сигнал–шум достигает 90 дБ; нелинейные искажения не превышают 0,05 %; полоса частот составляет 20-20000 Гц; детонация звука ниже обнаруживаемого предела.
1 2 3
![]()
Рисунок 1.14.6. Структура оптического диска с постоянной сигналограммой и схема считывания записанной на нѐм информации: 1 – прозрачная основа; 2 – отражающий металлический слой; 3 – защитное покрытие; 4 – фокусирующий объектив; 5 – падающий луч лазера. Стрелками показано направление отражѐнных лучей, белой стрелкой – направление перемещения диска.
На компакт-дисках записывают также текстовую, графическую или другую
166
информацию в цифровой форме. Такие оптические диски используют в устройствах постоянной внешней памяти персональных ЭВМ, в обучающих системах, для создания «электронных» изданий справочников, энциклопедий и др. Ёмкость компакт-дисков около 500 Мб, что эквивалентно более чем сотни книжных томов.
Упрощѐнная схема оптической части лазерного проигрывателя для оптического диска (видео- или компакт-дисков) приведена на рис. 1.14.7. Излучение миниатюрного ПП лазера фокусируется на оптическом диске. С помощью четвертьволновой пластинки плоскость поляризации отражѐнного от оптического диска света поворачивается на 90º относительно падающего. Оптический расщепитель разделяет поляризованные лучи направляя отражѐнный от
![]()
Рисунок 1.14.7. Упрощѐнная схема оптического проигрывателя: 1 – полупроводниковый лазер; 2 – коллимирующий объектив; 3 – оптический расщепитель; 4 – четвертьволновая пластина; 5 – зеркало; 6 и 8 – фокусирующие объективы; 7 – оптический диск; 9 – фотоприѐмник;
167
![]()
![]()
168
![]()
Рисунок 1.14.8. Схема процесса записи для различных рабочих слоѐв оптических дисков с однократной записью: а – с рабочим слоем из легкоплавкого материала; б – с рабочим слоем из диэлектрической плѐнки; в – с полупроводниковым рабочим слоем , переходящим при облучении из кристаллического состояния в аморфное (или наоборот) без изменения формы поверхности: 1 – лазерный луч; 2 – прозрачная основа; 3 – легкоплавкий материал; 4 – диэлектрическая плѐнка; 5 – слой металла; 6 – пузырѐк газа, образующий микроскопическое вздутие металлической плѐнки; 7 – полупроводниковая плѐнка; 8 – область полупроводниковой плѐнки с изменѐнными оптическими свойствами; 9 – фокусирующий объектив.
В оптическом диске для однократной записи и многократного воспроизведения процесс записи связан с локальным нагревом рабочего слоя. В результате рабочий слой в зоне облучения необратимо изменяет свои оптические характеристики (коэффициент отражения, поглощения или преломления). По виду рабочего слоя и способу формирования питов различают три основных типа оптических дисков с однократной записью. К первому типу (рис. 1.14.8, а) относят оптические диски, у которых рабочий слой представляет собой плѐнку легкоплавкого материала (например, теллура или его соединений) толщиной 0,030,06 мкм. При записи под воздействием лазерного излучения в таком слое происходит локальное расплавление или испарение вещества с образованием воронки. Рабочий слой носителя оптического диска второго типа (рис. 3, б) состоит из диэлектрической плѐнки с низкой температурой испарения покрытой сверху слоем металла. При локальном нагреве диэлектрическая плѐнка выделяет газы, которые образуют микроскопические вздутия металлической плѐнки. В исходном состоянии структура слоѐв такова, что обеспечивает минимальное отражение света относительно. После облучения в зоне вздутия (пузырька)
169
условие минимума отражения нарушается: облучѐнные участки отражают свет сильнее, чем соседние (необлучѐнные). В оптическом диске третьего типа (рис. 3,
в) используют переход рабочего слоя (обычно ПП) из кристаллического состояния в аморфное (или наоборот) без изменения форм поверхности. Фазовые переходы в таких рабочих слоях сопровождаются изменением оптических свойств материала.
Выпускаемые с 1983г. оптические диски с однократной записью имеют диаметр от 130 до 356 мм, ѐмкость от 0,2 до 4 Гбайт (что эквивалентно ѐмкости примерно 100 жѐстких или примерно 1000 гибких магнитных дисков). Основу оптического диска изготавливают обычно из стекла или полимерных материалов (полиметилметакрилата, поликарбоната). Разработаны оптические диски с двумя рабочими слоями. Прозрачные основы в таких оптических дисках выполняют также роль защитных покрытий. На внутренних поверхностях основ нанесены профилированные канавки (с радиальным шагом 1,6 мкм), используемые для оптического слежения за дорожкой оптического диска (при смещении луча относительно центра дорожки или при его расфокусировки отражѐнный световой луч деформируется, установленный в ЗУ многоэлементный фотоприѐмник регистрирует эти искажения и формирует соответствующие сигналы управления для сервосистем слежения). Выпускаемые ЗУ на оптическом диске с однократной цифровой записью используются в устройствах внешней памяти ЭВМ, в системах хранения документов и др. Скорость обмена данными в таких ЗУ составляет 1-6 Мб. с-1 ; частота вращения оптического диска лежит в диапазоне 480-1800 мин-1 ; вероятность появления ошибок не превышает 10-8 -10-12 (при использовании систем коррекции); время доступа к информации лежит в пределах 0,1-0,5 с.
В реверсивных оптических дисках в качестве рабочих слоѐв используют либо тонкие плѐнки ПП, либо аморфные магнитооптические плѐнки. К материалам первого типа относятся TeOx (x<2), легированные Ge или Sn, а также Sb2 Se3 , Bi–Te и др. При облучении коротким лазерным импульсом эти материалы переходят из кристаллического состояния в аморфное аналогично тому, как это происходит в оптическом диске с однократной записью (рис. 3, в). Стирание осуществляется более длительным нагревом (с помощью длительного лазерного импульса или серии коротких импульсов). При этом материал возвращается в исходное кристаллическое состояние. Количество циклов записи–стирания в таких оптических дисках может достигать 106 ; отношение сигнал–шум ~ 50 дБ.
В магнитооптических реверсивных дисках запись осуществляется термомагнитным способом. Магнитная пленка, нанесенная на основу, имеет перпендикулярную к плоскости оптического диска ось легкого намагничивания. В исходном состоянии пленка обычно намагничена до насыщения. Движущийся носитель разогревают импульсным лазерным излучением. В зоне нагрева коэрцитивная сила пленки резко уменьшается (термомагнитный эффект) и разогретый участок перемагничивается под действием сравнительно слабого источника внешнего магнитного поля. Необлученные области при этом не изменяют своего состояния. Таким образом, питы в магнитооптических реверсивных оптических дисках представляют собой области обратной намагниченности. По конструкции магнитооптические реверсивные оптические
170
диски аналогичны оптическим дискам с однократной записью. Рабочие слои в них представляют собой аморфные пленки соединений редкоземельных элементов с переходными металлами (TbFe, GdCo, TeFeCo и др.) толщиной 0,02-0,1 мкм. Для предохранения от окисления аморфные пленки покрывают защитными диэлектрическими слоями. Магнитооптические реверсивные оптические диски имеют диаметр от 50 до 305 мм, емкость от 0,01 до 2 Гб; они обеспечивают не менее 106 -107 циклов записи–стирания и отношение сигнал–шум до 50-60 дБ. В ЗУ на магнитооптических реверсивных оптических дисках (рис. 6) источником излучения обычно служит ПП лазер мощностью 10-30 мВт. При воспроизведении оптический диск освещают немодулированным поляризованным излучением того же лазера, мощность которого уменьшают до 1-2 мВт. Отраженный от оптического диска луч испытывает периодические повороты плоскости поляризации на некоторый угол, величина и направление которого зависят от намагниченности рабочего слоя (Керра эффект). Этот луч отклоняется расщепителем, проходит через поляроид–анализатор, превращаясь в амплитудно–модулированный, а затем попадает на 2 фотодиода. В первом из них формируется информационный сигнал, во втором – сигналы для сервосистемы слежения. По быстродействию, скорости передачи данных и др. параметрам ЗУ на магнитооптических реверсивных дисках аналогичны ЗУ на оптических дисках с однократной записью.
По удельной стоимости записанной информации оптические диски имеют несомненныые преимущества перед магнитными лентами и дисками. Техническое совершенствование оптических дисков связано с повышением плотности записи за счет использования носителей с несколькими рабочими слоями или одним рабочим слоем, позволяющим в общей пространственной области формировать несколько независимых питов (например, путем спектрального разделения сигналов).
1.15. ОПТИЧЕСКАЯ ОБРАБОТКА ИНФОРМАЦИИ
1.15.1 Фильтрация пространственных частот
Фильтрация пространственных частот, выделение одной или нескольких пространственных частот из светового пучка (напр., лазерного излучения) с помощью оптической системы. Наиболее часто используется двухлинзовый конфокальный телескоп с диафрагмой, расположенной в совместной фокальной плоскости линз (Рисунок 1.15.1).
171
![]() x x
x x
Рисунок 1.15.1. Фильтрация пространственных частот. Схема фильтрации пространственных частот с помощью линзового конфокального телескопа: F1 и F2 — фокусные расстояния линз Л1 и Л2 ; х — поперечная координата светового пучка; I — интенсивность света.
Световой пучок, проходя через первую линзу, преобразуется, так, что в фокальной плоскости получается распределение интенсивности света, воспроизводящее угловое распределение интенсивности исходного пучка. При этом нулевая пространств. составляющая пучка с однородным амплитудным и фазовым профилями образует в фокальной плоскости центр. яркое пятно, а остальные, имеющие неоднородные амплитудный фазовый профили, образуют пятнистую структуру вокруг центрального пятна. Подбирая диафрагму, выделяющую только центральное пятно можно получить на еѐ выходе однородный пучок. Вторая линза телескопа служит для уменьшения дифракционной расходимости вышедшего из диафрагмы узкого пучка до необходимой величины.
Оптические перестраиваемые фильтры
Оптический перестраиваемый фильтр - узкополосный фильтр оптического диапазона, у которого длину волны, соответствующую максимальной прозрачности (длину волны пропускания), можно плавно изменять (перестраивать) с помощью электрического сигнала. По принципу действия оптические перестраиваемые
172
фильтры подразделяются на электрооптические и акустооптические. В электрооптическом фильтре для перестройки длины волны пропускания используется зависимость показателя преломления пьезоэлектрического кристалла, помещенного в электрическое поле, от напряженности этого поля). Электрооптический фильтр представляет собой интерферометр Фабри–Перо, заполненный пластинами из пьезокристалла, разделенными полупрозрачными металлическими электродами (рис. 1.15.2), через которые к пластинам подводится электрическое напряжение. Одновременно электроды служат для селекции типов колебаний, возбуждаемых в интерферометре. Через фильтр проходит с минимальными потерями оптическое излучение только той длины волны, для которой расположение узлов электрической составляющей электромагнитного поля совпадает с расположением электродов. Изменение электрического напряжения приводит к изменению оптического расстояния между электродами и, следовательно, изменению длины волны пропускания электрооптического фильтра. В акустооптическом фильтре для перестройки длины волны пропускания используется поворот плоскости поляризации (переполяризации) световой волны в оптически анизотропном кристалле вследствие эффекта
2
![]()
Рисунок 1.15.2. Схема электрооптического перестраиваемого фильтра: 1 – полупрозрачные зеркала интерферометра Фабри–Перо; 2 – металлические полупрозрачные электроды; 3 – пластины из электрооптического материала; 4 – источник управляющего напряжения. Стрелкой указано направление распространения света в фильтре.
1 2 3 4 5 6
![]()
![]()
![]()
![]()
173
![]()
Рисунок 1.15.3. Схема акустооптического перестраиваемого фильтра: 1 – звукоотвод из молибдата кальция; 2 – акустическая волна; 3 – поглотитель акустической волны; 4 – кювета с иммерсионной жидкостью; 5 – анализатор; 6 – излучение с горизонтальной поляризацией на выходе фильтра; 7 – генератор высокочастотного управляющего сигнала; 8 – пьезпреобразователь; 9 – поляризатор; 10 – неполяризованное входное излучение.
фотоупругости, возникающего при периодической деформации среды акустической волны (рис. 1.15.3). Максимальная переполяризация света достигается при определѐнном соотношении между длинами световой и акустической волн. Акустическая волна в кристалле возбуждается с помощью пьезопреобразователя, к которому подводится управляющий ВЧ сигнал. При изменении частоты управляющего сигнала изменяется длина акустической волны и соответственно длина волны света, для которого акустический фильтр оказывается прозрачным.
Оптический перестраиваемый фильтр применяют в перестраиваемых лазерах, спектральных приборах и др.
1.15.2 Устройства оптической обработки информации
Оптическая обработка информации (ООИ), основана на использовании в качестве переносчика информации оптического излучения (света), а в качестве преобразователей информации — оптических и оптоэлектронных элементов. ООИ характеризуется естественной пространств. многоканальностью, что в сочетании с малой длиной волны оптич. излучения обеспечивает параллельную (одновременную) обработку больших массивов информации за время прохождения световой волны через элементы, осуществляющие такую обработку. Элементной базой ООИ являются пространственно-временные модуляторы света, элементы классической оптики (линзы, зеркала, призмы и др.), волоконно-оптические элементы, а также источники и приѐмники оптического излучения. В качестве источников оптического излучения используют гл. обр. лампы накаливания, лазеры и светодиоды, в качестве приѐмников оптического излучения — различные точечные и координатно-чувствительные фотоприѐмники (напр., фотодиоды, фототранзисторы, видиконы, матрицы фотодиодов или фототранзисторов) или оптические запоминающие среды. В зависимости от используемого оптического излучения различают когерентную и некогерентную ООИ. Система,
174
осуществляющая ООИ, состоит из источника оптического излучения, входного преобразователя информации, оптического процессора и выходного преобразователя информации (Рисунок 1).
![]()
Рисунок 1.15.4. Блок-схема системы оптической обработки информации: 1— источник оптического излучения; 2—входной преобразователь информации; 3— оптический процессор; 4—выходной преобразователь информации; 5—выходная информация; 6— входная информация. Стрелками указано направление распространения оптического излучения.
Входной преобразователь информации осуществляет пространственновременную модуляцию светового пучка источника оптического излучения в зависимости от информации, поступающей на его вход в виде электрических, оптических или др. сигналов. Оптический процессор преобразует этот оптический пространственно-временной сигнал в соответствии со своей передаточной функцией. Выходной преобразователь информации осуществляет регистрацию обработанного пространственно-временного сигнала или преобразование его, напр., в адекватную ему последовательность электрических сигналов.
ООИ позволяет производить аналоговые и цифровые вычислит. операции над информацией, содержащейся в двухмерных объектах (напр., изображениях), с более высокой скоростью, чем при электронном способе обработки (с помощью ЭВМ). Напр., изображение, записанное на фотопластинке, содержит ~105-107 бит информации. Эта информация с помощью светового луча одновременно передаѐтся в оптический процессор. Т. к. длина оптического пути в оптическом процессоре не превышает 1м, то скорость обработки информации, содержащейся в таком изображении, составляет ~1016 бит/с. Такая высокая скорость обработки информации является основным преимуществом ООИ Однако для систем ООИ скорость обработки ограничена быстродействием входного и выходного 175 преобразователей.
ООИ применяют: в системах обработки телевизионных изображений, аэрофотоснимков и космических снимков, астрономических изображений, снимков, фиксирующих ядерные реакции, и т. п. (улучшение качества изображений); в информационно-поисковых системах (распознавание образов); в радиолокационных системах (синтезирование апертуры); в кристаллографии (расшифровка данных дифракции рентгеновских лучей); в фотограмметрии (создание топографических карт по данным аэрофотосъѐмки); в технике неразрушающего контроля (расширение возможностей интерферометрии); в геологии и геофизике (обработка сейсмической информации), а также для анализа многомерных структур.
Дефлектор
Дефлектор в оптоэлектронике (от лат. deflecto — отклоняю, отвожу), устройство, предназначенное для изменения по заданному закону направления распространения оптического излучения (светового луча) в пространстве. Д., в котором направление светового луча изменяется в процессе его формирования непосредственно в источнике излучения (лазере), наз. внутренним. Д., к-рый изменяет характеристики светового луча после его выхода из источника, наз. внешним. По принципу действия Д. разделяют на механические (сканеры) и оптоэлектронные. В механических дефлекторах световой луч управляется посредством перемещения оптических элементов (зеркал, призм и др.) в пространстве, а в оптоэлектронных Д. такое управление основано на использовании физических эффектов, протекающих жидких и твѐрдых средах при воздействии на них электрических, акустических, магнитных и др. полей. Оптоэлектронные Д. осуществляют как однокоординатное, так и двухкоординатное отклонение светового луча. В последнем случае используют два скрещѐнных однокоординатных Д. Различают аналоговые (непрерывные) и дискретные Д. Аналоговые Д. обеспечивают непрерывное, последовательное оптич. Сканирование световым лучом в соответствии с управляющим сигналом. Дискретные Д. обеспечивают изменение направления оптич. излучения в любом заданном направлении в соответствии с управляющим сигналом (Рисунок 1).
Наиболее распространѐнными являются электрооптические и акустооптические Д. Принцип действия электрооптического Д. основан на эффекте Керра и эффекте. Поккельса Электрооптический дискретный Д. представляет собой многокаскадное устройство (рис.), каждый каскад которого состоит из электрооптического модулятора света (обеспечивает изменение поляризации оптического излучения) и двулучепреломляющего кристалла (осуществляет пространств. разделение световых пучков с разл. поляризацией). Принцип действия акустооптического Д. основан на явлении дифракции света на УЗ.
1 каскад 2 каскад 3 каскад
176

Рисунок 1.15.5 Схема электрооптического дискретного дефлектора: 1 – модулятор света, двулучепреломляющие кристаллы механические – сканеры (перемещение оптоэлементов).
Основные характеристики Д.: разрешающая способность – число различимых положений светового луча в пределах макс. углового перемещения, и быстродействие. Наибольшее разрешение достигается в механических Д., однако они уступают по быстродействию оптоэлектронным (примерно на два порядка). Наибольшее быстродействие и точность управления световым лучом достигаются в электрооптических дискретных Д., однако сложность их изготовления и высокая стоимость по сравнению с акустооптическими Д. обусловливают более широкое распространение последних.
Д. применяют в системах оптической обработки информации, в оптических запоминающих устройствах, в лазерных алфавитно-цифровых печатающих устройствах и др.
Модуляция света
Модуляция света (МС) (модуляция оптического излучения), изменение во времени по заданному закону одной или нескольких характеристик оптич. излучения (амплитуды, частоты, фазы, поляризации). Осуществляется с использованием модуляторов света. МС, при которой преобразование оптического излучения происходит в процессе его формирования непосредственно в источнике этого излучения, называется внутренней МС. При внешней МС параметры излучения изменяются после его выхода из источника.
Внутренняя МС для некогерентного оптического излучения обеспечивается изменением напряжения источника этого излучения (напр., лампы накаливания, газоразрядного источника), а для когерентного оптического излучения — модуляцией параметров лазера (напр., коэффициента усиления, добротности резонатора).
Внешняя МС осуществляют на основе физических эффектов (электрооптических, магнитооптических, акустооптических и др.), протекающих при распространении световых потоков в различных средах. МС применяют для передачи информации с помощью оптических сигналов или для формирования световых потоков с определѐнными параметрами. В зависимости от требований к системам передачи информации используют аналоговый, импульсный и цифровой способы МС. При
177
аналоговой МС характеристики оптического излучения меняются непрерывно в соответствии с информационным сигналом. При импульсной МС изменяется длительность оптического излучения или момент его появления. При цифровой МС определѐнной порции оптического излучения ставится в соответствие определѐнный код (т. н. кодово-импульсная модуляция).
Модулятор света, оптическое устройство для модуляции света. Различают внешние и внутренние МС (осуществляется соответственно внеш. и внутр. модуляция света). Наиболее распространѐнными являются внутренняя МС, основанные на управлении когерентным оптическим излучением за счѐт изменения параметров оптического резонатора лазера, и внешние МС на основе физ. эффектов, протекающих в жидких и твѐрдых средах при воздействии на них электрических, акустических, магнитных и др. полей. В зависимости от используемых физических эффектов различают электрооптические, магнитооптические, акустооптические, фотоупругие и ПП МС.
![]()
Рисунок 1.15.6. Виды модуляции.
Электрооптические МС основаны на изменении оптических характеристик среды под действием электрического поля. В МС на основе эффекта Поккельса фазовый сдвиг между обыкновенным и необыкновенным лучами линейно зависит от величины напряжѐнности электрического поля, а в МС на основе Керра эффекта — пропорционален квадрату напряжѐнности поля. Важным свойством электрооптического эффекта является его малая инерционность, позволяющая осуществлять модуляцию света до частот ~10-50 ГГц.
Действие акустооптических МС основано на явлении дифракции света на ультразвукe. В упругооптических МС используется искусственная анизотропия, которая возникает в некоторых изотропных твѐрдых телах под действием упругих напряжений (фотоупругость). При прохождении плоскополяризованного
178
излучения через фотоупругую среду с наведѐнным двойным лучепреломлением оптического излучение становится эллиптически поляризованным.
Полупроводниковые МС. основаны на изменении поглощения света средой. Электрическое управление поглощением света осуществляется либо изменением концентрации свободных носителей или их подвижности, либо за счѐт сдвига края полосы поглощения (Франца — Келдыша эффект).
МС применяют в системах оптической обработки информации и оптической связи в качестве преобразователей оптического излучения.
Оптический процессор
Оптический процессор (ОП) - устройство, представляющее собой совокупность оптических и оптоэлектронных элементов, выполняющих в соответствии с заданной функцией (алгоритмом обработки информации) оптическую обработку информации. Алгоритм обработки информации определяется характеристиками используемых элементов и их взаимным расположением. Различают аналоговые и цифровые ОП.
Аналоговый ОП состоит в основном из элементов классической оптики (линз, зеркал, призм и др.) и одного или нескольких. пространственно-временных модуляторов света (рис. 1). В таком ОП алгоритм обработки входного массива информации не меняется в процессе вычислений. высокой скоростью, чем при электронном способе обработки (с помощью ЭВМ). При использовании в ОП когерентного излучения пространств, фильтр может
![]() 1 3
1 3
Рисунок 1.15.7. Схема аналогового оптического процессора в составе устройства, выполняющего функцию пространственной фильтрации обрабатываемой информации: 1 – входной пространственно-временной модулятор света; 2 – оптический процессор; 3 –линза; 4 – пространственный фильтр; 5 – приѐмник оптического излучения. Стрелками указано направление распространения оптического излучения.
179
![]()
Рисунок 1.15.8. Схема цифрового оптического процессора в составе ЭВМ: 1 – пространственно-временной модулятор света; 2 – устройство управления ЭВМ; 3 – выходное устройство ЭВМ; 4 – выходной согласующий модулятор света; 5 – цифровой оптический процессор; 6 – входной согласующий модулятор света. Стрелками указано направление распространения оптического излучения.
быть изготовлен в виде голограммы, на которой записан комплексно-
сопряжѐнный спектр входного сигнала, что позволяет эффективно решать задачи выделения сигнала из шумов и распознавания образов. Цифровой ОП представляет собой один или нескольких пространственно-временных модуляторов света, состоящих из дискретных ячеек и волоконно-оптических элементов (напр., волоконно-оптических жгутов), осуществляющих передачу оптических пространственно-временных сигналов между ячейками модуляторов, причѐм каждая ячейка характеризуется двумя значениями коэффициента пропускания или отражения света (рис. 2). В таком ОП алгоритм обработки информации по существу подобен алгоритму обработки, используемому в универсальных ЭВМ, и может меняться в процессе вычислений.
Оптический резонатор,
Оптический резонатор(ОР), резонатор (обычно открытый) оптического диапазона длин волн, образованный совокупностью отражающих поверхностей, в котором могут возбуждаться и поддерживаться слабозатухающие электромагнитные колебания различного вида (различные моды колебаний). Отражающими элементами в оптическом резонаторе служат зеркала, в большинстве случаев представляющие собой стеклянные пластины, призмы и т.
п. с напылѐнными на их поверхности (для увеличения коэффициента отражения) диэлектрическими или металлическими покрытиями. Иногда в качестве зеркал в оптическом резонаторе используются призмы полного внутреннего отражения, дифракционные решѐтки отражательного типа и т. п. В отличие от объѐмного резонатора, применяемого в диапазоне СВЧ, в ОР боковые отражающие стенки отсутствуют. Благодаря этому в оптическом резонаторе слабозатухающими
180
оказываются только те (весьма немногочисленные) моды, которые распространяются вдоль оси резонатора, часто называемым осевым контуром; все другие моды быстро затухают. В результате в оптическом резонаторе происходит сильное «разряжение» спектра собственных колебаний. Оптические резонаторы применяются в лазерах и интерферометрах в качестве резонансной системы.
Пространственная конфигурация мод в таком резонаторе образуется в результате дифракции волн на краях зеркал или внутрирезонаторных диафрагм. Оптический резонатор с плоскими зеркалами требует исключительно точной юстировки зеркал, так как даже при незначительных их перекосах потери в резонаторе резко возрастают. По этой причине такие оптические резонаторы не нашли широкого применения в лазерах. Все разновидности оптических резонаторов для лазеров классифицируются по двум независимым признакам: а) по конфигурации осевого контура; б) по способу формирования пространственной структуры мод. Оптический резонатор с осевым контуром в виде незамкнутой линии (прямой или ломаной) называется линейным резонатором в виде замкнутой линии – кольцевым резонатором (рис.1.15.9). В соответствии со способом формирования пространственной структуры мод различают оптический резонатор с плоскими, сферическими зеркалами и резонатор с распределѐнной обратной связью (рис. 1.15.10). Оптический резонатор со сферическими зеркалами подразделяется на устойчивые и неустойчивые. В устойчивых оптических резонаторах излучение не покидает резонатор после многократных проходов между зеркалами. В таких оптических резонаторах поперечные размеры мод D существенно меньше размеров зеркал Ф и дифракционные потери малы. В неустойчивых оптических резонаторах излучение быстро (через малое число проходов) покидает резонатор. В таких оптических резонаторах D>Ф и дифракционные потери велики. Устойчивость оптического резонатора определяется соотношением между радиусами кривизны зеркал и длинной резонатора. Для оптических резонаторов всех типов

а) б) в)
Рисунок 1.15.9. Схемы оптических резонаторов с различными осевыми контурами: линейного (а), кольцевого с плоским контуром (б) и неплоским контуром
(в).
181

а) б) в)

г) д) е)

ж) з) и)
Рисунок 1.15.10.. Схемы оптических резонаторов с различным способом формирования пространственной структуры мод плоского линейного (а) и кольцевого (в); устойчивых сферических – линейного (б) и кольцевого (е); резонаторов с распределѐнной обратной связью (г, д); неустойчивых сферических – линейных (ж, з) и кольцевого (и).
182

Рисунок 1.15.11. Поперечное распределение поля в некоторых поперечных модах (ТЕМ-модах) оптического резонатора: нулевая мода (а), моды высших порядков резонатора с аксиальной (б) и прямоугольной (в) симметрией; 00, 01,
20 и т. д. – значения поперечных индексов m и n.

Рисунок 1.15.12. Спектр собственных колебаний некоторых поперечных мод (ТЕМ -мод) оптического резонатора. I – интенсивность, V – частота, q – продольный индекс; 00, 10, 11, 21 – значения поперечных индексов m и n.

Рисунок 1.15.13. Зоны устойчивости (заштрихованы) некоторых оптических
183 резонаторов: D0 – диаметр перетяжки каустики, L – длина резонатора, R1 и R2 – радиусы кривизны зеркал.
каждый вид колебаний характеризуется тремя целочисленными индексами m , n и q . Первые два из них (m и n ), наз. поперечными, определяют число пространственных осцилляций электромагнитного поля в поперечном по отношению к оси оптического резонатора направлении. Третий индекс (q ) называется
продольным, определяет число осцилляций поля вдоль оси и равен числу полуволн, укладывающихся в длине резонатора (рис. 3). Частотный интервал между соседними продольными модами (для которых индекс q
отличается на один, а индекс m
и n
одинаковы) постоянен и равен c
![]() 2L
для линейных оптических резонаторов и c
2L
для линейных оптических резонаторов и c
![]() L
– для кольцевых (здесь с
– скорость света, L
– оптическая длина резонатора). Частотный интервал между соседними поперечными модами (для которых индексы m
и n
отличается каждый на один, а индекс q
один и тот же) для оптических резонаторов разных типов различен и в большинстве случаев сравним с интервалом между соседними продольными модами либо меньше его (рис. 4). Поверхность, внутри которой сосредоточена основная энергия моды, называется каустикой. Поперечные размеры каустики определяются кривизной зеркал, расстоянием между ними, а также поперечными индексами моды (рис. 5). Место, где каустика имеет наименьший поперечный размер, называется перетяжкой. Так как размеры оптического резонатора значительно превосходят длину волны света, то добротность оптического резонатора оказывается высокой (~107
).
L
– для кольцевых (здесь с
– скорость света, L
– оптическая длина резонатора). Частотный интервал между соседними поперечными модами (для которых индексы m
и n
отличается каждый на один, а индекс q
один и тот же) для оптических резонаторов разных типов различен и в большинстве случаев сравним с интервалом между соседними продольными модами либо меньше его (рис. 4). Поверхность, внутри которой сосредоточена основная энергия моды, называется каустикой. Поперечные размеры каустики определяются кривизной зеркал, расстоянием между ними, а также поперечными индексами моды (рис. 5). Место, где каустика имеет наименьший поперечный размер, называется перетяжкой. Так как размеры оптического резонатора значительно превосходят длину волны света, то добротность оптического резонатора оказывается высокой (~107
).
Оптические запоминающие среды
Оптические запоминающие среды (ОЗС), светочувствительные материалы, которые используются для регистрации (записи), хранения и тиражирования информации в оптических запоминающих устройствах. Основные требования, предъявляемые к ОЗС высокая чувствительность (~10-4 Дж/см2); высокая разрешающая способность (до 10000 мм-1 ); высокая контрастность (свыше 1:100); высокая помехозащищѐнность (менее 10 ошибок на 1 бит); большая продолжительность хранения информации (свыше 10 лет), а для реверсивных (т. е. допускающих многократнyю пepeзапись информации ОЗС) также малая длительность цикла перезаписи (менее 50 нс) и возможность выполнения достаточно большого их числа. В соответствии с физ. и хим. способами записи информации выделяют несколько . основных классов ОЗС. (см. Таблицу 1):
184
| Класс оптических запоминающих сред |
Механизм записи информации |
Чувствительность, Дж/см2 |
Разрешающая способность, мм-1 |
Возможность перезаписи |
Время цикла запись–стирание |
Время хранения |
| Фотографические материалы |
Восстановление палоидов серебра до металла |
10-4–10-5 |
До 4000 |
Не имеется |
– |
Неограничеснное |
| Фоторезисты |
Фотоплимеризация или фотодеструкция |
10-2–10-3 |
До 5000 |
Имеется |
– |
До 50 лет |
| Фотохромные материалы |
Фотоионизация дефектов |
10-1–10-2 |
До 1000 |
Имеется |
10-5 |
От 10-5 с до нескольких месяцев |
| Фототермопластики |
Деформация поверхности под действием электростатических сил и поверхностного натяжения |
10-4 |
400–1200 |
То же |
10-2 |
До 10 лет |
| Магнитооптические материалы |
Переориентация магнитных доменов в магнитном поле при нагревании с помощью лазера |
10-1–10-2 |
До 1000 |
То же |
10-5 |
До 1 года |
| Термооптические материалы |
Испарение, плавление или образование пузырьков при импульсном нагревании тонких металлических плѐнок с помощью лазера |
10-1–10-2 |
1500 |
Не имеется |
– |
До 10 лет |
| Халькогенидные стѐкла |
Фотоструктурные изменения |
10-2–10-3 |
До 10 000 |
Имеется |
Несколько секунд |
– |
184
185
1.16. ВОЛОКОННО-ОПТИЧЕСКИЕ ЛИНИИ СВЯЗИ. ВОЛОКОННО-
ОПТИЧЕСКИЕ ДАТЧИКИ
Оптическая связь, передача информации посредством света.. Весьма малая (по сравнению с радиоволной) длина волны лазерного излучения, большая ширина полосы частот (в 10 раз превышающая полосу частот всего радиодиапазона) и высокая направленность излучения (в пределах 10-5-10-6 рад) обеспечивают лазерной оптической связи большие преимущества перед др. видами связи по числу каналов, помехозащищѐнности, дальности и скорости передачи. По структуре лазерная линия связи аналогична линии радиосвязи (рис. 1.16.1).
![]() Рисунок 1.16.1. Схема линии лазерной связи: I — передатчик; II — приѐмник; 1 — лазер; 2 — модулятор света; 3 — передающая оптическая антенна; 4 — приѐмная оптическая антенна; 5 — фотодетектор; 6 — усилитель; 7 — дискриминатор; 8 — информация.
Рисунок 1.16.1. Схема линии лазерной связи: I — передатчик; II — приѐмник; 1 — лазер; 2 — модулятор света; 3 — передающая оптическая антенна; 4 — приѐмная оптическая антенна; 5 — фотодетектор; 6 — усилитель; 7 — дискриминатор; 8 — информация.
Для модуляции лазерного излучения либо воздействуют на сам процесс генерации излучения, либо используют модулятор света. На выходе передатчика формируется узкий малорасходящийся луч света; попадая на вход приѐмника, он направляется на фотодетектор, который преобразует оптическое излучение в электрический сигнал (менее часто встречаются лазерные линии связи с гетеродинным приѐмом). Электрические сигналы усиливаются и обрабатываются обычными радиотехническими методами.
Лазерные линии связи подразделяются на космические, атмосферные, использующие прохождение излучения в при земных слоях атмосферы, и наземные, использующие закрытые световодные каналы или волоконнооптические линии связи (ВОЛС). Перспективны лазерные линии связи (гл. обр. ретрансляционные), действующие в ближнем космическом пространстве с использованием искусственных спутников Земли на геостационарных орбитах (около 40 000 км над поверхностью Земли), через которые можно обмениваться информацией между любыми точками Земли. Атмосферные линии связи из-за сильного поглощения и рассеяния света в атмосфере используются ограниченно, в основном для оперативной связи на сравнительно близких расстояниях. Наиболее широко распространены ВОЛС. т. к. они лишены существ, недостатков космических и атмосферных линий связи. По сравнению с проводными или кабельными линиями связи ВОЛС при существенно меньших массе и размерах обеспечивают значительно большие скорости передачи информации.
Волоконно-оптическая линия связи (ВОЛС), линия оптической связи, в которой передача информации осуществляется с помощью волоконнооптических элементов. ВОЛС состоит из приѐмного и передающего оптических модулей, волоконно-оптических кабелей и волоконно-оптических соединителей.
Основные характеристики ВОЛС: пропускная способность – максимальная скорость передачи информации, определяется характеристиками источника оптического излучения, фотоприѐмника, электронных схем приѐмного и передающего оптич. Модулей, а также дисперсионными характеристиками используемого волокна; максимальная длинна определяется мощностью источника оптического излучения, эффективностью ввода оптического излучения в волокно, чувствительностью фотоприѐмника, затуханием оптического сигнала в волокне, количеством волоконно-оптических соединителей и, соответственно, вносимыми ими потерями; способ организации информационного обмена (дуплексный или симплексный).
Отличительными особенностями ВОЛС по сравнению с др. линиями электрической связи являются: большая скорость передачи информации (107 – 109 бит/с на расстояние свыше 10км без ретрансляторов); возможность передачи информации на большие расстояния без использования ретрансляторов, обусловленная малыми потерями (затухание сигнала <1 дБ/км в ближней ИК области); широкополосность модуляции как на одной, так и на многих несущих волнах; высокая устойчивость к электромагнитным помехам; гибкость волокон, их малые размеры и масса; стойкость к агрессивным средам; искро-, взрыво- и пожаробезопасность; простота монтажа и прокладки; низкая себестоимость.
Разработка эффективных волоконно-оптических элементов и технологии изготовления волоконно-оптических кабелей большой протяжѐнности, широкополосных высокочувствительных приѐмных устройств, долговечных (>104 ч) источников излучения (лазерных диодов, светодиодов) обеспечивает ВОЛС высокую конкурентоспособность с системами связи, использующими кабельные и релейные линии. Благодаря информативным возможностям и низкой стоимости на единицу информации ВОЛС используется в комплексах ЭВМ (внутренние и внешние линии связи), в кабельном телевидении (соединительные линии, центры распределения, замкнутые цепи), на борту космических аппаратов, самолѐтов, кораблей, в медицине (диагностике, хирургии), в промышленной автоматике и др.
Волоконно-оптические элементы, оптоэлектронные элементы на основе волоконных световодов. Различают гибкие и жѐсткие волоконно-оптические элементы. Наибольшее распространение получили волоконно-оптические жгуты, представляющие собой пучки световодов, склеенные или спечѐнные у концов (гибкие волоконно-оптические элементы), либо по всей длине (жѐсткие волоконно-оптические элементы), защищѐнные непрозрачной 187 оболочкой и имеющие торцы с отполированной поверхностью.
Среди волоконно-оптических жгутов выделяют: нерегулярные жгуты (для передачи энергии излучения); жгуты с регулярной укладкой световодов по торцам (для передачи изображений); жгуты с различной формой входной и выходной поверхностей торцов (для преобразования изображений); волоконно-оптические ответвители и коллекторы, представляющие собой жгуты с одной входной (выходной) и несколькими выходными (входными) торцевыми поверхностями (для разделения или объединения оптических сигналов и изображений); фоконы, представляющие собой жгуты с переменным по длине сечением (для изменения масштаба передаваемого изображения). К волоконно-оптическим элементам также относятся волоконно-оптические кабели, селфоки и волоконно-оптические пластины.
![]()
![]()
![]()
![]()
г)
Рисунок 1.16.2. Волоконно-оптический датчик. Схемы волоконнооптических датчиков: а – поляризационного датчика давления, акустических и гидроакустических колебаний, линейных ускорений; б – фазового датчика давления, температуры, тока, акустических и гидроакустических колебаний; в – амплитудного датчика давления, акустических и гидроакустических колебаний; г – датчика угловой скорости вращения; 1 – волоконный оптический интерферометр; 2 – источник оптического излучения; 3 – линза; 4 – светоделительная пластина; 5 – волоконный световод; 6 – поляризатор оптического излучения; 7 – оптический чувствительный элемент; 8 – мембрана; 9 – анализатор оптического излучения; 10 – приѐмник оптического излучения; 11 – корпус; 12 – волоконный световод (измерительное плечѐ интерферометра); 13 – оптический ответвитель; 14 – оптический смеситель. (Стрелками указан направление контролируемого внешнего воздействия).
Волоконно-оптические пластины представляют собой достаточно тонкие поперечные срезы жѐсткого жгута. Такие пластины используются для переноса и (или) коррекции изображений.
Для изготовления волоконно-оптических элементов используют двухслойные волоконные световоды с диаметром световедущих жил ~ 5–75 мкм и числовой апертурой ~ 0,5. Качество изображения, переданного по волоконно-оптическим элементам, определяется диаметром световедущих жил (≤5–10 мкм). Разрешающая способность волоконно-оптических элементов обычно составляет ~ 10–50 лин/мм, в некоторых жѐстких волоконно-оптических элементах до 100 лин/мм.
189
Волоконно-оптический датчик , измерительный преобразователь, в котором в качестве чувствительного элемента используется волоконный световод. К волоконно-оптическим часто относят также датчики, в которых в качестве чувствительного элемента используется либо оптический элемент (например, дифракционная решѐтка, шторка, зеркало, призма), либо элемент на основе жидких кристаллов, а канализация оптического излучения осуществляется с помощью волоконных световодов. Принцип действия волоконно-оптических датчиков основан на изменении условий прохождения оптического излучения через чувствительный элемент при воздействии на него контролируемого параметра. В зависимости от изменяющейся характеристики оптического излучения волоконно-оптические датчики разделяют на поляризационные, фазовые и амплитудные. По измеряемым физическим величинам различают волоконно-оптические датчики угловой скорости вращения, линейных ускорений, акустических и гидроакустических колебаний, температуры, давления и др. Действующие волоконно-оптические датчики линейных ускорений, акустических и гидроакустических колебаний, температуры, тока и др. физических величин основано: на изменении условий полного внутреннего отражения в чувствительном элементе (, характера поляризации оптического излучения вследствие возникновения наведѐнного двойного лучепреломления в чувствительном элементе (рис.1.16.2, а), фазы оптического излучения из-за увеличения (или уменьшения) длины участка волоконного световода (рис.1.16.2, б), условий согласования по мощности оптического излучения двух отрезков волоконного световода (рис. 1.16.2, в), на увеличение потерь в волоконном световоде вследствие возникновения в нѐм микроизгибов. Одним из перспективных является волоконно-оптический датчик угловой скорости вращения, в котором в качестве чувствительного элемента используется кольцевой интерферометр (рис. 1.16.2, г).
Волоконно-оптический кабель , один или несколько волоконных световодов с упрочняющими элементами, заключѐнные в защитную оболочку. Предназначен для передачи (канализации) оптического излучения. Волоконно-оптический кабель разделяют по числу волоконных световодов (одножильные и многожильные, рис. 1.16.3), а также по типу используемых волоконных световодов (одномодовые и многомодовые, ступенчатые и градиентные, толстые и тонкие). По функциональному назначению разделяют волоконно-оптические кабели для передачи энергии оптического излучения (осветительные, длиной несколько метров), изображений (длиной до сотен метров) и информационных сигналов (волоконно-оптический кабель связи, длиной до нескольких сотен километров). В середине 80-х годов наибольшее распространение получили волоконно-оптические кабели для передачи информационных сигналов. В волоконно-оптических кабелях для трансконтинентальных и междугородных волоконно-оптических линий связи (ВОЛС) используются одномодовые или градиентные волоконные световоды, с потерями в несколько десятых дБ/км, что обеспечивает в таких линиях связи передачу информационных сигналов без ретрансляторов на расстояния на до сотен км. Для создания городских и объектовых ВОЛС используются многожильные волоконно-оптические кабели, в которых многомодовые волоконные световоды обладают потерями от 1 до 20 дБ/км. В монтажных волоконно-оптических кабелях (длиной до 10 м), предназначенных для соединения аппаратуры связи, обработки информации и др., используются многомодовые ступенчатые волоконные световоды с потерями ~ 10 дБ/км. Конструкция волоконно-оптического кабеля, а также выбор материала для упрочняющих элементов зависят от условий эксплуатации кабеля. В качестве упрочняющих элементов волоконно-оптических кабелей используются стальные, стекловолоконные и полимерные (в основном из кевлара или нейлона) жилы, а также различные ленты, нити либо наполнители в виде желе или пены, предохраняющие световедущие жилы волоконных световодов от микроизгибов и истирания. Упрочняющие элементы в виде жил располагаются в центральной или (и) периферийной части волоконнооптического кабеля (рис. 1.16.3). Защитная оболочка волоконно-оптического кабеля изготовляется либо из полимера (например, фторопласта, поливинилхлорида, полиэтилена), либо из металла (например, алюминия).
К основным достоинствам волоконно-оптического кабеля связи (по сравнению с электрическим кабелем) относятся высокая скорость передачи информации (от 1 до 10 Гбит/с на расстоянии 1 км), малые потери (затухание сигнала при длинах волн 0,85, 1,3 и 1,55 мкм составляет соответственно 2–3, 0,5–1 и 0,3–0,5 дБ/км), высокая помехозащищѐнность, а также малые габаритные размеры и масса. Основным недостатком волоконно-оптического кабеля является увеличение потерь при воздействии ионизирующих излучений вследствие увеличения поглощения оптического излучения световедущей жилой волоконных световодов.
Волоконно-оптический ответвитель , волоконно-оптический элемент, предназначенный для разделения энергии оптического излучения, распространяющегося в одном волоконном световоде (входном канале), между несколькими волоконными световодами (выходными каналами). В зависимости от числа выходных каналов различают двух-, трѐх- и nканальные волоконно-оптические ответвители (соответственно наз. ответвителями T-типа, Y-типа и типа «звезда»). В волоконно-оптическом ответвителе разделение энергии оптического излучения осуществляется либо с помощью оптического (напр. кубич. призмы, рис. 1.16.4 а) или волоконнооптического (напр. селфока, рис. 1.16.4 б) элементов, расположенных в области соединения волоконных световодов, либо определѐнным соединением волоконных световодов (рис. 1.16.4, в, г).
Основные характеристики волоконно-оптического ответвителя: величина вносимых потерь энергии оптического излучения, коэффициент ответвления – показывает, в каком соотношении распределяется энергия оптического излучения между выходными каналами.
191
Волоконно-оптический соединитель , устройство, предназначенное для соединения волоконно-оптических элементов между собой (кабельные волоконно-оптические соединители) или с оптоэлектронными элементами (приборные волоконно-оптические соединители) в волоконно-оптических линиях связи. Различают неразъемные и разъемные волоконно-оптические соединители. Неразъѐмные волоконно-оптические соединители осуществляют жѐсткое, фиксированное соединение элементов. Простейший неразъѐмный волоконно-оптический соединитель представляет собой стеклянную трубку, внутренний размер которого больше внешнего диаметра волокна (рис. 1.16.5). Для фиксации соединения, такой волоконнооптический соединитель заполняется склеивающими компаундами (напр.
эпоксидной смолой).
![]()
![]()
б)
Рисунок 1.16.3 Одножильный (а) и многожильный (б) волоконнооптический кабели: 1 – волоконный световод; 2 – оболочка волоконного световода; 3 – упрочняющие элементы; 4, 5 – защитная оболочка; 7 – несущий трос.
2
![]()
![]()
1 6
193
![]()
![]()
г)
Рисунок 1.16.4. Схематическое изображение волоконно-оптических ответвителей, в которых разделение энергии оптического излучения осуществляется с помощью призмы (а), с помощью селфока (б), удалением оболочки волоконных световодов в области их соединения (в), изменением формы торцевых поверхностей, соединяемых волоконных световодов (г): 1 – входной волоконный световод (канал); 2 – кубическая призма; 3 – полупрозрачное зеркальное покрытие; 4 – выходные волоконные световоды (каналы); 5 – селфок; 6 – область соединения волоконных световодов; 7 – торцевые поверхности волоконных световодов, имеющие форму среза; 8 – базовая кварцевая призма; стрелками указано направление распространения оптического излучения.
![]()
а) б)
Рисунок 1.16.5. Конструкция волоконно-оптического кабеля с центральным (а) и периферийным (б) расположением упрочняющих элементов: 1 – защитная оболочка; 2 – волоконный световод; 3 – упрочняющий элемент.
![]()
Рисунок 1.16 6. Неразъѐмный волоконно-оптический соединитель в виде стеклянной трубки квадратного сечения: 1 – волокно; 2 – стеклянная трубка.
![]()
3
Рисунок 1.16.6. Схематическое изображение разъѐмного волоконнооптического соединителя: 1 – волоконно-оптический кабель; 2 –наконечники;
195
3 – накидные гайки; 4 – втулка.
Разъѐмные волоконно-оптические соединители обеспечивают многократное соединение и разъединение элементов. Такие соединители изготовляют в основном разборными (рис. 1.16.6). Различают активные и пассивные разъемное волоконно-оптические соединители. Активные волоконно-оптические соединители, в отличие от пассивных, позволяют при соединении многоволоконных волоконно-оптических элементов осуществлять перекоммутацию соединяемых волокон (т. н. переключение каналов передачи оптических сигналов). Основными параметрами волоконно-оптического соединителя являются собственные потери (обычно 0,1–1 дБ), величина которых зависит от расстояния между торцевыми поверхностями соединяемых волокон, рассогласования (радиального, продольного и углового смещений) волоконных световодов или оптоэлектронного элемента со световодом, а также качества обработки торцевых поверхностей волоконного световода.
1.17 ИНТЕГРАЛЬНО-ОПТИЧЕСКИЕ СХЕМЫ И ЭЛЕМЕНТЫ
1.17.1 Интегрально-оптические схемы
Интегральная оптика, раздел оптоэлектроники, охватывающий изучение оптических явлений, возникающих в тонких слоях прозрачных материалов, и разработку методов создания интегрально-оптических элементов и устройств, в которых эти явления используются для генерации, преобразования и передачи световых сигналов. Методы интегральной оптики обеспечили возможность объединения (интеграции) миниатюрных оптических и оптоэлектронных элементов. Важнейшим интегрально-оптическим элементом является миниатюрный световод – интегрально-оптический волновод – тонкий (порядка длины световой волны, обычно 0,1–10 мкм) световедущий слой, созданный либо на поверхности диэлектрической подложки, например эпитаксиальным наращиванием или напылением (тонкоплѐночный волновод, рис. а), либо в еѐ приповерхностном слое, например локальной диффузией или ионным легированием (диффузионный волновод, рис., б, в, г).


а) б)


в) г)
Рисунок 1.17.1. Типы интегрально-оптических волноводов: а – планарный; б – приподнятый полосковый; в – внедрѐнный полосковый; г – гребенчатый полосковый; n1 , n2 , n3 – показатели преломления диэлектрической подложки, световедущего слоя и окружающей среды соответственно.
Световедущий слой интегрально-оптического волновода имеет больший, чем подложка и окружающая среда, показатель преломления, что обуславливает возможность локализации оптического излучения в нѐм вследствие полного внутреннего отражения. В зависимости от характера изменения показателя преломления по сечению световедущего слоя различают ступенчатые и градиентные интегрально-оптические волноводы, по конструктивному исполнению – планарные и полосковые. Полосковые интегрально-оптические волноводы (в отличие от планарных) имеют ширину, величина которой соизмерима с их толщиной.
К явлениям, возникающим в интегрально-оптическом волноводе, относятся: существование собственных волноводных мод с дискретным спектром фазовых скоростей или излучательных мод с дискретным спектром фазовых скоростей или излучательных мод (в зависимости от соотношения показателей преломления световедущего слоя, подложки и окружающей среды, а также величины угла падения света на границы их раздела); резонансная связь волноводных мод нескольких волноводов; зависимость эффективного (действующего) показателя преломления от геометрических размеров волновода и др. Использование этих явлений обеспечило возможность создания различных интегрально-оптических схем, состоящих из таких интегрально-оптических элементов, как акустооптические, электрооптические и магнитооптические модуляторы и дефлекторы света, частотные фильтры, переключатели, фазовращатели, направленные ответвители и др. В устройствах интегральной оптики широко применяются также оптоэлектронные элементы, например инжекционные лазеры, обычно гетеролазеры (источники оптического излучения), фототранзисторы, фотодиоды, фоторезисторы (приѐмники оптического излучения).
Основными материалами, используемыми для создания элементов и устройств интегральной оптики, являются ПП материалы (напр., GaAs, GaAlAs, ZnS, ZnSe, PbSnTe), материалы, в которых ярко выражены электрооптические, акустооптические и магнитооптические свойства (напр., LiNbO3 , LiTaO3 , TeO2 ), а
197
также т.н. оптические материалы (напр., кварц, стекло, отд. полимеры), отличающиеся значительной прозрачностью в различных участках оптического диапазона и высокой однородностью.
Использование методов интегральной оптики значительно расширяет возможности оптических и оптоэлектронных устройств, обеспечивает их микроминиатюризацию, позволяет на принципиально новом уровне создавать оптические линии связи, системы оптический обработки информации и др.
Интегрально-оптическая схема (ИОС), интегральная схема, в которой связь между элементами осуществляется с помощью световых сигналов. Различают монолитные и гибридные ИОС Монолитные ИОС создают на одной подложке в едином технологическом. цикле (рис. 1). Для изготовления монолитных ИОС используются в основном полупроводниковые соединения типа АВ (напр., GaAs) и твѐрдые растворы на их основе, а также монокристаллы диэлектриков, обладающих электро-, акусто- или магнитооптическими свойствами (напр., ниобата или танталата лития, гранатов). Гибридные ИОС (Рис. 2) создают прецизионной сборкой отдельных интегрально-оптических элементов. В ИОС в качестве источников оптического излучения используются полупроводниковые лазеры ( инжекционные лазеры), в качестве приѐмников оптического излучения — интегрально-оптические фотодиоды, фототранзисторы и фоторезисторы.
![]()
Рисунок 1.17.2. Интегрально-оптическая схема многочастотного излучателя: 1— инжекционный лазер; 2-интегрально-оптическое зеркало оптического резонатора лазера; 3— направленный ответвитель; 4 — интегральнооптический волновод.
ИОС применяют в волоконно-оптических линиях связи, в системах оптической обработки информации и др. системах в качестве оптических передающих и приѐмных модулей; анализаторов спектра радиосигналов; логических устройств; аналого-цифровых преобразователей; усилителей и др.
![]()
Рисунок 1.17.3. Гибридная интегрально-оптическая схема анализатора спектра радиосигналов: 1—подложка из LiNbO; 2— инжекционный лазер; 3 — линза; 4 — фотоприѐмники; 5—- встречно-штыревой преобразователь.
1.17.2 Интегрально-оптические элементы
Интегрально-оптические элементы (ИОЭ), миниатюрные оптические и оптоэлектронные устройства, выполненные с применением групповой (интегральной) технологии; предназначены для передачи и обработки световых сигналов. Обычно ИОЭ входят в состав интегрально-оптической схемы, реже используются как самостоятельные (дискретные) устройства. Основу ИОЭ. составляет интегрально-оптическии волновод — тонкий световедущий слой, создаваемый обычно в поверхностном слое либо в объѐме диэлектрической или полупроводниковой (ПП) подложки; источником излучения служат, как правило, инжекционные лазеры.
Существуют различные типы., которые подразделяют на 3 основные.. группы— т. н. пассивные, элементы управления излучением и элементы преобразования энергии (электрической в световую и наоборот). В пассивных ИОЭ осуществляются преобразования в основном пространств, характеристик световых сигналов без увеличения их энергии и изменения спектрального состава излучения. К ним относятся устройства ввода и вывода излучения, ответвители, линзы, фильтры, преобразователи типов колебаний и др. Интегрально-оптические устройства ввода и вывода излучения обеспечивают согласование световых потоков при введении излучения в интегральнооптический волновод и выведении его из волновода во внеш. пространство. К этим элементам относятся фазовые дифракционные решѐтки, создаваемые на планарных интегрально-оптических волноводах (рис. 1), полосковые волноводы с суживающимся краем (рис. 2) и т. н. рупорные волноводы (рис. 3). Интегрально-оптические ответвители осуществляют разделение светового потока на нескольких каналов и состоят из дифракционных решѐток в планарных интегрально-оптических волноводах или из канальных 199 разветвляющихся полосковых волноводов (рис. 4).
Интегрально-оптические линзы фокусируют оптическое излучение, распространяющееся в планарном волноводе. Наибольшее распространение получили интегрально-оптические линзы трѐх типов: т. н. геодезические, представляющие собой углубления на поверхности волновода (рис. 5), линзы Люнеберга, выполненные в виде области с показателем преломления, большим, чем показатель преломления световедущего слоя планарного волновода (рис. 6), и линзы Френеля, состоящие из дифракционных решѐток с переменным шагом (рис. 7), фактически являющиеся голографическим элементом связи. Для спектральной селекции оптического излучения, распространяющегося в интегрально-оптическом волноводе, служат интегрально-оптические фильтры, состоящие из дифракционных решѐток, кольцевых интерферометров и резонаторов Фабри-Перо. Интегрально-оптические преобразователи типов колебаний изменяют пространственное распределение оптического излучения; они содержат, как правило, интегрально-оптические волноводы, выполненные на основе анизотропных материалов, либо волноводы с изменяющимся (по длине) профилем распределения показателя преломления.
В ИОЭ управления излучением (модуляторах, переключателях, дефлекторах) производится изменение амплитуды, фазы или направления распространения световых волн под действием управляющего напряжения, изменяющего показатель преломления световедущего слоя волновода за счѐт электро-, акусто- или магнитооптических эффектов. Наиболее широко применяются интегрально–оптические модуляторы амплитуды светового излучения типа интерферометров Маха–Цандера, изготовляемых из электрооптических материалов. Основу таких интерферометров составляет интегрально– оптический волновод, разветвляющийся на входе устройства на два канала, которые вновь объединяются в один на выходе (рис. 8). В каналах при подаче управляющих сигналов изменяются фазы световых волн, что при объединении световых потоков приводит (в результате интерференции) к изменению амплитуды световой волны в выходной части волновода. В интегральнооптических переключателях осуществляется управляемое перераспределение оптического излучения между интегрально-оптическими волноводами. В переключателях на связанных волноводах (рис. 9) переключение канала распространения происходит в результате изменения (под действием управляющего напряжения) показателя преломления области связи между волноводами. В переключателях, использующих эффект полного внутреннего отражения (рис. 10), при подаче напряжения на управляющие электроды, расположенные на поверхности подложки, между электродами образуется область с уменьшенным показателем преломления. Излучение из волновода попадает на эту область, в результате полного внутреннего отражения меняет направление своего распространения и переходит в другой волновод. Действие интегральных акустооптических модуляторов (дефлекторов) основано на изменении направления распространения световых волн в планарном интегрально-оптическом волноводе в результате дифракции света на регулярных неоднородностях, создаваемых поверхностными акустическими волнами (рис. 11). ПАВ возбуждаются радиосигналами с помощью встречноштыревой системы электродов. В интегрально-оптических преобразователях частоты, основу которых составляют волноводы, выполненные из нелинейнооптических материалов, используются гл. обр. эффекты смешения световых частот .
В ИОЭ преобразования энергии производятся генерация, усиление и детектирование оптических сигналов. Генерация оптического излучения осуществляется в интегрально-оптическом волноводе в результате рекомбинации электронно-дырочных пар в области р—n-перехода ПП излучателя (напр., в лазерах), межуровневых переходов в некоторых кристаллах, (напр., Nd) и т. д. Оптическое усиление возникает при прохождении световых сигналов в волноводах с инверсной населѐнностью энергетических уровней (рис. 12). Обратное преобразование энергии осуществляется в фотоприѐмнике на основе интегрально-оптических фотодиодов, фоторезисторов или фототранзисторов, обычно непосредственно сопряжѐнном с интегральнооптическим волноводом (рис. 13).
Использование ИОЭ. обеспечивает значительное (на несколько порядков) снижение мощности, необходимой для электронного управления световыми потоками, по сравнению с обычными (объѐмными) оптическими и оптоэлектронными элементами.
В настоящее время ИОЭ применяются главным образом в монолитных и гибридных интегрально-оптических схемах, предназначенных для передающих и приѐмных модулей волоконно-оптических линий связи. На основе ИОЭ созданы также гибридные интегрально-оптические процессоры для анализа спектрального состава радиосигналов.
201
![]() Рисунок 1
. Схема интегрально оптического элемента связи на основе дифракционных решѐток: 1—диэлектрическая или полупроводниковая
Рисунок 1
. Схема интегрально оптического элемента связи на основе дифракционных решѐток: 1—диэлектрическая или полупроводниковая
подложка (из LiNbO3 , CaAlAs и др.); 2—
планарный интегральнооптический волновод;
3—фазовые дифракционные решѐтки, созданные на поверхности волновода методами фото- или
электронно-лучевой
литографии; 4—световые потоки; n1 и n2 — показатели преломления подложки и световедущего слоя соответственно.
Рисунок 2 . Схема
интегрально-оптического волновода с суживающимся краем: 1—диэлектрическая или полупроводниковая
подложка (например, из
LiNbO3); 2 —
интегрально-оптический волновод; 3—
суживающийся край световедущего слоя; 4— световые потоки.
Рисунок 3 . Схема интегрально-оптического элемента связи с использованием рупорных переходов: 1—подложка; 2—интегрально-оптический волновод с плавно меняющейся шириной поперечного сечения (рупорный волновод); 3—рупорные переходы; 4—световые потоки.
Рисунок 4 . Схема интегрально-оптического Y-разветвителя: 1—подложка; 2—канальный, разветвляющийся интегрально-оптический волновод; 3—световые потоки.
Рисунок 5 . Схематическое изображение геодезической линзы: 1—подложка; 2— планарный интегрально-оптический волновод; 3—углубление не поверхности волновода; 4—световые потоки.
Рисунок 6 . Схематическое изображение линзы Люнеберга: 1—подложка; 2—планарный интегрально-оптический волновод; 3—область с показателем преломления, большим показателя преломления световедущего слоя; 4—световые потоки.
Рисунок 7 . Схематическое изображение линзы Френеля: 1—подложка; 2—планарный интегрально-оптический волновод; 3—области различной ширины, отличающиеся от световедущего слоя волновода показателем преломления или коэффициентом затухания; 4— световые потоки.
203
![]() Рисунок 8
. Схема интегрально-оптического интерферометра Маха—Цандера: 1—подложка из электрооптического материала (типа LiNbO); 2 — канальные интегрально-оптические волноводы; 3 — Yразветвители; 4 —-электроды (расположены на поверхности подложки параллельно волноводам); 5— световые потоки.
Рисунок 8
. Схема интегрально-оптического интерферометра Маха—Цандера: 1—подложка из электрооптического материала (типа LiNbO); 2 — канальные интегрально-оптические волноводы; 3 — Yразветвители; 4 —-электроды (расположены на поверхности подложки параллельно волноводам); 5— световые потоки.
Рисунок 9 . Схема интегрально-оптического переключателя на связанных волноводах: 1—подложка из электрооптического материала;. 2 — канальные— интегрально-оптические волноводы; З— область связи (расстояние между волноводами в этой области соизмеримо с длиной волны оптического излучения); 4— электроды; 5 —световые потоки.
Рисунок 10 . Схема интегрально-оптического переключателя, действие которого основано на эффекте полного внутреннего отражения: 1— подложка из электрооптического материала; 2—пересекающиеся канальные интегрально-оптические волноводы; 3 — электроды; 4-световые потоки.
Рисунок 11 . Схема интегрального акустооптического дефлектора: 1 — подложка; 2—планарный интегральнооптический волновод; 3—встречно— штыревая система электродов; 4 — поверхностная акустическая волна; 5 — световые потоки.
Рисунок 12 . Схема интегрально-оптического усилителя — ретранслятора: 1 — входной интегрально-оптический волновод; 2 — выходной волновод 3 — полосковый электрод; 4— область с инверсной населѐнностью уровней; 5 — полупроводниковая подложка; 6 — вход-ной световой сигнал; 7 — выходной световой сигнал.
Рисунок 13 . Схема интегрально-оптического фотодиода: 1— кремниевая подложка; 2 — фоточувствительная область; 3 — плѐночный стеклянный волновод; 4 — металлические контакты; 5 — световые потоки.
203
1.18. ОСНОВНЫЕ РАЗНОВИДНОСТИ И ХАРАКТЕРИСТИКИ ЭЛЕМЕНТОВ УСТРОЙСТВ ОТОБРАЖЕНИЯ ИНФОРМАЦИИ
Элементы индикации устройств отображения информации.
Известно, что 80% всей информации человек воспринимает органами зрения. Поэтому визуальному восприятию информации уделяется первостепенное внимание. Отсюда следует, что современные индикаторы должны обеспечивать уверенное считывание информации в условиях сильной и слабой освещѐнности, обладать высокой яркостью и контрастом, иметь высокую чувствительность к управляющим сигналам, малую потребляемую мощность, высокую долговечность и надѐжность. Индикаторы должны работать в широком диапазоне температур окружающей среды, выдерживать воздействие различных механических нагрузок.
Развитие систем автоматического сбора и обработки информации, систем программного управления, телеметрии, вычислительной техники и других регистрирующих устройств привело к созданию широкой номенклатуры различных типов приборов, воспроизводящих информацию в удобной для зрительного восприятия форме.
В радиоэлектронной аппаратуре большое распространение получили электронные индикаторы. Они представляют собой наиболее эффективный и перспективный класс приборов электронной техники, предназначены для преобразования электрических сигналов в видимое изображение, создаваемое одним или совокупностью дискретных элементов. Информация отображается в виде букв, цифр, графиков, символов и т.п.
Воспроизведение информации
Способы получения цифр, букв и других знаков разнообразны, однако все они должны удовлетворять требованиям, относящимся к геометрическим размерам, начертанию, светотехническим параметрам, расположению в пространстве.
Скорость и точность опознания цифр зависит от их формы. Буквы и цифры образованные прямыми линиями, опознаются быстрее и точнее знаков, для начертания которых использованы криволинейные элементы. Чем более сложную комбинацию прямолинейных и криволинейных элементов имеет цифра или буква, тем труднее она опознаѐтся.
Скорость и безошибочность считывания информации определяется, в частности, яркостью свечения индикатора, расстоянием от индикатора до наблюдателя, внешней освещѐнностью. Для безошибочного считывания необходимо определѐнное сочетание перечисленных факторов, отклонение от которого ведут к появлению ошибок. Возможные ошибки, связанные с высвечиванием лишнего сегмента, не входящего в состав отображаемого знака, появлением «лишних» сегментов или одновременном отсутствием части сегментов.
Идентификация цифр и букв зависит от их размеров, внешней освещѐнности, величины контраста по отношению к фону. Так, например, при освещѐнности 20…100 лк белые знаки с относительно малым угловым размером 6..9' на тѐмном фоне опознаются быстрее и точнее, чем тѐмные знаки с большим угловым размером (35') на белом фоне.
Определить удобный для наблюдения на больших расстояниях размер цифр и букв можно, пользуясь формулой:
![]() h
0,005D
h
0,005D
где h – высота цифры (буквы), мм;
D – дистанция наблюдения, мм;
Воспроизводить десять арабских цифр можно с помощью пяти, шести, семи и более сегментных индикаторов, сегменты которых имеют прямолинейную и криволинейную конфигурацию. Применение пятисегментных индикаторов позволяют упростить коммутационное устройство управления, снизить потребляемую мощность. При одиночной ошибке в канале управления семисегментным индикатором, вызывающей погасание одного рабочего сегмента, или зажигания одного нерабочего сегмента, может образоваться конфигурация, отображающая ложный символ. Использование девяти сегментных индикаторов увеличивает достоверность за счѐт наглядности обнаружения одиночной ошибки, но ведѐт к повышению потребляемой мощности и усложнению схемы управления. Таким образом для каждого случая необходимо анализировать все достоинства и недостатки различных типов индикаторов.
Основные параметры индикаторов
Яркость определяется силой света, излучаемой единицей поверхности. Чувствительность глаза при изменениях уровня яркости не остаѐтся постоянной. Как высокий, так и низкий уровни яркости утомляют наблюдателя. Яркость свечения отдельных элементов изображений создаваемого индикатором, должна быть по возможности одинакова. Интересно, что глаз плохо чувствует неравномерность свечения больших площадей, если эта неравномерность не «бросается в глаза». Однако резкие изменения яркости на малых площадях глаз фиксирует хорошо: так, например, в центре экрана кинескопа глаз может различить одну тѐмную точку на 106 светящихся. Яркость элемента изображения В и его освещѐнность Е связаны соотношением:
В
![]() E
E
где ρ – коэффициент отражения поверхности.
В затемнѐнных помещениях при низких уровнях внешней засветки достаточно иметь яркость 30…70 кд/м2 . мелкие детали изображения хорошо различаются при яркости около 100 кд/м2 . Для удобства восприятия подвижных быстроменяющихся изображений надо иметь яркость 300 кд/м2 и более.
Контраст является отношением разности яркостей изображения и фона к яркости фона. Возможность выделения объекта на фоне определяется контрастной чувствительностью. Она наиболее высока к чѐрно-белым и чѐрно-жѐлтым цветовым сочетаниям.
Яркостный контраст для знаков более тѐмных чем фон (прямой контраст) определяется соотношением:
![]()
Kпр 100%
Bф
где Bф – яркость фона; Bo – яркость знака. Для знаков светлее фона яркостный контраст (обратный контраст) определяется как:
![]()
Kобр 100%
Bо
Знак не различим, если контраст знака и фона меньше значения, называемого пороговым контрастом. Пороговый контраст для знаков с угловым размером 60′ и яркостью около 100 кд/м2 составляет 0,015…0,02. Значения:
K ≤ 0,2 – малый контраст; 0,2 < K < 0,5 – средний контраст; K > 0,5 – высокий контраст.
Повысить контраст можно, создавая искусственный фон или подсвечивая фон.
Угол обзора определяет удобство применения индикатора в устройствах отображения информации и является совокупностью углов наблюдения, при которых обеспечивается безошибочное считывание воспроизводимой индикатором информации. Под углом наблюдения понимается угол между направлением наблюдения и нормалью к плоскости знакоместа индикации. На величину угла наблюдения влияют многие факторы: конструктивное выполнение индикатора, уровень внешней освещѐнности, расстояние наблюдения и т.п. Для каждого сочетания этих факторов существуют углы наблюдения, при которых обеспечивается безошибочное считывание информации. Максимальную величину такого угла наблюдения называют оптимальным углом обзора.
Цвет характеризуется тремя параметрами: яркостью, цветовым тоном и насыщенностью. Яркость цвета определяется величиной светового потока, излучаемого в заданном направлении единицей площади поверхности в пределах единичного телесного угла. Цветовой тон (оттенок) цвета – свойство цвета, позволяющее определить данный цвет как красный, зелѐный и т.п. Он характеризуется длиной волны светового излучения. Насыщенность – степень свободы цвета от примеси белого цвета. В индикаторах обычно не удаѐтся добиться узкого спектра излучения. В одноцветных индикаторах желательно, чтобы максимум спектра излучения совпадал с максимальной чувствительностью глаза, но источник света с не слишком узкой полосой спектра излучения более приятен для наблюдения, чем узкополосный. В индикаторах с цветовым кодированием информации узкая полоса излучения также нежелательна, так как при использовании узкополосных источников наблюдатель, переводя взгляд с одного поля на другое, может увидеть изображение в дополнительном цвете.
Обозначение индикаторов
Современные обозначения индикаторов содержат семь элементов:
1 элемент: буква И, обозначающая принадлежность прибора к ЗСИ.
2 элемент: буква, обозначающая вид индикатора: Н – вакуумные, накапливаемые; Л – вакуумные, электролюминисцентные; Ж – жидкокристаллические; П – полупроводниковые.
3 элемент: буква, характеризующая тип информации: Д – единичная; Ц – цифровая; В – буквенно-цифровая; Т – шкальная; М – мнемоническая; Г – графическая;
4 элемент: число – порядковый номер разработки с 1 по 69 – без встроенного управления; с 70 по 99 – с встроенным управлением.
5 элемент: буква, указывающая принадлежность индикатора к одной из классификационных групп приборов (от А до Я).
6 элемент: дробь или произведение, характеризующие информационное поле индикатора (кроме единичных).
7 элемент: буква, обозначающая цвет свечения. Одноцветные: К – красный, Л – зелѐный, С – синий, Ж – жѐлтый, Р – оранжевый, Г – голубой. Многоцветные: М – для всех видов.
Обозначение бескорпусных П.П. индикаторов содержат цифру – 8 элемент, определяющий модификацию конструктивного исполнения (от 1 до 8).
Вакуумные люминесцентные индикаторы
ВЛИ относятся к активным индикаторам, преобразующим электрическую энергию в световую. По виду отображаемой информации они подразделяются на единичные, цифровые, буквенно-цифровые, шкальные, мнемонистические и графические. По виду информационного поля – на сегментные и матричные однорядные и многорядные, а также матрицы без фиксированных знакомест.
К числу достоинств ВЛИ следует отнести: высокую яркость; низкие рабочие напряжения, допускающие возможность их применения с формирователями на МОП-микросхемах; малое потребление энергии, что позволяет использовать их в устройствах, питаемых от батарей.
Необходимость использования ИП накала индикатора может оказаться его недостатком. В ряде случаев трудно исключить мешающие восприятию изображения блики, создаваемые отражением света от стеклянных баллонов индикаторов.
ВЛИ используют для отображения информации в устройствах самого различного назначения: в МК и ЭВМ, кассовых аппаратах и станках с ЧПУ, электронных часах и измерительных приборах.
ВЛИ представляет собой электронную диодную или триодную систему в которой под воздействием электронной бомбардировки высвечиваются покрытые низковольтным катодолюминофором аноды-сегменты.
Конструктивная схема одноразрядного индикатора показана на рис.1. детали индикатора монтируют на керамической или стеклянной плате 1. Участки платы, на которые нанесѐн люминофор, образуют аноды-сегменты 2; под люминофором имеется токопроводящий слой. Каждый из анодов имеет определѐнный вывод 3. Источником электронов служит оксидный катод прямого накала 4. Управление электронным потоком осуществляется сеткой 7. Электронный поток, высвечивающий сегменты, ограничивается экранирующим электродом-маской 8. Вся арматура индикатора заключена в стеклянный баллон 6, в котором создан вакуум. Штриховой линией показаны примерные траектории электронов. На внутреннюю поверхность баллона нанесено токопроводящее покрытие 5, прозрачное для всей области спектра излучения.
Конструктивная схема ВЛИ.
![]()
Рисунок 1.18.1.
Покрытие обеспечивает стекание электрических зарядов с поверхности баллона, способных исказить траекторию электронов.
Катод ВЛИ : представляет собой отрезок вольфрамовой проволоки диаметром 6…60 мкм, покрыты тонким слоем окислов щѐлочно-земельных металлов (оксидом). Рабочая температура катода выбирается по возможности низкой, с тем чтобы нить, находящаяся по направлению наблюдения перед анодом, не мешала наблюдению светящихся символов. Условия эксплуатации катодов во ВЛИ можно считать экстремальными: катод работает при низкой температуре и высоком отборе тока; это обстоятельство в значительной мере определяет долговечность ВЛИ.
Сетка ВЛИ : управляет электронным потоком. Так как сетка имеет «+» относительно катода потенциал, она рассеивает электроны и ускоряет их в направлении анодных сегментов. Сетки изготавливаются из полотна, «тканого» из вольфрамовой проволоки или электрохимическим фрезерованием тонкой никелевой фольги.
Аноды-сегменты ВЛИ : представляют собой покрытые люминофором слои токопроводящего материала заданной конфигурации, нанесѐнные на стеклянную или керамическую плату. В ряде ВЛИ токопроводящие слои получают напылением в вакууме тонких металлических плѐнок на всю поверхность платы, а формирование рисунков анодов осуществляют фотолитографией. Для подавления нежелательного свечения люминофора в исходном состоянии на сетку подаѐтся отрицательное напряжение смещения.
Изображение ВЛИ высококонтрастное, яркость достигает 500 кд/м2 (современный цветной кинескоп 300 кд/м2 ).
В ВЛИ используется явление низковольтной катодолюминесценцией (НВК) при котором свет излучается кристаллофосфором, бомбардируемом электронами с относительно низкой энергией (около 10…100 эВ). В качестве люминофора широко используется окись цинка. Применяя светофильтры, можно получить цвета символов от синего до красного при условии, что яркость исходного свечения достаточно велика. Кроме того, существуют некоторые другие люминофоры, имеющие различные цвета свечения.
Цветные люминофоры для ВЛИ Таблица 1.
| Цвет свечения |
Состав люминофора |
λ, мкм |
| Синий Сине-зелѐный Зеленый Зеленый Лимонный Желтый Красный |
ZnS: Ag+In2 O3 ZnO: Zn (Zn+Cd)S: Ag ZnS: Cu ZnS: Au, Al+In2 O3 ZnS: Mn+In2 O3 (Zn+Cd)S; Ag+In2 O3 |
0.45 0.510 0.525 0.530 0.550 0.585 0.625 |
При перегреве экрана возникает температурное гашение свечения, а затем – необратимая деструкция кристаллофосфора. Конструктивные модификации.
Часть ВЛИ выпускается в стеклянных цилиндрических баллонах с гибкими или жѐсткими выводами; они имеют одну или две плоские ножки. Изображение знака наблюдают через боковую стенку баллона. Изготовляются также индикаторы в четырѐхугольных баллонах, считывание информации в этом случае осуществляется через купол.
Номенклатура одноразрядных ВЛИ включает в себя индикаторы (для удобства обозначения даны по старому ГОСТу) ИВ-1, ИВ-3, ИВ-4, ИВ-6, ИВ-8, ИВ-11, ИВ17, ИВЛ1-18/1. Многоразрядные индикаторы выпускают с числом разрядов 4, 6, 9, 12, 13, 14, 17. наибольшее распространение получили дисплеи в цилиндрических баллонах ИВ-18, ИВ-21, ИВ-27 и в плоских баллонах ИВ-28А, ИВ-28Б, ИВЛ1-8/12.
Ряд ВЛИ выпускается со встроенными микросхемами управления, например плоский дисплей для индикации уровня воспроизведения и записи в стереофонических системах ИВЛШУ1-11/2.
Жидкокристаллические индикаторы
ЖКИ являются пассивными индикаторами, преобразующими падающий на них свет. Он обладают рядом достоинств, к числу которых относятся:
а. малая потребляемая мощность (для ЖКИ на основе твист-эффекта удельная
потребляемая мощность несколько единиц мкВт/см2 );
б. низкие рабочие напряжения (1,5…5 В) и хорошая совместимость с КМОП-
ИМС;
в. удобное конструктивное исполнение – плоская форма экрана и
ограниченная толщина индикатора (до 0,6 мм);
г. большая долговечность (около 10-12 лет).
Основными недостатками являются сравнительно малое быстродействие, ограниченный угол обзора и необходимость внешнего освещения.
Жидкие кристаллы (ЖК) называют также анизотропными жидкостями, электрические и оптические свойства которых зависят от направления их наблюдения. Плотность ЖК близка к плотности воды и незначительно отличается от единицы. ЖК являются диэлектриком, выталкиваются из магнитного поля, имеют удельное сопротивление 106 …1010 Ом. см и зависят от наличия и концентрации проводящих примесей.
Вследствие анизотропии свойств в ЖК наблюдаются электрооптические эффекты, связанные с движением вещества – динамическое рассеяние (ДР), а
![]() 7
7
а) б)
Рисунок .1.18.2.. Конструктивные схемы ЖКИ. Конструкция ЖКИ, работающих на отражении (а) и на просвет (б).
также с поворотом молекул в электрическом поле – твист-эффект (ТЭ) и эффект гость-хозяин (Г-Х). Основой простейшего индикаторного элемента с использованием ЖК являются две стеклянные пластины 1 и 3. Вне зависимости от используемого электрооптического эффекта ЖКИ разделяются на два класса: индикаторы, работающие на просвет и на отражение. У первых (б) обе стеклянные пластины прозрачны, электродами служат прозрачные плѐнки (двуокись олова) 4 и 5, между которыми помещено ЖК вещество 6. У вторых (а) электрод 4 изготовлен в виде зеркала, а электрод 7 является прозрачным.
Конфигурация электродов индикатора определяется либо формой исходных стеклянных пластин, либо технологией металлизации. Как правило, пластины и электроды плоские, но в ряде приборов внутренняя поверхность задней пластины имеет сложную форму, обеспечивающих отражение излучения направлений источника света.
В ЖКИ на основе ДР, при приложении электрического поля напряжѐнностью 5 кВ/см (примерно 30 В к плѐнке ЖК толщиной 0,25 мм) молекулы переориентируются, возникает турбулентность и сильное оптическое рассеивание. Материал, прозрачный в отсутствии поля, становится непрозрачным.
В ЖКИ на основе ТЭ, работающим на отражение, стеклянные пластины расположены между двумя скрещенными поляризаторами, за задним из которых помещѐн диффузный отражатель. В отсутствии поля свет в индикаторе следует за вращением молекул и на выходе индикаторов его поляризация оказывается повѐрнутой на 90°, свет проходит через индикатор. При наличии поля ориентация молекул изменяется, плоскость поляризации не вращается и свет не проходит через индикатор. Так как отражатель диффузный, на слабоокрашенном сером фоне отображаются тѐмные знаки.
В ЖКИ на основе ТЭ, работающим на просвет, поляризаторы устанавливают так, чтобы их плоскости поляризации были параллельны друг другу. Тогда индикатора не пропускает свет в отсутствии поля.
Опыт практического применения ЖКИ обоих типов показал их конкурентноспособность с другими классами индикаторов. К числу достоинств таких ЖКИ относится высокая эффективность. Индикаторы на основе ДР характеризуются уровнем потребляемой мощности 5…10 мкВт/см2 для постоянного тока (0,5…1 мкА/см2 ) и 50…200 мкВт/см2 для переменного тока (2…10 мкА/см2 ). Для индикаторов на основе ТЭ потребляемая мощность составляет не более 20 мкВт/см2 . По экономичности ЖКИ на много превосходят современные светоизлучающие диоды. К достоинствам ЖКИ на эффектах ДР и ТЭ можно отнести способность сохранять и увеличивать контраст изображения при повышении уровня внешней освещѐнности, прямую совместимость с КМОП-ИМС, обеспечивающую возможность низковольтного управления ЖКИ.
Индикаторы на эффекте ДР и ТЭ преимущественно применяются там, где экономичность играет решающую роль: в электронных наручных часах, МК с автономным питанием, портативных индикаторах и тестерах и т.п.
В ЖКИ на эффекте Г-Х тонкий слой ЖК – «хозяина» взаимодействуют с молекулами «гостя». Слой ЖК за счѐт поглощения световой энергии при отсутствии поля приобретает характерную для красителя (гостя) окраску; под воздействием поля он обесцвечивается. Но существуют так же вещества гостя и хозяина, в которых окрашивание происходит под воздействием поля. Цветовые различия в индикаторах на эффектах Г-Х хорошо воспринимаются в условиях высокой освещѐнности даже при небольшом яркостном контрасте.
ЖКИ, предназначены для работы в условиях низкой освещѐнности (менее 35 кд/м2 ) работают с подсветкой.
![]()
а) б) в)
Рисунок 1.18.3. Конструкция ЖКИ с подсветкой.
Для подсветки используют лампы накаливания со средней мощностью 0,5 Вт для знака высотой 2,5 см. Подсветка реализуется разными способами: для удобства наблюдения свет лампы проходит через жалюзи (а); для увеличения угла обзора применяют 2 лампы (б); для уменьшения габаритов – встроенной сверхминиатюрной лампой (в).
1.19 ПРИБОРЫ НА ЭФФЕКТЕ ГАННА
В 1963 г. американским физиком Ганном в полупроводниках – арсениде галлия GaAs и фосфиде индия InР с электронной электропроводностью было обнаружено явление генерации высокочастотных колебаний электрического тока в случае приложения к образцу постоянного напряжения, превышающего некоторое критическое значение. Оказалось, что частота колебаний зависит от длины образца и лежит в диапазоне нескольких гигагерц. Поскольку генерация высокочастотных колебаний в объеме не связана с наличием тонких и маломощных p-n-переходов, на приборах Ганна удалось построить СВЧ - генераторы значительно большей мощности, чем на других полупроводниковых приборах.
![]() Генераторы Ганна, выполненные в форме квадратов со стороной 100—150 мкм, дают мощность в непрерывном режиме порядка нескольких милливатт на частотах 1—25 ГГц. Эти генераторы могут работать и в импульсном режиме, обеспечивая импульсную мощность порядка нескольких сотен ватт при к.п.д. 5—25%. Модификацией генератора Ганна является генератор с ограничением накопления объемного заряда (ОНОЗ). В режиме ОНОЗ кристалл арсенида галлии включается последовательно с колебательным контуром и нагрузочным резистором, Наличие контура обеспечивает легкость перестройки частоты. Переменное напряжение на контуре достаточно велико для того, чтобы во время отрицательной полуволны напряжение на образце падало ниже критического значения. При этом домен успевает разрушиться, так как время диэлектрической релаксации в слабом поле мало (порядка 1012
с) по сравнению с периодом колебаний. В режиме ОНОЗ удается достигнуть большей мощности и на более высоких частотах (до сотен гигагерц) благодаря тому, что во время положительной полуволны домен не успевает сформироваться и в большей части образца дифференциальная проводимость остается отрицательной.
Генераторы Ганна, выполненные в форме квадратов со стороной 100—150 мкм, дают мощность в непрерывном режиме порядка нескольких милливатт на частотах 1—25 ГГц. Эти генераторы могут работать и в импульсном режиме, обеспечивая импульсную мощность порядка нескольких сотен ватт при к.п.д. 5—25%. Модификацией генератора Ганна является генератор с ограничением накопления объемного заряда (ОНОЗ). В режиме ОНОЗ кристалл арсенида галлии включается последовательно с колебательным контуром и нагрузочным резистором, Наличие контура обеспечивает легкость перестройки частоты. Переменное напряжение на контуре достаточно велико для того, чтобы во время отрицательной полуволны напряжение на образце падало ниже критического значения. При этом домен успевает разрушиться, так как время диэлектрической релаксации в слабом поле мало (порядка 1012
с) по сравнению с периодом колебаний. В режиме ОНОЗ удается достигнуть большей мощности и на более высоких частотах (до сотен гигагерц) благодаря тому, что во время положительной полуволны домен не успевает сформироваться и в большей части образца дифференциальная проводимость остается отрицательной.
На эффекте Ганна, используется падающий участок вольтамперной характеристики, можно построить также СВЧ - усилитель. Например, усилитель на частоте 23—31 ГГц дает усиление по мощности 20 дБ.
![]()
![]() Прибор па эффекте Ганна может быть использован как элемент логических схем. Быстродействие таких схем весьма высокое — несколько десятков пикосекунд на каскад. На рис. 1.19.1 показана простейшая схема импульсного усилителя на эффекте Ганна в триггерном режиме. В этой схеме напряжение батареи Uи
.п
. выбрано так, что искажение на приборе Ганна U Uи
.п
. IRн
меньше Ut,
не больше Ua (Ut
и Ua
— пороговые напряжения возникновения и исчезновения доменов). При подаче на вход усилителя короткого импульса с длительностью меньше пролетного времени с амплитудой Un
>Ut
—Uo
прибор Ганна на время, равное пролетному времени То
, переключается в состояние со сформированными доменами. Ток через прибор Ганна и сопротивление включенного последовательно с ним резистора нагрузки падают, благодаря чему образуется выходной импульс с полярностью, противоположной входному импульсу, и длительностью, равной пролетному времени То
. Такой усилитель может выполнять логическую операцию сравнения амплитуды импульса UH
с заданной величиной U
t
— U
0
.
Кроме того, он может быть использован как дискриминатор выходных импульсов по их ширине и амплитуде. П р и наличии дополнительного входа, показанного на рис. 1.91.1 пунктиром, схему усилителя можно использовать в качестве элемента ИЛИ, если прибор Ганна переключается одним импульсом, поданным на любой из входов.
Прибор па эффекте Ганна может быть использован как элемент логических схем. Быстродействие таких схем весьма высокое — несколько десятков пикосекунд на каскад. На рис. 1.19.1 показана простейшая схема импульсного усилителя на эффекте Ганна в триггерном режиме. В этой схеме напряжение батареи Uи
.п
. выбрано так, что искажение на приборе Ганна U Uи
.п
. IRн
меньше Ut,
не больше Ua (Ut
и Ua
— пороговые напряжения возникновения и исчезновения доменов). При подаче на вход усилителя короткого импульса с длительностью меньше пролетного времени с амплитудой Un
>Ut
—Uo
прибор Ганна на время, равное пролетному времени То
, переключается в состояние со сформированными доменами. Ток через прибор Ганна и сопротивление включенного последовательно с ним резистора нагрузки падают, благодаря чему образуется выходной импульс с полярностью, противоположной входному импульсу, и длительностью, равной пролетному времени То
. Такой усилитель может выполнять логическую операцию сравнения амплитуды импульса UH
с заданной величиной U
t
— U
0
.
Кроме того, он может быть использован как дискриминатор выходных импульсов по их ширине и амплитуде. П р и наличии дополнительного входа, показанного на рис. 1.91.1 пунктиром, схему усилителя можно использовать в качестве элемента ИЛИ, если прибор Ганна переключается одним импульсом, поданным на любой из входов.
На эффекте Ганна могут быть созданы схемы, которые переводятся в режим
Рисунок 1.19.1 Схема
самоподдерживающейся генерации импульсного усилителя на одиночным включающим импульсом. Эта
генерация может быть прекращена подачей эффекте Ганна в триггерном режиме.
импульса противоположной полярности. Такие схемы могут осуществлять
функции элемента памяти.
Функциональные приборы, построенные на эффекте Ганна, не имеют p-nпереходов и отдельных элементов. Они выполняют свою функцию только благодаря свойствам материала и форме образца. Так, если изготовить кристалл арсенида галлия специальной формы то движущиеся домены можно использовать для генерации импульсов практически любой формы.
Приборы, основанные на эффекте Ганна, в генераторных схемах работают на сверхвысоких частотах при больших выходных мощностях (более нескольких киловатт в импульсном режиме).
Простейшая конструкция прибора Ганна изображена на рис. 1.19.2, а . Прибор выполнен из пластины высокоомного арсенида галлия, на которую напыляются низкоомные омические контакты с последующим вплавлением. Такая конструкция не совсем технологична, так как есть определенные трудности в нанесении контактов и организации теплоотвода.
Создавая переменное сечение прибора Ганна, можно получить зависимость выходного тока прибора от формы образца (рис. 1.19.2, б ) и осуществить генерацию колебаний специальной формы (треугольной, трапецеидальной).
![]()
![]()
В образце пирамидальной формы электрическое поле уменьшается от катода к аноду. Поэтому при сравнительно малых напряжениях смещения домен распространяется только в ту часть прибора вблизи катода, в которойU см U a . С повышением напряжения смещения дрейфовый путь домена увеличивается, а частота колебаний соответственно уменьшается. При дальнейшем повышении напряжения домен достигает анодa, после чего частота колебаний практически перестает зависеть от напряжения смещения. Осциллограмма тока, генерируемого прибором Ганна, показана на рис.
1.19. 2 б .
На рис. 1.19.2 приведены функциональные генераторы Ганна с заданной формой колебаний. В верхней части рисунка показана форма образцов, в нижней – зависимости тока от времени. В соответствии с отмеченным свойством приборов Ганна форма колебаний тока в течение пролетного времени воспроизводит профиль поперечного сечения образца (выступ на pис. 1.19.2, а и впадина на рис. 1.91.2, б). Следует отметить, что при малых напряжениях смещения частота колебаний, генерируемых прибором, падает с ростом напряжения. Когда напряжение будет достаточно велико для того, чтобы домен распространился до средней части образца с наибольшей площадью поперечного сечения, частота колебаний скачком уменьшится примерно в два раза, поскольку, миновав среднее сечение, домен достигнет анода.
Следовательно, такой образец может быть использован в качестве переключателя частоты.
Одним из важных функциональных приборов на эффекте Ганна является аналого-цифровой преобразователь (рис. 1.19.3). Прибор имеет планарную конструкцию. Активный слой, имеющий форму «клина» с кодирующими прорезями, выращивают методом эпитаксии на полу изолирующей подложке.
Как и в приборах пирамидальной формы, путь, проходимый доменом, увеличивается с повышением напряжения смещения. При прохождении доменом кодирующей прорези ток
Аналого-цифровой преобразователь Ганна: уменьшается, а число всплесков, отнесенное
1 – анод; 2 – полуизолирующая подложка; 3
– катод. к анодному пробегу домена, соответственно возрастает с повышением напряжения
смещения. Приборы на эффекте Ганна могут быть использованы также в качестве основных элементов оптоэлектронных устройств: приемников, модуляторов, источников света и т. д.
1.20 КРИОЭЛЕКТРОННЫЕ И ХЕМОТРОННЫЕ ПРИБОРЫ
1.20.1 Криоэлектронные приборы
Работа криоэлектронных приборов основана на явлении сверхпроводимости, когда скачкообразно уменьшается сопротивление ряда металлов и сплавов при охлаждении их до температур, близких к абсолютному нулю. Сверхпроводимость наступает, если охладить образец до температуры меньше критической. При этом сопротивление образца будет в 1012 раз меньше, чем при температуре больше критической (практически равно нулю). Известно около 30 элементов (например, индий, таллий, тантал, свинец, висмут, титан и др.) и большое число сплавов и соединений, которые могут служить сверхпроводниками.
Свойства сверхпроводников зависят не только от температуры, но и от электрического и магнитного полей, механических напряжений и наиболее сильно изменяются при воздействии внешнего магнитного поля. При приложении к сверхпроводнику определенного внешнего магнитного поля сверхпроводимость нарушается. Причем чем ближе температура охлаждения к критической, тем требуются меньшие напряженности поля для разрушения сверхпроводимости.
Элементарным прибором, использующим свойства сверхпроводимости, является криотрон, который состоит из отрезка проволоки-вентиля, изготовленного из сверхпроводника с низким значением критического магнитного поля (материал – тантал). Вентиль обмотан проволокой (материал – ниобий) из сверхпроводника с высоким значением критического магнитного поля. Если через обмотку криотрона пропустить требуемый ток, то на поверхности проводника – вентиля появляется магнитное поле, обусловленное этим током, которое превысит значение критического магнитного поля. В результате вентиль переходит в состояние, характеризующееся наличием определенного сопротивления. При уменьшении тока, управляющего переключением вентиля, последний вновь становится сверхпроводящим. Причем значение управляющего тока зависит от значения тока, проходящего через вентиль. Таким образом, криотрон является аналогом обычного электромагнитного реле. Рассмотренная конструкция криотрона проста, дешева, потребляет небольшую мощность, но требует применения устройства охлаждения большого объема.
Если применить пленочную конструкцию криотрона, можно одновременно микроминиатюризировать его и повысить быстродействие. Такая конструкция криотрона изображена на рис. 1.20.1.
![]() На стеклянную подложку наносят вентильную пленку из олова, затем изоляцию из монооксида кремния и перпендикулярно (в плоскости подложки) к вентильной пленке – управляющую пленку из свинца.
На стеклянную подложку наносят вентильную пленку из олова, затем изоляцию из монооксида кремния и перпендикулярно (в плоскости подложки) к вентильной пленке – управляющую пленку из свинца.
Дальнейшего быстродействия криотрона можно достигнуть размещением между подложкой и вентильной пленкой свинцового экрана, который в сверхпроводящем
| состоянии уменьшает индуктивность криотрона. |
Рисунок 1.20.1. Пленочный криотрон: 1 — управляющая пленка, 2 – подложка, 3 – вентиль, 4 – изоляция |
На основе криотрона можно изготовить различные устройства
(дешифраторы, сумматоры, запоминающие устройства, счетчики импульсов и др.). Базовым элементом логических схем является ячейка на двух криотронах. Для построения запоминающих устройств логические элементы на криотронах объединяют в матрицы.
При соединении двух сверхпроводящих слоев слабым контактом (слоем) из сверхпроводящего или несверхпроводящего материала при определенных условиях можно получить эффект Джозефсона.
В области контакта образуется туннельный переход Джозефсона, в котором осуществляется прохождение электронных пар через тонкий изолирующий барьер. Если на такой переход подать постоянный ток смещения по знамению, меньше порогового тока, то падение напряжения на переходе оказывается равным нулю, что соответствует отсутствию сопротивления. Пороговый ток является функцией напряженности магнитного поля, приложенного к переходу. Меняя напряженность магнитного поля, можно изменить пороговый ток и при постоянном питающем токе, получить падение напряжения на переходе, что соответствует наличию сопротивления. Таким образом, переход Джозефсона может находиться в двух различных состояниях (0 и 1), как и логические схемы.
На основе элементарной ячейки, использующей эффект Джозефсона, можно создать логические устройства необходимой сложности (запоминающие устройства, сдвиговые регистры). Устройства, основанные на эффекте Джозефсона, отличаются высоким быстродействием (10-11 c), малой потребляемой
мощностью и небольшими размерами (десятки микрон). Существуют определенные трудности, связанные с подбором сверхпроводящих материалов для приборов, работающих в широком диапазоне температур, технологической воспроизводимостью характеристик приборов и созданием малогабаритных охлаждающих систем.
Использование явления сверхпроводимости перспективно не только для создания элементов ЭВМ, но и для устройств очень высокой чувствительности и точности.
Криоэлектроника (криогенная электроника) – направление электроники и микроэлектроники, охватывающее исследование взаимодействия электромагнитного поля с электронами в твердых телах при криогенных температурах и создание электронных приборов на их основе.
К криогенным температурам относят температуры, при которых наступает глубокое охлаждение, т. Е. температуры от 80 до 0 К.
В криоэлектронных приборах используются различные явления:
1) сверхпроводимость металлов и сплавов;
2) зависимость диэлектрической проницаемости некоторых диэлектриков от напряженности электрического поля;
3) появление у металлов при температуре ниже 80 К полупроводниковых свойств при аномально высокой подвижности, носителей заряда и др.
Принципы криоэлектроники используют для построения ряда приборов (криотроны, квантовые и параметрические усилители, резонаторы, фильтры, линии задержки и др.). Наиболее распространенным из этих приборов является криотрон, представляющий собой переключающий криогенный элемент, основанный на свойстве сверхпроводников скачком изменять свою проводимость под воздействием критического магнитного поля.
Действие криотрона аналогично работе ключа или реле. Криотрон может находится только в одном из двух состояний – либо в сверхпроводящем, либо с малой электропроводностью.
Время перехода криотрона из одного состояния в другое составляет несколько долей микросекунды, т. Е. эти приборы обладают высоким быстродействием. Криотроны весьма микроминиатюрные: на 1 см2 площади может быть размещено до нескольких тысяч криотронов. На основе криотронов можно создать криотронные БИС, выполняющие логические функции, функции запоминания с неразрушающим считыванием, управления и межэлементных соединений. Однако необходимость работы в условиях глубокого охлаждения и связанные с этим технологические трудности резко ограничивают применение криотронов. Усилители, принцип действия которых основан на использовании криоэлектронных явлений, главным образом служат для приема слабых сигналов СВЧ. Они обладают ничтожно малым уровнем шумов, широкой полосой пропускания (десятки гигагерц) и высоким усилением (до 10 000). Шумовые температуры криоэлектронных усилителей достигают единиц и долей градуса Кельвина.
Перечислим основные особенности различных типов криоэлектронных усилителей.
1.Квантовые усилители служат для усиления электромагнитных волн за счет вынужденного излучения возбужденных атомов, молекул или ионов. Эффект усиления квантовых усилителей связан с изменением энергии внутриатомных (связанных) электронов в отличие от ламповых усилителей, в которых используются потоки свободных электронов. Наиболее подходящим материалом для квантовых усилителей радиодиапазона оказались диамагнитные кристаллы с небольшой примесью парамагнитных ионов. Обычно применяют рубин, рутил, изумруд с примесью окиси хрома. Охлаждение квантовых усилителей производят жидким гелием в криостатах.
2.В параметрических усилителях роль активного элемента выполняет либо p-n-переход в полупроводнике с высокой подвижностью носителей заряда при температурах не ниже 90 К, либо переход металл — полуметалл (InSb). Этот полуметалл при температурах ниже 90 К приобретает свойства полупроводника, имеющего подвижность носителей заряда в 100—1000 раз выше, чем германий и кремний. В параметрическом усилителе периодически изменяется емкость колебательной системы. Мощность, потребляемая параметрическими усилителями, равна примерно 0,02—0,1 Вт.
3. Свѐрхпроводниковые усилители также основаны на принципе параметрического усиления, но в них периодически изменяется не емкость, а индуктивность колебательной системы. Индуктивным элементом такого усилителя служит тонкая пленка сверхпроводника при температуре ниже T k 0 . В сверхпроводящей пленке возникает так называемая сверхиндуктивность Lк , обусловленная взаимодействием возникающих в ней высокоэнергетических электронных пар. Индуктивность Lк при определенном выборе геометрии пленки может преобладать над обычной индуктивностью L проводника. Внешним электромагнитным полем можно периодически разрушать и восстанавливать такие электронные пары, изменяя их концентрацию пк , и тем самым периодически изменять индуктивность Lк :
![]() L
k
l
/n
k
L
k
l
/n
k
4. Принцип действия параэлектрических усилителей основан на использовании явления высокой поляризации некоторых диэлектриков (например, СrTiO 3 ) при низких температурах.

Рисунок 1.20.2
Тангенс угла диэлектрических потерь таких диэлектриков (параэлектриков) при температурах ниже 80 К сильно зависит от внешнего электрического поля. Активный элемент пароэлектрического усилителя представляет собой конденсатор, заполненный параэлектриком, помещенным в электромагнитное поле (накачка). Емкость конденсатора
периодически изменяется с частотой накачки, что позволяет
осуществить параметрическое усиление (рис. 1.20.2). На рис. 1.20.2, а приведена структура активного элемента параэлектрического усилителя, а на рис. 1.20.2,6— зависимость его емкости от напряжения при температуре 4,2 К. Пунктиром показана эта же зависимость при нормальной температуре (300 К).
5. Криоэлектронные резонаторы теоретически должны иметь бесконечно большую добротность из-за ОТСУТСТВИЯ потерь в поверхностном слое сверхпроводящих стенок. Однако практически потери существуют вследствие инерционности электронов. Наибольшая добротность достигается в дециметровом диапазоне волн. При длине волны 3 см добротность криоэлектронных резонаторов равна примерно 107 —109 . Сверхпроводящие резонаторы обычно работают при гелиевых температурах (Т=4,2 К).
![]() Криоэлектронный фильтр представляет собой цепочку последовательно соединенных сверхпроводящих резонаторов. Избирательность такого фильтра в полосе запирания повышена в 103
106
раз по сравнению с обычными фильтрами.
Криоэлектронный фильтр представляет собой цепочку последовательно соединенных сверхпроводящих резонаторов. Избирательность такого фильтра в полосе запирания повышена в 103
106
раз по сравнению с обычными фильтрами.
Криоэлектронные линии задержки представляют собой тонкий кабель из сверхпроводника, свернутый в спираль и помещенный в криостат. Время задержки определяется длиной кабеля и соответствует единицам или долям миллисекунды. Для получения времени задержки, измеряемого наносекундами или пикосекундами, используют сверхпроводящие меандры - извилистые линии из узких тонких сверхпроводящих пленок
на диэлектрической подложке. Изменяя внешним полем распределенную индуктивность такой линии, можно управлять временем задержки.
![]()
![]()
![]() Большие перспективы создает использование в микроэлектронике эффектов Джозефсона.
Открытие эффекта Джозефсона туннельных переходах двух слабо связанных сверхпроводников сделало возможным создание сверхпроводящих систем обработки информации с высокими значениями параметров. Быстродействие этих систем достигает 10 пс (101
с
), а мощность рассеяния 100 нВт (107
Вт
), т. е. показатель качества — произведение быстродействия на мощность — порядка 1018
Дж или в миллион раз выше,
чем в кремниевых микросхемах. Основная трудность разработки БИС, на основе эффекта Джозефсона связана с получением стабильных, воспроизводимых тонких (порядка 2 нм) изолирующих пленок, а также с работой в условиях глубокого охлаждения.
Большие перспективы создает использование в микроэлектронике эффектов Джозефсона.
Открытие эффекта Джозефсона туннельных переходах двух слабо связанных сверхпроводников сделало возможным создание сверхпроводящих систем обработки информации с высокими значениями параметров. Быстродействие этих систем достигает 10 пс (101
с
), а мощность рассеяния 100 нВт (107
Вт
), т. е. показатель качества — произведение быстродействия на мощность — порядка 1018
Дж или в миллион раз выше,
чем в кремниевых микросхемах. Основная трудность разработки БИС, на основе эффекта Джозефсона связана с получением стабильных, воспроизводимых тонких (порядка 2 нм) изолирующих пленок, а также с работой в условиях глубокого охлаждения.
1.20.2 Хемотронные приборы
Хемотроника возникла на стыке двух наук – электрохимии и электроники. Основой хемотроники являются приборы, использующие принцип электрохимического преобразования в твердых и жидких электролитах. Носителями заряда в этих приборах служат ионы, обладающие малой подвижностью (меньше подвижности носителей в полупроводниках в 106 –108 раз), что определяет их область применения.
К основным достоинствам хемотронных приборов можно отнести малую потребляемую мощность, высокую чувствительность по входу, малый уровень собственных шумов, достаточно высокую надежность, невысокую стоимость. Недостатками хемотронных приборов являются малый частотный диапазон (0 – 1 кГц) и большие габариты.
Наиболее перспективны твердофазные и жидкофазные приборы многократного действия. В первых используют образование твердой фазы на электродах или растворение материала электродов при прохождении электрического тока, во вторых, – изменяют концентрацию раствора электролита в приэлектродных областях.
Твердофазный прибор представляет собой герметичный стеклянный капилляр, заполненный двумя столбиками ртути, разделенными промежутком из электролита. В качестве электролита применяется водный раствор йодных солей в йодистом калии. От ртутных столбиков через торцы запаянного стеклянного капилляра сделаны выводы из никеля. При пропускании тока через такой прибор осуществляется перенос ртути с электрода на электрод, что приводит к перемещению электролитного промежутка, по которому регистрируется ток или время его прохождения.
Твердофазные хемотронные приборы используют для построения схем интеграторов тока с временем интегрирования до сотен и тысяч часов, погрешностью 1% и мгновенным неразрушающим считыванием результатов и датчиков неэлектрических величин (механических, акустических и др.), обладающих простой конструкцией, высокими надежностью и
чувствительностью. Схемы с такими приборами требуют введения температурной компенсации, что является их недостатком. Интеграторы применяют для счетчиков наработки и контроля различных устройств РЭА, счетчиков импульсов, реле времени, устройств определения заряженности аккумуляторов и др.
Жидкофазный прибор является диодом с двумя инертными платиновыми электродами, помещенными в герметичную ампулу, заполненную электролитом, образующим с материалом электродов обратимую окислительновосстановительную систему. Обратимые реакции протекают непрерывно и одновременно в двух противоположных направлениях. Электролитом служит водный раствор йодида калия с добавкой кристаллического йода.
При отсутствии внешнего напряжения на электродах устанавливается динамическое равновесие, когда скорости реакций восстановления (присоединение электронов атомами, молекулами, ионами) и окисления (отдача электронов атомами, молекулами, ионами) выравниваются и концентрация компонентов не изменяется.
При подаче напряжения на электроды (электролизе) динамическое равновесие нарушается. На аноде преобладает процесс окисления, когда отрицательно заряженные ионы отдают во внешнюю цепь электроны, а на катоде – процесс восстановления, при котором электроны поступают из внешней цепи. Таким образом, во внешней цепи проходит ток. Чтобы избежать побочных эффектов внешнее приложенное напряжение должно быть 0,5 В.
В электролите происходят медленные диффузионные процессы, направленные на выравнивание нарушенного равновесия и разностей концентраций, которые возникают у электродов из-за скопления ионов одного знака. Появляется собственная эдс, называемая концентрационной, так как процесс электролиза всегда сопровождается поляризацией. Эта эдс противоположна эдс, действующей извне. На переменном токе процессы диффузии ограничиваются поверхностью электрода, а поляризация уменьшается во много раз.
Жидкофазные хемотронные приборы обладают существенным недостатком, связанным с узким температурным диапазоном (0 – 50 °С), так как используются водные растворы электролита. Применение других растворов затруднительно. Более перспективны для использования не двухэлектродные жидкофазные хемотронные приборы, а четырех-, пяти- и шестиэлектродные, так как это позволяет улучшить параметры приборов и расширить их функциональные возможности.
Жидкофазные хемотронные приборы используют для интегрирования малых токов (нано- и микроамперного диапазона), хранения информации в течение нескольких часов с малой погрешностью, построения усилителей постоянного тока с малым дрейфом нуля и небольшим уровнем шумов из-за узкого частотного диапазона (от 1 до 100 Гц), схем сравнения и моделирования биопроцессов.
В автоматике применяют электрохимическое управляемое сопротивление с активной жидкой средой – мимистор, который представляет собой две металлические пластины с электролитом между ними. Одна пластина является резистивным электродом с двумя выводами, а другая – управляющим электродом. При изменении полярности управляющего сигнала на резистивный электрод осаждается металл или растворяется часть его слоя, что ведет к изменению сопротивления мимистора. Мимистор выполняет роль переменного сопротивления, ячейки памяти, реле времени.
Одним из новых направлений в области дальнейшего развития хемотронных приборов является создание оптохемотронных приборов, использующих явление электрохемилюминесценции – свечения, возникающего в области электродов при прохождении тока через растворы некоторых электролитов. Оптохемотронный прибор состоит из инертного корпуса с электролитом и двумя инертными электродами, вывода для излучения и имеет два канала управления – оптический и электрический. В состав электролита входит активатор (люминесцирующее органическое вещество), сопровождающий (фоновый) электролит и растворитель. Раствор электролита образует с материалами электродов обратимую окислительно-восстановительную систему.
Оптохемотронные приборы могут быть использованы в качестве новых излучателей и индикаторов, преобразователей неэлектрических величин в электрический сигнал, в биофизике – для моделирования процессов живого организма.
Учреждение образования
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра электронной техники и технологии
Костюкевич А. А
КОНСПЕКТ ЛЕКЦИЙ
по дисциплине
«ЭЛЕКТРОРАДИОЭЛЕМЕНТЫ, УЗЛЫ ФУНКЦИОНАЛЬНОЙ МИКРОЭЛЕКТРОНИКИ И ТЕХНОЛОГИЯ РЭС»
Часть 2 (7 семетр)
для студентов специальности
1-38 02 03 "Техническое обеспечение безопасности"
1.2. СИСТЕМНЫЙ ПОДХОД К ТЕХНОЛОГИИ И ИЕРАРХИЧЕСКИЕ... 250
1.3. СТРУКТУРА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА............................. 254
1.4. ВИДЫ И ТИПЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ......................... 256
1.5. ТЕХНОЛОГИЧЕСКОЕ ОСНАЩЕНИЕ........................................................ 257
1.6. ТИПЫ ПРОИЗВОДСТВА И ИХ ХАРАКТЕРИСТИКА............................. 258
1.7. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА.................. 260
2.1. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ............ 289
2.3. ПОДГОТОВКА ЭРЭ И ИМС К МОНТАЖУ................................................ 293
2.4. УСТАНОВКА КОМПОНЕНТОВ НА ПЛАТЫ............................................ 298
4. ТЕХНОЛОГИЯ ВНУТРИ - И МЕЖБЛОЧНОГО МОНТАЖА...................... 349
4.1. ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ МОНТАЖА.......................... 349
4.2. ТЕХНОЛОГИЯ ПРОВОДНОГО МОНТАЖА............................................. 350
4.3. ТЕХНОЛОГИЯ ЖГУТОВОГО МОНТАЖА............................................... 356
4.4. МОНТАЖ ПЛОСКИМИ ЛЕНТОЧНЫМИ КАБЕЛЯМИ........................ 359
5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ................................. 362
5.1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ,.............. 362
ПРЕДЪЯВЛЯЕМЫЕ К ПЛАТАМ И ПЕЧАТНОМУ МОНТАЖУ................ 362
5.2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАТ........................................... 365
5.3. КЛАССИФИКАЦИЯ ПЕЧАТНЫХ ПЛАТ................................................... 368
5.5. ФОРМИРОВАНИЕ ЗАЩИТНОГО РИСУНКА СХЕМЫ........................ 371
5.6. ТРАВЛЕНИЕ МЕДИ С ПРОБЕЛЬНЫХ МЕСТ.......................................... 382
5.7. ХИМИЧЕСКАЯ И ЭЛЕКТРОХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ..... 387
5.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА ПЛАТ...................................................... 392
5.9. ТЕХНОЛОГИЯ ОДНОСТОРОННИХ И ДВУСТОРОННИХ.................. 396
5.10. ТЕХНОЛОГИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ.................. 402
5.10. ТЕХНОЛОГИЯ ПРОВОДНЫХ ПЛАТ........................................................ 413
6. ТЕХНОЛОГИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ..................................... 420
6.1. МЕТОДЫ СОЗДАНИЯ МОНТАЖНЫХ СОЕДИНЕНИЙ....................... 420
6.2. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ПАЙКИ................. 425
6.4. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ИНДИВИДУАЛЬНОЙ ПАЙКИ.... 447
6.5. ФИЗИКО-ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ........................... 452
6.6. МОНТАЖНАЯ МИКРОСВАРКА.................................................................... 456
СОДЕРЖАНИЕ
1. ОСНОВНЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1.1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЭЛЕКТРОННОЙ АППАРАТУРЫ
Современная электронная аппаратура (ЭА) представляет собой сложный комплекс технических устройств, объединенных общим управлением и предназначенных для автоматического приема, преобразования, обработки и передачи информации в соответствии с заданным алгоритмом. С конструктивнотехнологической точки зрения ЭА — это совокупность механических деталей, активных и пассивных электрорадиоэлементов (ЭРЭ), интегральных микросхем (ИМС), объединенных в функционально законченные сборочные единицы. Базовые конструкции аппаратуры имеют несколько уровней модульности, предусматривающих объединение простых модулей в более сложные. По мере развития ЭА элементная база и состав модулей изменяются, изменяется и технология их изготовления. Это удобно проследить, рассматривая поколения выпускаемой ЭА (рис.1.1).
Первое поколение (20—50-е гг.) характеризовалось использованием электровакуумных приборов (ЭВП), электромеханических коммутационных элементов (КЭ) и объемных ЭРЭ. В качестве начального уровня использовался объемный модуль (ОМ), под которым подразумевалась часть схемы, выполняющая определенную функцию (формирование, усиление, преобразование сигнала) и имеющая законченное конструктивное оформление. Электрическое соединение ЭРЭ на всех уровнях осуществлялось вручную с применением проводного (объемного) монтажа. Аппаратура имела большие габариты и массу, низкую надежность, высокую трудоемкость сборки, низкую плотность монтажа (не более 2—5 соед/см3 ), потребляла большое количество электроэнергии (1—100 кВт).
Второе поколение (50—60-е гг.) характеризовалось широким применением дискретных ППП, микромодулей из объемных ЭРЭ, внедрением печатных плат (ПП) на этапе сборки функциональных ячеек. Межблочные соединения выполнялись жгутовым монтажом. Плотность монтажа увеличилась в 10 раз и составила 15—20 соед/см2 , в 10 раз увеличилась производительность процессов сборки за счет групповой пайки волной припоя, объем функциональных ячеек уменьшился в 20—25 раз, потребляемая мощность — в 10—20 раз.
Третье поколение (70-е гг.) характеризовалось использованием интегральных элементов и созданием типовых элементов сборки (ТЭС), которые отличались упорядоченным расположением элементов, что позволило использовать их механизированную установку на платы. ИМС стала модулем первого уровня, а плотность упаковки достигла 500 элем/см2 . Объем блоков уменьшился в 20 раз, потребление мощности — в 15 раз, а производительность труда увеличилась в 3—5 раз по сравнению со вторым поколением ЭА.
Для монтажа функциональных ячеек (ФЯ) стали применяться многослойные печатные платы (МПП), а внутриблочный монтаж проводили с помощью коммутационных печатных плат (КПП) и гибких печатных кабелей (ГПК). Межблочные соединения выполнялись методом накрутки с помощью эффективного полуавтоматического и автоматического оборудования. Это позволило достигнуть высокой идентичности и надежности аппаратуры, и снизить ее себестоимость, широко применять автоматизацию производства.
Четвертое поколение (80-е гг.) характеризовалось использованием микроблоков, которые содержали микросборки частного применения, бескорпусные ИМС, большие и сверхбольшие интегральные микросхемы (БИС и СБИС), акусто- и оптоэлектронные приборы, а также безвыводные поверхностномонтируемые ЭРЭ и ИМС.
Основной конструктивной единицей оставался ТЭС, но для его изготовления использовались методы поверхностного монтажа, внутриблочный монтаж полосковыми линиями (ПЛ) и ГПК. Плотность монтажа увеличилась, объем монтажа уменьшился в 20 раз, потребляемая мощность — в 50 раз, производительность труда увеличилась в 40—50 раз по сравнению со вторым поколением.
Пятое поколение (90-е гг.) характеризуется использованием многокристальных модулей (МКМ), сверхпроводниковых схем и элементов, вхождением в молекулярную электронику. Это требовало создания новых материалов, сверхчистых и безлюдных технологий. Повышение степени интеграции изменило состав и структуру конструктивных уровней компоновки ЭА: увеличилась сложность элементной базы, уменьшилось число уровней, снизилась сложность конструкции, устройств, т. е. микроэлектронные изделия заняли уровни более высокой функциональной сложности.
Анализ развития ЭА позволяет не только установить особенности современной аппаратуры, но и наметить перспективные пути развития технологии ее производства. К конструктивно-технологическим особенностям ЭА относятся:
![]()
![]() постепенное усложнение и переход от аппаратов к сложным комплексам и системам; прогрессирующая микроминиатюризация изделий;
постепенное усложнение и переход от аппаратов к сложным комплексам и системам; прогрессирующая микроминиатюризация изделий;
модульная компоновка из функционально законченных схем и блоков; изготовление отдельных модулей и последующая их сборка в более
сложные единицы; ![]() автоматизация проектирования, изготовления и управления производством.
автоматизация проектирования, изготовления и управления производством.
Таким образом, микроминиатюризация и повышение степени интеграции определяют комплексный подход к разработке ЭА, включающий во взаимосвязи решение системо-, схемотехнических и конструкторско-технологических вопросов.

Рис.1.1. Структурные схемы поколений ЭА
1.2. СИСТЕМНЫЙ ПОДХОД К ТЕХНОЛОГИИ И ИЕРАРХИЧЕСКИЕ
УРОВНИ ПРОИЗВОДСТВА
Производственный процесс изготовления ЭА состоит из большого количества технологических операций, реализуемых на различном оборудовании. Отдельные станки объединяются в линии изготовления деталей, ЭРЭ, сборки. Работа станков, линий и процесс в целом характеризуется частичной или полной синхронизацией и взаимозависимостью выполнения режимов. Поэтому производственный процесс можно отнести к сложным системам, а для его анализа необходимо использовать системный подход. Процессы, используемые в производстве ЭА, классифицируют на 5 групп.
1. Производство элементной базы , в том числе ЭРЭ, функциональных элементов (ФЭ), микросборок (МСБ) и ИМС, для которого характерны: высокий уровень технологичности и автоматизации, массовый тип производства, тщательность разработки конструкции, высокая надежность и низкая стоимость. Дальнейшее развитие элементной базы будет идти по пути разработки новых материалов, ужесточения требований к их параметрам, уменьшения дефектов подложек, повышения точности и автоматизации контроля параметров, использования ЭВМ на стадии проектирования и управления всеми процессами.
2. Изготовление элементов несущих конструкций методами, которые заимствованы из других отраслей и приспособлены для производства ЭА (штамповка, литье, прессование, точение, фрезерование, электрофизические методы обработки и др.). Совершенствование осуществляется по пути унификации как конструкторских, так и технологических решений, широкого использования безотходных и программно-управляемых технологий и гибких модулей программно-управляемого оборудования.
3. Изготовление функциональных элементов — ЗУ, линий задержки и фильтров на поверхностно-акустических волнах (ПАВ), которое характеризуется широким применением интегральной технологии, высокой идентичностью параметров, высокими требованиями к оборудованию и его производительности. Перспективными направлениями развития ФЭ и их технологии являются: использование новых материалов и явлений, повышение точности изготовления, снижение массогабаритных показателей.
4. Сборка, монтаж и герметизация ЭА , трудоемкость которых составляет до 50—80 % общих затрат производства. Эти процессы имеют низкий уровень автоматизации и механизации, широкую номенклатуру технологического оснащения, большую долю ручного труда. Для снижения длительности производственного цикла осуществляется параллельная сборка модулей различных уровней, комплексная автоматизация. Основными направлениями их совершенствования являются: повышение плотности компоновки навесных элементов на ПП, плотности печатного монтажа за счет применения МПП на керамических и полиимидных основаниях; широкое использование бескорпусных ЭРЭ, перспективной технологии поверхностного монтажа, применение автоматизированного оборудования; разработка новых методов сборки и монтажа модулей второго и последующих уровней; оптимизация количества операций промежуточного контроля по экономическим критериям; разработка мер по технологическому обеспечению надежности электрических соединений.
5. Контроль, регулировка и испытания ЭА , характеризуемые применением высококвалифицированной рабочей силы, специальной измерительной аппаратуры. От качества выполнения этих процессов во многом зависит надежность выпускаемой аппаратуры. Перспективным является широкое использование контролирующей и диагностирующей аппаратуры с применением микропроцессорных комплектов, повышение гибкости их работы и снижение трудозатрат.
Качество и надежность ЭА, а также экономическая эффективность ее производства обеспечиваются с учетом особенностей всех групп процессов. С позиций системного подхода производство ЭА — это сложная динамическая система, в которой в единый комплекс объединены оборудование, средства контроля и управления, вспомогательные и транспортные устройства, обрабатывающий инструмент или среды, находящиеся в постоянном движении и изменении, объекты производства (заготовки, полуфабрикаты, сборочные единицы, готовые изделия) и, наконец, люди, осуществляющие процесс и управляющие им. Указанную сложную динамическую систему называют технологической системой (ТС).
Как любую сложную систему, ТС характеризуют следующие признаки:
![]() возможность разбиения на множество подсистем, объединенных
возможность разбиения на множество подсистем, объединенных
![]() общей целью функционирования; взаимодействие системы и внешней среды; функционирование в условиях воздействия случайных факторов; сложные информационные связи между элементами и подсистемами; наличие иерархической структуры.
общей целью функционирования; взаимодействие системы и внешней среды; функционирование в условиях воздействия случайных факторов; сложные информационные связи между элементами и подсистемами; наличие иерархической структуры.
Иерархическая структура ТС означает возможность разбиения системы на подсистемы нижних уровней. С другой стороны, ТС как сложная система входит составной частью в систему отрасли. В настоящее время технологические проблемы решаются на четырех уровнях (рис. 1.2):
1) в масштабах республики (Государственный комитет по науке и технологиям — ГКНТ);
2) в масштабах отрасли (Министерство промышленности); 3) в масштабах предприятия (ПО или НПО);
4) в подсистемах предприятия (цех, участок).
На первом уровне основными задачами являются:
![]() разработка и реализация государственной политики в сфере науки и
разработка и реализация государственной политики в сфере науки и
технологий;
![]() координация деятельности министерств и других органов управления в
координация деятельности министерств и других органов управления в
![]() сфере научно-технической деятельности; проведение единой государственной политики в сфере международного
сфере научно-технической деятельности; проведение единой государственной политики в сфере международного
научно-технического сотрудничества; ![]() организационно-методическое регулирование развития науки и
организационно-методическое регулирование развития науки и
техники; ![]() повышение эффективности использования научно-технического
повышение эффективности использования научно-технического
потенциала республики; ![]() контроль за исполнением законодательства в области науки и
контроль за исполнением законодательства в области науки и
технологий, а также за использованием
бюджетных средств, выделяемых на развитие науки.
![]()
Республиканским аналитико-информационным центром, обеспечивающим организацию научно-технической деятельности и создание информационного фонда новых технологий, является БелИСА.
На втором уровне решаются следующие задачи:
![]() разработка перспективных направлений научно-технического
разработка перспективных направлений научно-технического
прогресса; ![]() определение номенклатуры и программ выпуска изделий в форме
определение номенклатуры и программ выпуска изделий в форме
![]() госзаказа; определение поставщиков комплектующих деталей и материалов; разработка типовых технологических процессов в виде отраслевых
госзаказа; определение поставщиков комплектующих деталей и материалов; разработка типовых технологических процессов в виде отраслевых
стандартов (ОСТ); ![]() разработка унифицированного технологического оборудования и
разработка унифицированного технологического оборудования и
оснастки; ![]() подготовка инженерно-технических кадров для отрасли в системе
подготовка инженерно-технических кадров для отрасли в системе
вузов, колледжей и техникумов; ![]() информационно-издательская деятельность (журналы, сборники,
информационно-издательская деятельность (журналы, сборники,
реклама).
На третьем уровне (на уровне предприятия) осуществляется:
![]() маркетинг;
маркетинг;
оперативное планирование и управление текущим производством; техническая подготовка производства новых изделий; приобретение и освоение нового технологического оборудования; материально-техническое снабжение и сбыт продукции;
разработка и изготовление специализированного оснащения;
разработка единичных и групповых ТП в виде стандартов
предприятия (СТП);
![]() подготовка квалифицированных кадров в системе профтехобразования.
подготовка квалифицированных кадров в системе профтехобразования.
На четвертом уровне решаются задачи, специализированные по видам работ: изготовление деталей, сборка, монтаж, контроль, настройка, испытания и др.
1.3. СТРУКТУРА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Производственный процесс — это совокупность действий, в результате которых сырье, материалы и полуфабрикаты, поступающие на предприятие, превращаются в готовое изделие. Он делится на основной и вспомогательный. Основной производственный процесс — это изготовление продукции, определяемой госзаказом и договорами с другими предприятиями, вспомогательный — ремонт оборудования, транспортирование объектов производства, изготовление оснастки, инструментов, электроснабжение.
Технологический процесс (ГОСТ 3.1109—82) — часть производственного процесса, представляющая собой комплекс действий исполнителей и оборудования, направленных непосредственно на преобразование материалов и комплектующих изделий в готовое изделие. ТП состоит из операций, установов, позиций, переходов (рис. 1.3).
Операция — законченная часть ТП, выполняемая на одном рабочем месте одним или несколькими рабочими при неизменном технологическом оборудовании. С изменением вида оборудования вводится новая операция. Технологическая операция является основной единицей производственного планирования и учета. На основе операций оценивается трудоемкость изготовления изделий и устанавливаются нормы времени и расценки, определяется требуемое количество рабочих, оборудования, приспособлений и инструмента, себестоимость, ведется календарное планирование производства и осуществляется контроль качества и сроков выполнения работ.
В условиях автоматизированного производства под операцией следует понимать законченную часть ТП, выполняемую непрерывно на автоматической линии, которая состоит из нескольких единиц технологического оборудования, связанных автоматически действующими транспортно-загрузочными устройствами. При гибком автоматизированном производстве непрерывность выполнения операции может нарушаться, например, направлением собранного полуфабриката, электронного узла на промежуточный склад-накопитель в периоды между отдельными позициями, выполняемыми на разных технологических модулях.
Рис. 1.3. Структура производственного процесса
Кроме технологических в состав ТП включают ряд необходимых для его осуществления вспомогательных операций (транспортных, контрольных, маркировочных и т. п.).
Установ — часть операции, выполняемая при одном закреплении изделия.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Переход — законченная часть операции, которая характеризуется постоянством инструмента, оснастки, режимов обработки, поверхности детали. Переход делится на рабочий ход и вспомогательный. Рабочий ход обеспечивает изменение характеристик обрабатываемой детали, вспомогательный — возврат рабочего органа в исходное положение.
Различают технологический и производственный циклы изготовления изделий.
Технологический цикл — это минимальное суммарное время, необходимое для прохождения одной партии изделий по маршруту изготовления от первой операции до последней. Он складывается из длительности операций с учетом времени на загрузку-выгрузку.
Производственный цикл — это фактическое время изготовления изделий в условиях реального производства. Он складывается из технологического цикла и длительности вспомогательных операций: транспортирования партий, контроля качества, времени пролеживания между операциями.
Оптимально, если производственный цикл равен двум технологическим.
1.4. ВИДЫ И ТИПЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Согласно ГОСТ 14.002—83 Единой системы технологической подготовки производства (ЕСТПП), все ТП по степени универсальности и применяемости подразделяются на единичные и унифицированные .
Единичный ТП — это ТП, который разработан для изготовления изделия одного наименования независимо от программы выпуска. Унифицированный ТП разрабатывается для группы изделий, имеющих определенные признаки общности. К унифицированным относятся групповые и типовые ТП. Типовые ТП разрабатываются для группы изделий, объединенных на основе признаков конструктивно-технологической общности, и характеризуются единством содержания и последовательности большинства технологических операций и переходов для объектов всей группы. Групповой ТП разрабатывается для группы изделий, которые могут не иметь геометрического подобия, но имеют признаки технологической общности, заключающейся в общности технологической наладки на ту или иную операцию для последующей совместной обработки. Типовые и групповые процессы приведены в отраслевых и государственных стандартах.
При разработке унифицированных ТП все детали и сборочные единицы предварительно классифицируют по признакам конструктивной и технологической общности, используя конструкторские и технологические классификаторы и ЭВМ. Для каждого из систематизированных классов деталей и сборочных единиц разрабатывается единый унифицированный ТП, по которому может быть изготовлено любое изделие этого класса. Следовательно, унификация ТП совместно с унификацией изделий позволяет привести в систему существующие ТП, значительно сократить сроки и затраты на технологическую подготовку производства, поставить на научную основу разработку новых ТП, автоматизировать проектирование ТП, внедрить передовые и экономичные методы труда и технологическое оснащение. Типовые ТП эффективны в условиях крупносерийного и массового, групповые — в условиях мелкосерийного и серийного производства.
По основному назначению ТП разделяются на рабочие и перспективные . Рабочий ТП выполняется по рабочей технологической и конструкторской документации, перспективный ТП соответствует современным достижениям науки и техники, но методы и средства его осуществления на данном предприятии предстоит освоить.
В зависимости от типа производства разработанный ТП может быть представлен с различной степенью детализации: маршрутный , маршрутнооперационный , операционный . Маршрутный ТП — процесс, выполняемый по документации, в которой содержание операций излагается без указания переходов и детализации режимов обработки. В маршрутно-операционном ТП содержание отдельных (наиболее сложных и важных) операций конкретизируется с указанием содержания переходов и режимов обработки. В операционном ТП содержание всех операций конкретизируется с указанием содержания переходов и режимов обработки.
1.5. ТЕХНОЛОГИЧЕСКОЕ ОСНАЩЕНИЕ
ТП реализуется с помощью универсального и специального технологического оснащения (СТО), к которому в соответствии с ГОСТ 14.301—85 относятся оборудование, оснастка и средства механизации и автоматизации .
Технологическим оборудованием называют орудия производства, в которых для выполнения определенной части ТП размещаются материалы или заготовки, средства воздействия на них, технологическая оснастка и, при необходимости, источники энергии.
Технологическая оснастка представляет собой орудия производства, добавляемые к технологическому оборудованию для выполнения определенной части ТП, например штампы, пресс-формы, сборочные головки и др.
Средства механизации — это орудия производства, в которых ручной труд человека частично или полностью заменен машинным с сохранением участия человека в управлении.
Средства автоматизации — это орудия производства, в которых функция управления передана машинам и приборам.
1.6. ТИПЫ ПРОИЗВОДСТВА И ИХ ХАРАКТЕРИСТИКА
Под типом производства понимается классификационная категория, определяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделия. В зависимости от номенклатуры, регулярности и объема выпуска (ГОСТ 14.004—84) производство подразделяется на три типа: единичное, серийное и массовое. Одной из основных характеристик типа производства является коэффициент закрепления операций, который равен отношению количества выполняемых операций О к числу рабочих мест Р :
![]() K
з.о
O/P
(1.1)
K
з.о
O/P
(1.1)
Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий и малым объемом их выпуска. Для серийного производства характерна ограниченная номенклатура изделий, изготавливаемых периодически повторяющимися партиями при сравнительно большом объеме выпуска. В зависимости от количества изделий в партии и значения К з.о серийное производство может быть мелкосерийным и крупносерийным . Наиболее характерные признаки типов производства приведены в табл. 1.1.
Для производства ЭА характерно изменение серийности производства: изготовление элементов и функциональных электронных модулей следует рассматривать как крупносерийное или массовое производство, а окончательную сборку и настройку всего изделия — как мелкосерийное, что необходимо учитывать при проектировании ТП и организации производства. Чем больше серия выпускаемых изделий и меньше их номенклатура, тем большее число операций включает разрабатываемый ТП.
Таблица 1.1. - Характеристика типов производства
Показатель ТП Тип производства
мелкосерийн среднесери крупносерий массовое
ое йное ное
| Объем партии N , тыс.шт. |
1—10 |
10—100 100—1000 |
>1000 |
| К з.о |
20< К з.о <40 |
10< К з.о 1< К з.о <10 <20 |
|
| Номенклатура изделий |
Очень широкая |
Широкая Ограниченн ая |
Узкая |
| Регулярность выпуска |
Нет |
Периодические партии |
Непрерывн ый выпуск |
| Технологическо е оснащение |
Универсал ьное |
Специализированное |
Специальн ое |
| Квалификация рабочих |
Высокая |
Средняя |
Низкая |
| Специализация рабочих мест |
Отсутствуе т |
На выполнение нескольких операций |
На каждой операции |
| Степень детализации процесса |
Маршрутн Маршрутно- Операцион ый операционны ный й |
Операцион ный |
|
Массовое производство отличается узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени. При этом используется специальное высокопроизводительное оборудование, которое располагается по ходу технологического процесса и во многих случаях связывается транспортными устройствами и конвейерами с постами промежуточного автоматизированного контроля, а также промежуточными складами — накопителями деталей и сборочных единиц, снабженными роботами-манипуляторами, широко применяются автоматические линии и автоматизированные производственные системы, управляемые ЭВМ.
Требуемая точность достигается методами автоматического получения размеров на настроенном оборудовании при обеспечении взаимозаменяемости обрабатываемых заготовок и сборок. Только в отдельных случаях применяется селективная сборка, обеспечивающая групповую взаимозаменяемость.
Средняя квалификация рабочих в современном массовом производстве ниже, чем в единичном, так как на автоматизированном оборудовании могут работать рабочие-операторы сравнительно низкой квалификации.
1.7. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Научно-технический прогресс в современных условиях характеризуется частой сменой объектов производства, которые являются сложными комплексами, насчитывающими десятки тысяч элементов и деталей. Освоение новых образцов изделий, повышение их технических характеристик, обеспечение высокого качества на уровне лучших мировых образцов и экономической эффективности, уменьшение сроков освоения новых изделий непосредственно связаны с технологической подготовкой производства .
Технологическая подготовка производства (ТПП) — это совокупность организационно–технических мероприятий и инженерно-технических работ, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объемах выпуска и затратах. Для постановки на производство новых изделий на каждую тысячу деталей требуется свыше 15 тыс. единиц различной технической документации и до 5 тыс. различных видов оснастки и инструмента. Выполняют эту работу проектно-конструкторские и технологические службы предприятия, цехи машиностроительного производства и аналогичные службы предприятийсмежников.
ТПП решает следующие основные задачи (рис. 1.4): обеспечение технологичности конструкции изделий; разработка технологического процесса (маршрутно-операционного, операционного); проектирование СТО; управление процессом ТПП.
Значительный вклад в решение проблемы сокращения сроков подготовки производства внесла Единая система технологической подготовки производства (ЕСТПП), которая обобщила и регламентировала (в стандартах) с научных и методических позиций передовые инженерные решения в области ТПП.
ЕСТПП — установленная государственными стандартами система организации и управления процессом ТПП, предусматривающая широкое применение прогрессивных унифицированных ТП, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ. Система предусматривает решение следующих основных задач:
обеспечение технологичности конструкции изделия; разработка технологических процессов;
![]() конструирование средств технологического оснащения; отладка и внедрение ТП и средств технологического оснащения; организация линий, участков и цехов основного производства;
конструирование средств технологического оснащения; отладка и внедрение ТП и средств технологического оснащения; организация линий, участков и цехов основного производства;
организация ТПП на базе типовой схемы и типовых положений, а также ее
![]() совершенствование; управление процессом ТПП во взаимосвязи с другими функциональными
совершенствование; управление процессом ТПП во взаимосвязи с другими функциональными
подсистемами автоматизированной системы управления производством (АСУП).
Повышение качества принимаемых технологических решений может быть достигнуто лишь за счет технико-экономического обоснования путем рассмотрения большого числа вариантов и выбора наилучшего. Это возможно в рамках автоматизации ТПП новых изделий.
Автоматизированная система ТПП (АСТПП) — это человеко-машинная система ТПП, в основу которой положен комплекс экономико-математических методов и моделей, организационных форм, электронно-вычислительной и организационной техники с соответствующим оборудованием и программноматематическим обеспечением.

Рис. 1.4. Структурная схема ТПП
1.8. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ БЛОКОВ ЭЛЕКТРОННОЙ АППАРАТУРЫ
Технологичность — это совокупность свойств конструкции, которые проявляются в оптимальных затратах труда, средств, материалов и времени при изготовлении, эксплуатации и ремонте изделия. Различают производственную, эксплуатационную, ремонтную технологичность при техническом обслуживании, технологичность конструкции детали и сборочной единицы, а также технологичность конструкции по процессу изготовления, форме поверхности, размерам и материалам. К качественным характеристикам технологичности конструкции относят взаимозаменяемость, регулируемость, контролепригодность и инструментальную доступность конструкции.
Стандарты ЕСТПП предусматривают обязательную отработку конструкций на технологичность на всех стадиях их создания, что направлено на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт изделия при обеспечении необходимого качества изделия.
На рис. 1.5 представлена классификация системы количественных показателей технологичности блоков электронной аппаратуры.

Рис. 1.5. Классификация количественных показателей технологичности блоков электронной аппаратуры
1.8.1. ОСНОВНЫЕ ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ
Основные показатели технологичности определяются стандартами ЕСТПП.
1. Трудоемкость изготовления изделия
Т
и ![]() (нормо-ч), (1.2)
(нормо-ч), (1.2)
где n — количество операций; Тi — трудоемкость i -й операции.
2. Себестоимость технологическая
![]() С
т
С
м
С
з
С
ин
С
о
(р.), (1.3)
С
т
С
м
С
з
С
ин
С
о
(р.), (1.3)
где С м — стоимость затрат на сырье и материалы; С з — зарплата производственных рабочих; С ин — стоимость инструмента и оснастки; С о — расходы на амортизацию и эксплуатацию оборудования.
3. Уровень технологичности конструкции по трудоемкости
![]() K
у.тТ
и /Т
б.и, (1.4)
K
у.тТ
и /Т
б.и, (1.4)
где Т б.и — трудоемкость базового варианта изделия.
4. Уровень технологичности по себестоимости
![]() К
у.сС
т /С
б.и , (1.5)
К
у.сС
т /С
б.и , (1.5)
где С б.и — себестоимость базового варианта изделия. Дополнительные технические показатели технологичности:
коэффициент унификации
![]() K
у
(E Д
у
)/(Е
K
у
(E Д
у
)/(Е
![]() Д
) , (1.6)
Д
) , (1.6)
где Е у , Д у — число унифицированных сборочных единиц и деталей
соответственно; Е , Д — общее число сборочных единиц и деталей соответственно; коэффициент применимости типовых ТП
K
ТП ![]() ТП /Т
и , (1.7)
ТП /Т
и , (1.7)
где Т ТП — трудоемкость операций, которые выполняются по типовым ТП; коэффициент автоматизации и механизации
K
м.а ![]() м.а /T
и , (1.8)
м.а /T
и , (1.8)
где Т м.а — трудоемкость операций, выполненных на автоматическом и
полуавтоматическом оборудовании.
1.8.2. БАЗОВЫЕ ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ
![]() Базовые показатели технологичности блоков РЭА установлены стандартом ОСТПП ОСТ 4ГО.091.219—81 "Методы количественной оценки технологичности конструкций изделий РЭА, который определяет состав основных частных показателей технологичности, содержит методику расчета базовых показателей и нормативы для оценки технологичности различных классов блоков РЭА. Показатели технологичности разделяются на конструкторские
и технологиче
ские
Базовые показатели технологичности блоков РЭА установлены стандартом ОСТПП ОСТ 4ГО.091.219—81 "Методы количественной оценки технологичности конструкций изделий РЭА, который определяет состав основных частных показателей технологичности, содержит методику расчета базовых показателей и нормативы для оценки технологичности различных классов блоков РЭА. Показатели технологичности разделяются на конструкторские
и технологиче
ские
(табл. 1.2).
Стандарт предусматривает проведение количественного анализа конструкции изделий на технологичность в два этапа:
1) анализ разработанных ранее базовых конструкций (изделий-аналогов) с целью установления базовых показателей и уровня технологичности для сопоставления и оценки уровня технологичности вновь разрабатываемых изделий;
2) анализ вновь разрабатываемых конструкций по стадиям проектирования с установлением их уровня технологичности.
Таблица 1.2. – Базовые показатели технологичности
| Показатели технологичности (коэффициенты) |
Обозначение |
| Конструкторские Применяемости деталей |
К п.д |
| Применяемости электрорадиоэлементов |
К п.ЭРЭ |
| Применяемости сборочных единиц |
К п.е |
| Повторяемости деталей и сборочных единиц |
К пов.д.е |
| Повторяемости ЭРЭ |
К пов.ЭРЭ |
| Повторяемости микросхем и микросборок |
К пов.мс |
| Повторяемости печатных плат |
К пов.ПП |
| Повторяемости материалов |
К пов.м |
| Использования микросхем и микросборок |
К исп.мс |
| Установочных размеров (шагов) ЭРЭ |
К у.р |
| Сложности печатных плат |
К с.ПП |
| Освоенности деталей |
К осв |
| Сложности сборки |
К с.сб |
| Сборности |
К сб |
| Точности обработки |
К тч |
| Технологические Автоматизации и механизации подготовки ЭРЭ к монтажу |
К м.п. ЭРЭ |
| Автоматизации и механизации монтажа изделия |
К а.м |
| Автоматизации и механизации операций контроля и настройки |
К м.к.н |
| Применения типовых ТП |
К ТП |
| Прогрессивности формообразования деталей |
К ф |
| Сложности обработки |
К с.обр |
| Использования материалов |
К и.м |
![]() Согласно ОСТ 4ГО.091.219—81, все блоки по технологичности делятся на четыре основные группы: электронные, радиотехнические, электромеханические, коммутационные.
Для каждого типа блоков из общего состава определяется семь показателей технологичности, оказывающих наибольшее влияние, каждый из которых имеет свою весовую характеристику i
, определяемую в зависимости от порядкового номера частного показателя (табл. 1.3) и рассчитываемую по формуле
Согласно ОСТ 4ГО.091.219—81, все блоки по технологичности делятся на четыре основные группы: электронные, радиотехнические, электромеханические, коммутационные.
Для каждого типа блоков из общего состава определяется семь показателей технологичности, оказывающих наибольшее влияние, каждый из которых имеет свою весовую характеристику i
, определяемую в зависимости от порядкового номера частного показателя (табл. 1.3) и рассчитываемую по формуле
![]() i
/ 2i
1
,
i
/ 2i
1
,
i (1.9)
где i — порядковый номер ранжированной последовательности частных показателей.
Табл. 1.3. Весовые характеристики
| i |
|
i |
|
| 1 |
1,0 |
5 |
0,3 |
| 2 |
1,0 |
6 |
0,2 |
| 3 |
0,8 |
7 |
0,1 |
| 4 |
0,5 |
![]() Комплексный показатель технологичности находится в пределах 0 < К
1 и определяется так:
Комплексный показатель технологичности находится в пределах 0 < К
1 и определяется так:
![]() K
K
(1.10)
К электронным устройствам и блокам относятся логические и аналоговые блоки оперативной памяти, блоки автоматизированных систем управления и электронно-вычислительной техники, где число ИМС больше или равно числу ЭРЭ. Состав показателей технологичности для них в ранжированной последовательности приведен в табл. 1.4.
Коэффициент применения микросхем и микросборок
![]()
![]() K
мсH
э.мс /(H
э.мсH
ИЭТ) , (1.11)
K
мсH
э.мс /(H
э.мсH
ИЭТ) , (1.11)
где Н э.мс — общее число дискретных элементов, замененных микросхемами и
микросборками; Н ИЭТ — общее число ИЭТ, не вошедших в микросхемы. К ИЭТ относят резисторы, конденсаторы, диоды, транзисторы, разъемы, реле и другие элементы.
Коэффициент автоматизации и механизации монтажа
![]() K
а.мH
а.м / H
м , (1.12)
K
а.мH
а.м / H
м , (1.12)
где Н а.м — количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на ПП механизация относится к установке ИЭТ и последующей пайке волной припоя; Н м — общее количество монтажных соединений, для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов.
Таблица 1.4 - Показатели технологичности электронных устройств
| i |
Коэффициенты |
Обозначе ние |
|
| 1 |
Применения микросхем и микросборок |
К мс |
1,0 |
| 2 |
Автоматизации и механизации монтажа |
К а.м |
1,0 |
| 3 |
Автоматизации и механизации подготовки ИЭТ к монтажу |
К м.п. ИЭТ |
0,8 |
| 4 |
Автоматизации и механизации регулировки и контроля |
К а.р.к |
0,5 |
| 5 |
Повторяемости ИЭТ |
К пов. ИЭТ |
0,3 |
| 6 |
Применения типовых ТП |
К ТП |
0,2 |
| 7 |
Прогрессивности формообразования деталей |
К ф |
0,1 |
Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу
![]() K
м.п. ИЭТH
м.п. ИЭТ / H
п. ИЭТ, (1.13)
K
м.п. ИЭТH
м.п. ИЭТ / H
п. ИЭТ, (1.13)
где Н м.п. ИЭТ — количество ИЭТ, шт., подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов; в их число включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т.д.); Н п. ИЭТ — общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями КД.
Коэффициент автоматизации и механизации регулировки и контроля
![]() K
а.р.кH
а.р.к / H
р.к , (1.14)
K
а.р.кH
а.р.к / H
р.к , (1.14)
где Н а.р.к — число операций контроля и настройки, выполняемых на полуавтоматических и автоматических стендах; Н р.к — общее количество операций регулировки и контроля. Две операции — визуальный контроль и электрический — являются обязательными. Если в конструкции имеются регулировочные элементы (катушки индуктивности с подстроечными сердечниками), то количество операций регулировки увеличивается пропорционально числу этих элементов. Коэффициент повторяемости ИЭТ
K
пов. ИЭТ ![]() т.ор. ИЭТ / H
т. ИЭТ) , (1.15)
т.ор. ИЭТ / H
т. ИЭТ) , (1.15)
где Н т.ор. ИЭТ — количество типоразмеров оригинальных ИЭТ в РЭС. К оригинальным относятся ИЭТ, разработанные и изготовленные впервые по ТУ; типоразмер определяется компоновочным размером и стандартом на элемент; Н т.
ИЭТ — общее количество типоразмеров. Коэффициент применения типовых ТП
![]()
![]()
![]() K
ТП
(Д
ТП
Е
ТП
)/(ДЕ
) , (1.16)
K
ТП
(Д
ТП
Е
ТП
)/(ДЕ
) , (1.16)
где Д ТП , Е ТП — число деталей и сборочных единиц, изготавливаемых с
применением типовых и групповых ТП; Д , Е — общее число деталей и сборочных единиц, кроме крепежа.
Коэффициент прогрессивности формообразования деталей
K
ф
![]() Д
пр
/ Д
, (1.17)
Д
пр
/ Д
, (1.17)
где Д пр — число деталей, изготовленных по прогрессивным ТП (штамповка, прессование из пластмасс, литье, порошковая металлургия и т. д.); Д — общее число деталей (без учета нормализованного крепежа).
К радиотехническим устройствам относятся приемно-усилительные приборы и блоки, источники питания, генераторы сигналов, телевизионные блоки и т. д. Состав показателей технологичности приведен в табл. 1.5.
Коэффициент освоенности деталей и сборочных единиц (ДСЕ)
K
осв
![]() Д
т.з
/ Д
т
, (1.18)
Д
т.з
/ Д
т
, (1.18)
где Д т.з — количество типоразмеров заимствованных ДСЕ, ранее освоенных
на предприятии; Д т — общее количество типоразмеров ДСЕ.
Таблица 1.5. Показатели технологичности радиотехнических устройств
| i |
Коэффициенты |
Обозначение |
|
| 1 |
Автоматизации и механизации монтажа |
К а.м |
1,0 |
| 2 |
Автоматизации и механизации подготовки ИЭТ к монтажу |
К м.п. ИЭТ |
1,0 |
| 3 |
Освоенности ДСЕ |
К осв |
0,8 |
| 4 |
Применения микросхем и микросборок |
К мс |
0,5 |
| 5 |
Повторяемости ПП |
К пов. ПП |
0,3 |
| 6 |
Применения типовых ТП |
К ТП |
0,2 |
| 7 |
Автоматизации и механизации регулировки и контроля |
К а.р.к |
0,1 |
Коэффициент повторяемости печатных плат
K
пов. ПП ![]() т ПП/ Д
ПП), (1.19)
т ПП/ Д
ПП), (1.19)
где Д т. ПП — число типоразмеров печатных плат в изделии; Д ПП — общее
число ПП.
К электромеханическим устройствам относятся механизмы привода, отсчетные устройства, кодовые преобразователи и т. д. Состав показателей технологичности приведен в табл. 1.6.
Коэффициент точности обработки
K
тч
![]() тч
/ Д
, (1.20)
тч
/ Д
, (1.20)
где Д тч — число деталей (без учета стандартных и крепежных), квалитет размеров которых не выше 10. Точность резьбовых поверхностей при расчете не учитывается.
Коэффициент сложности обработки
![]() K
с.о
1 Д
м
/ Д
, (1.21)
K
с.о
1 Д
м
/ Д
, (1.21)
где Д м — число деталей, включая заимствованные и стандартные, требующих
обработки снятием стружки; Д — общее число деталей.
Таблица - 1.6. Показатели технологичности электромеханических устройств
| i |
Коэффициенты |
Обозначение |
|
| 1 |
Точности обработки |
К тч |
1,0 |
| 2 |
Прогрессивности формообразования деталей |
К ф |
1,0 |
| 3 |
Сложности обработки |
К с.о |
0,8 |
| 4 |
Повторяемости деталей и сборочных единиц |
К пов. ДСЕ |
0,5 |
| 5 |
Параллельности сборки |
К п.сб |
0,3 |
| 6 |
Сложности сборки |
К с.сб |
0,2 |
| 7 |
Использования материалов |
К и.м |
0,1 |
Коэффициент повторяемости деталей и сборочных единиц
K
пов
. ДСЕ
![]() , (1.22)
, (1.22)
где Д т , Е т — общее число типоразмеров деталей и сборочных единиц без
учета нормализованного крепежа; Д , Е — общее число типоразмеров деталей и сборочных единиц.
Коэффициент параллельности сборки
 K
п.сб
Е
п.сб
/ Е
, (1.23)
K
п.сб
Е
п.сб
/ Е
, (1.23)
где Е п.сб — число сборочных единиц, допускающих параллельную сборку; Е — общее число сборочных единиц. Коэффициент сложности сборки
K
с.сб ![]() т.сл / Е
т , (1.24)
т.сл / Е
т , (1.24)
где Е т.сл — число типоразмеров сборочных единиц, входящих в изделие и
требующих регулировки и подгонки в процессе сборки.
Коэффициент использования материалов
![]() K
и.м
М
/М
к.м
, (1.25)
K
и.м
М
/М
к.м
, (1.25)
где М — масса изделия без учета комплектующих изделий и тары:
М
![]() Мi
д
; Мi
е
— масса i
-й сборочной единицы; Мi
д
— масса i
-й детали, являющейся составной частью изделия; М
к.м
— масса конструкционного материала.
Мi
д
; Мi
е
— масса i
-й сборочной единицы; Мi
д
— масса i
-й детали, являющейся составной частью изделия; М
к.м
— масса конструкционного материала.
К коммутационным устройствам относятся соединительные, распределительные блоки, коммутаторы и т.п. Состав показателей технологичности приведен в табл. 1.7.
Коэффициент повторяемости материалов
K
пов. м ![]() м.м / Д
т , (1.26)
м.м / Д
т , (1.26)
где Д м.м — число маркосортаментов материалов, применяемых в изделий (под маркосортаментом понимается сочетание марки материала и профиля его поставки); Д т — количество типоразмеров оригинальных деталей.
Таблица - 1.7. Показатели технологичности коммутационных устройств
| qi |
Коэффициенты |
Обозначение |
|
| 1 |
Повторяемости материалов |
К пов. м |
1,0 |
| 2 |
Сложности сборки |
К с.сб |
1,0 |
| 3 |
Точности обработки |
К тч |
0,8 |
| 4 |
Прогрессивности формообразования деталей |
К ф |
0,5 |
| 5 |
Использования материалов |
К и.м |
0,3 |
Нормативные значения комплексных показателей технологичности конструкций изделий ЭА зависят от стадии разработки рабочей документации
(табл. 1.8).
Таблица - 1.8. Нормативные значения показателей технологичности
| Класс устройств |
Разработка рабочей документации |
Доработка рабочей документации |
|
| установочной серии |
установившегося серийного производства |
||
| Радиотехнические |
0,60 — 0,75 |
0,70 — 0,80 |
0,75 — 0,85 |
| Электронные |
0,40 — 0,70 |
0,45 — 0,75 |
0,50 — 0,80 |
| Коммутационные |
0,35 — 0,55 |
0,50 — 0,70 |
0,55 — 0,75 |
| Электромеханическ ие |
0,30 — 0,55 |
0,40 — 0,60 |
0,45 — 0,65 |
Для повышения технологичности конструкций устройств необходимо выполнение следующих мероприятий:
![]() повышение унификации, конструкторской и функциональной
повышение унификации, конструкторской и функциональной
![]() взаимозаменяемости деталей и сборочных единиц; расширение использования ИМС, микросборок, функциональных
взаимозаменяемости деталей и сборочных единиц; расширение использования ИМС, микросборок, функциональных
![]() элементов; увеличение сборности конструкции за счет использования базовых несущих
элементов; увеличение сборности конструкции за счет использования базовых несущих
конструкций;
![]()
![]() увеличение количества деталей, изготовленных прогрессивными способами формообразования, обоснование выбора квалитетов точности, шероховатости поверхности, установочных и технологических баз; рациональная компоновка элементов на плате, что обеспечивает
увеличение количества деталей, изготовленных прогрессивными способами формообразования, обоснование выбора квалитетов точности, шероховатости поверхности, установочных и технологических баз; рациональная компоновка элементов на плате, что обеспечивает
![]() автоматизированную установку и монтаж; минимизация числа подстроечных и регулировочных элементов; автоматизация подготовки элементов к монтажу; совершенствование ТП монтажа; механизация и автоматизация операций контроля и настройки; применение прогрессивных методов формообразования деталей.
автоматизированную установку и монтаж; минимизация числа подстроечных и регулировочных элементов; автоматизация подготовки элементов к монтажу; совершенствование ТП монтажа; механизация и автоматизация операций контроля и настройки; применение прогрессивных методов формообразования деталей.
1.9. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ И МОНТАЖА
Сборка представляет собой совокупность технологических операций механического соединения деталей, ЭРЭ и ИМС в изделии или его части, выполняемых в определенной последовательности для обеспечения заданного их расположения и взаимодействия. Выбор последовательности операций сборочного процесса зависит от конструкции изделия и организации процесса сборки. Сборка — это совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия. Простейшим сборочно-монтажным элементом является деталь , которая, согласно ГОСТ 2101-68, характеризуется отсутствием разъемных и неразъемных соединений.
Сборочная единица является более сложным сборочно-монтажным элементом, состоящим из двух или более деталей, соединенных разъемным либо неразъемным соединением. Характерным признаком сборочной единицы является возможность ее сборки отдельно от других сборочных единиц.
Монтажом называется ТП электрического соединения ЭРЭ изделия в соответствии с принципиальной электрической или электромонтажной схемой. Монтаж выполняется с помощью печатных, проводных или тканых плат, одиночных проводников, жгутов и кабелей. Основу сборочно-монтажных работ составляют процессы формирования электрических и механических соединений.
Сборка по принципу концентрации операций заключается в том, что на одном рабочем месте производится весь комплекс работ по изготовлению изделия или его части. При этом повышается точность сборки, упрощается процесс нормирования. Однако большая длительность цикла сборки, трудоемкость механизации сложных сборочно-монтажных операций ограничивают применение такой формы рамками единичного и мелкосерийного производства.
Дифференцированная сборка предполагает расчленение сборочномонтажных работ на ряд последовательных простых операций. Это позволяет легче механизировать и автоматизировать работы, использовать рабочих низкой квалификации. Сборка по принципу дифференциации операций эффективна в условиях серийного и массового производства. Однако чрезмерное дробление операций приводит к возрастанию потерь вспомогательного времени на транспортирование, увеличению производственных площадей, повышению утомляемости рабочих при выполнении несложных однообразных действий.
Параллельность сборки — одновременное выполнение частей или всего технологического процесса — приводит к сокращению производственного цикла. Использование этого принципа обусловлено конструкциями ЭА, степенью их расчленения на сборочные единицы. Наибольшими возможностями с технологической точки зрения обладают два вида обеспечения параллельности процессов: изготовление и сборка на многопредметных поточных линиях одновременно нескольких изделий; совмещение на автоматизированных поточных линиях изготовления деталей с их сборкой.
Непрерывность сборки предусматривает сокращение или полное устранение меж- или внутриоперационных перерывов, что достигается рациональным выбором ТП, соединением операций изготовления деталей с их сборкой, включением в ТП операций влагозащиты, контроля и регулировки.
Пропорциональность в организации ТП — это примерно одинаковая производительность на каждом рабочем месте, линии, участке, в цехе, что приводит к полному использованию имеющегося оборудования, производственных площадей и равномерному выпуску изделий, улучшает рациональное деление конструкции на сборочные единицы и унифицированность ее элементов.
Ритмичность предполагает выпуск в равные промежутки времени одинакового или возрастающего количества продукции за счет использования типовых и групповых процессов, их унификации и предварительной синхронизации операций.
Сборку ЭА проводят в три этапа. На первом этапе (механическая сборка):
![]() выполняют неразъемные соединения деталей и сборочных единиц с
выполняют неразъемные соединения деталей и сборочных единиц с
шасси, рамой, платой (сваркой,
пайкой, развальцовкой, склеиванием и т. д.); ![]() устанавливают крепежные детали (угольники, кронштейны, лепестки
устанавливают крепежные детали (угольники, кронштейны, лепестки
и т. д.);
![]() выполняют разъемные соединения частей блоков;
выполняют разъемные соединения частей блоков;
закрепляют крупногабаритные (трансформаторы питания и т. д.)
элементы собственным крепежом.
На втором этапе (электрический монтаж):
![]() выполняют заготовительные операции (подготовку проводов, жгутов,
выполняют заготовительные операции (подготовку проводов, жгутов,
![]() кабелей, выводов ЭРЭ); устанавливают навесные ЭРЭ и микросхемы на платы;
кабелей, выводов ЭРЭ); устанавливают навесные ЭРЭ и микросхемы на платы;
выполняют электрические соединения (монтаж) в соответствии с
электрической принципиальной или электромонтажной схемой;
![]() ведут межблочные соединения (жгутами, разъемами);
ведут межблочные соединения (жгутами, разъемами);
![]() контролируют качество монтажа.
контролируют качество монтажа.
На третьем этапе (общая сборка изделия):
![]() собирают шасси и переднюю панель;
собирают шасси и переднюю панель;
устанавливают кожухи, закрепляют регулировочные элементы, ручки; контролируют качество сборки и маркируют изделия; выполняют регулировочно-настроечные работы.
По технологическим схемам сборки изделия выявляют число основных сборочных операций, определяют такт или ритм выпуска изделия:
60 Ф
![]() T
в
(мин/ шт.) (1.27)
T
в
(мин/ шт.) (1.27)
N
![]() Исходными данными для разработки ТП сборки и монтажа являются: технические условия (ТУ) на изделие;
Исходными данными для разработки ТП сборки и монтажа являются: технические условия (ТУ) на изделие;
комплект конструкторской документации (КД) на изделие; программа выпуска изделия (N , шт.); плановые сроки освоения производства (T пл );
отраслевые, внутризаводские типовые ТП, руководящие технические
материалы (РТМ); ![]() технологические классификаторы деталей, каталоги оборудования и
технологические классификаторы деталей, каталоги оборудования и
оснастки; ![]() материальные и трудовые нормативы.
материальные и трудовые нормативы.
Проектирование ТП сборочно-монтажных работ состоит из следующих этапов:
1) разработка технологической схемы сборки изделия, расчет коэффициента сборности и показателя расчлененности сборки;
2) выбор типа сборочного процесса, анализ типовых ТП и составление маршрута сборки;
3) выбор технологического оборудования, нормирование двух либо трех вариантов ТП и расчет оптимального варианта по технико-экономическим показателям;
4) выбор средств технологического оснащения и специализированной оснастки;
5) расчет режимов выполнения операций и коэффициентов загрузки оборудования;
6) определение квалификации и профессий исполнителей;
7) выбор средств автоматизации и механизации внутрицехового транспортирования;
8) организация производственного участка и составление планировки;
9) оформление комплекта ТД на разработанный ТП.
1.9.1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ СБОРКИ
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке ТП сборки. Она разрабатывается на основе схемы сборочного состава, при разработке которой руководствуются следующими принципами:
![]() схема составляется независимо от программы выпуска изделия на основе
схема составляется независимо от программы выпуска изделия на основе
![]() сборочных чертежей, электрической и кинематической схем изделия; сборочные единицы образуются при условии независимости их сборки,
сборочных чертежей, электрической и кинематической схем изделия; сборочные единицы образуются при условии независимости их сборки,
![]() транспортирования и контроля; минимальное число деталей, необходимое для образования сборочной
транспортирования и контроля; минимальное число деталей, необходимое для образования сборочной
![]()
![]() единицы первой ступени сборки, должно быть равно двум; минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице; схема сборочного состава строится при условии образования наибольшего
единицы первой ступени сборки, должно быть равно двум; минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице; схема сборочного состава строится при условии образования наибольшего
![]() числа сборочных единиц; схема должна обладать свойством непрерывности, т. е. каждая последующая
числа сборочных единиц; схема должна обладать свойством непрерывности, т. е. каждая последующая
ступень сборки не может быть осуществлена без предыдущей.
Включение в схему сборочного состава технологических указаний превращает ее в технологическую схему сборки. Различают технологические схемы сборки "веерного" типа и технологические схемы сборки с базовой деталью.
Технологическая схема сборки "веерного" типа представлена на рис. 1.6,а . На ней стрелками показано направление сборки деталей и сборочных единиц. Достоинством схемы является ее простота и наглядность, но она не отражает последовательности сборки во времени.
Схема сборки с базовой деталью (рис. 1.6,б ) устанавливает временную последовательность сборочного процесса. При такой сборке необходимо выделить базовый элемент, т. е. базовую деталь или сборочную единицу, в качестве которой обычно выбирают ту деталь, поверхности которой будут впоследствии использованы при установке в готовое изделие. В большинстве случаев базовой деталью служит плата, панель, шасси и другие элементы несущих конструкций изделия. Направление движения деталей и сборочных единиц на схеме показывается стрелками, а прямая линия, соединяющая базовую деталь и изделие, называется главной осью сборки . Точки пересечения осей сборки, в которые подаются детали или сборочные единицы, обозначаются как элементы сборочных операций, например: Сб.1-1, Сб.1-2 и т. д., а точки пересечения вспомогательной оси с главной — как операции: Сб.1, Сб.2 и т. д.

а - "веерного" типа; б - с базовой деталью Рис. 1.6. Технологические схемы сборки
![]() При построении технологической схемы сборки каждую деталь или сборочную единицу изображают в виде прямоугольника (рис. 1.7, а
), в котором указывают позицию детали по спецификации к сборочному чертежу (1
), ее наименование (2
) и обозначение (3
) согласно КД, а также количество деталей (4
), подаваемых на одну операцию сборки. Размеры прямоугольника рекомендуются 50 15 мм. Допускается изображение нормализованных или стандартных крепежных деталей в виде круга диаметром 15 мм, в котором указывают позицию по спецификации и количество деталей (рис. 1.7, б
).
При построении технологической схемы сборки каждую деталь или сборочную единицу изображают в виде прямоугольника (рис. 1.7, а
), в котором указывают позицию детали по спецификации к сборочному чертежу (1
), ее наименование (2
) и обозначение (3
) согласно КД, а также количество деталей (4
), подаваемых на одну операцию сборки. Размеры прямоугольника рекомендуются 50 15 мм. Допускается изображение нормализованных или стандартных крепежных деталей в виде круга диаметром 15 мм, в котором указывают позицию по спецификации и количество деталей (рис. 1.7, б
).

а – детали и сборочные единицы; б – крепеж Рис. 1.7. Условные обозначения на технологической схеме сборки
Технологические указания по выполнению сборочных операций или электрического монтажа помещают в прямоугольник, ограниченный штриховой линией, а место их выполнений указывают наклонной стрелкой, направленной в точку пересечения осей сборки. Так на технологических схемах сборки оговаривают характер выполнения неразъемных соединений, например сварку, пайку, склеивание, запрессовку и т. д.; материал, применяемый при сборке; характер операций монтажа элементов (волной припоя, электропаяльником и т. д.); характер операций влагозащиты изделия, контроля и маркировки (рис. 1.8).

Рис. 1.7. Технологическая схема сборки с базовой деталью
После построения схемы сборки рассчитывают следующие коэффициенты:
1) среднюю полноту сборочного состава (количество сборочных единиц на каждой ступени сборки):
![]() E
ср
Е
/(i
1) (1.28)
E
ср
Е
/(i
1) (1.28)
![]() где Е
— общее количество сборочных единиц в схеме сборочного состава: i
1
где Е
— общее количество сборочных единиц в схеме сборочного состава: i
1
Ei ; mi — число групп, подгрупп, сборочных единиц; i — показатель степени сложности сборочного состава, равный количеству
ступеней сборки изделия;
2) показатель расчлененности данного процесса сборки:
![]() Mn
/ E
(1.29)
Mn
/ E
(1.29)
где n — число рабочих операций, определенных для конкретных условий
производства (при М < 1 ТП концентрирован, при М > 1 дифференцирован); 3) коэффициент средней точности сборочных работ:
![]() K
ср.сб
k q
/ E
(1.30)
K
ср.сб
k q
/ E
(1.30)
где k — показатель квалитета точности; q — число сборочных единиц данного квалитета точности.
4) коэффициент сборности изделия:
![]() K
сб
Е
/(Е D
) (1.31)
K
сб
Е
/(Е D
) (1.31)
где E — количество сборочных единиц; D — количество деталей.
1.10. ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
При выборе оптимального варианта ТП используют технико-экономические критерии — экономичность и производительность . Экономичным считается процесс, который при заданных условиях обеспечивает минимальную технологическую себестоимость. Производительность соответствует наименьшим затратам живого труда и обеспечивает быстрый выпуск продукции в плановые сроки.
1.10.1. ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО СЕБЕСТОИМОСТИ
Технологическая себестоимость изготовления партии изделий определяется по формуле
![]() C A N B
(1.32)
C A N B
(1.32)
где А — текущие затраты на одно изделие;
N — программа выпуска, шт.;
В — единовременные затраты на программу.
Текущие затраты складываются из следующих составляющих:
![]() (1.33)
(1.33)
где М — затраты на основные материалы;
З — заработная плата производственных рабочих; П — расходы на эксплуатацию оснастки и оборудования.
Затраты на основные материалы рассчитываются с учетом возвратных отходов:
М
![]() mj
qj
, (1.34)
mj
qj
, (1.34)
где N — программа выпуска;
mi — масса i -го материала в изделии; qi — стоимость этого материала; mj — масса отходов j -го материала; qj — стоимость этих отходов.
Заработная плата производственных рабочих определяется по формуле
З
![]() з.п
Т
шт i
Si
(1.35)
з.п
Т
шт i
Si
(1.35)
где М — число операций;
К з.п — коэффициент к заработной плате;
Т шт i — штучное время выполнения i -й операций, нормо-ч;
Si — часовая тарифная ставка рабочего по данной операции.
Коэффициент к заработной плате определяется так:
![]() K
з.п
K
1
K
2
K
3
(1.36)
K
з.п
K
1
K
2
K
3
(1.36)
![]() где K
1
P
/m
— коэффициент многостаночного обслуживания; Р
— число рабочих;
где K
1
P
/m
— коэффициент многостаночного обслуживания; Р
— число рабочих;
m — число станков, которые обслуживает один рабочий;
К 2 — коэффициент, учитывающий перевыполнение нормы (1,1—1,2); К 3 — коэффициент, связанный с дополнительной оплатой, включающей отчисления на социальное страхование, отпуски и т.д. (1,3—1,5).
Расходы на эксплуатацию оборудования П берутся в процентах к основной заработной плате рабочих и включают затраты на вспомогательные материалы, электроэнергию, амортизацию оборудования, текущий ремонт.
Единовременные затраты В
складываются из двух статей: заработной платы наладчиков З
н
и затрат на основное технологическое оборудование С
о
: ![]() н о
(1.37)
н о
(1.37)
k
![]() C
o C
i
K
i
(1.38)
C
o C
i
K
i
(1.38)
где k — количество единиц оборудования; Сi — стоимость единицы оборудования; Кi — коэффициент амортизации.
Коэффициент амортизации зависит от сложности технологического оснащения и составляет: 1,0 — 2,0 для простого, 0,7 — 0,8 для средней сложности, 0,4 — 0,5 для сложного оснащения.
Заработная плата наладчиков технологического оборудования определяется в соответствии с выражением
k
З
н
![]() з
.п
T
п
.
з
i
S
н
i
H
(1.39)
з
.п
T
п
.
з
i
S
н
i
H
(1.39)
где k — количество наладчиков;
Т п.з i — подготовительно-заключительное время по данной операции; S н i — часовая тарифная ставка наладчика; Н — число наладок оборудования.
Уравнение технологической себестоимости единичной операции единицы продукции
![]() C
оп
A B
/ N
(1.40)
C
оп
A B
/ N
(1.40)
Эту зависимость можно представить в виде гиперболы, асимптотически приближающейся к оси N , и выделить в ней три участка (рис. 1.8): мелкосерийное, серийное, крупносерийное и массовое производство. Наиболее сильно программа выпуска влияет на технологическую себестоимость в мелкосерийном производстве.

Рис. 1.8. Зависимость технологической себестоимости от программы выпуска
Для выбора оптимального варианта ТП по себестоимости строят, используя уравнение (1.32), графические зависимости себестоимости годовой программы по двум вариантам (рис. 1.9):
![]() C
1
А
1
N B
1
, C
2
А
2
N B
2
, (1.41)
C
1
А
1
N B
1
, C
2
А
2
N B
2
, (1.41)
![]() где A
1
=tg 1
— постоянные текущие затраты, в данном случае А
1
>A
2
, В
2
>B
1
.
где A
1
=tg 1
— постоянные текущие затраты, в данном случае А
1
>A
2
, В
2
>B
1
.

Рис. 1.9. Сравнение двух вариантов ТП по себестоимости
Для нахождения N кр , при котором себестоимость по обоим вариантам равны: С 1 =С 2 , решим систему уравнений (1.41):
![]() A
1 N
кр
A
1 N
кр ![]() А
2 N
кр B
2,
А
2 N
кр B
2,
откуда
![]()
![]() N
кр
(B
2
B
1
)/(A
1
A
2
) (1.42)
N
кр
(B
2
B
1
)/(A
1
A
2
) (1.42)
Логический смысл сравнения вариантов заключается в том, что для варианта с большим уровнем автоматизации единовременные затраты будут выше по причине высокой стоимости оборудования, но текущие затраты меньше вследствие повышения производительности и снижения квалификации рабочих. Таким образом, если заданная программа меньше N кр , то выбираем I вариант ТП, если программа выпуска больше N кр , то выбираем II вариант.
1.10.2. ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПО ПРОИЗВОДИТЕЛЬНОСТИ
Для выбора оптимального варианта ТП по производительности рассчитываем производительность труда по каждому из вариантов. Производительность — количество изделий, которое изготовлено за единицу времени (час, смену):
Ф
Q
![]() (1.43)
(1.43)
где Ф д — действительный фонд времени за плановый период; n — количество операций ТП;
Т шт i — трудоемкость i -й операции.
При расчетах производительности труда необходимо различать штучнокалькуляционное и штучное время выполнения операции. Штучно-калькуляционное время
Т
шт. к ![]() п.з / N
(1.44)
п.з / N
(1.44)
где Т п.з — подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, на подготовку и наладку оборудования, оно затрачивается на всю программу выпуска. Штучное время, затрачивается на каждое изделие,
![]() Т
шт Т
осн Т
всп Т
обсл Т
пер (1.45)
Т
шт Т
осн Т
всп Т
обсл Т
пер (1.45)
где Т осн — основное время работы оборудования;
Т всп — вспомогательное время на установку и снятие детали; Т обсл — время обслуживания и замены инструмента; Т пер — время регламентированных перерывов в работе.
Для сборочно-монтажного производства Т осн и Т всп объединяют в оперативное время Т оп , а Т обсл +Т пер составляют дополнительное время, его задают в процентах от оперативного в виде коэффициентов. Согласно ОСТ 4ГО.050.012 "Нормирование сборочно-монтажных работ в производстве РЭА" штучное время определяется по формуле
Т
шт
![]() оп
K
1
оп
K
1
![]() (1.46)
(1.46)
где К 1 — коэффициент, зависящий от сложности аппаратуры и типа
производства;
К 2 — коэффициент, учитывающий подготовительно-заключительное время и время обслуживания в процентах от оперативного;
К 3 — коэффициент, учитывающий долю времени на перерывы в работе в процентах к оперативному времени и зависящий от сложности выполняемой работы и условий труда.
Значения коэффициентов К 1 и К 2 выбирают по табл. 1.9 в зависимости от типа производства, К 3 — по табл. 1.10.
Таблица 1.9. - Значения коэффициентов К 1 и К 2
| Тип производства |
К 1 для аппаратуры |
К 2 , % |
||
| 2-го поколения |
3-го поколения |
4-го поколения |
||
| Индивидуальное |
1,3 |
1,8 |
2,0 |
10 |
| Мелкосерийное |
1,2 |
1,5 |
1,8 |
9,6 |
| Серийное |
1,0 |
1,2 |
1,5 |
7,6 |
| Крупносерийное |
0,75 |
0,9 |
1,12 |
5,4 |
| Массовое |
0,70 |
0,85 |
1,05 |
3,7 |
Таблица 1.9.- З начения коэффициента К 3 в зависимости от условий работы
| Характер работ |
К 3 , % |
| Простые: Легкие |
3 |
| Средние |
5 |
| в неблагоприятных условиях |
6 |
| в тяжелых условиях |
9 |
| с большим зрительным напряжением |
12 |
| Тяжелые или в особо неблагоприятных условиях |
16 |
| Особо тяжелые и в неблагоприятных условиях |
20 |
Для выбора оптимального варианта ТП составляют два уравнения для вычисления суммарного штучно-калькуляционного времени сравниваемых вариантов в соответствии с технической нормой:
![]() п.з i
/ N
,
п.з i
/ N
, ![]() п.з i
/ N
(1.47)
п.з i
/ N
(1.47)
где m, n — число операций по вариантам. Тогда критический размер партии изделий равен
![]() m
m
N кр (1.48)
Если вариант ТП отличается большим уровнем автоматизации, то ему соответствует большее суммарное подготовительно-заключительное время вследствие сложности подготовки оборудования и одновременно меньшее суммарное штучное время.
Ориентировочно подготовительно-заключительное время на всю годовую программу равно
Т
п.з ![]() п.з. см С Д
р (1.49)
п.з. см С Д
р (1.49)
где Т п.з. см — сменная норма подготовительно-заключительного времени;
С — количество смен;
Д р — количество рабочих дней в плановый период.
Сменная норма подготовительно-заключительного времени определяется инструкцией по эксплуатации и выражает готовность оборудования на начало ТП (табл.1.10).
Таблица 1.10.- Укрупненные нормы подготовительно-заключительного времени
| Тип оборудования |
Т П.З. СМ, мин |
| Простая оснастка |
1—5 |
| Оснастка средней сложности (с пневмо- или электроприводом) |
10—15 |
| Сложная технологическая и регулировочная оснастка |
15—30 |
| Полуавтоматы |
15—25 |
| Сложное автоматическое оборудование |
20—30 |
| Микропроцессорное оборудование, управляемые роботы |
30—40 |
| Установки волновой пайки |
50—60 |
1.11. РАЗРАБОТКА И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Единые правила выполнения, оформления, комплектации и обращения технологической документации установлены комплексом стандартов Единой системы технологической документации (ЕСТД), которые распределены по следующим классификационным группам:
0—основные положения;
1—основополагающие стандарты;
2—классификация и обозначение технологических документов (ТД);
3—правила учета применяемости изделий и технологической оснастки;
4—правила оформления ТД на процессы, специализированные по видам
работ;
5—правила оформления ТД на испытания и контроль;
6—вспомогательное производство, правила оформления ТД; 7,8—для последующих стандартов; 9—нормативное хозяйство.
Согласно ГОСТ 3.1102—81, на этапе ―эскизного и технического проекта КД ТД соответствует предварительному проекту с присвоением литеры "П", рабочей документации на стадии опытного образца присваивается литера "О", на стадии установочной серии — литера "А", массового или серийного производства — литера "Б".
К ТД относятся графические и текстовые документы, назначение и содержание которых приведены в табл.1.11. Технологическая документация разрабатывается в виде комплекта документов. Виды ТД устанавливает ГОСТ 3.1102—81, состав, формы и правила оформления информационных блоков основной надписи — ГОСТ 3.1103—82, общие требования к документам, формам и бланкам — ГОСТ 3.1104—81, термины и определения основных понятий — ГОСТ 3.1109—82.
При серийном производстве и маршрутно-операционном типе ТП комплект ТД включает:
1) титульный лист (ГОСТ 3.1105—74);
2) ведомость технологических документов (ГОСТ 3.1122—84, формы 4 и 4а);
3) комплектовочную карту (ГОСТ 3.1123—84, формы 6 и 6а);
4) маршрутные карты (ГОСТ 3.1118—82, формы 1 и 1а); 5) ведомость оснастки (ГОСТ 3.1122—84, формы 2 и 2а); 6) ведомость операции контроля (ГОСТ 3.1105—74, форма 3).
При крупносерийном или массовом производстве и операционном типе ТП комплект ТД включает:
1) титульный лист (ГОСТ 3.1104—81);
2) ведомость технологических документов (ГОСТ 3.1122—84, формы 4 и 4а);
3) комплектовочную карту (ГОСТ 3.1123—84, формы 6 и 6а);
4) маршрутные карты (ГОСТ 3.1118—82, формы 2 и 2а);
5) операционную карту сборки (ГОСТ 3.1407—82, формы 3 и 3а или 2 и 2а);
6) карту эскизов (ГОСТ 3.1105—84, формы 7 и 7а); 7) ведомость оснастки (ГОСТ 3.1122—84, формы 3 и 3а); 8) операционную карту контроля (ГОСТ 3.1502—74).
Документы заполняются следующими способами:
1) машинописным с шагом письма 2,54 или 2,6 мм;
2) рукописным, черной тушью, с высотой букв и цифр не менее 2,5 мм
(ГОСТ 2.304—81);
3) с применением печатного устройства (ГОСТ 2.004-88) шрифтом 11 pt.
Наименование разделов и подразделов записывают в виде заголовков и подзаголовков и при необходимости подчеркивают. Под заголовками и между разделами следует оставлять 1—2 свободные строки. Запись данных следует производить в технологической последовательности выполнения операций, переходов, приемов работ, физических и химических процессов.
Таблица 1.11.- Виды и назначение основных технологических документов
| Вид документа |
Содержание и назначение документа |
| Маршрутная карта (МК) |
Описание ТП изготовления изделия по всем операциям в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах |
| Технологическая инструкция (ТИ) |
Описание приемов работы или ТП, правил эксплуатации средств технологического оснащения, физических и химических явлений, происходящих на отдельных операциях |
| Карта эскизов (КЭ) |
Эскизы, схемы и таблицы, необходимые для выполнения ТП, операции или перехода |
| Комплектовочная карта (КК) |
Данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия |
| Ведомость материалов (ВМ) |
Данные о заготовках, нормах расхода материала |
| Ведомость оснастки (ВО) |
Перечень технологической оснастки и инструментов, необходимых для выполнения данного ТП |
| Ведомость технологических документов (ВТД) |
Состав и комплектность ТД , необходимых для изготовления изделия |
| Операционная карта (ОК) |
Описание технологической операции с указанием переходов, данных о технологическом оборудовании, оснастке, инструментах и режимах обработки |
| Ведомость операции (ВОП) |
Описание и перечень всех операций технологического контроля, выполненных в одном цехе в технологической последовательности, с указанием данных о контрольной оснастке, инструментах и требований к контролируемым параметрам изделия |
Операции нумеруют числами ряда арифметической прогрессии (5, 10, 15 и т.
д.). Допускается к числам добавлять слева нули. Переходы нумеруют числами натурального ряда (1, 2, 3 и т. д.) в пределах данной операции. Установы нумеруют прописными буквами русского алфавита (А, Б, В и т. д.). Размерные характеристики и обозначение обрабатываемых поверхностей указывают арабскими цифрами. Для обозначения позиций и осей допускается применять римские цифры.
Допускается применять сокращенную запись наименований и обозначений, если в документе записаны коды или полные наименования и обозначения этих данных. Например, при последовательном применении инструмента одного кода и наименования в нескольких переходах одной операции полную информацию указывают только для перехода, где он впервые применяется. В следующем переходе записывают: "То же", далее — кавычки. При применении инструмента одного кода и наименования в разных переходах одной операции, не следующих друг за другом, в переходе, где впервые был применен данный инструмент, допускается указывать номера последующих переходов, например "ШЦ 11-2500,05 (для переходов 3, 5, 8)". При этом, записывая соответствующую информацию в этих переходах, дают ссылку, например "см. переход 1".
Титульный лист (ТЛ) является первым листом комплекта технологических документов и заполняется на формах 1—4 в соответствии с ГОСТ 3.1105—84. Форму 2 применяют для документов с горизонтальным расположением поля подшивки. В основной надписи, располагаемой в верхней правой части ТЛ, указывают наименование и обозначение изделия по конструкторскому документу, технологический код процесса, литеру, соответствующую этапу разработки, количество листов. Ниже указывают наименование министерства, организацииразработчика. Еще ниже указывают должности и фамилии лиц, согласовавших комплект документов (слева) и утвердивших документ (справа).
Далее прописными буквами записывают: "КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ" или "КОМПЛЕКТ ДОКУМЕНТОВ", ниже строчными — название ТП. Ниже слева указывают должность и подпись лиц, подтверждающих согласование комплекта документов с подразделениями предприятия, справа — подписи ответственных за разработку комплекта документов. В нижней части ТЛ указывают номер акта и дату внедрения ТП в производство, например: АКТ N 14-87 от 15.05.2001.
Маршрутная карта (МК) является одним из важнейших технологических документов комплекта, его составной и неотъемлемой частью и имеет ряд форм. Выбор и установление области применения соответствующих форм МК зависит от разрабатываемых видов технологических процессов, назначения и формы в составе комплекта ТД и применяемых методов проектирования. Формы и правила оформления МК устанавливает ГОСТ 3.1118—82. При маршрутном и маршрутнооперационном описании ТП МК является одним из основных документов, в котором описывается весь процесс в технологической последовательности выполнения операций. При операционном описании ТП МК выполняет роль свободного документа, в котором указывается адресная информация (номер участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
Для изложения ТП в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. В качестве обозначения служебных символов приняты буквы русского алфавита, которые отражают определенные виды информации и проставляются перед номером строки (табл. 1.12).
Таблица 1.12.- Содержание символов, используемых для описания МК
| Обозначен ие |
Содержание информации, вносимой в графы МК, расположенные в строке |
| А |
Номер цеха, участка, рабочего места, где выполняется операция; номер, код и наименование операции; обозначение документов, применяемых при выполнении операции |
| Б |
Код, наименование операции, трудозатраты |
| В, Г, Д , Е |
Информация по символам А и Б для форм с вертикальным расположением поля подшивки |
| К |
Комплектация изделия составными частями с указанием наименований и обозначений деталей и сборочных единиц |
| М |
Применяемый материал, исходная заготовка, вспомогательные материалы, коды единицы величины, единицы нормирования, количество на изделие и нормы расхода |
| О |
Содержание операции (перехода) |
| Т |
Применяемая технологическая оснастка |
| Л, Н |
Комплектация изделия для форм с вертикальным расположением поля подшивки |
На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик с учетом выбранного им способа заполнения документов.
Запись на строках, имеющих символ О, следует выполнять в технологической последовательности по всей длине строки с возможностью переноса, при необходимости, информации на следующие строки. При операционном описании ТП номер проставляют в начале строки. Информацию на строках с символом Т записывают в такой последовательности: приспособления, вспомогательный, режущий, слесарно-монтажный, специальный инструмент, средства измерения. Запись выполняют по всей длине строки, разделяя каждый вид инструмента знаком ";". Количество одновременно применяемых единиц технологической оснастки указывают после кода (обозначения), заключая в скобки, например БГУИ.ХХХХХХ.ХХХ (5), приспособление для гибки. Графы маршрутных карт заполняют в соответствии с табл. 1.13.
При заполнении МК и ОК руководствуются следующими правилами и требованиями:
![]() именовать операции кратко, без возможности других толкований, начиная с отглагольного существительного (например: "Установка ЭРЭ на печатные платы",
именовать операции кратко, без возможности других толкований, начиная с отглагольного существительного (например: "Установка ЭРЭ на печатные платы",
"Пайка бескорпусных микросборок на печатные платы", "Контроль блока"); ![]() переходы формулировать глаголами в повелительном наклонении (например: "Извлечь деталь из тары", "Закрепить ручку согласно чертежу", "Проверить внешним осмотром качество и правильность крепления печатного узла согласно чертежу"), т. е. построение фразы при формулировании перехода должно обращать внимание исполнителя в первую очередь на главное действие, а затем указываются предметы и действия, посредством которых достигается основная цель;
переходы формулировать глаголами в повелительном наклонении (например: "Извлечь деталь из тары", "Закрепить ручку согласно чертежу", "Проверить внешним осмотром качество и правильность крепления печатного узла согласно чертежу"), т. е. построение фразы при формулировании перехода должно обращать внимание исполнителя в первую очередь на главное действие, а затем указываются предметы и действия, посредством которых достигается основная цель; ![]() все операции, включая регулировочные и контрольные, вносить в ТД в
все операции, включая регулировочные и контрольные, вносить в ТД в
порядке их выполнения.
Таблица 1.13.- Кодирование информации в графах маршрутной карты
| Служебн ые символы |
Условное обозначение |
Содержание информации в графе |
|
| МО1 |
— |
Наименование, сортамент, размер и марка материала, обозначение стандарта, ТУ |
|
| МО2 |
КОД |
Код материала по классификатору |
|
| МО2 |
ЕВ |
Код единицы величины (массы, длины, площади детали, заготовки, материала) по классификатору |
|
| МО2 |
МД |
Масса детали по КД |
|
| МО2 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала или норма времени, 1, 10, 100, 1000 |
|
| МО2 |
Н.расх. |
Норма расхода материала |
|
| МО2 |
КИМ |
Коэффициент использования материала |
|
| МО2, МО3 |
Код заготовки |
Код заготовки по классификатору. Допускается указывать вид заготовки (отливка, прокат и т. д.) |
|
| МО2, МО3 |
Профиль и размеры |
Профиль и размеры исходной заготовки, например: лист 1х100х1000 |
|
| МО2, МО3 |
КД |
Количество деталей, изготавливаемых из одной заготовки |
|
| МО2, МО3 |
МЗ |
Масса заготовки |
|
| А, В |
Цех, уч., РМ |
Номера (коды) цеха, участка, рабочего места, где выполняется операция |
|
| А, В |
Опер. |
Номер операции в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение): 005; 010; 015 и т. д. |
|
| А, В |
Код, наименование операции |
Код операции по технологическому классификатору, наименование операции |
|
| А, Г |
Обозначени е документа |
Обозначение документа, инструкций по охране труда, применяемых при выполнении данной |
|
| операции |
|||
| Б, Д |
Код, наименование |
Код оборудования по классификатору, краткое наименование |
|
| Б, Е |
СМ |
Степень механизации (код) |
|
| Б, Е |
Профиль |
Код профессии по классификатору ОК ПДТР |
|
| Б, Е |
Р |
Разряд работы, необходимый для выполнения операций |
|
| Б, Е |
УТ |
Код условий труда по классификатору ОК ПДТО и код вида нормы |
|
| Б, Е |
КР |
Количество исполнителей, занятых при выполнении операции |
|
| Б, Е |
КОИД |
Количество одновременно обрабатываемых деталей (сборочных единиц) при выполнении одной операции, при перемещении объема грузовой единицы — количество деталей в таре |
|
| Б, Е |
ОП |
Объем производственной партии в штуках |
|
| Б, Е |
Кпп |
Коэффициент штучного времени при многостаночном обслуживании, зависящий от числа обслуживаемых станков, например: М, равного 1,2,3,4,5, соответственно 1;0,65; 0,48;0,39;0,35 |
|
| Б, Е |
Тп.з. |
Норма подготовительно-заключительного времени на операцию |
|
| Б, Е |
Тшт. |
Норма штучного времени на операцию |
|
| К, Л, М |
Наименован ие дет., сб.ед. |
Наименование деталей, сборочных единиц, материалов детали, применяемых при выполнении операции |
|
| К, Н, М |
ОПП |
Обозначение подразделения (склада, кладовой), откуда поступают комплектующие детали |
|
| К, Н, М |
Кп |
Количество деталей, сборочных единиц, применяемых при сборке изделия |
|
| К, Н, М |
Н.расх. |
Норма расхода материалов |
|
2. СБОРКА И МОНТАЖ БЛОКОВ ЭЛЕКТРОННОЙ АППАРАТУРЫ НА ПЕЧАТНЫХ ПЛАТАХ
2.1. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Операции сборки и монтажа являются наиболее важными в технологическом процессе изготовления электронных блоков, поскольку они оказывают определяющее влияние на технические характеристики изделий и отличаются высокой трудоемкостью (до 50—60 % общей трудоемкости изготовления). При этом доля подготовки ИЭТ к монтажу составляет около 10 %, установки — более 20 %, пайки — 30 %. Автоматизация и механизация этих групп операций дает наибольший эффект в снижении трудоемкости изготовления изделий. Основными путями повышения эффективности являются: применение автоматизированного оборудования, групповая обработка ИЭТ, внедрение новой элементной базы, например поверхностно-монтируемых элементов.
Технологический процесс автоматизированной сборки состоит из подачи компонентов и деталей к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, фиксации элементов на плате. В зависимости от характера производства сборка может выполняться: вручную с индексацией и без индексации адреса; механизированно на пантографе; автоматизированно параллельно на автоукладчиках и последовательно на автоматах или автоматических линиях с управлением от ЭВМ.
Подача элементов к месту установки при автоматизированной сборке происходит путем загрузки кассет с ИЭТ и платами в магазины и накопители автомата, захвата ИЭТ установочной головкой и позиционирования. Как правило, загрузка кассет осуществляется вручную, и только в ГАП эта операция выполняется с помощью автоматических транспортных средств. Остальные операции на сборочном автомате проводятся без участия оператора. Платы со смонтированными ИЭТ снимаются с автомата вручную или автоматически и направляются на полимеризацию клея. Далее плата поступает на светомонтажный или обычный сборочный стол, где устанавливаются ИЭТ малой применяемости. После пайки, отмывки остатков флюса и исправления дефектов собранная плата проходит визуальный и функциональный контроль. Заключительной операцией процесса сборки является нанесение влагозащитного покрытия.
Применение ручной сборки экономически выгодно при изготовлении изделий не более 15—20 тыс. шт. в год партиями по 100 шт. При этом на каждой плате может быть расположено не более 100 элементов, в том числе до 20 ИМС. Достоинствами ручной сборки являются: высокая гибкость при смене объектов производства, возможность постоянного визуального контроля, что позволяет своевременно обнаруживать дефекты плат или компонентов и устранять причины брака. Недостатки — невысокая производительность, значительная трудоемкость технологического процесса, использование высококвалифицированного рабочего персонала.
При объемах выпуска изделий порядка 100—500 тыс. шт. в год с количеством расположенных на плате элементов до 500 экономически целесообразно использовать механизированную сборку с пантографом. При этом высокая гибкость сочетается с большей, чем при ручной сборке, производительностью. В условиях массового выпуска однотипных изделий бытовой ЭА (0,5 — 5 млн шт. в год) целесообразно использовать автоматизированное оборудование (автоматы) или автоматические линии с управлением от ЭВМ.
Структура типового процесса сборки блоков ЭА на печатных платах приведена на рис. 2.1.

Рис. 2.1. Схема типового процесса сборки блоков ЭА на печатных платах
2.2. ВХОДНОЙ КОНТРОЛЬ
В производстве ЭА применяют следующие виды контроля (ГОСТ 16504—
70):
![]()
![]() входной
— дополнительная проверка элементов по параметрам, определяющим их работоспособность и надежность с целью исключения дефектных элементов вследствие ошибок поставщика, продолжительного хранения на складе, повреждений во время транспортирования и т. д.; операционный
— контроль продукции после завершения какой-либо
входной
— дополнительная проверка элементов по параметрам, определяющим их работоспособность и надежность с целью исключения дефектных элементов вследствие ошибок поставщика, продолжительного хранения на складе, повреждений во время транспортирования и т. д.; операционный
— контроль продукции после завершения какой-либо
![]() операции; приемочный
— контроль готовой продукции после окончания всех
операции; приемочный
— контроль готовой продукции после окончания всех
технологических операций.
При входном контроле все комплектующие элементы подвергаются как визуальной, так и электрической проверке. При визуальной проверке обращают внимание на наличие на элементе отчетливо видимой надписи (тип, номинал, допуск, клеймо приемки ОТК), а также на отсутствие царапин, сколов, трещин, вмятин и коррозии. При электрической проверке проверяют соответствие электрических параметров элементов данным, указанным в ТУ или ГОСТах.
Входной контроль может быть сплошным (100 %) или выборочным. Объем выборки определяется по формуле
n
![]() (2.1)
(2.1)
где tР — коэффициент, зависящий от принятой вероятности Р и определяемый по табл. 2.1;
![]() — среднеквадратичное отклонение;
— среднеквадратичное отклонение;
— заданная точность определения математического ожидания.
Таблица 2.1. - Значения коэффициента tP
| Р |
tР |
Р |
tР |
| 0,80 |
1,382 |
0,95 |
1,960 |
| 0,85 |
1,439 |
0,9973 |
3,000 |
| 0,90 |
1,643 |
0,999 |
4,200 |
![]() В зависимости от закона распределения принимает следующие значения:
В зависимости от закона распределения принимает следующие значения:
![]()
![]()
![]() /3 при нормальном законе; А
/(2 3) при равновероятностном; σ А
/2 при дельта-распределении, где А
— разность между верхней и нижней границами исследуемого параметра по ТУ.
/3 при нормальном законе; А
/(2 3) при равновероятностном; σ А
/2 при дельта-распределении, где А
— разность между верхней и нижней границами исследуемого параметра по ТУ.
![]() Пример
. Для партии резисторов МЛТ-0,125 10 кОм 10 % при вероятности контроля Р
= 0,95 и заданной точности 0,05 объем выборки n
Пример
. Для партии резисторов МЛТ-0,125 10 кОм 10 % при вероятности контроля Р
= 0,95 и заданной точности 0,05 объем выборки n
![]()
![]() =1,96102
/(53)=4,35 %.
=1,96102
/(53)=4,35 %.
Правило контроля гласит, что если при выборочной проверке ЭРЭ бракованным окажется большее количество элементов, чем приемочное число, то проверке подлежит удвоенное количество ЭРЭ. В случае выявления при проверке удвоенного количества изделий хотя бы одного бракованного проверке подвергают 100% изделий полученной партии.
На практике используют следующие статистические методы выборочного контроля:
1) ![]() однократной выборки
, когда из партии выбирается n
изделий. По ТУ для каждой выборки n
имеется норматив бракования С
. Если число бракования m
>C
, то партия бракуется; при m C
партия признается годной;
однократной выборки
, когда из партии выбирается n
изделий. По ТУ для каждой выборки n
имеется норматив бракования С
. Если число бракования m
>C
, то партия бракуется; при m C
партия признается годной;
2) ![]()
![]() двукратной выборки
, когда проверяется выборка из n
1
изделий и при этом оказывается m
1
бракованных. Если C
1
m
1
/n
1
, то партия бракуется; при С
1
m
1
/n
1
C
2
проводятся повторные испытания. Берется партия из n
2
изделий и определяется количество бракованных m
2
. Если m
1 m
2
C
3
, партия принимается, а при m
1 m
2
C
3
двукратной выборки
, когда проверяется выборка из n
1
изделий и при этом оказывается m
1
бракованных. Если C
1
m
1
/n
1
, то партия бракуется; при С
1
m
1
/n
1
C
2
проводятся повторные испытания. Берется партия из n
2
изделий и определяется количество бракованных m
2
. Если m
1 m
2
C
3
, партия принимается, а при m
1 m
2
C
3
n 1 n 2 n 1 n 2
бракуется;
3) последовательного анализа , когда после испытания партии изделий строят график зависимости числа бракованных изделий от числа проверенных изделий, на которую наносят зоны приемки, браковки, продолжения испытаний. В соответствии с координатами точки (m , n ) принимают решение о приемке или браковке партии.
2.3. ПОДГОТОВКА ЭРЭ И ИМС К МОНТАЖУ
Подготовка навесных элементов к монтажу включает следующие операции: распаковку элементов, входной контроль, контроль паяемости выводов, рихтовку, формовку, обрезку, лужение выводов и размещение элементов в технологической таре.
С завода-изготовителя ЭРЭ поступают в разнообразной таре. Большая часть ее рассчитана на загрузочные узлы сборочных автоматов, однако часть элементов, в том числе ИМС, поставляется в индивидуальной таре-спутнике, изготавливаемой из антистатического термостойкого материала.
Для распаковки ИМС в корпусах типа 4 используются автоматы моделей 141411 или АД-901 и АД-902, технические данные которых приведены в табл. 2.2. Распаковка тары заключается в снятии с корпуса тонкой пластмассовой крышки путем ее поперечного сжатия с помощью двух стержней, которые входят в контакт с краями крышки и, сближаясь друг с другом, изгибают ее и выводят из зацепления с корпусом. Освобожденная крышка уносится в сборную емкость струей сжатого воздуха, а ИМС по направляющей соскальзывает в приемную кассету. Автомат 141-411 загружает ИМС в этажерочные кассеты, а автоматы АД-901 и АД-902 — в прямоточные.
Таблица 2.1. - Характеристики автоматов распаковки ИМС
| Параметры |
Модель 141411 |
Модель АД-901 |
Модель АД902 |
| Тип корпуса ИМС |
401.14-1,2,3 |
401.14-1,2,3 |
402.16 |
| Производительност ь, шт/ч |
1200 |
1800 |
1800 |
| Число кассет |
18 |
12 |
12 |
| Число ИМС в кассете |
50 |
30 |
26 |
| Потребляемая мощность, Вт |
500 |
120 |
120 |
| Габаритные размеры, мм |
|
|
|
| Масса, кг |
300 |
200 |
200 |
Этажерочные и прямоточные кассеты используют для внутризаводского транспортирования ИМС с планарными выводами. В первых ИМС лежат перпендикулярно к продольной оси кассеты, каждая в своем отсеке, удерживаясь выводами. Выдача ИМС осуществляется с помощью толкателя сборочного автомата. Во вторых ИМС лежат продольно оси, одна за другой. Кассеты устанавливаются на сборочный автомат вертикально, и выгрузка ИМС происходит под действием силы тяжести и электромагнитного отсекателя механизма поштучной выдачи.
Резисторы и конденсаторы с осевыми выводами поставляют вклеенными в двухрядную липкую ленту на тканевой основе. Вклейку в ленту производят на специальных автоматах с соблюдением полярности элементов. Катушка диаметром 245 — 400 мм и шириной 70 — 90 мм содержит до 1—5 тыс. ЭРЭ. Во избежание сцепления соседних витков намотку ведут с межслойной прокладочной лентой из кабельной бумаги. С появлением "безвыводных" ИЭТ предложены ленточные носители с внутренними гнездами. Ширина носителя 8, 12 и 16 мм. Гнезда герметизируются полиэфирной пленкой предварительно нагретым инструментом.
Варианты формовки выводов ЭРЭ и установки на платы должны соответствовать ГОСТ 29137—91 (рис. 2.2). Например, вариант 010 применяется для установки элементов на односторонние платы при значительных механических нагрузках. При этом используется П-образная формовка выводов элементов. Вариант 140 применяют для ДПП и МПП. Ему соответствует зиг — формовка выводов. Для выводов диаметром до 0,5 мм R min =0,5 мм, для выводов 0,5—1,1 мм R min =1 мм. Вариант 220 рекомендуется для плотной компоновки элементов на плате, 360 — для ИМС с планарными выводами. Для фиксации ЭРЭ на плате применяют образование "зига" на одном из выводов ЭРЭ при вариантах установки 140 и 220.

Рис. 2.2. Варианты установки ИЭТ на платы
Установочный размер должен быть кратным шагу координатной сетки (2,5 мм или 1,25 мм) и обеспечивается инструментом. Предельные отклонения размеров инструмента: отверстий по Н 12, Н 13, валов по h 12; радиусов гибки +0,3 мм, остальные по IТ 14/2.
Для варианта установки 140 "зиг"-формовка выводов осуществляется по схеме, приведенной на рис. 2.3. В подающих дисках 1 имеются канавки, в которые элементы подаются неподвижными формообразующими 2 . Подающие диски получают непрерывное вращение. В диски встроены подпружиненные пуансоны 3 , которые при набегании на рычаги приобретают поступательное движение и образуют "зиг" на выводах. Кулачок 4 выталкивает элемент 5 из пазов диска в тару.
Размер "зига" С рассчитывается по формуле
![]() C
(d
o
d
)/2 0,5 (2.2)
C
(d
o
d
)/2 0,5 (2.2)
где d o , d — диаметры отверстия и вывода соответственно.

а б
а – гибка вывода; б – образование "зига" Рис. 2.3. Схема для "зиг" – формовки выводов радиоэлементов
Механизация процесса подготовки выводов к монтажу осуществляется путем применения технологических приспособлений, полуавтоматов и автоматов, выбираемых в зависимости от конструкции ЭРЭ и типа производства. Полуавтомат (рис. 2.4), предназначенный для подготовки выводов ЭРЭ с осевыми проволочными выводами и цилиндрической формой корпуса, выполняет следующие операции: рихтовку выводов, контроль ЭРЭ по электрическим параметрам с разбраковкой "годен" — "не годен", зачистку и подрезку выводов, укладку ЭРЭ в технологические кассеты.

Рис. 2.4. Полуавтомат для подготовки выводов ЭРЭ с осевыми проволочными выводами и цилиндрической формой корпуса
Радиоэлементы 1 загружаются вручную в направляющие 2 , по которым с помощью отсекателя 3 подаются в механизм рихтовки 4 по одной штуке, затем в зажимы 6 механизма контроля 5 . Рихтовка выводов осуществляется с помощью подпружиненных пуансонов. Контроль и разбраковка по электрическим параметрам производится прибором, подключенным к зажимам 6 . При наличии бракованного элемента прибор подает сигнал в механизм отсечки брака 7 и деталь сбрасывается с ротора. Качественные ЭРЭ поступают в механизм зачистки 8 , где металлическими щетками удаляются различные загрязнения. Далее ЭРЭ подаются в механизм обрезки 9 , после чего загружаются в технологическую кассету 10 .
Рихтовку выводов в мелкосерийном производстве осуществляют либо вручную с помощью пинцета и плоскогубцев, либо в приспособлении для рихтовки (одновременно 20—50 выводов ЭРЭ модели ГГ 1422-4101 с производительностью 500 шт/ч). Для подготовки ЭРЭ и ИМС к сборке используют различное оборудование (табл. 9.3).
Таблица 2.1. - Оборудование для подготовки ЭРЭ и ИМС
| Наименование, тип |
Тип ЭРЭ, ИМС |
Произво дительнос ть, шт/ч |
Привод, мощность, Вт |
Габарит ы, мм |
| Полуавтомат подготовки резисторов и диодов, ГГ-2420 |
МЛТ-0,125; 0,25; 0,5; 1,0; 2Д503,509 |
3000 |
Электромеханиче ский, 50 |
800 |
| Установка рихтовки и обрезки выводов транзисторов, ГГ2293 |
МП42, МП416, ГТ309 |
300 |
Электромагнитны й, 80 |
275 |
| Автомат П-образной формовки выводов ЭРЭ, ГГ-1611 |
МЛТ-0,125; 0,25; 0,5 |
3600 |
Электромеханиче ский, 180 |
405 |
| Автомат формовки выводов микросхем, ГГ-2629 |
101 МС 14-1 404.14-3 |
1200 |
Электромеханиче ский, пневматический, 500 |
1500 |
| Полуавтомат, АРСМ 2.230.000 |
КМ варианты III,IV |
1500 |
Электромеханиче ский, пневматический, 800 |
|
| Полуавтомат, ГГ2125 |
Корпус 301.12-1; 401.143 |
300 |
Электромеханиче ский, 180 |
305 |
Лужение выводов может осуществлятся как до, так и после формовки путем погружения в расплавленный припой. Для флюсового горячего лужения выводов
ИМС (корпус 401.14-3) используют автомат модели ГГ-2630С.
![]()
![]() Производительность автомата — 900 шт/ч, пределы регулирования температуры припоя, 200—280 С с точностью 5 С. Лужение выводов ЭРЭ групповым способом проводится на механизированной установке ГГМ2.339.002. Производительность ее — 400 кассет/ч, время выдержки кассет во флюсе и припое — 1,5—3 с.
Производительность автомата — 900 шт/ч, пределы регулирования температуры припоя, 200—280 С с точностью 5 С. Лужение выводов ЭРЭ групповым способом проводится на механизированной установке ГГМ2.339.002. Производительность ее — 400 кассет/ч, время выдержки кассет во флюсе и припое — 1,5—3 с.
![]() Напрессовка припоя
— один из способов закрепления на выводах ИМС строго дозированного количества проволочного припоя путем его глубокой пластической деформации. Припой удерживается на выводах благодаря механическому заклиниванию выдавленных в пространство между соседними выводами выступов. Обычно для выводов сечением 0,3 0,1 мм (корпус 401.14 и др.) используют проволоку припоя диаметром 0,3—0,4 мм либо трубчатый припой с флюсовой сердцевиной диаметром 0,5 мм.
Напрессовка припоя
— один из способов закрепления на выводах ИМС строго дозированного количества проволочного припоя путем его глубокой пластической деформации. Припой удерживается на выводах благодаря механическому заклиниванию выдавленных в пространство между соседними выводами выступов. Обычно для выводов сечением 0,3 0,1 мм (корпус 401.14 и др.) используют проволоку припоя диаметром 0,3—0,4 мм либо трубчатый припой с флюсовой сердцевиной диаметром 0,5 мм.
Размещение дискретных ЭРЭ в технологической таре позволяет повысить производительность сборки и механизировать установку элементов на платы. В качестве тары используют также и липкую ленту, в которую вклеивают ЭРЭ преимущественно с осевыми выводами по программе. Вклейка осуществляется на установке ГГ-1740. В технологических кассетах ЭРЭ загружаются в накопители, откуда по программе подаются на транспортное устройство, двигаясь по которому, попадают в зону вклейки. Производительность автомата — 2400 шт/ч, количество элементов в одной программе 2—12 шт., шаг вклейки S кратен 5 мм, ширина ленты 6 или 9 мм. Полярные ИЭТ вклеиваются в ленту в однозначно ориентированном положении.
Элементы 3, 4 и 8-й групп (с однонаправленными выводами) вклеиваются в однорядную перфорированную ленту шириной 18 мм (рис. 2.5). Шаг вклейки 15 мм, расстояние между выводами 2,5 или 5 мм. ИЭТ 5,6,7 и 9-й групп (транзисторы типа КT, TO, ИМС) поставляются в специальных прямоточных одноручьевых технологических кассетах (рис. 2.6).

Рис. 2.5.Упаковка ИЭТ в однорядную ленту

Рис. 2.6.Упаковка ИЭТ в кассету
2.4. УСТАНОВКА КОМПОНЕНТОВ НА ПЛАТЫ
Установка ЭРЭ и ИМС на платы является первым этапом монтажа. В зависимости от технической реализации различают ручную и механизированную сборку плат, причем в качестве критерия выбора оборудования принимают вариант исполнения выводов (штыревые, планарные). Оптимальное выполнение операции установки ЭРЭ на платы требует:
- определения оптимального варианта расположения ЭРЭ и ИМС на плате; - согласования допусков на выводы и на диаметры отверстий; - выбора наиболее приемлемого метода фиксации компонента.
Положение компонентов, полученное при сборке, не должно изменяться до момента формирования монтажного соединения. Поэтому компоненты должны быть зафиксированы на плате. Фиксация должна: быть легкой в исполнении, не допускать применения дополнительных элементов, выдерживать собственную массу элементов, осуществляться при обратном ходе рабочего инструмента. Существуют различные варианты фиксации выводов элементов в отверстиях плат (рис. 2.7): загибка (а ), расплющивание (б ), деформация (в ), под действием упругих сил (г ) или трения (д ).
Загибка создает большую опасность замыканий с близлежащими проводниками, чем расплющивание. Пружинные выводы ИМС не требуют загибки, так как фиксация происходит за счет трения о внутренние стенки отверстий. Для фиксации ИМС с планарными выводами применяют их предварительное приклеивание к плате.

Рис. 2.7. Фиксация выводов компонентов в отверстиях плат
2.4.1. РУЧНАЯ УСТАНОВКА КОМПОНЕНТОВ НА ПЛАТЫ
В условиях многономенклатурного и мелкосерийного производства ЭА получила развитие программированная ручная сборка на светомонтажных столах, при которой световыми средствами указывают ячейку неподвижного накопителя и участок ПП, где нужно установить элемент. Это значительно повышает производительность сборки и уменьшает количество ошибок. Вручную, без специальных средств, обычный темп сборки — до 200 элементов в час, на светомонтажном столе он может достигать 500 — 600 шт/ч. Не требуется обращение к чертежу, исключаются ошибки размещения элементов, снижается квалификация рабочих.
Светомонтажный стол — довольно сложное устройство, в котором могут применяться различные принципы подачи ИЭТ, указания мест расположения на ПП, управления перемещением платы (рис. 2.8).
![]()
Рис. 2.8 Схема светомонтажного стола
Указание посадочных мест может быть выполнено путем проецирования со слайдов, "световой указкой" либо использования световодов.
В первых светомонтажных столах модели УПСП-904 (СССР) и фирмы Streckfuss (Германия ) указание посадочных мест осуществлялось проецированием со слайдов в диапроекторе, закрепленном под столом. Число и расположение пятен света на ПП зависели от расположения отверстий в носителе информации — латунной фольге или кинопленке толщиной 0,1 мм, вставленной в рамку слайда. Недостатками являлись высокая трудоемкость подготовки программ, низкий темп сборки.
Указание с помощью световодов путем подсветки отверстий в ПП снизу использовалось в установках "Свет" и "Цвет" (рис. 2.9). Полярность элементов указывалась миганием. Недостатками являлись значительная трудоемкость подготовки программ, ограниченные возможности передачи дополнительных символов.

1 – плата; 2 – шаблон; 3 – световод; 4 – программная панель; 5 – осветитель
Рис. 2.9. Схема проецирования изображения через световод
Более гибкая система с использованием "световой указки", в которой пятно светового луча от проектора перемещается по ПП со скоростью 300 — 400 мм/с с разрешением 0,15 — 0,3 мм. Луч может формировать разные символы, указывать место установки.
Светомонтажный стол модели Logpoint (рис.2.10) состоит из светолучевой головки, рабочего стола, микроЭВМ, дисплея, клавиатуры и элеваторного накопителя. Программирование осуществляется в пошаговом режиме, и все данные выводятся на экран дисплея.

1 – дисплей; 2 – проектор; 3 – панель; 4 – накопитель; 5 – микроЭВМ
Рис. 2.10. Стол с гибкой программой сборки
Характеристики столов приведены в табл. 2.2.
Таблица 2.2. - Светомонтажные столы программной сборки
| Модель |
Устройство управления |
Емкость ОЗУ |
Средства отображения |
Тип внешних ОЗУ |
| ПМПП-902 (СССР) |
МП-901 |
16 K |
Табло 3знаковое |
НМЛ |
| ТС-1409 (СССР) |
"Электроника60" |
16 К |
То же |
НМЛ |
| 3D-TS Polytronik |
Z-80 |
32 K (энергонезависи мое) |
Табло 32- знаковое |
НГМД 64 К |
| 62-35 Logpoint (Англия) |
Z-80 |
64 K |
Дисплей |
НГМД 64 К |
| V-T-AS (США) |
Микропроцес сор |
86 К (энергонезависи мое) |
То же |
НМЛ |
2.4.2. МЕХАНИЗИРОВАННАЯ УСТАНОВКА КОМПОНЕНТОВ НА ПЛАТЫ
При механизированной установке элементов основную роль играет сборочная головка, которая выполняет следующие функции (рис. 2.11.): принимает компонент из подающего устройства, ориентирует компонент, рихтует и обрезает выводы, вводит выводы в соответствующие отверстия или совмещает их с контактными площадками и при необходимости загибает.

а – изгиб выводов; б – обрезка выводов; в – загибка выводов
Рис.2.11. Механизированная установка дискретных ЭРЭ
Варианты позиционирования (рис. 2.12) зависят от конструкции компонентов.
Компоненты с боковыми выводами (резисторы) позиционируются по двум выводам, элемент подводится под легким внешним воздействием к плате. Для компонентов с несколькими штыревыми выводами (транзисторы) не применяют прямые направляющие, а позиционируют несколько выводов, что требует больших допусков на отверстия платы. Для ИМС выводы фиксированы по отношению к корпусу и не формуются. Тогда устанавливают элемент, удерживая его за корпус, что является менее надежным способом.

а б в
а – по двум выводам; б – по трем выводам; в – по корпусу
Рис. 2.12. Варианты позиционирования ЭРЭ сборочными машинами
При автоматизированной сборке однослойных и многослойных плат должны выполняться следующие технические требования:
![]() использование минимального числа типоразмеров ЭРЭ и ИМС; размещение корпусных ИМС на ПП рядами или в шахматном порядке с
использование минимального числа типоразмеров ЭРЭ и ИМС; размещение корпусных ИМС на ПП рядами или в шахматном порядке с
![]() шагом установки 2,5 мм; корпуса с планарными выводами допускается размещать с шагом 1,25 мм, зазоры между корпусами ИМС должны быть не менее 1,5 мм; установка ИМС со штыревыми выводами только с одной стороны ПП, а ИМС с планарными — с двух сторон.
шагом установки 2,5 мм; корпуса с планарными выводами допускается размещать с шагом 1,25 мм, зазоры между корпусами ИМС должны быть не менее 1,5 мм; установка ИМС со штыревыми выводами только с одной стороны ПП, а ИМС с планарными — с двух сторон.
Сборка на полуавтоматах ведется с помощью пантографа. Перемещение платы в направлении осей х и у производится персоналом вручную, пантограф работает в основном масштабе 1:1, поэтому в качестве образца используют просверленную печатную плату. Пантограф имеет копирный щуп с конусной головкой, которая вставляется в отверстие шаблона или несмонтированной платы. Установочная головка при этом выполняет следующие действия: захватывает элемент, изгибает выводы, вставляет их в отверстия, обрезает и фиксирует выводы. Преимуществом полуавтоматов с пантографами является более высокая производительность по сравнению со светомонтажными столами, возможность быстрой переналадки на другие изделия. Недостатки — более жесткие допуски на монтажные отверстия, невысокий уровень автоматизации. Полуавтомат для установки ИМС в корпусах DIP с одновременной групповой подрезкой выводов ГГ-2482 имеет время цикла укладки 5 с, производительность 1200 шт/ч (рис. 2.13).
Сборочные автоматы, выполняющие основную технологическую операцию установки ИЭТ на плату, отражают более высокий по сравнению со светомонтажными столами уровень автоматизации сборочно-монтажных работ. Их применение становится оправданным в условиях серийного производства либо при сборке ИЭТ массового применения в любом производстве. Они могут быть узкоспециализированными, рассчитанными на установку одного типа ИЭТ, или гибкими универсальными автоматами. В последних одна и та же головка способна собирать на ПП разнообразные ИЭТ.

Рис. 2.13. Установка ИМС на полуавтомате с пантографом
Применяемые в промышленности сборочные автоматы отличаются выполняемыми операциями, возможностями установки определенной номенклатуры ИЭТ, степенью автоматизации, применяемыми дополнительными средствами и т. д. За последнее время появился ряд сборочных автоматов, в которых операция подачи ЭРЭ на сборку в заданном программой порядке выполняется без предварительной переклейки в липкую ленту.
Сборочные головки могут выполнять в автоматическом цикле одну или несколько технологических операций: извлечение ИЭТ из накопителя или носителя, поворот ИЭТ по ключу или оси координат, формовку выводов ИЭТ, перенос ИЭТ, центровку ИЭТ, установку ИЭТ на ПП. Один из вариантов сборочной головки показан на рис. 2.14.

Рис. 2.14. Сборочная головка
![]() Фирма Philips разработала установку параллельной сборки (рис. 2.15), в которой используется принцип ударного монтажа
. Она состоит из неподвижного держателя печатных плат, на котором закрепляется плата 1
, нескольких установочных головок 2
и магазина компонентов 3
. В выпускаемом оборудовании для этих целей используют одновременно до 10 установочных головок, которые вращаются в аксиальном направлении на 180. Фиксация выводов происходит посредством загибки их в нужном направлении с помощью специального устройства. Вследствие одновременной установки всех компонентов достигается высокая производительность (до 2500—3000 шт/ч), однако перестройка установки на другой тип плат требует много времени, поэтому метод пригоден для крупносерийного и массового производства.
Фирма Philips разработала установку параллельной сборки (рис. 2.15), в которой используется принцип ударного монтажа
. Она состоит из неподвижного держателя печатных плат, на котором закрепляется плата 1
, нескольких установочных головок 2
и магазина компонентов 3
. В выпускаемом оборудовании для этих целей используют одновременно до 10 установочных головок, которые вращаются в аксиальном направлении на 180. Фиксация выводов происходит посредством загибки их в нужном направлении с помощью специального устройства. Вследствие одновременной установки всех компонентов достигается высокая производительность (до 2500—3000 шт/ч), однако перестройка установки на другой тип плат требует много времени, поэтому метод пригоден для крупносерийного и массового производства.
![]()
а – принцип работы; б – расположение сборочных головок
Рис. 2.15. Установка параллельной сборки
При изготовлении электронно-вычислительной аппаратуры, характеризующейся большим числом однотипных сборочных единиц — ТЭС — применяют сборочные машины с цифровым управлением . Информация, необходимая для управления машиной, считывается c носителя данных (перфоленты, магнитного диска). В этих станках к позиционированию стола предъявляют повышенные требования, т. е. необходимая точность составляет
![]() 0,025 мм. Параллельно во времени при позиционировании платы происходит выборка компонентов и их транспортирование к сборочной головке. Число магазинов должно быть достаточно большим (от 20 до 40) для выполнения сменного задания.
0,025 мм. Параллельно во времени при позиционировании платы происходит выборка компонентов и их транспортирование к сборочной головке. Число магазинов должно быть достаточно большим (от 20 до 40) для выполнения сменного задания.
Автомат "Трофей" для установки на платы в программной последовательности ЭРЭ с осевыми выводами и перемычек, вклееных в ленту, управляется с помощью мини-ЭВМ "Электроника-60" и имеет две сборочные головки. Характеристики других автоматов приведены в табл. 2.3.
Для программной вклейки ЭРЭ с осевыми выводами и перемычек в липкую ленту используется автомат типа "Трал", управляемый с помощью мини-ЭВМ. В автомате секционного типа вклейка осуществляется одновременно с 20—60 бобин.
Таблица 2.3 - Технические характеристики автоматов для установки ЭРЭ
| Параметры |
"Трофей" (СССР) |
ГГМ 1.149.002 (СССР) |
ГГМ 1.149.007 (СССР) |
NM-2050 (Япония) |
| Производительнос ть, шт/ч |
9000 |
6000 |
2000 |
14 000 |
| Габаритные размеры плат, мм |
|
|
|
|
| Размеры корпусов элементов,мм |
2,2—9,0 |
2,0—4,0 |
|
– |
| Установочные размеры, мм |
10—32,5 |
7,5—15 |
5—12,5 |
|
| Типы выводов и элементов |
Осевые перемычки, Д18, Д223 |
выводы, МЛТ, Д9, |
Однонаправ ленные, КМ |
20 типов ЭРЭ |
| Количество сборочных головок |
2 |
2 |
1 |
2 |
| Электропитание, кВт |
1,0 |
1,5 |
1,0 |
1,5 |
| Пневмопитание , МПа Габариты, мм |
0,5
500 |
0,5
1680 |
–
30 |
–
1400 |
| Масса, кг |
1000 |
500 |
500 |
2800 |
Автомат ГГМ 1.149.002 предназначен для сборки ЭРЭ с осевыми выводами — резисторов МЛТ, диодов Д9, Д18, Д223 и др., вклеенных в липкую ленту. Сборочная головка выполняет операции вырезки ЭРЭ из ленты, формовки выводов и установки элементов на ПП с подгибкой выводов. Координатный стол имеет привод от двигателя постоянного тока СД-75Д с максимальной скоростью позиционирования 0,1 м/с и минимальным шагом 0,02 мм. Управление осуществляется от стойки ЧПУ, в качестве программоносителя используется 8дорожечная перфолента.
Для автоматизированной сборки и пайки ИМС с планарными выводами в корпусе типа 401.14 и других применяют автоматы с ЧПУ типов АРПМ, АУП-007, УСПА-1 (СССР) (табл. 2.4). Автомат сборки плат (АСП-902П) может устанавливать корпуса ИМС четырех типоразмеров с 14 и 16 выводами и управляется с помощью ЭВМ. Перед сборкой ПП закрепляются в пакетах (5—10 шт.) и устанавливаются на транспортно-накопительном модуле. Кассеты с микросхемами закрепляются на платформах вибрационных питателей.
Клей наносится двумя методами: на ПП дозатором ( универсальный метод) или на дно микросхемы с помощью ванночек с клеем (более производительный метод). По программе плата из накопителя подается в рабочую зону, сборочная головка меняет схват, вакуумной присоской захватывает из кассеты микросхему, устанавливает ее на плату и производит пайку выводов групповым паяльником. После сборки плата подается в накопитель. Загрузка кассет ИМС в 14-выводном корпусе обеспечивает непрерывную работу автомата в течение часа.
Таблица 2.4 -Технические характеристики автоматов сборки для ИМС с планарными выводами
| Параметры |
АРПМ |
АУП-007 |
АСП-902П |
| Производительность, шт/ч |
400 |
300 |
800 |
| Габаритные размеры ПП, мм |
|
|
|
| Емкость накопителя ИМС, шт. |
1500 |
1500 |
1500 |
| Тип и время пайки, с |
Точечная, 9 |
Точечная ,12 |
Групповая, 4 |
| Мощность, кВт |
1,0 |
3,0 |
2,5 |
| Габариты, мм |
|
|
|
| Масса, кг |
170 |
600 |
1000 |
Повышение производительности труда на операциях сборки может осуществляться за счет внедрения ГПС, основными составными частями которых являются ГПМ и РТК. ГПМ — это единица технологического оборудования, автономно функционирующая с программным управлением и имеющая возможность встраивания в ГПС. РТК — это совокупность технологического оборудования, промышленного робота и средств оснащения, автономно функционирующих по заданной программе.
Организация ГПМ сборки и монтажа предъявляет следующие требования к ИЭТ:
![]()
![]()
![]()
![]()
![]()
![]() наличие на корпусе элемента в зоне первого вывода четко выраженного и конструктивно оформленного ключа в виде скоса, выступа, выемки и т. д.; нумерация остальных выводов ведется слева направо или по часовой стрелке; упаковка ИЭТ в тару, допускающую машинную обработку, например элементы 1-й и 2-й групп (неполярные ИЭТ — резисторы, конденсаторы, полярные ИЭТ — диоды, конденсаторы) с осевыми выводами должны поставляться вклеенными в двухрядную липкую (бумажную) ленту; конструкция ИЭТ должна обеспечивать стойкость к технологически воздействиям: трехкратной пайке без теплоотвода при 265 С в течение 3 с; виброотмывке в спирто - бензиновой смеси (1:1) с частотой (50 5) Гц и амплитудой колебаний до 1 мм в течение 4 мин; УЗ-очистке в диапазоне частот 18—22 кГц с интенсивностью 0,4—0,6 Вт/см2
(амплитуда 4—6 мкм) в течение 2 мин (кроме ППП и ИМС); печатные платы должны иметь прямоугольную форму с соотношением
наличие на корпусе элемента в зоне первого вывода четко выраженного и конструктивно оформленного ключа в виде скоса, выступа, выемки и т. д.; нумерация остальных выводов ведется слева направо или по часовой стрелке; упаковка ИЭТ в тару, допускающую машинную обработку, например элементы 1-й и 2-й групп (неполярные ИЭТ — резисторы, конденсаторы, полярные ИЭТ — диоды, конденсаторы) с осевыми выводами должны поставляться вклеенными в двухрядную липкую (бумажную) ленту; конструкция ИЭТ должна обеспечивать стойкость к технологически воздействиям: трехкратной пайке без теплоотвода при 265 С в течение 3 с; виброотмывке в спирто - бензиновой смеси (1:1) с частотой (50 5) Гц и амплитудой колебаний до 1 мм в течение 4 мин; УЗ-очистке в диапазоне частот 18—22 кГц с интенсивностью 0,4—0,6 Вт/см2
(амплитуда 4—6 мкм) в течение 2 мин (кроме ППП и ИМС); печатные платы должны иметь прямоугольную форму с соотношением
![]()
![]() сторон не более 1:2 для обеспечения их достаточной жесткости при воздействии автоматической укладочной головки; для фиксации ПП на координатном столе сборочного автомата в конструкции ПП должны быть предусмотрены базовые фиксирующие отверстия с точностью расположения не хуже 0,05 мм; платы должны иметь зоны, свободные от ИЭТ, для фиксации их в направляющих координатного стола, накопителях, транспортной таре. Эти зоны располагаются, как правило, вдоль длинных краев ПП на расстоянии 5 мм для бытовой и 2,5 мм для специальной аппаратуры.
сторон не более 1:2 для обеспечения их достаточной жесткости при воздействии автоматической укладочной головки; для фиксации ПП на координатном столе сборочного автомата в конструкции ПП должны быть предусмотрены базовые фиксирующие отверстия с точностью расположения не хуже 0,05 мм; платы должны иметь зоны, свободные от ИЭТ, для фиксации их в направляющих координатного стола, накопителях, транспортной таре. Эти зоны располагаются, как правило, вдоль длинных краев ПП на расстоянии 5 мм для бытовой и 2,5 мм для специальной аппаратуры.
ГПМ установки ИМС на ПП и при необходимости крепления на ней подгибкой двух выводов в корпусах типа 2, уложенных в технологических кассетах, приведен на рис. 2.16.
Процесс функционирования ГПМ следующий. ПП из накопителя 8 подается устройством загрузки-выгрузки 9 к координатному столу 6 сборочного автомата и фиксируется в нем с помощью фиксирующего устройства 5 . Координатный стол при этом выводится в нулевое положение. После фиксации ПП координатный стол перемещается к укладочной головке 3 , которая в соответствии с задаваемой системой управления 7 программой производит выбор нужного типа ИМС из накопителя (линейного 1 , установленного на столе 2 , или роторного 4 ) и установку ИМС выводами в отверстия ПП. В некоторых вариантах оборудования специальная головка может осуществить подгибку двух выводов с целью дополнительного крепления ИМС на ПП. Для ИМС с числом выводов 14 и более в дополнительном креплении необходимости нет — ИМС держится на ПП за счет пружинения выводов, вставленных в отверстия.
Технические характеристики различных моделей автоматов приведены в табл. 2.4.
Таблица 2.4 -ГПМ установки ИМС на ПП в корпусе типа 2 (DIP)
| Параметры |
Модель автомата |
||
| ГГМ1.149.015 (СССР) |
DIPG "Dynapert" (США) |
||
| Производительность, шт/ч |
2500 |
4500 |
|
| Размеры рабочего поля, мм |
|
|
|
| Емкость накопителя ПП, шт. |
10; 20 |
15; 90 |
|
| Емкость накопителя ИМС, шт. |
900 |
1200 |
|
| Тип кассеты |
Этажерочный |
Прямоточный |
|
| Габаритные размеры, мм |
|
|
|
| Масса, кг |
480 |
650 |
|

Рис. 2.16. ГПМ установки на ПП ИМС в корпусе типа 2
![]()
![]() РТК пайки волной припоя предназначен для выполнения монтажных соединений на ПП за счет автоматического выполнения операций загрузкиразгрузки, флюсования, подогрева, пайки и удаления излишков припоя (рис. 2.17). Плата с установленными на ней ИЭТ извлекает захватом 2
робот 3
из накопителя 1
, устанавливается на специальную кассету и через устройство загрузки 4
передается на транспортер 9
линии пайки. Транспортер (цепной конвейер) последовательно перемещает ПП через агрегаты линии пайки. В агрегате флюсования 7
поверхность монтажных элементов, подлежащих пайке, смачивается флюсом, подающимся в виде пены к нижней поверхности ПП. В агрегате подогрева 8
происходит испарение жидкости, используемой в качестве растворителя флюса, с целью предотвращения разбрызгивания расплавленного припоя при попадании на него капелек жидкого флюса с поверхности ПП, а также подогрев ПП до 75—125 С с целью уменьшения термоудара при погружении ПП в волну расплавленного припоя в агрегате пайки 10
при температуре 260 С. Способ нагрева — терморадиационный. Температура должна быть максимальной, но не выше той, которую допускают ИЭТ, установленные на ПП. Контроль и поддержание режимов пайки осуществляются автоматически с помощью устройства управления 5
, а информация о режимах отображается на табло 6
. Выгрузку плат выполняет устройство 11
.
РТК пайки волной припоя предназначен для выполнения монтажных соединений на ПП за счет автоматического выполнения операций загрузкиразгрузки, флюсования, подогрева, пайки и удаления излишков припоя (рис. 2.17). Плата с установленными на ней ИЭТ извлекает захватом 2
робот 3
из накопителя 1
, устанавливается на специальную кассету и через устройство загрузки 4
передается на транспортер 9
линии пайки. Транспортер (цепной конвейер) последовательно перемещает ПП через агрегаты линии пайки. В агрегате флюсования 7
поверхность монтажных элементов, подлежащих пайке, смачивается флюсом, подающимся в виде пены к нижней поверхности ПП. В агрегате подогрева 8
происходит испарение жидкости, используемой в качестве растворителя флюса, с целью предотвращения разбрызгивания расплавленного припоя при попадании на него капелек жидкого флюса с поверхности ПП, а также подогрев ПП до 75—125 С с целью уменьшения термоудара при погружении ПП в волну расплавленного припоя в агрегате пайки 10
при температуре 260 С. Способ нагрева — терморадиационный. Температура должна быть максимальной, но не выше той, которую допускают ИЭТ, установленные на ПП. Контроль и поддержание режимов пайки осуществляются автоматически с помощью устройства управления 5
, а информация о режимах отображается на табло 6
. Выгрузку плат выполняет устройство 11
.

Рис. 2.17. ГПМ пайки волной припоя
Технические характеристики ГПМ приведены в табл. 2.5.
Таблица 2.5 -ГПМ волновой пайки
| Параметры |
Модели линий пайки |
|
| Kirsten (Швейцария) |
ЛПМ-300 (СССР) |
|
| Ширина и высота волны, мм |
330; 20 |
330; 12 |
| Скорость транспортера, м/мин |
0,3—3,0 |
0,8—3,0 |
| Угол наклона, град. |
0—12 |
0—12 |
| Потребляемая мощность, кВт |
12 |
15 |
| Тип нагнетателя припоя |
Электромагнит ный |
Механический |
| Габаритные размеры, мм |
|
0 |
| Управление |
МПУ, дисплей |
Пульт |
3 ТЕХНОЛОГИЯ СБОРКИ И МОНТАЖА БЛОКОВ ЭЛЕКТРОННОЙ АППАРАТУРЫ С ПОВЕРХНОСТНЫМ МОНТАЖОМ
3.1. ОБЩАЯ ХАРАКТЕРИСТИКА ТЕХНОЛОГИИ ПОВЕРХНОСТНОГО МОНТАЖА
Современный этап развития ЭА характеризуется все более широким применением новейшей элементной базы — поверхностно монтируемых элементов: безвыводных "чиповых" резисторов и конденсаторов, миниатюрных корпусов БИС, пластмассовых и керамических кристаллоносителей и др., что позволяет отказаться от плат с металлизированными отверстиями, упростить установку элементов, повысить надежность электронных блоков. Технология поверхностного монтажа (SMT) получила официальное признание в 1985 г. и имеет следующие преимущества:
1) конструктивные:
![]() повышение плотности компоновки элементов в 4—6 раз; снижение массогабаритных показателей в 3—5 раз;
повышение плотности компоновки элементов в 4—6 раз; снижение массогабаритных показателей в 3—5 раз;
повышение быстродействия и помехозащищенности элементов за счет
![]() отсутствия выводов; повышение виброустойчивости и вибропрочности блоков в 2 раза; повышение надежности блоков за счет уменьшения количества металлизированных отверстий, являющихся потенциальным источником
отсутствия выводов; повышение виброустойчивости и вибропрочности блоков в 2 раза; повышение надежности блоков за счет уменьшения количества металлизированных отверстий, являющихся потенциальным источником
дефектов;
2) ![]() технологические: автоматизация сборки и монтажа элементов и повышение
технологические: автоматизация сборки и монтажа элементов и повышение
производительности труда в десятки раз;
![]() исключение операций подготовки выводов и соответствующего
исключение операций подготовки выводов и соответствующего
![]() оборудования; сокращение производственных площадей на 50 %; уменьшение затрат на материалы.
оборудования; сокращение производственных площадей на 50 %; уменьшение затрат на материалы.
К недостаткам следует отнести ограниченную номенклатуру поверхностномонтируемых элементов, их высокую стоимость, затрудненность отвода тепла, сложность контроля и ремонта.
3.2. ПОВЕРХНОСТНО-МОНТИРУЕМЫЕ КОМПОНЕНТЫ И ИХ УПАКОВКА
При поверхностном монтаже применяют следующие виды корпусов :
1) простые корпуса для пассивных компонентов:
![]() прямоугольной формы, например резисторов и конденсаторов;
прямоугольной формы, например резисторов и конденсаторов;
![]() типа MELF (Metal Electrode Face Bonded) с вмонтированными электродами в
типа MELF (Metal Electrode Face Bonded) с вмонтированными электродами в
виде металлизированных торцов;
2) ![]() сложные корпуса для многовыводных полупроводниковых приборов: малогабаритный транзисторный (Small Outline Transistor — SOT);
сложные корпуса для многовыводных полупроводниковых приборов: малогабаритный транзисторный (Small Outline Transistor — SOT);
малогабаритный (Small Outline — SO) для интегральных схем; увеличенный малогабаритный (Small Outline Large — SOL) для
![]() интегральных схем; пластмассовые кристаллоносители с выводами (Plastic Leaded Chip Carrier —
интегральных схем; пластмассовые кристаллоносители с выводами (Plastic Leaded Chip Carrier —
![]() PLCC); безвыводные керамические кристаллоносители (Leadless Ceramic Chip
PLCC); безвыводные керамические кристаллоносители (Leadless Ceramic Chip
![]() Carrier — LCCC); керамические кристаллоносители с выводами (Leaded Ceramic Chip Carrier
Carrier — LCCC); керамические кристаллоносители с выводами (Leaded Ceramic Chip Carrier
— LDCC);
3) различные нестандартные корпуса для компонентов неправильной формы, например индуктивностей и переключателей.
Большая часть чип-резисторов изготавливается методами толстопленочной технологии, которая включает отжиг смесей оксидов металлов и керамики (или стекла), нанесенных на керамические подложки с применением, например, шелкографии. Аналогично изготавливаются контактные площадки резисторов. Резисторы нередко покрываются пассивирующим слоем стекла. После лазерной подгонки и покрытия эпоксидным составом подложки разрезаются на отдельные чип-резисторы.
В корпусах типа MELF изготавливают кремниевые диоды, высокочастотные катушки индуктивности с постоянной индуктивностью, танталовые конденсаторы, металлопленочные резисторы и устройства защиты от перенапряжений, но в наибольших объемах производятся постоянные керамические конденсаторы и графитовые пленочные резисторы.
![]() Транзисторный мини-корпус SOT применяется для корпусирования дискретных полупроводниковых приборов: одиночных биполярных и полевых транзисторов, диодов, стабилитронов и др. Корпус ТО-236 применяют для корпусирования кристаллов, имеющих площадь до 19,35 мм2
и рассеиваемую мощность 200 мВт, а второй корпус, ТО-243, рассчитан на кристаллы площадью 38,7 мм2
, мощностью до 500 мВт при 25 С. Оба корпуса очень просты по конструкции с тремя выводами: у ТО-236 выводы поочередно отходят от каждой из сторон корпуса, в то время как у ТО-243 они расположены по одну сторону корпуса, а центральный вывод — увеличенного размера для лучшего отвода
Транзисторный мини-корпус SOT применяется для корпусирования дискретных полупроводниковых приборов: одиночных биполярных и полевых транзисторов, диодов, стабилитронов и др. Корпус ТО-236 применяют для корпусирования кристаллов, имеющих площадь до 19,35 мм2
и рассеиваемую мощность 200 мВт, а второй корпус, ТО-243, рассчитан на кристаллы площадью 38,7 мм2
, мощностью до 500 мВт при 25 С. Оба корпуса очень просты по конструкции с тремя выводами: у ТО-236 выводы поочередно отходят от каждой из сторон корпуса, в то время как у ТО-243 они расположены по одну сторону корпуса, а центральный вывод — увеличенного размера для лучшего отвода
тепла.
Интегральная схема в мини-корпусе SOIC/SOL напоминает уменьшенный вариант традиционного корпуса с двухрядным расположением ленточных выводов (типа DIP). Обычно мини-корпуса поставляются в 8, 14 и 16-выводном исполнении, при этом выводы имеют форму крыла чайки и расположены с шагом 1,27 мм (рис. 3.1, а ). Большим преимуществом этого корпуса являются улучшенные массогабаритные характеристики по сравнению с его аналогом DIP: он на 70 % меньше по объему, на 30 % меньше по высоте, а масса такого корпуса составляет лишь 10 % массы его более крупного аналога. Кроме того, миникорпус имеет лучшие электрические характеристики, определяющие скорость прохождения сигнала. Для переработки топологии обычной схемы на DIPкорпусах в вариант с использованием SOIC/SOL-корпусов нужно внести лишь небольшие изменения, так как разводка выводов одинакова, но общий размер платы может быть уменьшен.

а б в г
Рис. 3.1. Типы корпусов микросхем
Стандартный мини-корпус типа SO (рис. 3.1, б ) имеет ширину 3,81 мм; существует также совершенно аналогичный корпус, называемый увеличенным вариантом, — SOL, который имеет ширину 7,62 мм. Количество выводов у этих корпусов колеблется от 16 до 28. Пластмассовый кристаллоноситель с выводами (PLCC), размещенными по всем четырем сторонам корпуса, обеспечивает большую плотность соединений и представляет собой почти правильный квадрат с количеством выводов от 18 до 84 (рис. 3.1, в ). Шаг выводов у PLCC обычно составляет 1,27 или 0,635 мм, однако для некоторых сложных СБИС применяется также шаг 0,508 мм.
Корпус PLCC характеризуется наличием одного ряда выводов по периферии. Варианты конструкции PLCC с числом выводов до 52 имеют, как правило, гибкие J-образные выводы, загибаемые под корпус при монтаже.
Наиболее распространенным типом керамических корпусов для поверхностного монтажа является LCCC — безвыводной керамический кристаллоноситель. Конструктивно LCCC состоит из трех основных элементов: металлизированного керамического основания, металлической крышки и герметизирующего материала, чаще всего специального припоя. В углах корпуса отсутствуют контактные площадки, корпус имеет два ориентирующих ключа: один из них для оптического считывания, второй — в виде угловой фаски. Эти корпуса выбираются для ответственных применений, например в военной технике, аппаратуре связи и аэрокосмической технике, поскольку они могут быть высокогерметичными. Однако LCCC имеют существенные недостатки. Главным из них является рассогласование температурных коэффициентов расширения (ТКР) корпуса и стандартной стеклоэпоксидной платы, которое способствует образованию и развитию дефектов в местах пайки при жестком термоциклировании или высоком уровне рассеиваемой мощности. Кроме того, эти корпуса относительно дороги в производстве.
Керамические кристаллоносители с выводами (LDCC/CCC) позволяют решать проблему согласования ТКР, хотя они дороже, конструктивно более сложны и пригодны лишь для военных и других ответственных применений, где стоимость не является основным критерием выбора компонентов.
Корпус PGA имеет тонкие штыревые выводы, расположенные в матричном порядке (рис.3.1, г ).
3.3. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ВАРИАНТЫ ПОВЕРХНОСТНОГО МОНТАЖА
3.3.1. ВАРИАНТЫ ПРАКТИЧЕСКОЙ РЕАЛИЗАЦИИ ТЕХНОЛОГИИ ПМ
Классификация вариантов поверхностного монтажа развивается в соответствии с достижениями техники в этой области. На ранних стадиях выделялись три основных варианта: чисто поверхностный монтаж (одно- или двухсторонний) (рис. 3.2, а) ; смешано-разнесенный монтаж, при котором компоненты со штыревыми выводами размещаются на лицевой стороне печатной платы, а простые ПМ- компоненты –на обратной стороне (рис. 3.2, в) и смешанный монтаж: (рис 3.2, б) , когда на одной или двух сторонах печатной платы размещаются сложные ПМ - компоненты и компоненты со штыревыми выводами. В стандарте IPC-CM-770 эта классификация получила дальнейшее развитие. Выделены два типа (тип 1 и тип 2), которые могут иметь три класса (А, В и С). Типы определяют расположение компонентов с одной или двух сторон ПП, а классы — виды компонентов, используемых для поверхностного монтажа (А — использование компонентов только со штыревыми выводами, В — только ПМ-компоненты и С — смешанное использование компонентов). Классы В и С в свою очередь могут подразделяться на простые и сложные.
Еще один вариант классификации предусматривается стандартами EIA , в которых выделяются три варианта практической реализации технологии ПМ: тип 1, тип 2 и тип 3 (рис 3.3). Тип 1 содержит только ПМ-компоненты различной сложности, устанавливаемые с одной или двух сторон ПП, тип 3 — компоненты со штыревыми выводами на лицевой стороне и простые ПМ-компоненты на обратной стороне ПП. Тип 2 является комбинацией 1-го и 2-го типов. Кроме того, сборочные единицы, содержащие сложные ПМ - компоненты (QFP, TAB, BGA и др.), для каждого из типов выделяется в подтипы: IC, IIС, IIIС (рис. 3.4).
Практически в промышленности более часто применяется последний вариант классификации и мы примем его за основу.
3.3.1.1 ТИПОВАЯ СХЕМА ПРАКТИЧЕСКОЙ РЕАЛИЗАЦИИ ТЕХНОЛОГИИ ПМ ТИПА 1
Характерной особенностью типа 1 является использование только ПМ – компонентов. Технологический процесс начинается с нанесения (чаще всего методом трафаретной печати) припойной пасты на контактные площадки (рис.
3.5). Компоненты устанавливаются на печатную плату и осуществляется их пайка в парогазовой фазе. Некоторые припойные пасты подсушивают перед пайкой для удаления летучих соединений и стабилизации свойств. Для плат с двухсторонней установкой компонентов приведенные выше операции повторяются. Компоненты, находящиеся на лицевой поверхности печатной платы, повторно подвергаются нагреву. Однако вследствие действия сил поверхностного натяжения в припойной пасте они остаются на своих местах.

Рис. 3.2. Классификация вариантов ПМ на ранних стадиях

Рис. 3.3. Классификация вариантов ПМ согласно стандартов EIA

Рис 3 4.Сложные варианты ПМ согласно стандартов EIA

Рис. 3.5. Схема процесса ПМ - конструктивов типа 1
Процесс монтажа сборочных единиц типа IC, содержащих сложные корпуса, в основном соответствует описанному выше. Свои особенности имеет только монтаж корпусов с ультрамалым расстоянием между выводами (UFP/TAB). Их установку и пайку (чаще всего с помощью группового паяльника) осуществляют после выполнения всех основных операций для типа 1. BGA-корпуса устанавливаются в общем технологическом цикле, так как они имеют большее расстояние между выводами (обычно 1,27 мм).
3.3.1.2 ТИПОВАЯ СХЕМА ПРАКТИЧЕСКОЙ РЕАЛИЗАЦИИ ТЕХНОЛОГИИ ПМ ТИПА 2.
Так как тип 2 является комбинацией типов 1 и 3, то он использует все операции, характерные для этих типов (рис. 3.6). Это наиболее сложный вариант для практической реализации, потому что он содержит максимальное число операций. При наличии в нем сложных компонентов (тип IIС) технологический процесс дополнительно включает в себя операции индивидуального монтажа этих компонентов с помощью лазерной пайки или группового паяльника (рис. 3.7)

Рис. 3.6. Схема процесса ПМ - конструктивов типа 2

Рис. 3.7. Схема процесса ПМ - конструктивов типа IIС
3.3.1.3 ТИПОВАЯ СХЕМА ПРАКТИЧЕСКОЙ РЕАЛИЗАЦИИ ТЕХНОЛОГИИ ПМ ТИПА 3
Первой операцией технологического процесса (ТП) будет автоматизированная установка компонентов со штыревыми выводами с их подгибкой (рис.3.8). Она выполняется на серийном оборудовании. Далее плата переворачивается и на места установки ПМ - компонентов наносится адгезив. С помощью автоматических укладчиков устанавливаются ПМ – компоненты и осуществляется подсушивание адгезива в конвекционных или инфракрасных печах. После отверждения адгезива плата переворачивается обратно

Рис 3 8. Схема процесса ПМ-конструктивов типа 3
и производится пайка выводов традиционных и ПМ-компонентов волновой пайкой. Дискретные ПМ - компоненты за счет приклеивания во время пайки остаются на своих местах. Последние операции всех технологических процессов – очистка и контроль. Некоторые фирмы осуществляют пайку волной припоя и ПМ - корпуса ИМС (SO). Однако это не рекомендуется ввиду высоких тепловых нагрузок на корпуса, снижения коррозионной стойкости и надежности ИМС.
Каждый из рассмотренных вариантов ПМ обладает своими достоинствами и недостатками.
В качестве достоинств чисто поверхностного монтажа (тип 1) можно отметить:
• наибольшую степень миниатюризации изделия;
• высокую степень автоматизации технологического процесса;
• одноступенчатый процесс пайки;
• высокую надежность изделия;
• возможность обеспечения высокого выхода годной продукции;
• улучшенные выходные электрические характеристики;
• возможность уменьшения объема изделия на 40—75% (по сравнению с ТНТ). К недостатком и проблемам этого варианта монтажа можно отнести:
• недостаточную номенклатуру и объем выпуска компонентов для ПМ;
• большие первоначальные затраты на приобретение нового высокоточного сборочно-монтажного оборудования;
• несовместимость по термическим характеристикам ПП и отдельных типов корпусов ПМК (для LCCC, CBGA и др.);
• более высокую сложность контроля изделия в процессе изготовления; Достоинствами варианта смешанного монтажа (тип 2, IIС) являются:
• больший выбор компонентов при их оптимальной стоимости;
• высокая плотность монтажа (уменьшение объема изделия на 20-60% );
• возможность использования имеющегося оборудования.
В качестве недостатков этого варианта можно отметить:
• многоступенчатость технологического процесса:
• необходимость применения дополнительного оборудования (например, для лазерной пайки);
• не полное использование обратной стороны печатной платы.
Третий вариант монтажа (тип 3, IIIC) также позволяет в определенной степени повысить плотность монтажа и на 10—30% уменьшить объем изделия. Однако по этой характеристике он значительно проигрывает двум первым вариантам и не всегда позволяет обеспечить требуемую степень интеграции. Появляется также дополнительная операция нанесения и отверждения адгезива.
Можно выделить следующие группы технологических процессов и операций, реализующих различные варианты технологии поверхностного монтажа:
• нанесение и сушка адгезива;
• нанесение припойной пасты;
• установка компонентов на печатные платы;
• пайка;
• очистка собранной платы от технологических загрязнений; • контрольные операции; • ремонт.
Перечисленные технологические процессы практически присутствуют (кроме нанесения и сушки адгезива) при всех вариантах реализации технологии ПМ. Для каждой группы в настоящее время разработана большая гамма технологических процессов, целесообразность применения которых определяется вариантом монтируемой платы, устанавливаемых корпусов, назначением изделия, предъявляемыми к нему требованиями, вопросами стоимости. Поэтому для правильного построения техпроцесса и обоснованного выбора оборудования необходимо иметь информацию о всех возможных и доступных для потребителя вариантах.
3.4. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ АДГЕЗИВА
3.4.1.ХАРАКТЕРИСТИКА СВОЙСТВ АДГЕЗИВОВ
Назначение адгезива — обеспечить фиксацию компонентов, сориентированных на контактных площадках, в процессе транспортировки и пайки, особенно при пайке волной припоя.
Основные требования, предъявляемые к адгезивам:
• высокая адгезионная способность;
• требуемые диэлектрические свойства;
• минимальное выделение летучих веществ;
• совместимость с конструкционными и технологическими материалами;
• устойчивость к термоциклическим воздействиям;
• способность выдерживать высокие температуры пайки;
• высокая скорость полимеризации без смещения компонентов;
• высокие реологические характеристики, позволяющие наносить его на поверхность ПП любым способом (трафаретная печать, капельный перенос или дозированная подача).
Выбор адгезива практически зависит от конкретного применения с учетом его специфических свойств. Например, однокомпонентные адгезивы более просты в обращении, однако выделяют летучие вещества, двухкомпонентные — требуют точной дозировки составляющих. Поэтому важно иметь конкретные рекомендации для выбора адгезива, удовлетворяющего требованиям монтажа.
Выбор адгезива определяется прежде всего методом нанесения . В настоящее время применяется нанесение адгезива методом трафаретной печати , групповым переносом капель и специальными дозаторами . Наиболее важным свойством адгезива является его способность образовывать каплю необходимых размеров, обеспечивающую заполнение самого большого промежутка между компонентом и платой.
Применяемые адгезивы требуют отверждения. Условия и время отверждения одно- и двухкомпонентных адгезивов различаются. Однокомпонентные адгезивы отверждаются при температуре выше 125 С, двухкомпонентные — при более низкой температуре (80-150 °С в течение 3—5 мин). Кроме термического метода отверждения, применяется сочетание нагрева с облучением ультрафиолетовым (УФ) излучением, что позволяет ускорить этот процесс. Однако такой метод может эффективно применяться только для малогабаритных корпусов, незатеняющих адгезив от прямого попадания УФ лучей. Оптимальное отвеждение адгезива перед нанесением флюса, припоя или перед транспортировкой ПП должно составлять не менее 70%.
Оптимальные режимы отверждения должны обеспечивать минимальную усадку адгезива и отсутствие удаления летучих веществ во время пайки. Следует иметь ввиду, что даже малая усадка может вызвать значительные напряжения и деформации компонента и платы.
В процессе эксплуатации изделия прочность соединения обеспечивается уже припоем. поэтому адгезивы могут удаляться при последующей промывке платы. Однако в ответственных случаях этого необходимо избегать, так как при задержке технологического цикла может потребоваться удаление и повторное нанесение адгезива.
В технологии ПМ адгезивы обычно изготавливаются на основе эпоксидных, акриловых и цианоакриловых смол.
Эпоксидные смолы хорошо известны в электронной технике. Для них характерна хорошая стойкость к растворителям, влагостойкость, возможность полимеризации ультрафиолетовым излучением, хорошее заполнение и ремонтопригодность при местном нагреве. Долговечность хранений в открытой ѐмкости довольно короткая. Некоторые адгезивы изготавливаются на основе двух компонентов, требуют перемешивания, что затрудняет их практическое применение.
В настоящее время нa рынке имеется достаточно широкий выбор адгезивов. В частности, фирмой «Ероху» (Германия) разработана целая гамма адгезивов на основе эпоксидных смол, например:
«Epotek H-70E-4» — полимеризуется в течение 5 мин при температуре 150 °С, выдерживает температуру до 400 °С, обладает высокими реологическими свойствами, что позволяет использовать адгезив при большой толщине без растекания (капля на каплю);
«Nozland UVA-123» — аналогичен по свойствам «Epotek Н-70Е-4», но может полимеризоваться как под воздействием тепла, так и при облучении в ультрафиолетовом спектре.
Акриловые смолы обладают хорошей влагостойкостью и устойчивы к растворителям, имеют малое время полимеризации (3 мин при 120 0С), долговечны, но они не пригодны для трафаретной печати.
Цианоакриловые смолы долговечны при хранении в открытой емкости. Для них характерна быстрая полимеризация и чувствительность к воде. Из-за посредственного заполнения использование цианоакриловых смод трудоемко.
Ряд отечественных предприятий, применяющих технологию поверхностного монтажа, опробовали в качестве адгезивов традиционные клеи ВК-9 и КБ-2 и признали их нетехнологичными из-за трудоемкости приготовления и очень длительной полимеризации. ПО «Интеграл» использует клей БФ-4 для предварительной фиксации ПМ-компонентов перед пайкой оплавлением ИК нагревом.
Возможно использование при ПМ ряда адгезивов, применяемых в толстоплѐночной технологии, например:
ТКЛ-2 АУЭО.028.004 ТУ — теплопроводный клей, предназначенный для установки и крепления теплонагруженных элементов и бескорпусных ИМС на ПП, отличается хорошей технологичностью;
ТКЛ-150 АУЭО.028.011 ТУ — теплопроводный клей для сборки мощных микросборок, двухкомпонентный состав, срок годности 6 ч;
УПЛ-3 АУЭО.028.018 ТУ — быстросхватывающийся клей для прецизионного механизированного крепления. Наносится методом отпечатки без нитеобразования, позволяет производить монтаж выводов элементов до проведения процесса полного отвердения, сокращает технологический цикл;
ТПК-69, ТПК-73 и ТПК-100 АУЭО.028.021 ТУ — теплопроводные пленочные клей обеспечивают сокращение трудоемкости, срок хранения до 6 мес.
Для закрепления пассивных компонентов в прямоугольных корпусах и транзисторных корпусов (SOT) фирмой «Xerox» определена оптимальная масса капли адгезива — 0,2±0,05 мг, что обеспечивает закрепление при минимальном наплыве на контактные площадки. Высота капель должна позволять фиксировать корпуса, имеющие интервал расположения над ПП от 0,5 до 1,0 мм.
3.4.2. ТЕХНОЛОГИЯ НАНЕСЕНИЯ АДГЕЗИВА
Как указывалось выше нанесение адгезива производится тремя основными методами: методом трафаретной печати, групповым переносом капель и методом капельного дозированная (табл. 3.1).
Таблица 3.1. Характеристика методов нанесения адгезива
| Параметр |
Трафаретная печать |
Перенос капель групповым методом |
Метод капельного дозирования |
| Технология нанесения |
Групповая |
Групповая (в ограниченных масштабах) |
Групповая, индивидуальная(в ограниченных масштабах) |
| Назначение |
Для плоских поверхностей |
Для плоских и рельефных поверхностей |
Для плоских и рельефных поверхностей |
| Точность регулировки |
Высокая |
Невысокая |
Высокая |
| Контроль качества |
Невозможен |
Возможен |
Возможен |
| Очистка оснастки |
Легко осуществима |
Легко осуществима |
Затруднена |
| Уровень вносимых загрязнений |
Высокий |
Низкий |
Низкий . |
| Производительнос ть |
Высокая |
Низкая |
Средняя |
| Особенности |
Большой разброс размеров капли |
Возможность попа дания пузырьков воздуха, рекомендуется вакуумирование |
нанесенного адгезива
Рассмотрим особенности каждого из методов и применяемое оборудование.
Метод трафаретной печати применяется для крепления прямоугольных корпусов размером 1206 (3,05x1,5 мм) и больше. Он практически не находит применение для фиксации транзисторных корпусов (SOT), а также корпусов ИМС (SO, PLCG), для которых требуются малые размеры точек адгезива.
Метод аналогичен применяемому в технологии печатных плат. На печатную схему накладывают трафарет и адгезив равномерно наносят на определенные места печатной платы через отверстия в трафарете. Однако при своей простоте и производительности он не позволяет наносить адгезив различной высоты и его можно использовать только на ровных поверхностях. Высота нанесенного клея зависит от вязкости адгезива, а также от толщины трафарета. Трафаретный метод увеличивает расход клеевой композиции. Процесс менее гибок, так как для каждого типа плат необходимо изготовление нового трафарета. Трафаретное нанесение клея требует периодической очистки нижней стороны шаблона, так как подсохший клей препятствует точному позиционированию.
Трафареты, изготовленные из латуни, используют чаще других, потому что они являются самыми дешевыми для производителей. Для увеличения срока эксплуатации можно использовать трафарет из нержавеющей стали. Толщина трафарета определяется свойствами клея (вязкость) и расстоянием между корпусом компонента и ПП.
Для трафаретной печати применяются ручные, полуавтоматические и автоматические устройства (printer) .
В ручном принтере все операции, такие, как установка платы, трафарета, нанесение адгезива, вдавливание адгезива осуществляются оператором. В конструкции предусмотрены направляющие для базирования трафарета и платы, направляющие для возвратно-поступательного движения ракиля, специальный винт для регулирования давления ракиля.
В полуавтоматическом устройстве с пульта управления оператора осуществляется установка основных параметров подачи и вдавливания адгезива (скорость и расстояние перемещения ракиля, давления вдавливания, угол наклона ракиля и др.) с возможностью их контроля в процессе работы установки. Трафарет устанавливается вручную. Более сложные устройства содержат системы визуального отображения точности совмещения платы и трафарета.
Автоматические принтеры выполняют большинство технологических контрольных операций в программно-управляемом режиме. Они эффективны для применения в средне- и крупносерийном производстве, когда необходима высокая точность нанесения адгезива (для корпусов с малым шагом выводов). Загрузка и выгрузка плат производится с помощью встроенной конвейерной системы. Все параметры печати программируются специальной программой, находящейся в памяти компьютера. Позиционирование платы и трафарета осуществляется видеоконтрольной системой.
Установлено, что наиболее оптимальной толщиной адгезива, наносимого методом трафаретной печати, является 0,2 мм. При меньшей толщине (0,15 мм) не создается необходимая прочность сцепления, чтобы удержать компонент на месте. При большей толщине (0,25 мм) может иметь место затекание адгезива на контактные площадки и дорожки. Максимальная прочность крепления компонента достигается, если адгезив выдавливается из под компонента с двух сторон на расстояние 0,5 мм. В этом случае также гарантируется незатекание адгезива на соседние проводники и контакгные площадки. Применение предварительного ультрафиолетового облучения также препятствует растеканию адгезива, так как УФ излучение быстро формирует на поверхности адгезива твердую пленку. Полное отвердение осуществляется при нагреве.
Метод капельного дозирования позволяет последовательно наносить капли различной высоты. Дозированную каплю адгезива можно наносить также и на неровную поверхность.
Суть метода заключается в том, что через специальный дозатор, представляющий собой перо диаметром 0,25—0,35 мм (рис.3.9.) выдавливается (пневматически, гидравлически или с помощью электрического привода) капля адгезива. Для регулировки диаметра капли обычно контролируется скорость потока жидкости.

Рис. 3.9. Общий вид дозатора адгезива
Для мелкосерийного производства применяются специальные ручные и полуавтоматические дозаторы. Кроме того, используются и автономные автоматические устройства.
В ручных устройствах все операции, включая позиционирование, выполняются вручную, что снижает производительность и требует высокой квалификации оператора. Применяется импульсно-пневматический метод подачи адгезива.
Полуавтоматические устройства имеют программное управление координатографом и дозирующей головкой с возможностью управления основными механизмами со встроенного пульта Привод координатографа осуществляется от шаговых или серводвигателей, имеющих высокую точность позиционирования. Установка и снятие платы выполняются вручную, прижатие к координатному столу — вакуумным присосом или механически. Точность позиционирования обеспечивается базированием по краю платы или встроенной системой визуального контроля. Точность системы должна составлять 10% от минимального диаметра капли. Например, если капля имеет диаметр 1,3 мм, то точность позиционирования должна составлять 0,13 мм.
Полностью автоматические капельные дозаторы обеспечивают полную автоматизацию всех операций. Они обычно встраиваются в гибкие автоматические линии ПМ. Додача плат производится с помощью конвейера. Программная перестройка всех систем на очередное изделие осуществляется с помощью встроенного или центрального компьютера. Дозаторы оснащаются системами технологического контроля режимов работы всех механизмов и устройств. Требования по точности соответствуют полуавтоматическим дозаторам. Кроме систем точного позиционирования по координатам Х и Y такие устройства имеют датчики расстояния пера дозатора от платы (лазерные, оптические и др.), что также оказывает влияние на форму капли и качество фиксации компонента. Контролируется и стабилизируется также температура адгезива, от величины которой значительно зависит его вязкость. Осуществляется автоматический выбор оптимальной температуры в зависимости от марки адгезива.
Один из крупнейших производителей дозаторов припойной пасты и адгезива в мире в настоящее время — фирма CAMELOT (Великобритания). Этой фирмой разработан и выпускается самый быстрый дозатор (140 000 доз в 1 ч), оснащенный четырьмя независимыми дозирующими головками, каждая из которых имеет производительность 35 000 доз в 1 ч. На головках располагаются два шнековых дозатора, обеспечивающих прецизионное нанесение материала (одновременно работает восемь дозаторов). Это повышает гибкость оборудования при нанесении различных размеров доз, материалов, например клея и пасты.
Отечественной промышленностью разработаны и выпускаются пневмодозаторы ЦДЖ-901, МДУ-1, Пульс-1, совмещенные смесители-дозаторы типа ГГМ 3.283.003 для двухкомпонентных клеев.
Перспективным устройством является полуавтоматический дозатор КН-901. Нанесение адгезива на поверхность осуществляется автоматически с позиционированием с помощью двухкоординатного шагового двигателя с управлением процессом от встроенного микропроцессора. Объем капли рассчитывается по времени истечения адгезива (могут использоваться и двухкомпонентные составы ). Производительность устройства — 300 капель в 1 ч.
Метод группового переноса капель адгезива заключается в одновременном нанесении адгезива на все точки поверхности платы соблюдая нужную толщину слоя. Специальный держатель с определенно установленными иголками опускается в емкость с адгезивом, уровень которого должен быть постоянным. В зависимости от диаметра иголок забирается некоторое количество адгезива (рис.3.10.). Далее держатель приподнимается и совмещается с печатной платой. При касании платы на ее поверхности в соответствии с топологией остаются капли адгезива. Адгезив должен обладать точно определелѐнной и постоянной вязкостью, поэтому к нему предъявляются повышенные требования и не все типы адгезивов им удовлетворяют. Необходимо иметь ввиду, что при таком способе объем капли может увеличиваться из-за «обрастания» иголки остатками адгезива. Поэтому необходима постоянная очистка оснастки.

1 — ванна с адгезивом; 2 — держатель с набором игл; 3 — плата печатная
Рис. 3.10. Нанесение адгезива методом капельного переноса:
Рассматриваемый метод наиболее эффективен для крупносерийного производства, когда объем выпускаемых однотипных изделий большой (оснастка должна изготавливаться или переналаживаться для каждой новой топологии). Оборудование, реализующее метод просто в использовании, ремонте и обслуживании, имеет сравнительно низкую стоимость.
Как уже упоминалось, отверждение адгезива осуществляется в зависимости от состава при удалении или протекании реакции полимеризации. При этом применяются два метода активации: термическая и совмещенная, облучение ультрафиолетовым излучением с последующей термической обработкой. Наиболее широко используется полимеризация при нагреве в конвекционных печах (парогазовой фазе) или в инфракрасных печах. В конвекционных печах процесс происходит при более низких температурах, но требует более длительного времени. За счет меньшей инерционности нагрева инфракрасные печи позволяют проводить полимеризацию при более высоких температурах за более короткий промежуток времени (3-5 мин. При 120-100 °С). Кроме того, эти методы успешно применяются для пайки ПМ - изделий.
Полимеризация в ультрафиолетовом излучении, как отмечалось выше, чаще всего применяется в комбинации с нагревом. При ультрафиолетовом облучении на поверхности адгезива образуется затвердевшая пленка, препятствующая его растеканию на соседние конструктивные элементы печатного монтажа.
3.5. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПРИПОЙНОЙ ПАСТЫ
3.5.1. ХАРАКТЕРИСТИКА СВОЙСТВ ПРИПОЙНЫХ ПАСТ И
ОСОБЕННОСТИ ИХ ВЫБОРА
Припойные пасты широко используются в технологии ПМ и их физические свойства оказывают значительное влияние на характеристики паяных соединений. Поэтому к ним добавляется ряд специфических требований. Прежде всего паста после нанесения должна сохранять свою форму, положение и требуемую толщину, обладать клеящими свойствами (для исключения сдвига во время пайки). B то же время паста должна иметь относительно низкую вязкость (для обеспечения технологичности при нанесении еѐ черѐз трафарет).
В состав припойных паст входят материал припоя, флюс, связующее вещество, органический растворитель и различные специальные добавки, придающие пасте требуемые свойства, например вязкость. Основной составляющей частью припойной пасты является порошок припоя, получаемый путем пульверизации расплава припоя через специальные сопла. Порошок должен быть сферическай формы (согласно стандарту IPC-SP-819, отношение длинны к ширине должно находиться в пределах 1,5—1,0) c диаметром шарика припоя от 0,125 до 0,04 мм. Чем мельче порошок, тем качественнее паста (c токи зрения реологических свойств), но зато резко сокращается срок еѐ сохранности из-за повышенной окисляемости припоя. Следует обратить внимание, что при использовании пасты с основной фракцией порошка припоя менее 40 мкм ухудшается качество отмывки из-за большого количества окисленных частиц, свыше 70 мкм — образуются крупные шарики припоя, которые, попадая под корпуса компонентов и внедряясь в защитный слой ПП, трудно удаляются, что может вызвать замыкание. Наилучшие результаты получаются при использовании припойной пасты с фракцией порошка 40—60мкм (рис. 3.11).

Рис. 3.11. Микрофотография припойной пасты с хорошим качеством диспергирования частиц порошка припоя
Припойные пасты характеризуются сложными реологическими свойствами. С точки зрения реологии она представляет собой тиксотропную, псевдоупругую смесь. Тиксотропность — это свойство жидкостей изменять вязкость во времени под действием постоянного сдвигающего усилия. Такое явление связано с наличием петли гистерезиса в зависимости напряжения сдвига от скорости сдвига при увеличении и последующем уменьшении последней. Тиксопропное поведение припойной пасты вызывает изменение ее вязкости в течение времени от последнего перемешивания до нанесения на плату, что отрицательно влияет на повторяемость ее технологических свойств. Аналогичные результаты получаются при измерении вязкости пасты в различные моменты времени после перемешивания.
На реологическое поведение пасты при трафаретной печати оказывает влияние несколько факторов, основными являются форма и размеры частиц, содержание припоя в пасте. Как уже упоминалось, частицы с формой, близкой к сферической, оказывают наименьшее абразивное воздействие на трафарет, что увеличивает срок их службы. Конечно же, при неизменных условиях окружающей среды вязкость паст будет снижаться с уменьшением размера частиц. Следует отметить также, что свойства паст можно изменять с помощью специальных модификаторов.
Обычно содержание припоя в пасте составляет 85—92%. Чаще всего состав припойных паст выражается как соотношение ингредиентов, входящих в его состав, например: 63/37— 63% олова и 37% свинца (наиболее широко применяемый состав для ПМ). С увеличением содержания припоя затруднятся нанесение пасты через трафарет, возрастают также развиваемые ракелем усилия, однако уменьшается и растекание припоя при его нагреве, что снижает вероятность образования перемычек и наплывов. Если в отдельных деталях и корпусах существуют серебряные контакты (выводы), то используются серебросодержащие припойные пасты (содержание серебра не менее 2%). Такие пасты имеют повышенную коррозионную стойкость и пластичность, предотвращают миграцию серебра из выводов, а главное снижают результирующую силу поверхностного натяжения при пайке.
В качестве связующего вещества в припойных пастах используют добавки эпоксидных смол. Если паста наносится на контактные площадки менее 1,25 мм, рекомендуется применять припойную пасту с этилцеллюлозой. Реже используют неаргонические соединения (оксид висмута, боросиликатные стекло и др.). Клеящая добавка должна быть согласована по своим физико-химическим свойствам с материалами флюса и растворителя.
Как было отмечено выше в технологии ПМ главным образом применяются оловяно-свинцовые припои, характеристики которых приведены в табл. 3.2. При выборе припоя учитываются требования механической прочности, электрические и теплофизические характеристики, а также их стоимость. Наиболее часто применяются эвтектические сплавы 60Sn/40Pb, 63Sn/37Pb. Сплавы с малым содержанием олова (5Sn/95Pb, 10Sn/90РЬ) являются наиболее дешевыми, однако имеют повышенную температуру плавления и используются для лужения выводов чип-компонентов. Соединение 50Sn/50Pb отличается более низкой смачиваемостью.
Сплавы с добавками серебра (62Sn/36Pb/2Ag) применяются для пайки компонентов с серебрянными покрытиями выводов, так как наличие серебра в припое снижает растворимость серебряного покрытия выводов в олове. Эти припои обладают высокой прочностью.
Еще более высокой прочностью, а также повышенной смачиваемостью по сравнению с оловянно-свинцовыми припоями отличаются сплавы олово—серебро (95Sn/5Ag и эвтектика 96,5Sn/3,5Ag). Характерной особенность этих композиций является также высокая устойчивость к термоциклированию, что обусловливает перспективность их применения для пайки элементов с различным ТКЛР. Конечно же, стоимость таких припоев намного выше, чем оловянно-свинцовых. Устойчивость к термоциклированию повышается еще больше при введении в этот сплав сурьмы. Кроме того, используется и двойной сплав олово—сурьма (99Sn/lSb), который улучшает прочность соединения и рекомендуется для применения в условиях повышенной ползучести.
Таблица 3.2. Состав и основные характеристики припоев
| Состав |
Свойства и область применения |
| 75Pb/25Sn 50Pb/50Sri 25Pb/77Sn |
Минимальное растворение золота, ' более высокая пластичность по сравнению с припоями Sn/Pb; пайки выводов ИЭТ |
| 37,5Sn/37,5Pb/251n |
Хорошая смачиваемость; не рекомендуется для пайки золота |
| 80Au/20Sn |
Наилучший припой для золота; пайки выводов |
| 63Sn/37Pb 60Sn/40Pb 50Sn/50Pb 10Sn/90Pb 5Sn/95Pb |
Наиболее широко используемые сплавы для ПМ, низкая стоимость, хорошие соединения; не рекомендуется для золота и серебра, так как легко их растворяют; для выводов чип-элементов |
| 62Sn/36Pb/2Ag 10Sn/88Pb/2Ag lSn/97,5Pb/l,5Ag |
Припои с небольшой добавкой серебра для снижения растворимости серебряных покрытий; не рекомендуется для золота, сплав 62/36/2 является наиболее прочным среди Sn/Pb припоев |
| 96,5Sn/3,5Ag 95Sn/5Ag |
Широко используемые припои, обеспечивающие высокую прочность без применения РЬ; минимальный р£ст-вор серебра; не рекомендуется для золота |
| 42Sn/58Bi 65Sri/35Bi 40Sn/40Pb/20Bi |
Низкотемпературный эвтектичный сплав большой прочности |
Для пайки компонентов, чувствительных к перегреву, применяются сплавы с добавками висмута (температура плавления121°С для 40Sn/40Pb/20Bi), которые имеют относительно высокую прочность.
В последние годы большое внимание уделяется разработке и применению, бессвинцовых припоев. Наряду с приведенными в табл. 3.2 припоями Sn/Ag, Sn/Bi применяются также сплавы системы 99,3Sn/0,7Cu (температура эвтектики ТЕ= 227 °С), 99 Sn/9Zn (ТЕ = 198 °С), 65Sn/25Ag/10Sb (TE = 233 °С), 99,5Sn/3,5Ag/l,OZn(Г/, = 217 °С), 0,5Sn/7,5Bi/2,OAg (ТЕ = 207—212 °С), 95,5Sn/4,OCu/ 0,5Ag (Тпл = 216—222 °С).
Флюс в составе припойных паст предназначен для повышения смачиваемосги, растворения оксидных пленок на поверхности выводов и контактных площадок, а также для предотвращения их окисления в процессе пайки. Он также уменьшает тиксотропность паст со временем.
Следует иметь ввиду, что для эффективного действия флюса необходимо правильно выбрать температурно-временной режим пайки, так как, например если температура разогрева платы повышается слишком быстро, то это приводит к испарению растворителя, входящего в состав флюса и к потере его активности, разложению и выгоранию других компонентов, что ухудшает качество пайки. Если процесс нагрева завершен, то могут не успеть раствориться все оксиды.
В зарубежной электронной технике в настоящее время используются следующие виды флюсов:
R — слабоактивные флюсы на основе канифноли;
RA — канифольные активные флюсы, и состав которых входят галогены, минеральные кислоты и соли аминов; применяются для пайки металлов, имеющих плохую смачиваемость;
RMA — канифольные флюсы средней активности, активированные органическими кислотами, аминами, хлористыми аминами;
О А — органические активные флюсы
Важные требования к флюсам — отсутствие коррозии и возможность их легкого удаления после пайки.
Следует отметить, что для приготовления паст на основе припоя олово— свинец (Sn—РЬ) чаще всего используют слабоактивные канифольные флюсы (RMA ), которые не образуют коррозионно-активных остатков. Содержание флюса в пасте порядка 2% при толщине наносимой пасты 0,05—0,25 мм.
Фирма «Heraeus» (Германия) имеет большой опыт в технологии приготовления припойных паст. Этой фирмой разработаны и выпускаются припойные пасты, которые условно можно разделить на три группы: серебросодержащие, золотосодержащие и пасты без благородных металлов.
Отечественные припойные пасты ПП-111, ПП-112, ПП-113 и ПП-114 (табл. 4.5) предназначены для сборочно-монтажных работ, изготавливаются на основе припоя ПОС-61. Самой распространенной (доступной) является слабоактивная канифольная паста ПП-112 АУК 0.029.009 ТУ, но главный ее недостаток заключается в применении хлористого метила при отмывке ПП после пайки.
Паста ПЛ-114 предназначена для водорастворимой очистки. В технологии толстопленочной ГИС используется широкая гамма припойных паст, применение которых допустимо и в технологии поверхностного монтажа (табл. 3.3).
Важной операцией при изготовлении припойных паст является диспергирование расплава припоя, которое может осуществляться в струе газа и ультразвуковым методом. При распылении припоя в струе газа частицы металла обладают высокой кинетической энергией, их фильтрация для отделения из металлогазовой смеси затруднена. Выход такой смеси за пределы рабочего объема опасен и недопустим.
Более приемлемым и безопасным служит ультразвуковой метод диспергирования припоя в мелкий порошок. Для этого метода характерна компактная зона распыления и малая кинетическая энергия частиц. Ультразвуковой метод обеспечивает сферическую форму частиц и малый разброс значений диаметра. Для этих целей применяется отечественная установка ультразвукового диспергирования УД-ЮМ, с помощью которой возможно диспергирование любого низкотемпературного (170—270 °С) припоя в количестве 2—10 кг в смену с размером частиц 0,08 мм. Питание диспергатора осуществляется от ультразвукового генератора УЗПЗ-1,6.
Таблица 3.3. - Отечественные припойные пасты
| Марка пасты |
ПП1-180 АУЭО.ОЗЗ 01 2 ТУ |
ПП1180Ср АУЭО.ОЗЗ . 012 ТУ |
ПП-140 АУЭО.ОЗЗ . 013 ТУ |
ПП-250 АУЭО.ОЗЗ. 021 ТУ |
ПП-115 АУЭО.ОЗЗ |
| Марка исполь зуемого припоя |
ПОС-61 |
ПСрОСЗ- 58 |
ПСОВИ139 |
ПСОВиСУ250 |
ПСОВи119 |
| Дискретность частиц припоя, мкм |
20—40 |
20-40 |
20—40 |
20—40 |
40—60 |
| Вязкость по пре- делу растекаемо- сти, мм |
13—23 |
13—23 |
13—23 |
13—23 |
13—23 |
| Температура плавления, °С |
190—230 |
190—230 |
140—155 |
260—290 |
120—130 |
| Гарантийный срок хранения, мес |
3 |
3 |
3 |
4 |
4 |
| Время оплавле- ния, с |
3—5 |
3—5 |
3—5 |
3—5 |
3—5 |
В состав припойных паст вводятся органические наполнители, предназначенные для улучшения распределения порошка по объему композита, обеспечения тиксотропности и связки припоя и флюса в единую массу. Состав органических наполнителей во многих случаях является «know how» фирм. Они имеют сложную структуру, в основе которой лежат синтетические смолы или их комбинации, отличающиеся низкими растворяющими свойствами и невысокой температурой плавления. В состав паст входят также пластификаторы и соединения, вызывающие их тиксотропность. Эти органические наполнители обеспечивают гомогенность паст, замедляют оседание порошка и образование конгломератов.
Длительное хранение паст представляет определенные технические трудности, так как со временем происходит разделение компонентов пасты: отделение флюса, порошка припоя, наполнителей, что приводит к резкому ухудшению свойств паст. Для замедления протекания этих процессов рекомендуется хранение осуществлять при пониженных температурах (2—5 °С) или производить тщательное периодическое перемешивание пасты. Для предотвращения впитывания влаги при охлаждении пасты необходимо хранить в герметичной посуде и лучше в атмосфере аргона, что позволяет предотвратить образование на ее поверхности корки. Пасты могут храниться в таких условиях до 6 мес с сохранением вязкости в пределах+5%.
3.5.2. МЕТОДЫ НАНЕСЕНИЯ ПРИПОЙНОЙ ПАСТЫ
Для нанесения припойной пасты на печатную плату применяются те же методы, что и для нанесения адгезива: метод трафаретной печати и с помощью специальных дозаторов. Наиболее широко используется метод трафаретной печати (рис. 3.12). Его достоинства и недостатки уже рассматривались выше. Для
крупносерийного производства наиболее важным достоинством, определяющим широкое применѐние этого метода, является сочетание высокой производительности с хорошей повторяемостью наносимых сложных рисунков расположения контактных площадок.
Рассмотрим особенности применения метода трафаретной печати для нанесения припойных паст. Метод реализуетcя с помощью металлических или сетчатых трафаретов и металлических шаблонов. Сетчатый трафарет представляет собой жѐсткую рамку, на которой натянута металлическая или неметалличесая сетка (рис. 3.13).

Рис. 3.12. Основные стадии трафаретной печати
Сетка в трафарете является несущей конструкцией для нанесения рисунка топологии контактных площадок с помощью фоточувствительной эмульсии, имеющей заданную толщину, которая совместно с сеткой определяет толщину наносимого слоя припойной пасты. Эту толщину можно рассчитать с помощью следующего выражения :
tпс =tс k + tэ ,
где tnc — толщина нанесенного слоя пасты (рис. 3.13); tс — толщина сетки; tэ
— толщина эмульсии; k — коэффициент прозрачности сетки (табл. 3.4).

Рис. 3.13. Расчетная схема толщины слоя припойной пасты, наносимой через сетчатый трафарет
Таблица 3.4 - Параметры сеток для трафаретов
| Материал сетки |
Число ячеек на 25 мм |
Диаметр провода, мкм4 |
Размер окна, мкм |
Прозрачн ость, % |
Толщина пленки, мкм |
| Полиэстер Нержавеющая сталь |
45 80 |
50 45 |
210 265 |
68 71 |
74 110 |
Как видно из таблицы, сетки трафаретов изготавливаются из полиэстера и нержавеющей стали. Более дешѐвым материалом является полиэстер. Он имеет высокую температуру плавления, хорошую химическую стойкость, стабильность размеров, высокую твердость поверхности, малую величину текучести под нагрузкой, а также низкое влагопоглощение. Однако по сравнению с нержавеющей сталью полиэстер обладает меньшей прочностью,что не позволяет применять для сеток проводники малых диаметров. Поэтому трафареты с сетками из нержавеющей стали выдерживают значительно большие значения растягивающих усилий при натяжении сетки на рамку, что обеспечивает большую точность при нанесении паст на большие рабочие поверхности. Кроме того, за счет меньшего диаметра нитей такие трафареты позволяют получать ячейки большей площади при одном и том же их количестве на единицу поверхности, что обеспечивает их большую прозрачность.
Стандартная толщина трафарета в технологии ПМ составляет 200мкм. Учитывая разнообразие паст, в некоторых случаях могут применяться и другие толщины (например, 175,130 мкм). Для компонентов с малым шагом выводов (Р≥ 0,4мм) используются трафареты толщиной 120 мкм чаще всего ступенчатой формы (рис. 3.14).

Рис. 3.14. Трафарет ступенчатой формы для компонентов с малым шагом выводов
Учитывая технологические особенности трафаретной печати и реологические свойства паст, размеры окна (ширина и длина) выбираются меньше размеров контактной площадки. Рекомендуются следующие соотношения для расчета размеров окна трафарета:
![]()
где W — размер контактной площадки (W ≥ 0,4 мм, толщина трафарета 200
мкм).
Для случая W < 0,4 мм (толщина трафарета 120 мкм):
![]()
При больших размерах окон трафаретов (более 2 мм) в припойной пасте могут появляться пробелы (пустоты, углубления). Для исключения этого недостатка рекомендуется большие окна разделять на несколько малых, как это показано на рис. 3.15.
При этом следует использовать следующие рекомендации:
• если размер контактной площадки равен 2—3 мм, то число окон выбирается равным 2, если 3-4 мм, то 3 (рис. 3.15);
• расстояние между внешней кромкой окна и контактной площадкой выбирается в соответствии с приведенными выражениями и составляет 0,05 и
0,015 мм;

Рис. 3.15. Пример разделения большого окна
• толщина стенок между окнами, исходя из условий механической стабильности трафарета, выбирается от 0,2 до 0,3 мм;
• размер окон должен быть кратен 0,1 мм.
При ультрамалом шаге контактных площадок (Р < 0,4 мм) может наблюдаться такой дефект трафаретной печати, как растекание («размазывание») припойной пасты. Устранение этого дефекта достигается изготовлением трафарета с меньшими допусками на размеры окон, применением окон с расширенной нижней частью, регулярной отпечаткой нижней части трафарета.
Окна высокоточных трафаретов выполняются методами химического травления (до 0,5 мм), с помощью лазерного фрезерования (менее 0,3 мм). В последние годы для этих целей применяется метод электрохимического осаждения никеля.

Рис. 3.16. Конструкция ракеля для трафаретной печати ПМ-изделий (а), для
ГИС (б)
В отличие от технологии ГИС при ПМ используются металлические ракели ромбовидного или прямоугольного сечения с алмазным покрытием, что обеспечивает качественное нанесение пасты на платы большой площади и большую износостойкость их рабочих поверхностей (рис.3.16).
Для нанесения припойных паст при мелкосерийном производстве (как и адгезива) эффективным является применение точечных дозaторов (dispensing). В настоящее время имеются две разновидности этого метода: дозирование за счет выбора давления в диспенсере и времени выдавливания («time-pressure» method) (рис. 3.17) и с помощью червячного экструдера («rotary-pump» method) (рис 3.18).
Применяемая оснастка и режимы работы диспенсирования должны обеспечить требуемую массу, форму и позицию точки припойной пасты на контактной площадке. Для получения требуемого качества паяных соѐдинений масса припойной пасты в точке должна составлять от 0,22 мг (ИМС с шагом 0,65 мм) до 1,16 для транзисторных корпусов. Допустимое отклонение массы точки (2о) должно быть не более 25%. Для уменьшения растекания припойной пасты за пределы контактной площадки отношение массы пасты к диаметру точки должно быть 0,5 мг/мм для малых точек (0,2—-0,35 мг) и около 1 мг/мм для больших точек (0,35— 1,1 мг).
При использовании первого метода необходимая масса и диаметр точки припойной пасты o6eспечиваются за счѐт выбора давления в цилиндре и времени выдавливания. Эти параметры будут зависеть также от формы и диаметра иглы.
В серийном оборудовании время диспенсирования обычно, выбирается в пределах 50-200 мс, давление порядка – 3бар (3*105 Па). Следует учитывать также зависимость реологических свойств" припойной пасты от температуры окружающей среды. Поэтому в состав оборудования входят системы контроля и стабилизации температуры игольчатого клапана.

Рис. 3.17. Схема диспенсера, реализующего метод «time-pressure»

Рис. 3.18. Схема диспенсера, реализующего метод «rotary-pump»
Как видно из рис. 3.19, игла диспенсера имеет скос (α = 30°). Форма капли будет зависеть от диаметра иглы, угла скоса и гарантированного расстояния от контактной площадки (S). В процессе диспенсирования игла плоской частью прижимается к контактной площадке, что обеспечивает устойчивость и повторяемость процесса.
Для получения капли пасты малой массы (менее 0,14 мг) больше подходит метод «rotary-pump». При этом необходимый размер и масса капли обеспечиваются в основном временем вращения червячного шкива. Размер капли будет зависеть также от ѐмкости спиральной проточки в шкиве, скорости его вращения, конфигурации иглы и давления в рабочем цилиндре и, конечно же, от реологических свойств платы. Форма иглы в этом методе упрощается (рис 3.20) за счет того, что гарантированное расстояние до контактной площадки обеспечивается с помощью дополнительного упора.

d—диаметр иглы; а — угол скоса; s — гарантированный зазор между иглой и контактной площадкой
Рис. 3.19. Конструкция игольчатого клапана

d —диаметр отверстия
Рис. 3.20. Общий вид иглы упрощенной конструкции:
Сравнительные исследования рассматриваемых методов показывают, что первый метод имеет низкую повторяемость результатов при массе капли менее 0,28 мг, в то время как второй метод обеспечивает хорошую повторяемость при массе капли менее 0,22 мг.
3.6. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ УСТАНОВКИ ПМКОМПОНЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ
Одной из важных операций технологического процесса ПМ является установка компонентов на печатные платы. От точности выполнения этой операции в значительной степени зависят надежность, электрические характеристики ПМ-изделий. Учитывая малые геометрические размеры компонентов и малые расстояния между выводами, ручное выполнение этой операции в условиях серийного производства практически невозможно (за исключением ремонта). Поэтому чаще всего используются сборочные автоматы (автоматы укладчики), которые в международной технической литературе получили название «pick-and-place equipment» или «placement system». Такие установки осуществляют извлечение компонентов из подающих устройств и размещение их на контактных площадках печатных плат, обеспечивая необходимую точность установки. Основной тенденцией их развития является повышение точности позиционирования и производительности работы. Большое значение имеет также обеспечение гибкости в работе и программной перенастройке оборудования на новые виды корпусов, систем их подачи и новые топологии печатных плат.
Кроме того, важное значение для такого оборудования имеет повышение выхода годных изделий, что обеспечивается программным управлением процессом сборки, встроенными системами контроля с поиском и заменой неисправных компонентов с использованием систем технического зрения.
В последние годы определилась также тенденция в разработке не отдельных автоматов-укладчиков, а интегрированных монтажно-сборочных комплексов, которые в наибольшей степени удовлетворяют требованиям крупносерийного производства. Некоторые фирмы идут по пути модернизации имеющихся поточных линий для монтажа компонентов со штыревыми выводами. Лидером по выпуску высокопроизводительного оборудования для монтажа чип-компонентов являются японские фирмы («Fuji», TDK, «Sony» и др.). В разработках оборудования для монтажа сложных ПМ-компонен-тов (SO, TAB, кристаллоносители) лидируют американские фирмы («Universal Instruments», «DynaPert», «Amistar» и др.). Оборудование для монтажа компонентов выпускается также и европейскими поставщиками ПМ-компонентов («Philips», «Siemens» и др.).
Для оценки уровня и потенциальных возможностей автоматов-укладчиков ПМ-компонентов можно использовать следующие критерии:
• сложность конструкции корпуса компонента;
• принятый метод позиционирования;
• производительность;
• уровень гибкости, программная перенастройка;
• наличие встроенных интегрированных систем контроля качества и устранения брака.
С точки зрения сборочного оборудования все виды корпусов ПМкомпонентов можно разделить на две группы: простые (чип-компоненты, прямоугольные, MELF, SOT) и сложные (SO, PLCC, кристаллоносители и др.). Разработка универсального оборудования для установки как простых, так и сложных корпусов даже при его высокой гибкости представляет большие конструкторские и технологические трудности. Это прежде всего связано с требуемой разной точностью позиционирования (например, для установки кристаллоносителей требуется точность ±0,1524—0,0508 мм и менее), в значительной степени определяющей сложность конструции и стоимостью оборудования. Кроме того, для простых и сложных компонентов применяются питатели различной конструкции.
Выпускаемые автоматы-укладчики разделены на пять групп исходя из их производительности и точности (табл. 3.5).
Таблица 3.5. Характеристики автоматов-укладчиков
| Номер группы |
Группа |
Производительност ь компонентов/ч |
Минимальный шаг компонентов, мм |
| 1 |
Низкой производительнос ти |
<4000 |
0,65 ' |
| 2 |
Средней производительнос ти |
<8000 |
0,5 |
| 3 |
Высокой производительнос ти |
< 16000 |
0,5 |
| 4 |
Очень высокой производительнос ти |
<60000 |
0,5 |
| 5 |
Высокоточные укладчики |
<4000 |
0,3 |
Автоматы первой группы имеют относительно простую механику, которая чаще всего реализуется по Т-схеме (рис. 3.21), упрощѐнный алгоритм функционирования и схему управления, ограниченную точность позиционирования (+-0,15мм), механическую юстировку компонентов, ограниченный набор компонентов (R, C-чип, SO, PLCC, QFR с P>=0,65 мм).

Рис. 3.21. Схема реализации автоматов-укладчиков первой группы
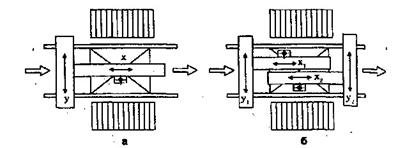
а — одинарная Т-схема; б — сдвоенная Т-схема
Рис.3.22. Схема реализации автоматов второй группы:
Автоматы второй группы наряду с большей производительностью имеют более высокую точность позиционирования (погрешность — ± 0,12 мм), возможно применение наряду с механическими и оптических систем центрирования компонентов, больший выбор компонентов. Они могут быть реализованы по одинарной и сдвоенной Т-схеме (рис.3.22). Вторая схема обеспечивает большую производительность.

Рис. 3.23. Схема реализации автоматов-укладчиков на основе центральной роторной головки

Рис. 3.24. Схема автомата-укладчика с блоком головок
Автоматы третьей группы имеют более, сложную механику, оптическую систему центрирования компонентов, более высокую точность позиционирования (погрешность +-0,1 мм). Реализуются по схеме с центральной роторной головкой (рис. 3.23) и с использованием блока головок, осуществляющих синхронный захват и установку компонентов (рис. 3.24).
При использовании первой схемы обеспечивается одновременный захват и установка компонентов, большой их выбор, однако много времени тратится на транспортирование элементов.
Во второй схеме может осуществляться одновременный захват и позиционирование большого количества компонентов (более 28), печатная плата не перемещается, сокращается время на транспортировку.
Четвертая группа автоматов-укладчиков реализуется по схеме последовательно-параллельного позиционирования (рис 3.25). Одно- и многозахватные головки располагаются вдоль конвейера и осуществляют независимую установку компонентов. Погрешность позиционирования ±0,08— 0,1мм.

Рис. 3.25. Сема высокоскоростного укладчика
Особенность пятой группы автоматов-укладчиков - повышенная точность позиционирования (0,03-0,05 мм). Реализуется по Н-схеме с применением специальных материалов, подшипников на воздушной основе, разомкнутых шаговых двигателей, систем технического зрения, высокоточных систем измерения координат.
Применяются для позиционирования компонентов с шагом выводов менее 0,3 мм (QFR, ВGA, Flip-Chip, COB).
Рабочий цикл любого автомата-укладчика включает в себя следующие технологические действия:
- выбор из накопителя требуемого компонента;
- перемещение его к посадочному месту на печатной плате; - установка компонента с точностью позиционирования.
Кроме того, в некоторых конструкциях автоматов перед установкой осуществляется контроль электрических и геометрических параметров устанавливаемого компонента.
Такой технологический цикл возможно практически реализовать с помощью взаимного перемещения основных конструктивных элементов автомата — монтажной головки, координатного стола и магазина с компонентами. Исходя из этого, в настоящее время приняты следующие варианты комбинации перемещений основных элементов автоматов.
Вариант 1. Печатная плата и магазин с компонентами неподвижны (магазин может перемещаться только в направлении X). Компоненты захватываются монтажной головкой с необходимой позиции питателя и устанавливаются на посадочное место (рис. 3.26) (первый вариант автомата последовательного действия). Как видно из рисунка, монтажная головка перемещается в таких автоматах по всем направлениям (x, y, z) и вокруг своей оси (6), что позволяет ей по заданной программе выбирать требуемый элемент из питателя, перемещать и устанавливать его в любую точку на печатной плате. Как было отмечено выше, такие автоматы обладают наибольшей гибкостью и позволяют устанавливать компоненты любых типов, что наиболее эффективно в условиях мелкосерийного производства при большой номенклатуре изделий и типоразмеров компонентов. Их производительность может быть, повышена за счет применения двух монтажных головок. Кроме того, при такой схеме может быть легко осуществлен контроль электрических и геометрических параметров компонентов, которые перед установкой помещаются в устройство контроля.

1 — печатная плата; 2 —• бобины с упакованными компонентами; 3 — монтажная головка; 4 —устанавливаемый компонент; 5 — вакуумный пинцет (захват)
Рис. 3.26. Схема автомата-укладчика последовательного типа
Вариант 2. В этом случае (рис. 3.27) позиционирование места установки компонента осуществляется перемещением стола с печатнои платой в направлении X (второй вариант автомата последовательного действия). При этом цикл работы автомата состоит из следующих операций: 1) подача компонентов под монтажную головку (направление Х); 2) выбор компонента монтажной головкой (перемещение в направлении Y, Z); 3) возврат накопителей в исходное состояние; 4) перемещение стола с печатной платой под монтажную головку с позиционированием посадочного места относительно головки, установка компонента.
При использовании блока головок (до 30) и нескольких печатных плат такие системы могут обеспечить высокую производительность (рис 3.28). Однако наиболее эффективным является их применение для компонентов простой формы. Примером такой разработки является автомат МСМ VII (фирма «Philips»).

1 — печатная плата; 2 — лента с ПМ-компонентами; 3 — монтажная головка;
4 — монтируемый компонент
Рис. 3.27. Схема автомата с позиционированием места установки компонента с помощью рабочего стола

1 — бобина с ПМ-компонентами; 2 — блок монтажных головок; 3 — турель;
4 — двухкоординатный стол
Рис. 3.28. Схема автомата с блоком монтажных головок
Вариант 3. Роторно-башенная схема построения автоматов (Rotary Turret
Placement System) в последние годы находит все большее применение в конструкциях высокоскоростных автоматов-укладчиков. В этой схеме также используется блок монтажных головок, которые по кругу перемещаются с одной позиции в другую. Место установки компонента позиционируется координатным столом.
Применяется несколько разновидностей автоматов-укладчиков, реализующих роторную схему: с поворотом ротора вокруг вертикальной и горизонтальной оси и с различными вариантами подачи компонентов. Один из вариантов горизонтальной схемы показан на рис. 3.29. Роторная головка 1 имеет четыре вакуумных захвата и четыре рабочие позиции. На первой позиции захватывается компонент из питателя, бобины которого поворачиваются вокруг вертикальной оси на 90°. Во второй позиции осуществляется контроль электрических параметров компонента, в третьей – его центрирование, в четвѐртой — установка на печатную плату, которая перемещается в направлении X, Y для совмещения захвата с посадочным местом компонента. Эти циклы повторяются каждой монтажной головкой, что обеспечивает высокую производительность автомата. Недостаток варианта — ограниченность номенклатуры устанавливаемых компонентов (без переналадки устройства чаще всего устанавливается один тип).

1 — ротор (револьверная головка); 2 — бобина с компонентами; 3 — карусель с бобинами; 4 — блок контроля электрических параметров; 5 - блок
центрирования компонентов; 6 — двухкоординатный стол с печатной платой
Рис. 3.29. Схема автомата-укладчика роторного типа с вращением ротора вокруг горизонтальной оси:
Схема аналогичного по конструкции, но более производительного автомата показана на рис. 3.30. Он содержит большее количество монтажных головок и рабочих позиций для контроля электрических параметров и центровки, что расширяет номенклатуру монтируемых компонентов. Для подачи компонентов используется карусель с бобинами, поворачивающаяся вокруг вертикальной оси.

Рис.3.30. Схема многошпиндельного автомата-укладчика роторного типа
В последних разработках автоматов-укладчиков более широко применяется схема с ротором, вращающемся вокруг вертикальной оси (рис. 3.31). Такой автомат также содержит вращающийся ротор-башню, на которой размещается 10 или 12 монтажных головок. Для повышения универсальности и производительности каждая из головок имеет 1—5 вакуумных захватов. Центрирование компонентов осуществляется механическими устройствами или системами технического зрения, а совмещение с посадочным местом — двухкоординатным столиком. Подача плат производится с помощью конвейера. Некоторые системы содержат специальные пневматические подъемники для перемещения плат с одного конвейера на другой. Центрирование плат происходит по базовым отверстиям или по боковым кромкам. Первый метод обеспечивает большую точность и повторяемость этой операции. Для подачи компонентов к монтажной головке блок питателей совершает возвратно-поступательные движения в направлении X. При этом бобина с необходимым компонентом ориентируется для подачи его под очередной захват (рис. 5.16).

Рис. 3.31. Схема автомата-укладчика с вертикальной осью вращения ротора
Фирмой «Philips» выпущена новая серия автоматов для установки ПМкомпонентов на GEM- платформе. Это оборудование обеспечивает модульность и гибкость, крайне необходимые современным производствам сборки печатных узлов по технологии поверхностного монтажа особенно в условиях серийного и крупносерийного выпуска продукции. При использовании машин на GEMплатформе с унифицированными конструктивами и программным обеспечением уменьшается стоимость установки на компонент, увеличивается загрузка оборудования, облегчается переход на новые изделия, повышается гибкость. В отличие от большинства высокопроизводительных автоматов на нем можно устанавливать не только малогабаритные компоненты, но и микросхемы с четырехсторонним расположением выводов в корпусах типа GFP, а также BGA.
Новое поколение машин фирмы «Philips» на сегодняшний день включает в себя два автомата: EMERALD-X — автомат установки компонентов с очень малым шагом и TOPAZ-X — высокоскоростной гибкий автомат. Эти автоматы отличаются более высоким коэффициентом загрузки и производительностью, чем их предшественники.
Автоматы с индексом «X» снабжены двойными питателями для матричных поддонов, которые позволяют менять пустые поддоны на новые без остановки работы автомата, устройством для склеивания лент и питателями для подачи компонентов из россыпи с увеличенной емкостью. В сочетании с возможностями, сохраненными от предыдущего (высоконадежная конструкция с малым временем обслуживания, тележки для групповой смены питателей, система распознавания штрих-кодов на питателях и др.), новые автоматы имеют минимальные потери времени и максимально возможный коэффициент загрузки. Еще одно преимущество таких автоматов — повышенная производительность установки компонентов. Новая система технического зрения с высокоэффективным освещением под разными углами улучшает распознаваемость компонентов «на лету», сокращая время центровки. Освещение под разными углами дает высококонтрастные изображения даже для сложных компонентов, таких, как микросхемы в корпусах BGA и CSP. TOPAZ-X может распознавать до восьми компонентов за один проход, что уменьшает время распознавания до 0,2 с/компонент.
Важным фактором, влияющим на повышение производительности, является новая система смены насадок «на лету» (во время движения, без потерь времени). На TOPAZ-X до четырех установочных головок из восьми могут иметь по три предварительно установленные насадки. Остальные четыре головки могут менять насадки в специальной станции. На EMERALD-X обе головки могут быть оснащены по заказу системой для смены насадок «на лету». Такая система позволяет увеличить производительность до 15%.
Если в питатели ошибочно заправлены компоненты другого типа или закончились компоненты, автомат даст сигнал оператору и, пропустив ошибку, продолжит собирать плату дальше, дав оператору время для устранения проблемы.
Различные комбинации автоматов на GEM-платформе позволяют создавать линии практически для любых видов серийных производств с любой комбинацией компонентов поверхностного монтажа.
4. ТЕХНОЛОГИЯ ВНУТРИ - И МЕЖБЛОЧНОГО МОНТАЖА
4.1. ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ МОНТАЖА
Под электромонтажными работами понимают совокупность технологических операций, обеспечивающих электрическое соединение элементов, сборочных единиц, входящих в блоки, комплексы, системы и изделия. Электрический внутри- и межблочный монтаж ЭА в зависимости от сложности и конструктивного уровня аппаратуры выполняется одиночными проводами и кабелями, жгутами, жесткими и гибкими платами (рис. 4.1).

Рис. 4.1. Классификация методов монтажа
Выбор метода монтажа определяется требованиями, предъявляемыми к изготавливаемой аппаратуре, ее сложностью, учетом величины помех, которую обеспечивает система сложных проводников. Напряжение помех, вызванное электрическим монтажом, складывается из емкостной, индуктивной или гальванической составляющих. Емкостная составляющая определяется длиной, сечением и типом изоляции проводов, расстоянием между ними и земляными шинами, а индуктивная - рабочей частотой, длиной проводов и расстоянием между ними. Гальванические помехи возникают в цепях электропитания при завышении омического сопротивления токопроводящих шин. Для снижения этого вида помех провода питания выполняются плоскими, минимальной длины с поперечным сечением, соответствующим токовой нагрузке.
Проводной монтаж представляет собой электрическое соединение отдельных элементов и сборочных единиц при помощи одиночных изолированных проводников (кабелей) или системы проводников, объединенных в жгут. Он применяется для внутриблочного и межблочного монтажа аппаратуры. Наибольшая плотность монтажа - до 300 эл./дм3 . Монтаж одиночными проводами трудно механизировать и автоматизировать, поэтому доля такого монтажа в дальнейшем постоянно сокращается. Объединение проводов в жгут позволяет выполнять подготовительные операции параллельно со сборкой, использовать автоматизированное оборудование, обеспечить механическую прочность и стабильность параметров монтажных соединений при повышенных вибрационных и ударных нагрузках.
Печатный монтаж отличается высоким уровнем автоматизации и получил распространение для внутриблочного монтажа. Он выполняется на плоских диэлектрических основаниях и используется в качестве конструктивного элемента (печатной платы). Межблочный монтаж в конструктивных модулях третьего и четвертого уровня ЭА осуществляют путем соединения печатных плат гибкими шлейфами или ленточными кабелями. Наибольшая плотность монтажа элементов печатным монтажом достигает 1000 эл./дм3 .
Многопроводные методы монтажа выполняются фиксированными или незакрепленными проводами, а также стежковым методом. Многопроводной монтаж фиксируемыми проводами (метод Multiwire) представляет собой упорядоченное прокладывание изолированных проводов по поверхности двухсторонних печатных плат с фиксацией их в слое адгезива. Монтаж осуществляется автоматически по программе с помощью специального оборудования и экономически целесообразен при макетировании в опытном и мелкосерийном производстве.
Монтаж толстопленочными металлическими покрытиями осуществляется при изготовлении керамических многослойных плат, содержащих до 30 металлизированных слоев, соединенных между собой металлизированными отверстиями диаметром 0,12 мм с шагом 0,5 мм. На лицевой стороне платы размером 90x50x5 мм устанавливаются от 100 до 130 бескорпусных ИМС.
4.2. ТЕХНОЛОГИЯ ПРОВОДНОГО МОНТАЖА
К проводному монтажу предъявляются следующие требования: – минимальная длина электрических связей;
– обеспечение надежных электрических и механических контактов;
– технологичность при изготовлении и ремонте аппаратуры;
– высокая помехоустойчивость за счет применения экранов, заземление каждого экрана в отдельности, пересечения монтируемых высокочастотных цепей под углом, близким к 90О ;
– соблюдение допустимых расстояний между оголенными участками проводов и металлическими поверхностями конструкций (не менее 3 мм для
цепей с напряжением до 250 В, 5 мм для цепей свыше 250 В);
– подключение не более 2-3 проводов под один зажимной контакт и выбор сечения проводов в зависимости от токовой нагрузки;
– оголенные участки проводов должны иметь антикоррозийное или технологическое покрытие под пайку.
К проводам для жгутового монтажа предъявляют следующие требования:
- высокая механическая и электрическая прочность;
- гибкость, эластичность, возможность фигурной укладки;
- наличие цветной изоляции или маркировочных бирок на концах
проводников;
- соответствие сечения провода и изоляции току нагрузки, допускаемому падению напряжения; наличие паяемых и антикоррозионных покрытий.
![]()
![]() Для фиксированного внутриблочного монтажа используют медные провода с волокнистой изоляцией из капроновых нитей (МШДЛ, МЭШДЛ, МГШ, МГШД), пластика (ПВХ, НВ, НВМ), с комбинированной волокнисто-полихлорвиниловой (МШВ, МГШВ, БПВЛ), полихлорвиниловой (ПМВ, МГВ), поливинилхлоридной (МКШ, МПКШ) и резиновой изоляции (ЛПРГС, ПРП, АПРФ, ПРГ). Монтаж при повышенной температуре ведут проводами в изоляции из стекловолокна (МГСЛ, МГСЛЭ). При повышенной температуре (до 250С) и влажности используют провод во фторопластовой изоляцией (МГТФ), для аппаратуры, работающей в интервале температур -60 - +40С - провода в шланговой оболочке из морозостойкой резины марок РПД и РПШЭ.
Для фиксированного внутриблочного монтажа используют медные провода с волокнистой изоляцией из капроновых нитей (МШДЛ, МЭШДЛ, МГШ, МГШД), пластика (ПВХ, НВ, НВМ), с комбинированной волокнисто-полихлорвиниловой (МШВ, МГШВ, БПВЛ), полихлорвиниловой (ПМВ, МГВ), поливинилхлоридной (МКШ, МПКШ) и резиновой изоляции (ЛПРГС, ПРП, АПРФ, ПРГ). Монтаж при повышенной температуре ведут проводами в изоляции из стекловолокна (МГСЛ, МГСЛЭ). При повышенной температуре (до 250С) и влажности используют провод во фторопластовой изоляцией (МГТФ), для аппаратуры, работающей в интервале температур -60 - +40С - провода в шланговой оболочке из морозостойкой резины марок РПД и РПШЭ.
Монтажные провода поставляются в бухтах. Часть монтажных проводов, в первую очередь с резиновой изоляцией, имеют луженые токопроводящие жилы, что ускоряет процесс подготовки проводов для монтажа. При выборе цвета изоляции монтажных проводов и их обозначений на электромонтажных схемах рекомендуется учитывать назначение электрической цепи. Помимо цвета провода могут различаться при помощи бирок, липких лент или путем нанесения маркировочных обозначений непосредственно на изоляцию проводов. (Например, красный - для цепей с высоким положительным потенциалом, синий - с отрицательным потенциалом, желтый - питание переменным током, черный - нулевое значение потенциала и т. д).
Наибольшее применение получила маркировка при помощи маркировочных бирок, изготовленных из полихлорвиниловых трубок. Бирку закрепляют на конце провода таким образом, чтобы она перекрывала обрез его изолирующей оплетки на 1-3 мм и не сползала при тряске и вибрации. Изготовление бирок включает маркировку, сушку и отрезку полихлорвиниловых трубок и осуществляется на специальных автоматах.
Подготовка проводов к монтажу включает следующие операции: мерную резку , удаление изоляции и заделку концов проводов , маркировку , облуживание и свивание проводов .
![]() Мерную резку проводов вручную выполняют ножницами, кусачками, определяя длину провода по шаблону. В мелкосерийном производстве эта операция механизируется с помощью устройств мерной резки (рис. 4.2). Приспособление состоит из упора 4 с закрепленной на нем стрелкой. Упор жестко крепится на столе 7 гайкой-барашком так, чтобы стрелка совпадала с делением линейки 8. Резка производится между отверстиями в неподвижном 2 и подвижном 3 дисках путем поворота диска 3 вручную рукояткой 6. Диск 3 возвращается в исходное состояние с помощью пружины 5. Приспособление позволяет получить точность нарезки 0.7 мм. В других конструкциях вращение диска осуществляется электродвигателем.
Мерную резку проводов вручную выполняют ножницами, кусачками, определяя длину провода по шаблону. В мелкосерийном производстве эта операция механизируется с помощью устройств мерной резки (рис. 4.2). Приспособление состоит из упора 4 с закрепленной на нем стрелкой. Упор жестко крепится на столе 7 гайкой-барашком так, чтобы стрелка совпадала с делением линейки 8. Резка производится между отверстиями в неподвижном 2 и подвижном 3 дисках путем поворота диска 3 вручную рукояткой 6. Диск 3 возвращается в исходное состояние с помощью пружины 5. Приспособление позволяет получить точность нарезки 0.7 мм. В других конструкциях вращение диска осуществляется электродвигателем.

Рис. 4.2. Устройство мерной резки
Резку проводов (различных марок и сечений) длиной от 50 до 1350 мм и зачистку концов обжигом пластиковой изоляции по концам на расстоянии 5-10мм при массовом производстве выполняют на специальных автоматах (рис. 4.3).. Провод с катушки 1 протягивается через механизм предварительной подачи 2, роликовый механизм рихтовки 3, мерный ролик 4, механизм подачи (ролики 5,6), механизм зажима 8,9, механизм обжига 7 к механизму резки 10. При достижении заданной длины ведущие подвижные ролики 5 отходят от ведущих неподвижных роликов 6 с помощью пневмосистемы, но происходит фиксация провода зажимами 7 и 9. После этого механизм обжига 8 наджигает изоляцию провода в двух местах. Далее провод разрезается отрезным ножом 10 и выталкивается захватом 9 с помощью пневмосистемы в тару. Производительность автомата достигает 2000 шт/ч.

Рис. 4.3. Схема автомата подготовки провода
Зачистка проводов от изоляции должна обеспечить технологичность монтажа и надежность контактного соединения. Для большинства соединений зачистку осуществляют на длину 7-10 мм, для многожильных проводов - 10-15 мм (рис.
4.4). Изоляцию проводов удаляют:
– МГВ,МГВЛ,МГВЛЭ,МГВСЛ - электрообжигом;
– МГСЛ (с внутренней изоляцией из стекловолокна) надрезом на автомате, специальными щипцами;
– МГТФ, МГТФЛЭ (термостойкая фторопластовая изоляция) надрезом;
– ЛПЛ (х/б пряжа), МОГ (шелк, капрон), МГТЛ (лавсановая) электрообжигом;
– МШВ,МГШВ (пленочная и волокнистая изоляции) - электрообжигом;
– эмалевую изоляцию с проводов ПЭТ,ПЭЛ - шлифовальной шкуркой, шабером;
– ПЭВ и ПЭМ - погружением в муравьиную кислоту и протиркой бязью;
– многожильных ЛЭШО и ЛЭШД - нагревая в верхней части пламени спиртовой горелки и погружая в спирт с последующей протиркой бязью, либо погружением в расплав солей (хлористый калий) при температуре 7680 С на 1-2с.
Для зачистки изоляции применяют специальные приспособления, удаляющие изоляцию обжигом и стягиванием съемником изоляции (рис. 4.5). Основными рабочими органами являются нить накала 3 и губки-ножи 2. Нить прожигает изоляцию при повороте провода 1 вокруг оси. Губки являются опорой для провода при прожигании изоляции, предохраняют ее от обугливания, обеспечивают снятие изоляции. Для исключения надрезов губки полируются и имеют радиус скругления 0,08 мм.

Рис. 4.4. Разделка концов проводов с пластиковой (а) и комбинированной (б) изоляцией

Рис. 4.5. Схема удаления изоляции обжигом
Термомеханический способ позволяет снимать изоляцию в один прием с проводов сечением 0,07-0,35 мм2 . Рабочее место при этом должно быть оборудовано местной вентиляцией. Недостатки тепловых методов удаления изоляции: возможны пережоги провода, образование окисной пленки, выделение вредных газов.
К механическим приспособлениям, предназначенным для снятия любой изоляции, относится устройство с механическими щетками, которые вращаются при помощи электродвигателя в противоположных направлениях. Зазор между щетками регулируется. Время зачистки изоляции 2-3 с., производительность 150300 проводов/час, длина снимаемой изоляции 5-20 мм. Недостатки механического способа: уменьшение диаметра, насечки, скручивание, трудности при обработке проводов малого диаметра 0,02-0,05 мм.
Заделку концов изоляции с волокнистой изоляцией осуществляют с помощью нитроклея, путем одевания полихлорвиниловых трубок или наконечников из пластмасс, нитками (оклетневка). Оклетневка состоит в наматывании на изоляцию слоя цветных хлопчатобумажных или шелковых ниток, которые затем покрывают клеем БФ-4 или нитролаком (рис. 4.6).
а

1 – провод; 2 – хлопчатобумажная нитка
Рис. 4.6. Закрепление изоляции провода ниткой
Для снятия экранирующей оплетки с кабелей применяется установка СЭ-1, работающая по принципу винтового среза оплетки с помощью вращающихся фрез и неподвижных ножей (рис. 4.7). Перемещением втулки 1 устанавливают расстояние между ножами 2. Кабель 5 подается в отверстие втулки до упора 4. Фрезы 3, вращаясь навстречу движения провода, загибают экранирующую оплетку 6, которая срезается, попадая в зазор между зубьями фрез и ножами. Круговой срез обеспечивается поворотом провода вокруг оси. Установка для снятия экранирующей оплетки с концов монтажных проводов типа МГВШЭ, БПВЛЭ диаметром по оплетке 1-5 мм имеет производительность 600 заготовок/ч.

Рис. 4.7. Схема установки для снятия экранирующей оплетки
Разделку концов экранирующей оплетки, обеспечивающую подключение ее к корпусу выполняют следующими способами:
– протаскиванием конца провода через отверстие, сделанное в оплетке на расстоянии 20 мм от конца и подключение свободной части оплетки к корпусу; – подпайкой к оплетке дополнительного провода.
Лужение монтажных проводов осуществляют путем погружения оголенных участков в ванны с припоем ПОС61, ПОС61М при температуре 250-260 С в течение 1-4 с с использованием флюсов ФКСп, ФКТ. Для ВЧ кабелей с нетеплостойкой изоляцией применяется припой ПОСВ-33 при температуре 170190°С.
4.3. ТЕХНОЛОГИЯ ЖГУТОВОГО МОНТАЖА
Конструкции жгутов определяются особенностями конструкций аппаратуры и требованиями к обслуживанию. Жгуты делятся на межблочные и внутриблочные, которые, в свою очередь подразделяются на простые (прямые)
(а), с ответвлениями (б), сложные (в), с замкнутыми ветвями (г) (рис.4.8).

Рис.4.8. Виды жгутов
В зависимости от конструкции жгута для его изготовления применяют плоские и объемные шаблоны. Плоский шаблон представляет собой основание из изоляционного материала, на котором нанесен рисунок жгута и в соответствии с трассировкой расположены металлические шпильки, на которые надеты изоляционные трубки (рис.4.9). Для фиксации концов проводов предусмотрены специальные зажимы. Между шпильками производят укладку монтажных проводов.

Рис.4.9. Рабочее место жгутового монтажа
Повышение производительности изготовления жгутов и исключение ошибок монтажа достигают применением электрофицированных шаблонов, в которых концы монтажных проводов фиксируются специальными зажимами, электрически связанными с сигнальными лампочками. Лампочки и зажимы коммутированы таким образом, что при правильной укладке и фиксации провода загораются поочередно лампочки 1-й, затем 2-й трассы и т.д. Провод прокладывается по трассе шаблона, лампочки при этом гаснут, а загорается красная контрольная лампочка, подтверждающая правильность укладки.
Первоначально разработку конструкции жгута осуществляют на макете. Укладывают провода согласно монтажной или принципиальной схеме, концы проводов маркируют с двух сторон бирками с указанием номера трассы (1-2; 1-6; 3-5 и т. д.), после чего измеряют их длину и заносят данные в таблицу монтажных соединений. (Например, при соединении контактов реле Р2 с разъемом Ш1 (табл.
11.1)).
Таблица 4.1 - Таблица монтажных соединений
| N провода |
Марка провода |
Сечение провода, мм |
Длина провода, мм |
Трасса соединений |
| 1-2 |
МГШВ |
0,5 |
30 |
1Р2-2Ш1 |
| 1-3 |
БПВЛ |
1,0 |
160 |
2Р2-3Ш1 |
| 1-4 |
|
|
250 |
5Р2-5Ш1 |
| 1-5 |
|
|
290 |
4Р2-6Ш2 |
При раскладке жгутов соблюдают следующие правила:
- экранированные провода должны быть внутри жгута, поэтому с них начинают раскладку;
- внутри жгута укладывают короткие провода малых сечений;
- длинные провода укладывают снаружи с образованием лицевой стороны;
- шаг вязки жгутов t выбирают в зависимости от сечения жгута, числа проводов n и диаметра жгута по табл.4.2;
– концы жгута должны иметь бандажи и оконечные узлы;
– для защиты от механических повреждений жгут по всей длине или на отдельных участках обматывают изоляционной лентой;
– жгут на каркасе крепят металлическими скобками с установкой под ним изоляционных трубок или прокладок из лакоткани (длина закрепления 150-200 мм
);
– отверстия в каркасе, через которые проходят жгуты, должны иметь закругленные кромки и резиновые втулки;
– при пайке проводов жгута обязательно применяют их механическое крепление на контактных лепестках, путем продевания в отверстие лепестка и загибки.
Таблица 4.2 - Шаг вязки жгутов
| Сечение провода менее 0,33 мм2 |
Сечение провода более 0,33 мм2 |
||
| n , шт |
t , мм |
n , шт |
t , мм |
| 5 |
5-10 |
10 |
15-20 |
| 5-15 |
10-12 |
11-30 |
8-30 |
| 16-20 |
13-18 |
|
30-40 |
|
|
25 |
||
![]()
![]()
![]() Если аппаратура предназначена для работы в условиях тряски и вибрации, концы проводов огибают вокруг лепестков на 1-2 оборота и обжимают. Запрещается паять незакрепленные концы (встык и внахлестку). Для большинства монтажных соединений, допускающих нагрев до 280С применяется припой ПОС40, для наиболее ответственных соединений применяют припой ПСр 2,5, который содержит 2,5% Ag, 5,5% Sn и 92% Pb и имеет температуру кристаллизации 305С. Для пайки проводов, допускающих нагрев до 230С применяют припой ПОС-61.
Если аппаратура предназначена для работы в условиях тряски и вибрации, концы проводов огибают вокруг лепестков на 1-2 оборота и обжимают. Запрещается паять незакрепленные концы (встык и внахлестку). Для большинства монтажных соединений, допускающих нагрев до 280С применяется припой ПОС40, для наиболее ответственных соединений применяют припой ПСр 2,5, который содержит 2,5% Ag, 5,5% Sn и 92% Pb и имеет температуру кристаллизации 305С. Для пайки проводов, допускающих нагрев до 230С применяют припой ПОС-61.
Для снижения трудоемкости процесс вязки жгутов механизируют, используя пневматические пистолеты. Автоматизация процесса вязки осуществляется на специальных станках, автоматах или полуавтоматах, управляемых с ЭВМ. Для механизации операций изготовления жгута в условиях серийного производства используют конвейерные линии. В этом случае технологический процесс разбивают на ряд простых операций, например, на одном рабочем месте осуществляют раскладку проводов одного сечения и марки. Такт работы составляет 5-7.5 с. Конвейер для изготовления жгутов замкнут в горизонтальной плоскости и транспортирует шаблоны с помощью тележек. Он оснащается пистолетами для вязки жгутов, приспособлениями для снятия изоляции и лужения.
Для раскладки жгутов разработан автомат с программным управлением модели KL-327, выполняющий следующие операции: выбор провода и подготовку его к раскладке по расцветке и сечению; крепление начала проводника обмоткой вокруг шпильки на шаблоне; раскладку провода; обрезку провода.
Автомат раскладывает провода марки МГШВ сечением до 0,5 мм2 со скоростью 10 м/мин. Наибольшее количество раскладываемых цепей - 102 шт., габариты жгутов - до 1000*400 мм.
Для изготовления жгутов используют РТК, которые включают: роботманипулятор (РМ-01), универсальный шаблон, сменную оснастку робота: схваты, механизм раскладки провода. Средняя скорость укладки проводов не менее 0,25 м/с.
4.4. МОНТАЖ ПЛОСКИМИ ЛЕНТОЧНЫМИ КАБЕЛЯМИ
Плоские ленточные кабели (ПЛК) применяют для электрического межблочного монтажа в ЭВМ и другой электронной аппаратуре. Кабели обеспечивают передачу высокочастотных сигналов с высокой стабильностью характеристик, обладают достаточным теплоотводом, устойчивы к климатическим воздействиям. Использование плоских кабелей позволяет уменьшить габариты и массу аппаратуры, по сравнению с объемным монтажом, вести монтаж в трех плоскостях, чему способствует гибкость кабелей.
Основными элементами гибких кабелей являются многожильные ленточные проводники и специальные соединители. Плоские ленточные кабели могут быть опресованными , плетеными , ткаными и печатными .
Ленточные опресованные кабели имеют токоведущие жилы из меди с гальваническим покрытием серебром, оловом или никелем, которые изолированы друг от друга методом опресовки в пластмассовую ленту из обычного или облученного полиэтилена, поливинилхлорида, полиимида, лавсана или стековолокна. Они выпускаются марок ПЛП и КППР для фиксированного внутри- и межблочного монтажа, ПЛПМО - для монтажа подвижных устройств, ЛЛПС - для монтажа цепей, работающих при напряжении 115 В и частоте 5000 Гц, ПЛМ - для фиксированного монтажа ПП. Ленточные высокочастотные кабели с группами жил типов ПВП и ЛПВЛ применяют для монтажа блоков ЭВМ с электрическим напряжением до 100 В и частотой до 1 кГц.
Ленточные плетеные кабели марок ЛФ и ЛФЭ имеют токоведущие шины, скрученные из медной посеребрянной проволоки, расположенные в один ряд и скрепленные нитью, пропитанной лаком. Они предназначены для работы в цепях с напряжением до 100 В и частоте 5 кГц.
Ленточные тканые кабели изготавливают из обычных монтажных проводов марок МГШВЭ, МГШП, МГТФ, с саржевым переплетением плотностью 8-10 нитей на 1 см длины.
Гибкие печатные кабели представляют собой систему печатных проводников, расположенных на диэлектрическом основании. Их изготавливают из фольгированных гибких диэлектриков марок ФДМ-3, НС-1, ФД-1 химическим методом. Многослойные печатные кабели получают прессованием нескольких однослойных или на двухсторонних ПП с металлизированными монтажными отверстиями.
Подготовка ленточных проводов к монтажу включает мерную резку, удаление изоляции с концов провода, нанесение покрытия на оголенные токоведущие жилы. Удаление изоляции осуществляют механическим, термомеханическим и химическим методами. Механическую зачистку ленточных проводов с фторопластовой изоляцией, имеющей слабую адгезию с токоведущими шинами, осуществляют строганием с продольным перемещением резца. Резец по ширине больше ленточного провода и удаляет изоляцию в течение нескольких секунд. Применяют возвратно-поступательное движение резца шириной 2-2.5 мм с углом при вершине 30 град., который удаляет изоляцию полосками, равными ширине резца (рис. 4.10).
![]()
![]()
| Рис.4.10. Механическое удаление изоляции с ленточного провода |
Рис. 4.11. Удаление изоляции с ленточного провода с помощью лазера |
Изоляцию также удаляют путем шлифования абразивными кругами. Круги из стекловолокна диаметром 30-55 мм вращаются со скоростью до 45 м/с. В результате абразивного и теплового воздействия происходит размягчение термопластичной изоляции и механическое удаление ее вращающимися кругами.
Примером термического удаления изоляции является лазерная зачистка. Сфокусированный луч лазера 1 испаряет изоляцию на небольшом участке ленточного провода 2, затем удаляемый участок 3 легко механически снять с провода (рис. 4.11). Мощность лазерной установки 30 Вт, скорость удаления 0,090,36 м\мин.
Для защиты медных токоведущих жил ленточного провода от окисления и для обеспечения пайки или сварки на них наносят гальванические покрытия никелем, золотом, сплавами серебро-сурьма, олово-висмут.
В процессе сборки и монтажа ленточных кабелей применяют неразъемные и разъемные электрические соединения проводов. Неразъемные обеспечивают постоянные внутриплатные, межплатные, межблочные, межкабельные соединения, разъемные - возможность периодического подключения и отключения ленточного кабеля к печатной плате. Неразъемные монтажные соединения выполняют пайкой, сваркой, обжиганием, врезанием, накруткой. Для разъемных применяют различные по конструкции разъемы.
Паянные неразъемные межкабельные соединения получают с помощью термоусадочных паяльных муфт типа "термофит" (рис. 4.12). Муфта состоит из изоляционной оболочки 1, кольца припоя 2, содержащего флюс и двух уплотнительных герметизирующих колец 3. Оболочку из термоусадочного материала (поливинилхлорид, фторопласт, политетрафторэтилен) формуют и подвергают гамма-облучению, в результате которого в структуре материала возникают поперечные связи в молекулярных цепях, а материал приобретает свойство термоусадки, т.е. после быстрого нагревания дает усадку до первоначальных размеров перед размягчением. В муфту с двух сторон вводят соединяемые проводники 4 и нагревают ее в тепловом рефлекторе или источнике ИК облучения. В процессе нагревания происходит расплавление кольца припоя и его деформация, усадка оболочки и получение изолированного герметизированного соединения. Уплотнительные кольца могут иметь и плоскую прямоугольную форму для соединения ленточных проводов с плоскими шинами.

Рис. 4.12. Соединение ленточных проводов паяльными муфтами (а), загерметизированое соединение (б)
5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
5.1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К ПЛАТАМ И ПЕЧАТНОМУ МОНТАЖУ
Печатные платы — это элементы конструкции, которые состоят из плоских проводников в виде участков металлизированного покрытия, размещенных на диэлектрическом основании и обеспечивающих соединение элементов электрической цепи. Они получили широкое распространение в производстве модулей, ячеек и блоков ЭА.
Печатным монтажом называется совокупность плоских проводников, нанесенных на изоляционное основание и обеспечивающих требуемое соединение элементов в электрической цепи. Применение печатного монтажа по сравнению с объемным позволяет:
![]() увеличить плотность монтажных соединений и обеспечить миниатюризацию
увеличить плотность монтажных соединений и обеспечить миниатюризацию
изделий;
![]() обеспечить унификацию и стандартизацию конструктивных и
обеспечить унификацию и стандартизацию конструктивных и
![]() технологических решений; увеличить надежность за счет резкого сокращения числа паяных соединений
технологических решений; увеличить надежность за счет резкого сокращения числа паяных соединений
![]() в изделии; гарантировать стабильность электрических характеристик;
в изделии; гарантировать стабильность электрических характеристик;
улучшить вибропрочность, теплоотдачу и стойкость к климатическим
![]() воздействиям; автоматизировать операции сборки и монтажа ЭА, уменьшить трудоемкость
воздействиям; автоматизировать операции сборки и монтажа ЭА, уменьшить трудоемкость
и снизить стоимость изделия.
К недостаткам печатного монтажа следует отнести сложность внесения изменений в конструкцию изделия, ограниченную ремонтопригодность, повышенный расход цветных металлов.
Элементами ПП являются диэлектрическое основание , металлическое покрытие в виде рисунка печатных проводников и контактных площадок , монтажные и фиксирующие отверстия . Они должны соответствовать требованиям ГОСТ 23752—86 и отраслевых стандартов.
Диэлектрическое основание ПП должно быть однородным по цвету, монолитным по структуре и не иметь внутренних пузырей и раковин, посторонних включений, сколов, трещин и расслоений. Допускаются отдельные вкрапления металла, царапины, следы от удаления одиночных невытравленных участков, точечное и контурное просветление, проявление структуры материала, которые не ухудшают электрических параметров ПП и не уменьшают минимально допустимых расстояний между элементами проводящего рисунка.
Проводящий рисунок должен быть четким, с ровными краями, без вздутий, отслоений, подтравливаний, разрывов, темных пятен, следов инструмента и остатков технологических материалов. Допускаются: отдельные местные протравы не более 5 точек на 1 дм2 при условии, что оставшаяся ширина проводника соответствует минимально допустимой по чертежу; риски глубиной не более 25 мкм и длиной до 6 мм; отслоение проводника в одном месте на длине не более 4 мм; остатки металлизации на пробельных участках, не уменьшающие допустимых расстояний между элементами.
Для повышения коррозионной стойкости и улучшения паяемости на поверхность проводящего рисунка наносят электролитическое покрытие, которое должно быть сплошным, без разрывов, отслоений и подгаров. В отдельных случаях допускаются: участки без покрытия площадью не более 2 мм2 на проводник, но не более 5 на плате; местные наросты высотой не более 0,2 мм; потемнение и неоднородность покрытия, не ухудшающие паяемость; отсутствие покрытия на торцах проводников.
Контактные площадки представляют собой участки металлического покрытия, которые соединяют печатные проводники с металлизацией монтажных отверстий. Их площадь должна быть такой, чтобы не было разрывов при сверлении и остался гарантийный поясок меди шириной не менее 50 мкм. Разрывы контактных площадок не допускаются, так как при этом уменьшается токонесущая способность проводников и адгезия к диэлектрику. Допускается частичное отслоение отдельных (до 2 %) контактных площадок вне зоны проводников и их ремонт с помощью эпоксидного клея. Контактные площадки монтажных отверстий должны равномерно смачиваться припоем за время 3—5 с и выдерживать не менее трех (МПП — двух) перепаек без расслоения диэлектрика, вздутий и отслаивания.
Монтажные и фиксирующие отверстия должны быть расположены в соответствии с требованиями чертежа и иметь допустимые отклонения, определяемые классом точности ПП. Для повышения надежности паяных соединений внутреннюю поверхность монтажных отверстий покрывают слоем меди толщиной не менее 25 мкм. Покрытие должно быть сплошным, без включений, пластичным, с мелкокристаллической структурой и прочно сцепленным с диэлектрическим основанием. Оно должно выдерживать токовую нагрузку 25 А/мм2 в течение 3с при нагрузке на контакты 1,0—1,5 Н и четыре (для МПП — три) перепайки выводов без изменения внешнего вида, подгаров и отслоений.
В процессе производства происходит деформация ПП, которая приводит к их изгибу и скручиванию, затрудняющим последующую сборку. Величина деформации определяется механической прочностью фольгированных диэлектриков, характером напряженного состояния после стравливания фольги, правильностью режимов нагрева и охлаждения.
![]() На платах толщиной 0,8 мм и менее деформация не контролируется, при толщинах 1,5—3 мм деформация на 100 мм длины не должна превышать: для МПП 0,4—0,5 мм, для ДПП на стеклотекстолите 0,6—0,9, на гетинаксе 0,6—1,5 мм. При воздействии на ПП повышенной температуры (260—290 С) в течение 10 с не должно наблюдаться разрывов проводящего покрытия, отслоения от диэлектрического основания.
На платах толщиной 0,8 мм и менее деформация не контролируется, при толщинах 1,5—3 мм деформация на 100 мм длины не должна превышать: для МПП 0,4—0,5 мм, для ДПП на стеклотекстолите 0,6—0,9, на гетинаксе 0,6—1,5 мм. При воздействии на ПП повышенной температуры (260—290 С) в течение 10 с не должно наблюдаться разрывов проводящего покрытия, отслоения от диэлектрического основания.
![]()
![]()
![]()
![]()
![]()
![]() ТП изготовления ПП не должен ухудшать электрофизических и механических свойств применяемых конструкционных материалов. Сопротивление изоляции между двумя рядом расположенными элементами ПП при минимальном расстоянии между ними 0,2—0,4 мм не должно быть для стеклотекстолита меньше: 10 000 МОм при нормальных климатических условиях (температура (25 1) С, относительная влажность (65 15) %, атмосферное давление 96—104 кПа); 1000 МОм после воздействия (2 ч) температуры (60 2) С и 300 МОм после воздействия (2 ч) температуры (85 2) С; 20 МОм после пребывания в течение 4 сут в камере с относительной влажностью 93 3 % при температуре 40 2 С, 5 МОм после 10 сут и 1 МОм после 21 сут; восстановление первоначального значения сопротивления изоляции должно происходить в течение суток.
ТП изготовления ПП не должен ухудшать электрофизических и механических свойств применяемых конструкционных материалов. Сопротивление изоляции между двумя рядом расположенными элементами ПП при минимальном расстоянии между ними 0,2—0,4 мм не должно быть для стеклотекстолита меньше: 10 000 МОм при нормальных климатических условиях (температура (25 1) С, относительная влажность (65 15) %, атмосферное давление 96—104 кПа); 1000 МОм после воздействия (2 ч) температуры (60 2) С и 300 МОм после воздействия (2 ч) температуры (85 2) С; 20 МОм после пребывания в течение 4 сут в камере с относительной влажностью 93 3 % при температуре 40 2 С, 5 МОм после 10 сут и 1 МОм после 21 сут; восстановление первоначального значения сопротивления изоляции должно происходить в течение суток.
![]()
![]() Электрическая прочность изоляции при том же расстоянии между элементами проводящего рисунка не нарушается при напряжениях: 700 В в нормальных условиях; 500 В после воздействия относительной влажности 93 3 % при температуре 40 2 С в течение 2 сут; 350 и 150 В после воздействия пониженного давления (53,6 и 0,67 кПа соответственно). Для внутренних слоев МПП указанные значения испытательного напряжения увеличиваются на 15 %.
Электрическая прочность изоляции при том же расстоянии между элементами проводящего рисунка не нарушается при напряжениях: 700 В в нормальных условиях; 500 В после воздействия относительной влажности 93 3 % при температуре 40 2 С в течение 2 сут; 350 и 150 В после воздействия пониженного давления (53,6 и 0,67 кПа соответственно). Для внутренних слоев МПП указанные значения испытательного напряжения увеличиваются на 15 %.
Плотность монтажа определяется шириной проводников и растоянием между ними. В соответствии с ГОСТ 23751—86 для ПП установлено пять классов плотности монтажа, допускающих минимальную ширину и зазоры между проводниками: 0,75; 0,45; 0,25; 0,15; 0,10 мм.
Трассировку рисунка схемы проводят по координатной сетке с шагом по ГОСТ 10317—77 2,5 и 1,25 мм, а также 0,625 мм. Минимальные диаметры отверстий, расположенных в узлах координатной сетки, зависят от максимального диаметра вывода навесного элемента (d выв ), наличия металлизации и толщины платы.
5.2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАТ
![]()
![]()
![]()
![]() Физико-механические свойства материалов должны удовлетворять установленным ТУ и обеспечивать качественное изготовление ПП в соответствии с типовыми ТП. Для изготовления плат применяют слоистые пластики — фольгированные диэлектрики, плакированные электролитической медной фольгой толщиной 5, 20, 35, 50, 70 и 105 мкм с чистотой меди не менее 99,5 %, шероховатостью поверхности не менее 0,4—0,5 мкм, которые поставляются в виде листов размерами 500 700 мм и толщиной 0,06—3 мм. Слоистые пластики должны обладать высокой химической и термической стойкостью, влагопоглощением не более 0,2—0,8 %, выдерживать термоудар (260 С) в течение 5—20 с. Поверхностное сопротивление диэлектриков при 40 С и относительной влажности 93 % в течение 4 сут должно быть не менее 104
МОм. Удельное объемное сопротивление диэлектрика — не менее 51011
Омсм.
Физико-механические свойства материалов должны удовлетворять установленным ТУ и обеспечивать качественное изготовление ПП в соответствии с типовыми ТП. Для изготовления плат применяют слоистые пластики — фольгированные диэлектрики, плакированные электролитической медной фольгой толщиной 5, 20, 35, 50, 70 и 105 мкм с чистотой меди не менее 99,5 %, шероховатостью поверхности не менее 0,4—0,5 мкм, которые поставляются в виде листов размерами 500 700 мм и толщиной 0,06—3 мм. Слоистые пластики должны обладать высокой химической и термической стойкостью, влагопоглощением не более 0,2—0,8 %, выдерживать термоудар (260 С) в течение 5—20 с. Поверхностное сопротивление диэлектриков при 40 С и относительной влажности 93 % в течение 4 сут должно быть не менее 104
МОм. Удельное объемное сопротивление диэлектрика — не менее 51011
Омсм.
![]() Прочность сцепления фольги с основанием (полоска шириной 3 мм) — от 12 до 15 МПа. Термостойкость материала при температуре 110—150 С — 1000 ч.
Прочность сцепления фольги с основанием (полоска шириной 3 мм) — от 12 до 15 МПа. Термостойкость материала при температуре 110—150 С — 1000 ч.
В качестве основы в слоистых пластиках используют гетинакс , представляющий собой спрессованные слои электроизоляционной бумаги, пропитанные фенольной смолой, стеклотекстолиты — спрессованные слои стеклоткани, пропитанные эпоксифенольной смолой и другие материалы (табл.
5.1).
![]() Гетинакс, обладая удовлетворительными электроизоляционными свойствами в нормальных климатически условиях, хорошей обрабатываемостью и низкой стоимостью, нашел применение в производстве бытовой РЭА. Для ПП эксплуатируемых в сложных климатических условиях с широким диапазоном рабочих температур (–60 … +180 С) в составе электронно-вычислительной аппаратуры, техники связи, измерительной техники, применяют более дорогие стеклотекстолиты. Они отличаются широким диапазоном рабочих температур, низким (0,2—0,8 %) водопоглощением, высокими значениями объемного и поверхностного сопротивлений, стойкостью к короблению. Недостатки — возможность отслаивания фольги при термоударах, наволакивание смолы при сверлении отверстий. Повышение огнестойкости диэлектриков (ГПФ, ГПФВ, СПНФ, СТНФ), используемых в блоках питания, достигается введением в их состав антипиренов (например, тетрабромдифентиропана).
Гетинакс, обладая удовлетворительными электроизоляционными свойствами в нормальных климатически условиях, хорошей обрабатываемостью и низкой стоимостью, нашел применение в производстве бытовой РЭА. Для ПП эксплуатируемых в сложных климатических условиях с широким диапазоном рабочих температур (–60 … +180 С) в составе электронно-вычислительной аппаратуры, техники связи, измерительной техники, применяют более дорогие стеклотекстолиты. Они отличаются широким диапазоном рабочих температур, низким (0,2—0,8 %) водопоглощением, высокими значениями объемного и поверхностного сопротивлений, стойкостью к короблению. Недостатки — возможность отслаивания фольги при термоударах, наволакивание смолы при сверлении отверстий. Повышение огнестойкости диэлектриков (ГПФ, ГПФВ, СПНФ, СТНФ), используемых в блоках питания, достигается введением в их состав антипиренов (например, тетрабромдифентиропана).
![]() Для изготовления фольгированных диэлектриков используется в основном электролитическая медная фольга, одна сторона которой должна иметь гладкую поверхность (не ниже восьмого класса чистоты) для обеспечения точного воспроизведения печатной схемы, а другая должна быть шероховатой с высотой микронеровностей не менее 3 мкм для хорошей адгезии к диэлектрику. Для этого фольгу подвергают оксидированию электрохимическим путем в растворе едкого натра. Фольгирование диэлектриков осуществляют прессованием при температуре 160—180 С и давлении 5—15 МПа.
Для изготовления фольгированных диэлектриков используется в основном электролитическая медная фольга, одна сторона которой должна иметь гладкую поверхность (не ниже восьмого класса чистоты) для обеспечения точного воспроизведения печатной схемы, а другая должна быть шероховатой с высотой микронеровностей не менее 3 мкм для хорошей адгезии к диэлектрику. Для этого фольгу подвергают оксидированию электрохимическим путем в растворе едкого натра. Фольгирование диэлектриков осуществляют прессованием при температуре 160—180 С и давлении 5—15 МПа.
![]() Керамические материалы характеризуются высокой механической прочностью, которая незначительно изменяется в диапазоне температур 20— 700 С, стабильностью электрических и геометрических параметров, низкими (до 0,2 %) водопоглощением и газовыделением при нагреве в вакууме, однако являются хрупкими и имеют высокую стоимость.
Керамические материалы характеризуются высокой механической прочностью, которая незначительно изменяется в диапазоне температур 20— 700 С, стабильностью электрических и геометрических параметров, низкими (до 0,2 %) водопоглощением и газовыделением при нагреве в вакууме, однако являются хрупкими и имеют высокую стоимость.
![]()
![]() В качестве металлической основы плат используют сталь и алюминий. На стальных основаниях изолирование токоподводящих участков осуществляют с помощью специальных эмалей, в состав которых входят оксиды магния, кальция, кремния, бора, алюминия или их смеси, связка (поливинилхлорид, поливинилацетат или метилметакрилат) и пластификатор. Пленку наносят на основание путем прокатки между вальцами с последующим вжиганием. Изолирующий слой на поверхности алюминия получают анодным оксидированием толщиной от нескольких десятков до сотен микрометров с сопротивлением изоляции 104
—106
МОм. Теплопроводность анодированного алюминия 200 Вт/(мК), а стали — 40 Вт/(мК).
В качестве металлической основы плат используют сталь и алюминий. На стальных основаниях изолирование токоподводящих участков осуществляют с помощью специальных эмалей, в состав которых входят оксиды магния, кальция, кремния, бора, алюминия или их смеси, связка (поливинилхлорид, поливинилацетат или метилметакрилат) и пластификатор. Пленку наносят на основание путем прокатки между вальцами с последующим вжиганием. Изолирующий слой на поверхности алюминия получают анодным оксидированием толщиной от нескольких десятков до сотен микрометров с сопротивлением изоляции 104
—106
МОм. Теплопроводность анодированного алюминия 200 Вт/(мК), а стали — 40 Вт/(мК).
Таблица 5.1-Основные материалы для изготовления плат
| Материал |
Марка |
Толщина |
Область Применен ия |
|
| фольги, мкм |
материала, мм |
|||
| Гетинакс: фольгированный ГФ-1(2) |
35;50 |
1—3 |
ОПП |
|
| огнестойкий ГПФ-2-50Г |
50 |
1—3 |
ДПП |
|
| влагостойкий ГОФВ-2-35 |
35 |
1—3 |
ДПП |
|
| Стеклотекстолит: фольгированный СФ-1(2) |
35;50 |
0,8—3 |
ОПП, ДПП |
|
| огнестойкий СФО-1(2) |
35 |
0,8—3 |
ОПП, ДПП |
|
| теплостойкий СТФ-1(2) |
18;35 |
0,1—3 |
ОПП, ДПП |
|
| травящийся ФТС-1(2) |
18;35 |
0,08—0,5 |
МПП, ДПП |
|
| с адгезионным слоем СТЭК |
|
1,0—1,5 |
ДПП |
|
| с тонкой фольгой |
СТПА-1 |
5 |
0,1—3 |
ОПП, ДПП |
| Фольгированный диэлектрик: тонкий |
ФДТ-1 |
50 |
0,5 |
МПП |
| для МПП |
ФДМ-1(2) |
35 |
0,2—0,35 |
МПП |
| для микроэлектроники |
ФДМЭ-1(2) |
35 |
0,1—0,3 |
МПП |
| Стеклоткань прокладочная |
СП-1-0,0025 |
|
0,0025 |
МПП |
| СП-2-0,1 |
|
0,1 |
МПП |
|
| CTП-3-0,06 |
|
0,06 |
МПП |
|
| Лавсан фольгированный |
ЛФ-1 |
35 |
0,05 |
ГПК |
| ЛФ-2 |
50 |
0,1 |
ГПК |
|
| Фторопласт: фольгированный |
ФФ-4 |
50 |
1,5—3 |
ДПП |
| армированный |
ФАФ-4Д |
50 |
0,5—3 |
ГПК |
| Полиимид фольгированный |
ПФ-1 |
35 |
0,05 |
ГПП |
| ПФ-2 |
50 |
0,1 |
ГПК |
|
| Сталь эмалированная |
— |
— |
1—5 |
ДПП |
| Алюминий анодированный |
— |
|
0,5—3 |
ДПП, ГИМС |
| Керамика алюмооксидная |
— |
|
2—4 |
ДПП, МПП |
В качестве основы для ПП СВЧ-диапазона используют неполярные (фторопласт, полиэтилен, полипропилен) и полярные (полистирол, полифениленоксид) полимеры. Для изготовления микроплат и микросборок СВЧдиапазона применяют также керамические материалы, имеющие стабильные электрические характеристики и геометрические параметры.
![]() Полиимидная пленка используется для изготовления гибких плат, обладающих высокой прочностью на растяжение, химической стойкостью, несгораемостью. Она имеет наиболее высокую среди полимеров температурную устойчивость, так как не теряет гибкости от температур жидкого азота до температур эвтектической пайки кремния с золотом (400 С). Кроме того, она характеризуется низким газовыделением в вакууме, радиационной стойкостью, отсутствием наволакивания при сверлении. Недостатки — повышенное водопоглощение и высокая стоимость.
Полиимидная пленка используется для изготовления гибких плат, обладающих высокой прочностью на растяжение, химической стойкостью, несгораемостью. Она имеет наиболее высокую среди полимеров температурную устойчивость, так как не теряет гибкости от температур жидкого азота до температур эвтектической пайки кремния с золотом (400 С). Кроме того, она характеризуется низким газовыделением в вакууме, радиационной стойкостью, отсутствием наволакивания при сверлении. Недостатки — повышенное водопоглощение и высокая стоимость.
5.3. КЛАССИФИКАЦИЯ ПЕЧАТНЫХ ПЛАТ
В настоящее время разработано большое число конструктивнотехнологических разновидностей печатных плат (ПП). В зависимости от числа проводящих слоев КП разделяются на односторонние (ОПП), двусторонние (ДПП), многослойные (МПП), по конструктивному исполнению — на жесткие и гибкие платы (ГПП), а также платы с проводным монтажом (рис. 5.1).

Рис. 5.1. Классификация печатных плат
ОПП выполняются на слоистом прессованном или рельефном литом основании без металлизации (рис. 5.2, а ) или с металлизацией (рис. 5.2, б ) отверстий.
Платы на слоистом диэлектрике просты по конструкции и экономичны в изготовлении. Их применяют в бытовой РЭА, блоках питания, устройствах техники связи. Высокую технологичность и нагревостойкость имеют рельефные литые платы, на одной стороне которых расположен печатный монтаж, а на другой — объемные элементы. Более надежны в эксплуатации платы с металлизированными отверстиями.
ДПП имеют проводящий рисунок на обеих сторонах диэлектрического (рис.
5.2, в ) или металлического (рис. 5.2, г ) основания, а необходимые соединения выполняются с помощью металлизированных отверстий. Такие платы позволяют реализовать более сложные схемы, обладают повышенной плотностью монтажа и надежностью соединений, имеют лучший теплоотвод, однако требуют нанесения изоляционного покрытия и сложны в изготовлении. Расположение элементов печатного монтажа на металлическом основании позволяет решить проблему теплоотвода в мощной радиопередающей аппаратуре. ДПП используются в системах управления и автоматического регулирования, ЭВМ, измерительной технике.

Рис. 5.2. Конструктивные варианты ОПП и ДПП
МПП состоят из чередующихся слоев изоляционного материала и проводящего рисунка, соединенных клеевыми прокладками в монолитную структуру путем прессования. Электрическая связь между проводящими слоями выполняется перемычками, печатными элементами или химико-гальванической металлизацией. По сравнению с ОПП и ДПП МПП характеризуются повышенной плотностью монтажа и надежностью, устойчивостью к механическим и климатическим воздействиям, уменьшением размеров конструкции и сокращением количества контактов. Соотношение трудоемкости изготовления плат ОПП : ДПП : МПП = 1 : 4 : 20. Большая трудоемкость изготовления, высокая точность рисунка и совмещения отдельных слоев, низкая ремонтопригодность и сложность технологического оборудования, а также высокая стоимость позволяют применять МПП для тщательно отработанных конструкций электронновычислительной, авиационной и космической аппаратуры.
ГПП выполняются конструктивно как ОПП и ДПП, но на эластичном основании, и применяются для конструкций, подвергаемых вибрациям, изгибам, или когда плате после установки ЭРЭ необходимо придать компактную изогнутую форму. Разновидностью ГПП являются гибкие печатные кабели (ГПК), которые состоят из одного или нескольких слоев толщиной 0,06—0,3 мм с печатными проводниками и применяются для межблочного монтажа.
Проводные платы представляют собой диэлектрическое основание, на котором выполняют печатный монтаж или его отдельные элементы (контактные площадки, шины питания и заземления), а необходимые электрические соединения проводят изолированными проводами диаметром 0,1—0,2 мм. Трехслойная проводная плата эквивалентна по плотности монтажа восьмислойной МПП. Проводные платы нашли применение на этапах макетирования, разработки опытных образцов, в мелкосерийном производстве, когда проектирование и изготовление МПП неэкономично.
5.4. КЛАССИФИКАЦИЯ МЕТОДОВ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Методы изготовления плат разделяют на три группы: субтрактивные, аддитивные и последовательного наращивания (рис. 5.3). В субтрактивных методах (от лат. substratio — отнимание) проводящий рисунок образуется путем удаления фольги с незащищенных участков поверхности. Для этого на медную фольгу диэлектрика наносится рисунок схемы, а незащищенные участки фольги стравливаются. Дополнительная химико-гальваническая металлизация монтажных отверстий позволяет получать двусторонние платы комбинированными методами. К недостаткам субтрактивного химического метода относятся значительный расход меди и наличие бокового подтравливания элементов печатных проводников, что уменьшает адгезию фольги к основанию.

Рис. 5.3. Методы изготовления ПП и нанесения рисунка
Указанного недостатка лишен аддитивный (от лат. additio — прибавление) метод изготовления ПП, основанный на избирательном осаждении химической меди на нефольгированный диэлектрик. При этом используют диэлектрик с введенным в его состав катализатором и адгезивным слоем на поверхности. Платы, изготовленные аддитивным методом, имеют высокую разрешающую способность (проводники шириной до 0,1 мм), затраты на производство таких плат снижаются на 30 % по сравнению с субтрактивными методами, экономятся медь, химикаты для травления и улучшается экологическая обстановка на предприятиях. Аддитивный метод имеет более высокую надежность, так как проводники и металлизация отверстий получают в едином химикогальваническом процессе, устраняется подтравливание элементов печатного монтажа. Однако применение аддитивного метода в массовом производстве ограничено низкой производительностью процесса химической металлизации, интенсивным воздействием электролитов на диэлектрик, недостаточной адгезией проводников.
При полуаддитивном , или химико-гальваническом, методе на диэлектрическом основании сплошной токопроводящий слой получают химическим осаждением, а затем усиливают его до необходимой толщины в местах расположения печатных проводников и контактных площадок электрохимическим методом. В этом случае достигается лучшая адгезия рисунка ПП к диэлектрику (прочность на отрыв в 1,5 выше, чем у аддитивного). Толщина меди получается одинаковой на всех участках плат и в металлизированных отверстиях.
Метод последовательного наращивания применяют при формировании многослойной структуры на керамической плате, состоящей из чередующихся изоляционных и проводящих слоев. В изоляционных слоях в местах создания межслойных переходов выполняют окна, через которые при нанесении следующего проводящего слоя формируется электрическое межслойное соединение. При использовании толстопленочной технологии изоляционные и проводящие составы наносят путем трафаретной печати и затем вжигают. Преимущества этого метода — высокая надежность плат, большая гибкость при изменениях схемы, незначительные затраты на оборудование. Недостатки — наличие операции вжигания, невысокая производительность процесса.
Базовыми ТП в производстве ПП являются: нанесение защитного рисунка схемы на основание; получение проводящего рисунка схемы (травление, электрохимическая металлизация); механическая обработка плат (сверление, пробивка отверстий); защита печатных проводников для обеспечения пайки; контроль параметров печатных проводников.
5.5. ФОРМИРОВАНИЕ ЗАЩИТНОГО РИСУНКА СХЕМЫ
Нанесение рисунка схемы или защитного рельефа требуемой конфигурации необходимо при осуществлении процессов металлизации и травления. Рисунок должен иметь четкие границы с точным воспроизведением тонких линий, быть стойким к травильным растворам, не загрязнять платы и электролиты, легко сниматься после выполнения своих функций. Перенос рисунка печатного монтажа на фольгированный диэлектрик осуществляют методами сеткографии , офсетной печати и фотопечати. Выбор метода зависит от конструкции платы, требуемой точности и плотности монтажа, серийности производства.
![]() Сеткографический метод
нанесения рисунка схемы наиболее рентабелен для массового и крупносерийного производства плат при минимальной ширине проводников и расстоянии между ними
Сеткографический метод
нанесения рисунка схемы наиболее рентабелен для массового и крупносерийного производства плат при минимальной ширине проводников и расстоянии между ними ![]() 0,5 мм, с точностью воспроизведения изображения 0,1 мм. Суть заключается в нанесении на плату специальной кислотостойкой краски путем продавливания ее резиновой лопаткой (ракелем) через сетчатый трафарет, в котором необходимый рисунок образован открытыми ячейками сетки (рис. 5.4).
0,5 мм, с точностью воспроизведения изображения 0,1 мм. Суть заключается в нанесении на плату специальной кислотостойкой краски путем продавливания ее резиновой лопаткой (ракелем) через сетчатый трафарет, в котором необходимый рисунок образован открытыми ячейками сетки (рис. 5.4).

1 – ракель; 2 – трафарет;3 – краска; 4 – основание
Рис. 5.4. Принцип трафаретной печати
Для изготовления трафарета используют металлические сетки из нержавеющей стали с толщиной проволоки 30—-50 мкм и частотой плетения 60— 160 нитей на 1 см, металлизированного нейлонового волокна, имеющего лучшую эластичность, с толщиной нити 40 мкм и частотой плетения до 200 нитей на 1 см, а также из полиэфирных волокон и капрона. Одним из недостатков сеток является их растяжение при многократном использовании. Самой большой стойкостью обладают сетки из нержавеющей стали (до 20 тыс. отпечатков), металлизированных пластмасс (12 тыс.), полиэфирных волокон (до 10 тыс.), капрона (5 тыс.).
![]() Изображение на сетке получают с помощью экспонирования жидкого или сухого (пленочного) фоторезиста, после проявления которого образуются открытые (свободные от рисунка) ячейки сетки. Трафарет в сеткографической раме устанавливают с зазором 0,5—2 мм от поверхности платы так, чтобы контакт сетки с поверхностью платы был только в зоне нажатия на сетку ракелем. Ракель представляет собой прямоугольную заточенную полосу резины, установленную по отношению к подложке под углом 60—70.
Изображение на сетке получают с помощью экспонирования жидкого или сухого (пленочного) фоторезиста, после проявления которого образуются открытые (свободные от рисунка) ячейки сетки. Трафарет в сеткографической раме устанавливают с зазором 0,5—2 мм от поверхности платы так, чтобы контакт сетки с поверхностью платы был только в зоне нажатия на сетку ракелем. Ракель представляет собой прямоугольную заточенную полосу резины, установленную по отношению к подложке под углом 60—70.
Для получения рисунка ПП используют термоотверждающиеся краски СТ
![]()
![]()
![]() 3,5; СТ 3,12, которые сушат либо в термошкафу при температуре 60 С в течение 40 мин, либо на воздухе в течение 6 ч, что удлиняет процесс сеткографии. Более технологичными являются фотополимерные композиции ЭП-918 и ФКП-ТЗ с УФотверждением в течение 10—15 с, что является решающим фактором при автоматизации процесса. При однократном нанесении покрытие зеленого цвета имеет толщину 15—25 мкм, воспроизводит рисунок с шириной линий и зазорами до 0,25 мм, выдерживает погружение в расплав припоя ПОС 61 при температуре 260 С в течение до 10 с, воздействие спиртобензиновой смеси до 5 мин и термоциклирование в интервале температур от –60 до +120 С. После нанесения рисунка плату просушивают при температуре 60 C в течение 5—8 мин, контролируют качество и при необходимости подвергают ретуши. Удаление защитной маски после травления или металлизации осуществляют химическим методом в 5 %-м растворе едкого натра в течение 10—20 с.
3,5; СТ 3,12, которые сушат либо в термошкафу при температуре 60 С в течение 40 мин, либо на воздухе в течение 6 ч, что удлиняет процесс сеткографии. Более технологичными являются фотополимерные композиции ЭП-918 и ФКП-ТЗ с УФотверждением в течение 10—15 с, что является решающим фактором при автоматизации процесса. При однократном нанесении покрытие зеленого цвета имеет толщину 15—25 мкм, воспроизводит рисунок с шириной линий и зазорами до 0,25 мм, выдерживает погружение в расплав припоя ПОС 61 при температуре 260 С в течение до 10 с, воздействие спиртобензиновой смеси до 5 мин и термоциклирование в интервале температур от –60 до +120 С. После нанесения рисунка плату просушивают при температуре 60 C в течение 5—8 мин, контролируют качество и при необходимости подвергают ретуши. Удаление защитной маски после травления или металлизации осуществляют химическим методом в 5 %-м растворе едкого натра в течение 10—20 с.
Для трафаретной печати используют полуавтоматическое и автоматическое оборудование, отличающееся форматом печати и производительностью (табл. 5.2). Автоматические линии трафаретной печати имеют автоматические системы подачи и установки плат, движения ракеля и подачи резиста. Для сушки резиста применяют ИК-печи туннельного типа.
Таблица 5.2 - Оборудование для трафаретной печати
| Тип оборудования |
Марка |
Формат печати, мм |
Производительно сть, оттисков/ч |
|
| Автомат шелкографический |
AШ-2 (СССР) |
380 |
220 |
600 |
| Полуавтомат трафаретной печати |
ПТП-3 (СССР) |
400 |
300 |
800 |
| Трафаретная печатная машина |
ПТ-2 (СССР) |
430 |
200 |
900 |
| Полуавтомат |
Minimatik (Швеция) |
300 |
500 |
1000 |
| Полуавтомат |
Beltron (Германия) |
500 |
700 |
1000 |
| Автоматическая линия |
Chemсut (США) |
500 |
700 |
1000 |
| Resco (Италия) |
510 |
760 |
1000 |
|
| Автомат |
Astromat (Италия) |
650 |
650 |
550 |
Офсетная печать
применяется для крупносерийного производства ПП при малой номенклатуре схем. Разрешающая способность 0,5—1 мм, точность получаемого изображения составляет ![]() 0,2 мм. Суть метода состоит в том, что в клише, несущее изображение схемы (печатные проводники, контактные площадки), закатывается краска. Затем она снимается офсетным валиком, покрытым резиной, переносится на изоляционное основание и подвергается сушке. Клише и основание платы располагаются друг за другом на основании машины для офсетной печати (рис. 5.5).
0,2 мм. Суть метода состоит в том, что в клише, несущее изображение схемы (печатные проводники, контактные площадки), закатывается краска. Затем она снимается офсетным валиком, покрытым резиной, переносится на изоляционное основание и подвергается сушке. Клише и основание платы располагаются друг за другом на основании машины для офсетной печати (рис. 5.5).
![]()
1 – офсетный валик; 2 – клише; 3 – плата; 4 – валик для нанесения краски; 5 – прижимной валик
Рис. 5.5. Схема офсетной печати
Точность печати и резкость контуров определяются параллельностью валика и основания, типом и консистенцией краски. С помощью одного клише можно выполнить неограниченное число оттисков. Производительность метода ограничена длительностью колебательного цикла (нанесение краски — перенос) и не превышает 200—300 оттисков в час. Недостатки метода: длительность процесса изготовления клише, сложность изменения рисунка схемы, трудность получения беспористых слоев, высокая стоимость оборудования.
Фотографический метод нанесения рисунка позволяет получать минимальную ширину проводников и расстояния между ними 0,1—0,15 мм с точностью воспроизведения до 0,01 мм. С экономической точки зрения этот способ менее рентабельный, но позволяет получать максимальную разрешающую способность рисунка и поэтому применяется в мелкосерийном и серийном производстве при изготовлении плат высокой плотности и точности. Способ основан на использовании светочувствительных композиций, называемых фоторезистами , которые должны обладать: высокой чувствительностью; высокой разрешающей способностью; однородным по всей поверхности беспористым слоем с высокой адгезией к материалу платы; устойчивостью к химическим воздействиям; простотой приготовления, надежностью и безопасностью применения.
Фоторезисты разделяются на негативные и позитивные. Негативные фоторезисты под действием излучения образуют защитные участки рельефа в результате фотополимеризации и задубливания. Освещенные участки перестают растворяться и остаются на поверхности подложки. Позитивные фоторезисты передают рисунок фотошаблона без изменений. При световой обработке экспонированные участки разрушаются и вымываются.
Для получения рисунка схемы при использовании негативного фоторезиста экспонирование производят через негатив, позитивного — через позитив. Позитивные фоторезисты имеют более высокую разрешающую способность, что объясняется различиями в поглощении излучения фоточувствительным слоем. На разрешающую способность слоя влияют дифракционное огибание света на краю непрозрачного элемента шаблона и отражение света от подложки (рис. 5.6, а ). В негативном фоторезисте дифракция не играет заметной роли, поскольку шаблон плотно прижат к резисту, но в результате отражения вокруг защитных участков появляется ореол, который снижает разрешающую способность (рис. 5.6, б ). В слое позитивного резиста под влиянием дифракции разрушится и вымоется при проявлении только верхняя область резиста под непрозрачными участками фотошаблона, что мало скажется на защитных свойствах слоя. Свет, отраженный от подложки, может вызвать некоторое разрушение прилегающей к ней области, но проявитель эту область не вымывает, так как под действием адгезионных сил слой опустится вниз, вновь образуя четкий край изображения без ореола (рис. 5.6, в ).

а - экспонирование ; б - негативный фоторезист; в - позитивный фоторезист; 1 –
дифракция; 2 – рассеяние; 3 – отражение 4 – шаблон; 5 – резист; 6 – подложка
Рис. 5.6. Экспонирование светочувствительного слоя
![]()
![]()
![]() В настоящее время в промышленности используются жидкие
и сухие
(пленочные) фоторезисты (табл. 5.3). Жидкие фоторезисты
— коллоидные растворы синтетических полимеров, в частности поливинилового спирта (ПВС). Фоторезист на основе ПВС наносят на предварительно подготовленную поверхность платы путем окунания заготовки, поливом с последующим центрифугированием. Затем слой фоторезиста сушат в термошкафу с циркуляцией воздуха при температуре 40 С в течение 30—40 мин. После экспонирования осуществляется проявление фоторезиста в теплой воде. Для повышения химической стойкости фоторезиста на основе ПВС применяют химическое дубление рисунка ПП в растворе хромового ангидрида, а затем термическое дубление при температуре 120 С в течение 45—50 мин. Снятие фоторезиста проводят в течение 3—6 с в растворе следующего состава: 200— 250 г/л щавелевой кислоты, 50—80 г/л хлористого натрия, до 1000 мл воды при температуре 20 С.
В настоящее время в промышленности используются жидкие
и сухие
(пленочные) фоторезисты (табл. 5.3). Жидкие фоторезисты
— коллоидные растворы синтетических полимеров, в частности поливинилового спирта (ПВС). Фоторезист на основе ПВС наносят на предварительно подготовленную поверхность платы путем окунания заготовки, поливом с последующим центрифугированием. Затем слой фоторезиста сушат в термошкафу с циркуляцией воздуха при температуре 40 С в течение 30—40 мин. После экспонирования осуществляется проявление фоторезиста в теплой воде. Для повышения химической стойкости фоторезиста на основе ПВС применяют химическое дубление рисунка ПП в растворе хромового ангидрида, а затем термическое дубление при температуре 120 С в течение 45—50 мин. Снятие фоторезиста проводят в течение 3—6 с в растворе следующего состава: 200— 250 г/л щавелевой кислоты, 50—80 г/л хлористого натрия, до 1000 мл воды при температуре 20 С.
Достоинства фоторезиста на основе ПВС — низкие токсичность и пожароопасность, проявление с помощью воды. К недостаткам его относят эффект темнового дубления (поэтому срок хранения заготовок с нанесенным фоторезистом не должен превышать 3—6 ч), низкую кислото- и щелочеустойчивость, трудность автоматизации процесса получения рисунка, трудоемкость приготовления резиста, низкую чувствительность.
Улучшение свойств жидких фоторезистов (устранение дубления, повышение кислотостойкости) достигается в фоторезисте на основе циннамата. Светочувствительным компонентом фоторезиста этого типа является поливинилциннамат (ПВЦ). Разрешающая способность его примерно 500 лин/мм, проявление осуществляется в органических растворителях — трихлорэтане, толуоле, хлорбензоле. Для интенсификации процесса проявления и удаления фоторезиста ПВЦ используют ультразвуковые колебания. Время проявления сокращается до 10 с, т. е. в 5—8 раз по сравнению с обычной технологией. К недостаткам фоторезиста ПВЦ относятся его высокая стоимость, использование токсичных органических растворителей. Поэтому резисты ПВЦ не нашли широкого применения в изготовлении ПП, а используются главным образом при изготовлении ИМС.
![]()
![]() Фоторезисты на основе диазосоединений применяют в основном как позитивные. Сушка слоя фоторезиста проводится в две стадии: при температуре 20 С в течение 15—20 мин для испарения легколетучих компонентов; в термостате с циркуляцией воздуха при температуре 80 С в течение 30—40 мин. Проявителями являются растворы тринатрийфосфата, соды, слабых щелочей. Фоторезисты ФП-383, ФН-11 на основе диазосоединений имеют разрешающую способность 350—400 лин/мм, высокую химическую стойкость, однако имеют высокую стоимость.
Фоторезисты на основе диазосоединений применяют в основном как позитивные. Сушка слоя фоторезиста проводится в две стадии: при температуре 20 С в течение 15—20 мин для испарения легколетучих компонентов; в термостате с циркуляцией воздуха при температуре 80 С в течение 30—40 мин. Проявителями являются растворы тринатрийфосфата, соды, слабых щелочей. Фоторезисты ФП-383, ФН-11 на основе диазосоединений имеют разрешающую способность 350—400 лин/мм, высокую химическую стойкость, однако имеют высокую стоимость.
Сухие пленочные фоторезисты впервые разработаны в 1968 г. фирмой Du Pont (США). Сухой пленочный фоторезист марки СПФ-2 выпускается с 1975 г. толщиной 20, 40 и 60 мкм и представляет собой полимер на основе полиметилметакрилата 2 (рис. 5.7), расположенный между полиэтиленовой 3 и лавсановой 1 пленками толщиной 25 мкм каждая. В СНГ выпускаются следующие типы сухих пленочных фоторезистов: проявляемые в органических веществах — СПФ-2, СПФ-АС-1, СРФ-П; водно-щелочные — СПФ-ВЩ2, ТФПК; повышенной надежности — СПФ-ПНЩ; защитные — СПФ3-ВЩ.
![]() Перед накаткой на поверхность основания ПП защитная пленка из полиэтилена удаляется и сухой фоторезист наносится на плату валиковым методом (плакирование, ламинирование) при нагреве до 100 С со скоростью до 1 м/мин с помощью специального устройства, называемого ламинатором. Сухой резист полимеризуется под действием ультрафиолетового излучения, максимум его спектральной чувствительности находится в области 350 нм, поэтому для экспонирования используют ртутные лампы. Проявление осуществляется в машинах струйного типа в растворах метилхлорида, диметилформамида.
Перед накаткой на поверхность основания ПП защитная пленка из полиэтилена удаляется и сухой фоторезист наносится на плату валиковым методом (плакирование, ламинирование) при нагреве до 100 С со скоростью до 1 м/мин с помощью специального устройства, называемого ламинатором. Сухой резист полимеризуется под действием ультрафиолетового излучения, максимум его спектральной чувствительности находится в области 350 нм, поэтому для экспонирования используют ртутные лампы. Проявление осуществляется в машинах струйного типа в растворах метилхлорида, диметилформамида.
Таблица5.3 - Основные характеристики фоторезистов
![]() Гидрооксид
Гидрооксид
ПВС г/л
ПВЦ 500 350— Трихлорэтилен Хлористый 1 год
410 — 70 %, толуол метилен — 75 %,
— 30 % трихлорэтилен —
25 %
Позитивны 350— 480 Тринатрийфос Ацетон 1 год
е, ФП-383 400 фат — 5 %
Сухие
негативные: 100— 350 Метилхлорофо Хлористый 6 мес.
СПФ-2 150 рм метилен
СПФ-АС-1 100— 320— То же То же 6 мес.
150 400
СПФ-ВЩ 100— 320— 2 %-й раствор Гидрооксид калия 6 мес.
150 400 Na2 CO3 — 50 — 100 г/л
СПФ-3-ВЩ 150— 320— То же То же 6 мес.
200 400
Riston 120— 350 Трихлорэтан Хлористый 1 год
(США) 150 метилен
СПФ-2 — сухой пленочный фоторезист, аналогичный по свойствам фоторезисту Riston, допускает обработку как в кислых, так и в щелочных средах и используется при всех методах изготовления ДПП. При его применении необходима герметизация оборудования для проявления. СПФ-ВЩ обладает более высокой разрешающей способностью (100 — 150 мкм), стоек в кислой среде, обрабатывается в щелочных растворах. В состав фоторезиста ТФПК (в полимеризующую композицию) входит метакриловая кислота, улучшающая эксплуатационные характеристики. Для него не требуется термообработка защитного рельефа перед нанесением гальванопокрытия. СПФ-АС-1 позволяет получать рисунок ПП как по субтрактивной, так и по аддитивной технологиии, поскольку он стоек и в кислых, и в щелочных средах. Для улучшения адгезии светочувствительного слоя к медной подложке в состав композиции введен бензотриазол.
1
![]() 2
2
3
Рис. 5.7. Структура сухого фоторезиста
Применение сухого фоторезиста значительно упрощает процесс изготовления ПП, увеличивает процент выхода годных изделий с 60 до 90 %. При этом: исключаются операции сушки, дубления и ретуширования, а также загрязнения, нестабильность слоев; обеспечивается защита металлизированных отверстий от затекания фоторезиста; достигается высокая автоматизация и механизация процесса изготовления ПП и контроля изображения.
![]() Установка для нанесения сухого пленочного фоторезиста — ламинатор (рис. 5.8) — состоит из валиков 2
, подающих плату 6
и прижимающих фоторезист к поверхности заготовок, валиков 3
и 4
для снятия защитной полиэтиленовой пленки, бобины с фоторезистом 5
, нагревателя 1
с терморегулятором. Скорость движения заготовки платы достигает 0,1 м/с, температура нагревателя 105 5 С. Конструкция установки АРСМ 3.289.006 НПО "Ратон" (Беларусь) обеспечивает постоянное усилие прижатия независимо от зазора, устанавливаемого между валиками-нагревателями. Максимальная ширина заготовки ПП 560 мм. Особенностью накатывания является опасность попадания пыли под слой фоторезиста, поэтому установка должна работать в гермозоне. Накатанная пленка фоторезиста выдерживается не менее 30 мин перед экспонированием для завершения усадочных процессов, которые могут вызвать искажение рисунка и уменьшить адгезию.
Установка для нанесения сухого пленочного фоторезиста — ламинатор (рис. 5.8) — состоит из валиков 2
, подающих плату 6
и прижимающих фоторезист к поверхности заготовок, валиков 3
и 4
для снятия защитной полиэтиленовой пленки, бобины с фоторезистом 5
, нагревателя 1
с терморегулятором. Скорость движения заготовки платы достигает 0,1 м/с, температура нагревателя 105 5 С. Конструкция установки АРСМ 3.289.006 НПО "Ратон" (Беларусь) обеспечивает постоянное усилие прижатия независимо от зазора, устанавливаемого между валиками-нагревателями. Максимальная ширина заготовки ПП 560 мм. Особенностью накатывания является опасность попадания пыли под слой фоторезиста, поэтому установка должна работать в гермозоне. Накатанная пленка фоторезиста выдерживается не менее 30 мин перед экспонированием для завершения усадочных процессов, которые могут вызвать искажение рисунка и уменьшить адгезию.

Рис. 5.8. Схема ламинатора
![]() Проявление рисунка осуществляется в результате химического и металлического воздействия метилхлороформа. За оптимальное время проявления принимается время, в 1,5 раза большее, чем необходимо для полного удаления незадубленного СПФ. Качество операции проявления зависит от пяти факторов: времени проявления, температуры проявления, давления проявителя в камере, загрязнения проявителя, степени окончательной промывки. По мере накопления в проявителе растворенного фоторезиста скорость проявления замедляется. После проявления плату необходимо отмыть водой до полного удаления остатков растворителя. Продолжительность операции проявления СПФ-2 при температуре проявителя 14—18 С, давлении раствора в камерах 0,15 МПа и скорости движения конвейера 2,2 м/мин составляет 40—42 с.
Проявление рисунка осуществляется в результате химического и металлического воздействия метилхлороформа. За оптимальное время проявления принимается время, в 1,5 раза большее, чем необходимо для полного удаления незадубленного СПФ. Качество операции проявления зависит от пяти факторов: времени проявления, температуры проявления, давления проявителя в камере, загрязнения проявителя, степени окончательной промывки. По мере накопления в проявителе растворенного фоторезиста скорость проявления замедляется. После проявления плату необходимо отмыть водой до полного удаления остатков растворителя. Продолжительность операции проявления СПФ-2 при температуре проявителя 14—18 С, давлении раствора в камерах 0,15 МПа и скорости движения конвейера 2,2 м/мин составляет 40—42 с.
Удаление и проявление фоторезиста осуществляется в машинах струйного типа (ГГМЗ.254.001, АРСМЗ.249.000) в хлористом метилене. Это сильный растворитель, поэтому операция снятия фоторезиста должна выполняться быстро (за 20—30 с). В установках предусматривается замкнутый цикл использования растворителей, после орошения плат растворители поступают в дистиллятор, а затем чистые растворители переключаются на повторное использование.
![]() Экспонирование фоторезиста предназначено для инициирования в нем фотохимических реакций и проводится в установках, имеющих источники света (сканирующие или неподвижные) и работающие в ультрафиолетовой области. Для плотного прилегания фотошаблонов к заготовкам плат используют рамы, где создается разрежение. Установка экспонирования СКЦИ.442152.0001 НПО "Ратон" при рабочем поле загрузочных рам 600 600 мм обеспечивает производительность 15 плат/ч. Время экспозиции ртутной лампой ДРШ-1000 1—5 мин. После экспонирования для завершения темновой фотохимической реакции необходима выдержка при комнатной температуре в течение 30 мин перед удалением лавсановой защитной пленки.
Экспонирование фоторезиста предназначено для инициирования в нем фотохимических реакций и проводится в установках, имеющих источники света (сканирующие или неподвижные) и работающие в ультрафиолетовой области. Для плотного прилегания фотошаблонов к заготовкам плат используют рамы, где создается разрежение. Установка экспонирования СКЦИ.442152.0001 НПО "Ратон" при рабочем поле загрузочных рам 600 600 мм обеспечивает производительность 15 плат/ч. Время экспозиции ртутной лампой ДРШ-1000 1—5 мин. После экспонирования для завершения темновой фотохимической реакции необходима выдержка при комнатной температуре в течение 30 мин перед удалением лавсановой защитной пленки.
Для получения проводящего рисунка на изоляционном основании как сеткографическим, так и фотохимическим способом необходимо применять фотошаблоны, представляющие собой графическое изображение рисунка в масштабе 1:1 на фотопластинках или фотопленке. Фотошаблоны выполняют в позитивном изображении при наращивании проводящих участков на лентах и в негативном изображении, когда проводящие участки получают травлением меди с пробельных мест.
Геометрическая точность и качество рисунка ПП обеспечиваются в первую очередь точностью и качеством фотошаблона, который должен иметь:
![]()
![]() контрастное черно-белое изображение элементов с четкими и ровными границами при оптической плотности черных полей не менее 2,5 ед., прозрачных участков не более 0,2 ед., измеренной на денситомере типа ДФЭ-10; минимальные дефекты изображения (темные точки на пробельных местах,
контрастное черно-белое изображение элементов с четкими и ровными границами при оптической плотности черных полей не менее 2,5 ед., прозрачных участков не более 0,2 ед., измеренной на денситомере типа ДФЭ-10; минимальные дефекты изображения (темные точки на пробельных местах,
прозрачные точки на черных полях), которые не превышают 10—30 мкм;
![]()
![]() точность элементов выполнения рисунка 0,025 мм.
точность элементов выполнения рисунка 0,025 мм.
В большей степени перечисленным требованиям удовлетворяют сверхконтрастные фотопластинки и пленки ''Микрат-Н'' (СССР), фотопластинки типа ФТ-41П (СССР), РТ-100 (Япония) и Agfalit (Германия).
В настоящее время применяются два основных способа получения фотошаблонов: фотографирование их с фотооригиналов и вычерчивание световым лучом на фотопленке с помощью координатографов с программным управлением либо лазерным лучом. При изготовлении фотооригиналов рисунок ПП выполняют в увеличенном масштабе (10:1, 4:1, 2:1) на малоусадочном материала путем вычерчивания, изготовления аппликаций или резания по эмали. Способ аппликации предусматривает наклеивание заранее подготовленных стандартных элементов на прозрачную основу (лавсан, стекло и др.). Первый способ характеризуется низкой точностью и большой трудоемкостью, поэтому используется в основном для макетных образцов плат.
Резание по эмали применяют для ПП с высокой плотностью монтажа. Для этого полированное листовое стекло покрывают непрозрачным слоем эмали, а вырезание рисунка схемы осуществляют на координатографе с ручным управлением. Точность получения рисунка 0,03—0,05 мм.
![]() Изготовленный фотооригинал фотографируют с необходимым уменьшением на высококонтрастную фотопластину с помощью фоторепродукционных полиграфических камер типа ПП-12, ЭМ-513, Klimsch (Германия) и получают фотошаблоны, которые могут быть контрольными и рабочими. Для тиражирования и изготовления рабочих, одиночных, а также групповых фотошаблонов применяют метод контактной печати с негативной копии контрольного фотошаблона. Операция выполняется на мультипликаторе модели АРСМ 3.843.000 с точностью 0,02 мм.
Изготовленный фотооригинал фотографируют с необходимым уменьшением на высококонтрастную фотопластину с помощью фоторепродукционных полиграфических камер типа ПП-12, ЭМ-513, Klimsch (Германия) и получают фотошаблоны, которые могут быть контрольными и рабочими. Для тиражирования и изготовления рабочих, одиночных, а также групповых фотошаблонов применяют метод контактной печати с негативной копии контрольного фотошаблона. Операция выполняется на мультипликаторе модели АРСМ 3.843.000 с точностью 0,02 мм.
Недостатки такого метода — большая трудоемкость получения фотооригинала, требующего высококвалифицированного труда, и трудность равномерного освещения фотооригиналов значительной площади, что снижает качество фотошаблонов.
Возрастающая сложность и плотность рисунка ПП, необходимость увеличения производительности труда привели к разработке метода изготовления фотошаблонов сканирующим лучом непосредственно на фотопленке. Для изготовления фотошаблона световым лучом разработаны координатографы с программным управлением. С переходом на машинное проектирование плат необходимость вычерчивания чертежа отпадает, так как полученная с ЭВМ перфолента с координатами проводников вводится в считывающее устройство координатографа, на котором автоматически выполняется фотошаблон.
Координатограф (рис. 5.9) состоит из вакуумного стола 8 , на котором закрепляют фотопленку, фотоголовки и блока управления 1 . Стол перемещается с высокой точностью в двух взаимно перпендикулярных направлениях с помощью прецизионных ходовых винтов 9 и 3 , которые приводятся во вращение шаговыми двигателями 2 и 10 . Фотоголовка включает осветитель 4 , фокусирующую систему 5 , круговую диафрагму 6 и фотозатвор 7 . Диафрагма имеет набор отверстий (25— 70), оформляющих определенный элемент рисунка ПП, и закрепляется на валу шагового двигателя. В соответствии с программой работы сигналы от блока управления подаются на шаговые двигатели привода стола, диафрагмы и на осветитель. Современные координатографы (табл. 5.4) снабжаются системами автоматического поддержания постоянного светового режима, вывода из ЭВМ информации о фотошаблонах на пленку в масштабах 1:2; 1:1; 2:1; 4:1.

Рис. 5.9. Схема координатографа
Таблица5.4 - Основные технические характеристики координатографов
Максимал
Размеры Точность ьная Шаг
Модель рабочего позиционир скорость Ширина перемещ
![]() поля, мм ования, мм перемещен линии, мм
ения, мм ия, м/мин
поля, мм ования, мм перемещен линии, мм
ения, мм ия, м/мин
―Минск-2005‖ 500 600 ±0,03 3 0,2—5 0,025
(СССР)
КПА-1200 (СССР) 1200 1200 ±0,05 6 0,2—4 0,025
723 (Gerber 865 1120 ±0,01 5 0,1—4 0,025
Sientific, США)
201 (Ariston, 865 1120 ±0.015 9,4 0,1—4 0,025
Германия)
―Минск-2010МГ‖ 500 600 0,006 9 0,1—2,5 0,025
(Беларусь)
5.6. ТРАВЛЕНИЕ МЕДИ С ПРОБЕЛЬНЫХ МЕСТ
Травление меди — сложный окислительно-восстановительный процесс, в котором окислителем является травильный раствор, переводящий медь из металлического состояния в ионное. Выбор травильных растворов зависит от следующих факторов: типа применяемого резиста; типа оборудования, обеспечивающего высокую производительность и экологическую защищенность процесса травления; допустимой величины коэффициента подтравливания; оптимальной скорости травления.
Промышленность использует травильные растворы на основе хлорного железа, персульфата аммония, хлорной меди, смеси хромового ангидрида и серной кислоты, перекиси водорода, хлорита натрия (щелочные растворы). Выбор травильного раствора определяется типом применяемого резиста (табл. 5.5), скоростью травления, величиной бокового подтравливания, сложностью оборудования, возможностью регенерации и экономичностью всех стадий процесса.
Таблица 5.5 - Совместимость травителей и применяемых резистов
| Основной компонент травителя |
Резист |
||||||
| Трафар етная краска |
Фото резист |
Sn— Pb |
Sn |
Au, Au— Ni |
Ni, Sn— Ni |
Ag |
|
| Хлорное железо |
+ |
+ |
– |
– |
+ |
– |
+ |
| Персульфат аммония |
+ |
+ |
|
– |
+ |
– |
+ |
| Хлорная медь |
+ |
+1 |
– |
– |
+ |
+ |
+ |
| Перекись водорода |
+ |
+ |
|
|
+ |
+ |
+ |
| Хромовая кислота |
+ |
+ |
|
+ |
+ |
– |
+ |
| Хлорит натрия |
+2 |
+2 |
+ |
+ |
+ |
+ |
+ |
| Хлорное железо и хлорная медь |
+ |
+ |
– |
– |
+ |
– |
+ |
Примечание.
В таблице приняты следующие обозначения: + — не взаимодействует с травителем; – — взаимодействует с образованием растворимых соединений; ![]() — взаимодействует с образованием нерастворимых соединений, удаляемых впоследствии осветлением; 1—кроме фоторезиста на основе ПВС; 2 — кроме резистов, удаляемых щелочью.
— взаимодействует с образованием нерастворимых соединений, удаляемых впоследствии осветлением; 1—кроме фоторезиста на основе ПВС; 2 — кроме резистов, удаляемых щелочью.
Скорость травления оказывает существенное влияние на качество формируемых элементов ПП. При малых скоростях время травления увеличивается, что приводит к ухудшению диэлектрических свойств основания и увеличению бокового подтравливания. Оно возникает вследствие того, что травитель также взаимодействует с боковой поверхностью проводников. Вследствие этого уменьшается их токонесущая способность и прочность сцепления с диэлектриком.
Величина подтравливания характеризуется коэффициентом, представляющим собой отношение глубины травления h к боковому подтравливанию с :
k
![]() .
.
Наибольшее применение получили травильные растворы на основе хлорного железа (плотностью 1,36 — 1,42 г/см2 ) благодаря высокой и равномерной скорости травления, малой величине бокового подтравливания, низкой токсичности. Состав: 500 г/л FeCl3 , 4—6 % HCl; режимы травления: T = 35—
![]()
![]()
![]() 50 C, перемешивание. Растворение меди идет по реакции 2FeCl3
Cu 2FeCl2
CuCl2
.
50 C, перемешивание. Растворение меди идет по реакции 2FeCl3
Cu 2FeCl2
CuCl2
.
Скорость травления в свежем растворе до 40 мкм/мин, затем снижается до 5 мкм/мин. Недостатки — большое подтравливание, непригодность для металлических резистов типа Sn—Pb, сложность утилизации, трудность отмывки осадка на платах, высокая стоимость.
Технология регенерации хлорного железа достаточно сложна. Сначала из электролита удаляется медь путем контактного осаждения на стальные стружки. После этого вводится окислитель для перевода Fe2+ в Fe3+ и проводится корректировка содержания FeCl3 до требуемого количества.
Травильный раствор на основе персульфата аммония легко приготавливается, дешевле хлорного железа на 30 — 40 %, не взаимодействует с металлическим резистом. Этот раствор является основным при травлении ПП, проводники которых защищены сплавом олово—свинец. Процесс травления описывается уравнением
![]()
![]()
![]()
![]() Cu(NH4
)2
S2
O8
CuSO4
(NH4
)2
SO4
. Состав и режимы травителя: 200—300 г/л (NH4
)2
S2
O8
, H2
SO4
60 г/л, T
= (50— 55) C.
Cu(NH4
)2
S2
O8
CuSO4
(NH4
)2
SO4
. Состав и режимы травителя: 200—300 г/л (NH4
)2
S2
O8
, H2
SO4
60 г/л, T
= (50— 55) C.
Реакция сопровождается выделением теплоты, что вызывает необходимость стабилизации температурного режима. При травлении происходит большое боковое подтравливание медных проводников. К недостаткам относятся также небольшая допустимая концентрация меди в растворе (35—40 кг/м3 ), образование смеси ядовитых газов и зубчатого края проводников, невысокая скорость травления (2,5 мкм/мин).
Регенерация осуществляется путем охлаждения травильного раствора. При этом CuSO4 и (NH4 )2 SO4 выпадают в осадок и отфильтровываются.
Предпочтительными для ПП с металлическими резистами являются медноаммонийные растворы травления, в состав которых входят CuCl2 , NH4 Cl, NH4 NO3 , (NH3 )2 CO3 и аммиак NH3 , pH раствора составляет 9,0—9,5. Травление описывается реакцией
![]()
![]() CuCu(NH3
)4
Cl2
2Cu(NH3
)2
Cl .
CuCu(NH3
)4
Cl2
2Cu(NH3
)2
Cl .
Травильный раствор на основе хлорной меди в 20 раз дешевле хлорного железа, характеризуется легкостью отмывки, простотой приготовления, возможностью регенерации, стабильными параметрами травления. Процесс травления описывается реакцией
![]()
![]() CuCuCl2
2CuCl .
CuCuCl2
2CuCl .
![]() Состав травителя и режимы: 150 г/л CuCl2
, 5 % HCl, T
= 40—60 C.
Состав травителя и режимы: 150 г/л CuCl2
, 5 % HCl, T
= 40—60 C.
Недостатки: не применяется для резистов из сплава олово—свинец и блестящего лужения. Регенерация осуществляется либо продувкой газообразным хлором, что является экологически вредным процессом:
![]() 2CuCl Cl2 2CuCl2 ,
2CuCl Cl2 2CuCl2 ,
либо введением окислителя — перекиси водорода:
![]()
![]() 2CuCl H2
O2
2HCl 2CuCl2
2H2
O .
2CuCl H2
O2
2HCl 2CuCl2
2H2
O .
Травильный раствор на основе хромового ангидрида и серной кислоты применяют для травления ПП, покрытых сплавом Sn—Ni, Sn—Pb или золотом. Хотя этот раствор является сильным окислителем, он не оказывает влияния на припой из-за образования нерастворимого сульфата свинца. Процесс травления описывается реакцией
![]()
![]()
![]()
![]()
![]() 3Cu2CrO3
6H2
SO4
3CuSO4
Cr2
(SO4
)3
6H2
O.
3Cu2CrO3
6H2
SO4
3CuSO4
Cr2
(SO4
)3
6H2
O.
Травление в растворе на основе перекиси водорода с добавками кислот, главным образом соляной или серной, протекает с большой и постоянной скоростью, без кристаллизации и выпадения осадка. Процесс легко поддается автоматизации, раствор на 60 % дешевле хлорного железа. Процесс травления описывается реакцией
![]()
![]() Cu H2
O2
CuO H2
O
, CuO H2
SO4
CuSO4
H2
O
.
Cu H2
O2
CuO H2
O
, CuO H2
SO4
CuSO4
H2
O
.
Получаемая соль CuSO4 является химически чистым веществом и используется для технических целей. Недостатки — необходимость точного контроля состава ванны вследствие взрывоопасности водорода и химическое разрушение металлических частей оборудования.
Травление в щелочных растворах хлоритов происходит по уравнению
![]()
![]()
![]()
![]() 2CuNaClO2
4NH4
Cl 4NH4
OH2Cu(NH3
)4
Cl2
NaCl 6H2
O.
2CuNaClO2
4NH4
Cl 4NH4
OH2Cu(NH3
)4
Cl2
NaCl 6H2
O.
Состав: NaClO2
(30 %) 150 мл/л, NH4
OH (28 %) 125 мл/л, NH4
HCO3
![]() 150 кг/м3
.
150 кг/м3
.
![]() Раствор характеризуется высокой скоростью травления при 50 C, отсутствием осадка в ванне и на платах, высоким допустимым содержанием меди в растворе (до 200 кг/м3
), однако весьма неустойчив, склонен к самопроизвольному разложению со взрывом, поэтому необходимо тщательно контролировать состав ванн и обеспечивать надежную вытяжную вентиляцию на рабочем месте. Окислитель не поддается регенерации.
Раствор характеризуется высокой скоростью травления при 50 C, отсутствием осадка в ванне и на платах, высоким допустимым содержанием меди в растворе (до 200 кг/м3
), однако весьма неустойчив, склонен к самопроизвольному разложению со взрывом, поэтому необходимо тщательно контролировать состав ванн и обеспечивать надежную вытяжную вентиляцию на рабочем месте. Окислитель не поддается регенерации.
Процесс травления организуется таким образом, чтобы химическое воздействие травителя на травящийся материал осуществлялось в оптимальном режиме. Травильные установки должны обеспечивать: температурную стабильность процесса; перемещение заготовки и подачу травителя в зону обработки; аэрацию (разбрызгивание) травителя; удаление травителя, промывку, нейтрализацию и сушку плат; непрерывный процесс при массовом производстве.
Различают травильные установки, работающие по принципу погружения , центрифугирования и разбрызгивания . Более производительны установки с разбрызгиванием травильного раствора на одну или обе стороны плат (рис. 5.10).
Платы с помощью транспортного устройства перемещаются из одной технологической зоны в другую. Давление в форсунках находится в пределах 0,1—0,5 МПа, а струя подается либо перпендикулярно к поверхности платы, либо под небольшим углом. Постоянное обновление окислителя в зоне обработки и удаление продуктов реакции обеспечивают высокую производительность, а соответствующая траектория струи — незначительное боковое подтравливание. Линии компонуются из модулей травления, промывки, сушки и регенерации.
Автоматические модульные линии оснащаются устройствами для контроля кислотности раствора, температуры и давления в форсунках.

1 – ванна; 2 – транспортер; 3 – заготовка, 4 – разбрызгиватель;
5 – травитель; 6 – регенератор; 7 – насос
Рис. 5.10. Схема установки струйного травления
![]()
![]()
![]() Полуавтоматическая линия травления ―Печать-1‖ имеет следующие характеристики: производительность — 16 м2
/ч, размеры обрабатываемых плат — 500 500 мм, температура травильного раствора — 35—50 С, число качаний коллекторов с форсунками — 27 в минуту, скорость конвейера — 0,2—2 м/мин, мощность источников питания — 10 кВт, габаритные размеры — 4230 1160 1330 мм.
Полуавтоматическая линия травления ―Печать-1‖ имеет следующие характеристики: производительность — 16 м2
/ч, размеры обрабатываемых плат — 500 500 мм, температура травильного раствора — 35—50 С, число качаний коллекторов с форсунками — 27 в минуту, скорость конвейера — 0,2—2 м/мин, мощность источников питания — 10 кВт, габаритные размеры — 4230 1160 1330 мм.
Линия травления рисунка печатных плат КПМ 1.240.000 состоит из трех модулей: травления, промывки и сушки с регулируемой скоростью транспортного конвейера 0,2—2 м/мин. Травление меди осуществляется раствором, подаваемым через форсунки, совершающие 27—30 качаний в минуту. Травящий раствор работает в замкнутом цикле и очищается фильтром. Производительность до 16 м2 /ч.
Во Франции в 1970 г. запатентован электрохимический способ травления, который осуществляется в струе электролита, причем анодом служит медная фольга платы. Скорость травления возрастает в 2—3 раза, однако широкое применение электрохимического травления сдерживается неравномерностью удаления металла с поверхности платы, что приводит к образованию невытравленных островков. Индивидуальный токоподвод и совмещение электрохимического процесса с химическим не обеспечивают его эффективность. Полностью реализовать преимущества электрохимического метода позволяют подвижные носители заряда, которые принимают заряд с анода и переносят его на поверхность меди, переводя последнюю в ионную форму. В качестве подвижных носителей используют взвешенный активированный уголь с содержанием в растворе 15—30 % и размером частиц 10—50 мкм. Электрохимическое травление сводит к минимуму боковое подтравливание токопроводящих дорожек и контактных площадок, обеспечивает разрешающую способность, равную 70—100 мкм.
5.7. ХИМИЧЕСКАЯ И ЭЛЕКТРОХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ
Химическая металлизация ПП используется в качестве подслоя для нанесения основного слоя токопроводящего рисунка гальваническим способом при субтрактивном и полуаддитивном методе или основного слоя при изготовлении плат аддитивным методом. Толщина слоя химической меди должна составлять 0,25—1,0 мкм, покрытие должно быть однородным, пластичным, хорошо сцепленным с диэлектриком.
Для придания диэлектрику способности к металлизации проводят такие подготовительные операции, как сенсибилизация и активация поверхности.
Сенсибилизация (от лат. sensibilis — чуствительный) поверхности имеет целью формирование на поверхности диэлектрика пленки ионов двухвалентного олова Sn2+ , являющихся восстановителем для ионов активатора металлизации. Платы обрабатывают в растворе двуххлористого олова и соляной кислоты с соотношением 1:4 в течение 5—7 мин и промывают в деионизованной воде. Образование гидрооксида олова происходит по реакциям:
![]()
![]()
![]()
![]() SnCl2
H
2
O Sn(OH)ClHCl , Sn(OH)Cl H2
O Sn(OH)2
HCl. Электронно-микроскопические исследования показали, что гидрооксид двухвалентного олова адсорбируется в виде отдельных участков размером порядка 10 нм, на расстоянии 20—30 мм друг от друга, так, что ею покрывается вся поверхность диэлектрика. Гидрооксид двухвалентного олова обладает сильными восстановительными свойствами.
SnCl2
H
2
O Sn(OH)ClHCl , Sn(OH)Cl H2
O Sn(OH)2
HCl. Электронно-микроскопические исследования показали, что гидрооксид двухвалентного олова адсорбируется в виде отдельных участков размером порядка 10 нм, на расстоянии 20—30 мм друг от друга, так, что ею покрывается вся поверхность диэлектрика. Гидрооксид двухвалентного олова обладает сильными восстановительными свойствами.
![]() Активация
поверхности диэлектрика проводится в растворах солей благородных металлов, преимущественно палладия, и способствует последующему осаждению меди. Активирующий раствор имеет следующий состав: 3,5—4,0 г/л PdCl2
, 10—20 мл/л HCl, остальное — вода, а процесс осуществляют при температуре 40—50 С (pH = 3,5—0,5) в течение 5—7 мин. Реакция восстановления палладия на диэлектрике
Активация
поверхности диэлектрика проводится в растворах солей благородных металлов, преимущественно палладия, и способствует последующему осаждению меди. Активирующий раствор имеет следующий состав: 3,5—4,0 г/л PdCl2
, 10—20 мл/л HCl, остальное — вода, а процесс осуществляют при температуре 40—50 С (pH = 3,5—0,5) в течение 5—7 мин. Реакция восстановления палладия на диэлектрике
![]() Sn(OH)2
PdCl2
Pd SnO2
2HCl ,
Sn(OH)2
PdCl2
Pd SnO2
2HCl ,
в ионном виде
Sn2
![]() Pb0
,
Pb0
,
на торцах контактных площадок
![]() Cu PbCl2
Pb CuCl2
.
Cu PbCl2
Pb CuCl2
.
![]() На поверхности изоляционного материала вследствие адсорбции и восстановления палладия образуется тонкая сетка частиц размером порядка 10 нм. Связь частиц палладия с подложкой определяется их внедрением в поры диэлектрика, а также образованием ковалентных связей между металлом и материалом подложки. Для хорошего сцепления необходимо, чтобы на поверхности диэлектрика было не менее 110–6
кг/см2
палладия. Пленка палладия, образующаяся на торцах контактных площадок, является нежелательной, так как приводит к снижению прочности химически осажденной меди в результате образования гидридов палладия при захватывании палладием водорода. Кроме того, это приводит к образованию высокого и неравномерного переходного электрического сопротивления.
На поверхности изоляционного материала вследствие адсорбции и восстановления палладия образуется тонкая сетка частиц размером порядка 10 нм. Связь частиц палладия с подложкой определяется их внедрением в поры диэлектрика, а также образованием ковалентных связей между металлом и материалом подложки. Для хорошего сцепления необходимо, чтобы на поверхности диэлектрика было не менее 110–6
кг/см2
палладия. Пленка палладия, образующаяся на торцах контактных площадок, является нежелательной, так как приводит к снижению прочности химически осажденной меди в результате образования гидридов палладия при захватывании палладием водорода. Кроме того, это приводит к образованию высокого и неравномерного переходного электрического сопротивления.
![]() Для устранения контактного выделения палладия применяют либо предварительное оксидирование медных торцов контактных площадок, либо совмещенные растворы для активации диэлектрика следующего состава (г/л): 0,8—1,0 PbCl2
, 40—70 SnCl2
2H2
O, 150—200 HCl, 140—150 KCl.
Для устранения контактного выделения палладия применяют либо предварительное оксидирование медных торцов контактных площадок, либо совмещенные растворы для активации диэлектрика следующего состава (г/л): 0,8—1,0 PbCl2
, 40—70 SnCl2
2H2
O, 150—200 HCl, 140—150 KCl.
Совмещенный активатор содержит коллоидные растворы, в которые входят соли палладия и олова. При обработке плат в этом растворе в течение 5—10 мин выделение палладия на торцах контактных площадок значительно меньше.
Химическое осаждение меди — окислительно-восстановительный процесс, который происходит вследствие восстановления ионов двухвалентной меди на активированных поверхностях из ее комплексных солей. Основными компонентами раствора химического меднения являются:
![]() 15—20 г/л сернокислой меди CuSO4
— источника катионов Cu2+
;
15—20 г/л сернокислой меди CuSO4
— источника катионов Cu2+
;
2—4 г/л солей никеля NiCl2 для большей прочности сцепления меди с диэлектриком;
![]() 10—15 г/л щелочи NaOH для создания pH = 10—13;
10—15 г/л щелочи NaOH для создания pH = 10—13;
2—4 г/л Na2 CO3 для увеличения скорости химического меднения и как буферная добавка;
![]()
![]() 4—16 г/л восстановителя 33 %-го раствора формалина (CHOH); комплексообразователь калий виннокислый как стабилизатор
4—16 г/л восстановителя 33 %-го раствора формалина (CHOH); комплексообразователь калий виннокислый как стабилизатор
раствора — 50—60 г/л.
При введении формалина в раствор реакция восстановления меди при комнатной температуре становится автокаталитической. Процесс химического меднения представляет собой сумму электрохимических реакций катодного восстановления металла и анодного окисления восстановителя. Основная катодная реакция восстановления меди выражается уравнением
![]() Cu2
Cu2
![]() 2HCOH 4OH Cu H2
2HCOO
2HCOH 4OH Cu H2
2HCOO![]() 2H2
O .
2H2
O .
![]() Анодная реакция заключается в окислении формалина при pH = 12—13 и потенциале + 0,80 В. Время осаждения подслоя меди толщиной 0,5 мкм при температуре 20 С составляет 15—20 мин. Для облегчения удаления водорода и лучшего омывания раствором отверстий малого диаметра процесс ведется с плавным покачиванием плат (8—10 качаний в минуту при амплитуде 50—100 мм).
Анодная реакция заключается в окислении формалина при pH = 12—13 и потенциале + 0,80 В. Время осаждения подслоя меди толщиной 0,5 мкм при температуре 20 С составляет 15—20 мин. Для облегчения удаления водорода и лучшего омывания раствором отверстий малого диаметра процесс ведется с плавным покачиванием плат (8—10 качаний в минуту при амплитуде 50—100 мм).
![]() Для повышения качеств металлизации ПП в серийном производстве применяют специальное технологическое оборудование, которое обеспечивает поддержание температуры с точностью 1 С и состава растворов, повышает производительность труда в 10 раз, снижает стоимость металлизации на 20—30 % по сравнению с ручным трудом.
Для повышения качеств металлизации ПП в серийном производстве применяют специальное технологическое оборудование, которое обеспечивает поддержание температуры с точностью 1 С и состава растворов, повышает производительность труда в 10 раз, снижает стоимость металлизации на 20—30 % по сравнению с ручным трудом.
Для химической металлизации ПП используют автоматические линии типа
![]() АГ-38, АГ-42, оснащенные набором ванн необходимого размера и автооператором (рис. 5.11). В соответствии с заданной программой подвески с платами перемещаются автооператорами, управляемым командоаппаратом. Длина линии по ходу автооператоров — 10 м, габаритные размеры плат — 250 250 мм, производительность составляет 30 шт/ч.
АГ-38, АГ-42, оснащенные набором ванн необходимого размера и автооператором (рис. 5.11). В соответствии с заданной программой подвески с платами перемещаются автооператорами, управляемым командоаппаратом. Длина линии по ходу автооператоров — 10 м, габаритные размеры плат — 250 250 мм, производительность составляет 30 шт/ч.

Рис. 5.11. Автоматическая линия АГ-38
Линия химической металлизации МЦ 104.131 имеет гибкую систему управления автооператором, механизм покачивания подвесок грузоподъемностью до 500 кг. Количество одновременно загружаемых заготовок в ванне — 132, темп выхода подвесок с линии — 12 шт/мин, из автооператоров — 3 шт/мин, производительность линии 660 плат в час, что в 2 раза выше производительности линии АГ-42.
![]() Основными проблемами химической металлизации являются низкая производительность, сложность процесса, использование драгоценных металлов. Поэтому разрабатываются процессы термохимической беспалладиевой металлизации в растворе следующего состава: 130—170 г/л кальция фосфорноватисто-кислого, 200—250 г/л меди сернокислой пятиводной, 6—10 г/л гипофосфита аммония, 200—300 мл/л аммиака (25%-го). После обработки платы выдерживают в термошкафу при температуре 100—150 С в течение 8—10 мин, в результате чего происходит термическое разложение комплексной соли гипофосфита меди на поверхности платы и в отверстиях, приводящая к образованию электропроводящего покрытия.
Основными проблемами химической металлизации являются низкая производительность, сложность процесса, использование драгоценных металлов. Поэтому разрабатываются процессы термохимической беспалладиевой металлизации в растворе следующего состава: 130—170 г/л кальция фосфорноватисто-кислого, 200—250 г/л меди сернокислой пятиводной, 6—10 г/л гипофосфита аммония, 200—300 мл/л аммиака (25%-го). После обработки платы выдерживают в термошкафу при температуре 100—150 С в течение 8—10 мин, в результате чего происходит термическое разложение комплексной соли гипофосфита меди на поверхности платы и в отверстиях, приводящая к образованию электропроводящего покрытия.
Гальваническую металлизацию в производстве ПП применяют:
- для образования проводящего рисунка схемы с толщиной меди в отверстиях не менее 25 мкм;
- для предварительного увеличения тонкого слоя химической меди до толщины 5—8 мкм с целью последующего формирования рисунка схемы; - для нанесения металлического резиста, например олово—свинец, толщиной 10—20 мкм либо специальных покрытий золотом, серебром толщиной 2—5 мкм.
Гальванический метод нанесения металлических покрытий был изобретен в 1837 г. в России электротехником Б.С.Якоби и заключается в том, что деталь, подлежащая покрытию, помещается в электролитно-водный раствор солей металла в качестве катода, а анодом является осаждаемый металл (медь). Необходимые для восстановления электроны поступают от внешнего источника постоянного тока. Под действием напряжения ионы металла движутся к катоду, присоединяют электроны и осаждаются на нем как нейтральные атомы (рис. 5.12). Понятия "анод" (от греч. anodos — движение вверх, восхождение) и "катод" (от греч. kathodos — ход вниз, возвращение) были введены М. Фарадеем для обозначения направлений движения частиц, выделенных на электродах. Реакция восстановления меди
![]()
Рис. 5.12. Cхема гальванической металлизации
![]()
![]() Для предварительной металлизации (затяжки) отраслевыми стандартами рекомендуются борфтористоводородные и сернокислые электролиты меднения. Первый состоит из: 230—250 г/л борфтористой меди Cu(BF4
)2
источника ионов; 5—15 г/л борфтористоводородной кислоты HBF4
, вводимой для повышения злектропроводности электролита; 15—40 г/л борной кислоты H3
BO3
, необходимой для стабилизации электролита. Процесс ведут при температуре (20 5) С, катодной плотности тока 3—4 А/дм2
, скорости осаждения 20—30 мкм/ч.
Для предварительной металлизации (затяжки) отраслевыми стандартами рекомендуются борфтористоводородные и сернокислые электролиты меднения. Первый состоит из: 230—250 г/л борфтористой меди Cu(BF4
)2
источника ионов; 5—15 г/л борфтористоводородной кислоты HBF4
, вводимой для повышения злектропроводности электролита; 15—40 г/л борной кислоты H3
BO3
, необходимой для стабилизации электролита. Процесс ведут при температуре (20 5) С, катодной плотности тока 3—4 А/дм2
, скорости осаждения 20—30 мкм/ч.
Достоинства электролита — большая концентрация меди, высокая скорость ее осаждения, покрытие получается более мелкокристаллическое, чем из сернокислого электролита. Недостаток — высокая агрессивность электролита.
Лучшей рассеивающей способностью характеризуется сернокислый электролит с комплексной добавкой следующего состава: 60—70 г/л сернокислой меди; 150—180 г/л серной кислоты; 0,03—0,06 г/л хлористого натрия; 1—3 мл/л комплексной добавки (трилон Б).
Электролитический сплав олово—свинец должен иметь состав, приближающийся к эвтектическому, что обеспечивает в дальнейшем его оплавление при минимальной температуре и хорошую паяемость ПП. Это достигается определенным процентным содержанием олова и свинца в электролите, строгим поддержанием режима осаждения.
![]() Осаждение покрытия олово—свинец ведут в борфтористоводородном электролите следующего состава: 13—15 г/л Sn2+
, 8—10 г/л Pb2+
, 250—300 г/л HBF4
, 20—30 г/л H3
BO3
, 3—5 г/л комплексных добавок. Аноды изготавливают из сплава, содержащего 61 % олова и 39 % свинца. Процесс осаждения ведут при температуре (20 5) С, плотности тока 1—2 А/дм2
, скорость осаждения при этом составляет 1 мкм/мин.
Осаждение покрытия олово—свинец ведут в борфтористоводородном электролите следующего состава: 13—15 г/л Sn2+
, 8—10 г/л Pb2+
, 250—300 г/л HBF4
, 20—30 г/л H3
BO3
, 3—5 г/л комплексных добавок. Аноды изготавливают из сплава, содержащего 61 % олова и 39 % свинца. Процесс осаждения ведут при температуре (20 5) С, плотности тока 1—2 А/дм2
, скорость осаждения при этом составляет 1 мкм/мин.
В качестве оборудования используют автооператорную и управляемую ЭВМ линию АГ-44 или универсальные лабораторные установки типа УПУГ-1, УПУГ-2, имеющие ванны с автоматическими регуляторами температуры и пневматическими механизмами для покачивания штанг.
![]()
![]() Для улучшения паяемости гальваническое покрытие сплавом олово—свинец оплавляют, используя установки с ИК-нагревом НПО "Ратон". Установка состоит из верхнего и нижнего блоков отражателей, между которыми проходит конвейер. ИК-лампы, установленные в фокусе эллиптического отражателя, фокусируют световой поток на поверхность плат, в результате сплав олово—свинец оплавляется и приобретает структуру металлургического сплава. Температура зоны предварительного нагрева составляет 200 С, а зоны оплавления — 500 С
Для улучшения паяемости гальваническое покрытие сплавом олово—свинец оплавляют, используя установки с ИК-нагревом НПО "Ратон". Установка состоит из верхнего и нижнего блоков отражателей, между которыми проходит конвейер. ИК-лампы, установленные в фокусе эллиптического отражателя, фокусируют световой поток на поверхность плат, в результате сплав олово—свинец оплавляется и приобретает структуру металлургического сплава. Температура зоны предварительного нагрева составляет 200 С, а зоны оплавления — 500 С
![]() 5 %. Скорость движения конвейера 0,05—0,5 м/мин, потребляемая мощность 51,5 кВт.
5 %. Скорость движения конвейера 0,05—0,5 м/мин, потребляемая мощность 51,5 кВт.
5.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА ПЛАТ
В производстве ПП до 60 % трудозатрат приходится на механическую обработку, которая включает: ![]() получение заготовок путем резки листового материала и раскроя листа
получение заготовок путем резки листового материала и раскроя листа
![]() либо штамповкой; формирование контура платы фрезерованием; выполнение отверстий в плате сверлением либо штамповкой.
либо штамповкой; формирование контура платы фрезерованием; выполнение отверстий в плате сверлением либо штамповкой.
В серийном и мелкосерийном производстве для резки листового материала применяют гильотинные ножницы , которые состоят из подвижного и неподвижного ножей, изготовленных из инструментальной стали У8А, прижима разрезаемых материалов и упора, регулирующего ширину заготовок.
![]()
![]() Геометрические параметры режущей части подвижного ножа: передний угол 0— 5 , задний 10—15
Геометрические параметры режущей части подвижного ножа: передний угол 0— 5 , задний 10—15![]() , для неподвижного ножа задний и передний углы равны 0 . Параллельные ножи устанавливаются с минимальным зазором 0,02—0,03 мм по всей длине (рис. 5.13, а
). Недостатки оборудования — низкая производительность, возможность образования сколов на краях заготовок.
, для неподвижного ножа задний и передний углы равны 0 . Параллельные ножи устанавливаются с минимальным зазором 0,02—0,03 мм по всей длине (рис. 5.13, а
). Недостатки оборудования — низкая производительность, возможность образования сколов на краях заготовок.
В серийном и крупносерийном производстве материал разрезают с помощью одно- и многоножевых роликовых ножниц , в которых ножи изготовлены из металлокерамического твердого сплава ВК8М. Ножи устанавливают с зазором 0,01—0,03 мм и вращают навстречу друг другу со скоростью 2—10 м/мин (рис. 5.13, б ). Для получения заданной ширины заготовки ножницы снабжены регулируемыми упорами. Образующуюся пыль отсасывают с помощью промышленных пылесосов. Кинематическая скорость резания достигает 24 м/мин, максимальная ширина разрезаемого материала 1300 мм, потребляемая мощность 3 кВт.

Рис. 5.13. Схема резания гильотинными (а ) и роликовыми (б ) ножницами
Размеры заготовок из слоистых пластиков определяют по формулам:
А
з
![]() 2 H
, B
з
2 H
, B
з
![]() 2 H
,
2 H
,
где А з , В з — длина и ширина заготовки; А п , В п — длина и ширина платы по
рабочему чертежу; Н — ширина технического поля.
Платы малых габаритных размеров изготавливают из групповой заготовки, площадь которой
![]() S
з
S
з
![]() 2 H
) (B
пi
2 H
),
2 H
) (B
пi
2 H
),
где n — количество плат; А пi , В пi — длина и ширина i -й платы.
Ширина технологического поля для ОПП и ДПП не должна превышать 10 мм, для МПП — 30 мм.
![]() В крупносерийном и массовом производстве раскрой стандартных листов фольгированного диэлектрика (обычно 500 700 мм) выполняют штамповкой в специальных штампах на эксцентриковых прессах с одновременной пробивкой базовых отверстий на технологическом поле. Вырубные детали оснастки (матрицу и пуансон) изготавливают из металлокерамических твердых сплавов типа ВК-15 и ВК-20.
В крупносерийном и массовом производстве раскрой стандартных листов фольгированного диэлектрика (обычно 500 700 мм) выполняют штамповкой в специальных штампах на эксцентриковых прессах с одновременной пробивкой базовых отверстий на технологическом поле. Вырубные детали оснастки (матрицу и пуансон) изготавливают из металлокерамических твердых сплавов типа ВК-15 и ВК-20.
Исполнительные размеры матрицы D м и пуасона D п определяют по уравнениям:
D
м
![]() , D
п
, D
п
![]() ,
,
![]()
![]()
![]()
![]() где D
м
, D
п
— диаметры матрицы и пуансона соответственно; D
н
— номинальный диаметр пробиваемого отверстия; 1
— допуск на размер отверстия; 1 — зазор между матрицей и пуансоном; при до 1,5 мм 1
= 0,02—0,05 мм, при до 3,0 мм
где D
м
, D
п
— диаметры матрицы и пуансона соответственно; D
н
— номинальный диаметр пробиваемого отверстия; 1
— допуск на размер отверстия; 1 — зазор между матрицей и пуансоном; при до 1,5 мм 1
= 0,02—0,05 мм, при до 3,0 мм ![]() 1
= 0,06—0,09 мм; м
, п
— допуски на изготовление режущей части
1
= 0,06—0,09 мм; м
, п
— допуски на изготовление режущей части
матрицы и пуансона, которые соответствуют 10-му квалитету точности.
![]() Обработка плат по контуру
(снятие технологического припуска) осуществляется фрезерованием на специализированных фрезерных станках, работающих по контуру, или на многошпиндельных станках с программным управлением. Такой способ отличается высокой производительностью, допускает обработку плат в пакете по 6—10 шт., дает хорошее качество кромок и точность размеров в пределах 0,025 мм. В качестве инструмента используются алмазные дисковые фрезы или твердосплавные фрезы диаметром 3—8 мм.
Обработка плат по контуру
(снятие технологического припуска) осуществляется фрезерованием на специализированных фрезерных станках, работающих по контуру, или на многошпиндельных станках с программным управлением. Такой способ отличается высокой производительностью, допускает обработку плат в пакете по 6—10 шт., дает хорошее качество кромок и точность размеров в пределах 0,025 мм. В качестве инструмента используются алмазные дисковые фрезы или твердосплавные фрезы диаметром 3—8 мм.
Фрезерные станки с программным управлением имеют 2—5 шпинделей, вращающихся со скоростью до 60 000 об/мин, устройство для автоматической смены фрез, защитные скафандры для ограждения оператора от пыли и стружки
(табл. 5.6).
Таблица 5.6. Технические характеристики фрезерных станков
| Параметры |
Модель 6720П (СССР) |
Модель 7Б (Poul Dasier, США) |
| Производительнос ть, плат/ч |
1000 |
1800 |
| Размеры поля фрезерования, мм |
|
|
| Скорость резания, м/мин |
200—600 |
500—1000 |
| Подача, мм на зуб фрезы |
0,05—0,16 |
0,05—0,08 |
Для получения монтажных отверстий в ПП применяют пробивку на специальных штампах и сверление.
Пробивку используют в тех случаях, если отверстия в дальнейшем не подвергаются металлизации. Для улучшения качества отверстий применяют прижим заготовки с помощью прокладки из картона, которая предохраняет пуансоны от налипания на них стружки. Уменьшению усилия пробивки и повышению чистоты среза способствует предварительный подогрев заготовок до 80—100 С со скоростью подогрева 5—8 С/мин.
Недостатки: возможны разрывы фольги, затягивание проводников внутренних слоев МПП в отверстия, расплющивание торцов контактных площадок.
Сверление отверстий обеспечивает необходимое качество операции и ее высокую точность. Сверление в платах из гетинакса и текстолита обычно производят сверлами из быстрорежущей стали Р18. Для стеклотекстолита вследствие его высокого абразивного воздействия и низкой теплопроводности стойкость сверл из стали Р18 оказывается низкой, поэтому применяют сверла из твердых сплавов ВК6М.
![]()
![]() К сверлам для обработки отверстий ПП предъявляют следующие требования: диаметр сверл должен быть на 0,1—0,15 мм больше диаметра металлизированного отверстия для компенсации некоторой упругости диэлектрика и толщины металлизации в отверстии; рабочая часть сверл должна иметь обратную конусность в пределах 0,02—
К сверлам для обработки отверстий ПП предъявляют следующие требования: диаметр сверл должен быть на 0,1—0,15 мм больше диаметра металлизированного отверстия для компенсации некоторой упругости диэлектрика и толщины металлизации в отверстии; рабочая часть сверл должна иметь обратную конусность в пределах 0,02—
![]() 0,03 мм для уменьшения трения в процессе обработки; радиальное биение рабочей части относительно хвостовика не должно
0,03 мм для уменьшения трения в процессе обработки; радиальное биение рабочей части относительно хвостовика не должно
превышать 0,02 мм;
![]() несимметричность режущих кромок относительно оси сверла должно составлять не более 0,02 мм, а осевое биение кромок, проверяемое на их середине,
несимметричность режущих кромок относительно оси сверла должно составлять не более 0,02 мм, а осевое биение кромок, проверяемое на их середине,
![]() — не более 0,01—0,02 мм; поверхности стенок и спиральных канавок должны быть полированными
— не более 0,01—0,02 мм; поверхности стенок и спиральных канавок должны быть полированными
![]() для предотвращения налипания смолы в процессе сверления; оптимальный угол при вершине сверл должен составлять 122—130
для предотвращения налипания смолы в процессе сверления; оптимальный угол при вершине сверл должен составлять 122—130![]() , угол
, угол
![]()
![]() спинки зуба — 30—35 , уголкрутизны спирали — 25—30 ; оптимальная скорость резания твердосплавными сверлами составляет 25—
спинки зуба — 30—35 , уголкрутизны спирали — 25—30 ; оптимальная скорость резания твердосплавными сверлами составляет 25—
![]() 50 м/мин; стойкость сверла — 2000 — 4000 отверстий, после чего оно перетачивается и очищается от налипших связующих веществ материала платы; твердосплавные сверла допускают 5—6 переточек.
50 м/мин; стойкость сверла — 2000 — 4000 отверстий, после чего оно перетачивается и очищается от налипших связующих веществ материала платы; твердосплавные сверла допускают 5—6 переточек.
Диаметр сверла рассчитывается по уравнению
D c D о 0,7 ( 1 2 ) ,
![]()
![]() где D
о
— диаметр отверстия; 1
— предельно допустимое отклонение диаметра отверстия, ( 0,05 мм); 2
— допустимое уменьшение диаметра после охлаждения заготовки (5 % от толщины платы), мм.
где D
о
— диаметр отверстия; 1
— предельно допустимое отклонение диаметра отверстия, ( 0,05 мм); 2
— допустимое уменьшение диаметра после охлаждения заготовки (5 % от толщины платы), мм.
В качестве оборудования для сверления отверстий в ПП применяются многошпиндельные станки с программным управлением, имеющие автоматизированный привод по двум координатам. К таким станкам предъявляются следующие требования: жесткость конструкции; точность и высокая скорость позиционирования; максимальное число оборотов шпинделя; высокие скорости хода шпинделя.
Применение в сверлильных станках вместо традиционных чугунных станин гранитных обеспечивает вибропоглощение, снижает температурные деформации. Оптимальное число оборотов шпинделя лежит в диапозоне 45 000—120 000 об/мин. Скорость обратного хода достигает 25 м/мин. В станках современного типа применяют автоматическую смену сверл по программе, управление от миниЭВМ или микропроцессора (табл. 5.7).
Основные проблемы при сверлении отверстий в платах — повышение долговечности сверл, борьба с наволакиванием размягченной смолы на сверла и на медные кромки отверстий, препятствующим последующей металлизации отверстий. Для борьбы с этим явлением предложены: применение охлаждающих сред (воды, водяного тумана, сжатого воздуха) в зоне сверления; сверление под водой (технически трудно осуществимо); гидроабразивная очистка поверхности отверстий после сверления.
![]()
![]() Гидроабразивная обработка
с использованием шлифовальных микропорошков используется при подготовке поверхности платы к проведению технологического процесса (для зачистки поверхности фольгированного диэлектрика). Механизированную механическую подготовку проводят также крацеванием вращающимися капроновыми или нейлоновыми щетками, на которые подаются струи абразивной суспензии. Заготовка при этом перемещается с помощью конвейера со скоростью 0,5 — 1,0 м/мин. Обрабатываются заготовки с минимальными размерами 100 100 мм и максимальными 500 500 мм. Расход воздуха при полной нагрузке 13 м3
/мин, потребляемая мощность 1,6 кВт.
Гидроабразивная обработка
с использованием шлифовальных микропорошков используется при подготовке поверхности платы к проведению технологического процесса (для зачистки поверхности фольгированного диэлектрика). Механизированную механическую подготовку проводят также крацеванием вращающимися капроновыми или нейлоновыми щетками, на которые подаются струи абразивной суспензии. Заготовка при этом перемещается с помощью конвейера со скоростью 0,5 — 1,0 м/мин. Обрабатываются заготовки с минимальными размерами 100 100 мм и максимальными 500 500 мм. Расход воздуха при полной нагрузке 13 м3
/мин, потребляемая мощность 1,6 кВт.
Таблица5.7 - Технические характеристики сверлильных станков с программным управлением
| Параметр |
СФ-4 (СССР) |
Alpha-Z (США) |
ABL-2м (Schmoll, Германия) |
AFIG (Micromat, Швейцария) |
| Число шпинделей |
4 |
5 |
2—6 |
1—2 |
| Поле сверления, мм |
|
|
|
|
| Частота вращения шпинделя, 103 об/мин |
60 |
90 |
60 |
90 |
| Максимальное число двойных ходов в минуту |
100 |
200 |
300 |
350 |
| Точность позиционирования, мм |
|
|
|
|
Установка гидроабразивной зачистки поверхности фольгированного диэлектрика от оксидной пленки и отверстий от заусенцев, наволакиваемой смолы и стружки типа АРСМ 3.190.000 облегчает последующую операцию подтравливания диэлектрика, позволяет исключить ручной труд. Абразивный материал — микропорошок М40 — подается с помощью 21 форсунки под давлением сжатого воздуха. Для повышения равномерности форсунки покачиваются на угол 20—40![]() с числом качаний 35 — 60 в минуту.
с числом качаний 35 — 60 в минуту.
![]()
![]()
![]() Для формирования переходных отверстий, вырезки пазов, разделения керамических коммутационных плат используется автоматизированная лазерная установка СТ-403 НПО "Спектр" (Беларусь), имеющая рабочее поле координатного стола 150 150 мм, погрешность позиционирования 10 мкм. Размеры отверстий составляют 130 20 мкм, производительность 600 тыс. отверстий в час. Длина волны лазерного излучения 1,06 мкм, длительность импульса 200—1000 мкс, максимальная энергия 10 Дж.
Для формирования переходных отверстий, вырезки пазов, разделения керамических коммутационных плат используется автоматизированная лазерная установка СТ-403 НПО "Спектр" (Беларусь), имеющая рабочее поле координатного стола 150 150 мм, погрешность позиционирования 10 мкм. Размеры отверстий составляют 130 20 мкм, производительность 600 тыс. отверстий в час. Длина волны лазерного излучения 1,06 мкм, длительность импульса 200—1000 мкс, максимальная энергия 10 Дж.
5.9. ТЕХНОЛОГИЯ ОДНОСТОРОННИХ И ДВУСТОРОННИХ
ПЕЧАТНЫХ ПЛАТ
Односторонние ПП изготавливают как негативным , так и позитивным методом, используя односторонний фольгированный диэлектрик.
Технологический процесс по негативному методу включает следующие операции:
![]() подготовка поверхности заготовки: механическая и химическая
подготовка поверхности заготовки: механическая и химическая
![]() очистка поверхности от оксидов, остатков смазки и других загрязнений;
очистка поверхности от оксидов, остатков смазки и других загрязнений; ![]() обезжиривание при 45—60 С в растворах следующего состава: 30— 35 г/л тринатрийфосфата (Na3
PO4
), 30—35 г/л кальцинированной соды
обезжиривание при 45—60 С в растворах следующего состава: 30— 35 г/л тринатрийфосфата (Na3
PO4
), 30—35 г/л кальцинированной соды
![]() (Na2
CO3
), 3—5 г/л моющего средства "Прогресс"; промывка в проточной холодной воде;
(Na2
CO3
), 3—5 г/л моющего средства "Прогресс"; промывка в проточной холодной воде;
![]() активирование в 20—25 %-м растворе HCl при температуре 20 С в
активирование в 20—25 %-м растворе HCl при температуре 20 С в
![]() течение 0,2—0,3 мин; промывка в холодной и горячей воде; сушка поверхности заготовки;
течение 0,2—0,3 мин; промывка в холодной и горячей воде; сушка поверхности заготовки;
нанесение защитного рисунка схемы сеткографическим или
![]() фотоспособом; травление незащищенных участков металлической фольги; удаление резиста химическим путем; пробивка или сверление отверстий; нанесение защитного покрытия на плату.
фотоспособом; травление незащищенных участков металлической фольги; удаление резиста химическим путем; пробивка или сверление отверстий; нанесение защитного покрытия на плату.
Для облегчения монтажа навесных элементов со стороны их установки на плату наносят маркировку, для ограничения растекания припоя по печатным проводникам — защитные маски для пайки. Для защиты от влияния окружающей среды после изготовления платы покрывают защитным лаком.
При позитивном методе после нанесения защитного рисунка гальванически осаждают покрытие, устойчивое к травлению (сплав олово—свинец, серебро), затем сверлят отверстия и осуществляют травление рисунка. Процесс получения ПП субтрактивным химическим методом наименее трудоемок, легко механизируется, обеспечивает высокую разрешающую способность при производительности до 1000 плат/ч. Недостаток — наличие бокового подтравливания элементов проводящего рисунка. Область применения — бытовая РЭА, техника связи, блоки питания.
Двусторонние ПП с переходными электрическими соединениями изготавливают комбинированными негативным или позитивным методами.
При комбинированном негативном методе экспонирование осуществляют с фотонегатива, проводящий рисунок схемы получают травлением меди с пробельных мест, сверлят отверстия, затем выполняют металлизацию отверстий электрохимическим методом (рис. 5.14).
Технологический процесс включает следующие операции:
![]() получение контура заготовки (штамповка, резка роликовыми
получение контура заготовки (штамповка, резка роликовыми
ножницами); подготовка поверхности заготовки;
нанесение негативного рисунка схемы, ретуширование; травление металлической фольги с пробельных мест;
![]() нанесение защитной пленки лака для защиты всей поверхности платы от химического меднения краскораспылителем и подсушивание при температуре
нанесение защитной пленки лака для защиты всей поверхности платы от химического меднения краскораспылителем и подсушивание при температуре
![]() 50—60 С (цапонлак, бакелитовый лак, клей АК-20); сверление отверстий;
50—60 С (цапонлак, бакелитовый лак, клей АК-20); сверление отверстий;
![]() химическое меднение; снятие защитного слоя лака; гальваническое меднение отверстий; снятие фоторезиста;
химическое меднение; снятие защитного слоя лака; гальваническое меднение отверстий; снятие фоторезиста;
покрытие проводников припоем ПОСВ 33 для обеспечения их
паяемости.

К преимуществам метода относятся освоенность процесса производства и широкая номенклатура травителей. Недостатки — возможность срыва контактных площадок при сверлении, необходимость специальных контактирующих приспособлений при металлизации отверстий, вредное воздействие химических растворов на платы, большая величина подтравливания.
При комбинированном позитивном методе выполняются следующие операции (рис. 5.15).
![]() получение контура заготовки и подготовка ее поверхности; нанесение позитивного рисунка схемы;
получение контура заготовки и подготовка ее поверхности; нанесение позитивного рисунка схемы;
![]() нанесение защитного слоя лака (нитроклей АК-20, эмаль ХСЭ, ХСЛ и др.) для предохранения от воздействия химически активных растворов при химической металлизации (количество слоев 2—3, нанесение окунанием, поливом или с помощью краскораспылителей, сушка в сушильных печах в течение 20—40 мин при температуре 60—80 С); сверление отверстий в плате;
нанесение защитного слоя лака (нитроклей АК-20, эмаль ХСЭ, ХСЛ и др.) для предохранения от воздействия химически активных растворов при химической металлизации (количество слоев 2—3, нанесение окунанием, поливом или с помощью краскораспылителей, сушка в сушильных печах в течение 20—40 мин при температуре 60—80 С); сверление отверстий в плате;
![]() химическое меднение отверстий слоем толщиной 1—2 мкм со скоростью
химическое меднение отверстий слоем толщиной 1—2 мкм со скоростью
![]() 20—30 мкм/ч; гальваническое меднение толщиной 25—30 мкм; удаление защитного слоя лака;
20—30 мкм/ч; гальваническое меднение толщиной 25—30 мкм; удаление защитного слоя лака;
нанесение металлического резиста для защиты проводников и отверстий от травления (серебрение толщиной 10—12 мкм, гальваническое покрытие сплавами
![]() Sn—Pb, Sn—Bi, ПОСВ33 толщиной 20—25 мкм); удаление фоторезиста; травление пробельных мест;
Sn—Pb, Sn—Bi, ПОСВ33 толщиной 20—25 мкм); удаление фоторезиста; травление пробельных мест;
оплавление металлического резиста (необходимо для удаления припоя из
отверстий и улучшения паяемости покрытия);
![]() контроль платы, маркировка.
контроль платы, маркировка.
Гальванически нанесенный металлический резист из сплава Sn—Pb имеет пористую структуру, быстро окисляется, теряет способность к пайке. Для устранения этих недостатков проводят оплавление резиста либо с помощью ИКизлучения, либо в нагретой жидкости (глицерине) или газе. В результате покрытие приобретает структуру металлургического сплава и хорошую паяемость.
В связи с повышением требований к качеству плат используют аддитивные методы, которые устраняют такие недостатки субтрактивных, как подтравливание проводников, неравномерная толщина металлизации отверстий, большой расход медной фольги и травильных растворов.
При аддитивном методе изготовления ДПП используют нефольгированный диэлектрик с введенным в него катализатором Pd:Sn = 1:3. Технологический процесс включает следующие операции (рис. 5.16):
![]() подготовка поверхности диэлектрика (очистка);
подготовка поверхности диэлектрика (очистка);
нанесение адгезива путем погружения платы в композицию на основе
![]()
![]() нитрильного каучука толщиной 20—30 мкм либо полимера АБС-2 и вытягивания из раствора полимера со скоростью 20—100 мм/мин с последующей сушкой при температуре 130—140 С в течение 1,5—2 ч; сверление и очистка отверстий в плате;
нитрильного каучука толщиной 20—30 мкм либо полимера АБС-2 и вытягивания из раствора полимера со скоростью 20—100 мм/мин с последующей сушкой при температуре 130—140 С в течение 1,5—2 ч; сверление и очистка отверстий в плате;
![]()
![]() нанесение защитного негативного рисунка схемы, обладающего повышенной стойкостью к высоко-щелочному составу ванны химического меднения; подтравливание поверхностей диэлектрика, открытых для нанесения меди, в растворе фторборатной или хромовой кислоты для улучшения адгезии проводников к подложке; химическое меднение в течение 8—16 ч; удаление защитного резиста;
нанесение защитного негативного рисунка схемы, обладающего повышенной стойкостью к высоко-щелочному составу ванны химического меднения; подтравливание поверхностей диэлектрика, открытых для нанесения меди, в растворе фторборатной или хромовой кислоты для улучшения адгезии проводников к подложке; химическое меднение в течение 8—16 ч; удаление защитного резиста;
создание неметаллизированных отверстий; нанесение маски для пайки трафаретной печатью; лужение проводников и металлизированных отверстий в плате.
Процесс нанесения толстослойной (25—35 мкм) химической меди требует специального оборудования, оснащенного системами дозирования добавок в ванну, непрерывной фильтрации раствора. Во время меднения выделяется водород, поэтому необходимо непрерывное покачивание плат со скоростью 5—10 качаний в минуту при длине хода до 50—100 мм, а также применение ЭВМ для автоматического поддержания концентрации растворов, pH, температуры и уровня раствора в ваннах.
Применение аддитивного метода ограничено его невысокой производительностью, трудностью получения хорошей адгезии проводников с основой, интенсивным воздействием растворов на диэлектрик.
![]() При полуаддитивном методе
изготовления ДПП используется нефольгированный диэлектрик без введенного катализатора, поэтому обязательными являются операции сенсибилизации и активации. Процесс включает следующие операции (рис. 5.17): подготовка поверхности диэлектрика и нанесение адгезива; сверление и очистка отверстий;
При полуаддитивном методе
изготовления ДПП используется нефольгированный диэлектрик без введенного катализатора, поэтому обязательными являются операции сенсибилизации и активации. Процесс включает следующие операции (рис. 5.17): подготовка поверхности диэлектрика и нанесение адгезива; сверление и очистка отверстий;
сенсибилизация и активация всей поверхности; химическое меднение слоем толщиной 2—3 мкм для трафаретной печати и
![]() 4—6 мкм для фотопечати; создание защитного рисунка схемы; гальваническое меднение (усиление меди); удаление резиста и травление; создание неметаллизированных отверстий; нанесение маски для пайки и лужение печатных проводников.
4—6 мкм для фотопечати; создание защитного рисунка схемы; гальваническое меднение (усиление меди); удаление резиста и травление; создание неметаллизированных отверстий; нанесение маски для пайки и лужение печатных проводников.

В настоящее время химическое меднение ведут на периодических токах: импульсных, реверсных и произвольной формы, что улучшает микрорельеф покрытий, снижает внутренние напряжения и сокращает время осаждения.
При изготовлении ДПП методом травления фольгированного диэлектрика требуется до 40 операций с использованием драгоценных металлов (хлористого палладия) и токсичных травящих растворов. Ширина проводников и расстояние между ними — около 0,2—0,3 мм, причем уменьшение размеров снижает прочность сцепления с подложкой. Разработана технология рельефных ПП , свободная от перечисленных выше недостатков. Подложка платы изготавливается путем литья или прямого прессования из реактопласта типа ДСВ2-Р-2Н, при этом формируются переходные отверстия, конструктивные элементы, а также углубления для проводников (рис. 5.18). Матрицу для пресс-формы получают путем глубокого химического травления. Для создания платы больших размеров и малой толщины необходима терморихтовка. Затем поверхности придается шероховатость с одновременным удалением облоя и притуплением острых кромок отверстий.
 а
– штамповка; б
– напыление; в
– шлифование
а
– штамповка; б
– напыление; в
– шлифование
рИС. 5.18 СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПОЛУЧЕНИЯ РЕЛЬЕФНЫХ ПЛАТ
На установке магнетронного распыления на обе стороны подложки наносится медный слой с соответствующим подслоем, покрывающий внутренние поверхности отверстия. Далее слой наращивается гальванически до 25 мкм. Затем подложка шлифуется на глубину, превышающую толщину нанесенного слоя. Несошлифованная медь в рельефе и образует рисунок проводников, которые облуживаются сплавом олово—свинец.
Преимущества метода: минимальная ширина проводников 0,1мм; прочность сцепления с подложкой в 2 раза выше по сравнению с аддитивным методом; сокращение производственных площадей в 3 раза; улучшение условий труда, уменьшение загрязнения окружающей среды. Недостаток — сложность внесения изменений в рисунок платы.
5.10. ТЕХНОЛОГИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ
Многослойная печатная плата состоит из ряда склеенных печатных слоев, в которых находятся сигнальные проводники, переходные отверстия, экраны, шины питания, контактные площадки или выступы для присоединения выводов элементов. Сохраняя все достоинства печатного монтажа, МПП имеют дополнительные преимущества:
![]() более высокая удельная плотность печатных проводников и контактных
более высокая удельная плотность печатных проводников и контактных
![]() площадок (20 и более слоев); уменьшение длины проводников, что обеспечивает значительное
площадок (20 и более слоев); уменьшение длины проводников, что обеспечивает значительное
повышение быстродействия (например, скорость обработки данных в ЭВМ);
![]() возможность экранирования цепей переменного тока;
возможность экранирования цепей переменного тока;
более высокая стабильность параметров печатных проводников под
воздействием внешних условий.
![]() Недостатки МПП: более жесткие допуски на размеры по сравнению с ОПП и ДПП; большая трудоемкость проектирования и изготовления; применение специального технологического оборудования; тщательный контроль всех операций; высокая стоимость и низкая ремонтопригодность.
Недостатки МПП: более жесткие допуски на размеры по сравнению с ОПП и ДПП; большая трудоемкость проектирования и изготовления; применение специального технологического оборудования; тщательный контроль всех операций; высокая стоимость и низкая ремонтопригодность.
Основные способы получения МПП классифицируют по методу создания электрических межслойных соединений (рис. 5.19).

Рис. 5.19. Основные способы получения МПП
В первой группе методов электрическая связь между проводниками, расположенными на различных слоях платы, осуществляется с помощью механических детелей: штифтов, заклепок, пистонов, упругих лепестков. МПП изготавливается из нескольких ДПП путем прессования, в отверстия вставляются предварительно облуженные штифты, которые затем под действием электрического тока, проходящего через штифт, разогреваются, образуя с помощью припоя электрическое соединение с печатными проводниками (рис. 5.20, а ). В отверстия могут вставляться также заклепки, пистоны, которые облуживаются по торцам и развальцовываются (рис. 5.20, б ). Соединения могут осуществляться по соприкасающимся фланцам пистонов, а также путем соединения предварительно отбортованных контактных площадок пистоном, что уменьшает размеры пакета (рис. 5.20, в ). Эти методы весьма трудоемки, плохо поддаются автоматизации и не обеспечивают высокого качества межслойных соединений.

Рис. 5.20. Межслойные соединения механическими деталями
Метод выступающих выводов характеризуется тем, что при его осуществлении межслойные соединения образуются за счет выводов, выполненных из полосок медной фольги, выступающих с каждого печатного слоя и проходящих через перфорированные отверстия в диэлектрических межслойных прокладках. Выводы отгибаются на наружную сторону МПП и закрепляются пайкой в специальных колодках. Метод включает следующие операции (рис.
5.21):
изготовление заготовок из стеклоткани и медной фольги (нарезка в размер); перфорирование стеклоткани;
![]() склеивание заготовок перфорированного диэлектрика с медной фольгой; получение защитного рисунка схемы отдельных слоев; травление меди с пробельных мест; прессование пакета МПП;
склеивание заготовок перфорированного диэлектрика с медной фольгой; получение защитного рисунка схемы отдельных слоев; травление меди с пробельных мест; прессование пакета МПП;
отгибка выводов на колодки и закрепление их;
![]() облуживание поверхности выводов, механическая обработка платы по контуру;
облуживание поверхности выводов, механическая обработка платы по контуру;
![]()
При данном методе используется более толстая медная фольга (до 80 мкм), платы допускают установку только ИМС с планарными выводами. Количество слоев не превышает 20. Преимущества метода — высокая жесткость и надежность межслойных соединений, недостатки — сложность механизации процесса разводки выступающих выводов и их закрепления на плате, а также установки навесных элементов.
Метод открытых контактных площадок основан на создании электрических межслойных соединений с помощью выводов навесных элементов или перемычек через технологические отверстия, обеспечивающие доступ к контактным площадкам, и включает следующие операции (рис. 5.22):
![]() получение заготовок фольгированного материала; нанесение защитного рисунка схемы на каждый слой; травление меди с пробельных мест и удаление резиста; пробивка отверстий в слоях; прессование пакета МПП;
получение заготовок фольгированного материала; нанесение защитного рисунка схемы на каждый слой; травление меди с пробельных мест и удаление резиста; пробивка отверстий в слоях; прессование пакета МПП;
облуживание контактных площадок, выполнение электрических
соединений.
В слоях вырубаются отверстия: для штыревых выводов круглые, для планарных прямоугольные. Для увеличения площади контакта диаметр площадок делают больше диаметра отверстий. МПП являются ремонтопригодными, так как допускается перепайка выводов ЭРЭ. Количество слоев — до 12.
Недостатки метода: возможность попадания клея на контактные площадки при склеивании слоев и трудоемкость его удаления скальпелем; трудность автоматизации процесса пайки выводов в углублениях; отсутствие электрической связи между слоями; низкая плотность монтажных соединений.
Метод металлизации сквозных отверстий
характеризуется тем, что собирают пакет из отдельных слоев фольгированного диэлектрика (внешних — одностороннего, внутренних — с готовыми печатными схемами) и межслойных склеивающихся прокладок, пакет прессуют, а межслойные соединения выполняют путем металлизации сквозных отверстий. Технологический процесс включает следующие операции (рис. 5.23): ![]() получение заготовок фольгированного диэлектрика и межслойных
получение заготовок фольгированного диэлектрика и межслойных
склеивающихся прокладок;
![]() получение рисунка печатной схемы внутренних слоев
получение рисунка печатной схемы внутренних слоев
![]() фотохимическим способом аналогично ДПП;
фотохимическим способом аналогично ДПП; ![]() пресование пакета МПП при температуре 160—180 С и давлении 2—
пресование пакета МПП при температуре 160—180 С и давлении 2—
![]() 5 МПа; сверление отверстий в пакете;
5 МПа; сверление отверстий в пакете;
получение защитного рисунка схемы наружных слоев фотоспособом; нанесение слоя лака;
подтравливание диэлектрика в отверстиях в смеси серной и
плавиковой кислот в соотношении 4:1 при
![]()
![]() температуре (60 5) С в течение 10—30 с. При этом растворяется смола стеклопластиков и стеклоткань склеивающих прокладок устранения следов наволакивания смолы, обнажения контактных площадок и увеличения площади контактирования; химическое меднение сквозных отверстий; удаление слоя лака;
температуре (60 5) С в течение 10—30 с. При этом растворяется смола стеклопластиков и стеклоткань склеивающих прокладок устранения следов наволакивания смолы, обнажения контактных площадок и увеличения площади контактирования; химическое меднение сквозных отверстий; удаление слоя лака;
гальваническое меднение отверстий и контактных площадок до
толщины 25—30 мкм в отверстиях; ![]() нанесение металлического резиста гальваническим путем (сплавы
нанесение металлического резиста гальваническим путем (сплавы
Sn—Pb, Sn—Ni); ![]() удаление защитного слоя рисунка и травление меди с пробельных
удаление защитного слоя рисунка и травление меди с пробельных
![]() мест; осветление (оплавление) металлического резиста;
мест; осветление (оплавление) металлического резиста;
механическая обработка МПП (снятие технологического припуска); контроль и маркировка.

![]() Качество МПП, изготовленных методом металлизации сквозных отверстий, в значительной мере зависит от надежности межслойных соединений — торцов контактных площадок с металлизированными отверстиями. Надежное соединение образуется при удалении со стенок отверстий пленки эпоксидной смолы, наволакиваемой при сверлении. Наиболее распространенный способ очистки отверстий перед металлизацией — химическое подтравливание диэлектрика стенок отверстий. Для этого используются растворы кислот или их смеси, однако смеси кислот склонны проявлять продукты травления в порах диэлектрика. За рубежом наибольшее распространение получил способ травления диэлектрика не в смеси кислот, а сначала в серной, а затем в плавиковой. При повышении температуры раствора с 30 до 60 С глубина подтравливания диэлектрика увеличивается от 2—5 до 40—50 мкм, а при увеличении времени воздействия травящего раствора с 1 до 5 мин глубина подтравливания растет от 25—50 до 100—120 мкм.
Качество МПП, изготовленных методом металлизации сквозных отверстий, в значительной мере зависит от надежности межслойных соединений — торцов контактных площадок с металлизированными отверстиями. Надежное соединение образуется при удалении со стенок отверстий пленки эпоксидной смолы, наволакиваемой при сверлении. Наиболее распространенный способ очистки отверстий перед металлизацией — химическое подтравливание диэлектрика стенок отверстий. Для этого используются растворы кислот или их смеси, однако смеси кислот склонны проявлять продукты травления в порах диэлектрика. За рубежом наибольшее распространение получил способ травления диэлектрика не в смеси кислот, а сначала в серной, а затем в плавиковой. При повышении температуры раствора с 30 до 60 С глубина подтравливания диэлектрика увеличивается от 2—5 до 40—50 мкм, а при увеличении времени воздействия травящего раствора с 1 до 5 мин глубина подтравливания растет от 25—50 до 100—120 мкм.
![]()
![]() В связи с тем, что для подтравливания используются агрессивные растворы (смесь горячих концентрированных кислот), требующие постоянного контроля и последующей нейтрализации обработанных заготовок, был предложен способ сухого плазменного травления. Он обеспечивает хорошую адгезию меди в отверстиях, короткий цикл обработки и отсутствие побочных эффектов. В качестве реагента используется низкотемпературная плазма из смеси газов, например кислорода и фреона при температуре 50—350 С и давлении 0,13—260 ГПа. Плазма содержит свободные радикалы (до 90) и ионы (1 %). Рекомендуется перед травлением предварительный подогрев плат до 50—70 С. Плазма превращает эпоксидную смолу в летучее вещество, легко удаляемое из отверстий. Никаких промывок и сушки при плазменном методе не требуется. Этот процесс сухой и полностью автоматизирован. При обработке каждая МПП помещается в пространство между двумя параллельно расположенными алюминиевыми пластинами—электродами. Электроды имеют отверстия, совпадающие с отверстиями в МПП.
В связи с тем, что для подтравливания используются агрессивные растворы (смесь горячих концентрированных кислот), требующие постоянного контроля и последующей нейтрализации обработанных заготовок, был предложен способ сухого плазменного травления. Он обеспечивает хорошую адгезию меди в отверстиях, короткий цикл обработки и отсутствие побочных эффектов. В качестве реагента используется низкотемпературная плазма из смеси газов, например кислорода и фреона при температуре 50—350 С и давлении 0,13—260 ГПа. Плазма содержит свободные радикалы (до 90) и ионы (1 %). Рекомендуется перед травлением предварительный подогрев плат до 50—70 С. Плазма превращает эпоксидную смолу в летучее вещество, легко удаляемое из отверстий. Никаких промывок и сушки при плазменном методе не требуется. Этот процесс сухой и полностью автоматизирован. При обработке каждая МПП помещается в пространство между двумя параллельно расположенными алюминиевыми пластинами—электродами. Электроды имеют отверстия, совпадающие с отверстиями в МПП.
Метод металлизации сквозных отверстий является основным и наиболее перспективным в производстве МПП, так как не имеет ограничения количества слоев, легко поддается автоматизации и обеспечивает наибольшую плотность печатного монтажа. Он позволяет изготавливать МПП, пригодные для размещения на них элементов с планарными и штыревыми выводами. Более 80 % всех МПП, производимых в мире, изготавливается этим методом.
Метод попарного прессования характеризуется тем, что внутренние слои МПП изготавливаются на одной стороне заготовки из двустороннего фольгированного диэлектрика, межслойные соединения — путем химикогальванической металлизации отверстий в заготовках, полученные слои прессуются, а рисунок на наружных сторонах платы выполняется комбинированным позитивным методом.
В конструкции МПП нет прямой электрической связи между внутренними слоями многослойной структуры, она осуществляется через внешние слои. Сложность переходов не дает возможности получить высокую плотность печатного монтажа. Число слоев МПП — не более четырех. Технологический процесс включает следующие операции (рис. 5.24):
![]() получение заготовок;
получение заготовок;
нанесение защитного рисунка схемы внутренних слоев; травление меди с пробельных мест и удаление защитного рисунка; выполнение межслойных электрических соединений между
внутренними и наружными слоями химико-
гальванической металлизацией; ![]() прессование пакета МПП (металлизированные отверстия переходов
прессование пакета МПП (металлизированные отверстия переходов
заполняются смолой во избежание
их разрушения при травлении); ![]() сверление отверстий и нанесение защитного рисунка схемы наружных
сверление отверстий и нанесение защитного рисунка схемы наружных
![]() слоев; химическое меднение сквозных отверстий;
слоев; химическое меднение сквозных отверстий;
гальваническое меднение и нанесение металлического резиста; травление меди на наружных слоях; осветление металлического резиста; механическая обработка; контроль, маркировка.
Попарным прессованием изготавливаются МПП, на которых размещаются навесные элементы с планарными и штыревыми выводами. Недостатки метода — низкая производительность, невозможность получения большого числа слоев и высокой плотности печатного монтажа.
Метод послойного наращивания характеризуется тем, что при его осуществлении межслойные соединения выполняют сплошными медными переходами (столбиками меди), расположенными в местах контактных площадок.
Технологический процесс включает следующие операции: получение заготовок стеклоткани и фольги; перфорирование диэлектрика;
наклеивание перфорированной заготовки диэлектрика на фольгу;
![]() гальваническая металлизация отверстия и химико-гальваническая
гальваническая металлизация отверстия и химико-гальваническая
![]() металлизация второй наружной поверхности заготовки; нанесение защитного рисунка схемы и травление меди;
металлизация второй наружной поверхности заготовки; нанесение защитного рисунка схемы и травление меди;
гальваническое наращивание меди в отверстиях и химико-гальваническая
![]() металлизация наружной поверхности диэлектрика; травление меди с пробельных мест;
металлизация наружной поверхности диэлектрика; травление меди с пробельных мест;
получение многослойной структуры путем многократного повторения
операций химико-гальванической металлизации и травления;
![]() напрессовывание диэлектрика; получение защитного рисунка печатного монтажа наружного слоя; травление меди с пробельных мест и облуживание припоем; механическая обработка; контроль и маркировка.
напрессовывание диэлектрика; получение защитного рисунка печатного монтажа наружного слоя; травление меди с пробельных мест и облуживание припоем; механическая обработка; контроль и маркировка.
Послойным наращиванием получают МПП, на которых размещают только навесные элементы с планарными выводами. Недостатком данного метода является нетехнологичность конструкции, так как нельзя использовать фольгированные диэлектрики и необходимо вести последовательный цикл изготовления многослойной структуры. Стоимость изготовления МПП высокая. Достоинства метода — возможность получения большого числа слоев (5 и более) и самые надежные межслойные контактные соединения. Результаты качественного сравнения МПП, изготовленных различными методами, приведены в табл. 5.8.
К базовым технологическим процессам получения МПП относятся прессование пакета , механическая обработка и контроль . Прессование пакета МПП является одним из самых важных процессов изготовления МПП, так как от качества его выполнения зависят электрические и механические характеристики готовой МПП. Технологический процесс прессования состоит из следующих операций: подготовка поверхности слоев перед прессованием; совмещение отдельных слоев МПП по базовым отверстиям и сборка пакета; прессование пакета.
Таблица 5.8 - Сравнительная характеристика методов изготовления МПП
![]()
| механи ческим и деталя ми |
попарн ым прессо ванием |
открыт ых контак тных площад ок |
выступ ающих выводо в |
послой ного наращи вания |
металл изацие й сквозн ых отверс тий |
|
| Количество слоев |
6 |
4 |
12 |
5 |
15 |
20 |
| Плотность печатного монтажа |
Н |
С |
Н |
С |
С |
В |
| Надежность межслойных соединений |
Н |
С |
В |
В |
В |
С |
| Стойкость к внешним воздействиям |
С |
С |
С |
В |
В |
С |
| Ремонтопригодность |
Н |
Н |
В |
С |
С |
Н |
| Технологическая себестоимость |
В |
С |
С |
В |
В |
С |
Примечание. Н — низкая; С — средняя; В — высокая.
Для подготовки поверхности слоев к прессованию применяют механическую зачистку абразивами, обезжиривание поверхности органическими растворителями и легкое декапирование фольги. При прессовании экранов с большими участками фольги ее поверхность оксидируют для лучшей адгезии при склеивании. Текстура наполнителя (прокладок из стеклоткани) должна быть равномерно пропитана смолой, иначе при травлении химические растворы проникают в свободные полости и снижают тем самым сопротивление изоляции.
Совмещение отдельных слоев МПП по базовым отверстиям осуществляют в специальном приспособлении (рис. 5.25), состоящем из верхней 1 и нижней плит 5 , изготовленных из стали. Толщина плит составляет 15—20 мм и зависит от габаритов изготавливаемой платы. Плиты шлифуют по обеим плоскостям, направляющие колонки 2 обеспечивают их полную параллельность. В торцах плит выполняют отверстия для термопар 4 . Габаритные размеры нижней плиты должны быть больше прокладочных листов на 30—50 мм с каждой стороны по периметру, так как. при прессовании возможно вытекание значительного количества смолы. Фиксирующие штыри 3 располагают через 100—150 мм по периметру платы в пределах технологического поля.
![]() Для прессования МПП используют специализированные многоярусные гидравлические прессы, оборудованные системами нагрева, охлаждения плит и поддержания температуры с точностью 3 С, регуляторами подачи давления с точностью порядка 3 %. Нагрев плит пресса осуществляют либо перегретым паром, либо электричеством. Для ускоренного охлаждения в плиты встраивают коллекторы для подачи проточной водопроводной воды.
Для прессования МПП используют специализированные многоярусные гидравлические прессы, оборудованные системами нагрева, охлаждения плит и поддержания температуры с точностью 3 С, регуляторами подачи давления с точностью порядка 3 %. Нагрев плит пресса осуществляют либо перегретым паром, либо электричеством. Для ускоренного охлаждения в плиты встраивают коллекторы для подачи проточной водопроводной воды.

1 – верхняя плита; 2 – 1 , 2 – нагрев; 3 – начало направляющая колонка; 3 – полимеризации ; 4 –
фиксирующий палец;4 – отверстие полимеризация под давлением; 5
для термопары; 5 – нижняя плита; – охлаждение
Рис. 5.25. Приспособление для
прессования пакета МПП Рис. .5.26. Режим прессования пакета МПП
На качество прессования существенно влияет текучесть смолы и время ее полимеризации. Основным фактором в процессе прессования является правильно выбранный момент приложения максимального давления. Если создать давление до начала полимеризации смолы, то значительное ее количество будет выдавлено, а если после полимеризации, то получается плохая проклейка слоев, что приводит к расслоению. При большой скорости возрастания температуры основные реакции отверждения проходят быстро, продукт получается хрупким, неоднородным, со значительными внутренними напряжениями. С уменьшением скорости нагрева механические свойства диэлектрика улучшаются.
![]()
![]()
![]() Сборку пакета МПП осуществляют в режимах "холодного" и "горячего" прессования. При первом режиме пресс-форму с МПП помещают между холодными плитами пресса, в котором происходит ее последующий нагрев до необходимой температуры со скоростью 15 С/мин. На первой стадии прессования создают незначительное давление на пакет (0,15—0,2 МПа), а когда смола загустевает при температуре 130—140 С, давление поднимают до 5—8 МПа. Окончательное отверждение продолжается в течение 40 мин, затем плиты пресса быстро охлаждают водой и, когда температура в пакете снизится до 40 С, пресс раскрывают и извлекают готовый пакет (рис. 5.26). При "горячем" прессовании плиты нагревают до 160—170 С, это ускоряет процесс прессования, дальнейший нагрев ведут со скоростью 15—50 С/мин.
Сборку пакета МПП осуществляют в режимах "холодного" и "горячего" прессования. При первом режиме пресс-форму с МПП помещают между холодными плитами пресса, в котором происходит ее последующий нагрев до необходимой температуры со скоростью 15 С/мин. На первой стадии прессования создают незначительное давление на пакет (0,15—0,2 МПа), а когда смола загустевает при температуре 130—140 С, давление поднимают до 5—8 МПа. Окончательное отверждение продолжается в течение 40 мин, затем плиты пресса быстро охлаждают водой и, когда температура в пакете снизится до 40 С, пресс раскрывают и извлекают готовый пакет (рис. 5.26). При "горячем" прессовании плиты нагревают до 160—170 С, это ускоряет процесс прессования, дальнейший нагрев ведут со скоростью 15—50 С/мин.
![]() Для снятия напряжений, возникающих в пакете в процессе прессования и вызывающих затем коробление платы, после обрезки облоя МПП подвергают дополнительной тепловой обработке. Для этого ее наглухо зажимают между двумя жесткими пластинами и помещают на 30—40 мин в термошкаф при температуре 120—130 С, затем оставляют в печи до медленного остывания.
Для снятия напряжений, возникающих в пакете в процессе прессования и вызывающих затем коробление платы, после обрезки облоя МПП подвергают дополнительной тепловой обработке. Для этого ее наглухо зажимают между двумя жесткими пластинами и помещают на 30—40 мин в термошкаф при температуре 120—130 С, затем оставляют в печи до медленного остывания.
Установленные режимы прессования требуют постоянной корректировки в зависимости от изменения технологических свойств склеивающихся прокладок стеклоткани. Поэтому стеклоткань периодически проверяют на содержание связующей смолы, ее текучести, времени полимеризации. Для более точного контроля времени приложения максимального давления при прессовании пакета измеряют электрическое сопротивление связующей смолы с помощью датчика, представляющего собой электроды в форме гребенки, полученной на фольгированном диэлектрике. Электрическое сопротивление падает с 105 МОм до 1 МОм в момент полного расплавления смолы, а затем растет в процессе ее полимеризации.
![]() Для прессования МПП применяют специализированные многоярусные гидравлические прессы, оборудованные системами нагрева и охлаждения плит, устройствами для регулирования технологических режимов. Прессы обеспечивают плоскостность и параллельность плит в пределах 0,1 мм, время нагрева плит до рабочей температуры 20 мин, точность поддержания температуры на их плоскости 3 С, давления
Для прессования МПП применяют специализированные многоярусные гидравлические прессы, оборудованные системами нагрева и охлаждения плит, устройствами для регулирования технологических режимов. Прессы обеспечивают плоскостность и параллельность плит в пределах 0,1 мм, время нагрева плит до рабочей температуры 20 мин, точность поддержания температуры на их плоскости 3 С, давления ![]() 3 %. Повышение производительности прессования достигается на автоматических линиях (например, модель S75 MRT -
3 %. Повышение производительности прессования достигается на автоматических линиях (например, модель S75 MRT -
372C-X-X-G фирмы Pasadena Hydraulies, США), в которых по заданной программе пресс-формы с обрабатываемыми пакетами МПП пневматическим автооператором перемещаются из позиции загрузки в нагретые плиты гидравлического пресса. Плиты сжимают пакеты в пресс-формах при низком давлении в течение заданного времени, а затем автоматически переключаются на высокое давление. В позицию загрузки устанавливается следующая партия прессформ. После выдержки заданного таймером времени полимеризации связующей смолы в пакетах МПП горячие и холодные плиты размыкаются, а автооператор перемещает прошедшие стадию полимеризации пакеты из горячих плит пресса в холодные для их остывания при заданном давлении. Одновременно на позицию прессования подается следующая пресс-форма из позиции загрузки, после чего плиты зажимаются и цикл повторяется.
5.10. ТЕХНОЛОГИЯ ПРОВОДНЫХ ПЛАТ
Применение МПП экономически оправдано лишь в серийном и крупносерийном производстве ЭА. В мелкосерийном производстве на этапе разработки опытных образцов применяются другие методы, основанные на оптимальном сочетании печатного и объемного монтажа. Характерными особенностями таких комбинированных методов являются использование ДПП, имеющих шины земли и питания, контактные площадки под навесные ЭРЭ и ИМС, металлизированные переходные и монтажные отверстия. Монтаж остальных электрических цепей осуществляют путем раскладки проводов на одной из плоскостей платы и создания контактных соединений с элементами ДПП путем сварки или пайки.
Таким образом, имея стандартную конструкцию ДПП, изготовленную комбинированным позитивным методом, с помощью проводного монтажа получают конструкцию, аналогичную 8- или 9-слойной МПП. При этом отпадает необходимость изготовления большого числа фотошаблонов, применения прессования и других операций, характерных для МПП, что значительно сокращает цикл изготовления конструкции.
К комбинированным методам монтажа относятся: многопроводной упорядоченный фиксируемыми проводами, многопроводной неупорядоченный, стежковый неупорядоченный.
![]() Многопроводной монтаж фиксируемыми проводами
заключается в упорядоченном прокладывании изолированных проводов на поверхности ДПП, закреплении их в слое адгезива и соединении с печатным монтажом с помощью металлизированных монтажных отверстий. Метод разработан фирмой Kollmorgen Corporation (США) и называется Multiwire. Материалом для изготовления многопроводных плат служит фольгированный диэлектрик, на поверхности которого субтрактивным методом получают печатный монтаж. На обезжиренные поверхности плат наносят адгезионный слой, состоящий из прокладочной стеклоткани СПТ-3-0.025 и клея ВК-32-200. Для монтажа применяют провод диаметром 0,1—0,2 мм в высокопрочной полиимидной изоляции (ПНЭТ-имид). Частичное отверждение адгезива осуществляется прессованием при температуре 90—100 С и давлении 0,5 МПа.
Многопроводной монтаж фиксируемыми проводами
заключается в упорядоченном прокладывании изолированных проводов на поверхности ДПП, закреплении их в слое адгезива и соединении с печатным монтажом с помощью металлизированных монтажных отверстий. Метод разработан фирмой Kollmorgen Corporation (США) и называется Multiwire. Материалом для изготовления многопроводных плат служит фольгированный диэлектрик, на поверхности которого субтрактивным методом получают печатный монтаж. На обезжиренные поверхности плат наносят адгезионный слой, состоящий из прокладочной стеклоткани СПТ-3-0.025 и клея ВК-32-200. Для монтажа применяют провод диаметром 0,1—0,2 мм в высокопрочной полиимидной изоляции (ПНЭТ-имид). Частичное отверждение адгезива осуществляется прессованием при температуре 90—100 С и давлении 0,5 МПа.
Укладку монтажного провода осуществляют с помощью специальной головки, оснащенной ультразвуковым прижимом 1 , ножом-отсекателем 2 , трубкой 3 для подачи провода (рис. 5.27). Наконечник прижима спрофилирован таким образом, что в процессе укладки удерживает провод 4 , утапливая его в адгезив 5 , на поверхности платы 6 на 0,5 диаметра.

Рис. 5.27. Схема укладки монтажного провода
Технологические режимы укладки провода: частота УЗК 44—45 кГц, амплитуда 10 мкм, давление 16—18 кПа. УЗ-колебания обеспечивают размягчение адгезива и утапливание в него провода. После окончания трассировки провода головка останавливается и провод отрезается ножом. Полное погружение проводников в слой адгезива и окончательное отвержение последнего происходит в результате прессования при температуре 180 С под давлением 1,0—1,5 МПа.
Плата с закрепленными в адгезиве монтажными проводами подается на операцию сверления. Монтажные отверстия сверлятся по программе таким образом, чтобы проводник в плате располагался по оси симметрии отверстия. Практически реализуется шаг координатной сетки 0,625 мм. В результате сверления возможно наволакивание диэлектрических материалов на торцы проводов. Поэтому необходима операция гидроабразивной очистки отверстий, которая проводится особо тщательно, так как вскрытая площадь при сверлении торцов монтажного провода достаточно мала.
Операцией, определяющей надежность электрического соединения проводного и печатного монтажа, является химико-гальваническая металлизация отверстий. Если на наружных слоях платы печатный монтаж не предусмотрен, то ее перед сверлением и металлизацией защищают технологическим лаком. Если печатный монтаж необходим, то применяют полуаддитивный метод
На одной стороне многопроводной платы можно разместить несколько слоев проводного монтажа, чередуя нанесение адгезива и раскладку проводов. Существенные недостатки метода — невысокая надежность монтажных соединений провода с металлизированными отверстиями, необходимость применения адгезива, высокая трудоемкость монтажа. Достоинства метода — высокая точность двустороннего монтажа с пересечением проводов, оперативное внесение изменений в монтаж, автоматизация трассировки проводов.
Для повышения надежности межслойных соединений разработан вариант многопроводного метода, отличающийся тем, что соединения объемных проводов и печатного монтажа осуществляются путем пайки проводов к монтажным площадкам, так как адгезионный слой наносится через трафарет и не закрывает отверстия и контактные площадки. Пайка выполняется монтажной головкой с программным управлением, ее производительность 300—400 точек в час. Метод экономичен при производстве плат в количестве 500—1000 шт/год.
Суть многопроводного неупорядоченного монтажа незакрепленными проводами заключается в произвольном прокладывании изолированных монтажных проводов на поверхности ДПП и образовании контактных соединений с печатным монтажом путем пайки или сварки. К этим методам относятся методы Tiers (пайкой) и Stitch-Wire (сваркой соединений), разработанные фирмами США. В отличие от метода Multiwire провода 1 (рис. 5.28) не приклеиваются к основанию платы 2 , а остаются свободными и соединяются с монтажными площадками 4 указанными выше методами. В отверстия плат могут монтироваться элементы 3 .

Рис. 5.28. Схема проводного монтажа Рис. 5.29. Схема сварки незакрепленными проводами монтажных проводов
Достоинства метода — простота изготовления, ремонтопригодность, автоматизация трассировки и пайки проводников, высокая точность монтажа. Недостатки — односторонняя установка ЭРЭ и ИМС, необходимость дополнительных контактных площадок, большая степень свободы монтажных проводов.
Для изготовления специальной ЭА, устойчивой к ударам и вибрациям, применяется метод Stitch-Wire, в котором монтажные соединения выполняются сваркой. Это потребовало внесения в конструкцию платы некоторых специальных элементов. Так, для монтажа применяется одножильный никелевый провод диаметром 0,25 мм во фторопластовой изоляции, а контактные площадки выполнены из нержавеющей стали, что обеспечивает необходимую точность и коррозионную стойкость контактного соединения. С этой целью на диэлектрическую основу с обеих сторон наносят фольгу из нержавеющей стали толщиной 76 мкм, на которой с внутренней стороны нанесен слой меди толщиной 35—50 мкм, а с наружной — тонкий слой никеля. Медное покрытие под стальными монтажными площадками выполняет функции теплоотвода (рис. 5.29.). Разводка соединений осуществляется методом параллельного электрода с подачей импульса тока длительностью 2,5 мс. В процессе сварки провод 2 подается через трубчатый электрод 3 и прижимается к монтажной площадке с некоторым усилием. Под давлением происходит удаление изоляции, сплющивание провода и образование контакта. Нижний электрод 1 подводится к монтажной площадке с противоположной стороны. При кратковременном импульсе выделение теплоты невелико, что не оказывает влияния на прочность сцепления стальной фольги с основанием платы.
![]() Стежковый монтаж
заключается в прокладывании изолированных проводов по кратчайшим расстояниям по поверхности ДПП и в монтажных отверстиях с образованием петель и последующим подпаиванием их к контактным площадкам платы. Процесс осуществляется на станках с ЧПУ, а в качестве инструмента применяют иглу из нержавеющей стали, которая имеет внутренний диаметр, превышающий диаметр провода ПЭВТЛК 0,1—0,2 мм на 0,08—0,1 мм, а также скос с углом заточки 50—75, длину 25—35 мм.
Стежковый монтаж
заключается в прокладывании изолированных проводов по кратчайшим расстояниям по поверхности ДПП и в монтажных отверстиях с образованием петель и последующим подпаиванием их к контактным площадкам платы. Процесс осуществляется на станках с ЧПУ, а в качестве инструмента применяют иглу из нержавеющей стали, которая имеет внутренний диаметр, превышающий диаметр провода ПЭВТЛК 0,1—0,2 мм на 0,08—0,1 мм, а также скос с углом заточки 50—75, длину 25—35 мм.
![]() Игла, проходя через монтажное отверстие, прокалывает пакет резиновых прокладок, которые задерживают провод при обратном ходе иглы (рис. 5.30, а
). После трассировки резиновые прокладки стягивают с петель и проводят их лужение групповым методом в ванне припоя при температуре 350 10 С в течение 5—6 с (рис. 5.30, б
). Кабельная бумага предохраняет поверхность ДПП при лужении и удаляется после выполнения операции. Подгибку и пайку петель на контактные площадки (рис. 5.30, в
) осуществляют вручную паяльником или на станках с ЧПУ.
Игла, проходя через монтажное отверстие, прокалывает пакет резиновых прокладок, которые задерживают провод при обратном ходе иглы (рис. 5.30, а
). После трассировки резиновые прокладки стягивают с петель и проводят их лужение групповым методом в ванне припоя при температуре 350 10 С в течение 5—6 с (рис. 5.30, б
). Кабельная бумага предохраняет поверхность ДПП при лужении и удаляется после выполнения операции. Подгибку и пайку петель на контактные площадки (рис. 5.30, в
) осуществляют вручную паяльником или на станках с ЧПУ.

1 – провод; 2 – игла; 3 – плата; 4 – кабельная бумага; 5 – пакет резиновых прокладок; 6 – защитная пластина Рис. 5.30. Схема стежкового монтажа
Установка "Аракс" имеет координатный стол, перемещающийся с шагом
![]()
![]() 0,025 мм и максимальной скоростью 10 мм/с. Она позволяет вести стежковый монтаж на платах размерами 350 450 мм. Достоинства метода — снижение трудоемкости в 2—3 раза по сравнению с методами изготовления МПП, сокращение времени выпуска конструкторской документации с 30 дней для 6—8слойной МПП до 5—6 дней, брак не превышает 5 %.
0,025 мм и максимальной скоростью 10 мм/с. Она позволяет вести стежковый монтаж на платах размерами 350 450 мм. Достоинства метода — снижение трудоемкости в 2—3 раза по сравнению с методами изготовления МПП, сокращение времени выпуска конструкторской документации с 30 дней для 6—8слойной МПП до 5—6 дней, брак не превышает 5 %.
Несмотря на то что отдельные операции стежкового монтажа автоматизированы, в целом производительность процесса невелика, так как каждая операция требует продолжительного ручного труда при сборке и разборке различных приспособлений.
Дальнейшим развитием проводного монтажа явилась разработка плат третьего поколения без печатного монтажа. Основанием таких плат является лист толщиной 0,5—2 мм из проводящего материала (стали, алюминиевого сплава и т. д.), который выполняет роль теплоотвода от микросхем и является шиной с нулевым потенциалом. В основании платы выполнены пазы, заполненные эластичным материалом, через который пропущены тонкие изолированные провода марки ПЭВТЛК (рис. 5.31). Между пазами установлены на теплопроводный клей микросхемы с планарными и штыревыми выводами с шагом 2,5; 1,25 и 1 мм, а также другие ЭРЭ.

1 – паяное соединение; 2 – вывод; 3 – элемент; 4 – контактная площадка; 5 – диэлектрический материал; 6 – проводящее основание; 7 – провод
Рис. 5.31. Фрагмент конструкции теплопроводящей платы проводного монтажа
Преимущества плат с теплоотводом перед МПП:
улучшение теплоотвода в 2—3 раза; увеличение надежности работы, так как снижение температуры корпуса
![]()
![]() ИМС на 10 С увеличивает надежность ее работы в 1,5—2 раза; повышение быстродействия из-за высокой тактовой частоты (65—100 МГц) благодаря мощным шинам питания и хорошей электрической развязке ИМС по питанию; отсутствие выброса химических стоков, содержащих тяжелые металлы
ИМС на 10 С увеличивает надежность ее работы в 1,5—2 раза; повышение быстродействия из-за высокой тактовой частоты (65—100 МГц) благодаря мощным шинам питания и хорошей электрической развязке ИМС по питанию; отсутствие выброса химических стоков, содержащих тяжелые металлы
![]() (медь, никель, свинец, железо и др.), что в 20 раз экологически менее опасно; снижение затрат на разработку плат в 2 раза, производственных площадей в 5 раз.
(медь, никель, свинец, железо и др.), что в 20 раз экологически менее опасно; снижение затрат на разработку плат в 2 раза, производственных площадей в 5 раз.
Новым направлением в технике монтажа является применение тканых коммутационных устройств (ТКУ), представляющих собой тканый материал, изготовленный из электропроводящих и диэлектрических нитей, с закрепленными на нем ЭРЭ и ИМС. В общем виде ТКУ (рис. 5.32) представляет собой однослойное или многослойное изоляционное поле 1 , изготовленное из диэлектрических нитей. С двух сторон поля во взаимно перпендикулярных направлениях по координатам x и y проложены электропроводящие нити 2 и 3 , которые на наружной поверхности в заданных точках образуют монтажные узлы 4 , выполняющие электрические соединения между отдельными электропроводящими нитями. На наружной поверхности поля сформированы контактные площадки 6 , петли 5 , служащие для присоединения выводов ЭРЭ, и удлиненные выводы 7 , необходимые для подсоединения к разъемам.

Рис. 5.32. Тканое коммутационное устройство
ТКУ изготавливаются на ткацких автоматах, дополнительно снабженных механизмами подачи и натяжения электропроводящих и диэлектрических нитей, а также петлеобразования. После изготовления ТКУ им придают жесткость. Применяются следующие способы фиксирования тканой структуры:
тепловая обработка продувкой горячим воздухом или паром с температурой
![]() 180—220 С для размягчения термопластичных тканей и последующей фиксации структуры;
180—220 С для размягчения термопластичных тканей и последующей фиксации структуры;
![]() оплавление исходного материала тканей для герметизации кромок,
оплавление исходного материала тканей для герметизации кромок,
![]() отверстий, контактных площадок; компаундирование путем заливки сеточной структуры пластмассами с
отверстий, контактных площадок; компаундирование путем заливки сеточной структуры пластмассами с
![]()
![]() целью повышения механической жесткости и прочности ТКУ; пластифицирование — заливка структуры составами на основе кремнийорганических каучуков для придания гибкости, эластичности, химической стойкости и повышения климатической стойкости; формование — тепловой нагрев ткани с целью придания ей определенной
целью повышения механической жесткости и прочности ТКУ; пластифицирование — заливка структуры составами на основе кремнийорганических каучуков для придания гибкости, эластичности, химической стойкости и повышения климатической стойкости; формование — тепловой нагрев ткани с целью придания ей определенной
пространственной формы и ее стабилизации.
![]() Соединение электрических проводников в контактных узлах и присоединение навесных ЭРЭ осуществляются контактной микросваркой. ТКУ имеют электрическое сопротивление проводящих нитей не более 0,1 Ом, прочность изоляции до 1000 В, электрическое сопротивление изоляции 10—12 МОм, температурный диапазон –50…+65 С, затухание 110—120 дБ, электрическую емкость между электропроводящими нитями 33—38 пФ.
Соединение электрических проводников в контактных узлах и присоединение навесных ЭРЭ осуществляются контактной микросваркой. ТКУ имеют электрическое сопротивление проводящих нитей не более 0,1 Ом, прочность изоляции до 1000 В, электрическое сопротивление изоляции 10—12 МОм, температурный диапазон –50…+65 С, затухание 110—120 дБ, электрическую емкость между электропроводящими нитями 33—38 пФ.
Функционально ТКУ подразделяются на четыре группы: конструктивы, платы, кабели и соединители (рис. 5.33). Каждая структура может быть одно- или многослойной с двухкоординатным, внутримодульным, внутриблочным или межблочным расположением нитей. Особенности технологии позволяют получать как гибкие и эластичные, так и жесткие коммутационные устройства плоской или объемной формы.

Рис. 5.33. Классификация ТКУ
С экономической точки зрения производство ТКУ при существующем уровне развития текстильной промышленности в 5—6 раз дешевле по сравнению с печатным и проводным монтажом за счет того, что трудоемкость снижается в 5— 6 раз, затраты на материалы — в 7, а на оборудование — в 5 раз. Экономятся цветные и дорогостоящие металлы, химреактивы и т. д. ТКУ имеют высокую гибкость формы, что позволяет формировать блоки заданной конфигурации и значительно меньшей массы. ТКУ имеют высокую надежность в условиях повышенных механических и климатических воздействий. К недостаткам метода относятся невысокая точность изготовления коммутационных полей, трудоемкость присоединения элементов и низкая ремонтопригодность.
6. ТЕХНОЛОГИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ
6.1. МЕТОДЫ СОЗДАНИЯ МОНТАЖНЫХ СОЕДИНЕНИЙ
Методы создания электрических соединений основаны на непосредственном контактировании соединяемых материалов и использовании промежуточных материалов в зоне соединения (рис. 6.1). Непосредственное контактирование соединяемых материалов осуществляют под воздействием давления (холодная сварка, накрутка, обжимка), теплоты и давления (различные методы сварки), давления и физического воздействия (УЗ-сварка). Соединения с промежуточными материалами в виде присадок припоя (пайка) или токопроводящего клея (склеивание) выполняют под действием давления и теплоты.

Рис. 6.1. Классификация методов выполнения электрических соединений
Основные требования, предъявляемые к электрическим соединениям при монтаже ЭА:
![]() минимальное электрическое переходное сопротивление в зоне контакта; механическая прочность, близкая к прочности соединяемых материалов; стабильность электрических и механических параметров во времени при
минимальное электрическое переходное сопротивление в зоне контакта; механическая прочность, близкая к прочности соединяемых материалов; стабильность электрических и механических параметров во времени при
внешних воздействиях;
![]() высокая надежность и долговечность в заданных условиях эксплуатации; экономичность и производительность процесса создания; легкость и достоверность контроля качества.
высокая надежность и долговечность в заданных условиях эксплуатации; экономичность и производительность процесса создания; легкость и достоверность контроля качества.
Низкое электрическое переходное сопротивление и высокая механическая стабильность соединений достигаются за счет сил атомной связи, при которой атомы контактирующих металлов, оставаясь в узлах кристаллической решетки, отдают со своих внешних оболочек электроны, коллективизируемые в виде электронного газа. Для возникновения металлической связи необходимо атомы металлов сблизить до расстояния 1—10 нм и ввести энергию в зону соединения. Энергия может быть введена посредством нагрева, давления или трения. При нагреве с ростом температуры увеличивается подвижность атомов, а с появлением жидкой фазы значительно возрастает скорость диффузии.
Давление необходимо для сближения взаимодействующих металлических поверхностей на расстояния, при которых действуют силы Ван-дер-Ваальса. При степени деформации больше 50 % благодаря диффузии возникает металлическая связь. При перемещении механических поверхностей относительно друг друга в процессе трения в месте соприкосновения макровыступов поверхности создаются высокие удельные давления, которые приводят к пластическому течению или расплавлению металла.
Серьезным препятствием для контактирования являются жировые пленки и химические оксиды на поверхности соединяемых металлов. Удаление этих пленок химическими (флюсованием, обезжириванием) или физическими (ультразвуком, плазменной очисткой) методами является неотъемлемой частью процесса образования соединения.
Наиболее важным показателем электрических соединений является переходное электрическое (контактное ) сопротивление . Если сравнить падение напряжение в трех случаях: в сплошном проводнике на участке АВ (рис. 2.2), в зоне контакта двух соединенных непосредственно друг с другом материалов и в зоне контакта через промежуточный материал, то окажется, что оно будет различным.
Для сплошного проводника электрическое сопротивление постоянному току Rv определяется на основании известного закона Ома. Для двух соединенных металлических проводников одинакового сечения и материала электрическое сопротивление контакта
![]() к пер
к пер
где R пер — переходное электрическое сопротивление. В этом случае гомогенную связь между материалами нарушают различные поверхностные неровности и оксидные пленки в месте контакта и переходное сопротивление складывается из сопротивления оксидных пленок R п и сопротивления сужению R c :
R
пер ![]() с
с
Сопротивление сужению возникает вследствие неровности поверхности контакта, наличия дефектов в зоне контакта и стягивания линий тока.
Для электрического соединения через промежуточный материал контактное сопротивление складывается из следующих составляющих:
![]() R
к R
v
2R
пер
R
к R
v
2R
пер![]() R
м, ,
R
м, ,
где R м — электрическое сопротивление слоя промежуточного материала.
![]()
Рис. 2.2. Схема измерения падения напряжения в зоне контакта:
Поскольку отношение удельных электрических сопротивлений оловянносвинцовых припоев и медного проводника ![]() 8 10, то контактное сопротивление паяного соединения выше, чем соединения с непосредственным контактированием. С учетом этого расчет паяного соединения на токовую нагрузку проводится в наиболее "тяжелом" варианте, т. е. считается, что весь ток проходит через припой. Для круглых деталей, соединяемых встык при D
2
> D
1
(рис. 6.3, а
), диаметр припоя в соединении рассчитывается так:
8 10, то контактное сопротивление паяного соединения выше, чем соединения с непосредственным контактированием. С учетом этого расчет паяного соединения на токовую нагрузку проводится в наиболее "тяжелом" варианте, т. е. считается, что весь ток проходит через припой. Для круглых деталей, соединяемых встык при D
2
> D
1
(рис. 6.3, а
), диаметр припоя в соединении рассчитывается так:
D
пр ![]() D
1 ,
D
1 ,
где D 1 — диаметр соединяемого проводника.
Сравнительная характеристика параметров электрических соединений, выполненных различными методами, приведена в табл. 6.1.
Паяные электрические соединения нашли самое широкое применение при монтаже ЭА благодаря следующим достоинствам: низкому и стабильному электрическому сопротивлению, широкой номенклатуре соединяемых металлов, легкости автоматизации, контроля и ремонта. Недостатки паяных соединений связаны с высокой стоимостью используемых цветных металлов, необходимостью удаления остатков флюса, низкой термостойкостью.
Сварные электрические соединения по сравнению с паяными имеют следующие преимущества: более высокая механическая прочность, отсутствие присадочного материала, меньшая площадь контакта. К недостаткам следует отнести: критичность при выборе сочетаний материалов, увеличение переходного сопротивления из-за образования интерметаллидов, сложность группового контактирования и ремонта.

![]() а
стыковое; б
нахлесточное
а
стыковое; б
нахлесточное
Рис. 6.3. Соединения пайкой:
Табл. 6.1. Параметры электрических соединений
| Вид соединения |
Переходное сопротивлени е R пер , мОм |
Прочност ь Р , МПа |
Интенсивнос ть отказов 1·10-9, ч–1 |
Тепловое сопротивлени е
|
| Сварка |
0,01—1 |
100—500 |
0,1—3,0 |
0,001 |
| Накрутка |
1—2 |
60—80 |
0,2—0,5 |
0,0005 |
| Пайка |
2—5 |
40—50 |
1—10 |
0,002 |
| Обжимка |
1—10 |
20—50 |
2—5 |
0,001 |
| Токопроводящи м клеем |
(1—10) Ом·м |
5—10 |
50 |
5,0 |
Электрические соединения, основанные на пластической деформации элементов в холодном состоянии (накрутка и обжимка), характеризуются высокой механической прочностью, низким переходным электрическим сопротивлением, легкостью механизации, экономичностью и надежностью при эксплуатации. К недостатками относятся: необходимость специальных контактирующих элементов, увеличенная площадь контакта.
Накрутка — это соединение оголенного провода со штыревым выводом, имеющим острые кромки, путем навивки провода на вывод с определенным усилием. При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку и образуя газонепроницаемое соединение. Концентрация напряжений в зоне контакта и значительное давление (до 15—20 МПа) обусловливают взаимную диффузию металлов, что способствует повышению надежности соединений.
Обжимка представляет собой способ образования контактного соединения под действием сильной пластической деформации соединяемых элементов. Вследствие холодной текучести контактирующих поверхностей между соединяемыми материалами образуется газо- и вибростойкое соединение.
Токопроводящие клеи в отличие от припоев отверждаются при более низких температурах, что не вызывает изменения структуры соединяемых материалов. Токопроводящие клеи — контактолы — относятся к гетерогенным структурам, в которых связующим являются различные смолы, а наполнителем — порошки серебра, золота, палладия, никеля, меди, графита. Основную массу таких клеев приготавливают на основе эпоксидных, уретановых, силиконовых композиций.
Контактолы применяются при монтаже ЭА в тех случаях, когда пайка невозможна, так как нагрев ведет к повреждению термочувствительных компонентов, а также в труднодоступных местах сборочных единиц и блоков (например, для присоединения кристаллов и подложек ИМС к корпусам, при ремонте печатных плат, при заземлении компонентов, в СВЧ-устройствах). Контактолы имеют низкое удельное объемное электрическое сопротивление и стабильные электрические свойства при эксплуатации в жестких климатических условиях. Клеи типа К-8, К-12 применяются для соединения палладиевых, серебряных и медных поверхностей; К-16, К-17 — покрытых припоем ПОС 61 и ПСрОС3-58, ТПК-3 — диэлектрических и металлических поверхностей. Недостатками данного вида соединений являются высокое электрическое сопротивление контакта, низкие термостойкость и надежность.
Для посадки кристаллов ИМС на основания используют токопроводящие пасты. При автоматизированной сборке кристаллов больших размеров токопроводящие пасты обеспечивают высокую производительность, низкую стоимость, невысокую температуру процесса.
![]()
![]() Токопроводящая композиция на основе клея ВК-32-200 содержит 30—35 % никелевого порошка с размером частиц менее 10 мкм и 0,3—0,45 % порошка монокристаллического кремния с размером частиц 0,5—2 мкм. Удельное объемное сопротивление композиции составляет (1,5—2)·104
Ом·см, предел прочности соединений на разрыв 10—15 МПа. Недостатком данной композиции является изменение ее прочностных свойств при последующих операциях (термокомпрессионная разварка выводов), а также сложность поддержания однородного состава в процессе приклеивания. Лучшие характеристики имеют токопроводящие композиции с металлическим наполнителем — порошком серебра. Так, композиция Ablebond 84 фирмы Ablestik имеет удельное сопротивление 110-4
Омсм, предел прочности соединений на разрыв — до 26 МПа.
Токопроводящая композиция на основе клея ВК-32-200 содержит 30—35 % никелевого порошка с размером частиц менее 10 мкм и 0,3—0,45 % порошка монокристаллического кремния с размером частиц 0,5—2 мкм. Удельное объемное сопротивление композиции составляет (1,5—2)·104
Ом·см, предел прочности соединений на разрыв 10—15 МПа. Недостатком данной композиции является изменение ее прочностных свойств при последующих операциях (термокомпрессионная разварка выводов), а также сложность поддержания однородного состава в процессе приклеивания. Лучшие характеристики имеют токопроводящие композиции с металлическим наполнителем — порошком серебра. Так, композиция Ablebond 84 фирмы Ablestik имеет удельное сопротивление 110-4
Омсм, предел прочности соединений на разрыв — до 26 МПа.
6.2. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ПАЙКИ
Пайкой называется процесс соединения материалов в твердом состоянии путем введения в зазор легкоплавкого металла — припоя, взаимодействующего с основными материалами и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва.
Для образования качественного паяного соединения необходимо:
![]() подготовить поверхности соединяемых деталей; активировать материалы и припой; удалить оксидные пленки в зоне контакта;
подготовить поверхности соединяемых деталей; активировать материалы и припой; удалить оксидные пленки в зоне контакта;
обеспечить взаимодействие на межфазной границе раздела; создать условия для кристаллизации жидкой металлической прослойки.
Подготовка поверхностей деталей к пайке включает механическую, химическую или электрохимическую очистки от оксидов, загрязнений органического и минерального происхождения, а также нанесение покрытий, улучшающих условия пайки или повышающих прочность и коррозионную стойкость паяных соединений.
Удаление продуктов коррозии и оксидных пленок механическим способом производят с помощью режущего инструмента (напильника, шлифовального круга, шабера), а также наждачной бумаги, проволочной сетки. Для повышения производительности при обработке протяженных или сложнопрофилированных изделий применяют гидроабразивную очистку с помощью струи жидкости или вращающихся щеток из синтетического материала с добавлением в моющий состав абразивных частиц. Образование шероховатой поверхности после механической обработки способствует увеличению растекания припоя, так как риски на поверхности являются мельчайшими капиллярами.
Удаление поверхностных пленок, препятствующих смачиванию расплавленным припоем, осуществляется как химическими, так и электрохимическими способами. Химическое обезжиривание деталей проводят в 5 % -м растворе щелочи или в органических растворителях (ацетон, бензин, спирт, четыреххлористый углерод), спиртобензиновых и спиртофреоновых смесях путем протирки, погружения, распыления, обработки в паровой фазе или ультразвуковой ванне.
Для ультразвукового обезжиривания используют ванны УЗВ-0,1, УЗВ-0,25, УЗВ-0,4, работающие на частотах 18—22 кГц в докавитационном режиме, который обеспечивает получение интенсивных микропотоков в моющей жидкости, что гарантирует высокое качество очистки мелких деталей и ускоряет процесс в 5—10 раз.
Толстые слои оксидных пленок удаляют травлением в растворах кислот или щелочей. Состав раствора определяется видом металла, толщиной оксидной пленки и требуемой скоростью травления. Электрохимическое травление ускоряет процесс растворения оксидных пленок и проводится при плотности тока 2—5 А/дм2 . После травления детали тщательно промывают в нейтрализующих растворах.
Очищенные детали необходимо немедленно направлять на сборку и пайку,
так как паяемость меди сохраняется 3—5 сут, а серебра 10—15 сут. Поэтому для обеспечения межоперационного хранения деталей и компонентов ЭА на их поверхности наносят металлические покрытия, которые улучшают процесс смачивания припоем и сохраняют паяемость в течение длительного времени. В качестве таких покрытий используют легкоплавкие припои (ПОС 61, ПОСВ 33 и др.), сплавы олова с висмутом или никелем, золото, серебро, палладий и другие металлы, которые наносят погружением в расплав, гальваническим или термовакуумным осаждением, а также плакированием. При первом методе погружение производят в расплавы припоев после предварительного флюсования. Гальванические покрытия благородными металлами наносят толщиной 3—6 мкм, остальными — 6—9 мкм. Пленки, полученные термовакуумным осаждением, отличаются высокой равномерностью, отсутствием окисления покрытия, однако имеют малую толщину (0,1—1,0 мкм). Плакирование осуществляется совместной прокаткой паяемого металла и металла покрытия; при этом обеспечивается равномерная толщина покрытия (100—150 мкм). После выполнения подготовительных операций или межоперационного хранения контролируется пригодность деталей к пайке путем оценки паяемости.
Активация паяемых поверхностей необходима для физико-химического взаимодействия атомов основного металла и припоя. Поскольку главным фактором образования паяного соединения является тепловая активация паяемых поверхностей, то способ нагрева определяет классификацию методов пайки (рис.6.4).

Рис.6.4. Классификация способов нагрева при пайке
Существуют три способа переноса энергии в форме теплоты: теплопроводностью, конвекцией и излучением. Перенос теплоты при пайке паяльником осуществляется за счет теплопроводности паяльного жала, которое служит аккумулятором теплоты, выделяемой нагревателем.
![]() Скорость нагрева паяльником зависит от температуры жала и количества теплоты, аккумулированного жалом (4—8 кДж). Удельная мощность, выделяемая в зоне пайки деталей паяльником, не превышает 1104
Вт/м2
.
Скорость нагрева паяльником зависит от температуры жала и количества теплоты, аккумулированного жалом (4—8 кДж). Удельная мощность, выделяемая в зоне пайки деталей паяльником, не превышает 1104
Вт/м2
.
Пайка расплавленным припоем осуществляется путем контакта паяемых деталей с обширной поверхностью расплава, аккумулирующего значительно большее количество теплоты, чем паяльник, поэтому удельная мощность при этом достигает 106 Вт/м2 , что сокращает время пайки.
При газопламенном нагреве пламя горелки является конвективным теплообменным источником нагрева. Для газопламенной пайки, сварки, резки мелких деталей с высокой температурой плавления применяют аппараты с водородной микрогорелкой, в основу работы которых положен принцип электролиза воды электрическим током. Аппарат представляет собой настольный переносной прибор, состоящий из электролизера, смесителей, дополнительного смесителя, панели управления, горелки. Для увеличения проводимости в дистиллированную воду добавляют химически чистый едкий калий. В результате прохождения электрического тока из раствора выделяются водород и кислород. В смесителе после прохождения через водный затвор смесь насыщается парами бензина (спирта или ацетона) и поступает в горелку. Управление электролизом воды осуществляется с помощью электронного регулятора мощности. Горелка формирует необходимый факел пламени и снабжается быстросъемными наконечниками. При газопламенном нагреве возможен пережог деталей, окисление припоя вследствие неравномерности температурного поля в зоне нагрева.
Более перспективны бесконтактные способы нагрева паяемых деталей различными видами излучений. При пайке излучением высокой частоты (ВЧ) в деталях индуцируются токи, которые проходят главным образом в поверхностном слое толщиной δ и разогревают детали до необходимой температуры. Глубина проникновения токов ВЧ
![]() 503 ( f
) ,
503 ( f
) ,
где ρ , μ — соответственно удельное электрическое сопротивление и
магнитная проницаемость металла; f — частота тока.
Поскольку глубина проникновения зависит от частоты, то для толстостенных деталей (2—5 мм) применяют низкочастотный нагрев (66 кГц), для тонкостенных
— ВЧ-нагрев (440; 1760 кГц). Скорость нагрева пропорциональна ![]() , удельная мощность в зоне нагрева составляет 106
—108
Вт/м2
.
, удельная мощность в зоне нагрева составляет 106
—108
Вт/м2
.
Технологической оснасткой при ВЧ-пайке является индуктор, представляющий собой катушку из нескольких витков полой медной трубки, по которой в процессе нагрева интенсивно прокачивается охлаждающая жидкость — вода. Витки индуктора располагаются вблизи нагреваемых деталей (рис. 6.5).
Эффективность нагрева повышается, если в зоне нагрева образовать электрический короткозамкнутый контур с малым удельным электрическим сопротивлением, расположенный вдоль паяемого соединения и выполненный в виде локального покрытия (медного, серебряного) толщиной 20—30 мкм либо специальной оправки.

![]()
![]() 1, 4
детали; 2
припой; 3
индуктор; D
и
,D
д
диаметр индуктора и детали
1, 4
детали; 2
припой; 3
индуктор; D
и
,D
д
диаметр индуктора и детали
Рис. 6.5. Схема нагрева токами ВЧ:
![]() Воздействие СВЧ-излучения мощностью 5—10 Вт на атмосферу рабочего газа (аргона) приводит к его ионизации, что дает возможность получать плазменный стержень тлеющего разряда диаметром 0,1—10 мм с температурой до 1000 С. СВЧ-излучение от магнетронного генератора непрерывного действия мощностью 5—10 Вт возбуждают в волноводно-коаксиальном тракте, в который подают аргон с небольшой добавкой водорода со скоростью 1—5 л/мин. С помощью плазменного стержня практически безынерционно можно вести пайку планарных выводов микросхем к контактным площадкам плат. Недостатком метода является значительный градиент температур как по длине стержня, так и в радиальном направлении.
Воздействие СВЧ-излучения мощностью 5—10 Вт на атмосферу рабочего газа (аргона) приводит к его ионизации, что дает возможность получать плазменный стержень тлеющего разряда диаметром 0,1—10 мм с температурой до 1000 С. СВЧ-излучение от магнетронного генератора непрерывного действия мощностью 5—10 Вт возбуждают в волноводно-коаксиальном тракте, в который подают аргон с небольшой добавкой водорода со скоростью 1—5 л/мин. С помощью плазменного стержня практически безынерционно можно вести пайку планарных выводов микросхем к контактным площадкам плат. Недостатком метода является значительный градиент температур как по длине стержня, так и в радиальном направлении.
Инфракрасное (ИК ) излучение применяют для бесконтактного нагрева деталей в различных средах: на воздухе, в контролируемой атмосфере, в вакууме. Инфракрасное тепловое излучение находится в диапазоне длин волн 0,76—
![]() 1000 мкм, однако наибольшая эффективность (75 %) приходится на коротковолновый поддиапазон 0,75—3,0 мкм. Падающее на паяемую поверхность ИК-излучение вследствие поглощения незначительно проникает вглубь металла, частично отражаясь от его поверхности. Отражательная способность гладких поверхностей чистых металлов зависит от их удельного электрического сопротивления и температуры поверхности: ε 1 0,1 T
.
1000 мкм, однако наибольшая эффективность (75 %) приходится на коротковолновый поддиапазон 0,75—3,0 мкм. Падающее на паяемую поверхность ИК-излучение вследствие поглощения незначительно проникает вглубь металла, частично отражаясь от его поверхности. Отражательная способность гладких поверхностей чистых металлов зависит от их удельного электрического сопротивления и температуры поверхности: ε 1 0,1 T
.
Для полированных поверхностей из серебра, алюминия коэффициент отражения составляет 95 %, поэтому они используются для изготовления рефлекторов ИК-установок. Неотраженная часть излучения поглощается рефлектором, и в установках предусматривают его водяное или воздушное охлаждение (рис. 6.6).
В качестве источников ИК-энергии используются галогенные кварцевые лампы мощностью 500—2000 Вт. Галогенные (йодные, галоидные) лампы изготавливаются из кварцевого стекла и имеют вольфрамовую спираль с рабочей температурой порядка 3000 о С и сроком службы 2000—5000 ч.

![]() 1
рефлектор; 2
ИК-лампа; 3
маска; 4
деталь
1
рефлектор; 2
ИК-лампа; 3
маска; 4
деталь
Рис. 6.6. Схема ИК-нагрева
В процессах пайки широкое применение получили два вида ИК-нагрева: локальный сфокусированный и прецизионный рассеянный. Для локального нагрева целесообразны отражатели эллиптической формы, фокусирующие излучение источника, помещенного в ближнем фокусе рефлектора, на объект нагрева в дальнем фокусе (рис. 6.7, а ). Для прецизионного нагрева используют параболические (рис. 6.7, б ) либо овально-цилиндрические с сопловыми насадками рефлекторы (рис. 6.7, в ).

Рис. 6.7. Типы отражателей ИК-излучения
К достоинствам пайки ИК-излучением следует отнести: бесконтактный подвод энергии к паяемым деталям, точную регулировку времени и температуры нагрева, локальность нагрева в зоне пайки. Недостатки процесса — затруднение при флюсовой пайке, так как испаряющийся флюс загрязняет лампы и рефлекторы, отсутствие серийно выпускаемого оборудования.
Оптическое излучение в диапазоне длин волн 0,7—10,6 мкм, генерируемое различными типами лазеров, является удобным, надежным и экономичным видом бесконтактного нагрева. В технологии пайки используют лазерные установки, основным элементом которых является оптический квантовый генератор (ОКГ), создающий мощный импульс монохроматического когерентного излучения. Пайка лазерным излучением не требует вакуума и позволяет соединять изделия из разнотолщинных элементов. В процессах пайки используют как непрерывное, так и импульсное лазерное излучение.
Процессы пайки ЭРЭ и микросхем на печатные платы с помощью лазерного излучения, получаемого от твердотельного ОКГ на алюмоиттриевом гранате (АИГ) мощностью до 125 Вт с λ = 1,06 мкм, отличаются высокой производительностью.
Для качественной пайки выводов микросхем к контактным площадкам печатных плат необходимо, чтобы плотность потока излучения составляла 1,95— 2,0 Дж/мм2 . Перемещение печатной платы со скоростью 8 мм/с обеспечивает производительность процесса 400—440 паек в минуту. Процесс пайки может быть легко автоматизирован путем применения координатного стола и системы ЧПУ, осуществляющей управление столом и мощностью излучения. Лазерное излучение не влияет на электроизоляционные свойства диэлектриков, если средняя плотность потока не превышает 3,4 и 2,8 Дж/мм2 для материалов СФ-2-50 и ФТС соответственно.
Для низкотемпературной пайки за рубежом используют установки многоточечной пайки с голографическим делением луча (рис. 6.8). В этом случае луч лазера, генерируемый ОКГ 1 , с помощью телецентрической оптики 2 сначала расширяется до значительного диаметра, а затем направляется как плоскопараллельный поток на голограмму 3 . Отражаясь от плоского зеркала 4 , лучи направляются на участки пайки 5 с высокой степенью локальности. Для каждого процесса пайки необходима специальная голограмма, содержащая информацию о том, на какое количество элементарных лучей должен быть разложен пучок и в каких точках сфокусирован каждый из них.
Для пайки легкоплавкими припоями изделий электронной техники достаточна мощность 5 Вт, выделяемая в зоне протекания процесса. Одним импульсом промышленного лазера мощностью 20—50 Вт можно осуществлять пайку одновременно в нескольких точках. При использовании лазерных установок целесообразно применять в качестве припоев покрытия, которые, оплавляясь, образуют соединения.

Рис. 6.8. Схема лазерной пайки
В обычном состоянии поверхность металлов покрыта оксидными пленками. Нагрев основного металла и расплавленного припоя приводит к тому, что их активность снижается вследствие взаимодействия с кислородом воздуха и ростом оксидных пленок на поверхности. Удаление оксидных пленок в процессе пайки является необходимым условием получения качественных паяных соединений. Классификация способов удаления оксидных пленок приведена на рис. 6.9.

Рис. 6.9. Классификация способов удаления оксидных пленок
Константа равновесия реакции окисления металла К р зависит от давления паров кислорода в окружающей среде при данной температуре:
P n P m / 2
![]() Kр
,
Kр
,
MeOn
где Р Ме , P O 2 , P MeO n — давление паров металла, кислорода и оксида
соответственно.
![]() Уменьшив парциальное давление кислорода и увеличив температуру среды, можно сместить равновесие реакции в сторону разложения (диссоциации) оксида. Однако полное разложение оксидов металла (например, олова, меди) происходит при очень низком давлении (10–6
—10–8
Па) и температуре 600—700 С.
Уменьшив парциальное давление кислорода и увеличив температуру среды, можно сместить равновесие реакции в сторону разложения (диссоциации) оксида. Однако полное разложение оксидов металла (например, олова, меди) происходит при очень низком давлении (10–6
—10–8
Па) и температуре 600—700 С.
При нагреве металлов в активных (восстановительных) газовых средах, в качестве которых используют азотно-водородную смесь или добавку оксида углерода, происходит восстановление оксидов металлов активными компонентами газовых сред по реакциям:
1 m 1 m
![]()
![]()
![]() Mem
On
H2
Me H2
O
, Mem
On
CO Me CO2
. n n n n
Mem
On
H2
Me H2
O
, Mem
On
CO Me CO2
. n n n n
Недостатком такого процесса является взаимодействие водорода с расплавленным припоем, что приводит в ряде случаев к появлению водородной хрупкости, образованию пор, трещин и других дефектов.
Суть механического удаления оксидных пленок с паяемой поверхности заключается в их разрушении под слоем жидкого припоя с помощью режущего или абразивного инструмента, при этом припой защищает паяемую поверхность от воздействия кислорода воздуха и вступает с ней в физический контакт. В качестве режущего и абразивного инструмента используют металлические щетки, сетки, а в качестве материалов — порошки из твердых материалов, асбест, вводимые в припой в мелкоизмельченном виде. Недостатки метода — низкая производительность, неравномерность удаления оксидных пленок, загрязнение припоя частицами абразива.
Самым распространенным способом удаления оксидов в процессе пайки является флюсование . Флюс как химический реагент имеет два основных назначения: очистить поверхность металла от оксидов; уменьшить поверхностное натяжение припоя и угол смачивания. Типичные представители активных флюсов содержат в качестве растворителя воду или спирты, активаторами являются неорганические и органические кислоты либо их соли, например соляная или фосфорная кислота, неорганические соли (ZnCl2 , NH3 Cl, SnCl2 , CuCl и др.). При взаимодействии хлористого цинка и воды образуется соляная кислота, которая растворяет оксиды на поверхности металла:
![]()
![]()
![]() ZnCl2
H2
O Zn(OH)ClHCl, CuO 2HCl CuCl2
H2
O
ZnCl2
H2
O Zn(OH)ClHCl, CuO 2HCl CuCl2
H2
O
В результате образуется хлористая медь, которую ввиду ее хорошей растворимости в воде необходимо удалять с поверхности детали. Поскольку флюс на основе хлористого цинка обладает высокой активностью, его остатки оказывают коррозионное воздействие и должны тщательно удаляться.
Самофлюсование заключается в том, что в состав припоев вводят раскислители (бор, фосфор, литий, калий, натрий), обладающие восстановительными свойствами:
![]() MeO P PO Me.
MeO P PO Me.
Примером являются припои систем Сu—P, Cu—Mn—Ni—B (ВПр4), которые используются при пайке сталей в нейтральных газовых средах или вакууме.
Ультразвуковое удаление оксидных пленок основано на введении упругих механических колебаний частотой 18—45 кГц в расплавленный припой и создании в нем кавитации, а также ряда сопутствующих явлений: звукового давления, микро- и макропотоков. Кавитацией называется явление возникновения, развития и захлопывания газовых полостей в жидкой среде. Реальные жидкости и расплавы содержат нерастворимые примеси, на поверхности которых в трещинах и углублениях могут находиться нерастворенные пузырьки газа размером 10–6 —10–7 м. При введении в расплав УЗ-колебаний интенсивностью 104 Вт/м2 эти зародыши кавитации начинают пульсировать с частотой колебаний. Их количество увеличивается за счет образования разрывов в жидкой среде при интенсивностях ультразвука более 2·104 Вт/м2 .
![]() При захлопывании пузырька сконцентрированная в ничтожно малом объеме кинетическая энергия трансформируется частично в силовой импульс и частично в тепловую энергию. Из центра захлопнувшегося пузырька распространяется ударная сферическая волна, давление в которой на расстоянии, равном 10R
0
(по расчетным данным), составляет 150 Па, а температура — 1000 С и выше. Захлопывание кавитационных полостей и создание микропотоков в расплавленном припое приводят к удалению оксидных пленок с поверхности металла, что позволяет осуществлять пайку и лужение труднопаяемых металлов: алюминия, магния и никеля, тугоплавких металлов и сплавов на их основе.
При захлопывании пузырька сконцентрированная в ничтожно малом объеме кинетическая энергия трансформируется частично в силовой импульс и частично в тепловую энергию. Из центра захлопнувшегося пузырька распространяется ударная сферическая волна, давление в которой на расстоянии, равном 10R
0
(по расчетным данным), составляет 150 Па, а температура — 1000 С и выше. Захлопывание кавитационных полостей и создание микропотоков в расплавленном припое приводят к удалению оксидных пленок с поверхности металла, что позволяет осуществлять пайку и лужение труднопаяемых металлов: алюминия, магния и никеля, тугоплавких металлов и сплавов на их основе.
Генерация упругих механических колебаний УЗ-частоты осуществляется магнитострикционными и пьезоэлектрическими преобразователями с частотой колебаний 22 и 44 кГц и амплитудой колебаний 10—25 мкм. Преобразователи встраиваются в ванны и паяльники, излучающие поверхности которых изготавливаются из кавитационно-стойких материалов (нержавеющие стали, титановые сплавы). Электрическая мощность установок для УЗ-пайки не превышает 0,4—2,5 кВт. Время пайки или лужения составляет 5—10 с, скорость перемещения излучателя паяльника (0,8—1,6)·10–2 м/с, а оптимальный зазор между торцом излучателя и паяемой поверхностью 0,2—3,0 мм (рис. 6.10).

![]()
![]()
![]() 1
окисел; 2
припой; 3
излучатель паяльника; 4
кавитационный пузырек;
1
окисел; 2
припой; 3
излучатель паяльника; 4
кавитационный пузырек;
![]() 5
шлак; 6
металл
5
шлак; 6
металл
Рис. 6.10. Схема ультразвуковой пайки
С помощью УЗ-металлизации удается соединять непаяемые материалы — керамику, стекло, ферриты и др. Однако это требует специальных припоев, объективного контроля режимов процесса (амплитуды и частоты колебаний), а также специальных мер против повышенного окисления припоя.
Плазмохимический способ заключается в использовании энергии потока ускоренных ионов активных газов, получаемых в вакууме при ионно-плазменном или магнетронном распылении. Воздействие ионного луча на поверхность металла приводит к испарению оксидной пленки в зоне обработки. Недостатком является необходимость высокого вакуума, сложного технологического оборудования, что ограничивает применение метода.
Взаимодействие на границе "основной металл — жидкий припой" связано с процессами смачивания и растекания
припоя по паяемой поверхности. Процесс смачивания основного металла припоем
состоит в замене межатомных связей, возникших между металлами в твердой фазе, на металлическую связь атомов на границе раздела между ними. При этом взаимодействие сил поверхностного натяжения определяет контактный угол смачивания ![]() (рис.6.11). Условию равновесия капли на поверхности отвечает минимум свободной поверхностной энергии Е
п
, под которой понимают избыток энергии поверхностных атомов вследствие несбалансированности сил связи в решетке. При этом изменение поверхностной энергии описывается уравнением Юнга:
(рис.6.11). Условию равновесия капли на поверхности отвечает минимум свободной поверхностной энергии Е
п
, под которой понимают избыток энергии поверхностных атомов вследствие несбалансированности сил связи в решетке. При этом изменение поверхностной энергии описывается уравнением Юнга:
![]() dE
dE
,
dS
Из этого выражения следует, что
cos
![]() .
.
Величина cos![]() служит параметром для количественной оценки степени смачивания:
служит параметром для количественной оценки степени смачивания:
1) полное смачивание при cos = 1, = 0;
2) ![]()
![]() ограниченное смачивание при 0 < cos 1 (0 90o
, ζ2,3
ζ 1,3
); 3) несмачивание при –1 cos < 0 (90o
< 180o
, ζ 2,3
> ζ 1,3
).
ограниченное смачивание при 0 < cos 1 (0 90o
, ζ2,3
ζ 1,3
); 3) несмачивание при –1 cos < 0 (90o
< 180o
, ζ 2,3
> ζ 1,3
).
Работа сил адгезии W а связана с образованием межфазной границы с энергией ζ 2,3 вместо единичных поверхностей с энергиями ζ 1,2 и ζ 1,3 :
W
a
![]() 2,3
.
2,3
.
Для преодоления сил сцепления частиц внутри самой жидкости (сил когезии) необходимо затратить работу сил когезии по образованию двух единичных поверхностей жидкости с энергиями ζ 1,2 , т. е.
W к 2 1,2 .
![]() С учетом приведенных выражений можно получить формулу 2 W
a
W
к
cos.
С учетом приведенных выражений можно получить формулу 2 W
a
W
к
cos.
W к
Жидкие металлы и сплавы обладают более высоким поверхностным натяжением, чем неметаллические жидкости. Так, для припоя типа ПОС 61 ζ1,2 = 0,5 Н/м, что на порядок превышает поверхностное натяжение воды. В этом случае образование связи под действием сил Ван-дер-Ваальса не может обеспечить смачивание. Для выполнения при пайке условия смачивания на межфазной границе должны образовываться высокоэнергетические межатомные связи химической природы с большой работой сил адгезии W а (металлические, металлоковалентные и др.). Реальные пути улучшения смачивания заключаются в применении защитных газовых сред (снижение ζ1,2 ) и более тщательной очистке контактирующих поверхностей твердой и жидкой фаз от оксидных пленок (снижение ζ2,3 ).

![]() 1
газ; 2
припой; 3
основной металл
1
газ; 2
припой; 3
основной металл
Рис.6.11. Схема равновесия сил поверхностного натяжения
При рассмотрении условий равновесия системы "припой—основной металл" во флюсовой среде (рис. 7.12) вместо ζ1,2 вводят ζ2,4 (межфазное натяжение на границе "флюс—основной металл"). При этом ζ2,4 < ζ1,2 , ζ3,4 < ζ1,3 , а уравнение для краевого угла имеет вид
cos ![]() .
.
Для реализации условия смачивания в данном случае необходимо вытеснение припоем прореагировавшего флюса по мере удаления оксидной пленки с поверхности основного металла, что выполняется при ζ2,3
< ζ3,4
. При достаточном химическом сродстве компонентов основного металла и припоя энергия ![]() мала, а работа W
а
велика. В этом случае реализуется второе условие смачивания: W
а
>
мала, а работа W
а
велика. В этом случае реализуется второе условие смачивания: W
а
>
ζ2,4 .
![]() 1
газ; 2
флюс; 3
припой; 4
основной металл
1
газ; 2
флюс; 3
припой; 4
основной металл
Рис. 6.12. Схема равновесия сил поверхностного натяжения во флюсовой среде
Растекание припоя по поверхности основного металла происходит в результате взаимодействия сил поверхностного натяжения и сопровождается сближением жидкой и твердой фаз. Коэффициент растекания определяется из условия разности работ сил адгезии и когезии:
![]() W
а
W
к 1,2
(cos 1) 0.
W
а
W
к 1,2
(cos 1) 0.
При смачивании и растекании припой заполняет зазоры между соединяемыми деталями, образуя мениски вблизи вертикальных стенок и проявляя тем самым капиллярные свойства. Разность давлений, действующих на искривленную поверхность жидкости, называют капиллярным давлением p к , которое определяется уравнением Лапласа:
p
к
![]() ,
,
где p 1 , p 2 — давление жидкости для выпуклой и вогнутой поверхностей соответственно; R 1 , R 2 — радиусы кривизны рассматриваемого элемента поверхности.
Для выпуклой поверхности Р к считают положительным и направленным внутрь жидкости, для вогнутой поверхности Р к отрицательно и направлено наружу от поверхности жидкости. При малом диаметре D капилляра свободная поверхность жидкости имеет форму сферы (рис. 7.13) радиусом
![]() Подставив значение радиуса мениска в уравнение Лапласа, получим p
1
.
Подставив значение радиуса мениска в уравнение Лапласа, получим p
1
.
Разность давлений p 1 – p 2 уравновешивается столбом расплавленного припоя высотой h :
![]() .
.
D
Из уравнений видно, что высота подъема припоя в капилляре круглого сечения прямо пропорциональна его поверхностному натяжению и смачивающей способности и обратно пропорциональна диаметру капилляра и плотности припоя:
h
![]() .
.
Отличие расплавов припоев от обычных жидкостей состоит в том, что жидкий припой представляет собой систему, состоящую из нескольких компонентов, и в процессе его растекания происходит физико-химическое взаимодействие компонентов и основного металла, дополнительное растворение элементов основного металла в припое, взаимодействие с газовыми и флюсующими средами. При вытеснении припоем флюса из капилляра высота подъема припоя будет определяться выражением
![]() h
1
D
4g (
1,2пр
cos ф
)
.
h
1
D
4g (
1,2пр
cos ф
)
.
В горизонтальном капилляре шириной h
для припоя с вязкостью ![]() время затекания t
на длину капилляра L
определяется следующим образом:
время затекания t
на длину капилляра L
определяется следующим образом:
![]() 2
2
t .
На втором этапе физико-химического взаимодействия припоя и основного металла основную роль играют процессы диффузии. Теоретически процесс диффузии при постоянной температуре и стационарном во времени потоке вещества описывается первым уравнением Фика:
m
![]() ,
,
где m — количество диффундирующего вещества; D — коэффициент диффузии; С — концентрация вещества; x — координата. Минус указывает на то, что процесс диффузии идет в направлении уменьшения концентрации вещества.

Рис. 7.13. Схема подъема жидкости в капилляре
В реальных условиях скорость диффузии — величина переменная во времени, поэтому процесс диффузии описывается вторым уравнением Фика:
![]() ,
,
![]() где C t
— скорость изменения концентрации диффундирующего вещества.
где C t
— скорость изменения концентрации диффундирующего вещества.
Коэффициент диффузии зависит от температуры:
![]() D D
0
e
Q (R T)
,
D D
0
e
Q (R T)
,
где D 0 — коэффициент, зависящий от типа кристаллической решетки; Q — энергия активации диффузии; R — универсальная газовая постоянная: R = 8,31 кДж/(кмоль·град); Т — абсолютная температура.
Для практических целей решение второго уравнения Фика имеет вид
Cx
![]() ,
,
где Сх — концентрация диффундирующего вещества на глубине x от поверхности; С 0 — концентрация элемента на поверхности; Ф — интеграл функции ошибок Гаусса.
На скорость процесса диффузии помимо температуры оказывает влияние состояние металла. Наклеп, сопровождающийся искажением кристаллической решетки и появлением вакансий, увеличивает диффузию по границам зерен и вдоль дислокации, что приводит к увеличению диффузионной зоны. Диффузионные процессы при пайке позволяют увеличить механическую прочность соединений, однако образование интерметаллидных соединений в спае типа Cu3 Sn, AuSn2 при глубокой взаимной диффузии компонентов вызывает снижение прочности паяных соединений.
Процесс кристаллизации при пайке сопровождается затвердеванием жидкой металлической прослойки расплавленного металла, находящегося в зазоре.
Основными особенностями кристаллизации при пайке являются:
![]() неравновесность процесса, т. е. отсутствие выравнивания состава в жидкой
неравновесность процесса, т. е. отсутствие выравнивания состава в жидкой
![]() фазе, что приводит к выделению в паяном шве наряду с легкоплавкими тугоплавких фаз повышенной хрупкости; влияние основного металла, которое проявляется в эпитаксиально-
фазе, что приводит к выделению в паяном шве наряду с легкоплавкими тугоплавких фаз повышенной хрупкости; влияние основного металла, которое проявляется в эпитаксиально-
![]() ориентированной кристаллизации зерен припоя вблизи поверхности основного металла; ярко выраженная ликвация в паяном шве — появление зональных
ориентированной кристаллизации зерен припоя вблизи поверхности основного металла; ярко выраженная ликвация в паяном шве — появление зональных
![]() неоднородностей, дендритных образований, отличающихся меньшей прочностью; зависимость характера кристаллизации от объема припоя в зазоре.
неоднородностей, дендритных образований, отличающихся меньшей прочностью; зависимость характера кристаллизации от объема припоя в зазоре.
Для получения надежных паяных соединений применяют эвтектические припои с узкой зоной кристаллизации, а также уменьшают время кристаллизации, что способствует получению мелкозернистой структуры спая. В результате физико-химического взаимодействия припоя и основного металла образуется паяное соединение с определенной структурой. Паянный шов включает зону сплавления (припой) и образовавшиеся диффузионные зоны на границе между припоем и основным металлом (рис. 6.14.).
Конечная структура и состав паяного соединения зависят от природы взаимодействующих металлов, их химического сродства, времени и температуры пайки. Различают следующие спаи:
![]() бездиффузионный
, в котором существующими методами анализа не удается
бездиффузионный
, в котором существующими методами анализа не удается
![]() обнаружить зоны диффузии; такой спай образуется между металлами со слабым химическим сродством, низким коэффициентом взаимной диффузии, малым временем пайки и ограниченной температурой (например, соединение Fe—Sn); растворно-диффузионный
, в котором реагирующие компоненты образуют твердые растворы или промежуточные фазы (интерметаллиды, например Au—Sn,
обнаружить зоны диффузии; такой спай образуется между металлами со слабым химическим сродством, низким коэффициентом взаимной диффузии, малым временем пайки и ограниченной температурой (например, соединение Fe—Sn); растворно-диффузионный
, в котором реагирующие компоненты образуют твердые растворы или промежуточные фазы (интерметаллиды, например Au—Sn,
![]() Ag—Sn и др.); контактно-реакционный
, который возникает при контакте металла с полупроводником; в результате образуется эвтектический сплав с низкой температурой плавления (Au—Si).
Ag—Sn и др.); контактно-реакционный
, который возникает при контакте металла с полупроводником; в результате образуется эвтектический сплав с низкой температурой плавления (Au—Si).

![]()
![]()
![]() 1,5
соединяемые детали; 2,4
зоны диффузии; 3
припой
1,5
соединяемые детали; 2,4
зоны диффузии; 3
припой
Рис. 6.14. Структура паяного соединения
6.3. ПРИПОИ, ФЛЮСЫ, ПАСТЫ
Припои предназначены для горячего облуживания поверхностей и образования паяного соединения деталей при сборке и монтаже конструкций ЭА и должны удовлетворять следующим требованиям: высокая механическая прочность в заданных условиях эксплуатации, высокие электропроводность и теплопроводность, герметичность, стойкость против коррозии, жидкотекучесть при температуре пайки, хорошее смачивание основного металла, малый температурный интервал кристаллизации.
По температуре плавления припои подразделяются на следующие группы
![]()
![]()
![]()
![]()
![]() (ГОСТ 17349—71): особолегкоплавкие, Т
пл
145 С; легкоплавкие, 145 С < Т
пл
450 С; среднеплавкие, 450 С < Т
пл
1100 С; высокоплавкие, Т
пл
> 1100 С. Прежнее деление (низкотемпературные, Т
пл
< 450 С, и высокотемпературные) устарело. В производстве ЭА используются припои первых трех групп. Основную группу легкоплавких припоев составляют оловянно-свинцовые припои системы Pb—Sn (рис.6.15).
(ГОСТ 17349—71): особолегкоплавкие, Т
пл
145 С; легкоплавкие, 145 С < Т
пл
450 С; среднеплавкие, 450 С < Т
пл
1100 С; высокоплавкие, Т
пл
> 1100 С. Прежнее деление (низкотемпературные, Т
пл
< 450 С, и высокотемпературные) устарело. В производстве ЭА используются припои первых трех групп. Основную группу легкоплавких припоев составляют оловянно-свинцовые припои системы Pb—Sn (рис.6.15).
![]()
![]()
![]() Наименьшей температурой плавления (183 С) обладает эвтектический сплав (61 % Sn и 39 % Pb). Выше линии солидуса при концентрации Sn в расплаве от 0 до 20 % образуется богатый свинцом -твердый раствор, который содержит нерастворимые частицы свинца, а при концентрации Sn от 69 до 97,5 % — богатый оловом -твердый раствор. Состав, температуры плавления и области применения оловянно-свинцовых припоев приведены в табл. 6.2.
Наименьшей температурой плавления (183 С) обладает эвтектический сплав (61 % Sn и 39 % Pb). Выше линии солидуса при концентрации Sn в расплаве от 0 до 20 % образуется богатый свинцом -твердый раствор, который содержит нерастворимые частицы свинца, а при концентрации Sn от 69 до 97,5 % — богатый оловом -твердый раствор. Состав, температуры плавления и области применения оловянно-свинцовых припоев приведены в табл. 6.2.
![]() Недостатками припоев системы Sn—Pb является их разупрочнение и ползучесть при температурах выше 100—150 С. Припои ПОС 30, ПОС 40 имеют большую прочность, но и более широкие температурные интервалы кристаллизации, что снижает производительность процессов пайки.
Недостатками припоев системы Sn—Pb является их разупрочнение и ползучесть при температурах выше 100—150 С. Припои ПОС 30, ПОС 40 имеют большую прочность, но и более широкие температурные интервалы кристаллизации, что снижает производительность процессов пайки.
![]()
Табл. 6.2. Характеристики оловянно-свинцовых припоев
| Марка припоя |
Состав, % (остальное свинец) |
Температу ра
|
Область применения |
| ПОС 30 |
Олово 29—30, сурьма 1,5—2,0 |
183—256 |
Пайка и лужение меди и ее сплавов, углеродистых сталей |
| ПОС 40 |
Олово 39—40, сурьма 1,5—2,0 |
183—235 |
Пайка деталей из медных сплавов, сталей |
| ПОС 61 |
Олово 59—61, сурьма до 0,8 |
183 |
Пайка монтажная, лужение выводов ЭРЭ и ИМС |
| ПОС 61М |
Олово 59—61, сурьма до 0,8, медь 1,5—2 |
183—185 |
Пайка паяльником монтажных соединений |
| ПОС 63 |
|
183—185 |
Пайка волной припоя МПП |
| ПОС 90 |
Олово 90 |
183—222 |
Пайка деталей по серебряным и золотым покрытиям |
Путем введения легирующих добавок в систему Sn—Pb получают припои, отличающиеся повышенной механической прочностью (Sb), пониженной температурой плавления (Bi, Cd, In), повышенной электропроводностью (Ag), пригодностью к УЗ-пайке (Zn), пайке полупроводниковых приборов (In, Au, Ga) и др. (табл. 6.3).
Выбор марки припоя определяется требуемой механической прочностью и электропроводностью соединений, максимально допустимой температурой пайки, типом основного металла и технологического покрытия, а также техникоэкономическими и технологическими требованиями. Наиболее распространенным припоем для монтажной пайки является оловянно-свинцовый припой ПОС 61, который отличается низкой температурой плавления, узким интервалом кристаллизации, хорошей жидкотекучестью и низким электросопротивлением. Эти факторы способствуют применению групповых методов пайки с высокой производительностью.
Табл. 6.3. Характеристики специальных припоев
![]()
Повышенной прочности
ПОС 4-6 Олово 4—3, 245—Пайка медных сплавов с сурьма 5—6 265 повышенной прочностью
ПОССу 10-Олово 8—10, 268—Пайка медных и никелевых
2 сурьма 285 сплавов с повышенной прочностью 2—3
Особолегкоплавкие
ПОСК 50-Олово 50, 142—Пайка чуствительных к перегреву
18 кадмий 18 145 элементов, серебряных покрытий
ПОСВ 33 Олово 33, 120—Лужение печатных плат висмут 33 130
ПОСВ 50 Олово 25, 90—92 Лужение ПП и МПП
(сплав Розе) висмут 50
ПОСВ 50К Олово 12,5, 66—70 Пайка предохранителей
(сплав кадмий 12,5, Вуда) висмут 50
ПОИ 50 Олово 50, 117 Пайка подложек ГИС, БГИС, индий 50 феррита, керамики
Серебросодержащие
ПСр 45 Серебро 45, 660—Пайка изделий из меди и стали при медь 30, цинк 725 повышенных статических и
25 вибрационных нагрузках
ПСр 2,5 Олово 5, 295—Пайка медных волноводов с
![]() серебро 2,5 305 гальваническим серебряным покрытием ПСр 1,5 Олово 15, 265—Пайка и лужение ЭРЭ, работающих серебро 1,5 270 при температуре до 200 С
серебро 2,5 305 гальваническим серебряным покрытием ПСр 1,5 Олово 15, 265—Пайка и лужение ЭРЭ, работающих серебро 1,5 270 при температуре до 200 С
ПОССр 2 Олово 60, 169—Пайка и лужение по серебряным
серебро 2 173 покрытиям
Для УЗ-пайки
П150А Олово 40, цинк 150—Пайка и лужение деталей из
3,5, 165 керамики и ферритов с кадмий 56 применением ультразвука
ПОЦ 10 Олово 90, цинк 199—
(П200А) 10 210
ПОЦ 80 Олово 80, цинк 200—Пайка алюминиевых, титановых
(П250А) 20 250 сплавов с применением ультразвука
П300А Кадмий 40, 266—
цинк 60 310
Для пайки полупроводниковых приборов
| ПОС 3л3 |
Олово 60, золото 3,0 |
180-215 |
Пайка полупроводниковых приборов |
| ПГлМ 65 |
Галлий 65, |
50 |
Пайка термочувствительных |
медь 34—36 элементов с самоупрочнением
Обогащенный медью припой ПОС 61М предназначен в основном для ручной пайки, так как в нем замедляется эрозия паяльного медного жала. При объемном монтаже, в частности пайке штепсельных, высокочастотных и коаксиальных разъемов, кабелей, требующих повышенного нагрева, используют малооловянистые припои ПОС 40, ПОС 30. Пайку и лужение термочувствительных элементов ведут особолегкоплавкими припоями ПОСК 50, ПОСВ 50, ПОСВ 33. Пайку деталей с покрытиями, содержащими серебро, золото, индий, палладий, проводят припоями, в состав которых входят эти элементы.
Припои выпускают в виде литой или прессованной проволоки, в которой каждое зерно припоя окружено канифолью, при общем ее содержании 0,8—1,2 % (по массе), а также заполненной флюсом одно-, трех- или пятиканальной трубки. Применение трубчатого припоя при ручной пайке сокращает на 30—40 % расход припоя из-за более оптимального дозирования.
Для успешного проведения операции пайки применяют флюсы , которые должны удовлетворять следующим требованиям:
![]() температура плавления — не выше температуры плавления припоя; полностью растворять оксиды основного металла, но не образовывать с ним
температура плавления — не выше температуры плавления припоя; полностью растворять оксиды основного металла, но не образовывать с ним
![]() трудноудаляемых химических соединений; остатки флюса должны легко удаляться с поверхности основного металла
трудноудаляемых химических соединений; остатки флюса должны легко удаляться с поверхности основного металла
![]() после пайки и не вызывать коррозии паяного соединения; флюс и продукты его разложения при выполнении пайки не должны выделять удушливых или вредных газов, т. е. флюс должен быть термически стабилен в заданном интервале температур.
после пайки и не вызывать коррозии паяного соединения; флюс и продукты его разложения при выполнении пайки не должны выделять удушливых или вредных газов, т. е. флюс должен быть термически стабилен в заданном интервале температур.
![]() В зависимости от температурного интервала активности флюсы подразделяются на низко- и высокотемпературные. Основными параметрами флюсов являются: химическая активность; термическая стабильность; температурный интервал флюсования Т
ф
=(Т
а
–Т
п.ф
), где Т
а
— температура активации; Т
п.ф
— температура потери флюсующих свойств; активность растекания (оценивается коэффициентом растекания припоя).
В зависимости от температурного интервала активности флюсы подразделяются на низко- и высокотемпературные. Основными параметрами флюсов являются: химическая активность; термическая стабильность; температурный интервал флюсования Т
ф
=(Т
а
–Т
п.ф
), где Т
а
— температура активации; Т
п.ф
— температура потери флюсующих свойств; активность растекания (оценивается коэффициентом растекания припоя).
Основные типы флюсов для монтажной и конструкционной пайки приведены в табл. 6.4.
Табл. 6.4. Характеристики флюсов для пайки в производстве ЭА
Марка Химический состав, % (остальное — Активность
![]() флюса этиленовый спирт) на меди при Область применения
флюса этиленовый спирт) на меди при Область применения
260 С
Некоррозионные смолосодержащие
ФКСп Канифоль сосновая 10—40 1,0 Пайка и лужение ЭРЭ, ИМС в изделиях
![]() ФКТ Канифоль сосновая 10—40, 1,2 специального назначения, Т
ф
=200—300
ФКТ Канифоль сосновая 10—40, 1,2 специального назначения, Т
ф
=200—300
тетрабромид-дипентен до 0,1 С
ФПЭт Смола полиэфирная ПН-9 (ПН-56) 20—1,5 Монтажная пайка, консервация деталей
![]() 30, этилацетат 70 Т
ф
=200—400 С
30, этилацетат 70 Т
ф
=200—400 С
Коррозионные смолосодержащие активированные
ФКТС Канифоль сосновая 15—30, кислота 1,2 Монтажная пайка при условии полного
![]() салициловая 3,0—3,5, триэтаноламин удаления остатков флюса, Т
ф
=200—300
салициловая 3,0—3,5, триэтаноламин удаления остатков флюса, Т
ф
=200—300
1,0—1,5 С
ЛТИ 120 Канифоль сосновая 20—25, диэтиламин 2,0 Пайка и лужение элементов в изделиях
солянокислый 3—5, триэтаноламин 1—2 широкого потребления при полном
удалении остатков
Водорастворимые
ФТБ Кислота бензойная 4,0—4,5, 1,1 Механизированная и ручная пайка ЭРЭ
![]() триэтаноламин 1,0—1,5 в изделиях бытовой ЭА, Т
ф
=225—325
триэтаноламин 1,0—1,5 в изделиях бытовой ЭА, Т
ф
=225—325
ФТС Кислота салициловая 4,0—4,5, 1,2 С
триэтаноламин 1,0—1,5
ФГСп Гидразин солянокислый 2—4 1,5 Пайка и лужение деталей бытовой ЭА
ФДФс Диэтиламин солянокислый 20—25, 2,5 Пайка деталей из черных и цветных
кислота ортофосфорная 20—25, металлов и сплавов при полном удалении
![]()
![]() этиленгликоль — остальное остатков, Т
ф
=180—310 С
этиленгликоль — остальное остатков, Т
ф
=180—310 С
Высокотемпературные
| 200 |
Борный ангидрид 70—62, бура 17—21, кальций фтористый 13—17 |
5,1 |
|
| 34 А |
Калий хлористый — 50, литий хлористый — 32, натрий фтористый — 10, цинк хлористый — 8 |
5,0 на АМц |
|
| Ф370А |
Калий хлористый 51—46, литий хлористый 36—39, натрий фтористый 4—5, кадмий хлористый 9—10 |
9,2 на АМц |
|
![]() Смолосодержащие флюсы на основе канифоли имеют органическое происхождение. С химической точки зрения канифоль является нелетучей фракцией смолистых веществ хвойных деревьев, в ее состав входят абиетиновая и пима ровая кислоты, которые при температуре 225—300 С растворяют тонкие оксидные пленки на меди и олове. К достоинствам флюсов на основе канифоли относятся нетоксичность, отсутствие коррозийного действия, длительная сохраняемость. Недостатки — малая активность, трудность удаления смолистых остатков, вредность, поэтому пары канифоли необходимо удалять с рабочего места путем вентиляции.
Смолосодержащие флюсы на основе канифоли имеют органическое происхождение. С химической точки зрения канифоль является нелетучей фракцией смолистых веществ хвойных деревьев, в ее состав входят абиетиновая и пима ровая кислоты, которые при температуре 225—300 С растворяют тонкие оксидные пленки на меди и олове. К достоинствам флюсов на основе канифоли относятся нетоксичность, отсутствие коррозийного действия, длительная сохраняемость. Недостатки — малая активность, трудность удаления смолистых остатков, вредность, поэтому пары канифоли необходимо удалять с рабочего места путем вентиляции.
Для повышения активности флюсов в их состав вводят активирующие добавки: анилин С6 Н5 NH2 , гидразин, триэтаноламин N(CH2 CH2 OH)3 , диэтиламин солянокислый (C2 H5 )2 NH4 HCl, а также органические кислоты: салициловая, адипиновая, щавелевая, лимонная, молочная и др. При этом необходимо, чтобы в температурном интервале пайки добавки со щелочными свойствами (триэтаноламин) нейтрализовали остатки веществ, имеющих кислотные свойства (салициловая кислота, диэтиламин солянокислый и др.).
![]() Смолосодержащие флюсы удаляются последовательной трехкратной промывкой в смеси (1:1) бензина и этилового спирта при 20 С, спирто-фреоновой смесью или УЗ-обработкой. Водорастворимые флюсы удаляются струйной промывкой в горячей проточной воде с последующей протиркой щетками.
Смолосодержащие флюсы удаляются последовательной трехкратной промывкой в смеси (1:1) бензина и этилового спирта при 20 С, спирто-фреоновой смесью или УЗ-обработкой. Водорастворимые флюсы удаляются струйной промывкой в горячей проточной воде с последующей протиркой щетками.
![]()
![]() Для высокотемпературной пайки используют буру — обезвоженный тетраборнокислый натрий Na2
B4
O7
. Наиболее низкие температуры плавления среди боратных флюсов имеют системы B2
O3
—N2
O · (B2
O3
)2
, содержащие 15—20 % борного ангидрида (570—650 С). Для пайки алюминиевых и магниевых сплавов применяют легкоплавкую эвтектику солей KCl—LiCl—NaCl, которая обеспечивает хорошую жидкотекучесть при температуре 450—500 С. Такие флюсы обладают высокой химической активностью, поэтому их остатки после пайки должны удаляться особенно тщательно.
Для высокотемпературной пайки используют буру — обезвоженный тетраборнокислый натрий Na2
B4
O7
. Наиболее низкие температуры плавления среди боратных флюсов имеют системы B2
O3
—N2
O · (B2
O3
)2
, содержащие 15—20 % борного ангидрида (570—650 С). Для пайки алюминиевых и магниевых сплавов применяют легкоплавкую эвтектику солей KCl—LiCl—NaCl, которая обеспечивает хорошую жидкотекучесть при температуре 450—500 С. Такие флюсы обладают высокой химической активностью, поэтому их остатки после пайки должны удаляться особенно тщательно.
Технология поверхностного монтажа обусловила широкое применение припойных (паяльных) паст, представляющих собой механическую смесь порошка припоя, связующего вещества, флюса и некоторых других компонентов. В настоящее время это один из наиболее перспективных, удобных и гибких способов дозирования паяльных материалов в условиях автоматизированного производства.
Припойная паста обеспечивает значительную (до 30—50 %) экономию припоя благодаря точному дозированию, а клеящие свойства позволяют использовать ее для фиксации элементов перед пайкой. Основным компонентом пасты является порошок припоя (75—95 % по массе) в виде сферических частиц диаметром 10—150 мкм, получаемых УЗ-распылением жидкого припоя. В качестве связующих веществ используют органические смолы или их смеси. Кроме них в пасту вводят разбавители, пластификаторы, тиксотропные вещества. Последние препятствуют оседанию частиц припоя при хранении, повышают разрешающую способность пасты, обеспечивают заданный диапазон вязкости.
Для распыления припоя применяют УЗ-установки на магнитострикционных или пьезоэлектрических преобразователях. Получают порошки припоев ПОС 61, ПОИн 52, ПОСК 50-18 с размером сферических частиц 10—160 мкм, в которых содержание кислорода по массе из за распыления в среде инертного газа не превышает 5·10–2 %.
Промышленность ряда стран выпускает припойные пасты, различающиеся маркой припоя, составом флюса и другими свойствами (табл.6.5).
Табл. 6.5 - Характеристики припойных паст
| Марка пасты |
Тип припоя |
Флюсы |
|
| ПП1-180 |
ПОС 61 |
Активированная канифоль |
220—250 |
| ППЛ-06-61 |
ПОС 61 |
То же |
220—250 |
| ПП1-40 |
ПОСК 50—18 |
» |
170—180 |
| SC3301 (Heraeus, Германия) |
Sn — 63 %, Pb — 37 % |
Производные органических кислот |
210—235 |
| SC6004 (Heraeus, Германия) |
Sn — 48 %, In — 52 % |
То же |
145—170 |
6.4. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ИНДИВИДУАЛЬНОЙ ПАЙКИ
Индивидуальная пайка применяется при монтаже блоков в условиях мелкосерийного производства, а также во всех случаях ремонтных работ. ТП индивидуальной пайки состоит из следующих операций: фиксации соединяемых элементов , нанесения дозированного количества флюса и припоя , нагрева места пайки до заданной температуры и выдержки в течение фиксированного времени , охлаждения соединения без перемещения паяемых деталей , очистки и контроля качества соединения .
![]() Для обеспечения надежности паяных соединений предусматривают: механическое закрепление элементов и монтажных проводников на
Для обеспечения надежности паяных соединений предусматривают: механическое закрепление элементов и монтажных проводников на
![]() контактных лепестках и гнездах при объемном монтаже; выбор оптимальных зазоров в конструкции паяных соединений между
контактных лепестках и гнездах при объемном монтаже; выбор оптимальных зазоров в конструкции паяных соединений между
поверхностями монтажных элементов.
При пайке оловянно-свинцовыми припоями такие зазоры определяются по формуле
![]() d d
отв
d
в
0,2 0,3,
d d
отв
d
в
0,2 0,3,
где d отв — диаметр металлизированного отверстия; d в — диаметр вывода ЭРЭ.
Основные типы монтажных соединений в производстве ЭА показаны на рис.6.16. Пайка выводов 1 в неметаллизированные отверстия печатных плат 2 (рис. 6.16, а ) отличается тем, что припой 3 не полностью заполняет монтажное отверстие. Вследствие этого снижается механическая прочность соединения, повышается вероятность отслоения контактных площадок 4 . Соединение с полным пропаем металлизированного отверстия (рис. 6.16, б ) получается при рациональном выборе зазора и большом времени пайки в условиях хорошей смачиваемости металлизированного отверстия. Соединение, показанное на рис. 6.16, в , формируется при точном совмещении вывода с контактной площадкой (фиксация элемента).

Рис. 6.16. Типы монтажных соединений
![]() Температура пайки выбирается из условия наилучшей смачиваемости припоем паяемых деталей и отсутствия значительного теплового воздействия на паяемые элементы. Практически она на 20—50 С выше температуры плавления припоя. Как видно из графической зависимости (рис. 6.17), на участке А
смачивание недостаточное, С
— максимальное, В
— оптимальное (не вызывает перегрева припоя и паяемых материалов).
Температура пайки выбирается из условия наилучшей смачиваемости припоем паяемых деталей и отсутствия значительного теплового воздействия на паяемые элементы. Практически она на 20—50 С выше температуры плавления припоя. Как видно из графической зависимости (рис. 6.17), на участке А
смачивание недостаточное, С
— максимальное, В
— оптимальное (не вызывает перегрева припоя и паяемых материалов).

Рис. 6.17. Зависимость площади Рис. 6.18. Термический цикл смачивания от температуры припоя пайки паяльником
Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками применяемого паяльника:
температурой рабочего конца жала;
![]() степенью стабильности этой температуры, обусловленной динамикой теплового баланса между теплопоглощением паяемых деталей,
степенью стабильности этой температуры, обусловленной динамикой теплового баланса между теплопоглощением паяемых деталей,
![]() теплопроводностью нагревателя и теплосодержанием паяльного жала; мощностью нагревателя и термическим КПД паяльника, определяющими
теплопроводностью нагревателя и теплосодержанием паяльного жала; мощностью нагревателя и термическим КПД паяльника, определяющими
интенсивность теплового потока в паяемые детали.
![]()
![]() В технологии ЭА поддержание на заданном уровне температуры жала паяльника является весьма важной задачей, поскольку при формировании электромонтажных соединений на печатных платах с использованием микросхем, полупроводниковых приборов и функциональных элементов, термочувствительных и критичных к нагреву, возможны выход из строя дорогих и дефицитных элементов, снижение надежности изделия. Особенно критична к температурному режиму ручная пайка паяльником, которая имеет следующие параметры: температура жала паяльника 280—320 С, время пайки не более 3 с. Однако из-за интенсивной теплоотдачи сначала в припой, набираемый на жало, а затем в паяемые элементы температура рабочей части жала паяльника снижается на 30—110 С и может выйти из оптимального температурного интервала пайки
В технологии ЭА поддержание на заданном уровне температуры жала паяльника является весьма важной задачей, поскольку при формировании электромонтажных соединений на печатных платах с использованием микросхем, полупроводниковых приборов и функциональных элементов, термочувствительных и критичных к нагреву, возможны выход из строя дорогих и дефицитных элементов, снижение надежности изделия. Особенно критична к температурному режиму ручная пайка паяльником, которая имеет следующие параметры: температура жала паяльника 280—320 С, время пайки не более 3 с. Однако из-за интенсивной теплоотдачи сначала в припой, набираемый на жало, а затем в паяемые элементы температура рабочей части жала паяльника снижается на 30—110 С и может выйти из оптимального температурного интервала пайки
(рис. 6.18).
Соотношение времени пайки и продолжительности пауз между пайками должно обеспечить восстановление рабочей температуры паяльного жала. Длительность восстановления зависит от теплопроводности жала, его длины, эффективной мощности нагревателя и степени охлаждения при пайке. Рекомендуемые мощности паяльников: для пайки ИМС и термочувствительных ЭРЭ 4, 6, 12, 18 Вт, для печатного монтажа 25, 30, 35, 40, 50, 60 Вт, для объемного монтажа 50, 60, 75, 90, 100, 120 Вт.
КПД паяльников имеет в настоящее время тенденцию к повышению от 35 до
55 % в связи с применением внутреннего обогрева жала вместо внешнего. Напряжение питания нагревателя выбирается равным 24, 36, 42 В, а в бытовых паяльниках — 220 В.
Стабилизация температуры рабочего жала паяльников достигается несколькими способами:
![]()
![]()
![]()
![]()
![]() тиристорным терморегулятором, состоящим из датчика температуры, закрепляемого в паяльном жале на расстоянии 30—40 мм от рабочего торца и схемы управления. Точность регулирования температуры непосредственно в датчике достигает 2 С, однако на рабочем конце жала она достигает 5—10 С за счет инерционности теплового поля (прибор "Термит"); нагревателем с переменным электросопротивлением, зависящим от температуры. Например, в монтажном паяльнике фирмы Philips (Германия) нагревательный элемент состоит из агломерата свинца и бария, сопротивление которого возрастает в сотни раз при нагревании выше точки Кюри, в результате чего сила тока снижается и паяльник остывает, а после охлаждения ниже точки
тиристорным терморегулятором, состоящим из датчика температуры, закрепляемого в паяльном жале на расстоянии 30—40 мм от рабочего торца и схемы управления. Точность регулирования температуры непосредственно в датчике достигает 2 С, однако на рабочем конце жала она достигает 5—10 С за счет инерционности теплового поля (прибор "Термит"); нагревателем с переменным электросопротивлением, зависящим от температуры. Например, в монтажном паяльнике фирмы Philips (Германия) нагревательный элемент состоит из агломерата свинца и бария, сопротивление которого возрастает в сотни раз при нагревании выше точки Кюри, в результате чего сила тока снижается и паяльник остывает, а после охлаждения ниже точки
![]()
![]() Кюри процесс развивается в обратном порядке; использованием магнитного датчика, изменяющего свои свойства при нагреве выше точки Кюри, в результате чего в паяльнике фирмы Weller (США) происходит отключение нагревателя; использованием массивного паяльного жала и близким расположением
Кюри процесс развивается в обратном порядке; использованием магнитного датчика, изменяющего свои свойства при нагреве выше точки Кюри, в результате чего в паяльнике фирмы Weller (США) происходит отключение нагревателя; использованием массивного паяльного жала и близким расположением
нагревателя.
Паяльные жала характеризуются следующими геометрическими параметрами: длиной, диаметром, формами загиба жала и заточки рабочего конца. Длина жала зависит от пространственного расположения паяных соединений и может быть от 10 мм (микропаяльники) до 30—50 мм (паяльники для объемного монтажа). Диаметр жала должен в 15—25 раз превышать диаметр проводника и выбирается из ряда предпочтительных диаметров: 0,5; 0,8; 1,5; 3; 5; 8; 10 мм.
Форма загиба жала выбирается в зависимости от глубины монтажа и интенсивности тепловой нагрузки, а также пространственного расположения паяемых соединений (табл. 6.6, рис. 6.19).
Табл. 6.6. Унифицированный ряд загиба паяльных жал
| Индекс жала |
Угол загиба, град. |
Характеристика применения |
||
| Глубина монтажа |
Интенсивнос ть нагрузки |
Расположение соединений |
||
| А |
0 |
Большая |
Любая |
Разнотипное |
| Б |
90 |
Средняя |
Средняя |
Однотипное |
| В |
120 |
Небольшая |
То же |
Многообразие |
| Г |
135 |
То же |
Высокая |
пространственного положения |

Рис. 6.19. Формы загиба и заточки паяльных жал
Форма заточки жала зависит от плотности монтажа, размеров контактных площадок, интенсивности тепловой нагрузки (рис. 6.19, табл. 6.7).
Табл. 6.7. Унифицированный ряд заточки паяльных жал
| Номер заточк и |
Конфигурация жала |
L , мм |
Характеристика применения |
||
| Плотность монтажа |
Размер контактных площадок |
Интенсивност ь тепловой нагрузки |
|||
| 1 |
Две рабочие плоскости |
2 |
Высокая |
Небольшой |
Небольшая |
| 2 |
То же |
4 |
То же |
Средний |
Средняя |
| 3 |
» |
6 |
Средняя |
Большой |
Высокая |
| 4 |
Одна рабочая плоскость |
5 |
Высокая |
Средний |
Средняя |
| 5 |
Три рабочие плоскости |
3 |
Средняя |
Средний |
То же |
| 6 |
Увеличенная поверхность |
до 1 |
Высокая |
Небольшой |
» |
Для унификации паяльных жал введены следующие их обозначения из трех знаков: первый определяет диаметр жала, второй (буква) — угол загиба жала, последний (цифра) — номер заточки, например 8Б6, 5А4 и т. д.
Эрозионная стойкость жала паяльника определяет его долговечность. Обычное медное жало из-за интенсивного растворения в припое после 1000 паек теряет форму и нуждается в заточке. Для защиты жала применяют гальваническое покрытие никелем толщиной 90—100 мкм, что удлиняет срок службы жала примерно вдвое. Перспективное решение проблемы — применение порошковых спеченных сплавов медь—вольфрам. Повышенная термо- и износостойкость вольфрама удачно сочетается с хорошей теплопроводностью меди. Гарантированная пористость материала улучшает смачивание жала припоем.
![]() Паяльник фирмы Weller для ремонтно-монтажных работ имеет: время нагрева жала до температуры 270С — 6 с; встроенную подсветку зоны пайки; время работы от кадмиевой батарейки — около 10 ч; три сменных жала диаметрами 0,8; 1,5; 2,5 мм и длиной 63 мм; удобный дизайн, обеспечивающий включение питания нажатием кнопки непосредственно перед выполнением пайки. Эта фирма выпускает устройства типа HEAT-A-DIL для распайки ИМС и ремонта электронных блоков на печатных платах, имеющие сменные насадки для ИМС с различным количеством выводов и экстракторы для демонтажа ИМС с печатных плат.
Паяльник фирмы Weller для ремонтно-монтажных работ имеет: время нагрева жала до температуры 270С — 6 с; встроенную подсветку зоны пайки; время работы от кадмиевой батарейки — около 10 ч; три сменных жала диаметрами 0,8; 1,5; 2,5 мм и длиной 63 мм; удобный дизайн, обеспечивающий включение питания нажатием кнопки непосредственно перед выполнением пайки. Эта фирма выпускает устройства типа HEAT-A-DIL для распайки ИМС и ремонта электронных блоков на печатных платах, имеющие сменные насадки для ИМС с различным количеством выводов и экстракторы для демонтажа ИМС с печатных плат.
Фирма Pace Inc. (США) выпустила микропортативный прибор MP-1 для припаивания и распаивания элементов, предназначенный для ремонтных работ в различных условиях и работающий от сети 220 В или 12-вольтной батареи. Время нагрева паяльника — 1 мин, обеспечивается надежный контроль температуры наконечника паяльника.
Ряд зарубежных фирм выпускает паяльные станции, состоящие из стабилизированного блока питания, паяльника с набором сменных жал и вакуумного отсоса припоя из зоны пайки, представляющего собой конструкцию типа медицинского шприца с пружиной.
6.5. ФИЗИКО-ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ
Сваркой называют процесс получения неразъемных соединений материалов с помощью металлической фазы либо контактированием в твердой фазе под действием давления, теплоты или их сочетаний. Процесс образования сварного соединения состоит из четырех стадий: образования физического контакта между соединяемыми поверхностями, активации контактных поверхностей, объемного развития взаимодействия, кристаллизации.
На первой стадии контактируемые материалы сближаются на расстояние порядка 10—100 нм, между ними образуется физический контакт путем увеличения числа и размеров пятен схватывания по мере сминания гребешков микронеровностей. В этот период начинают действовать физические силы взаимодействия Ван-дер-Ваальса, контактная поверхность пластически деформированного металла активируется вследствие выхода дислокаций, что создает условия возникновения в контакте слабых химических связей.
На второй стадии начинается образование соединения за счет введения дополнительной энергии в зону контакта усиление активационных процессов на контактируемых поверхностях. В зоне, где энергия активации суммируется с энергией упругих напряжений (обычно в местах упругих искажений кристаллической решетки, дислокаций), возникает активный центр (очаг схватывания). Для активации поверхностей используют различные виды энергии: тепловую, деформации, ультразвуковую и др. При тепловой активации за счет плавления и растекания жидкой фазы увеличивается площадь контакта вокруг каждого активного центра. Отдельные контактные пятна сливаются в более крупные очаги схватывания. Решающую роль при этом играют квантовые процессы электронного взаимодействия, происходит коллективизация валентных электронов положительными ионами обеих фаз, т. е. образование металлической связи в очаге схватывания.
Активирование энергией деформации приводит к очистке сопрягаемых поверхностей в зоне контакта от оксидных и адсорбционных пленок, а также к размножению и выходу дислокаций на контактную поверхность и увеличению числа активных центров. При воздействии УЗ-колебаний наблюдается упрочнение поверхностных слоев в зоне сварки, что приводит к деформированию более глубоких слоев твердого тела с одновременным интенсивным тепловыделением, вызванным трением сжатых контактных поверхностей. В результате деформация увеличивается в большем объеме металла, разрастаются мостики схватывания.
На третьей стадии процесса развивается взаимодействие соединяемых материалов как в плоскости, так и в объеме зоны контакта, заканчивающееся слиянием очагов схватывания, что является необходимым условием возникновения прочных химических связей между материалами. Но оно может оказаться недостаточным для получения прочного сварного соединения, если к этому моменту не произойдет релаксация напряжений. Увеличение времени сварки усиливает гетеродиффузию, что может упрочнить соединение при образовании твердых растворов замещения либо разупрочнить при образовании хрупких интерметаллидных фаз.
При сварке разнородных металлов можно предположить, что физический контакт будет образовываться за счет более пластичного материала, поэтому длительность развития этого контакта будет зависеть в основном от скорости ползучести. Высота микронеровностей и их геометрия зависят от вида обработки: при грубых видах типа точения или фрезерования отношение микровыступа к его высоте составляет 20—50, а при полировке — 100—200. При этом высота микронеровностей изменяется от 50 до 0,01 мкм соответственно.
Длительность стадии активации контактных поверхностей
E
![]() в 1 k T
a ,
в 1 k T
a ,
t e e
![]() где
где ![]() — коэффициент, зависящий от типа взаимодействующих материалов; Е
а
— энергия активации; k
— постоянная Больцмана: k =
1,381·10–23
Дж/К; Т
— температура в зоне взаимодействия;
— коэффициент, зависящий от типа взаимодействующих материалов; Е
а
— энергия активации; k
— постоянная Больцмана: k =
1,381·10–23
Дж/К; Т
— температура в зоне взаимодействия; ![]() — коэффициент (для полупроводников 3,4); — контактное касательное напряжение.
— коэффициент (для полупроводников 3,4); — контактное касательное напряжение.
![]() При сварке металлов с полупроводниками (кремнием, германием) Е
а
составляет 2—3 эВ, длительность стадии активации — единицы секунд. При сварке однородных металлов в условиях высоких скоростей пластической деформации длительность периода активации мала (tВ
10–3
с).
При сварке металлов с полупроводниками (кремнием, германием) Е
а
составляет 2—3 эВ, длительность стадии активации — единицы секунд. При сварке однородных металлов в условиях высоких скоростей пластической деформации длительность периода активации мала (tВ
10–3
с).
Анализ зависимости прочности соединения от времени сварки показывает, что быстрый рост прочности происходит на первой и второй стадиях, в течение которых генерируется избыточное количество дефектов. Для стадии установившейся ползучести характерен определенный баланс между количеством дефектов (вакансий и дислокаций), при этом выход дефектов в зону реакции ограничен, что замедляет рост прочности на этом этапе.
На третьей стадии взаимодействие развивается на активных центрах, распространяясь в плоскости контакта и соединяясь, образуют очаги взаимодействия. Длительность стадии определяется формулой
2
t
C
![]() (k T
) ,
(k T
) ,
где r
— радиус взаимодействия в плоскости контакта; ![]() — коэффициент, зависящий от рода материала; D
0
— предэкспоненциальный множитель; r
0
— радиус начала очага взаимодействия; Е
р
— энергия релаксация напряжений.
— коэффициент, зависящий от рода материала; D
0
— предэкспоненциальный множитель; r
0
— радиус начала очага взаимодействия; Е
р
— энергия релаксация напряжений.
Таким образом, необходимым условием образования сварного соединения является активирование поверхности менее пластичного из свариваемых материалов. Наиболее распространены следующие способы активации (рис. 6.20):
![]() тепловой энергией (Т
-процессы);
тепловой энергией (Т
-процессы);
тепловой энергией и специальной атмосферой (Т , А - процессы); энергией деформации давлением (Р - процессы); тепловой и деформационной энергией ( Р , Т -процессы); ультразвуковой энергией (Р , F - процессы); энергией деформации ползучести (Р , Т , t , А - процессы).
Характерная особенность сварного соединения, полученного плавлением, — зональная структура (рис. 6.21). Первая зона — литое ядро, которое представляет собой закристаллизовавшуюся жидкую фазу. Вторая зона — граница раздела между соединяемыми фазами (0,30—1,0 мкм). Третья зона — приконтактная, она имеет размеры в несколько десятков мкм — это область диффузионного легирования. Последняя зона — зона термического влияния, обусловленная неравномерным нагревом деталей (10—100 мкм).
При других методах сварки структура соединения может отличаться от описанного выше. При сварке давлением за счет глубокой пластической деформации, при которой разрушаются и выдавливаются в стороны оксидные пленки и другие загрязнения, пограничные зерна измельчаются и сближаются. Между ними возникают межкристаллитные силы взаимодействия. Вследствие неодинаковой текучести металлов и проявления сил трения пограничные зерна частично перемалываются. Граница между металлами исчезает, а по мере протекания процесса диффузии растет диффузионная область.

![]()
![]() Рис. 6.20. Классификация способов сварки
Рис. 6.20. Классификация способов сварки
Рис.6.21. Структура сварного соединения
При сварке УЗ-колебаниями между соединяемыми поверхностями деталей возникают силы трения, под действием которых происходит местный разогрев поверхностных слоев металла. Вследствие интенсивной знакопеременной деформации металл переходит в высокопластическое состояние, что приводит к резкому измельчению зерна и развитию дефектов в кристаллитах. Металлы в зоне деформации нагреваются до температур, близких к температуре рекристаллизации. Однако из-за относительно низкой температуры и ограниченного времени процесс диффузии не успевает завершиться, поэтому структура соединения близка к структуре металлов при сварке давлением.
6.6. МОНТАЖНАЯ МИКРОСВАРКА
Монтажная микросварка применяется при монтаже кристаллов ИМС с помощью золотых и алюминиевых выводов. Процесс УЗ-микросварки основывается на введении механических колебаний УЗ-частоты в зону соединения, что приводит к пластической деформации приконтактной зоны, разрушению и удалению поверхностных пленок с созданием атомно-чистых (ювенильных) поверхностей, что интенсифицирует процесс образования активных центров и тем самым приводит к образованию прочного сварного соединения без большой пластической деформации свариваемых деталей.
Наиболее часто применяются продольные колебания частотой 66 кГц , вводимые в зону сварки с помощью волноводной системы (рис. 6.22.), состоящей из преобразователя 1 , акустического трансформатора 2 , концентратора 3 . Колебания от рабочего инструмента 4 сообщаются проволочному выводу 5 , совмещенному с контактной площадкой 6 , расположенном на акустической опоре
7 . Волноводная система крепится в узле колебаний держателем 8 .

Рис. 6.22. Схема ультразвуковой микросварки
Режим сварки на заданной частоте характеризуется следующими параметрами:
1) энергией ультразвуковых колебаний Е :
![]() EA F t
,
EA F t
,
где A — амплитуда колебаний ( 2—5 мкм); F — частота колебаний; t —
время микросварки. Увеличение времени сварки повышает прочность сварного соединения за счет роста суммарной площади очагов схватывания до определенного предела, увеличение времени более 3—5с приводит к усталостному разрушению соединения;
2) акустической мощностью Р ак , вводимой в сварочную зону, которая связана с электрической мощностью Р , подводимой к преобразователю, соотношением
P
![]() P
0
,
P
0
,
где ![]() — механический КПД преобразователя (0,5—0,7 для магнитострикционных, 0,8—0,9 для пьезоэлектрических); Р
0
— мощность потерь на подмагничивание;
— механический КПД преобразователя (0,5—0,7 для магнитострикционных, 0,8—0,9 для пьезоэлектрических); Р
0
— мощность потерь на подмагничивание;
3) контактным усилием сжатия F , которое зависит от толщины свариваемых элементов и подводимой мощности. При недостаточном усилии сжатия не достигается необходимое сцепление между инструментом и деталью, так как происходит проскальзывание инструмента по детали. Увеличение усилия сжатия приводит к чрезмерной деформации сварной точки и снижению прочности соединения. Оптимальная степень обжатия вывода выбирается в соответствии с коэффициентом деформации 0,5—0,6:
K
д ![]() ,
,
d пр
где d пр — диаметр проводника; Н д — высота деформированной зоны;
4) формой рабочей части инструмента, которая выбирается из соображения, что длина деформируемого при сварке проводника должна быть равной 2—3 диаметрам проводника. Повышению прочности способствует небольшой паз в центре рабочей части вдоль свариваемой проволоки.
Функциональные особенности конструктивных элементов инструмента при УЗ-микросварке заключаются в следующем (рис. 6.23.):
![]() диаметр направляющего отверстия выбирается из условия устранения возможности забивки его материалом привариваемой проволоки:
диаметр направляющего отверстия выбирается из условия устранения возможности забивки его материалом привариваемой проволоки:
![]() d
0
1,5 d
пр
;
d
0
1,5 d
пр
;
![]() угол наклона направляющего отверстия определяется условиями перемещения инструмента на вторую сварку, зависит от высоты и длины проволочной перемычки:
угол наклона направляющего отверстия определяется условиями перемещения инструмента на вторую сварку, зависит от высоты и длины проволочной перемычки:
arctg (h / ),
![]() где h
— высота проволочной петли; — перемещение стола. Оптимальная
где h
— высота проволочной петли; — перемещение стола. Оптимальная
![]()
![]()
![]()
![]()
![]() величина угла составляет 30; длина рабочей части инструмента L
определяет длину деформируемой при сварке проволоки и выбирается из соотношения L
2 d
пр
; оптимальное значение L
составляет 0,1 мм для проволоки диаметром 27 мкм и 0,2 мм для проволоки диаметром 60 мкм; глубина продольного паза b
зависит от коэффициента деформации k
д
= 0,6: b
= (0,01 — 0,05) мм;
величина угла составляет 30; длина рабочей части инструмента L
определяет длину деформируемой при сварке проволоки и выбирается из соотношения L
2 d
пр
; оптимальное значение L
составляет 0,1 мм для проволоки диаметром 27 мкм и 0,2 мм для проволоки диаметром 60 мкм; глубина продольного паза b
зависит от коэффициента деформации k
д
= 0,6: b
= (0,01 — 0,05) мм;
![]() удаление выхода отверстия от задней кромки рабочей площади инструмента
удаление выхода отверстия от задней кромки рабочей площади инструмента
![]() должно обеспечивать симметрию петли проволочной перемычки: l
уд
= 8 d
пр
; угол наклона задней кромки рабочей площадки
должно обеспечивать симметрию петли проволочной перемычки: l
уд
= 8 d
пр
; угол наклона задней кромки рабочей площадки ![]() должен обеспечивать
должен обеспечивать
подрезку проволоки после второй сварки без остаточных напряжений в ней.
![]()
![]() Оптимальная величина угла составляет 60.
Оптимальная величина угла составляет 60.

Рис. 6.23. Рабочая часть инструмента для УЗ-микросварки
Для присоединения внахлест проволоки из алюминиевых сплавов УЗмикросваркой используют капилляры из твердых сплавов типа ВК-20 с упрочненной рабочей поверхностью типа КУТ32 - 27 - 95 - 15, где КУТ — капилляр для УЗ- и термозвуковой сварки, 27 — диаметр проволоки, 95 — размер L , 15 — размер R .
Анализ факторов, влияющих на качество и надежность микросварных соединений, показывает, что все технологические параметры УЗ-микросварки оказываются настолько тесно связанными, что неудачный выбор одного из них изменяет ранее установленные значения других. Поэтому для обеспечения высокого качества и воспроизводимости ультразвуковой сварки важны: обеспечение заданной микрогеометрии поверхности контактных площадок; оптимизация технологических параметров УЗ-микросварки методом математического моделирования; разработка новых способов микросварки с активацией процесса физико-химического взаимодействия контактирующих металлов.
УЗ-микросварка позволяет соединять без значительного нагрева самые разнообразные металлы (алюминий, медь, никель, золото, серебро), а также металлы с полупроводниковыми материалами. Выполнение проволочного соединения контактной площадки на кристалле с траверсой корпуса требует наряду со сварочными операциями действий по совмещению инструмента с местом сварки на кристалле и корпусе схемы.
В 80-х гг. создана полностью автоматизированная установка УЗ-микросварки ЭМ-4020, имеющая управляющую микроЭВМ "Электроника-60",что резко увеличило производительность до 12500 сварок в час. Новое поколение установок, к которому относится ЭМ-4060, построено с применением линейных шаговых двигателей и системы технического зрения, что обеспечивает наивысшую производительность от 18 до 30 тыс. сварок в час (табл. 6.8).
Табл. 6.8- Характеристика установок УЗ-микросварки
![]() Параметры ЭМ-4020б
Параметры ЭМ-4020б
| Производительност ь, сварок/ч |
14 000 |
16 000 |
18 000 |
| Диаметр проволоки, мкм |
27—60 |
25—40 |
20—60 |
| Размеры рабочего поля стола, мм |
|
|
|
| Точность позиционирования, мкм |
25 |
20 |
3,2 |
| Усилие сжатия, Н |
0,2—1,2 |
0,2—1,2 |
0,2—0,25 |
| Тип сварочного соединения |
Внахлестку |
Встык-внахлестку |
Термозвук, золотым шариком |
В новых моделях автоматов (ЭМ-4060П и ЭМ-4020П) для присоединения выводов ИМС используется единая стойка управления, состоящая из однотипных блоков управления, распознавания и питания ультразвуковых генераторов (УЗГ), а также прецизионные загрузочно-разгрузочные устройства (ЗРУ) и оптикотелевизионные системы.
Система технического зрения (СТЗ) позволяет распознавать и определять положение кристаллов и траверс. Положение корпуса определяется по одной траверсе при совмещении только по линейным координатам и по двум траверсам при совмещении по линейным координатам и углу. СТЗ может определять положение каждой траверсы индивидуально.
Усовершенствованная УЗ-система автоматов характеризуется следующими особенностями. Предусмотрена непрерывная автоматическая подстройка частоты (АПЧ) в полосе не менее 5 кГц с погрешностью отслеживания частоты резонанса ультразвукового преобразователя (УЗП) не более 20 Гц и времени захвата не более 20 мс. Встроенная модернизированная система контроля функционирования и компенсации ошибок АПЧ позволяет вдвое (по сравнению с ЭМ-4020б) уменьшить максимальную длительность компенсации ошибок АПЧ (время модуляции), увеличить устойчивость АПЧ и обеспечить заблаговременную сигнализацию об отказе системы.
В УЗ-системе имеется датчик, сигнализирующий о создании требуемого акустического контакта между инструментом и соединяемыми деталями и позволяющий не только определять позицию сварки по координате Z , но и увеличивать воспроизводимость качества соединений. Подача УЗ-колебаний на инструмент (дежурного сигнала) в промежутках между сварками снижает трение между инструментом и проволокой при формировании петли, облегчает отделение инструмента от сформированного соединения. Встроенное устройство контроля сварочных систем, программно и аппаратно поддержанное управляющей системой установки, позволяет осуществлять функциональное диагностирование УЗ-системы и непрерывное наблюдение за ходом процесса формирования каждого сварного соединения и на этой основе осуществлять 100%-й контроль качества при сборке ИМС любого типа в любом корпусе.
Для повышения качества и надежности микросварных соединений применяют различные методы активации: электрическим током и ИК-излучением. Импульс электрического тока пропускают через оба соединяемых элемента в направлении, обеспечивающем электроперенос диффузионно-подвижного металла в соединении (рис. 6.24, а ). Поскольку в соединении Al—Ni алюминий обладает большим коэффициентом диффузии, чем никель, электрический ток через соединение стимулирует диффузионное взаимодействие в процессе микросварки, что приводит к образованию интерметаллидов Al3 Ni, имеющих повышенную прочность, и вызывает увеличение надежности микросварного соединения.

![]() 1
генератор УЗ-колебаний; 2
преобразователь; 3
волновод; 4
инструмент; 5
проволока; 6
контактная площадка; 7
устройство токовой активации; 8
блок питания; 9
блок управления; 1
0 блок ИК-
1
генератор УЗ-колебаний; 2
преобразователь; 3
волновод; 4
инструмент; 5
проволока; 6
контактная площадка; 7
устройство токовой активации; 8
блок питания; 9
блок управления; 1
0 блок ИК-
активации
Рис. 6.24. Схемы УЗ-микросварки с токовой активацией (а ) и ИК-активацией
(б )
ИК-подогрев соединяемых элементов при УЗ-микросварке снижает до минимума эффект проскальзывания проволочного вывода, увеличивает его пластичность, степень деформации и фактическую площадь контакта вывода с контактной площадкой (рис. 6.24, б ). Кроме того, тепловая активация соединения до температур, не превышающих температуру рекристаллизации металлов, участвующих в соединении, ускоряет диффузионные процессы в зоне контакта, что в итоге способствует увеличению прочности микросварных соединений и повышению надежности изделий.
Термозвуковая сварка (ТЗС) находит все возрастающее применение при сборке изделий микроэлектроники. В ТЗС соединения формируются в результате совместного действия температуры, энергии ультразвуковых колебаний сварочного инструмента и усилия нагружения инструмента. Данный способ сварки как бы объединяет отдельные качества термокомпрессионной и УЗ-сварки, обеспечивает высокое качество соединения при существенном смягчении режимов сварки, прежде всего температуры. ТЗС используется в первую очередь при автоматизированной сборке приборов, критичных к температурам свыше
![]()
![]()
![]()
![]() 200—250 С. Применим этот способ сварки и для сборки толстопленочных ГИС. Качественные, устойчивые к повышенным температурам (150 С) и термоциклированию (100 циклов; –55...+150 С) соединения золотой проволоки с медными печатными проводниками получаются ТЗС при температуре подложки 105—200 С. Практически ТЗС начинают широко применять и для сборки ИМС и БИС массовых серий с целью смягчения режимов и снижения критичности сварочного процесса к колебаниям качества соединяемых материалов.
200—250 С. Применим этот способ сварки и для сборки толстопленочных ГИС. Качественные, устойчивые к повышенным температурам (150 С) и термоциклированию (100 циклов; –55...+150 С) соединения золотой проволоки с медными печатными проводниками получаются ТЗС при температуре подложки 105—200 С. Практически ТЗС начинают широко применять и для сборки ИМС и БИС массовых серий с целью смягчения режимов и снижения критичности сварочного процесса к колебаниям качества соединяемых материалов.
Из всех видов сварки, применяемых в производстве изделий микроэлектроники, ТЗС является наиболее сложной в реализации, но отличается большой гибкостью в выборе режимов, а поэтому весьма перспективна для автоматизированной сборки. Использование при ТЗС ультразвуковой энергии наряду со снижением температуры обусловило ряд преимуществ: увеличение скорости, относительная легкость установления приемлемых режимов, улучшение свариваемости более широкой номенклатуры материалов соединяемых поверхностей. Важным достоинством ТЗС по сравнению с УЗС является меньшая критичность к жесткости конструктивных элементов корпуса.
Термокомпрессионной сваркой (ТКС) называют микросварку давлением в твердой фазе элементов, нагреваемых от постороннего источника теплоты, с локальной пластической деформацией в зоне сварки. Различают термокомпрессионную микросварку с общим, импульсным, косвенным и комбинированным нагревом.
Основными параметрами режима термокомпрессии являются: усилие сжатия соединяемых элементов F , температура нагрева инструмента Т , длительность выдержки под давлением t .
![]() Выбор усилия сжатия F
определяется допустимой деформацией присоединяемого проводника, которая для золотой проволоки составляет 50—70 %, алюминиевой — 60—80 %. Температура нагрева не должна превышать температуру образования эвтектики соединяемых материалов и находится в пределах 250—450 С. Длительность выдержки выбирается в зависимости от сочетаний свариваемых материалов в диапазоне 1—10 для достижения максимальной прочности соединения.
Выбор усилия сжатия F
определяется допустимой деформацией присоединяемого проводника, которая для золотой проволоки составляет 50—70 %, алюминиевой — 60—80 %. Температура нагрева не должна превышать температуру образования эвтектики соединяемых материалов и находится в пределах 250—450 С. Длительность выдержки выбирается в зависимости от сочетаний свариваемых материалов в диапазоне 1—10 для достижения максимальной прочности соединения.
![]() Для сварки применяют золотую проволоку диаметром 30 мкм, которую обезжиривают в спирте и отжигают в течение 5 мин при температуре 600 С. ТКС проводится внахлест (клином) (рис. 6.25, а
) или встык, с образованием шарика (рис. 6.25, б
). Шарик из золотой проволоки образуется в пламени водородной горелки или электрическим разрядом. Диаметр шарика составляет 1,5—2 диаметра проволоки. Правильная форма шарика и отсутствие оксидов на его поверхности улучшают качество соединений.
Для сварки применяют золотую проволоку диаметром 30 мкм, которую обезжиривают в спирте и отжигают в течение 5 мин при температуре 600 С. ТКС проводится внахлест (клином) (рис. 6.25, а
) или встык, с образованием шарика (рис. 6.25, б
). Шарик из золотой проволоки образуется в пламени водородной горелки или электрическим разрядом. Диаметр шарика составляет 1,5—2 диаметра проволоки. Правильная форма шарика и отсутствие оксидов на его поверхности улучшают качество соединений.

1 – проволока; 2 – инструмент; 3 – подложка
Рис. 6.25. Схемы термокомпрессионной сварки:
Для ТКС рекомендуются рубиновые капилляры, имеющие более высокие износостойкость рабочих поверхностей, коррозионную стойкость и чистоту поверхности. Обозначение капилляра: КТ51-25-150-2-30 (КТ — капилляр для термокомпрессионной сварки, 25 — диаметр проволоки, 150 — диаметр D , 30 — размер R ). Наибольшая прочность соединений достигается при использовании инструмента сложной формы: с ребром жесткости или типа "рыбий глаз" (рис.
6.26).
![]()
Рис. 6.26. Типы термокомпрессионных соединений
![]() После сварки в процессе электротренировки возможно появление интерметаллидов Aux
Aly
: пурпурного AuAl2
, затем рыжего, а через некоторое время фазы черного цвета, имеющих низкую прочность и высокое электрическое сопротивление. Скорость процесса разрушения соединения возрастает при повышении температуры. Расчеты показывают, что при температуре 100 С падение прочности вдвое произойдет через 10 сут., а следующее падение прочности вдвое — через 7 лет.
После сварки в процессе электротренировки возможно появление интерметаллидов Aux
Aly
: пурпурного AuAl2
, затем рыжего, а через некоторое время фазы черного цвета, имеющих низкую прочность и высокое электрическое сопротивление. Скорость процесса разрушения соединения возрастает при повышении температуры. Расчеты показывают, что при температуре 100 С падение прочности вдвое произойдет через 10 сут., а следующее падение прочности вдвое — через 7 лет.
Повышения качества ТКС добиваются подачей в зону сварки осушенного защитного газа (аргона, азота, формиргаза) и снижением температуры. Для ТКС используется современное автоматическое оборудование (табл. 6.9).
Табл. 6.9- Характеристика установок термокомпрессионной сварки
| Параметры |
ЭМ-490 |
ЭМ-4030 |
ЭМ-4060 |
Hitachi (Япония) |
| Диаметр вывода, мкм |
20—60 |
20—60 |
20—60 |
20—60 |
| Способ соединения |
Встык, внахлестку |
Внахлестку |
Встык, внахлестку |
Встык |
|
|
250—400 |
250—450 |
250—450 |
До 450 |
| Контактное усилие, Н |
0,4—3 |
0,4—3 |
0,4—3 |
0,3—2,5 |
| Время сварки, с |
0,05—0,3 |
0,4—3,6 |
0,04—0,3 |
0,05—4,0 |
| Производительность , сварок/ч |
12 500 |
300 |
10 000 |
18 000 |
![]()
![]() Преимущества ТКС заключаются в следующем: возможность сварки прецизионных элементов с минимальной толщиной до 5 мкм, некритичность к небольшим изменениям ( 10 %) параметров режима сварки, возможность групповой технологии контактирования. К недостаткам следует отнести: небольшое число хорошо свариваемых материалов, ограничение толщин свариваемых элементов до 0,13 мм, сильную зависимость качества соединений от состояния свариваемых поверхностей, необходимость подогрева деталей до 350— 400 С, увеличенное значение переходного сопротивления контактов, возможность образования интерметаллидов, ухудшающих качество и надежность соединения.
Преимущества ТКС заключаются в следующем: возможность сварки прецизионных элементов с минимальной толщиной до 5 мкм, некритичность к небольшим изменениям ( 10 %) параметров режима сварки, возможность групповой технологии контактирования. К недостаткам следует отнести: небольшое число хорошо свариваемых материалов, ограничение толщин свариваемых элементов до 0,13 мм, сильную зависимость качества соединений от состояния свариваемых поверхностей, необходимость подогрева деталей до 350— 400 С, увеличенное значение переходного сопротивления контактов, возможность образования интерметаллидов, ухудшающих качество и надежность соединения.
Сварка расщепленным (сдвоенным ) электродом применяется в технологии электрического монтажа, в частности при получении контактных соединений планарных выводов ИМС и ЭРЭ с контактными площадками плат, плоских ленточных проводов с выводами печатных разъемов и др. Метод пригоден для сварки таких материалов, как медь, серебро, золото, алюминий, никель толщиной 0,03—0,5 мм. Подготовка свариваемых поверхностей заключается в предварительном отжиге материалов для снятия внутренних напряжений и увеличения пластичности, обезжиривании поверхностей химическими растворами. Сварка выполняется электродом, изготовленным из вольфрама или молибдена в виде двух токопроводящих частей, разделенных зазором h = 0,02— 0,25 мм, либо с помощью диэлектрической прокладки (рис. 6.27.).
Сварку осуществляют одним или несколькими импульсами конденсаторного разряда с различной длительностью, мощностью и интервалами между импульсами. Усилие прижима электродов при сварке 0,2—1,5 Н создается в момент нагрева до максимальной температуры и снимается до окончания действия импульса тока. При этом ИМС и ПП получают незначительную термическую нагрузку. Сварку проводят на установках типа "Контакт-3А" (производительностью 250 сварок в час), ЭМ-425А, ЭМ-220, ЭМ-441 (800—2300 сварок в час) при длительности сварочного импульса 0,02—0,8 с.
![]()
![]() 1
электроды; 2
вывод ИМС;3
плата; 4
контактная площадка
1
электроды; 2
вывод ИМС;3
плата; 4
контактная площадка
Рис. 6.27. Схема сварки расщепленным электродом
К недостаткам рассмотренного способа относятся необходимость никелирования плат и золочения выводов ИМС, точное позиционирование выводов, трудность группового контактирования, более высокая стоимость по сравнению с пайкой.
Лазерную микросварку использует для проводов в полиуретановой изоляции, коваровых и никелевых выводов радиоэлементов с контактными площадками, плат, проволочных выводов ИМС внахлестку, проволоки малых диаметров из золота, меди, алюминия с напыленными на керамику, стекло, ситалл металлическими слоями и т. п. Преимущества лазерного излучения:
![]() высокая локализация мощности в зоне нагрева (до 1000 МВт/м2
); безынерционность воздействия, что позволяет вести нагрев импульсами
высокая локализация мощности в зоне нагрева (до 1000 МВт/м2
); безынерционность воздействия, что позволяет вести нагрев импульсами
![]() малой длительности (1—10 мс) и очень точно дозировать энергию излучения; очень малая зона термического влияния (0,03—0,25 мм) при минимальном
малой длительности (1—10 мс) и очень точно дозировать энергию излучения; очень малая зона термического влияния (0,03—0,25 мм) при минимальном
![]() диаметре пятна нагрева 0,01 мм; не требуется вакуум, работа может выполняться в атмосфере любого
диаметре пятна нагрева 0,01 мм; не требуется вакуум, работа может выполняться в атмосфере любого
состава;
![]() возможны соединения материалов с существенными различиями
возможны соединения материалов с существенными различиями
![]() оптических, теплофизических и механических свойств; легкость автоматизации путем применения микропроцессоров и
оптических, теплофизических и механических свойств; легкость автоматизации путем применения микропроцессоров и
транспортных систем.
Источником лазерного излучения являются оптические квантовые генераторы (ОКГ), которые по агрегатному состоянию рабочего вещества подразделяются на газовые, жидкостные и твердотельные. В зависимости от способов возбуждения рабочего вещества ОКГ работают с оптической либо химической накачкой в непрерывном или импульсном режиме, а также в режиме синхронизации модуляции.
ОКГ на неодимовом стекле и рубине имеют высокую удельную мощность (до 10 000 МВт/м2 ), однако их применение ограниченно из-за низких эффективности и частоты следования импульсов. ОКГ на алюмоиттриевом гранате (АИГ) имеют рабочую длину волны 1,06 мкм и обеспечивают удельную мощность до 1000 МВт/м2 в сочетании с высокой частотой следования импульсов (до 20 Гц) благодаря низкому порогу накачки и хорошей теплопроводности рабочего вещества. Газовый лазер на СО2 работает с еще большей эффективностью как в непрерывном, так и в импульсном режиме, однако его излучение длиной волны 10,6 мкм хорошо отражается металлами.
Алюмоиттриевый гранат — монокристаллический материал, выращенный с ориентацией по кристаллографической оси <100>. Он представляет собой соединение Al2 O3 и отличается очень высокой теплопроводностью (0,13 Вт/(см·К)), малым коэффициентом теплового расширения (6,96·10–6 К–1 ), высокой механической прочностью (175 МПа), а также малым порогом возбуждения. Для генерации излучения в состав АИГ вводятся активизирующие ионы трехвалентного неодима — элемента из группы лантанидов — в количестве 0,5— 1 %.
Мощность лазерного излучения 125 Вт достигается благодаря использованию двух активных элементов в излучателе. Коэффициент пропускания выходного зеркала (до 20 %) является оптимальным и обеспечивает максимальную мощность лазерного излучения при номинальной силе тока, проходящего через лампу накачки. Активный элемент и лампа накачки размещаются в непосредственной близости друг от друга и помещаются в отражатель, повышающий долю энергии светового излучения лампы.
Основным элементом излучателя является квантрон, в состав которого входят активный элемент, отражатель, корпус, штуцера охлаждения, фланцы и втулки крепления. Отражатель представляет собой моноблок из легированного европием кварцевого стекла в форме эллиптического цилиндра с полированной боковой поверхностью, покрытой слоем серебра. На внешний слой моноблока нанесено защитное покрытие из меди и никеля.
Кварцевое стекло отражателя с легирующими добавками не пропускает вредное для активного элемента ультрафиолетовое излучение лампы накачки, что позволяет использовать во внутреннем контуре системы охлаждения лазера дистиллированную воду без каких-либо фильтрующих добавок и тем самым значительно повышает эксплуатационные свойства лазера. Благодаря эллиптической форме отражателя распределение энергии накачки по сечению активного элемента имеет максимум в центральной части, что увеличивает эффективность генерации излучения.
![]() Активный элемент типа ГП 6,3х100 выполнен в виде круглого стержня диаметром 6,3 мм и длиной 100 мм, изготовлен из монокристалла АИГ, активированного трехвалентными ионами неодима. Резонатор излучателя образован двумя зеркалами с многослойными диэлектрическими отражающими покрытиями. Основу зеркал составляют подложки, имеющие вид шайб диаметром 40 мм, толщиной 4 мм, изготовленные из стекла КУ-1. Выходное зеркало имеет коэффициент пропускания 20 2 %, а глухое — не менее 0,2 %. Изменение положения поверхности зеркала относительно оси лазерного излучения (юстировку) осуществляют путем поворота юстировочных винтов.
Активный элемент типа ГП 6,3х100 выполнен в виде круглого стержня диаметром 6,3 мм и длиной 100 мм, изготовлен из монокристалла АИГ, активированного трехвалентными ионами неодима. Резонатор излучателя образован двумя зеркалами с многослойными диэлектрическими отражающими покрытиями. Основу зеркал составляют подложки, имеющие вид шайб диаметром 40 мм, толщиной 4 мм, изготовленные из стекла КУ-1. Выходное зеркало имеет коэффициент пропускания 20 2 %, а глухое — не менее 0,2 %. Изменение положения поверхности зеркала относительно оси лазерного излучения (юстировку) осуществляют путем поворота юстировочных винтов.
Система охлаждения лазера — жидкостная двухконтурная с теплообменным устройством типа "вода—вода" и термостабилизацией охлаждающей жидкости, циркулирующей по замкнутому контуру с помощью жидкостного насоса. Наряду с хорошими теплофизическими характеристиками, доступностью и безопасностью охлаждающая вода имеет высокие стабильные коэффициенты пропускания излучения, оптической накачки и способностью отфильтровывать инфракрасную часть спектра. Во внутреннем контуре используют только дистиллированную воду.
Средняя мощность излучения в импульсе
![]() PE
/t
,
PE
/t
,
где Е — энергия излучения; t — длительность импульса. При непрерывном излучении лазера длительность воздействия
![]() td
/v
,
td
/v
,
![]() где d
— диаметр луча; v
— скорость сканирования платы относительно луча. Тогда средняя мощность излучения P E v
/ d
, а средняя плотность мощности излучения для луча круглой формы q
1,27 E v
/d
.
где d
— диаметр луча; v
— скорость сканирования платы относительно луча. Тогда средняя мощность излучения P E v
/ d
, а средняя плотность мощности излучения для луча круглой формы q
1,27 E v
/d
.
Для оценки мощности лазерного излучения используют измеритель средней мощности и энергии импульсов ОКГ ИМО-2, имеющий погрешность 10 %.
Промышленность выпускает ряд автоматов лазерной сварки и пайки с программным управлением на базе лазера ЛТН-102А: для сварки — установки типа "Квант-10", "Квант-12" с энергией излучения до 15 Дж и частотой 60 импульсов в секунду, для пайки — ПЛП-2, "Квант-50", "Квант-52" производительностью до 330 соединений в минуту и мощностью излучения 125 Вт.
К недостаткам лазерного излучения как активирующего фактора при пайке и сварке относятся: сложность технологического оборудования; нестабильность лазерного излучения во времени; особые требования техники безопасности; возможность термической деструкции диэлектрического основания печатной платы из-за значительного поглощения лазерного излучения этими материалами; большая энергоемкость, малый КПД ( около 1 %); повышенные требования к точности изготовления плат; необходимость точного совмещения платы с фокальной плоскостью лазера.
При монтажной микросварке не допускаются следующие дефекты: обрыв проволочного вывода и пересечение выводов; утончение вывода более 1/4 диаметра; расстояние между привариваемыми проволоками меньше трех диаметров проволоки; высота петли более 0,3 мм над уровнем кристалла; сильное натяжение, изгиб проволочного провода, приводящий к соприкосновению его с кристаллом; длина свободных концов проволоки более одного диаметра в соединении с контактными площадками кристалла и более трех диаметров — с траверсами; смещение сварных соединений за пределы контура траверсы.
6.7. НАКРУТКА И ОБЖИМКА
Монтаж накруткой , предназначенный для получения электрических соединений одножильных проводов со штыревыми выводами разъемов, был разработан в США в 1952 г. фирмой Bell Lab's и широко применяется для электрического монтажа блоков, панелей и рам ЭВМ. Монтаж накруткой исключает применение припоев и флюсов, ускоряет процесс межблочного монтажа, повышает надежность соединений по сравнению с паяными, создает возможность автоматизации межблочного монтажа.
Контактное соединение накруткой — соединение неизолированного одножильного провода со штыревым выводом, имеющим острые кромки, при котором провод навивается на вывод с определенным усилием (рис. 6.28). При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку, и образуют газонепроницаемое соединение. Концентрация напряжений в зонах контакта и среднее давление порядка 170 МПа обусловливают взаимную диффузию металлов, что способствует повышению надежности соединений. Срок службы соединений при нормальных климатических условиях 15—20 лет.

![]()
![]() а
внешний вид; б
сечение; 1
штырь; 2
одножильный провод; 3
область газонепроницаемого
а
внешний вид; б
сечение; 1
штырь; 2
одножильный провод; 3
область газонепроницаемого
соединения; 4 кромка штыря
Рис. 6.28. Соединение накруткой:
Соединение накруткой должно иметь минимальное переходное сопротивление (не более 1—3 мОм), сумму площадей контактных точек больше площади поперечного сечения провода во избежание местного перегрева при прохождении тока.
Перечисленные требования обеспечиваются выбором материала штыревого вывода, конструкции соединения, технологических режимов. Материал штыревого вывода должен обладать прочностью и упругостью, чтобы противостоять усилию скручивания, а также высокой электропроводностью. Лучшими материалами, имеющими высокий модуль упругости, низкое остаточное напряжение и коэффициент линейного теплового расширения, близкий к коэффициенту медного провода, являются бериллиевая, фосфористая и кремнистая бронзы ( например, Бр.Б2 содержит в среднем 2 % бериллия, Бр. КМц3-1 — до 3 % кремния, отличается высокой коррозионной стойкостью и заменяет дорогостоящую бериллиевую бронзу). Формы поперечного сечения выводов под накрутку приведены на рис. 6.29.
![]()
Рис. 6.29. Формы поперечного сечения выводов
![]() Наибольшее распространение получили штыри квадратной и прямоугольной формы; U- и V- образные штыри обладают большей упругостью и применяются при рабочих температурах до 180 С, когда снижение напряжения в проводах компенсируется силой упругости штырей и позволяет сохранять электрические и механические параметры соединений. Для защиты поверхностей штыревых выводов от коррозии, а также для снижения переходного контактного сопротивления применяют следующие покрытия штырей: гальваническое золочение (3—6 мкм), серебрение (6—9 мкм), лужение (олово или олово — свинец толщиной 35—40 мкм).
Наибольшее распространение получили штыри квадратной и прямоугольной формы; U- и V- образные штыри обладают большей упругостью и применяются при рабочих температурах до 180 С, когда снижение напряжения в проводах компенсируется силой упругости штырей и позволяет сохранять электрические и механические параметры соединений. Для защиты поверхностей штыревых выводов от коррозии, а также для снижения переходного контактного сопротивления применяют следующие покрытия штырей: гальваническое золочение (3—6 мкм), серебрение (6—9 мкм), лужение (олово или олово — свинец толщиной 35—40 мкм).
При расчете числа витков следует учитывать, что выводы квадратной, прямоугольной и ромбовидной форм сечения имеют по 4 точки контактирования на виток, V-образной и треугольной — 3, U-образной — 2,5. Две первые и две последние точки не дают надежного соединения, поэтому их не учитывают при расчетах.
При монтаже накруткой применяют три вида соединений: обычное, модифицированное и бандажное (рис. 6.30).
![]() а
обычное; б
модифицированное; в
бандажное
а
обычное; б
модифицированное; в
бандажное
Рис. 6.30. Виды соединений накруткой
Обычное соединение получают путем накрутки на штырь неизолированного участка (4—8 витков) одножильного провода. Модифицированное соединение имеет дополнительно 1—2 витка провода в изоляции, что уменьшает концентрацию напряжений в точке касания провода первого витка и уменьшает вероятность обрыва при вибрациях. Бандажное соединение используют для крепления многожильного провода или вывода ЭРЭ к штырю путем накрутки нескольких витков бандажного провода на параллельно расположенный вывод и бандажируемый элемент (провод, вывод, шина и т. д.). Для всех видов соединений накруткой необходимо плотное прижатие витков друг к другу, не допускается выход конца первого витка за пределы соединения, что увеличивает опасность случайной развивки. При монтаже накруткой на каждом выводе рекомендуется выполнять не более трех соединений. Учитывая конструктивные особенности соединений накруткой (рис. 6.31), длину вывода можно рассчитать по следующей формуле:
![]()
![]() L
(n
1
d
1
(n
2
l) d
2
(n
1
n
2
) l
2
) N l
1
(N
1) l
3
3 d
1
,
L
(n
1
d
1
(n
2
l) d
2
(n
1
n
2
) l
2
) N l
1
(N
1) l
3
3 d
1
,
где n 1 , n 2 — число неизолированных и изолированных витков провода; d 1 , d 2 — диаметры неизолированных и изолированных проводов; l 1 — расстояние между первым витком и основанием (1 мм); l 2 — расстояние между витками; l 3 — расстояние между соединениями; N — число соединений на выводе.

Рис. 6.31. Схема для расчета длины вывода
Контактное соединение накруткой получают с помощью специального инструмента — электрифицированного пистолета для накрутки. Основным элементом, обеспечивающим формирование соединения, является валик, имеющий два отверстия: центральное для размещения штыря и боковое ступенчатое для размещения неизолированного и изолированного участков монтажного провода (рис. 6.32). На торце валика выполнена проточка, форма которой определяет качество соединения. На валик в осевом направлении действует пружина, от упругих свойств которой зависит однородность и плотность навивки провода. Сила Р давления валика на провод формирует витки соединения и при оптимальном значении (5—30 Н) обеспечивает их плотное прилегание друг к другу.
![]()
Рис. 6.32. Схема образования соединения накруткой
С помощью монтажного пистолета типа НП-4В при наличии предварительно заготовленных проводов монтажник может выполнить до 50—80 соединений в час. При этом основная часть времени уходит на поиск очередного места соединения, выбор перемычки соответствующей длины и т. д.
При ручном монтаже конец провода со снятой на рекомендуемую длину изоляцией сначала вставляют в канавку концевой части навивочного валика до тех пор, пока края изоляционной оболочки провода не натолкнутся на края канавки. После этого его загибают вокруг втулки так, чтобы он не закрывал среднее отверстие концевой части, и придерживают. Затем инструмент насаживают на предназначенный для соединения штырь так, чтобы он прошел в среднее отверстие концевой части, и включают привод.
При накрутке ось отверстия в направляющей втулке, воспринимающего штырь, должна находиться точно на одной линии с продольной осью штыря. Нужно следить также за тем, чтобы у первого витка соединения провод не развернулся вокруг собственной оси, так как иначе в этом месте возникает концентрация напряжения и провод может порваться.
Если на одном и том же штыре необходимо изготовить несколько соединений, то накрутку начинают у закрепленного конца штыря так, чтобы край дула инструмента слегка касался поверхности крепления штыря (или находился бы от нее на расстоянии 1—2 мм). Второе и третье соединения выполняются аналогично, но здесь концевая часть упирается в готовое соединение. Время собственно накрутки составляет около 1 с, продолжительность всей операции (введение провода, его изгиб, насаживание на штырь, включение, навивка, остановка, снятие инструмента) занимает около 2,5 с. Качество соединения практически не зависит от навыка оператора, так как время накрутки провода весьма мало.
Для повышения производительности монтажа накруткой применяют полуавтоматы типа АА-53 где автоматизирован поиск координаты очередного соединения и перемычки соответствующей длины. При этом на монтажном столе по координатам x и y перемещается инструментодержатель, а программа соединений вводится с перфоленты в устройство управления. Система световой индикации ячеек облегчает монтажнику поиск соответствующей перемычки.
Производительность монтажа на таких установках увеличивается до 200—500 соединений в час, а число ошибок сокращается до 0,01 % от числа соединений.
Обжимкой называют способ постоянного соединения, которое осуществляется посредством сильной пластической деформации соединяемых поверхностей и разъединяется только с разрушением. Суть метода состоит в том, что провод 1 помещают в хвостовую часть соединительного элемента 2 , имеющего форму втулки, и обжимают (рис. 6.33).

Рис. 6.33. Соединение обжимкой
Благодаря высокому удельному давлению соединяемые металлы подвергаются значительной пластической деформации, и вследствие холодной текучести контактирующих поверхностей между соединенными материалами возникает интенсивный молекулярный контакт. После пластической деформации под действием остаточной упругой деформации соединяемые поверхности сжимаются с определенной силой. Такое соединение обладает высокой проводимостью, газостойкостью, теплостойкостью и вибростойкостью.
Выбирать материал, размеры проводов и элементов для соединения нужно так, чтобы после окончания операции обжатия сила натяжения провода была больше, чем релаксация элемента. Вследствие ослабления внутренней напряженности материалов это давление несколько уменьшается, но оставшегося усилия достаточно для поддержания надежного контакта с высокой проводимостью. Релаксация может быть механического или технического происхождения (вибрация, быстрое изменение температуры).
Механическое соединение считается годным тогда, когда его прочность на растяжение меньше, чем прочность на разрыв. Если изолированный провод порвется под влиянием нагрузки на растяжение, то этот разрыв трудно обнаружить под изоляционной оболочкой провода. Большое усилие обжатия более выгодно, так как при этом соединение имеет более низкое переходное сопротивление. Таким образом, переходное сопротивление и прочность на растяжение соединения зависят от величины деформации, а величина деформации — от размеров основных материалов, участвующих в соединении металлов.
Механическая прочность соединения характеризуется силой F в , необходимой для вытягивания провода при разрушении соединения, которая зависит от силы сжатия F (рис. 6.34). Из рисунка видно, что с возрастанием силы сжатия, а также по мере снижения отношения h /D 0 (где h — размер деформации; D 0 — начальный диаметр элемента) сила вытягивания возрастает только до определенного значения. Если сила сжатия превышает оптимальное значение, то сила вытягивания уменьшается.

Рис. 6.34. Рабочая диаграмма деформации
Большая сила сжатия может вызвать трещины, повреждения и явиться причиной сильного сокращения поперечного сечения. Малая сила сжатия приводит к соединению с зазорами в поперечном сечении, что неблагоприятно сказывается на их прочности и электропроводности. Таким образом, целесообразно выбирать силу сжатия, т. е. размеры деформации, между величинами F min и F max , т. е. h /D 0 max и h /D 0 min .
![]()
![]() Относительная проводимость соединения G
отн
может быть вычислена по проводимости соединения Gr
и проводимости провода Gn
: G
отн
(Gr
Gn
)100 %. Эта величина имеет тенденцию к возрастанию с ростом силы сжатия. Если при обжатии провода заняли свое место внутри обжимающего элемента и их плотность достигла определенной степени (около Fn
max
), то с дальнейшим увеличением силы давления (и деформации) относительная проводимость соединения уже не увеличивается. Максимум этой кривой обычно не совпадает с
Относительная проводимость соединения G
отн
может быть вычислена по проводимости соединения Gr
и проводимости провода Gn
: G
отн
(Gr
Gn
)100 %. Эта величина имеет тенденцию к возрастанию с ростом силы сжатия. Если при обжатии провода заняли свое место внутри обжимающего элемента и их плотность достигла определенной степени (около Fn
max
), то с дальнейшим увеличением силы давления (и деформации) относительная проводимость соединения уже не увеличивается. Максимум этой кривой обычно не совпадает с
F n опт .
Обжимка давно применяется в сильноточной электротехнической аппаратуре для непаяного соединения кабельных наконечников, в электронике она начала применяться последние 10—15 лет. Площадь эффективной контактной поверхности должна составлять 200—400 % площади сечения соединяемых проводов. В качестве материалов втулок используется медь, бронза с гальваническим защитным покрытием. Обжимку выполняют с помощью пистолетов, имеющих производительность до 500 соединений в час, или полуавтоматов (до 2000 соединений в час) и работающих на сжатом воздухе. Прочность соединений определяется силой вытягивания, которая для провода диаметром 0,5 мм равна приблизительно 80 Н.