| Скачать .docx |
Реферат: Методи оптимізації господарства
Міністерство освіти і науки України
Сумський державний університет
КАФЕДРА УПРАВЛІННЯ
Розрахункова робота
з дисципліни «Логістика»
Суми 2007
Зміст
1. Прогнозування попиту на матеріальні ресурсиметодом екстраполяції
2. Розрахунок транспортних засобів перервної(циклічної) дії
3. Раціональна організація вантажоперевезень
4. Розрахунок площі складських приміщень
5. Визначення оптимальної партії замовлення методомУілсона
6. Оптимізація величини логістичних витрат за допомогою АВС аналізу
7. Оптимізація розміщення розподільчих центрів
1. Прогнозування попиту на матеріальні ресурси методом екстраполяції
На підприємстві протягом одинадцяти місяців використовувалася така кількість металу (табл. 1.1).
Таблиця 1.1 – Обсяг використання металу підприємством
| t, міс. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| х, т | 24,1 | 24,7 | 25,5 | 26 | 26,3 | 27,2 | 28 | 28,8 | 29 | 30,1 | 30,8 | ? |
Необхідно визначити прогнозний попит на метал у дванадцятому місяці та оцінити погрішність прогнозу.
Розв’язання
1 За даними табл. 1.1 будується графік x = f(t) та оцінюється вид тренда (рис. 1.1).
Із графіку на рис. 1.1 можна зробити висновок, що тренд має лінійний характер, тому прогноз можна виконувати за рівнянням ![]() (1.1)
(1.1)
2 Визначимо значення ao та a1 .
Для лінійної функції після диференціювання по ao та a1 , одержуємо систему із двох рівнянь:
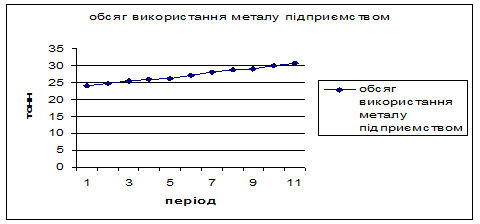
Рис. 1.1 – Графік тренда
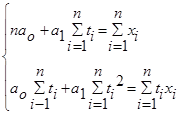 (1.2)
(1.2)
де n=11 – число місяців спостереження
xi – обсяг використання металу за i‑й місяць
ti – i‑й місяць.
Таблиця 1.1 – Розрахункова таблиця
| ti | xi | ti 2 | xi *ti | x* | Δx | Δx2 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | 24,1 | 1 | 24,1 | 24,0 | 0,1 | 0,006 |
| 2 | 24,7 | 4 | 49,4 | 24,7 | 0,0 | 0,000 |
| 3 | 25,5 | 9 | 76,5 | 25,3 | 0,2 | 0,026 |
| 4 | 26 | 16 | 104 | 26,0 | 0,0 | 0,000 |
| 5 | 26,3 | 25 | 131,5 | 26,7 | -0,4 | 0,130 |
| 6 | 27,2 | 36 | 163,2 | 27,3 | -0,1 | 0,014 |
| 7 | 28 | 49 | 196 | 28,0 | 0,0 | 0,000 |
| 8 | 28,8 | 64 | 230,4 | 28,6 | 0,2 | 0,026 |
| 9 | 29 | 81 | 261 | 29,3 | -0,3 | 0,090 |
| 10 | 30,1 | 100 | 301 | 30,0 | 0,1 | 0,020 |
| 11 | 30,8 | 121 | 338,8 | 30,6 | 0,2 | 0,032 |
| Сума 66 | 300,5 | 506 | 1875,9 | 300,52 | - | 0,344 |
Підставивши в (1.1) значення сум з табл. 1.1 отримаємо:
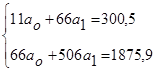
Помножимо перше рівняння на 6 і віднімемо від нього друге. Отримаємо:
-110a1 =-72,9
а1 =0,66
ao =(1803–396*0,66)/66=23,36
Лінійне рівняння має вигляд:
![]()
3 Підставивши в рівняння 12‑й місяць отримаємо прогнозний попит на метал в 12‑ому місяці:
x=23,36+0,66*12=31,28.
4 Підставивши в рівняння (1.1) значення t із стовпця 1 табл. 1.1, отримаємо теоретичні (розрахункові) значення х*, які наведені в стовпці 5 табл. 1.1
Похибка прогнозу оцінюється шляхом обчислення остаточного середньоквадратичного відхилення.
 .
.
Дані про ![]() =
=![]() наведені в стовпці 7 табл. 1.1.
наведені в стовпці 7 табл. 1.1.
Прогнозне значення попиту з урахуванням похибки становить:
x12 =31,28±0,18.
2. Розрахунок транспортних засобів перервної (циклічної) дії
Таблиця 2.1 – Вихідні дані
| Маршрут | Відстань в один кінець, м. | |
| звідки | куди | |
| Склад шихти | Ливарний цех | 130 |
| Ливарний цех | Механічний цех | 400 |
| Склад металу | Ковальський цех | 120 |
| Ковальський цех | Механічний цех | 240 |
| Склад металу | Механічний цех | 200 |
| Склад напівфабрикатів | Механічний цех | 280 |
| Механічний цех | Склад готових виробів | 150 |
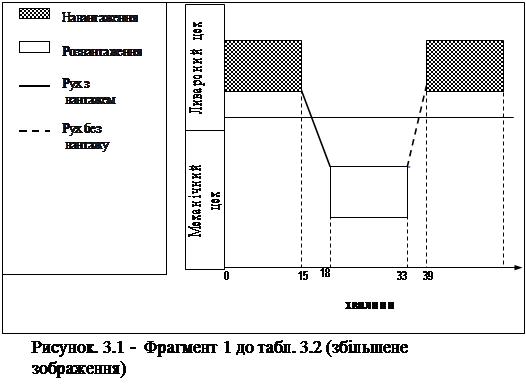
Скласти шахову відомість квартального вантажообігу заводу, побудувати схему вантажопотоків, визначити необхідну кількість транспортних засобів.
Як транспортні засоби доцільно вибрати електрокари з платформою вантажопідйомністю в 1,5 т.; максимальна швидкість руху електрокара з вантажем – 4-5 км/год.; без вантажу – 9–10 км/год. Час навантажування і вивантаження (за даними заводу) – 13–15 хв.
Коефіцієнти використання вантажопідйомності електрокара: 0,5 – чорні метали, поковки, середні деталі; 0,7 – шихта; 0,6 – лиття; 0,4 – допоміжні матеріали. Електрокари працюють 13 год. на добу.
Інші вихідні дані наведені в табл. 2.1 та 2.2. Дані, наведені в табл. 2.1, є однаковими для всіх варіантів.
Таблиця 2.2 – Квартальний вантажообіг по найменуваннях вантажу
| Найменування вантажу | Квартальний вантажообіг, т. |
| Шихтовий матеріал | 1250 |
| Лиття | 800 |
| Метал для кування | 200 |
| Поковки | 300 |
| Чорний метал | 200 |
| Напівфабрикати | 150 |
| Готові вироби | 1100 |
1 Побудуємо шахову відомість вантажообігу (табл. 2.3).
Шахова відомість складається у такому порядку:
- будується таблиця в строках якої зазначені відправники
вантажу, в стовпцях – його отримувачі, причому підрозділи
підприємства заносяться в стовпці в тому самому порядку в
якому вони розміщені у рядках;
- на перехресті однакових підрозділів ставимо знак «х» -
сам собі цех нічого не відправляє і не отримує;
- тепер послідовно занесемо у таблицю вихідні дані:
1) зі складу шихти в ливарний цех відправлено 1250 тонн шихти
(склад шихти є відправником, а ливарний цех – отримувачем);
2) склад металу відправляє в ливарний цех 200 тонн чорного металу, і в ковальський цех 200 тонн металу для поковок;
3) ливарний цех передає в механічний 800 тонн металу для подальшої обробки;
4) ковальський цех передає в механічний 300 тонн металу;
5) зі складу напівфабрикатів у механічний цех направлено 150 тонн напівфабрикатів;
6) із механічного цеху на склад готової продукції передано 1100 тонн готових виробів;
- знайдемо підсумок з кожного рядка і стовпчика;
- підсумок сум по стовпчиках повинен дорівнювати
підсумкові за рядками.
Таблиця 2.3 – Шахова відомість
Отримувачі Відправники |
Ливарний цех | Ковальський цех | Механічний цех | Складальний цех | Склад металу | Склад шихти | Склад напівфабрикатів | Склад готової продукції | Всього |
| Ливарний цех | x | - | 800 | - | - | - | - | - | 800 |
| Ковальський цех | - | x | 300 | - | - | - | - | - | 300 |
| Механічний цех | - | - | x | - | - | - | - | 1100 | 1100 |
| Склад металу | - | 200 | 200 | - | x | - | - | - | 400 |
| Склад шихти | 1250 | - | - | - | - | x | - | - | 1250 |
| Склад напівфабрикаті | - | - | 150 | - | - | - | x | - | 150 |
| Склад готової продукції | - | - | - | - | - | - | - | x | - |
| Всього | 1250 | 200 | 1450 | - | - | - | - | 1100 | 4000 |
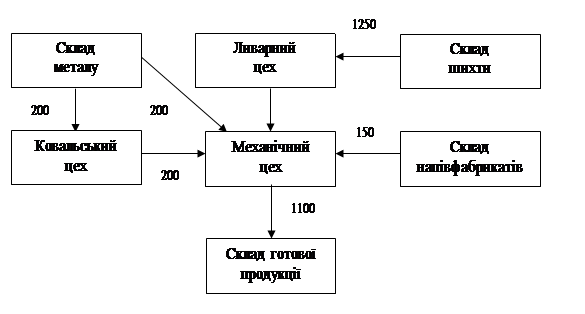
Рисунок 2.1 – Схема вантажопотоків
2 На основі шахової відомості побудуємо схему
вантажопотоків (2.1).
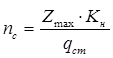
3 Кількість електрокар по кожному маршруту визначається за формулами 2.1 – 2.8.
Необхідна кількість транспортних засобів перервної (циклічної) дії на плановий період визначається за формулою
![]() , (2.1)
, (2.1)
де ![]() - добовий вантажообіг при перевезенні даного виду вантажів, т/д.;
- добовий вантажообіг при перевезенні даного виду вантажів, т/д.; ![]() - добова продуктивність транспортного засобу, т/д.
- добова продуктивність транспортного засобу, т/д.
Добовий вантажообіг при перевезенні даного виду вантажів визначається за формулою
![]() , (2.2)
, (2.2)
де ![]() - річний (квартальний) вантажообіг з кожного найменування вантажів, т / рік;
- річний (квартальний) вантажообіг з кожного найменування вантажів, т / рік; ![]() - число робочих днів у році (кварталі);
- число робочих днів у році (кварталі); ![]() - коефіцієнт нерівномірності перевезень, розрахований по підприємству в цілому.
- коефіцієнт нерівномірності перевезень, розрахований по підприємству в цілому.
Коефіцієнт нерівномірності перевезень по заводу в цілому визначається за формулою
![]() , (2.3)
, (2.3)
де ![]() - максимальний добовий вантажообіг по підприємству в цілому, т / д.;
- максимальний добовий вантажообіг по підприємству в цілому, т / д.; ![]() - середньодобовий вантажообіг по підприємству в цілому, т / д.
- середньодобовий вантажообіг по підприємству в цілому, т / д.
Середньодобовий вантажообіг по підприємству в цілому визначається за формулою
![]() , (2.4)
, (2.4)
де ![]() – квартальний вантажообіг т / кв.;
– квартальний вантажообіг т / кв.; ![]() – кількість робочих днів у кварталі.
– кількість робочих днів у кварталі.
Добова продуктивність транспортного засобу визначається за формулою
![]() , (2.5)
, (2.5)
де ![]() – рейсова (циклова) продуктивність транспортного засобу, т / цикл;
– рейсова (циклова) продуктивність транспортного засобу, т / цикл; ![]() – число транспортних циклів у добі, цикл / д.
– число транспортних циклів у добі, цикл / д.
Рейсова (циклова) продуктивність транспортного засобу визначається за формулою
![]() , (2.6)
, (2.6)
де ![]() – номінальна вантажопідйомність транспортного засобу, т;
– номінальна вантажопідйомність транспортного засобу, т; ![]() – коефіцієнт використання вантажопідйомності транспортного засобу.
– коефіцієнт використання вантажопідйомності транспортного засобу.
Число транспортних циклів у добі визначається за формулою
![]() , (2.7)
, (2.7)
де ![]() – добовий фонд часу роботи транспортного засобу, хв.;
– добовий фонд часу роботи транспортного засобу, хв.; ![]() – транспортний цикл, хв.
– транспортний цикл, хв.
Час транспортного циклу визначається за формулою
![]() , (2.8)
, (2.8)
де ![]() – час пробігу з вантажем і без вантажу, хв.;
– час пробігу з вантажем і без вантажу, хв.; ![]() – час навантажування, хв.;
– час навантажування, хв.; ![]() – час розвантаження, хв.
– час розвантаження, хв.
Розрахуємо показники по маршрутам:
Маршрут №1 «Склад шихти – ливарний цех»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(1250/70)*2,1=37,5т / добу
5) qц =1,5*0,7=1,05т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/33=23,6
9) qдоб. = 1,05*23,6=24,8 т / добу.
10) N = 37,5/24,8 =1,51 електрокарів.
Маршрут 2 «Ливарний цех – механічний цех»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(800/70)*2,1= 24т / добу
5) qц =1,5*0,6=0,9т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/39=20
9) qдоб. = 0,9*20= 18 т / добу.
10) N = 24/18 =1,33 електрокарів.
Маршрут 3 «Склад металу – ковальський цех»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(200/70)*2,1=6т / добу
5) qц =1,5*0,5=0,75т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/33=23,6
9) qдоб. = 0,75*23,6=17,7 т / добу
10) N = 6/17,7 =0,34 електрокарів.
Маршрут 4 «Ковальський цех – механічний цех»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(200/70)*2,1= 6т / добу
5) qц =1,5*0,5=0,75т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/35=23
9) qдоб. = 0,75*23=17,25 т / добу.
10) N = 6/17,25 = 0,35 електрокарів.
Маршрут 5 «Склад металу – механічний цех»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(200/70)*2,1= 6т / добу
5) qц =1,5*0,7=1,05т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/34=23
9) qдоб. = 1,05*23=24,15 т / добу.
10) N = 6/24,15 =0,25електрокарів.
Маршрут 6 «Склад напівфабрикатів – механічний цех»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(150/70)*2,1= 4,5т / добу
5) qц =1,5*0,4=0,6т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/36=22
9) qдоб. = 0,6*22= 13,2 т / добу.
10) N =4,5/13,2= 0,34 електрокарів.
Маршрут 7 «Механічний цех – склад готової продукції»
1) Qдоб. серед . =4000/70=57,1 т /добу (у кварталі 70 робочих днів).
2) Qдоб. макс . =120т / добу
3) Кн =120/57,1=2,1
4) Qдоб . =(1100/70)*2,1= 33т / добу
5) qц =1,5*0,5= 0,75т.
6) Тц. х.
= ![]() хв.
хв.
7) Fд.х. =13*60=780 хв.
8) mц = 780/34=23
9) qдоб. = 0,75 * 23= 17,25 т / добу
10) N = 33 / 17,25 = 1,91 електрокарів.
Результати розрахунків заносимо до табл. 2.4.
Таблиця 2.4 – Результати розрахунків кількості електрокар
| Номер маршруту | Розрахунковий добовий вантажообіг (Qдоб .), т |
Циклова продуктивність (qц . ), т. |
Тривалість одного транспортного циклу (Тц.х. ), хв. |
Кількість циклів 1‑го електрокара за добу, (mц) |
Добова продуктивність однієї електрокари, (qдоб. ) |
Необхідна кількість електрокар (N) |
Загальна необхідна кількість циклів за добу, (mц заг. ) |
Витрати часу на всі транспортні цикли (Тц.т. заг. ) |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 (5*7) | 9 (4*8) |
| 1 | 37,5 | 1,05 | 33 | 24 | 24,8 | 1,51 | 37 | 1221 |
| 2 | 24 | 0,9 | 39 | 20 | 18 | 1,33 | 27 | 1053 |
| 3 | 6 | 0,75 | 33 | 24 | 17,7 | 0,34 | 9 | 297 |
| 4 | 6 | 0,75 | 35 | 23 | 17,25 | 0,35 | 8 | 280 |
| 5 | 6 | 1,05 | 34 | 23 | 24,15 | 0,25 | 6 | 204 |
| 6 | 4,5 | 0,6 | 36 | 22 | 13,2 | 0,34 | 8 | 288 |
| 7 | 33 | 0,75 | 34 | 23 | 17,25 | 1,91 | 44 | 1496 |
| 6,03 |
Підрахувавши необхідну кількість електрокарів по всіх маршрутах (стовпець 7 табл. 2.4) отримаємо 6,03 – тобто в даному випадку для проведення перeвозок потрібно 7 електрокар.
3. Раціональна організація вантажоперевезень
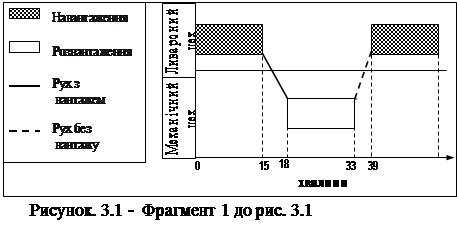
На основі даних табл. 2.1 – 2.4 розробити маршрути та графіки руху електрокар. У розрахунковій роботі потрібно розробити графік руху однієї електрокари, яка використовується на декількох маршрутах.
Маршрути руху електрокар розробляються, виходячи з того, що електрокари потрібно як найбільш повно завантажувати. При цьому завантаження кожного електрокара не повинне перевищувати 780 хв. (згідно з вихідними даними електрокари працюють 13 год. на добу).
За необхідності для більш повного завантаження електрокар можна використовувати їх для обслуговування різних маршрутів.
Розроблені маршрути руху електрокара наведені в табл. 3.1.
Таблиця 3.1 – Маршрути руху електрокар
| Номер | Маршрут | Відстань, м | Найменування вантажу | Трива-лість транс-портного циклу, хв. | Кіль-кість циклів | Загальні витрати часу (хв.) | |
| Звідки | Куди | ||||||
| Електрокара 1 | |||||||
| 1 | Склад шихти | Ливарний цех | 130 | Шихтовий матеріал | 33 | 23 | 759 |
| Всього | 759 | ||||||
| Електрокара 2 | |||||||
| 1 | Склад шихти | Ливарний цех | 130 | Шихтовий матеріал | 33 | 14 | 462 |
| 3 | Склад металу | Ковальський цех | 230 | Метал для поковок | 33 | 9 | 297 |
| Всього | 759 | ||||||
| Електрокара 3 | |||||||
| 2 | Ливарний цех | Механічний цех | 400 | Лиття | 39 | 20 | 780 |
| Всього | 780 | ||||||
| Електрокара 4 | |||||||
| 2 | Ливарний цех | Механічний цех | 400 | Лиття | 39 | 7 | 273 |
| 6 | Склад напів- фабрик-атів |
Механічний цех | 240 | Напівфабрикати | 36 | 8 | 288 |
| 5 | Склад металу | Механічний цех | 200 | Чорний метал | 34 | 6 | 204 |
| Всього | 765 | ||||||
| Електрокара 5 | |||||||
| 7 | Механічний цех | Склад готової продукції | 150 | Готова продукція | 34 | 23 | 782 |
| Всього | 782 | ||||||
| Електрокара 6 | |||||||
| 7 | Механічний цех | Склад готової продукції | 150 | Готова продукція | 34 | 21 | 714 |
| Всього | 714 | ||||||
| Електрокара 7 | |||||||
| 4 | Ковальський цех | Механічний цех | 240 | Поковки | 35 | 8 | 280 |
| Всього | 280 | ||||||
4. Розрахунок площі складських приміщень
Загальна площа складу складається з:
–корисної площі (площа складу, що використовується безпосередньо під зберігання вантажів);
–оперативної площі (площа складу, що використовується для виконання логістичних операцій – площа приймально-сортувальних, відпускних, зважувальних площадок, проходи, проїзди і т.ін.);
–конструктивної площі (площа колон, перегородок, ліфтів тощо).
Розрахунок загальної площі складських приміщень проводиться або за укрупненими нормативами (метод навантажень) або більш точними методами.
Метод навантажень використовується для розрахунку площ складів загального призначення та на першій стадії проектування складів.
Загальна площа складу за методом навантажень визначається за допомогою такої формули:
![]() , (4.1)
, (4.1)
де ![]() - загальна площа складу, м2
;
- загальна площа складу, м2
;
![]() – максимальна норма зберігання вантажів на складі, т.;
– максимальна норма зберігання вантажів на складі, т.;
![]() - коефіцієнт нерівномірності надходження вантажів на склад;
- коефіцієнт нерівномірності надходження вантажів на склад;
![]() - середнє розрахункове навантаження на 1м2
площі складу, т/м2
;
- середнє розрахункове навантаження на 1м2
площі складу, т/м2
;
![]() - коефіцієнт використання площі складу.
- коефіцієнт використання площі складу.
Максимальна норма зберігання вантажів на складі визначається за формулою
![]() , (4.2)
, (4.2)
![]() – річний обсяг надходження на склад i‑го вантажу;
– річний обсяг надходження на склад i‑го вантажу;
![]() - максимальна норма запасу і-го вантажу, діб;
- максимальна норма запасу і-го вантажу, діб;
![]() - кількість найменувань вантажів, що надходять на склад.
- кількість найменувань вантажів, що надходять на склад.
Коефіцієнт нерівномірності надходження вантажу на склад визначається за формулою
![]() , (4.3)
, (4.3)
де ![]() - максимальний добовий обсяг вантажів, що надходять на склад т/д.,
- максимальний добовий обсяг вантажів, що надходять на склад т/д.,
![]() - середньодобовий обсяг вантажів, що надходять на склад, т/д.
- середньодобовий обсяг вантажів, що надходять на склад, т/д.
Середнє розрахункове навантаження на 1м2 площі складу залежить від характеристики вантажів, що зберігаються та конструктивних особливостей будівлі складу і визначається за довідковими даними.
Коефіцієнт використання площі складу – відношення корисної площі складу до загальної, визначається за довідковими даними. Більш точні методи використовуються при детальному проектуванні.
Задача 1
Визначити розмір площі складу методом навантажень при таких умовах:
Таблиця 4.1 – Вихідні дані для розрахунку задачі 1:
| Показник | Значення |
| Річний обсяг вантажів, що надходять на склад, т. | 46000 |
| Максимальна норма запасу, діб | 15 |
| Середнє розрахункове навантаження, т/м2 | 10 |
| Коефіцієнт використання площі складу | 0,7 |
| Коефіцієнт нерівномірності надходження вантажів | 1,2 |
1) За формулою (4.2): ![]() Zmax=
Zmax=![]() 1916,67т.
1916,67т.
2) За формулою (4.1): Sзаг= ![]() =328,57м2
=328,57м2
Задача 2
Використовуючи точний метод, розрахувати розмір площі складу, необхідної для зберігання круглої сталі та середніх деталей. Для зберігання круглої сталі використовуються вертикальні стійки розміром 2,4х4м та місткістю 34 т.
Для середніх деталей використовують стелажі розміром 2,5х4 м, місткістю – 45т.
Таблиця 4.2 – Вихідні дані для розрахунку задачі 2
| Показник | Значення |
| Максимальний запас круглої сталі, т | 1800 |
| Максимальний запас середніх деталей, т | 3400 |
| Коефіцієнт використання площі складу | 0,3 |
| Коефіцієнт нерівномірності надходження вантажу | 1,4 |
Розрахунок площі під стойки для зберігання сталі проводиться за формулою
![]() , (4.4)
, (4.4)
де ![]() - площа під стійки для зберігання сталі, м2
;
- площа під стійки для зберігання сталі, м2
;
![]() - висота стійки, м;
- висота стійки, м;
![]() – довжина стійки, м;
– довжина стійки, м;
![]() - кількість стійок для зберігання круглої сталі, шт.
- кількість стійок для зберігання круглої сталі, шт.
Sс=2,4*4*75=720м2 .
Необхідна кількість стійок дорівнює
 , (4.5)
, (4.5)
де ![]() - максимальний запас зберігання круглої сталі, т;
- максимальний запас зберігання круглої сталі, т;
![]() коефіцієнт нерівномірності надходження металу;
коефіцієнт нерівномірності надходження металу;
![]() - місткість вертикальної стійки, т;
- місткість вертикальної стійки, т;
пс
=![]() стійок
стійок
Розрахунок прощі складу, необхідної для зберігання середніх деталей проводиться за формулою
![]() , (4.6)
, (4.6)
![]() - площа під стелажі для зберігання середніх деталей, м2
;
- площа під стелажі для зберігання середніх деталей, м2
;
![]() - висота стелажа для зберігання середніх деталей, м;
- висота стелажа для зберігання середніх деталей, м;
![]() – довжина стелажа для зберігання середніх деталей, м;
– довжина стелажа для зберігання середніх деталей, м;
![]() - кількість стелажів для зберігання середніх деталей, шт.
- кількість стелажів для зберігання середніх деталей, шт.
Sст =2,5*4*106=1060 м2 .
Необхідна кількість стелажів дорівнює
 , (4.7)
, (4.7)
де ![]() - максимальний запас зберігання середніх деталей, т.;
- максимальний запас зберігання середніх деталей, т.;
![]() - коефіцієнт нерівномірності надходження середніх деталей;
- коефіцієнт нерівномірності надходження середніх деталей;
![]() - місткість стелажу, т;
- місткість стелажу, т;
ncт
=![]() стелажів.
стелажів.
Загальна площа визначається за формулою
![]() ; (4.8)
; (4.8)
Sзаг = (720+1060)/0,3=5933,33 м2
5. Визначення оптимальної партії замовлення методом Уілсона
Розмір оптимальної партії замовлення визначається за формулою, яка в теорії управління запасами відома як формула Уілсона. В основу цієї формули покладено гіпотезу про те, що запаси на складах безперервно змінюються від замовленої величини Q до 0, а потім знову безперервно зростають до Q (при надходженні нового замовлення). Відповідно середній рівень запасів дорівнює Q/2 протягом всього часу, який розглядається.
У зв’язку з тим, що, як правило витрати на збереження одиниці товару виражаються як частка від ціни закупівлі цього товару, витрати на збереження запасів дорівнюватимуть добутку Q/2 і СН . Тоді повні змінні витрати на утримання запасів протягом планового періоду будуть виражатися, як:
![]() , (5.1)
, (5.1)
D – попит на товар з боку замовника на плановий період, шт.;
L – витрати на замовлення однієї партії товару (витрати на оформлення документів, транспортування), грн.;
H – частка витрат на збереження одиниці товару за плановий період (від витрат на придбання одиниці товару);
С – витрати на придбання одиниці товару, грн/шт.;
Q – обсяг партії замовлення, шт.
Відповідно перша складова формули ![]() визначає розмір витрат на зберігання придбаного товару протягом планового періоду, а друга складова
визначає розмір витрат на зберігання придбаного товару протягом планового періоду, а друга складова ![]() – розмір витрат на транспортування всіх партій товару протягом планового періоду.
– розмір витрат на транспортування всіх партій товару протягом планового періоду.
Мінімізувати функцію повних змінних витрат на утримання запасів (оптимізувати запаси) можна лише змінюючи розмір партії замовлення. На інші складові формули 5.1 впливати значно важче. Диференціюємо цю функцію відносно Q та прирівнюємо її похідну до нуля. Вирішуємо одержане рівняння відносно змінної Q .
Таким чином обсяг замовлення, який відповідає оптимальному значенню величини запасів, дорівнює:
![]() . (5.2)
. (5.2)
Необхідно аналітичним та графічним способом визначити оптимальний розмір замовлення.
Таблиця 5.1 – Вихідні дані для розрахунку оптимального розміру замовлення
| Показник | Значення |
| Річна потреба дитячого кафе у соках, л. | 1850 |
| Витрати на оформлення замовлення та транспортування, у.о | 16 |
| Ціна 1 л соку, у.о | 1,4 |
| Вартість зберігання 1л соку на складі (% від його вартості) | 6 |
Розмір партії поставки має бути кратний 100, тому округлимо 1850 до 1900 літрів.
Для визначення обсягу замовлення аналітичним методом підставимо у формулу 5.2 відповідні дані
Q
=![]() =850,8≈900
=850,8≈900
Для визначення оптимального розміру замовлення графічним методом потрібно скласти табл. 5.2. За даними таблиці будується графік як показано на рис. 5.1.
Для визначення оптимального розміру замовлення на графіку потрібно знайти місце перетину кривої витрат на реалізацію замовлення та кривої витрат на зберігання продукції, та визначити значення, що відповідає йому на горизонтальній осі. (Приблизно 900л)
Таблиця 5.2 – Розрахунок оптимальної величини партії замовлення
Розмір партії поставки, л |
Q | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | 1600 | 1700 | 1800 | 1900 |
Витрати на реалізацію замовлення, у.о. |
304 | 152 | 101 | 76 | 61 | 51 | 43 | 38 | 34 | 30 | 28 | 25 | 23 | 22 | 20 | 19 | 18 | 17 | 16 | |
Витрати на зберігання замовлення, у.о. |
4 | 8 | 13 | 17 | 21 | 25 | 29 | 34 | 38 | 42 | 46 | 50 | 55 | 59 | 63 | 67 | 71 | 76 | 80 | |
Повні змінні витрати на утримання запасів, у.о. |
308 | 160 | 114 | 93 | 82 | 76 | 73 | 72 | 72 | 72 | 74 | 76 | 78 | 81 | 83 | 86 | 89 | 92 | 96 |
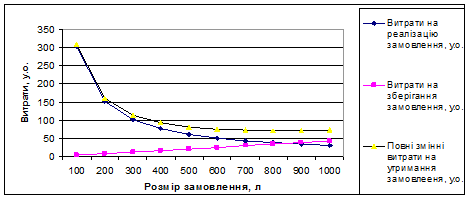
Рисунок 5.1 – Графік визначення оптимального розміру замовлення
6. Оптимізація величини логістичних витрат за допомогою АВС аналізу
В основі методу використання АВС аналізу лежить припущення, що не всі постачальники характеризуються однаковим впливом на ефективність логістичної системи. У зв’язку з цим вважається, що найбільш доцільною є робота з постачальниками які мають великий обсяг поставок на дане підприємство.
АВС аналіз виконується у такій послідовності:
1) Із даних бухгалтерського або управлінського обліку беруться дані про річний обсяг ресурсів, отриманий підприємством від кожного постачальника.
2) Розміри обсягу записуються у спадній послідовності.
3) Визначається питома вага кожного постачальника у загальному обсязі поставок підприємства.
4) Знаходяться акумульовані значення обсягу поставок ресурсів від окремих постачальників у відсотках.
Класифікація постачальників за групами здійснюється відповідно з наступних критеріїв.
До групи А відносять постачальників, з якими підприємство здійснює приблизно 80% обсягу поставок. До групи Б відносять постачальників, які здійснюють 15% від загального обсягу поставок. До групи С відносять постачальників обсяг поставок яких становить не більше 5% віз загального обсягу поставок. Машинобудівне підприємство здійснює закупівлі сировини та матеріалів у 14 постачальників. За допомогою методу АВС-аналізу потрібно визначити постачальників, більш тісне співробітництво з якими дозволить значно підвищити ефективність логістичної системи. Вихідні дані подані у табл. 6.1.
Таблиця 6.1 – Дані про річний обсяг поставок ресурсів на машинобудівне підприємство, грн
Пор. номер |
Найменування постачальника | Значення |
| 1 | ВАТ «Вега» | 19000 |
| 2 | ВАТ «Гранд» | 342 |
| 3 | ООО «Стренг» | 1200 |
| 4 | ВАТ «Мотордеталь» | 7654 |
| 5 | ТОВ «Кабельзбут» | 5641 |
| 6 | ТОВ «Точдеталь» | 3568 |
| 7 | ВАТ «Титан» | 3457 |
| 8 | ВАТ «Криворіжсталь» | 1200 |
| 9 | ПП «Віват» | 5432 |
| 10 | ПП «Бест» | 1234 |
| 11 | ВАТ «Гумотехніка» | 6543 |
| 12 | ВАТ «Зоря» | 2233 |
| 13 | ВАТ «Полімер» | 2347 |
| 14 | ВАТ «Солар» | 10986 |
Згідно з рекомендаціями проведемо АВС-аналіз. Результати проведених розрахунків наведено в табл. 6.2.
Таблиця 6.2 – Результати АВС аналізу постачальників машинобудівного підприємства
| Пор. номер | Найменування постачальника | Річний обсяг, грн | Частка у загальному обсязі, % | Обсяг кумуляти-вний | Група |
| 1 | ВАТ «Вега» | 19000 | 26,82 | 26,82 | А |
| 2 | ВАТ «Солар» | 10986 | 15,51 | 42,33 | |
| 3 | ВАТ «Мотордеталь» | 7654 | 10,81 | 53,14 | |
| 4 | ВАТ «Гумотехніка» | 6543 | 9,24 | 62,38 | |
| 5 | ТОВ «Кабельзбут» | 5641 | 7,96 | 70,34 | |
| 6 | ПП «Віват» | 5432 | 7,67 | 78,01 | |
| 7 | ТОВ «Точдеталь» | 3568 | 5,07 | 83,08 | Б |
| 8 | ВАТ «Титан» | 3457 | 4,88 | 87,96 | |
| 9 | ВАТ «Полімер» | 2347 | 3,31 | 91,27 | |
| 10 | ВАТ «Зоря» | 2233 | 3,15 | 94,42 | |
| 11 | ПП «Бест» | 1234 | 1,74 | 96,16 | С |
| 12 | ВАТ «Криворіжсталь» | 1200 | 1,69 | 97,85 | |
| 13 | ООО «Стренг» | 1200 | 1,69 | 99,54 | |
| 14 | ВАТ «Гранд» | 342 | 0,46 | 100 | |
| 15 | Всього | 70837 | 100 | 100 | - |
Проведений аналіз показує, що найбільший внесок у формування загального річного обсягу поставок ресурсів (78,01%) роблять 6 постачальників, які складають групу А.
У групу В увійшло 4 постачальника, на яких припадає 16,41% загального обсягу поставок ресурсів.
У групу С увійшло 4 постачальника річний обсяг поставок ресурсів яких в загальному обсязі становить 5,58%.
Відповідно до результатів проведеного АВС-аналізу потрібно формувати систему взаємовідносин з окремими постачальниками ресурсів.
Робота з постачальниками групи А суттєво впливає на ефективність логістичної системи підприємства. Саме з цією групою постачальників підприємству доцільно постійно співпрацювати з метою покращання результатів логістичної діяльності та зменшення логістичних витрат.
У порівнянні із постачальниками групи А, постачальникам групи Б приділяють менше уваги, але обов’язково слід контролювати своєчасність поставок та рівень цін на аналогічні товари у інших постачальників.
Робота із постачальниками групи С полягає у вдосконаленні та спрощенні процедури оформлення замовлення, координації поставок, визначенні максимально можливого рівня запасу (для зменшення кількості та частоти постачання).
7. Оптимізація розміщення розподільчих центрів
Задача територіального розміщення і формування складської мережі – оптимізаційна задача тому що, з одного боку, будівництво нових та купівля функціонуючих складів та їх експлуатація пов’язана зі значними капіталовкладеннями, а з іншого – потрібно забезпечити поряд з підвищенням рівня обслуговування споживачів зниження видатків обороту за рахунок наближення до своїх клієнтів.
Задачі такого типу розв’язуються за допомогою методу визначення центру ваги матеріальних потоків (в основі цього підходу лежить припущення, що транспортні витрати залежать від відстані та впливу транспортного тарифу). Цей метод дозволяє визначити оптимальне місце розташування одного розподільчого центру. Для цього використовується метод накладення мережі координат на карту потенційних місць розташування складів. Система мережі дає можливість оцінити вартість доставки товарів від кожного постачальника до ймовірного складу і від складу до кінцевого споживача. Обирають варіант, який визначається як центр маси.
Координати центру ваги вантажних потоків, тобто точки у якій може бути розташовано розподільчий склад (Xсклад , Yсклад ), визначається за формулами:
 ; (7.1)
; (7.1)
 , (7.2)
, (7.2)
де ![]() – товарооборот і – го
споживача;
– товарооборот і – го
споживача;
![]() ,
, ![]() – координати і – го
споживача;
– координати і – го
споживача;![]()
![]() – транспортний тариф для і – го
споживача, чи клієнта;
– транспортний тариф для і – го
споживача, чи клієнта;
n – кількість споживачів.
Умова задачі:Власник торгової бази хоче розташувати гуртовий склад у одному із районів міста, щоб якісно обслуговувати продовольчі магазини. Потрібно знайти координати точки розміщення гуртового складу.
Таблиця 7.1 – Вихідні дані
Номер магазину |
Координати, X |
Координати, Y |
Товарооборот, т/міс. | Транспортний тариф для і-го магазину, грн / т км |
| 1 | 70 | 22 | 22 | 0,88 |
| 2 | 20 | 90 | 11 | 0,75 |
| 3 | 60 | 70 | 16 | 0,88 |
| 4 | 24 | 100 | 12 | 0,80 |
| 5 | 30 | 25 | 5 | 1,33 |
| 6 | 19 | 18 | 19 | 0,65 |
За допомогою формул 7.1 – 7.2 проводимо розрахунки координат точки розміщення гуртового складу. Результати проміжних розрахунків наведені в табл. 7.2.
Таблиця 7.2 – Результати проміжних розрахунків
| Номер магазину | Bi *Ti | Bi *Ti *Xi | Bi *Ti *Yi |
| 1 | 19,36 | 1355,2 | 425,92 |
| 2 | 8,25 | 165 | 742,5 |
| 3 | 14,08 | 844,8 | 985,6 |
| 4 | 9,6 | 230,4 | 960 |
| 5 | 6,65 | 199,5 | 166,25 |
| 6 | 12,35 | 234,65 | 222,3 |
| Всього | 70,29 | 3029,55 | 3502,57 |
Координати точки розміщення гуртового складу в заданій системі координат є такими:
Xсклад =![]()
Yсклад=![]()