| Скачать .docx |
Дипломная работа: Разработка газоразрядного экрана
Разработка "высоковольтного драйвера" газоразрядного экрана на полиимидном носителе
Глава 1.
Введение.
К настоящему времени микроэлектроника сформировалась как генеральное схемотехническое и конструктивно-технологическое направление в создании средств вычислительной техники, радиотехники и автоматики.
Основополагающая идея микроэлектроники - конструктивная интеграция элементов электронной схемы объективно приводит к интеграции схемотехнических, конструкторских и технологических решений, которая выражается в тесной взаимосвязи и взаимообусловленности всех этапов проектирования интегральной микросхемы. При этом главным связующим звеном всех этапов проектирования является задача обеспечения высокой надежности ИМС.
Важнейшей задачей схемотехнического проектирования, является разработка быстродействующих и надежных схем, устойчиво работающих при низких уровнях мощности (малая допустимая мощность рассеивания), в условиях сильных паразитных связей (высокая плотность упаковки) и при ограниченных по точности и стабильности параметров элементов. Потенциальная возможность ИМС на этом этапе проектирования оценивается с учетом возможностей выбранного структурно технологического варианта ИМС и его технологической реализации.
Конструктор, стремясь сохранить быстродействие и надежность ИМС на проектном уровне, определяет оптимальную технологию, выбирает материалы и технологические методы, обеспечивающие надежные электротехнические соединения, а также защиту от окружающей среды и механических воздействий с учетом технологических возможностей и ограничений.
При технологическом проектировании синтезируется оптимальная структура технологического процесса обработки и сборки, позволяющая максимально использовать отработанные, типовые процессы и обеспечивать высокую воспроизводимость, минимальную трудоемкость и стоимость с учетом конструкторских требований.
Важным этапом технологического проектирования, направленного на обеспечение качества и надежности ИМС, является разработка операций контроля на всех этапах производства ИМС: входного контроля основных и вспомогательных материалов и комплектующих изделий, контроля в процессе обработки, межоперационного контроля полуфабрикатов и выходного контроля готовых изделий.
Рост степени интеграции и функциональной насыщенности единицы объема изделий микроэлектроники, объективно приводит к микроминитюаризации их исполнения.
Практика показывает, что проблемы, связанные с микроминитюаризацией, комплексно могут быть решены на базе разработки и внедрения новых конструктивно-технологических принципов сборки ИМС и аппаратуры на их основе.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Глава 2.
2.1. Анализ существующих методов сборки БИС.
2.1.1. Проволочные методы сборки БИС.
Соединения проволокой является в настоящее время, к сожалению, пока наиболее распространенным способом монтажа ИМС. Рассмотрим особенности этого способа.
Присоединение проволочных выводов.
Монтажные операции, связанные с присоединением выводов, осуществляются, во-первых, для создания внутрисхемных соединений при монтаже кристаллов на подложках гибридных пленочных микросхем и микросборок (контактная площадка кристалла при этом соединяется с контактной площадкой подложки с помощью перемычки или непосредственно); во-вторых, для коммутации контактных площадок кристалла ИМС или периферийных контактов гибридных микросхем и микросборок с внешними выводами корпуса.
Выводы можно присоединять микросваркой или пайкой.
С помощью пайки получают ремонтопригодные соединения. В то же время , паяное соединение характеризуется относительно большой плоскостью и сам процесс низкой производительностью, возможно растворение материала перемычек и пленочных контактов в расплавленном припое; воспроизводимость параметров соединений не высока. В связи с этим применение пайки для присоединения выводов ограничено.
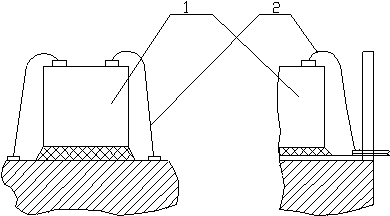
рис 1
1-кристалл ; 2-вывод ; 3- внешний вывод;
При микросварке, соединение может быть получено за счет плавления и давления. Микросварка плавлением основана на сильном локальном нагреве и ускоренной взаимной диффузии соединяемых материалов. Возможность образования при этом хрупких интерметаллических соединений и ухудшение адгезии тонких металлических пленок к подложке ограничивает применение этого метода.
Наиболее широко применяют разновидности микросварки давлением, при которых соединение формируется в твердой фазе за счет сжатия поверхностей и нагрева. Это обусловлено возможностью управления параметрами процесса, его механизации и автоматизации, высоким качеством и воспроизводимостью параметров соединения. При микросварке давлением, формы и размеры сварной точки строго определены рабочей частью инструмента и площадью получаемого соединения.
В качестве выводов используют проволоку крупного сечения из золота или алюминия. Применяемая золотая проволока марки Зл 999.9 имеет диаметр 25-60 мкм. и относительное удлинение 10%. Недостатками такой проволоки являются высокая стоимость, большой удельный вес, снижающаяся стойкость к вибрациям и ударным нагрузкам, невысокое сопротивление разрыву (для отоженной проволоки около 120 Н/кв.мм ) и возможность образования при неблагоприятных условиях с алюминием хрупких и пористых соединений типа Aln Aum .
Использование выводов из чистого алюминия марки А995 также ограничено из-за невысокой прочности ( для мягкой проволоки около 75 Н/кв.мм ), что вынуждает увеличивать диаметр проволоки до 100 мкм. и приводит к увеличению площади проектируемых контактов. Лучшие характеристики имеет проволока из алюминий-кремниевого сплава А999К09 и АК09П, и алюминий-магниевого сплава АМ2 08, прочность которых, в отоженном состоянии достигает 450 Н/кв.мм. при относительном удлинении до 4%. Проволоку выпускают в диапазоне диаметров : 27-50 мкм. Проволока марки АК09П ("прецезионная") имеет допуск на диаметр ± 1 мкм. и повышенную равномерность механических свойств по длине.
Виды микросварных соединений и инструмента.
Обычно при проволочном монтаже применяются соединения встык и внахлест .

рис 2
При отсутствии загрязнений на соединяемых поверхностях прочность соединений зависит от площади контакта. Давление инструмента на проволоку приводит к пластической деформации материала проволоки. Однако, при этом снижается прочность проволоки в месте перехода от деформируемого участка к недеформированному. При механических воздействиях здесь возникает концентрация напряжений. В связи с этим сварку проволочных выводов внахлест целесообразно выполнять с переменной по длине сварки деформацией проволоки. Это достигается наклоном инструмента на несколько градусов в сторону, противоположную формируемой перемычке. Во избежание подреза проволоки кромка инструмента должна быть закруглена. При сварке встык, плавный переход проволоки в деформированную область обеспечивается закруглением или фаской у выхода отверстия инструмента. Площадь контакта соединения зависит от площади рабочего торца инструмента, от диаметра проволоки и степени ее деформации. Размеры сварного соединения в зависимости от этих параметров приведены в таблице 1.
Таблица 1
ОСОБЕННОСТИ СОЕДИНЕНИЯ |
Деформация проволоки | ДИАМЕТР ПРОВОЛОКИ, мкм 20 30 50 100 |
|||
Внахлест клиновым инструментом с шириной торца 2dпр |
75 50 25 |
70(30) 60(40) 50(30) |
110(75) 100(50) 90(40) |
180(130) 160(90) 140(70) |
320(250) 320(160) 270(130) |
То же с шириной торца 3dпр |
50 75 |
100(40) 110(50) |
140(50) 150(75) |
220(90) 260(130) |
450(120) 475(250) |
Встык капиллярным инструментом при диаметре шарика (2-2.5)dпр |
25 50 75 |
60(30) 70(45) 85(75) |
90(45) 100(75) 150(135) |
140(60) 160(100) 200(175) |
290(100) 300(200) 400(350) |
P.S. Размеры без скобок обозначает длину сварного соединения, а в скобках - ширину сварного соединения.
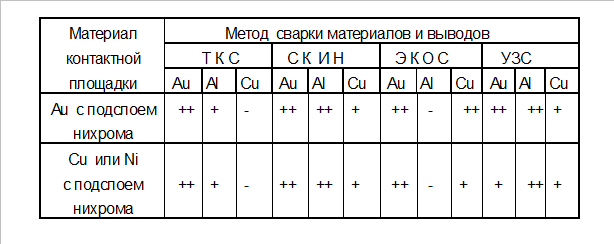
В зависимости от материала вывода и контактной площадки используют термокомпрессионную сварку (ТКС), сварку косвенным импульсным нагревом (СКИН), электроконтактную одностороннюю сварку (ЭКОС) сдвоенным инструментом и ультразвуковую сварку (УЗС). Определяющей тенденцией развития методов микросварки от ТКС до УЗС является локализация зоны нагрева, что уменьшает тепловое воздействие на изделие в целом и повышает воспроизводимость параметров сварного соединения.
Таблица 2
Термокомпрессионная сварка.
При термокомпрессионной сварке соединение образуется в твердой фазе в результате нагрева и сжатия соединяемых поверхностей. Пластическая деформация, возникающая в зоне контакта , способствует вытеснению адсорбированных газов и остаточных загрязнений с контактных поверхностей, становится возможным электронное взаимодействие соединяемых материалов, т.е. образование межатомных связей. Получению прочного соединения способствует также ограниченная взаимная диффузия материалов и образования твердых растворов в тонкой приграничной области.
Режим термокомпрессионной сварки характеризуется следующими параметрами:
1) Температурой нагрева, обычно равной температуре обжига более пластичного из свариваемых материалов. Температура нагрева не должна превышать температуры эвтектики этих материалов во избежание образования жидкой фазы. Для большинства практических случаев температура в зоне сварки лежит в пределах 300-400°С;
2) Давлением инструмента, которое должно обеспечивать деформацию проволоки после ее нагрева в пределах 25-75%. При этом прочность соединения должна составлять не менее 40-50% прочности проволоки на разрыв в исходном состоянии;
3) Временным воздействиям температуры и давления, необходимым для завершения процесса "схватывания" материала.
Предпосылками для получения качественного сварного соединения методом термокомпрессионной сварки являются: высокая пластичность проволоки, а также высокая взаимная диффузия в твердой фазе свариваемых материалов. В соответствии с этим предпочтительными материалами для выводов являются золото и алюминий. При сварке Au и Al в результате взаимной диффузии и нагрева возможно образование интерметаллических соединений (AuAl2 , Au2 Al? AuAl и др.) некоторые из них хрупкие и рыхлые, что снижает прочность соединений.
Процесс термокомпрессионной сварки реализуется рядом автоматизированных установок, например ЭМ-490Б. В этом автомате подача приборов, определение положения кристалла и присоединение проволочных выводов производится автоматически. Двухкоординатный стол и сварочная головка с приводом от шаговых электродвигателей обеспечивает высокую производительность установки (14000оп./час). Специальный блок распознавания с телевизионным датчиком на базе видеокна, обладающий малыми геометрическими размерами и высокой стабильностью работы, определяют положение кристалла ИС с высокой точностью. Оптическая система обеспечивает быструю смену увеличения линз 1, 2 и 4.
К недостаткам термокомпрессии следует отнести ограниченное количество сочетаний соединяемых материалов, жесткие требования к подложкам, которые должны быть изготовлены из материалов, обладающих малой чувствительностью к термическому удару и хорошей адгезией с напыленными пленками, и ограниченные геометрические размеры соединяемых элементов. Процесс черезвычайно чувствителен к загрязнениям поверхности, окисным пленкам, внешним условиям; и требует подбора режима термокомпрессии.
Сварка с косвенным импульсным нагревом.
Этот вид микросварки отличается от компрессионной тем, что разогрев рабочей зоны осуществляется только в момент сварки импульсом тока, проходящего непосредственно через инструмент, после приложения давления. Специальная V-образная конструкция инструмента дает возможность сосредоточить выделяющуюся теплоту, передаваемую соединяемым элементам, на его торцевой (рабочей) части. Сопротивление деформации при этом падает под действием приложенного давления, происходит осадка металлического проводника и образование соединения.
Локализация нагрева в зоне соединения существенно уменьшает тепловые воздействия на изделия в целом и позволяет сваривать менее пластичные материалы. В то же время во избежание теплового удара на подложку в зону сварки часто требуется небольшой общий подогрев изделия, т.е. нагрев рабочего столика.
В отличие от термокомпрессии, процесс взаимной диффузии при сварке с косвенным импульсным нагревом играет более существенную роль в обеспечении прочности соединения.
Основными параметрами процесса являются давление и температура нагрева инструмента, а также длительность импульса нагрева. При сварке на ситалловых подложках ориентировочные параметры сварки следующие :
Таблица 3
Материал контактной площадки |
Материал вывода и dПР , мкм |
Давление инструмен- та |
Температ. инструм. |
Длитель- ность импульса |
Степень деформац. |
Au, Al, Cu, Ni |
Au,24-80 |
80-140 |
300-550 | 0.1-0.5 | 50-60 |
| Au, Al | Al, 30-100 |
30-80 | 350-550 | 0.1-0.5 | 60-70 |
| Au, Cu, Ni | Cu, 30-80 |
150-200 | 400-650 | 0.1-1.0 | 55-65 |
Для точного дозирования энергии проводимой в зону сварки и уменьшения инертности процесса, используют амплитудно-модулированный импульс тока с несущей частотой от 0.5 до 1.5 кГц. Устройство автоматической стабилизации обеспечивает точность температуры торца инструмента в пределах ± (2-5)°С.
Инерционность процесса определяется охлаждением торца инструмента до исходной температуры, которая влияет на длительность интервала между последовательными циклами сварки. Для соединения внахлест применяют круглый V-образный инструмент с конусной частью. Средний диаметр торца составляет 0.2 мм т.е. (2-3)dПР . Такая форма позволяет выполнить сварные соединения с интервалом до 1с. Плоский V-образный инструмент толщиной 0.2 мм с дополнительными медными теплоотводами уменьшает интервал до 0.5с.
Инструмент изготавливают из ниобиевых теплостойких сплавов (стойкость до 6000 сварных точек) или из твердых сплавов (до 40000 сварных точек).
Сварка сдвоенным электродом является разновидностью контактной сварки, приспособленной к особенностям соединений в микросхемах. Эти особенности предопределяют одностороннее расположение выводов (электродов) и объединение их в жесткую конструкцию с электроизоляционной прослойкой. В зависимости от диаметра проволоки для перемычки (30-150 мкм) длина торца каждого, составляет 20-100 мкм, ширина 80-600 мкм, толщина прокладки 30-220 мкм. Материалом электродов могут быть вольфрам, молибден и др. Материалы прокладок - слюда, синтетический корунд и др. Относительно большие размеры инструмента позволяют сваривать перемычки диаметром до 250 мкм, но требуют при этом соответствующего увеличения контактных площадок.
В процессе сварки перемычка на участке под инструментом является составной частью электрической цепи. Место соединения разогревается за счет тока и выделения теплоты в месте контакта "перемычка-электрод".
Воспроизводимость качества соединения существенно зависит от повторяемости значений электрического сопротивления в месте контакта. Поэтому сварочные установки предусматривают автоматическое регулирование усилия сжатия (3-10 Н) по заданному контактному сопротивлению. Кроме того, целесообразно импульсное воздействие давления: давление включается в момент нагрева почти до максимальной температуры и снижается перед выключением нагревающего импульса тока (600-1000 Гц) и модуляция тока по амплитуде позволяет обеспечить предварительный постепенный прогрев зоны сварки в начале цикла, что исключает тепловой удар на контактную площадку и отжиг материала в сварной точке в конце цикла.
В зависимости от режимов сварки (длительности, мощности и скважности импульсов, а также приложенного давления) могут иметь место следующие механизмы соединения :
1) Соединения в твердой фазе в результате рекристаллизации соединяемых материалов и прорастания зерен через поверхность раздела;
2) Соединение ниже температуры рекристаллизации за счет электронного взаимодействия и межатомного сцепления;
3) Соединение в жидкой фазе в результате расплавления при температуре выше эвтектической.
При ультразвуковой сварке соединение металлов в твердой фазе осуществляется путем возбуждения в них упругих колебаний ультразвуковой частоты с одновременным приложением давления. Перед включением УЗ колебаний под действием статически приложенной нагрузки на инструмент, из-за деформации проводника создается некоторая первоначальная площадь контактирования на границе раздела инструмент-проволока и проволока-кристалл.
После включения УЗК в результате активирующего действия ультразвука, снижающего предел текучести алюминия, облегчается пластическая деформация проводника и идет интенсивная осадка его.
Таким образом, УЗК при сварке прежде всего создают условия для быстрого деформирования физического контакта, одновременно с этим происходит активация контактных поверхностей, приводящая к образованию очагов взаимодействия в условиях пластической деформации Al и упругой деформации Si. При осадке алюминиевого проводника окисная пленка на нем растрескивается и в зону контакта выходит чистый алюминий, растекание которого на поверхности кристалла способствует удалению из зоны сварки загрязнений и осколков окисных пленок.
В промышленности широко применяются автоматизированные установки для присоединения по заданной программе проволочных алюминиевых выводов к КП кристалла : ЭМ-4020В, ОЗУМ-12 и т.д.
В отдельных случаях находят применение методы сварки такие как : лазерным и электронным лучом. Преимущества этих способов в чистоте процесса, Возможности выполнения соединения через любую прозрачную среду. Однако эти способы имеют и недостатки : некоторая комбинация металлов вследствии быстрого нагрева и охлаждения в точке соединения становятся хрупкими, а тепловой режим зависит от отражательной способности соединяемых материалов. Способы требуют точного регулирования количества энергии, длительности импульса, пиковой мощности, формы и воспроизводимости импульсов.
2.1.2. Технология сборки методом перевернутого кристалла [ flip-chip].

рис 3
1 - сформированный шарик из припоя 5%Sn-0.5%Pb
2 - слой фазового состава Cr+Cu
3 - стекло
4 - первоначально осажденный припой
5 - интерметаллическое соединение
6 - Cr
7 - Al
Процесс начинается с последовательного напыления Cr, Cu, AlAu через металлическую маску на все алюминиевые контактные площадки на пластине. Контактные площадки могут быть расположены в любой области на поверхности кристалла с некоторыми ограничениями. Золото предохраняет тонкопленочную структуру от окисления до нанесения на покрытие Cr-Cu-Au последующих слоев Pb-Sn. Пленку Pb-Sn осаждают на большой площади по сравнению с площадью, занимаемой контактными площадками с покрытием Cr-Cu-Au. Площадь и толщина этой осажденной пленки определяют окончательные размеры шарика. Структура полученного шарика показана на рис.3.
После напыления готовую структуру помещают в камеру с пониженным давлением, где с пленки с Pb-Sn благодаря силам поверхностного натяжения удаляется окисный слой и образуется шарик припоя с площадью основания, определяемой размерами покрытия Cr-Cu-Au (так называемая метализация, ограниченная шариком). Основными преимуществами технологии сборки таким методом является возможность матричного расположения контактных площадок и очень малая протяженность межконтактных соединений, что сводит к минимуму величину их индуктивности. Основные недостатки этой технологии - худшие тепловые характеристики (по сравнению с кристаллом, присоединенным обычным способом); трудность обеспечения гарантированного присоединения выводов при групповом процессе пайки, сильное влияние внутренних механических напряжений из-за разницы ТКЛР кристалла и подложки, трудности измерения и электротермотоковой тренировки кристаллов с объемными выводами.
2.1.3. Современные конструкции гибких носителей для монтажа БИС.
По мере уменьшения размеров электронных устройств все большую часть их площади начинают занимать соединения (обычно проволочные между БИС и внешней схемой). Уменьшение высоты электронных блоков, при одновременном уменьшении шага размещения КП на кристалле, приводит к тому, что проволочные соединения начинают занимать слишком много места как в высоту, так и на поверхности платы. Автоматизированная сборка с использованием ленты носителя (АСЛН) - позволяет отчасти решить эти проблемы.
Хотя АСЛН была разработана в 1972 году американской фирмой General Electric Co, в течении многих лет она не находила применения в США, поскольку интерес к этому методу сборки ослабевал по мере того, как крупные компании Kemp Jnc, Rogers Corp, начали заниматься этой технологией и за тем отказались от нее.
В 70-х годах к методу АСЛН стали обращаться японские фирмы Sharp, Hitachi, Mitsubisi, Toshiba, Seiko. За несколько лет эти компании внедрили у себя метод АСЛН, обеспечив его распространение в Японии, в особенности в изготовлении бытовой электронной техники, где применение этого метода способствует дальнейшей минитюаризации указанных изделий.
В конце второго десятилетия существования носителей кристаллов их область применения меняется. Носители кристаллов разрабатывались как безвыводные керамические корпуса , содержащие небольшие керамические толстопленочные гибридные подложки. Однако, сейчас и в будущем наиболее широкой областью их использования, становится монтаж на поверхность больших печатных плат для связной и военной аппаратуры.
В связной аппаратуре, где окружающие условия более мягкие, снабженные выводами пластмассовые носители кристаллов могут быть без труда напаяны на поверхность стандартных стеклоэпоксидных плат.
Тем временем промышленность использует носители кристаллов, снабженные выводами. Энтони Любов, руководящий работами в области технологии межсоединений в фирме Bell Laboratories отмечает, что в настоящее время носители кристаллов используются в важных изделиях на нескольких крупных сборочных предприятий фирмы Westen Electric Co.
Фирма Bell применяет снабженные выводами пластмассовые носители кристаллов, а так же безвыводные керамические варианты с припаянными к их боковым сторонам пружинными контактами.
Пластмассовые носители с 68 выводами, расположенными с шагом 1.27 мм, напаиваются на поверхность стандартных печатных плат. Безвыводные носители с припаянными, предназначенные для кристаллов имеющих до 100 входов-выходов, должны напаиваться на платы. В настоящее время существуют кристаллы с количеством выводов более 1000 с шагом выводов 0.125 мм.
Последние разработки американских фирм показали, что переход на технологию АСЛН позволяет уменьшить размер контактных площадок до 25*25 мкм при расстоянии между ними 12.5 мкм. При этом размер кристалла может уменьшиться на 90% и будет ограничен только числом компонентов на кристалле.
Следует отметить, что в связи с увеличением площади кристаллов СБИС увеличилась ширина используемых лент.
Одна из движущих сил развития технологии АСЛН - военная область. Кроме того, большой интерес к автоматизированной сборке на ленту-носитель, проявляют изготовители приборов на GaAs.
Конструкции ленточных носителей.
Метод АСЛН предполагает выполнение объемных выводов либо на кристаллах, либо на балочных выводах ленты носителя.
Существует несколько типов объемных выводов, выполненных на кристалле. Технология их изготовления известна и хорошо отработана. ОВ могут выполняться из чистого золота, меди, припоя, в качестве барьерного слоя часто используют напыления Ti/W, выводы могут быть облужены припоем. Предполагая, что на кристалле уже изготовлены ОВ, в зависимости от сложности схемы можно использовать ленты :
1 - однослойную;
2 - двухслойную;
3 - трехслойную;
4 - многослойную.
Однослойная лента.
На первых этапах разработки метода АСЛН лента представляла собой медную фольгу толщиной 35 мкм, сейчас существуют однослойные ленты толщиной 70,100 мкм и более )с вытравленными в ней и облуженными выводными рамками. Напайку кристаллов к такой ленте производят эвтектикой AuSu. Недостаток этой ленты заключается в невозможности проведения испытаний смонтированных на ней кристаллов до упаковки их в корпуса, поэтому такой тип ЛН широко используется главным образом, только для кристаллов с малым числом выводов, малой степенью интеграции, имеющих высокий выход годных в массовом производстве. Смонтированные таким образом кристаллы, как правило, запрессовываются пластмассой.
Двухслойная лента представляет собой носитель, объединяющий фольгу и полиимидную пленку. Как правило, его используют в лабораторной практике по причине относительной простоты. В промышленности широко не применяется из-за повышенного риска к расслоению слоев меди и полиимида, а также повышению влагопоглащения, что приводит к большим токам утечки.
Трехслойная лента. Принцип ее изготовления аналогичен изготовлению однослойной ленты.
Многослойная лента. Это распространенная лента, применяемая при производстве как бытовой, так и военной электронной техники. Все проводящие слои соединяются между собой с помощью прогнутых проводников. Такая конструкция позволяет исключить дорогостоящие тонкопленочные гибридные подложки., металлизированные сквозные отверстия и навесные перемычки, а также дает возможность производить индивидуальные испытания каждого кристалла, поскольку соединения между ними остаются разомкнутыми, пока не будут подключены изогнутые проводники.
Изготовители таких ленточных носителей, могут обеспечить столь малую ширину проводящих линий, что без особых проблем к одной рамке можно присоединить 7-9 приборов, создавая, так называемую, многокристальную сборку.
Этот метод сборки на ленту носитель создан фирмой JMI и получил название Multitab. В нем используются две однослойные ленты с балочными выводами, позволяющими избавиться от необходимости применения полиимидного опорного кольца и в то же время, дающие возможность проверять каждый кристалл, перед его окончательной сборкой в корпус. Такие миниатюрные сборки можно монтировать на любые основания (стальные эмалированные подложки, алюмокерамику, кварц и стеклоэпоксидные платы), что позволяет значительно снизить габаритные размеры модульных сборок всех видов.
Пространственная сборка на ленту носитель.
По мере увеличения числа выводов кристаллов (500 и более), становится неизвестным создание входных и выходных КП не только по периферии кристалла, но и его центральной части. Технология АТАВ предполагает монтаж таких кристаллов на многослойные ЛН, используемые для реализации наиболее плотноупакованных межсоединений с соединениями в пределах площади кристалла. В этом случае автоматизированное присоединение выводов сочетается с применением монтажа методом "перевернутого" кристалла.
Пространственная сборка может также вызвать расслоение полиимидной пленки, несущей выводы, вследствии ее перегрева и расширения во время присоединения. Одним из путей решения этой проблемы является применение одноточечной сварки, осуществленной на установках с приваркой выводов одного за другим.
Еще одна проблема - недоступность сварных соединений в центре кристалла для визуального контроля.
Одноточечная автоматизированная сборка на ленту носитель.
Этот метод сочетает быстроту и высокую точность, характерные для простой автоматизированной сборки на ленту, и гибкость, характерную для проволочного монтажа, и позволяет осуществить сборку кристаллов, имеющих самые разнообразные размеры и формы на одной и той же установке. Этот тип сборки позволяет осуществить 8-10 присоединений внутренних или наружных выводов за 1с. При этом поверхность кристаллов должна быть абсолютно плоская.
При АСЛН многовыводных кристаллов СБИС большого размера при длине балочного вывода 280 мкм, толщине 35 мкм и ширине 100 мкм, желательно использовать не перемотку ленты с катушки на катушку, а работать с отдельными отрезками ленты во временном носителе, чтобы избежать повреждения выводов и кристаллов. В этом случае кристаллы, смонтированные на отрезке ленты, герметизируются компаундом. Время отверждения которого и ограничивает число позиций в отрезке ленты. При этом используется размер контактной площадки около 400 мкм, средняя прочность соединения при этом 300 г/вывод, отличается высокой устойчивостью к коррозии.
2.1.4. Метод переноса объемных выводов.
В этой технологии ОВ выполняются на временной подложке, затем присоединяются к концам балочных выводов ленты-носителя, что существенно снижает стоимость сборки и упрощает ее. Принцип этой технологии отражен на рис.4.
В данном случае ЛН выполнена из полиимидной пленки толщиной 125 мкм, ламинированной с медной фольгой толщиной 35 мкм, в которой формируют травлением выводную рамку с последующим ее лужением и золочением. Оптимальная толщина облуженного слоя 0.3-0.45 мкм. Временная подложка состоит из теплостойкой стеклянной пластины со слоем металлизации, который служит электродом для нанесения золотых ОВ. Подложка должна надежно поддерживать сформированные выводы и выполнить их перенос при самых низких давлениях и температурах инструмента. Качество переноса зависит от плоскостности и гладкости временной подложки, которую можно использовать многократно.
Сформированные выводы имеют форму "гриба" , высота 20-40 мкм, размер в широкой части 80*80 мкм и 20*20 мкм в нижней части. На прочность присоединения ОВ влияют его форма и чистота золота (хорошее качество присоединения наблюдается для выводов из золота 99.95%, для выводов с содержанием золота 67% наблюдается растрескивание выводов при сборке).

рис 4
2.2. Разработка технологического процесса сборки высоковольтного драйвера газоразрядного экрана на полиимидном носителе.
Для того, чтобы производить сборку полиимидного носителя с кристаллом необходимо проскрайбировать диск с кристаллами и совершить его ломку. Скрайбирование предполагают делать на установке ЭМ-225. Полуавтомат позволяет обрабатывать пластины диаметром до 150 мм. Ширина реза 40 мкм, глубина реза за один проход при скорости 100 мм/с - 140 мкм. Погрешность перемещения относительно центра при общей длине хода 150 мм - 15 мкм.
После скрайбирования и ломки необходимо выполнить внешний контроль. Контроль внешнего вида можно произвести на микроскопе типа СМ-4.
Следующим этапом техпроцесса является присоединение полиимидного носителя к кристаллу. Данная операция выполняется на автоматизированной установке ЭМ-4062. Установка позволяет изменять технологические режимы ультразвуковой сварки, что существенно сказывается на качестве сварного соединения. После присоединения выводов к контактным площадкам необходимо нанести защитное покрытие. Эту операцию выполняют в печи ПБЛ. Затем проводят технологические испытания на холод, тепло в камере МС-71.
Измерение статических параметров производится прибором "Визир-1", а измерения функционально-динамических параметров выполняют на "Элеком-Ф".
После всего кристалл загружается на 7 суток в установку "Кардинал", где при полной работе микросхемы повышается и понижается температура.
Перед тем как упаковать микросхему в тару делают еще один контроль статических и функционально-динамических параметров на установках "Визир-1" и "Элеком-Ф".
КОНСТРУКТОРСКАЯ ЧАСТЬ
Глава 3.
3.1. Анализ конструкции экрана с применением высоковольтного драйвера на полиимидном носителе.
Устройства для отображения информации применяются в системах, где информацию требуется представить в форме, удобной для визуального восприятия. Их основными компонентами являются приборы, обеспечивающие преобразование электрических сигналов в пространственное распределение яркости излучения или в распределение степени пропускания или поглощения светового излучения. С помощью этих приборов из электрических сигналов получают видимое изображение букв различных алфавитов, цифр, геометрических фигур, различных знаков, сплошных или дискретных полос, мнемосхем и др.
Преобразовательные приборы данной группы создаются на основе активных излучающих компонентов : электронно-лучевых трубок; электролюминесцентных, газонаполненных или накаливаемых источников излучения, в которых излучающие элементы выполнены в виде фигур или сегментов, или образуют управляемое матричное поле, а так же пассивных компонентов, модулирующих световой поток : жидкокристаллических, в которых пропускание или отражение света различными участками поверхности зависит от значения электрического поля; электрохромных, в которых цвет вещества зависит от значения электрического поля; электрофоретических, в которых под действием электрического поля перемещаются заряженные пигментные частицы, имеющие определенный цвет.
Наиболее часто применяют так называемые знакосинтезирующие индикаторы (ЗСИ), в которых изображения получают с помощью мозайки из независимо управляемых преобразователей электрический сигнал - свет.
Жидкокристаллические индикаторы относятся к числу пассивных приборов. В основу их работы положено свойство некоторых веществ изменять свои оптические показатели (коэффициенты поглощения, отражения, рассеивания, показатель преломления, оптическую разность хода, оптическую активность, спектральное отражение или пропускание). под влиянием внешнего электрического поля. Вследствии модуляции падающего света изменяется цвет участка, к которому приложено электрическое поле, и на поверхности вещества появляется рисунок требуемой конфигурации.
В качестве веществ, имеющих подобные свойства, используют жидкие кристаллы. Жидкокристаллическим (мезоморфным) называется термодинамически устойчивое состояние, при котором вещество сохраняет анизотропию физических свойств, присущую твердым кристаллам, и текучесть, характерную для жидкостей.
ЖК-индикаторы просты по конструкции, дешевы, имеют низкое энергопотребление, обеспечивают хорошую контрастность изображения, которая не уменьшается при увеличении освещенности, хорошо совместимы с микросхемами управления. Их недостатки : необходимость иметь подсветку при работе в темноте, узкий температурный диапазон (от -15 до +55 °С), изменение параметров в течение срока хранения и при работе.
Газонаполненные приборы для отображения информации, к которым относится и наш газоразрядный экран, представляют собой источники излучения, зона свечения в которых имеет определенную форму и может управляться электрическими сигналами.
Выпускаются ЗСИ матричной конструкции, позволяющие проводить отображение графической, буквенно-цифровой и мнемонической информации. Определенное распространение получили буквенные и цифровые ЗСИ, в которых изображение получают с помощью комбинаций светящихся сегментов или целых цифр.
ЗСИ матричной конструкции имеют плоскую форму и состоят из двух пластин, на которых выполнены наборы параллельных проводников, покрытых прозрачным диэлектриком. Пластины располагаются на небольшом расстоянии друг от друга так, чтобы электроды были взаимно перпендикулярны. Камеру, образовавшуюся между ними заполняют смесью неона и других инертных газов и герметизируют.
При определенных значениях электрического поля, создаваемого в местах пересечения электродов, происходит ионизация и свечение газа. Цвет его зависит от газового состава. Форма близка к точечной. Совокупность светящихся точек образует требуемые буквы, цифры, графики или мнемосхемы. Яркость свечения определяется значением питающего напряжения, его частотой, свойствами газа и диэлектрических покрытий электродов. Последний фактор обусловлен тем, что диэлектрическое покрытие создает "емкостную связь" между электродом и газом и при данном напряжении определяет максимальное значение разрядного тока.
Рассмотрим явление свечения в газоразрядных источниках излучения.

Рис 5
Причины появления свечения поясним на примере рассмотрения газоразрядного промежутка между двумя электродами, находящимися в среде инертного газа (обычно неона Ne или ксенона He) либо их смесей см. Рис 5. Если к электродам приложить малое напряжение U (U<UЗАЖ ) то в цепи будет протекать малый ток, обусловленный наличием в газе небольшого числа ионов, возникших вследствие воздействия теплоты, падающего света и космического излучения, а также вызванный эмиссией (излучением) электронов из электрода, находящегося под отрицательным потенциалом (катода). Это так называемый темновой разряд, при котором нет видимого свечения газа.
С повышением напряжения электроны, эмиттируемые катодом, приобретают большие скорости и начинают ионизировать газ. В результате появляются дополнительные электроны и ионы, но до точки А их недостаточно для возникновения самостоятельного разряда. За точкой А начинается самостоятельный разряд. Напряжение в точке А называется напряжением зажигания . На участке АВ происходит уменьшение напряжения при увеличении тока. За точкой В начинается тлеющий разряд (область ВС).
Физические процессы, происходящие за точкой А, можно упрощенно представить следующим образом. Электроны, испускаемые катодом под воздействием света, внешних излучений и бомбардировке катода ионами, приобретают в электрическом поле такую скорость, что начинается лавинная ионизация газа. Положительно заряженные ионы под действием электрического поля движутся к катоду и, бомбардируя его, вызывают появление дополнительных электронов, необходимых для поддержания самостоятельного разряда. Часть ионизированных и тем самым возбужденных атомов газа переходит в нормальное невозбужденное состояние путем "присоединения" электрона к положительно заряженному иону. При этом излучается квант света. Другая часть положительно заряженных ионов накапливается вблизи катода, образуя положительный пространственный заряд . Основная часть напряжения, приложенного к электродам, падает на этом небольшом прикатодном участке. Пространственные заряды положительно заряженных ионов и электронов, находящихся в газоразрядном промежутке, в значительной степени уравновешивают друг друга. Поэтому в газонаполненном приборе удается получить большие токи при сравнительно небольшом напряжении, приложенном к электродам.
Для прекращения газового разряда и потухания газонаполненного прибора необходимо уменьшить напряжение на электродах так, чтобы оно стало меньше UГОР . В этом случае самостоятельный разряд прекращается и происходит деионизация газового промежутка. Время деионизации лежит в пределах мкс.
Одним из вариантов изготовления нашего экрана может быть не газоразрядные источники излучения, а электролюминесцентные управляемые источники света , которые в настоящее время являются наиболее перспективными.
Люминесценция - это световое излучение, превышающее тепловое излучение при той же температуре и имеющее длительность, значительно превышающую периоды излучений в оптическом диапазоне спектра.
Для возникновения люминесценции в каком-либо теле, в том числе и в полупроводнике, необходимо привести его с помощью внешних источников энергии в возбужденное состояние, т.е. в состояние, при котором его внутренняя энергия превышает равновесную при данной температуре.
При воздействии электрического поля или тока появляется электролюминесценция.
Люминесценция характеризуется достаточно длительным свечением после того, как действие возбуждающего фактора прекратилось. Это обусловленно тем, что акты поглощения возбуждающей энергии отделены по времени от актов излучения. В итоге излучение при люминесценции является некогерентным и имеет достаточно широкий спектр.
Электролюминесценция в полупроводниковых элементах оптоэлектроники может быть вызвана как электрическим полем, так и током. При воздействии электрического поля на полупроводники, называемые люминофорами, возникает ударная ионизация их атомов электронами, ускоренными электрическим полем, а также эмиссия электронов из центров захвата. Вследствие этого концентрация свободных носителей заряда превысит равновесную и полупроводник окажется в возбужденном состоянии.
Возбуждение электрическим током обычно происходит в тех полупроводниках, где созданы электрические переходы. Избыточная концентрация носителей заряда в них обеспечивается или за счет инжекции неосновных носителей заряда под действием внешнего источника напряжения, или за счет лавинного и туннельного пробоев, возникающих под воздействием внешнего напряжения, приложенного в обратном направлении.
К электролюминесцентным источникам света обычно относят порошковые, сублимированные, монокристаллические фосфоры, у которых в сильных электрических полях возникает электролюминесценция.
По эффективности электролюминесцентные источники света, за редким исключением уступают лампам накаливания и газоразрядным источникам света. Однако они имеют и ряд существенных преимуществ :
- технологичность;
- высокое быстродействие;
- большой срок службы;
- надежность в эксплуатации;
- микроминиатюрность исполнения;
- высокую монохроматичность излучения.
3.2.1. Автокад. Общие сведения.
При проектировании полиимидного носителя для высоковольтного драйвера была использована система AutoCAD 12 for Windows фирмы Autodesk ™ .
Автокад представляет собой прикладную систему автоматизации чертежно-графических работ с удобными и эффективными средствами исправления допускаемых в ходе работы ошибок. Название системы образовано от сокращенного английского словосочетания "Automated Computer Aided Drafting and Design", что в переводе с английского означает "Автоматизированное черчение и проектирование с помощью ЭВМ" и является в некотором смысле эквивалентом понятия "программная система автоматизированного проектирования".
Системы автоматизированного проектирования (САПР) - признанная область применения вычислительной техники. Компьютер может предоставить полный набор возможностей САПР и, освободив от рутинной работы, дать возможность заниматься творчеством, что резко повышает производительность труда.
Приближение САПР к конструктору позволило резко повысить производительность самих САПР, распространение которых сдерживалось трудностью алгоритмизации конструкторских задач.
Практически все современное программное обеспечение ориентируется на пользователя, дружелюбно общаясь с ним понятным ему способом и предоставляя ему полную свободу действий. Такое "общение" человека с компьютером возможно только в интерактивном (диалоговом) режиме, когда пользователь тут же на экране видит результат своих действий. САПР также ориентированы на работу в интерактивном режиме, предоставляя проектировщику оперативный доступ к графической информации, простой и эффективный язык управления ее обработкой с практически неограниченными возможностями контроля результатов. В первую очередь это относится к графическому диалогу, поскольку именно графика (чертежи, схемы, диаграммы и т.п.) как наиболее эффективный способ представления информации занимает привилегированное положение в САПР. Таким образом удается автоматизировать самую трудоемкую часть работы - по оценкам зарубежных конструкторских бюро, в процессе традиционного проектирования на разработку и оформление чертежей приходится около 70% от общих трудозатрат конструкторской работы.
Ввод графической информации осуществляется как с клавиатуры, так и считыванием координат с планшета с помощью "мышки". Непосредственное отображение на экране всего чертежа или его части создает привычную атмосферу работы руками и позволяет осуществлять редактирование изображения и эффективное управление процессом проектирования. Многие современные программные системы, ориентированные на проектирование промышленных изделий, имеют достаточно большой арсенал возможностей интерактивной графики, обеспечивая возможность создания и редактирования двухмерных изображений, состоящих из проекций изделия, штриховки, размеров и т.д., а так же формирование реалистичных трехмерных изображений проектируемых изделий, построенных из исходных данных чертежа с удалением невидимых линий , с учетом различных способов освещения, задания параметров структуры поверхностей и многое другое.
Фирма Autodesk ™ является одним из признанных лидеров в области разработки САПР. Созданный ею пакет Автокад является одним из лучших - это сложная и разветвленная по своей структуре система, которая в то же время легко управляется при помощи простых и ясных команд. Автокад обладает эффективной системой ведения диалога с пользователем при помощи нескольких меню : главного, экранного, падающих и т.д. Использование слоев также предоставляет дополнительные удобства для проектировщика, позволяя при наложении слоев с нарисованными на них изображениями отдельных деталей контролировать их совместимость при общей компоновке. Законченные чертежи можно хранить в виде комплекта слайдов с возможностью их автоматического просмотра.
3.2.2. Конструкторско-технологические ограничения на разработку полиимидного носителя.
При проектировании гибкого полиимидного носителя вводятся следующие конструктивно-технологические ограничения, далее по тексту КТО.
1. НАЗНАЧЕНИЕ
1.1. КТО на вновь разрабатываемые изделия предназначены для пользования при проектировании гибкого полиимидного носителя (платы гибкой), применяемого для монтажа на кристалл и установки на коммутационные платы.
1.2. При проектировании плат гибких руководствоваться ОСТ II 0419-87 "Микросхемы интегральные бескорпусные на полиимидном носителе. Конструктивно-технологические требования" ОСТ В II 0546-89 "Микросхемы интегральные бескорпусные на гибком носителе с ленточными выводами. Общие технические условия", СТП ХА 419-90 и настоящими конструктивно-технологическими ограничениями.
1.3. В состав исходных данных для проектирования платы гибкой должны входить :
техническое задание на проектирование (с эскизом на посадочное место под плату гибкую),
учтенный чертеж на кристалл с предельными отклонениями на габаритные размеры,
реальный кристалл (для уточнения размеров)
2. РЕКОМЕНДУЕМЫЕ ОБЩИЕ ТРЕБОВАНИЯ К ПЛАТЕ ГИБКОЙ
2.1. Платы гибкие изготавливаются из лакофольгированного диэлектрика по технологии, предусматривающей использование двух вариантов (рулонного и кассетного)
2.2. Платы гибкие могут выполняться с двухсторонним или четырехсторонним расположением выводов в зоне монтажа.
2.3. В плате гибкой предусмотрены :
зона присоединения выводов к кристаллу,
зона формовки (при необходимости)
зона присоединения выводов на плату,
зона контактирования.
2.4. Шаг выводов платы гибкой в зоне разварки на кристалл должен соответствовать шагу контактных площадок (КП) кристалла, в зоне монтажа на плату - шагу КП на плате.
2.5. В плате гибкой необходимо предусматривать три технологических отверстия для укладки платы гибкой в тару-спутник, предельные отклонения размеров которых не должны превышать 60 мкм.
2.6. В плате гибкой предусматривать не менее двух базовых отверстий размером 0.8 ± 0.05 мм, необходимых при использовании оснастки для формовки и вырубки.
2.7. Расположение кристалла на плате гибкой должно быть симметричным относительно осей плате гибкой.
2.8. В зоне присоединения выводов к кристаллу должны быть две полиимидных рамки :
защитная (на краю кристалла),
опорная (ближе к центру кристалла).
Примечания . I. Рекомендуется предусматривать соединение опорной и защитной рамок перемычками шириной не менее 100 мкм, которые рекомендуется укреплять металлизацией.
II. Расстояние между выводами и перемычками должно быть не менее 50 мкм (в готовом виде)
III. При размерах кристалла более 4 мм, хотя бы с одной из сторон, рекомендуется предусматривать внутри опорной рамки перемычки шириной 300-400 мкм с металлизацией, расстояние между которыми должно быть 400-800 мкм.
2.9. В плате гибкой в области за зоной вырубки до зоны контактирования по осям платы гибкой для контроля сварки предусматривать не менее шести технологических выводов, имеющих размеры, идентичные размерам выводов в зоне присоединения к плате.
2.10. В плате гибкой в области за зоной вырубки до зоны контактирования по осям платы гибкой предусматривать не менее трех технологических выводов, имеющих размеры, идентичные размерам выводов в зоне присоединения к кристаллу, для проверки прочности сварки на кристалле.
2.11. В зоне монтажа в области защитной полиимидной рамки по углам должно быть два реперных элемента, расположенных по диагонали, в виде металлизированных квадратов размером (200х200) мкм для автоматического совмещения.
2.12. Плата гибкая должна иметь в углу технологические тестовые элементы в слое металлизации и полиимиде и маркировку (три последние цифры децимального номера)
2.13. Конструкция платы гибкой должна обеспечивать просмотр маркировки кристалла.
2.14. В топологии для платы гибкой и фотошаблона вводить реперный знак (крест) для совмещения слоев размером 200-500 мкм
Реперный знак располагать в центре платы гибкой.
Реперный знак должен быть :
В слое № 1 - в виде отверстия в металлизации,
В слое № 2 - в виде фигуры полиимида.
Реперный знак слоя №1 должен вписаться в реперный знак слоя №2 с зазором 10 мкм.
В случае невозможности расположения в центре, реперный знак располагать на выпадающих элементах.
Реперный знак не должен обрабатываться припусками и усадками.
2.15. На границе металлизированных элементов и в отверстиях необходимо обеспечить перекрытие металла полиимидом на 50 мкм по ширине.
2.16. Минимальная величина зазора между металлизированными элементами 40 мкм (в готовом виде).
2.17. Величина зазора между металлизированными элементами в зоне монтажа должна быть одинаковой по всей их длине (по возможности).
2.18. Для выполнения необходимой разводки допускается использовать внутреннюю зону платы гибкой (внутри опорной рамки), выполняя при этом рекомендации примечания 3 п 2.8.
2.19. При необходимости допускается зоне присоединения к кристаллу вывод закольцовывать.
2.20. Минимальный размер проводников, в том числе и лежащих на защитной полиимидной рамке, должен быть не менее номинального размера вывода по таблице 4.
2.21. При необходимости допускается выполнять расположение выводов и контактных площадок в зоне контактирования в шахматном порядке.
2.22. При длине проводника, свободного от полиимида, между защитной полиимидной рамкой и зоной контактирования более 1000мкм необходимо вводить полиимидные рамки.
Ближняя к зоне присоединения к плате полиимидная рамка (в зоне формовки) должна быть разрезана по углам (в случае четырехстороннего расположения выводов). При этом ширина полиимидных перемычек в зоне формовки должна быть не более 200 мкм, а расстояние между перемычкой и защитной полиимидной рамкой (при ее наличии), расположенной между защитной перемычкой в зоне формовки, должно быть не менее 300 мкм.
2.23. В технически обоснованных случаях размеры, указанные в разделах 2,3 и вводимые в формат, могут уточняться при обязательном согласовании с технологом.
2.24. Контролируемыми размерами на плате гибкой являются :
ширина вывода в зоне присоединения к кристаллу,
ширина вывода в зоне присоединения к плате.
2.25. В технически обоснованных случаях указывать размеры между крайними выводами в зоне присоединения к кристаллу в каждом ряду, между внутренними противоположными сторонами защитной полиимидной рамки по двум направлениям, между внутренними сторонами реперных элементов с допуском ± 50 мкм., указывающих линию присоединения золотых объемных выводов (ЗОВ).
2.26. В чертеже на плату гибкую указывать размеры, обеспечивающиеся инструментом :
межосевое расстояние базовых отверстий с допуском,
расстояние между внешними сторонами реперных элементов с допуском,
расстояние от базовых отверстий до внешней стороны реперного элемента с допуском,
ширину полиимидных рамок и перемычек и расстояния между ними.
3. МИНИМАЛЬНО ДОПУСТИМЫЕ РАЗМЕРЫ ЭЛЕМЕНТОВ ТОПОЛОГИИ
3.1. Зона монтажа.
3.1.1. Зона присоединения к кристаллу.
3.1.1.1. Ширина выводов в зоне присоединения к кристаллу должна соответствовать размеру КП кристалл -10мкм, допустимые отклонения по табл.4, графа 3, а допустимые размеры фотошаблонов при их изготовлении должны соответствовать данным, указанным в таблице 5.
3.1.1.2. Ширина опорной полиимидной рамки должна быть не менее 300 мкм.
3.1.1.3. Ширина защитной полиимидной рамки должна быть 300-500 мкм.
3.1.1.4. Величина заходов выводов на опорную полиимидную рамку должна быть не менее 150 мкм.
3.1.1.5. Величина захода полиимидной защитной рамки на пассивацию кристалла должна быть не менее 10 мкм.(в готовом виде).
3.1.1.6. Расстояние между внутренними противоположными сторонами защитной полиимидной рамки должно соответствовать указанному в таблице 3.
3.1.1.7. Расстояние между КП кристалла и полиимидной опорной рамкой должно быть 50-200 мкм (в готовом виде)
3.1.1.8. В технически обоснованных случаях, допускается использование выводов в консольном варианте, при этом выводы должны выходить за пределы контактных площадок на 10-20 мкм.
3.1.2. Зона присоединения к плате.
3.1.2.1. Ширина выводов в зоне присоединения к плате, допустимые отклонения должны соответствовать таблице 5, а допустимые размеры фотошаблонов должны соответствовать данным, указанным в табл. 6.
3.1.2.2. Длина выводов в зоне присоединения на плату должна быть 500-1000 мкм, в зависимости от конкретной конструкции платы гибкой по согласованию с технологом.
3.1.2.3. Ширина реперного элемента £ 100мкм, длина реперного элемента 100-200 мкм.
Таблица 4
Размер КП на кристалле (мкм) |
Зазор между КП (мкм) |
Ширина вывода в КД на ПН (мкм) |
| 100 | ³ 60 | 100-40 |
| 120 | ³ 60 | 110-40 |
| 130 | ³ 70 | 120-50 |
| 140 | ³ 70 | 130-50 |
| 150 | ³ 70 | 130-50 |
Таблица 5
Шаг выводов (мкм) |
Ширина вывода в КД на ПН (мкм) |
0,5 0,625 |
+50 250 -10 |
0,625 |
+20 300 -40 |
Таблица 6
Ширина вывода в КД на |
Ширина вывода в для ГИ припуск |
информации (мкм) |
Ширина вывода лон и припуск |
на фотошаб- (мкм) |
ПН (мкм) |
Рулонная технология |
Кассетная технология |
Рулонная технология |
Кассетная технология |
+50 250 -10 |
300 (25 на сторону) |
320 (35 на сторону) |
300 ± 5 |
320 ± 5 |
+20 300 -40 |
320 (10 на сторону) |
340 (20 на сторону) |
320 ± 5 |
340 ± 5 |
3.3. Конструкция для крепления кристалла при ультразвуковой сварке.
При сборке микросхем с применением полиимидного носителя с облуженными Al выводами, после технологических процессов, таких как, ломка пластин на кристаллы, укладка кристаллов в тару и контроль внешнего вида, возникает необходимость присоединить полиимидные выводы (паучок) непосредственно к самому кристаллу.
Разработанный механизм перемещения позволяет зафиксировать сам кристалл на фиксаторе, сначала с помощью откачки воздуха из- под кристалла, а затем уже "губками", которые окончательно закрепляют кристалл с четырех сторон и не позволяют ему смещаться при механических нагрузках во время УЗС.
Предусмотрено перемещение закрепленного кристалла для проведения ультразвуковой сварки по трем координатам : x, y, z и по углу наклона.
Чертежи прилагаются.
ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
Глава 4.
4.1. Анализ научно-технической информации по сварным узлам лепестковых выводов бескорпусных БИС.
Анализ научно-технической информации показал, что ведущие зарубежные фирмы считают наиболее перспективные для сборки многовыводных СБИС и активно внедряют метод автоматической сборки на ленточном носителе (АСЛН). Существует два основных варианта этого метода:
1- с использованием группового присоединения золотых контактных столбиков на контактных площадках кристаллов к медным многовыводным рамкам на гибком ленточном носителе;
2- с использованием присоединения алюминиевых контактных площадок к алюминиевым многовыводным рамкам на ленточном носителе сваркой.
Зарубежные фирмы, главным образом Японские , используют в основном 1-ый вариант. Фирма National (США) применяет метод АСЛП на основе однослойной медной ленты с контактными выступами.
Непрерывное совершенствование процессов присоединения лепестковых выводов к контактным площадкам кристаллов позволяет создавать схемы с количеством выводов до 500 и более. При этом лепестки монтируются на кристалл с шагом 0.2 мм и менее при ширине лепестка 65-100 мкм. Основной метод присоединения - групповая пайка медных луженых выводов к золотым выступам на кристалле импульсно нагретым инструментом. в меньшей степени используется термокомпрессионная сварка двухслойных золоченых выводов к золотым выступом на кристалле . только в отдельных случаях используются алюминиевые лепестки, привариваемые к алюминиевым контактным площадкам на кристалле.
Реализация бескорпусных ИС на базе использования гибкого носителя системы выводов типа алюминий-полиимид и медь-диэлектрическая пленка позволяет повысить надежность соединений и устойчивость конструкции в целом к воздействию специальных факторов. анализ надежности бескорпусных БИС на гибком носителе проводился в ряде работ, в том числе и исследования напряженного состояния сварных соединений м сборочных узлов при их монтаже в устройства РЭА.
С целью повышения надежности при монтаже кристаллов со столбиковыми выводами на подложки используют различные конструктивные решения с целью компенсации разницы в коэффициентах термического расширения.
Например, при монтаже кристаллов с матричным расположением выводов используют составные столбики припоя, сформированные на полиимидных пленках.
Повышение качества и надежности соединений лепестковых выводов во многом определяется правильным методом и параметров монтажа соединений. Так, например, при групповом монтаже лепестковых выводов постоянно или импульсно нагреваемым инструментом на столбиковые выводы кристаллов ИС требуется обязательное программирование усилие сжатия при сварке или пайке. это особенно важно, если ведется сварка, например Au-Au, или сварка-пайка с малыми толщинами припоя на рамках выводов. Оптимальная прочность соединений обеспечивается при определенных сочетаниях температуры нагрева инструмента и усилия. См рис 6.

рис. 6
Сварка ультразвуком относится к высокоскоростному процессу пластической деформации, соизмеримому с процессом листовой прокатки или ковки (2-5 м/сек). такие процессы сопровождаются выделением большого количества тепла, приводящего к росту температуры контактирующих тел.
4.2. Оценка напряжений в сварных соединениях бескорпусных БИС.
Качество и эксплуатационная надежность сварных узлов при монтаже лепестковых выводов на кристалл и на подложку ГИС будут предопределяется их конструктивным исполнением, методом монтажа и уровнем напряжений, возникающих в сварных или паянных соединениях.
Рассмотрим конструктивное исполнение присоединения кристалла с точки зрения возникающих в нем напряжений.
В случае присоединения кристалла с балочными выводами напряжения в выводах (лепестках) определяются по формуле
sл =Ел /l л *(bкр *aкр *DTкр +2*l л *aл *DTл -l *aп *DTп )
Где sл - напряжения растяжения в лепестке; Ел - модуль Юнга материала лепестка; aкр, aл, aп - коэффициенты линейного расширения материала кристалла, лепестка и подложки при монтаже и эксплуатации. См. рис 7

рис. 7
1 - кристалл ; 2 - лепестковые выводы
4.3. Конструктивное исполнение сварных узлов.
При монтаже лепестковых выводов на кристалл от конструктивного исполнения и правильного выбора размеров в большой степени будет зависеть эксплуатационная надежность изделий.
При сварке лепесткового вывода к кристаллу БИС, одним из вариантов может быть схема, представленная на рис. 8 В этом случае алюминиевый вывод закреплен на полиимидных рамках (внутренней и внешней частью относительно сварного соединения).
При такой конструкции имеются ограничения минимального размера " l ", который выбирается исходя из относительного допустимого удлинения материала вывода при растяжении ( Dl ). В этом случае оценка минимального размера " l ", проводится по формуле:
dП + 0,5*dAl
l МИН = --------------
D l *(2+D l)
где : l МИН - минимальная длина вывода;
dП , dAl - толщина пленки и алюминия;
D l - относительное удлинение материала вывода.
При монтаже лепестковых выводов,жестко закрепленных в полиимидной рамке, групповой импульсной пайкой на столбиковые выступы кристалла, расчетная формула выглядит так :
lЛ ³ (EЛ * bкр /2)*(aкр *DTкр )/((2*tСР *hСМ /sл )-EЛ *aЛ *DTЛ
где : EЛ , tСР , aЛ - модуль упругости, допустимое напряжение
среза, коэффициент линейного расширения материала вывода;
hСМ , sл - высота столбика и толщина вывода;
DTкр , DTЛ - температура нагрева кристалла и лепестка
bкр - размер кристалла.

рис. 8
1 - алюминиевый вывод; 2 - внутренняя полиимидная рамка;
3 - кристалл; 4 - наружная полиимидная рамка.
Рассмотрим зависимость прочности сварного соединения от Æ сварного инструмента и расстояния от КП до защитного кольца.
На рис. ... приведены зависимости P=f(l) для случаев использования сварочных инструментов с рабочим торцом Æ100, 130 мкм. Согласно рисунку 9 при l=30 мкм (Æ100) прочность стабилизируется, однако, окончательная стабилизация прочности наступает при l=40-50 мкм, т.к. при l=30 мкм имеет место отрыв по месту сварки в 50% случаев, из-за напряженного состояния узла.
При размере торца сварочного инструмента Æ130 мкм при l=30 мкм еще сказывается эффект "подреза", и превышение средней прочности сварных соединений при l=60 мкм объясняется увеличением зоны взаимодействия.
 рис. 9
рис. 9
4.4. Расчет оптимальной рабочей длины балки в зависимости от толщины полиимида и толщины фольги.
4.5. Технологические рекомендации по выполнению сварных узлов бескорпусных БИС.
Прочностные характеристики и уровень надежности сварных и паянных соединений зависят в большей степени от правильного выбора сварного или паянного соединения, уровня и характера деформирования зоны сварки, сочетания соединяемых материалов.
При сварке плоских выводов на контактные площадки кристаллов БИС прочность соединения зависит от характера деформации. Наиболее высокой прочностью обладает сварное соединение с ребрами жесткости. Такой вид наиболее оптимален при ограниченной ширине вывода. Вид сварной точки с оптимальным соотношением размеров, выполненной ультразвуковой сваркой, показан на рис.11.

рис. 11
LСОЕД = (2..4)dЛ ;
BК = dЛ
RК = 0,5*dЛ ;
hСОЕД = (0,5..0,7)*dЛ
При монтаже лепестковых выводов на контактные площадки кристалла для снижения механических напряжений, возникающих из-за неравномерного деформирования и возможного смещения защитных полиимидных рамок необходимо проводить сварку выводов в определенной последовательности - рис. 12.

рис. 12
1 - кристалл ;
2 - защитные полиимидные рамки ;
3 - алюминиевые выводы .
I - VIII - последовательность сварки
При ультразвуковой сварке плоских выводов с контактными площадками подложек для получения оптимальной прочности соединения необходимо правильно выбирать размеры инструмента и величину деформации вывода. Оптимальными являются следующие соотношения :
Du = dСОЕД = (0,37...0,4)*bЛ
hДЕФ = (0,4...0,5)* dЛ
С ³ dСОЕД
где : Du - диаметр инструмента;
bЛ - ширина лепестка;
hДЕФ - величина деформации вывода по толщине;
dЛ - толщина лепестка;
С - расстояние от конца вывода до центра точки.
Параметры режима ультразвуковой сварки лепестковых выводов на плату оптимизируются на основе уравнения регрессии для конкретного типоразмера соединения. За оптимальные параметры можно принять : удельное давление 22 - 30 Н/мм2 ; длительность импульса 50 - 60 мс; мощность ультразвуковых колебаний подбирается экспериментально.
Итак, общие технологические рекомендации по сварке выглядят следующим образом :
минимальная длина алюминиевого вывода должна рассчитываться по формуле :
dП + 0,5*dAl
l МИН = --------------
D l *(2+D l)
При УЗС алюминиевого вывода к КП кристалла и подложки сварная точка должна формироваться с ребрами жесткости крестообразной формы за счет специальной конструкции рабочего торца инструмента. При этом ребра жесткости формируются за счет канавок на инструменте с радиусом, равным половине толщины алюминиевого вывода. При сварке на подложку выводов (лепестков) относительно большой ширины диаметр сварной точки должен составлять около 0,4 от ширины вывода, при этом расстояние от центра сварной точки до конца вывода должно быть не меньше диаметра сварной точки.
При одиночной сварке выводов к кристаллу должен реализовываться определенный алгоритм: сначала свариваются выводы с одной стороны кристалла, затем с противоположной, а угловые выводы свариваются в последнюю очередь в такой же последовательности.
При групповой сварке лепестковых выводов к шариковым столбикам на кристалле необходимо обеспечить следующее:
- программирование усилия сжатия (удельного давления) с определенной скоростью нарастания (не более 200 Н/мм2 с), оптимизацией максимального значения (до 50-60 Н/мм2 ) и обязательной промежуточной ступенью нагружения (на уровне 0,4-0,5 от максимального);
- наличие системы взаимной ориентации инструмента и кристалла в процессе нагружения для обеспечения параллельности торца инструмента и поверхности кристалла.