| Скачать .docx |
Дипломная работа: Подготовка колодок к запуску и прикреплению стелек
Государственное образовательное учреждение начального профессионального образования
Саратовское профессиональное училище-интернат
для инвалидов
Дипломная работа
Тема
Подготовка колодок к запуску и прикреплению стелек
2009г.
Введение
Главной задачей обувной промышленности, производящей предметы народного потребления, является более полное удовлетворение потребностей населения в обуви с одновременным повышением ее качества и расширением ассортимента. Выполнение этой задачи тесно связано с повышением эффективности производства, освоением новых материалов, усовершенствованием методов изготовления обуви, химизации производства и др. За последние десять лет в обувной промышленности произошли значительные изменения: широкое применения получили новые искусственные и синтетические материалы для верха и низа обуви, внедрено новое автоматическое и полуавтоматическое оборудование, расширилось применение химических методов крепления низа обуви, внедрен метод жидкого формования низа или полиуретана, пересмотрена нормативно-техническая документация на материалы, обувь и технологию ее изготовления. Все эти изменения были учтены при подготовке настоящего издания. Совершенствование технологии производства обуви будет проводиться в направлении дальнейшего расширения применения химических методов крепления низа; внедрения автоматизированного раскроя рулонных материалов; расширения применения агрегированных и полуавтоматических линий по обработке и сборке узлов низа обуви; организации производства заготовок на швейных и других машинах с элементами автоматики и на автоматизированных швейных машинах со следящей системой и программным управлением; расширение применения полуавтоматических линий сборки обуви; внедрение новых материалов. Вопросами создания рациональной обуви в нашей стране первыми начали заниматься медики. Работы в этом направлении впервые были проведены в конце XIX в. Директором ортопедической лечебницы в Петербурге, доктором Каршневским и профессором анатомии доктором Эрхардом. Традицией русских ученых были развиты советскими учеными, которые провели многочисленные экспериментальные и теоретические исследования в области конструирования обуви. Особенно много работ по изучению отрицательного влияния обуви на стопу появилось при переходе от индивидуального к массовому ее производства. Для организации массового производства обуви необходимо было провести обмер стоп населения для выделения типичных размеров создания рациональной обуви. Этими исследованиями занимались М.А.Петров (1920-1930гг.), Г.Л. Николаев (1931г.) и позже – Ю.П. Зыбин, Б.П. Хохлов, В.В. Бунак, Х.Х. Лиокумович, К.У. Ченцова и др. Большая заслуга в создании науки о производстве обуви принадлежит советским ученым. Так, Б.П. Хохлов разработал способ графического построения колодок, М.Л.Шусторович впервые разработал системы рационального использования обувных материалов, Ю.П. Зыбин разработал теоретически обоснованные системы проектирования колодок и обуви ростовочно-полнотного ассортимента. Существенный вклад в развитие химических методов крепления низа обуви внесли С.А Нисневич и Ф.А. Сапегин, которые впервые в мире разработали клеи для крепления резиновых подошв, а так же И.А. Вейенберг и В.Т. Зуев, принимавшие участие в разработке метода горячей вулканизации. Развитию обувной промышленности способствовала организация производства искусственных и синтетических кож, а так же и других искусственных материалов. Успешному развитию обувной промышленности способствовало создание в нашей стране обувного машиностроения. Впервые в мире коллективом научных работников под руководством М.Д. Смирнова были созданы полуавтоматические линии по сборке обуви.
Исторический обзор обуви
Обувь предназначена для защиты стопы и голени от механических повреждений, охлаждения или перегревания, от воздействия воды и загрязнений. Человек начал пользоваться обувью на очень ранней стадии своего развития. В качестве материала для обуви он применял шкуры животных, куски которых обёртывались вокруг стопы и закреплялись на ней полосками из этой же шкуры или жилами. В древности у римлян и египтян применялась обувь, состоящая из подошвы и отдельных ремешков. В странах с умеренным климатом. Где теплое лето сменяется холодной и снежной зимой, человеку потребовалось защищать не только подошву стопы, но и всю стопу и даже голень. В этих районах основными видами обуви были поршень (моршень), выполненный из одного куска кожи, согнутого в носке и пятке, и стянутый в передней части и по верхнему краю ремешком, а также примитивные сапоги в виде чулка. В обуви такой конструкции требуемая форма придавалась стопой в процессе носки. Постепенно конструкция сапога усложнялась: из одной и тоже кожи делали сапоги с отрезанными голенищами, затем стали изготовлять низ сапог из более толстой кожи. В этот период развития человеческого общества, когда каждая народность развивалась самостоятельно, самобытно развивалась и искусство. Это в основном выражалось в художественном оформлении обуви и одежды, черты которого мы наблюдаем и сейчас в национальной обуви. До сих пор у той или иной народности изготовляется ручным способом национальная обувь, представляющая собой обувь древнейших конструкций. Стремление человека сделать обувь более удобной и прочной приводит к постепенному усложнению ее конструкции, к разделению ее на детали. Этому способствовало развитие ремесел, в том числе выделки кож: для верха обуви стали применять более мягкие кожи, для низа – более жесткие. Дальнейшее развитие сапожного ремесла привело к появлению стельки. Первоначально стельку применяли для смягчения опорной поверхности для стопы и изготовляли из мягких материалов. Стелька как деталь, к которой прикрепляется верх, а иногда и подошва. Появилась позже, при переходе к затяжке обуви на колодку с прикреплением подошвы ниткой или деревянными шпильками. Для укрепления пяточной части обуви постепенно стали применять дополнительную жесткую деталь в пятке - задник. Одним из наиболее древних способов крепления верха с низом обуви является выворотный. Параллельно с ним развивался способ прикрепления подошвы наружным и внутренним швом. С появлением колодки широко распространение получили шпилечные способы крепления подошвы и каблуков. Первоначально колодки применяли только для расправки готовой обуви, а затем для формования по ним деталей в процессе изготовления обуви. Следует отметить, что в прошлом форма обуви резко дифференцировалась в зависимости от имущественного положения населения. Во многих случаях обувь являлась привилегией имущих слоёв населения. Так, в Римской империи для каждого класса населения была установлена особая по форме, цвету и отделке обувь. В средневековье в Центральной Европе регламентировали длину обуви: горожанам и крестьянам разрешалось носить только короткую обувь, тогда как господствующие группы населения могли носить длинную, с загибающимися кверху носками. На Руси повседневной обувью были лапти и кожаная обувь примитивной формы. В царской России большую часть обуви изготавливали вручную; механическим путём изготавливалось всего лишь 16млн. пар обуви в год. После Великой Октябрьской социалистической революции в стране началось объединение мелких и строительство крупных механизированных обувных предприятий. Первыми крупными предприятиями явились организованные в Москве в 1922 г. фабрика «Парижская коммуна» и 1924г. фабрика «Буревестник». Появление новых видов материалов для верха обуви из искусственных и синтетических кож позволило внедрить новые способы обработки заготовок, основанные на применение токов высокой частоты. Созданы специальные установки ТВЧ для тиснения деталей обуви и клеевой сборки заготовок. Проводятся работы по изготовлению обуви из полимеров, полностью исключающие необходимость выполнения сборки заготовок и обтяжно–затяжных процессов.
Технологическая часть
Подготовка колодок к запуску и прикреплению стелек
Подготовка колодок
Колодка – основная технологическая оснастка в производстве обуви и определяет ее внутреннюю форму.
Перед формованием все колодки осматривают и очищают от загрязнений. Поверхности деревянных колодок промывают смывочной жидкостью, чтобы очистить от загрязнений. На колодках не должно быть остатков клея и талька. После чистки деревянные колодки полируют волосяными щетками и воском. Поверхность колодок должна быть чистой и гладкой.
Для запуска на конвейер колодки подбирают по фасону, размером и полноте в соответствии с заданием. Они должны быть парными, соответствовать размеру заготовок верха, иметь исправные клинья, замки, верхние площадки и втулки. Перед надеванием заготовок верха носочные и пяточные части деревянных колодок покрывают тонким слоем сухого талька или 50% - ой смесью талька с водой. Что облегчает съём обуви с колодок, так как при этом не происходит приклеивания подкладки к колодке.
При использовании полиэтиленовых колодок отпадает необходимость их обработки тальком.
Подготовка стелек
Подготовка стелек зависит от способа прикрепления к ней затяжной кромки отформованной заготовки верха. Обычно подготовки требуют стельки для клеевого и доппельного методов крепления. Для затяжки заготовок верха сандалий подготавливают подошвы.
Для исключения при формовании сдвига заготовок верха стельку (а для сандалий подошву) временно прикрепляют к колодке скобками или гвоздями. На след колодки стельку накладывают с носка таким образом, чтобы ее края по всему контору совпадали с гранью следа колодки
В пяточной части допускается, чтобы стелька на 1.5 мм не доходила до грани или выступала за грань следа колодки. Подошвы (стельки) сандалий и обуви доппельного метода крепления накладывают так, чтобы их края равномерно выступали за контур следа колодки.
Прикрепление стелек к колодкам
Для исключения сдвигов при формовании заготовок стельку (а в сандалиях подошву) временно прикрепляют к колодке скобками или тексами. На след колодки стельку накладывают с носка таким образом, чтобы её края по всему контору совпадали с гранью следа колодки.
В пяточной части допускается укорочение стельки на 1,5 мм или выступании её относительно грани следа колодки. Для сандалий и доппельной обуви подошвы ( стельки) накладывают таким образом, чтобы их края равномерно выступали за контур колодки.
Стельку прикрепляют к колодке в носочной, геленочной и пяточной частях скобками длинной 12-15 мм, изготовленными из скобочной проволоки сечением 1,07 x 0,63 мм на скобочной машине ППС-С или 04054/Р1 или тексами № 12-15 на машине ПДН-О. Стелька после прикрепления должна плотно прилегать к следу колодки.
Шейки скобок или шляпки тексов должны выступать над поверхностью стельки на2-3 мм, что дает возможность свободно удалить их. Число стелечных крепителей зависит от технологического назначения колодок и вида затяжки: если металлическая пластина на колодке имеется по всему следу, то стельки прикрепляют на две-три скобки ( в зависимости от числа отверстий в металлической пластине и конструкции стельки.); если пластина на колодке имеется только в пяточной части, то стельки для рантовой обуви крепят на семь скобок или пять тексов; для клеевой затяжки - на три скобки или текса. Стельку с полустелькой и геленком между ними крепят на две скобки. Расположение стелечных крепителей показано, но рис. Стельки, имеющие центрирующее отверстие, в пяточной части (для обуви горячей вулканизации) накладывают на след колодки с пятки.
Режущий инструмент
Ручной инструмент для изготовления и ремонта обуви делят на режущий, для вытягивания и околачивания деталей, полировочный и вспомогательный. К режущему инструменту относятся ножи и ножницы разного назначения, шилья, пробойники, рашпили, напильники и выскребной бурав.
Ножи
Применяют для раскроя и обработки обувных материалов и полуфабрикатов из них. Различают ножи для раскроя кож на детали верха обуви и подкладки; раскроя и обработки деталей низа обуви; обработки деревянных каблуков. Для раскроя кож для верха и подкладки обуви применяют закройные ножи длиной 225 мм (рис. 2.1, а, б). Ножи изготовляют из стали марки Р9Ф5, которая содержит 9 % бора и 5 % ванадия. Сапожные ножи длиной 300 мм и шириной 25 мм с клиновидным острием (рис. 2.1, в) предназначены для раскроя и обработки деталей низа обуви, сапожные ножи с криволинейным острием (рис. 2.1, г) — для обработки деревянных каблуков. Режущая кромка ножей должна быть остро заточена. Сапожные ножи считаются универсальными. Кроме универсальных ножей применяют специальные ножи, снабженные предохранителем для защиты обуви от случайных порезов. Нож для срезания края ранта (рис. 2.2, а) используют для спускания края ранта, пристроченного к заготовке верха обуви. Ножевое полотно толщиной 1,5 мм, шириной 8—10 мм заточено таким образом, что образуется уступ, предохраняющий обувь от царапин и порезов. Полотно ножа изготовляют из борованадиевой, стали марки Р9Ф5. Рабочую часть полотна подвергают термообработке. Ножом для подборки (рис. 2.2, б) срезают лишнюю толщину деталей, спускают кожаный рант, обводку и кранец. Нож удобен при работе стоя. Для предотвращения порезов и царапин заготовки верха обуви нож имеет передвижной упор — предохранительную пластинку, прикрепленную винтом. Меняя положение пластинки, можно регулировать глубину резания.

Рис. 2.1. Универсальные ножи: а, б — закройные; в, г — сапожные

Рис. 2.2. Специальные ножи:
а — для срезания края ранта; б — для подборки; в — для срезания прошвы
Для предотвращения порезов и царапин заготовки верха обуви нож имеет передвижной упор — предохранительную пластинку, прикрепленную винтом. Меняя положение пластинки, можно регулировать глубину резания. Ножом (рис. 2.2, в) прошву срезают заподлицо с поверхностью голенищ. Нерабочая часть ножа закреплена в деревянной ручке. Ножницы. Для резки кож и других материалов используют ножницы универсальные (рис. 2.3, а), закройные для кож верха обуви (рис. 2.3, б, в), с закругленными концами (рис. 2.3, г), для обрезания ниток (рис. 2.3, д).
Шилья Для скрепления деталей обуви деревянными шпильками, капроновыми или льняными нитками предварительно делают проколы шильями. В отверстия протягивают нитки с помощью иглы или щетинки или забивают деревянные шпильки. Различают шилья прямые и кривые. Прямые шилья (рис. 2.4, а) представляют собой металлический стержень, рабочая часть которого имеет круглое или ромбовидное сечение, а нерабочая вставлена в деревянную ручку. Длина прямых шильев может быть 45, 75 и 100 мм. Шило не должно быть длиннее шпильки. Чтобы установить длину прокола, на шило нанизывают кусочки подошвенной кожи, которые ограничивают глубину прокола. Толщина шила должна быть на 0,1 —0,2 мм меньше толщины де ревянных шпилек. Шилья выпускают диаметром 2, 2,5 и 3 мм. При необходимости шилья подтачивают.
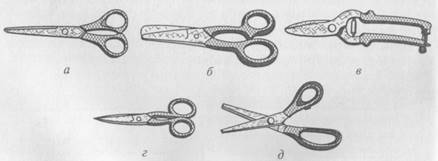
Рис. 2.3. Ножницы: а— универсальные; б, в— закройные; г— с закругленными концами; д— для обрезания ниток
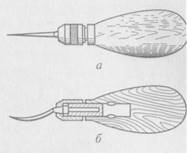
Рис. 2.4. Шилья, вставленные в ручку с винтовым патроном а — прямое; б — кривое
Кривые шилья (рис. 2.4, б) выпускают пяти размеров. Различают следующие кривые шилья: тачальное — небольшое шило для выполнения ручных швов, соединяющих детали верха обуви; стелечное — для пришивания ранта и затяжной кромки к стельке (кривизна шила одинаковая по всей его длине); шило-крючок — для пришивания подошв к ранту (имеет большую кривизну у острия и меньшую кривизну в остальной части). Заточка острия шила-крючка может быть продольной или поперечной по отношению к направлению шва. Ручки для шильев изготовляют из бука высшего качества. Ручка должна быть насажена на цангу плотно, без перекоса и люфта. Ручка не должна иметь трещин, сколов и царапин. Ручку покрывают лак НЦ-222. Шилья изготовляют из углеродистой стали У8А, их закаливаю с отпуском, рабочую часть затачивают и шлифуют. При прокалывании подошвенной кожи шилья не должны ломаться или получать остаточную деформацию.
Рашпили. Для изготовления и ремонта обуви применяют рашпили прямые (рис. 2.7, а, б) и кривые (рис 2.7, в). Кривые рашпили предназначены для внутренней отделки обуви (спиливание концов шпилек и гвоздей), прямые — для отделки наружных поверхностей подошвы и каблука, подготовки деталей и следа обуви к ремонту. Рашпили изготовляют из углеродистой стали с цементацией на глубину до 0,5 мм и термообработкой рабочих поверхностей. Рабочей частью рашпиля является насечка в виде пирамидок (зубцов). Обувной рашпиль имеет на 10 мм длины 4 —6 зубцов, на 10 мм ширины 3 — 4 зубца. Зубцы рашпиля, расположенные по длине, должны перекрывать друг друга. Длина кривого рашпиля 375 мм, прямого 220 мм, ширина кривого рашпиля 25 мм, прямого 22 мм.
Напильники. При изготовлении обуви применяют напильники плоские для спиливания выступающих частей шпилек с поверхности подошвы и набойки и треугольные для заточки инструмента.
Выскребной бурав . Бурав применяют для спиливания деревянных шпилек в пяточной части обуви (рис. 2.8).

Рис. 2.7. Рашпили: а, б — прямые; в — кривой
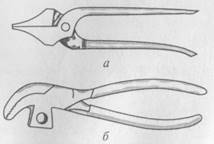
Рис. 2.9. Затяжные клещи: а — обыкновенные; б — с молотком
К режущему инструменту предъявляют следующие требования:
Рабочие части ножей должны иметь твердость не менее 58 — 62 по шкале HRC, а просечек и крючков — 52 — 56.
Режущая кромка инструмента должна быть остро заточена. Выкрашивание на режущих кромках не допускается.
Инструмент для вытяжки и околачивания деталей обуви.
Затяжные клещи.
Для захватывания края заготовки верха обуви в процессе обтяжки и затяжки используют затяжные клещи обыкновенные (рис. 2.9, а) и с молотком (рис. 2.9, б). Молотком затяжных клещей забивают гвозди и одновременно он, служит упором. При наличии такого упора облегчается затяжка плотных материалов. Для изготовления затяжных клещей используют конструкционную сталь. Губки клещей и молотков термически обрабатывают; на губках клещей не должно быть острых ребер; рабочие концы губок должны быть слегка закруглены. Вращение клещей должно быть легким, без шатаний и перекашивания. При сжимании ручек губки клещей должны плотно сходиться. Рабочую часть клещей полируют, а остальную поверхность оксидируют. Для удаления из деталей обуви металлических крепителей или их откусывания заподлицо с поверхностью деталей, а также для удаления изношенных деталей низа применяют клещи с острыми губками: кусачки боковые, кусачки-острогубцы, хозяйственные. Клещи с тупыми губками (плоскогубцы) предназначены для удаления металлических крепителей из труднодоступных частей обуви.
Кусачки боковые и острогубцы, плоскогубцы и клещи (рис. 2.10) состоят из двух половинок, шарнирно соединенных осью. Материалом для изготовления кусачек и хозяйственных клещей служит инструментальная или конструкционная сталь. Губки кусачек, хозяйственных клещей, плоскогубцев при сжатии должны плотно сходиться по всей длине. Режущие кромки кусачек и хозяйственных клешей должны быть остро заточены под углом 55 — 60°, не должны иметь закруглений и выкрошенных мест. Шарнирное соединение должно быть плотным, без перекосов, иметь легкий ход. Кусачки-острогубцы, плоскогубцы и клещи должны раскрываться под Действием собственного веса. Рабочую часть клещей подвергают термообработке. Все части кусачек и хозяйственных клещей, за исключением губок, оксидируют.
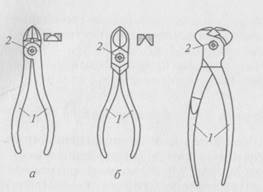
Рис. 2.10. Инструменты для удаления металлических крепителей: а, б — кусачки боковые; в — кусачки-острогубцы; г — плоскогубцы; д — хозяйственные клещи; — половинки клещей; 2 — ось
Обувные молотки
Молотки предназначены для забивания гвоздей и околачивания затяжной кромки заготовки верха и деталей низа обуви. Обувные молотки состоят из собственно молотка, закрепленного на ручке из древесины твердых лиственных пород щечками и шурупами. Для более плотной посадки молотка ручку расклинивают с торца металлическим клином.
При изготовлении и ремонте обуви применяют молотки трех типов.
Заготовочный молоток (рис. 2.11, а) предназначен для выполнения ручных операций при изготовлении заготовок верха обуви: загибки края, разглаживания швов, околачивания мест соединения деталей. Масса молотка из конструкционной стали равна 200 г. Боек и рабочую часть хвостовика закаливают и полируют. Для околачивания затяжной кромки заготовки верха и деталей низа обуви применяют молотки с резиновым корпусом или с наклеенной на боек резиновой пластиной.

Рис. 2.11. Молотки: а — заготовочный; б — сапожный; в — плиточный
Сапожный молоток (рис. 2.11, б) используют при сборке обуви: затяжке, околачивании, забивании шпилек и гвоздей. Боек молотка имеет выпуклую поверхность, его хвостовая часть удлинена и несколько изогнута. Масса молотка 350 г. Плиточный молоток (рис. 2.11, в) уплотняет (околачивает) кожаные детали низа обуви — подошвы, стельки и др. Оба конца рабочей части молотка имеют бойки. Масса молотка 300 г. Околачивание кожи выполняют на стальной прямоугольной плитке габаритными размерами 180 х 130x30 мм.
Рабочая сторона плитки представляет собой строганую или фрезерованную плоскость.
К молоткам предъявляют следующие технические требования.
Молотки должны быть тщательно отшлифованы, на бойке и хвостовике не должно быть пороков. На нерабочей части допустимы раковины глубиной до 0,75 мм. На молотках не должно быть заусенцев и острых ребер.
Ножи
Показаны ножи различных конструкций и назначений. Нож, предназначенный для раскроя кож верха обуви и подкладок, состоит пустотелой металлической ручки 1, в которую вставляют полотно 2 и закрепляют его винтом 3. Рабочую часть ножа ( 2 /3 общей длины) закаливают по твердости HR=50 – 54. После термообработки лезвие ножа должно быть плавным со стрелкой прогиба до 2 мм. Нож б с клиновидным острием предназначен для обработки кожаных деталей низа обуви (спускание задника, язычка подошв и т. п.). Нож с криволинейным острием используется для обработки деталей верха.
Нож г для срезания концов ранта
Машина ППС-С для временного прикрепления стелек и подошв. Для предотвращения сдвига стрелки относительно колодки при формовании и сборке обуви предварительно прикрепляют стельку к колодке металлическими скобками на машинах ППС-С и 04054/Р1, принцип действия которых одинаков. Эти же машины применяют также для временного прикрепления подошв к следу затянутой обуви, чтобы избежать их сдвига в процессе последующего прикрепления. Стельки можно также прикреплять затяжными гвоздями на машинах ПДН-О и 02015/Р5. Число скобок и гвоздей и их расположение зависит от конструкции колодки и способа затяжки. Машина ППС-С предназначена для предварительного прикрепления стельки или подошвы металлическими скобками, изготовленными машиной из проволоки. Скобки должны выступать над поверхностью колодки на 2-3 мм, что позволяет легко удалять их после затяжки. Машина состоит из колонки 1, в верхней части которой закреплена головка 2. В головке машины установлен главный вал с кулачками, от которых получают движение механизмы машины. В нижней части машины расположены электродвигатель и педаль включения. Техническая характеристика машины ППС-С.
Производительность, пар стелек в час До 225
Частота вращения главного вала, мин-1 300
Толщина скрепляемых деталей, мм
Стелек 1,5 – 5,5
Подошв 5,8 – 15
Сечение проволоки для скобки, мм 1,07×0,63
Длина скобки, мм 8 – 22
Мощность электродвигателя, кВт 0,27
Габарит, мм 700×900×1850
Масса, кг 225
Технологическая операция на машине выполняется следующим образом. Колодку 6 с наложенной на ее след стелькой 7 плотно прижимают снизу к патрону 8 машины в том месте, в котором следует забить скобку, и нажатием на педаль включают машину. При этом вращающиеся ролики 2 подают проволоку в зазор между ножами 1 на наковальню 5. Затем верхний нож, опускаясь, отрезает с помощью неподвижного нижнего ножа часть проволоки, требуемой длины, матрица 4, двигаясь вниз, загибает отрезанную часть проволоки на выступающем конце наковальни 5, образуя скобку. После этого наковальня 5 отходит назад, а молоток 3, резко опускаясь, забивает скобку через патрон в стельку и колодку. Полный цикл работы машины происходит за один оборот главного вала. Машина имеет механизмы подачи проволоки, ножей, образования скобки, молотка и привода. Фрезерование стелек. Назначение операции - срезать излишки стельки, выступающие за грань следа колодки в пяточной (носочной) части, чтобы обеспечить плотное прилегание задника (подноска) к колодке. Края стельки после фрезерования должны совпадать с контуром следа колодки, а профиль грани стельки в пяточной части должен являться продолжением профиля поверхности пяточной части колодки. Фрезерование стельки, прикрепленной к колодке, производят на машине ФУП-3-0 фрезой. Краткая характеристика применяемых материалов. Картон для стелек и картонные стельки. Для изготовления стелек наиболее часто используют кожевенный картон однослойного отлива марки СОМ-1, стелечный целлюлозный материал (СЦМ) и кожевенно–целлюлозный картон многослойного отлива. Стелечный картон однослойного отлива с латексной проклейкой обладает лучшими свойствами, чем картон многослойного отлива. Картон марки СОМ – 1 изготавливают из смеси (70:30) кожевенных волокон хромового и таннидного дубления с проклейкой синтетическим латексом. Картоны СЦМ и тексон заменяют стелечную кожу, так как имеют достаточно высокие прочность, упругость, сопротивление и стиранию и гигиенические свойства. Картон марки СОП многослойного отлива с битумно–канифольной проклейкой имеет недостаточно высокие прочность и сопротивление стиранию в увлажненном состоянии, поэтому его применяют для стелек повседневной обуви. Стеличный картон СОП – 2 (« Саянит – 2») изготавляют путём проклейки химически модифицированных кожевенных волокон хромового дубления. Предназначен для стелек повседневной обуви на среднем и низком каблуке. « Саянит – 2» имеет невысокую жесткость и хорошие гигроскопические свойства.
Кожи для низа обуви
Кожи для низа обуви вырабатывают преимущественно из шкур крупного рогатого скота, реже из свиных и конских хазов. Кожа толщиной более 3,6 и до 6 мм считают подошвенными, а менее 3,5 мм – стелечными, характеризуются пониженными по сравнению с подошвенными показателями физико–механических свойств, особенно полы и воротки. Свиные кожи для низа обуви имеют небольшие размеры и массу, меньшие показатели физико-механических свойств, чем кожи из шкур крупного рогатого скота, разрыхленную структуру, повышенное содержание жира, отверстие от щетины. Толщина свиных кож, стелечных- 2-3мм. Свиные кожи имеют повышенные намокаемость и водопроницаемость, обусловленные их структурой. Наличие отверстий и складок на лицевой поверхности свиных кож затрудняет их отделку. В связи с указанными недостатками свиные подошвенные кожи применяют для легкой, летней и комнатной обуви. В производстве кож для низа обуви применяют хром растительносинтановый (ХРС), хромцирконийтитансинтановый (ХЦТС) и хромалюмосинтановый (ХАС) методы дубления. Эти методы обеспечивают более прочную связь дубящих веществ с коллагеном и плотную упаковку структурных элементов в сосочковом слое, низкое содержание вымываемых водой веществ. Это привело к повышению потостойкости и на 30% сопротивления и стиранию, уменьшению в 1,5-2 раза влагоёмкости и намокаемости. Главными требованиями к стелечным кожам являются гидротермическая устойчивость и стойкость к действию пота. Так как стелька непосредственно контактируется со стопой и воспринимает её потовыделения, материал должен хорошо поглощать влагу и легко отдавать её при сушке. Указанным требованиям соответствуют кожи хромалюмосинтанового метода дубления. Недостатками стелечных кож являются низкие потостойкость и устойчивость к многократному изгибу, высокая жесткость.
Показатели физико-механических свойств и химического состава кож для низа обуви из воротков и пол (ГОСТ 1903-78)
| Показатели | Нормы для кож различных методов крепления | ||
| гвоздевого | ниточного и клеевого | горячей вулканизацией | |
| Массовая доля влаги, % | 10,0-17,0 | 10,0-17,0 | 10,0-17,0 |
| Массовая доля веществ, экстрагируемых органическими растворителями, % | 2,0-5,0 | 2,0-5,0 | 2,0-5,0 |
| Массовая доля вымываемых веществ общих, %, не более | 26,0 | 26,0 | 26,0 |
| Число продуба, %, не менее | 60,0 | 56,0 | 50,0 |
| рН хлоркалиевой вытяжки | 3,5-5,0 | 3,5-5,0 | 3,5-5,0 |
| Массовая доля оксида хрома, % | не более 1,2 | не более 1,2 | не менее 1,0 |
Предел прочности при растяжении, МПа: для кож из шкур крупного рогатого скота свиных и верблюжьих шкур, не менее |
2,0 1,5 |
2,0 1,5 |
2,0 1,5 |
Прочность держания шпильки для воротков I и II категорий, Н/м, не менее: в воздушно- сухом состоянии в мокром состоянии |
3,5 1,5 |
- - |
- - |
| Усадка линейная,%, не более | - | - | 0,8 |
Охрана труда и производственная санитария
Охрана труда
На советском предприятии труд рабочего охраняется законами.
На каждом предприятии имеются ответственные лица, которые проводят работу по охране труда.
Органы государственного надзора энергетического (Госэнергонадзор), санитарного (Госсанинспекция), пожарного (Госпожнадзор) и другие осуществляют контроль технического состояния опасных объектов производства санитарного состояния производственных помещений и территории, возглавляют комиссии по охране труда при фабричных комитетах. Для всех поступающих на предприятие производится специальный инструктаж по технике безопасности, а на рабочем месте- не реже одного раза в год. При выявлении нарушений техники безопасности проводится повторный инструктаж рабочих. Лица, не усвоившие правил техники безопасности, не допускаются к работе.
Гигиена труда изучает влияние различных факторов внешней среды на организм человека. На этой основе разрабатываются нормы, правила и мероприятия, направленные на предупреждение заболеваний, сохранение и улучшение здоровья людей.
Производственная санитария
Для нормальной работы в производственных цехах должны быть созданы соответствующие условия. Температура, влажность, давление и движения воздуха, а также тепловые излучения от нагретого оборудования и обрабатываемого изделия должны соответствовать санитарно-гигиеническим нормам.
Температура воздуха в цехах должна быть 18±1ºС. При значительных отклонениях температуры происходит охлаждение организма, когда человек простуживается и заболевает, или перегревание, когда организм быстро утомляется. Чрезмерный перегрев приводит к тепловому удару.
Относительная влажность воздуха должна быть не более 70%. Повышенная влажность воздуха затрудняет отдачу влаги путём испарения, организм перегревается.
На рабочих местах, оборудованных сушилами, термостатами, прессами горячей вулканизации, выделяющих тепло, необходимо создавать движение воздуха. Скорость движения воздуха не должна превышать 1м/с.
Для борьбы с излишками тепла в производственных помещениях и для создания нормальных условий работы производства оснащаются рациональной общеобменной и местной вентиляцией (приточно-вытяжной, воздушными завесами в дверных проёмах, воздушными душами у рабочих мест и т.д.).
В рабочих помещениях объёмом не менее 20 м3 на одного работающего при наличии вредных выделений должна быть принудительная вентиляция, обеспечивающая воздухообмен в количестве не менее 30 м3 /ч на одного работающего, а в помещениях объёмом от20 до 40 м3 на одного работающего-не менее 20 м3 /ч.
Для устранения излишков теплового излучения нагреваемые поверхности изолируются.
Удаление вредных газов, паров и пыли
Наличие в воздухе пыли, вредных газов и паров неблагоприятно отражается на здоровье человека. Продолжительное пребывание в среде с большой запыленностью и концентрацией вредных газов и паров может привести к развитию хронических воспалительных заболеваний дыхательных путей или отравлению организма.
Все рабочие места, связанные с выделением пыли, газов и паров, должны иметь местную или централизованную аспирацию. Кроме того, необходимо систематически проводить анализ воздуха в загрязненных местах в сроки, согласованные с санитарно-эпидемиологической службой.
Освещение помещения и рабочего места
На обувных фабриках применяется комбинированное освещение: естественное (через окна и фонари) и искусственное (электрическая и люминесцентное).
Для повышения естественного освещения необходимо окна и фонари протирать не реже двух раз в год.
Электрическое освещение должно быть достаточно сильным и увеличиваться с возрастанием сложности работы. На швейных операциях детали сшиваются тонкими нитками на малом расстоянии от края, освещенность должна быть не менее 300лк. То же и в пошивочных цехах, особенно на отделочных операциях. Однако свет не должен слепить, для чего рекомендуется помещать его источники в специальную арматуру (затемнители, колпаки с защитным углом и т.п.). Освещать следует не только предмет труда, но и стены, потолок помещения.
Режим труда и отдыха
Правильное чередование работы и отдыха в течение рабочего дня обеспечивает сохранение здоровья работающего, позволяет избежать производственного утомления и тем самым способствует повышению производительности труда.
Исследованиями установлено, что производительность труда достигает максимального значения приблизительно через 1,5 часа, после начала работы. Сокращение периода врабатывания достигается выполнением производственной гимнастики. Максимальная производительность труда держится в течение 2 ч., а затем начинает снижаться из-за утомления организма. Для периодов снижающейся работоспособности наиболее эффективен кратковременный отдых. Поэтому на обувных фабриках применяется режим труда и отдыха с дополнительными (кроме обеденного) регламентированными перерывами, в течение которых рабочие выполняют гимнастические упражнения, снижающие утомляемость организма.
Шум
Шум притупляет слух, повышает утомляемость, ослабляет внимание, вызывает головные боли. Наиболее эффективный способ борьбы с шумом – применение машин с закрытыми трущимися деталями, с амортизационными прокладками. Например, рациональные швейные машины, бесшумные машины для фрезерования, полуавтоматы для затяжки пятки, носочно–пучковой части заготовки и т.д. Обеспечение спецодеждой. Спецобувью и другими индивидуальными защитными приспособлениями. В кодексе законов о труде указано, что на работах, связанных с загрязнением тела, пребыванием в сырости, при использовании растворителей рабочим за счет предприятия выдается спецодежда и спецобувь по действующим нормам. Администрация предприятия обеспечивает дезинфецию, стирку и ремонт спецодежды и спецобуви в установленные сроки. Рабочие должны быть обучены пользованию защитными приспособлениями: очками, козырьками и др.
Санитарно-гигиеническое состояние производственных помещений
Все производственные помещения, а также рабочие места и оборудование должны содержаться в частоте и порядке, для чего устанавливается определенный порядок уборки их. Неиспользуемые отходы и мусор собирают в ящики и урны, которые располагаются в удобных местах и очищаются не реже одного раза в смену. Производственные помещения, коридоры, лестничные площадки, проходы и рабочие места запрещается загромождать сырьем, полуфабрикатами, готовыми изделиями, отходами производства. Для хранения односменной потребности клея и растворителей в цехах оборудуются изолированные кладовые или металлические шкафы с вытяжной вентиляцией. Стены кладовой должны быть огнестойкими и иметь плотно закрывающиеся двери. Клей и растворитель необходимо хранить в металлической таре с плотно закрывающимися крышками.
При работе с огнеопасными и легковоспламеняющимися веществами рабочее место обеспечивается необходимыми противопожарными средствами.
Снабжение питьевой водой и спецмолоком
В цехах должны быть фонтанчики, соединенные с водопроводной сетью или бачками для питьевой воды. Питьевые бачки закрываются плотными крышками с замками и имеют устройство для стока воды. Бачки регулярно очищаются и промываются, вода меняется ежедневно. Температура воды должна быть не выше 20ºС и не ниже 8ºС. Рабочие, занятые на вредных работах, должны обеспечиваться спецмолоком, которое отпускается в пунктах питания.
Техника безопасности
Техника безопасности- это комплекс мероприятий по защите работающего от несчастных случаев на производстве.
Защитные ограждения
Передаточные и исполнительные механизмы машин (шестерёнки, валы, шкивы передач, ремни, цепи и др.) опасны, если не имеют защитных ограждений. Как правило, передаточные и исполнительные механизмы перемещаются внутри самой машины. Если указанным механизмам имеется свободный доступ в процессе работы, они снабжаются защитными ограждениями. Защитные конструкции делают глухими (корпус вариатора скоростей, крышка тексового барабана затяжной машины и др.) или съёмными (кожух, ограждающий шкивы и передаточные ремни на некоторых обувных машинах).
Блокировка безопасности и защитного преспособления
На обувных машинах применяются технологические блокировки (самоостановы), предупреждающие аварии и несчастные случаи. Например, при обрыве ножа на ленточной машине для раскроя ткани при помощи блокирующего приспособления производится захват концов движущегося ленточного ножа. На машинах с большим числом оборотов 6 для фрезерования уреза, шлифования деталей и других, устанавливают тормоз для быстрого останова. Прессы для разруба материалов оборудованы предохранительным механизмом от сдваивания ударов. На машине ФУП фриза имеет предохранительную шайбу от пореза рук, оградительное стекло от попадания стружки в глаза рабочего. На гидравлических машинах устанавливаются предохранительный клапан и манометр с указанием предельно допустимого давления. Швейные машины снабжаются приспособлениями, ограждающими пальцы рук от прокола иглой.
Электрозащитные устройства
Для обеспечения безопасности труда при работе с электрооборудованием требуется обязательное проведение мероприятий: защитное заземление оборудования, пониженное напряжение в сети, электроизоляция и механическое ограждение. Защитное заземление устраняет возможность поражения человека электрическим током в случае прикосновения его к металлическим частям оборудования, оказавшегося под напряжением из- за пробоя изоляции. Заземлению подлежат металлические корпусы электродвигателей, электроаппаратуру и станины машин. Заземляющий провод одним концом присоединяется к корпусу оборудования, другим - к контуру земли. При установке светильников на высоте 2,5 метров от пола должен применяться ток напряжением не выше 36В. В сырых помещениях, где возможны частые механические повреждения изоляции, электропровод заключается в стальную трубу. Механические ограждения всех токонесущих частей устраняют возможность прикосновения к ним работающих. Для предохранения работающего от непосредственного прикосновения выключатели, переключатели, рубильники оборудуются защитными кожухами без отверстий и щелей.
Охрана окружающей среды и использование отходов производства
Охрана окружающей среды от загрязнений - наиболее актуальная проблема, так как затрагивает социально – экономические и санитарно – гигиенические вопросы. Загрязнения воздушной среды, водных ресурсов и почвы влияет на состояние здоровья трудящихся и ухудшает условия труда. Охрана окружающей среды и рациональное использование природных ресурсов является одной из главных задач нашего общества. В любом технологическом процессе, в том числе и обувном, образуются отходы, которые являются источниками загрязнения окружающей среды: газовые выбросы, сырьевые и топливные отходы, сточные воды, пыль. Газовые выбросы обувного производства содержат токсичные вещества: пары бензина, аммиака, этил- и бутилацетата. Основной причиной загрязнения воздуха на обувных предприятиях является использование клеев на органических растворителях, лаков, аппретур и красок. Промышленные загрязнения могут быть механическими, химическими и физическими. Механические загрязнения - твердые частицы, загрязняющие атмосферу, воду и почву. К химическим загрязнениям относятся газообразные, жидкие и твердые химические соединения и элементы, которые попадают в атмосферу, гидросферу и способны вступать во взаимодействие с окружающей средой.
Биологические соединения- все виды организмов, появившиеся при участии человека и наносящие вред ему самому и окружающей среде. Физическими загрязнениями являются все виды энергии: тепловая, механическая (вибрация, шум, ультразвук), световая, электромагнитные поля, ионизирующие излучения. Отходы производства можно разделить на полезные и бросовые. Полезные являются те отходы, которые могут служить исходным сырьем для изготовления новой продукции или полуфабриката. К ним относятся отходы кож для верха и низа обуви, искусственных, синтетических и текстильных материалов. Отходы кож для верха обуви используют для изготовления кошельков, портмоне, футляров для ключей; мелкий лоскут отправляют на кожевенные заводы для переработки на удобрения; из мездры изготовляют мездровый клей; из шерсти - войлок и т.д. Однако недостаточно еще используются такие отходы кожевенного производства, как соли хрома, различные дубители, жиры, которые попадают в сточные воды. Отходы кож для низа обуви отправляют для переработки и использования в качестве основного сырья для производства обувных картонов. Отходы резины используют в качестве добавок при производстве подошвенной резины. Отходы текстильных материалов собирают, упаковывают в тюки и сдают организациям, перерабатывающим вторичное сырье. Бросовыми отходами считают резину и обувной картон, возникающие при разрубе, фрезеровании и шлифовании. Их сжигают или отправляют на свалку. Производственные сточные воды – это использование промышленными предприятиями сточные жидкости, подлежащие счистке от вредных примесей. Загрязнение сточных вод разнообразны по дисперсному и агрегатному состояниям и характеризуются рядом параметров: количеством и физико – химическими свойствами растворенных, эмульгированных и взвешанных веществ, степенью их токсичности, жесткостью (присутствием в стоках растворенных солей кальция и магния), щелочностью, кислотностью, органолептическими характеристиками (запах, цвет, привкус и т. д.). Наиболее совершенным способом защиты окружающей среды от промышленных выбросов является разработка и внедрение технологических процессов, уменьшающих отходы и обеспечивающих их максимальную утилизацию. Особенно важными для охраны труда человека становятся без- или малоотходные технологии, соблюдение технологического регламента, сбор, хранение и использование отходов производства, создание устройств и сооружений для утилизации и обезвреживания
Список используемой литературы
1. И.И. Донвич Технология производства обуви., 2004 г.
2. Т.П. Швецова Технология обуви. Легкая и пищевая промышленность., 1983 г.
3.Б.Я Краснов Материаловедение обувного и кожгалантерейного производства., 2005 г.
4. Т.А Набалов Оборудование обувного производства., 1990 г.
5. В.В. Борисов., Б.Я. Иванов Производство модельной обуви., 1971 г.