| Похожие рефераты | Скачать .docx |
Курсовая работа: Отражательная печь для плавки медных концентратов на штейн
Содержание
Задание
1. Плавильные пламенные печи
1.1 Общие сведения
2. Отражательные печи для плавки медного концентрата на штейн
2.1 Основные характеристики
2.2 Тепловой и температурный режимы работы
Список использованных источников
1 Плавильные пламенные печи
1.1 Общие сведения
Плавильные пламенные печи широко применяют в цветной металлургии при производстве меди, никеля, олова и других металлов. По энергетическому признаку эти агрегаты относятся к классу печей теплообменников с радиационным режимом тепловой работы, благодаря чему они называются отражательными печами. По назначению они делятся на две большие группы: печи для переработки минерального сырья, основными представителями которых являются отражательные печи для плавки сульфидных медных концентратов на штейн, и печи, предназначенные для рафинировочной плавки металлов.
Отражательная печь для плавки на штейн является универсальным агрегатом с продолжительностью кампании от 1–2 до 6 лет. В ней можно плавить разнообразные по составу и физическим характеристикам материалы, основу которых составляет сырая (подсушенная) шихта. Большая емкость печи, в которой одновременно находится около 900–1000 т расплавленного материала позволяет поддерживать стабильные теплотехнические параметры плавки при значительных колебаниях в производительности предшествующего (подготовка шихты) и последующего (конвертирование штейнов) за отражательной плавкой переделов. К основным недостаткам отражательных печей следует отнести отсутствие очистки дымовых газов от пыли и сернистого ангидрида и сравнительно высокий удельный расход топлива.
До настоящего времени отражательные печи остаются основными агрегатами на медеплавильных заводах. Однако с повышением требований к комплексному использованию сырья и охране окружающей среды, перспективы их дальнейшего использования существенно снизились. Кроме того, в отражательных печах практически не используется тепло, получаемое при окислении серы, выделяющееся при разложении сульфидных минералов. Поэтому в последнее время осуществляется постепенная замена отражательных печей более совершенными агрегатами для автогенной плавки медных концентратов на штейн.
Отражательные печи, в которых производится очистка металлов от примесей, носят названия, отражающие сущность протекающих в них технологических процессов. Например, печи, применяемые для получения специальных отливок – анодов, которые используют в последующем процессе электролитического рафинирования меди, называют анодными печами. Это малопроизводительные плавильные агрегаты периодического действия, в которых перерабатывается твердая и жидкая черновая медь, причём жидкую черновую медь подают в печь ковшом непосредственно из конвертера. Так называемые вайербарсовые печи отличаются от анодных только тем, что в них перерабатываются катоды, полученные в процессе электролиза, а также отходы красной и электролитной меди.
2. Отражательные печи для плавки медных концентратов на штейн
2.1 Основные характеристики
Конструкции печей для плавки на штейн различаются в зависимости от площади пода, состава и вида перерабатываемого сырья, способа отопления и применяемого топлива. В мировой практике встречаются агрегаты с площадью пода 300–400 м2 , однако наибольшее распространение получили печи, площадь пода которых порядка 200–240 м2 .Основные характеристики отражательных печей приведены в (таблице 1).
Техническая характеристика отражательных печей для плавки медных сульфидных концентратов на штейн.
| Параметры | Характеристика печей с площадью пода, м2 |
||||
| 182 * 1 | 190 * 3 | 225 * 1 | 240 * 3 | 240 * 2 | |
Основные размеры печи, м: длина по ванне ширина по ванне высота от лещади до свода Глубина ванны, м Конструкция подины Способ выпуска штейна |
31,8 7,8 2,6 0,8 |
31,8 8,0 2,4 1,1 |
32,8 7,6 2,6 1,0 |
30,6 8,0 3,2 1,0 |
30,0 8,0 3,8 0,9 |
Набивная Сифонный |
Арочная Через шпуры |
||||
* 1 Свод арочный из магнезитохромита. * 2 Свод арочный из динаса. * 3 Свод распорно-подвесной из магнезитохромита. |
|||||
Отражательные печи работают в основном на газовом, реже газомазутном и крайне редко на пылеугольном топливе. Для интенсификации процессов горения топлива на некоторых предприятиях используют дутье, обогащенное кислородом. Для большинства печей применяют торцевую подачу топлива, на ряде агрегатов торцевую подачу комбинируют со сводовым отоплением. При торцевом отоплении обычно используют комбинированные газомазутные горелки, производительность которых по природному газу составляет 1100–1600 м3 /ч, по мазуту – до 300 кг/ч. Основное назначение мазута – повышение степени черноты газового факела. В тех случаях, когда нет необходимости в интенсификации внешнего теплообмена в рабочем пространстве отражательной печи, горелки такого типа успешно работают на одном природном газе.
В зависимости от производительности агрегата на печи устанавливают от 4 до 6 горелок. Такое же число горелок устанавливают на печи и при пылеугольном отоплении. Пылеугольные горелки типа «труба в трубе» работают с коэффициентом расхода воздуха порядка 1,1-1,2и обеспечивают хорошее перемешивание топливовоздушной смеси.
При комбинированном отоплении отражательных печей на своде печи могут быть установлены плоскопламенные радиационные горелки типа ГР, работающие на природном газе с использованием холодного и подогретого до 400 °С воздуха.
Основными элементами отражательной печи (рисунок 1) являются: фундамент, под, стены и свод, которые в совокупности образуют рабочее пространство печи; устройства для подачи шихты, выпуска продуктов плавки и сжигания топлива; система отвода дымовых и технологических газов, боров и дымовая труба. Фундамент печи представляет собой массивную бетонную плиту толщиной 2,5–4 м, верхняя часть которой выполнена из жаропрочного бетона. В фундаменте обычно имеются вентиляционные каналы и смотровые проходы. Рабочее пространство является основной частью печи, так как в нем протекает технологический процесс и развиваются высокие температуры (1500–1650 °С). Подина (лещадь) выполняется в виде обратного свода, толщиной 1,0–1,5 м. Для кислых шлаков в качестве огнеупорных материалов при кладке пода и стен печи используют динас, для основных шлаков – хромомагнезит. Толщина стен на уровне ванны 1,0–1,5 м, над ванной –0,5–0,6 м. Для теплоизоляции стен обычно используют легковесный шамот. Расстояние между боковыми стенами (ширина печи) в зависимости от конструкции агрегата изменяется в пределах 7–11 м, между торцевыми стенами (длина печи) 28–40 м.
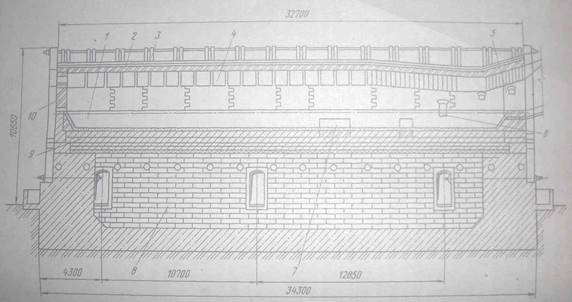
Рисунок 1 – Общий вид отражательной печи для плавки на штейн
1 – ванна; 2 – свод; 3 – каркас; 4 – загрузочное устройство; 5 – наклонный газоход; 6– окно для выпуска шлака; 7–шпур для выпуска штейна; 8 – фундамент; 9 – подина; 10 – стена
Свод печи является наиболее ответственным элементом ее
конструкции, так как о стойкости зависит продолжительность кампании печи. Свод имеет толщину 380–460 мм и выкладывается из специального магнезитохромитового и периклазошпинелидного кирпича. Как правило, используют распорно-подвесные и подвесные своды. У боковых стен свод опирается на стальные пятовые балки. Для компенсации распирающих усилий создаваемых ванной расплава и сводом, стены печи заключены в каркас, состоящий из стоек, расположенных через 1,5–2 м вдоль стен, скрепленных продольными и поперечными тягами. На концах тяги оснащены пружинами и гайками, которые позволяют компенсировать температурные расширения кладки.
Для загрузки шихты используют специальные отверстия, расположенные в своде через каждые 1,0–1,2 м вдоль боковых стен печи, в которых установлены воронки с патрубками диаметром 200–250 мм. К загрузочным воронкам шихта подается ленточными или скребковыми транспортерами. В некоторых случаях загрузка шихты производится с помощью шнековых питателей или забрасывателей через окна в боковых стенах печи. Загрузочные отверстия имеются по всей длине печи, но шихта подается, как правило, только в плавильную зону.
Конвертерный шлак заливается в печь через окно в торцевой стенке, расположенное над горелками. Иногда для этого используют специальные отверстия в своде или окна в боковых стенах, расположенные вблизи от передней торцевой стенки печи. Для выпуска штейна применяют сифонные или специальные разборные металлические шпуровые устройства с керамическими или графитовыми втулками. Устройства для выпуска штейна расположены в двух или трех местах вдоль боковой стенки печи. Шлак выпускается периодически по мере его накопления через специальные окна, расположенные в конце печи в боковой или торцевой стенке на высоте 0,8–1,0 м от поверхности пода.
Отвод газов из рабочего пространства печи осуществляется через специальный газоход (аптейк), наклоненный к горизонтальной плоскости под углом 7–15°. Наклоненный газоход переходит в боров, который служит для отвода продуктов сгорания топлива в котел-утилизатор или в дымовую трубу. Боров представляет собой горизонтально расположенный газоход прямоугольного сечения, внутренняя поверхность которого выложена из шамота, наружная – из красного кирпича.
Для утилизации тепла отходящих газов в сборном борове отражательных печей устанавливают водотрубные котлы-утилизаторы, которые оборудованы специальными экранами, позволяющими эффективно бороться с заносом и ошлакованием рабочей поверхности котлов, содержащимися в газах пылью и каплями расплава. Для предотвращения сернокислотной коррозии металлических элементов температура газов на выходе из котла должна быть существенно выше 350 С. После котла-утилизатора устанавливают металлический петлевой рекуператор, позволяющий использовать тепло газов, выходящих из котла, для нагрева дутьевого воздуха.
Основными достоинствами отражательной плавки являются: относительно небольшие требования к предварительной подготовке шихты (влажность, повышенное содержание мелких фракций и т. п.); высокая степень извлечения меди в штейн (96–98 %); незначительный унос пыли (1–1,5 %); повышенная производительность единичного агрегата, достигающая до 1200–1500 т в сутки по проплавляемой шихте, а также высокий коэффициент использования топлива в печи, который составляет в среднем около 40–45 %.
К недостаткам процесса следует отнести низкую степень десульфурации (получение сравнительно бедных по меди штейнов) и большой удельный расход топлива, который составляет примерно 150-200 кг у. т. на тонну шихты. Значительное количество дымовых газов на выходе из печи ограничивает возможность их очистки и использования в сернокислотном производстве из за низкого содержания в них сернистого ангидрида (2,5 /о).
2.2 Тепловой и температурный режимы работы
Отражательная печь для плавки на штейн является агрегатом непрерывного действия с относительно постоянными во времени тепловым и температурным режимами работы. В ней осуществляется технологический процесс, состоящий из двух последовательно протекающих операций: расплавления шихтовых материалов и разделения полученного расплава под действием силы тяжести на штейн и шлак. Для сохранения последовательности этих процессов они осуществляются в различных участках рабочего пространства печи. На протяжении всей работы агрегата в нем постоянно находятся твёрдая шихта и продукты плавки.
Схема расположения материалов в печи представлена на (рисунке 2) . Шихтовые материалы располагаются вдоль стен с обеих сторон печи, образуя откосы, которые закрывают боковые стены почти до свода на 2 /3 их длины. Между откосами и в хвостовой части печи размещается ванна расплава, которую условно можно разделить на две части. Верхний слой занимает шлак, нижний – штейн. По мере накопления они выпускаются из печи. При этом шлаковый расплав постепенно перемещается вдоль агрегата и непосредственно перед выпуском попадает в так называемую отстойную зону, свободную от откосов.
Технологический процесс в отражательной печи осуществляется за счет тепла, выделяемого в пламени при горении топлива. Тепловая энергия поступает на поверхность ванны и шихтовых откосов в основном в виде потока тепла излучением от факела, свода и других элементов кладки (~90 %), а также конвекцией от раскаленных продуктов сгорания топлива (~10 %). Теплообмен излучением в плавильной зоне рабочего пространства печи рассчитывают по формулам:


 где q0
w
, qв
w
, qк
w
–соответственно плотность результирующих тепловых потоков для тепловоспринимающих поверхностей откосов, ванны и свода (кладки), Вт/м2
; Тг
, Тк
, То
, Тв
– соответственно средние температуры продуктов сгорания топлива и поверхностей свода, откосов и ванны, К; εr
– степень черноты газа; C0
= 5,67 Вт/(м2
-К4
) – коэффициент излучения абсолютно черного тела; Ао
, Во
, Do
, Ав
, Вв
, Dв
, Ак
, Вк
Dк
- коэффициенты, с помощью которых учитывают оптические характеристики поверхностей откосов, ванны и свода и их взаимное расположение в рабочем пространстве печи. Для современных отражательных печей значения этих коэффициентов равны: Ао
= 0,718; Во
= 0,697; Do
= 0,012; Ав
= 0,650; Вв
= 0,593; DB
= 0,040; Ак
= 1,000; Вк
= 0,144; Dк
= 0,559.
где q0
w
, qв
w
, qк
w
–соответственно плотность результирующих тепловых потоков для тепловоспринимающих поверхностей откосов, ванны и свода (кладки), Вт/м2
; Тг
, Тк
, То
, Тв
– соответственно средние температуры продуктов сгорания топлива и поверхностей свода, откосов и ванны, К; εr
– степень черноты газа; C0
= 5,67 Вт/(м2
-К4
) – коэффициент излучения абсолютно черного тела; Ао
, Во
, Do
, Ав
, Вв
, Dв
, Ак
, Вк
Dк
- коэффициенты, с помощью которых учитывают оптические характеристики поверхностей откосов, ванны и свода и их взаимное расположение в рабочем пространстве печи. Для современных отражательных печей значения этих коэффициентов равны: Ао
= 0,718; Во
= 0,697; Do
= 0,012; Ав
= 0,650; Вв
= 0,593; DB
= 0,040; Ак
= 1,000; Вк
= 0,144; Dк
= 0,559.
В отстойной зоне откосов нет и теплообмен излучением может быть рассчитан по формуле
 , (2)
, (2)
где Спр – приведенный коэффициент излучения в системе газ – кладка – расплав.
Система уравнений (1)–(2) представляет собой описание так называемой «внешней» задачи. В качестве независимых переменных величин в уравнениях используются средние значения температур продуктов сгорания топлива и тепловоспринимающих поверхностей свода откосов и ванны. Температура газов в печи может быть найдена при расчетах горения топлива. Температуру кладки определяют по опытным данным, для чего обычно задаются величиной тепловых потерь через свод (qк пот ), считая, что qк w = qк пот . Средние температуры поверхностей откосов и ванны находят при решении внутренней задачи, к которой относятся вопросы тепло - и массопереноса, протекающего внутри зоны технологического процесса.
Нагрев и расплавление шихты на откосах. В состав шихты в качестве основных компонентов входят сульфидные минералы меди и железа, а также оксиды, силикаты, карбонаты и другие породообразующие соединения. Под действием высоких температур эти материалы нагреваются. Нагрев сопровождается испарением влаги, содержащейся в шихте, разложением минералов и другими физико-химическими превращениями, обусловленными принятой технологией. Когда температура на поверхности загружаемой шихты достигает примерно 915 – 950 0 С, начинают плавиться сульфидные соединения, образующие штейн. Наряду с плавлением сульфидов продолжается нагрев остальных материалов и при температурах порядка 1000 °С в расплав начинают переходить оксиды, образующие шлак. Интервал температур плавления основных шлаков составляет 30-80 0 С. С увеличением степени кислотности шлака этот интервал растет и может достигать 250-300 0 С. Полного расплавления шлака на откосах, как правило, не происходит, так как штейн и легкоплавкие соединения шлака стекают с наклонной поверхности откосов, увлекая за собой остальной материал. В период плавления откосы покрыты тонкой пленкой расплава, температура которого постоянна во времени и зависит в основном от состава шихты.
Процессы, протекающие на откосах, можно условно разделить на два периода, включающие в себя нагрев поверхности загруженной шихты до температуры, при которой образующийся расплав начинает стекать с откосов. При которой образующийся расплав начинает стекать с откосов, и дальнейший нагрев шихты в сочетании с плавлении материала. Длительность первого периода определяется условиями внешней задачи, примерно одинакова для всех шихт составляет около 1,0-1,5 мин. Продолжительность стельность второго периода определяется условиями внутренней задачи. Она обратно пропорциональна величине плотности теплового потока на поверхности откосов и прямо пропорциональна толщине слоя загружаемой шихты. В условиях конкретной печи длительность этого периода зависит от способа загрузки и может составлять от нескольких минут до 1 – 2 ч. После окончания периода плавления на откосы загружается новая порция шихты и процесс повторяется.
Необходимо отметить, что с уменьшением интервала времени между загрузками снижается средняя (во времени) температура поверхности откосов. Соответственно растут плотность результирующего теплового потока на этой поверхности и скорость плавления шихты. Максимальный эффект достигается тогда, когда этот интервал сопоставим по величине с продолжительностью первого периода, т. е. практически при непрерывной загрузке. Поэтому при конструировании печи следует учитывать, что системы непрерывной загрузки имеют несомненное преимущество.
Средняя по массе скорость плавления материала (кг/с) может быть определена по формуле
![]() , (3)
, (3)
где ![]() – теплопотребление шихты на откосах, Дж/кг; k– коэффициент, учитывающий конвективную составляющую суммарного теплового потока на поверхности шихтовых откосов, k = 1,1ч – 1,15; Fo
– поверхность откосов, м2
.
– теплопотребление шихты на откосах, Дж/кг; k– коэффициент, учитывающий конвективную составляющую суммарного теплового потока на поверхности шихтовых откосов, k = 1,1ч – 1,15; Fo
– поверхность откосов, м2
.
Переработка материалов в шлаковой ванне. В ванну поступает расплавленный материал с откосов и, кроме того, обычно заливается конвертерный шлак, содержащий примерно 2–3 % меди и других ценных компонентов, которые при плавке переходят в штейн. Поступающие материалы прогреваются в ванне до средней температуры содержащегося в ней расплава, что сопровождается завершением процессов формирования шлака, а также эндо - и экзотермическими реакциями, характер которых обусловлен технологией плавки. Расходуемое на эти процессы тепло распределяется следующим образом: нагрев продуктов, поступающих с откосов (Q1
) 15 – 20 %; завершение процессов плавления и образования вновь поступившего шлака (Q2
) 40 – 45 %; прогрев конвертерного шлака (Q3
) и эндотермические реакции (восстановление магнетита и т. п.) (Q4
) 35 – 40 % и потери тепла теплопроводностью через стены и под печи 1 %. Кроме того, в ванне происходят экзотермические процессы, связанные с усвоением кремнезема расплавом шлака (Q5
). Суммарный эффект от протекания процессов, идущих с потреблением тепла, отнесенный к единице массы перерабатываемой шихты ![]() носит название употребления шихт в ванне и обозначается
носит название употребления шихт в ванне и обозначается ![]() .
.
Процессы тепло - и массопереноса в ванне отличаются крайней сложностью вследствие сочетания конвекции и теплопроводности. Задачу можно существенно упростить, если учесть, что температура капель штейна, распределенных по объему шлака, равна температуре окружающего их расплава. В этом случае можно предположить, что штейн фильтруется через относительно неподвижный шлак, в котором тепло передается теплопроводностью, и что капли штейна практически принимают температуру в любой точке ванны. С целью создания возможностей для математического описания крайне сложных тепло - и массообменных процессов, протекающих в шлаковой ванне, были приняты следующие необходимые допущения:
1. Завершение тепловой обработки материала, поступающего с откосов в ванну расплава отражательной печи, происходит в условиях, когда температурный режим ванны не изменяется во времени. Скорость осаждения капель штейна считается постоянной, равной среднемассовому удельному расходу штейна nGв у , где Gв у – скорость поступления материала в ванну, равная количеству шихты проплавляемой в единицу времени на откосах и отнесенная к единице поверхности ванны FB , кг/(м2 -с); n– доля штейна в 1 кг шихты. Удельная теплоемкость штейна принимается равной сшт .
2. Градиенты температур по длине и ширине ванны (~1,0–1,5°С/м) незначительны по сравнению с градиентами температур по ее глубине (~300–400°С/м) и их значениями можно пренебречь, считая поле температур в ванне одномерным.
3. Процессы тепло - и массопереноса в ванне сопровождаются
эндо - и экзотермическими реакциями, которые могут рассматриваться как стоки и источники тепла, распределенные по глубине ванны. Суммарный эффект от их воздействия равен теплопотреблению шихты в ванне
 ,
,
где Qi (x) – интенсивность процессов, идущих с потреблением тепла, отнесенная к единице массы проплавляемой шихты, Дж/кг. Для аппроксимации закона распределения этой величины по глубине ванны можно воспользоваться полиномом второй степени
![]() ,
,
где х – координата точек на оси, нормальной к поверхности ванны.
4. Содержание штейна в шлаковой ванне невелико и поэтому
предполагается, что занимаемый им объем пренебрежимо мал по сравнению с объемом ванны. Глубина ванны принимается равной δ, средняя температура шлака, а также температуры на верхней (х=0) и нижней (х=δ) границах шлаковой ванны определяются параметрами технологического процесса и соответственно равны Тср. ш.
, Т0
, Тδ
.
При составлении дифференциального уравнения переноса тепла в ванне отражательной печи (с учетом принятых допущений) ее можно рассматривать в виде плоской пластины (шлака) c коэффициентом теплопроводности, равным коэффициенту теплопроводности шлака λш . Плотность теплового потока внутри ванны в сечениях х и х + dх определится следующими уравнениями:
![]() и
и ![]() .
.
В условиях, когда температура по глубине ванны не меняется во времени, изменение теплового потока на участке dx происходит вследствие охлаждения штейна и протекания эндо - и экзо термических процессов, интенсивность которых будет равна:
![]() ,
,
т. е ![]()
или ![]() , (4)
, (4)
где ![]() и
и ![]() .
.
При описании условий на границах шлаковой ванны были использованы уравнения теплового баланса шлаковой и штейновых ванн, которые имеют вид:
 ;
;
![]() ,
,
где qпот – плотность теплового потока на подине печи (потери тепла теплопроводностью через под печи), Вт/м, Тср. шт – средняя температуры штейна, °С.
Общее решение уравнения (4) имеет вид:
![]() (5)
(5)
При анализе внутренней задачи удобнее использовать частные решения уравнения (4), позволяющие вычислить среднюю температуру шлака и штейна Тср .ш и температуру на границе раздела шлака и штейна Тδ , влияние которых на параметры технологического процесса достаточно хорошо изучены.
Средняя температура шлака, вычисленная при интегрировании уравнения (5), определится по формуле:
 (6)
(6)
После нахождения постоянных интегрирования С1 , С2 , С3 , С4 из граничных условий и почленного суммирования выражений (5) и (6) была получена формула для расчета температуры на границе раздела шлака и штейна:
 , (7)
, (7)
где к1 – коэффициент, величина которого зависит от характера распределения стоков и источников тепла в ванне. В зависимости от вида функции Qt (x) величина ki изменяется в пределах от нуля до единицы.
В процессе эксплуатации печи параметры температурного режима ванны оказывают существенное влияние на основные технологические показатели плавки. Например, величина средней температуры шлаковой ванны имеет непосредственное влияние на скорость разделения продуктов плавки. Чем она выше, тем меньше вязкость расплавленного шлака и выше скорость осаждения штейна. Однако величина средней температуры шлака ограничена значениями температур на верхней и нижней границах шлаковой ванны. Повышение температуры на границе раздела шлака и штейна способствует интенсификации процессов диффузии штейна (и вместе с ним меди и других ценных компонентов) в шлак и увеличению растворимости штейна в шлаковом расплаве. Снижение этой температуры до значений, при которых начинает выделяться твердая фаза, ведет к образованию настылей на подине печи. Поверхность ванны находится в непосредственном контакте с печными газами, т. е. с окислительной атмосферой. В этих условиях увеличение температуры шлака влечет за собой рост химических потерь металла.
Таким образом, параметры температурного режима ванн зависят от состава перерабатываемой шихты, индивидуальны для каждой печи и определяются опытным путем в ходе технологических экспериментов. Любое отклонение от заданных параметров приводит к повышению содержания металла в шлаке, что из-за большого выхода шлака ведет к существенным потерям металла. Вместе с тем повышение потерь металла со шлаками при прочих равных условиях свидетельствует о нарушении температурного и теплового режимов работы отражательной печи.
Взаимосвязь между температурным и тепловым режимами ванны может быть получена из уравнения (7), для чего это уравнение необходимо представить в виде:
 (8)
(8)
или  (8')
(8')
Физический смысл полученных уравнений заключается в следующем. Первое слагаемое в левой части уравнения (8) – это плотность теплового потока, или удельная тепловая мощность, которая требуется для полной тепловой обработки материалов, поступающих на единицу поверхности ванны. Второе и третье слагаемые представляют собой плотность суммарного теплового потока теплопроводности и конвекции, который усваивается этими материалами внутри ванны. Необходимо отметить, что интенсивность переноса тепла конвекцией в ванне шлака определяется количеством и степенью перегрева получаемого штейна относительно средней температуры штейновой ванны и в условиях отражательной плавки при неизменных параметрах технологического процесса является постоянной величиной.
Количество тепла, подводимого к продуктам плавки за счет теплопроводности, в основном определяется характером распределения стоков и источников тепла (интенсивности процессов потребления тепла) по глубине ванны. Чем ближе они расположены к поверхности ванны, тем больше тепла подводится к ним за счет теплопроводности и соответственно тем меньше величина коэффициента кi . Расчетным путем значения коэффициента кi могут быть получены только для наиболее простых функций распределения Qi (x). Например, при линейном и параболическим законах распределения Qi (x), когда максимум потребления тепла находиться на поверхности ванны, а на ее нижней границе потребление тепла равно нулю, величина кi будет соответственно равна 0,33 и 0,25. Если максимум и минимум теплопотребления поменять местами, то значения коэффициента ki будут соответственно равны 0,67 и 0,75.
Правая часть уравнения (8) представляет собой плотность суммарного теплового потока теплопроводности и кoнвекции, который усваивается поступившим в ванну материалом на границе раздела шлака и штейна.
Уравнение (8') определяет оптимальную с позиций технологии скорость поступления материалов в ванну, т.е. скорость при которой температурное поле ванны соответствует заданному технологическому режиму плавки. Ее величина будет равна частному от деления удельной тепловой мощности, подводив к нижней границе шлаковой ванны, на то количество тепла, которое необходимо для завершения процесса тепловой обработки поступающих в ванну материалов в расчете на единицу массы проплавляемой шихты.
Теоретически могут существовать такие шихтовые материалы, тепловая обработка которых полностью завершается внутри ванны шлакового расплава. В этом случае скорость поступления материала в ванну определяется условиями внешней задачи, так как любое количество тепла, подводимое к ее поверхности, усваивается продуктами плавки. На границе раздела шлака и штейна отсутствуют процессы, протекающие с потреблением тепла, и формула (8) теряет свой смысл, так как ее числитель и знаменатель тождественно равны нулю. В реальной практике медеплавильных заводов сырье такого типа обычно не встречается. Подтверждением этого может служить известное правило, согласно которому рост удельной производительности печи всегда сопровождается увеличением потерь металла с отвальными шлаками. Объясняется это следующими причинами. Удельная производительность отражательной печи, рассчитываемая по количеству проплавляемой шихты, фактически определяется скоростью процессов плавления материала на откосах, которая прямо пропорциональна плотности теплового потока на их поверхности и может достигать 15–20 т/м2 в сутки в расчете на единицу площади пода печи. Скорость последующей тепловой обработки шихты в ванне, от величины которой зависит содержание металла в шлаке, лимитируется условиями внутренней задачи, т. е. интенсивностью процессов тепло - и массопереноса в шлаковом расплаве, и составляет, как показывает практика, примерно 2–5 т/м2 в сутки при плавке сырой (подсушенной) шихты.
За счет интенсификации внешнего теплообмена при обогащении дутья кислородом, установки дополнительных сводовых горелок, и т. п. может быть увеличена величина результирующего теплового потока на поверхность зоны технологического процесса. На откосах соответственно возрастает скорость плавления шихты и вместе с ней удельная производительность печи. Скорость тепловой обработки продуктов плавки в ванне не зависит от условий внешней задачи и поэтому увеличение плотности результирующего теплового потока на ее поверхности и количества, поступающих в нее материалов приводит к перестройке температурного поля шлаковой ванны, т. е. к нарушению температурного режима плавки и, как следствие, способствует росту потерь металла со шлаком.
Наиболее отчетливо это проявляется при резком (скачкообразном) повышении скорости поступления материала в ванну, например при локальном «обрушении» откосов. При сползании относительно большой массы непроплавленной шихты в ванну уменьшается температура верхнего слоя шлакового расплава, его вязкость растет, что в сочетании с обильным выделении технологических газов приводит к образованию на поверхности ванны в том месте, где произошло «обрушение», пористого слоя («пены»), коэффициент теплопроводности которого за порядок ниже, чем у остального расплава. В результате этом участке согласно формуле (8'), резко снижается скорость тепловой обработки материала, в то время как с откосов расплавленная шихта продолжает поступать с прежней интенсивностью. Поэтомуснижение температуры и образование пористого слоя продолжается и вскоре этот слой «растекается» по всей поверхности ванны. В итоге, как показывает практика работы отражательных печей, температурный режим ванны становится неуправляемым и технологический процесс прекращается, так как металл практически полностью переходит в шлак.
В тех случаях, когда при прочих равных условиях скорость поступления материала в ванну снижается за счет уменьшения поверхности откосов или каких-либо других причин и становится меньше оптимальной, согласно формуле (7) происходит уменьшение перепада температур по глубине шлаковой ванны. Это приводит к интенсификации процессов диффузии штейна в шлак и увеличению его растворимости в шлаковом расплаве, т. е. росту потерь металла со шлаком.
Таким образом удельная производительность печи определяется скоростью процессов тепло - и массопереноса в ванне и зависит в основном от характеристики сырья (Q в ш , λ ш , сшт , п, ki , Q 0 ш ) и температурного режима плавки (Т0 , Тср.ш , Тср.шт. , Тδ ).
Непосредственное экспериментальное определение скорости
тепловой обработки материала в ванне из-за сложности протекающих в ней процессов пока не представляется возможным. Это создает известные трудности при адаптации расчетной модели и подборе так называемых настроечных коэффициентов, использование которых в формулах (8) и (8') позволило заменить их для расчета конкретных параметров отражательных печей. Анализ этих уравнений может быть использован только для интерпретации существующих инженерных решений и обоснования выбора направления дальнейшего совершенствования работы агрегата. Необходимо также учитывать, что для большинства современных отражательных печей характерны максимальная для каждого агрегата интенсивность внешнего теплообмена и, как следствие, повышенная удельная производительность. В этих условиях повышение скорости тепловой обработки материала в ванне способствует сокращению потерь металла со шлаком и создает предпосылки для дальнейшего повышения производительности печи.
Проведенный анализ позволяет получить необходимые расчетные выражения и дать энергетическую интерпретацию известных технологических особенностей отражательной плавки и конструктивных решений отдельных элементов печи:
1. Для большинства медеплавильных заводов отражательная печь является единственным агрегатом, в котором могут перерабатываться конвертерные шлаки. В этих условиях довольно часто конвертерный шлак загружается в печь в твердом состоянии на поверхность откосов вместе с шихтой. Такой способ загрузки ведет к дополнительным затратам энергии, так как для повторного расплавления шлака требуется значительное количество тепла. Тем не менее, он получил широкое распространение, так
как загрузка твердого конвертерного шлака на откосы способствует улучшению температурного режима плавки. На поверхности откосов присутствие в шихте твердого конвертерного шлака приводит к снижению температуры плавления образующегося шлака за счет снижения степени его кислотности. Следствием этого – является увеличение плотности результирующего теплового потока на поверхности откосов и соответственно коэффициента использования топлива в отражательной печи. Далее конвертерный шлак вместе с остальными продуктами плавки стекает на поверхность ванны, вблизи которой более интенсивно идут процессы «потребления тепла» подводимого за счет теплопроводности (уменьшается значение коэффициента ki). В этом случае, как показывает анализ уравнения (8'), увеличивается скорость тепловой обработки продуктов плавки и уменьшаются потери металла с отвальными шлаками.
2. Из формулы (8') следует, что скорость тепловой обработки материала в ванне тем выше, чем меньше потери тепла через кладку на уровне ванны. Поэтому при строительстве отражательных печей всегда применяют подины с повышенной теплоизоляцией, а толщина стен на уровне ванны в 3–3,5 раза больше, чем над ванной.
3. Глубина шлаковой ванны при заданном температурном режиме может быть определена из уравнения (7) и рассчитывается по формуле
Из полученной зависимости следует, что глубина шлаковой ванныне может быть установлена произвольно, так как она зависит от свойств перерабатываемой шихты и состава продуктов плавки. Ее величина тем больше, чем меньше теплопотребление шихты в ванне. В современных отражательных печах глубина шлаковой ванны колеблется в пределах 0,6-0 8 м.
4. Связь между параметрами теплового и температурного режимов ванны шлакового расплава, расположенного между шихтовыми откосами, может быть установлена с помощью уравнения теплового баланса, которое имеет вид
![]() , (9)
, (9)
где Fв , – поверхность ванны, м2 ; q'пот – плотность теплового потока теплопроводностью (потери тепла) через ограждение печи на уровне ванны, отнесенная к единице ее поверхности; GB – средняя по массе скорость переработки материала в ванне, кг/с.
При соответствии параметров теплового режима ванны и откосов скорости тепловой обработки шихтовых материалов на этих участках зоны технологического процесса должны быть равны между собой, т. е. G° = Gв . Для выполнения этого требования необходимо, чтобы на всем протяжении зоны плавления шихты плотности результирующих тепловых потоков для поверхностей откосов и ванны оставались неизменными, т. е. чтобы средняя температура продуктов сгорания топлива была одинакова на расстоянии примерно 20–25 м от передней торцевой стенки печи. При традиционном торцевом отоплении печи выполнить это условие довольно трудно и поэтому в последнее время наметилась тенденция к применению сводового отопления.
Зона отстаивания продуктов плавки. Этот участок ванны расположен в хвостовой части печи и в нем происходит завершение процессов разделения продуктов плавки. Средняя температура шлака в нем на 70-100 °С ниже, чем в зоне плавления, что способствует повышению извлечения меди в штейн за счет снижения степени растворимости штейна в шлаке. При охлаждении шлака штейн выделяется из него в виде мельчайших капель, для отстаивания которых требуется продолжительное время. Так как время пребывания шлака в отстойной зоне прямо пропорционально количеству содержащегося в ней материала, под нее отводится обычно около одной третьей части рабочего пространства печи.
Список использованных источников
1 Кривандин В.А. Металлургическая теплотехника – 2 том / В.А. Кривандин; профессор, доктор техн. наук. – Москва: Металлургия, 1986 г. – 590 с.
Похожие рефераты:
Необходимость переработки медного концентрата
Технология обработки конструкционных материалов
Установка и способ для получения расплавов железа
Реконструкция предприятия по производству глиняного кирпича
Влияние водорода на свойства стали
Определение основных параметров технологии плавки IF-стали в конвертере с верхней подачей дутья
Проектирование отделения восстановительной электроплавки ильменитового концентрата
Технология автоматизация литейных процессов
Технико-экономическая характеристика отдельных способов производства стали
Организация производства на Магнитогорском металлургическом комбинате в электросталеплавильном цехе
Технология обжига цинковых концентратов в печи кипящего слоя
Проектирование сталелитейного цеха