| Похожие рефераты | Скачать .docx |
Дипломная работа: Измерительный контроль
ОГЛАВЛЕНИЕ
1. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ И ПАРАМЕТРЫ, ПОДЛЕЖАЩИЕ ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
2.ОБЗОР МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ ПЛОСКОСТНОСТИ
2.1 Определение отклонений от плоскостности с помощью плит
2.2 Определение отклонений от плоскостности с помощью поверочных линеек
2.3 Определение отклонений от плоскостности с помощью уровней
2.4 Измерение отклонений от плоскостности по положению отдельных точек
2.4.1 Механический плоскомер
2.4.2 Оптико-механический плоскомер
2.5 Гидравлические методы измерения плоскостности
2.5.1 Метод свободно налитой жидкости
2.5.2 Метод сообщающихся сосудов
2.6 Измерение отклонений от плоскостности с помощью оптико-механических приборов
2.6.1 Измерение отклонений от плоскостности коллимационным и автоколлимационным методами
2.6.2 Измерение отклонений от плоскостности методом визирования
2.7 Выбор метода контроля плоскостности
3.РАЗРАБОТКА ФУНКЦИОНАЛЬНОЙ СХЕМЫ УСТАНОВКИ
4.РАСЧЕТ ОПТИЧЕСКОЙ СХЕМЫ
4.1 Расчет объектива
4.2 Расчет светоделительной призмы
4.3 Расчет пентапризмы
4.4 Расчет окуляра
5.ЭНЕРГЕТИЧЕСКИЙ РАСЧЕТ
5.1 Расчет коэффициента использования лазера
5.2 Расчет коэффициента светопропускания
5.3 Расчет полного сигнала приемника
5.4 Расчет крутизны сигнальной характеристики
5.5 Расчет уровня сигнала соответствующий дополнительной погрешности
5.6 Соотношение сигнал шум
6. АНАЛИЗ ПОГРЕШНОСТЕЙ УСТРОЙСТВА
6.1 Методические погрешности
6.1.1 Ослабление излучения лазерного диода в воздушном тракте и его влияние на точность работы измерительной системы
6.1.2 Рефракция лазерного луча
6.1.3 Погрешности центрирования от флуктуации показателя преломления воздушного тракта
6.2 Инструментальные погрешности
7. ОПИСАНИЕ КОНСТРУКЦИИ
8.ОПИСАНИЕ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ
9.МЕТОДИКА ЮСТИРОВКИ УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ
9.1 Регулировка фокусного расстояния
9.2 Установка диафрагмы в фокальной плоскости объектива
9.3 Контроль направляющих
9.4 Юстировка светоделительного кубика
10.ЭКОНОМИЧЕСКАЯ ЧАСТЬ
10.1 Определение состава расчета
10.2 Расчет сметы затрат на разработку
10.3 Определение конкурентной цены объекта
10.4Расчет себестоимости изделия
10.5 Определение экономических результатов
11.БЕЗОПАСНОСТЬ ЖИЗНИДЕЯТЕЛЬНОСТИ И ОХРАНА ТРУДА
11.1 Условия эксплуатации устройства
11.2 Анализ и выявление потенциально опасных и вредных факторов на начальной стадии проектирования конструкции устройства для контроля плоскостности
11.3 Расчет лазероопасной зоны
11.4 Описание мероприятий, обеспечивающих безопасность планируемых исследований
11.5 Пожарная безопасность
СПИСОК ЛИТЕРАТУРЫ
1.ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ И ПАРАМЕТРЫ, ПОДЛЕЖАЩИЕ ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
В качестве контролируемых объектов в задании по дипломному проектированию предложены корпусные детали, станки, машины, приборы, устройства и отдельные элементы. При этом габариты контролируемых деталей не превышают 12х12м, то есть перечисленные изделия относятся к группе среднегабаритных. Основной функциональной характеристикой данных является плоскостность.
Измеряемые данные:
-диапазон измеряемых отклонений ± 1.5 мм;
-диапазон измеряемых отклонений 0.02 мм;
-габариты контролируемых деталей 12х12м.
В соответствии с ГОСТ-24642-81(СТ СЭВ 301-76) под понятием отклонения от плоскостностности понимают наибольшее расстояние ∆ от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рис.1).

рис.1
∆ - отклонение формы, отклонение расположения или суммарное отклонение формы и расположения.
L-длина нормируемого участка.
Т – допуск формы, допуск расположения или суммарный допуск формы и расположения.
Определим некоторые термины.
Установленные термины и определения рекомендуется применять для сборочных единиц машин и приборов в машиностроении и других отраслях промышленности.
Реальной поверхностью называют поверхность, ограничивающую деталь и отделяющую ее от окружающей среды.
Прилегающей плоскостью называют плоскость, которая соприкасаясь с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Реальной поверхностью называют поверхность, ограничивающую деталь и отделяющую ее от окружающей среды.
Под допуском плоскостности называется наибольшее допускаемое значение отклонений от плоскостности.
Под полем допуска плоскостности называют область в пространстве, ограниченной двумя параллельными плоскостями, относящими друг от друга на расстоянии равном допуску плоскостности Т (рис.2).

рис.2
Нормируемым участком называется участок поверхности, к которому относится допуск или отклонение формы или расположение элементов.
Нормируемый участок должен быть задан размерами, определяющими его площадь, длину или угол сектора, а в необходимых случаях и расположение участка на элементе.
Для криволинейных поверхностей или профилей нормируемый участок может задаваться размерами проекции поверхности или профиля.
Если расположение нормируемого участка не задано, то может занимать любое расположение в пределах всего элемента.
При измерении отклонений формы допускается их количественная оценка относительно среднего элемента.
1. Средний элемент-поверхность (профиль), имеющая форму номинальной поверхности и расположенная форму номинальной поверхности и расположенная по отношению к реальной поверхности так, чтобы среднее квадратическое отклонение точек реальной поверхности от средней поверхности (профиля) в пределах нормируемого участка имело минимальное значение.
2. При отсчете от среднего элемента отклонение формы равно сумме абсолютных значений наибольших отклонений точек реальной поверхности (профиля) по обе стороны от среднего элемента (рис.3).

рис.3.
Профиль-это линия пересечения поверхности с плоскостью или заданной поверхностью.
Номинальной поверхностью называется идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией.
Средний профиль-это профиль средней поверхности.
Номинальный профиль- это профиль номинальной поверхности.
Реальный профиль- это профиль реальной поверхности.
Для плоскостности выделяются частные виды отклонения – выпуклость и вогнутость.
Выпуклость – отклонение от плоскостности, при котором удаление точек реальной поверхности от прилегающей плоскости уменьшается от краев к середине (рис.4).

рис.4.
Вогнутость - отклонение от плоскостности, при котором удаление точек реальной поверхности от прилегающей плоскости увеличивается от краев к середине (рис.5).
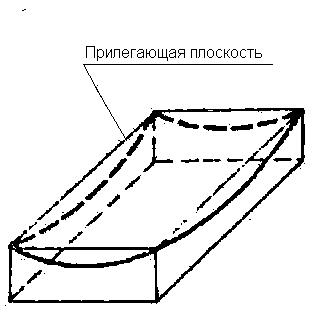
рис.5.
Примеры обозначения на чертеже условными знаками требований к допускаемым отклонениям плоскостности согласно ГОСТу 2.308-79 (ГОСТ СЭВ 368-76) приведены в таблице 1.
Примеры обозначения на чертеже условными знаками требований к допускаемым отклонениям плоскостности.
Таблица № 1
| Вид допуска | Указание допусков формы и расположения условным обозначением | Пояснения | ||
Допуск плоскостности |
 |
Допуск плоскостности поверхности 0.01 мм | ||
 |
Допуск плоскостности поверхности 0.01 мм, допуск в виде выпуклости не более 0.004 мм | |||
 |
Допуск плоскостности поверхности 0.01 мм, допуск на вогнутость не допускается. | |||
опуск плоскостности |
 |
Допуск каждой поверхности 0.01 мм | ||
 |
Допуск плоскостности поверхности 0.1 мм на площади 100х100 мм | |||
 |
Допуск плоскостности поверхностей относительно общей прилегающей плоскости 0.01 мм. |
|||
Для нормирования числовых значений в ГОСТ 24643-81 установлены 16 степеней точности в зависимости от номинальной длины нормируемого участка, за которым в общем случае принимается длина большей стороны поверхности.
Наиболее точные степени I–IIрекомендуется для высокоточных измерительных поверхностей, направляющих высокоточных станков. Такие поверхности получают доводкой, тонким шабрением.
Степени III – IV устанавливаются также к измерительным поверхностям средств измерения, но меньшей точности, чем было указано ранее (поверочные линейки, плиты и т.д.), базовые поверхности некоторых приборов, приспособлений (уровни ампульные, опоры контрольных приспособлений и т.п.). Такие поверхности получают доводкой, точным шлифованием и тонким шабрением.
Степени V – VI устанавливаются для направляющих станков нормальной точности и обрабатываются шлифованием, шабрением и тонким точением.
Степени VII –VIII устанавливают для всевозможных направляющих, опорных поверхностей, поверхностей подшипников, фундаментальных рам, фланцев и т. д. Такие поверхности получаются грубым шлифованием, фрезерованием, точением.
Степени IX-X задаются на стыковочные поверхности, кронштейны вспомогательных механизмов и т.п. Они получаются фрезерованием, строганием, точением.
Степени XI – XII используют для неответственных рабочих поверхностей, получаемых различными способами механической обработки.
2.ОБЗОР МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ ПЛОСКОСТНОСТИ
Все многообразие существующих и описанных в научно-технической литературе методов и средств контроля плоскостности, которые можно использовать для измерений среднегабаритных изделий, целесообразно разделить по физическому принципу задания измерительной базы на оптические и не оптические. В оптических средствах измерительная база, относительно которой измеряется реальное положение профиля, задается визирной осью или энергетической осью светового луча. Во всех не оптических, не смотря на разнообразие принципов действия (механический, гидравлический и др.), измерительная база задается элементами конструкции прибора.
Для контроля плоскостности чаще всего используются приборы с механическим оптическим и гидростатическим принципом преобразования измеряемой величины.
В механических приборах преобразовательный механизм построен на механическом принципе действия, т.е. преобразование малых перемещений измеряемых величин в большие перемещения на отсчетном или регистрирующем устройстве производится с помощью механических передач.
Гидростатические приборы основаны на гидравлических методах измерения. Принцип измерения заключается в сравнении плоскости, образованной поверхностью жидкости, которая всегда располагается в горизонтальном положении, с проверяемой поверхностью.
Оптические измерительные приборы представляют собой средства измерения, в которых при решении измерительной задачи главную функцию выполняют комплексы оптических элементов: объективы, окуляры, призмы, зеркала и передвигающие их рычаги, направляющие и т. п. Все оптические элементы соединяются направляемыми потоками лучей, несущими в себе измерительную функцию об измеряемой детали. Оптические приборы можно разделить на оптико-механические и оптико-электронные приборы.
Рассмотрим несколько методов контроля плоскостности, осуществляемых с помощью различных приборов.
2.1 Определение отклонений от плоскостности с помощью плит
Принцип измерения с помощью плит заключается в том, что плоскую поверхность плиты принимают за прилегающую поверхность и определяют отклонения реальной поверхности от поверхности плиты.
Размеры плит (рис.6) бывают от 250 Х 250 до 4000 Х 1600 мм (7 типов размеров).

рис.6
Материалом плит обычно является серый чугун.
В последние годы широкое распространение получили плиты, изготовленные из твердых каменных пород. Достоинством этих плит является то, что в них отсутствует внутреннее напряжение (камень необходимо добывать без взрыва). Твердость каменных плит значительно больше, чем твердость стали, что способствует повышенной стойкости таких плит к износу. Каменные плиты меньше подвержены деформации из-за измерения температуры окружающей среды, так как коэффициент теплового расширения ниже, чем у чугуна. Каменные плиты имеют коэффициент демпфирования в 15-20 раз выше, чем чугунные плиты, а это значит, что они менее чувствительны к возможным вибрациям.
Точность плит обычно нормируется либо по числу пятен краски в квадрате с размером 25Х25 мм, либо через отклонения от прямолинейности в разных направлениях.
Применение плит в большинстве случаев связано с определением плоскостности с помощью краски. Плиту покрывают тонким слоем краски (толщина слоя зависит от допуска на плоскость) и кладут на поверхность проверяемой детали. После перемещения плиты по поверхности детали (или наоборот) определяют число пятен, приходящихся на один квадрат 25Х25 мм.
Погрешность проверки примерно 3-5 мкм.
2.2 Определение отклонений от плоскостности с помощью поверочных линеек
Проверка плоскостности производится поверочными линейками типов: ШП - с широкой рабочей поверхностью прямоугольного сечения; ШД – с широкой рабочей поверхностью двутаврового сечения; ШМ - с широкой рабочей поверхностью, мостики; и УТ - угловые трехгранные (рис.7).
Линейки с широкой рабочей поверхностью выпускают трех классов точности: 0,1,2.Линейки класса 0 применяют для проверки поверхности 4-й степени точности, класса 1- для 6-й и 7-й степени точности и класса 2- для проверки поверхности 7-й и 8-й степени точности. Размеры lxb линеек различных типов имеют следующие значения: для линеек типа ШП-205х5…630х10 мм; для линеек типа ШД-630х4…4000х30 мм; для линеек типа ШМ- 400х50…3000х110 мм. Линейки с широкой рабочей поверхностью применяют для проверки плоскостности узких поверхностей методом «на краску» и методом линейных отклонений.
Угловые линейки типа УТ изготавливают длиной 400, 630 и1000 мм с двумя шабренными рабочими поверхностями, образующими угол α, равный 45, 55 и 60˚. По отклонениям граней от плоскостности эти углы делят на классы точности 0,1, и 2. Угловые линейки используют для одновременного контроля плоскостности пересекающихся поверхностями 7-й и 8-й степени точности методом «на краску».
У поверочных линеек с широкой поверхностью отклонение от плоскостности находится в пределах от 2.5 до 100 мкм.
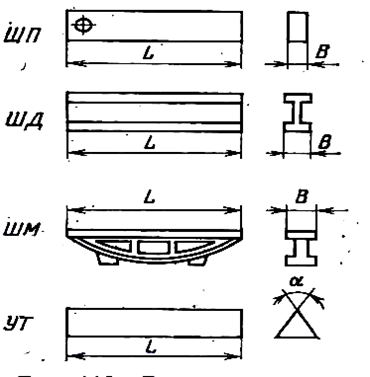
рис.7
2.3 Определение отклонений от плоскостности с помощью уровней
Измерение отклонений от плоскостности брусковыми уровнями выполняют шаговым методом (рис.8). Сущность шагового метода заключается в последовательном измерении смещения отдельных точек проверяемой поверхности относительно предыдущей точки.
При шаговом методе контроля выбор базы зависит от конструкции прибора. При использовании шагового мостика с уровнем за базу принимают горизонтальную плоскость, проходящую через начало координат. Оси X и Y лежат в этой плоскости, а Zперпендикулярна к ней.

рис.8
Проверяемую поверхность изделия устанавливают грубо в горизонтальном положении. На поверхности в заданном направлении наносят отметки 0, 1, 2, ….23 с интервалом l=0.1 проверяемой длины. Уровень устанавливают на подставке с опорами, расстояние между которыми равно выбранному интервалу l.Схема перемещения уровня показана на рис.9.

рис.9
Сначала измерения проводят по замкнутому контуру в точках 0, 1, 2, 3,…15, 0. Затем проверяют точки 15, 16, 17, …19, 6 и 14, 20, 21,…23, 7..Подставку перемещают последовательно на все участки поверхности. Показания отсчитывают по обоим концам пузырька при двух положениях уровня, отличающихся на 180˚. Результирующее показание определяют по четырем отсчетам. При обработке результатов измерений учитывают наклон поверхности как в продольном так и в поперечном направлениях.
Zi=![]()
![]()
Pi- текущие показания измерительного прибора при шаговом измерении;
i-любая из точек (на которые опираются ножки шагового мостика).
После нахождения всех точек сетки контролируемой поверхности заносят в таблицу и приступают к построению графиков в трех координатах, а затем к построению прилегающей плоскости.
2.4Измерение отклонений от плоскостности по положению отдельных точек
Принцип измерения заключается в том, что на поверхности измеряемой детали выбирают три точки (по возможности равномерно расположенные и разнесенные на поверхности) и принимают за исходные (базу) для отсчета положения остальных точек поверхности. При этом чаще всего принимают, что плоскость, проведенная через эти три точки, приблизительно параллельна прилегающей плоскости.
2.4.1Механический плоскомер
Механический плоскомер (рис.10) устанавливают вертикально на измеряемую поверхность, при этом он имеет две поворотные оси I и II.

рис.10
На оси II с помощью кронштейна установлена измерительная головка, которая может поворачиваться вокруг своей оси, Ось II подвешена на кронштейне к оси I, которая также поворачивается.
При измерении плоскомер устанавливают в середине измеряемой поверхности, После этого регулировкой основания оси I добиваются положение плоскомера, при котором показания измерительной головки во всех трех точках были бы одинаковы, Затем измеряют положение других точек поверхности относительно базовой плоскости.
2.4.2Оптико-механический плоскомер
Оптико-механический плоскомер (рис.11) по принципу действия аналогичен механическому, но в нем использован оптический способ преобразования.

рис.11
Плоскомер состоит из неподвижной I и поворотной II частей. Неподвижная часть, устанавливаемая на измеряемую поверхность, имеет объектив 6 и микрообъектив 3. Неподвижную часть устанавливают на трех точках с помощью постоянных магнитов 1 (аналогично штативу с магнитным основанием). Положение плоскомера можно регулировать по высоте. Поворотная часть плоскомера имеет окуляр 5 с сеткой 4, пента-призму 2 и плоскопараллельную пластину 8. Визирная марка III (в комплект плоскомера входит четыре марки) содержит источник света 12, конденсор 11 и точечную диафрагму 9.Узел с этими элементами может смещаться по высоте микрометрической парой 10, а фиксироваться на измеряемой поверхности с помощью постоянного магнита 13.
При измерении, как и в случае механического плоскомера, выбирают три точки на измеряемой поверхности и регулировкой опор плоскомера добиваются изображение всех трех светящихся точек в центре перекрестий сетки и прибора. После этого четвертую марку устанавливают в любую точку измеряемой поверхности и определяют отклонение ее положения от базовой плоскости по изменению изображения светящейся точки в поле зрения. Совмещение с центром сетки достигается поворотом плоскопараллельной пластины 8, а величину смещения определяют по микрометрической паре 7.
2.5 Гидравлические методы измерения плоскостности
Принцип измерения заключается в сравнении плоскости, образованной поверхностью жидкости, которая всегда располагается в горизонтальном положении, с проверяемой поверхностью.
2.5.1 Метод свободно налитой жидкости
Метод свободно налитой жидкости заключается в том, что на проверяемую поверхность устанавливают резервуар с жидкостью (рис.12).

рис.12.
Вместе с резервуаром в свободные места на измеряемую поверхность устанавливают стойку с закрепленной на нее микропарой, у которой конец микровинта сделан в виде иглы. Вращением микровинта измеряют размер по микропаре при соприкосновении иглы с поверхностью жидкости (момент касания замечают по изгибу мениска или по замыканию электрической цепи). По разновидности отсчетов в разных точках плоскости судят о положении одной точки поверхности относительно другой.
Погрешность измерения в основном оказывает влияние непостоянство атмосферного давления на измеряемой поверхности (перепад давления в одну миллионную от нормального атмосферного давления создает разность уровней на открытой поверхности воды 0.01 мм).
2.5.2 Метод сообщающихся сосудов
Метод сообщающихся сосудов реализован в специальных измерительных средствах, получивших название гидростатические уровни (рис.13).

рис.13.
Уровень состоит из двух и более измерительных головок (рис.14) – резервуаров, соединенных между собой гибкими шлангами. Измерительная головка(рис.13 и14) представляет собой небольшой закрытый резервуар, в верхней части которого установлена микропара 1, которая в принципе представляет собой специальную конструкцию микрометрического глубиномера.
В нижней части головки имеют канал для соединения между собой с помощью шлангов 3 (рис.13). Измерительные головки вместе с нижним шлангом образуют систему сообщающихся сосудов. С помощью верхних шлангов 2 создается воздушная сеть для изолированной системы с одинаковым давлением в резервуарах.
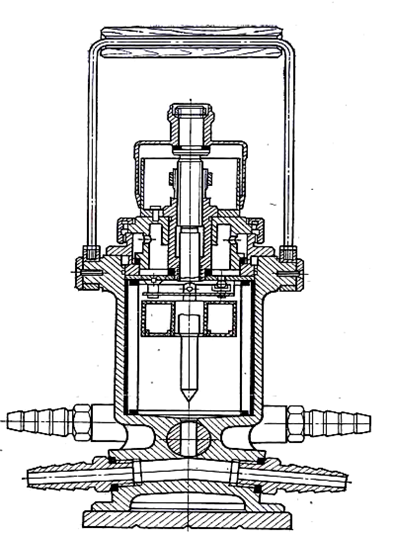
рис.14.
При измерении с помощью двух головок одну из них располагают в какаой-либо точке измеряемой поверхности, а вторую переставляют в другие измеряемые точки поверхности и каждый раз снимают отсчет по обоим микровинтам. Длина измеряемых поверхностей до 12 и до 24 м.
Погрешность измерения не превышает обычно ±0.01 мм.
2.6 Измерение отклонений от плоскостности с помощью оптико-механических приборов
Принцип измерения плоскостности с помощью оптико-механических приборов заключается в использовании луча света в качестве прямой линии и измерений либо положения этой прямой, либо положение точек профиля от этой прямой.
2.6.1Измерение отклонений от плоскостности коллимационным и автоколлимационным методами
Автоколлиматоры и коллиматоры применяются для измерения плоскостности шаговым методом и методом оптического визирования.
При измерении шаговым методом (рис.15.) на проверяемую поверхность накладывают подставку с двумя опорами, на которой укреплено плоское зеркало 1; автоколлиматор 2 устанавливают рядом с проверяемой поверхностью. Ось автоколлиматора должна быть перпендикулярна к зеркалу и находиться на одной высоте с осью зеркала. В этом случае отраженное от зеркала изображение марки автоколлиматора (прозрачное перекрестие на темном поле или др.) занимает осевое положение в поле зрения окуляра.
При перемещении подставки с зеркалом по проверяемой поверхности отклонения от плоскостности вызывают наклоны зеркала, в результате чего изображение марки смещается. Измеряя смещение изображения марки, определяют отклонения точек профиля проверяемой поверхности. Зеркало перемещают каждый раз на расстояние, равное расстоянию между опорами подставки.

рис.15 Измерение отклонений от плоскостности коллимационным методом.
При измерении методом оптического визирования автоколлиматор используют как простая зрительная труба, а вместо зеркала применяется визирная марка (освещенное перекрестие), устанавливаемая в отдельных точках проверяемой поверхности. Смещение перекрестия вызываемые отклонениями от плоскостности, отсчитываются по шкале окуляр-микрометра автоколлиматора.

рис.16 Измерение отклонений от плоскостности автоколлимационным методом
При использовании коллиматора визирную трубу прибора устанавливают рядом с проверяемой поверхностью, а по поверхности перемещают подставку с коллиматором или марку.
2.6.2 Измерение отклонений от плоскостности методом визирования
Принцип измерения плоскостности методом визирования заключается в измерении расстояния от реальной (истинной) поверхности до оптического луча (до оси зрительной трубы).
На методе визирования основан специальный прибор, который называется оптической струной (рис.17).

рис.17.
Оптическая струна состоит из марки I зрительной трубы, включая визирную трубу II и наблюдательный телескоп III. Точечная марка I состоит из лампы 1, нить которой изображается коллектором 2 на точечной диафрагме 3. Марка снабжена пятью точечными диафрагмами для работы на разных расстояниях. Визирная труба состоит из сферического объектива 4 и наблюдательного микроскопа III, снабженного двумя сменными микрообъективами и двумя окулярами с перекрестиями и круговыми сетками. Призма 7 предназначена для измерения направления лучей с целью удобства работы. Изображение диафрагмы 3 точечной марки Iс тем или иным увеличением в зависимости от расстояния проектируется объективом 4 в предметную плоскость микроскопа III, микрообъектив 5 которого переносит изображение в плоскость окулярной сетки 8, где его рассматривает оператор через окуляр 6.
Плоскопараллельная пластина 9 является оптическим компенсатором, ее наклоны позволяют измерять смещение точечной диафрагмы 3 с оптической оси.
2.7 Выбор метода контроля плоскостности
По проведенному обзору методов и приборов контроля плоскостности можно сделать выводы.
В основу методов и приборов, применяемых в настоящее время для высокоточного контроля плоскостности, положены механические и оптические принципы. Однако только оптические приборы и методы могут обеспечить высокую точность контроля плоскости и поверхностей большого протяжения.
Механические методы в основном применяются в машиностроении и станкостроении.
При контроле плоскостности с помощью поверочных плит погрешность измерения имеет большой разброс. Она обусловлена не только отклонением формы контролируемой поверхности, но и состоянием поверхности поверочной плиты.
При контроле плоскостности с помощью уровня основными недостатками метода является большая чувствительность к температурным колебаниям.
Оптические методы измерения плоскостности имеют широкое распространение и отличаются универсальностью и надежностью контроля.
Оптические методы контроля плоскостности можно разделить на оптико-механические и оптико-электронные методы.
К оптико-механическим относят измерение отклонений от плоскостности коллимационным и автоколлимационным методам, метод визирования.
Оптико-электронные методы осуществляются с помощью визуальных и фотоэлектронных автоколлиматоров. Оптико-электронными называются приборы, позволяющие получать информацию о геометрических параметрах, пространственном положении и энергетическом состоянии излучающего объекта с помощью энергии излучения, преобразованной в электрический сигнал с последующей его отработкой и регистрацией. Информация об исследуемых объектах переносится оптическим излучением, а первичная обработка сопровождается преобразованием энергии оптического излучения в электрическую при помощи приемника оптического излучения.
Оптико-электронные приборы и методы являются на сегодняшний день самыми перспективными.
Таким образом, по проведенному обзору методов и приборов контроля было разработано оптико-электронное устройство для измерения контроля плоскостности поверхностей. За основу устройства был выбран плоскомер, так как у этого прибора высокая точность измерений, большая протяженность проверяемых поверхностей, надежность в работе и простота в эксплуатации. Измерение отклонений от плоскостности разработанного устройство выполняется шаговым методом контроля. Сущность шагового метода заключается в последовательном измерении смещения отдельных точек проверяемой поверхности относительно предыдущей точки.
При шаговом методе контроля выбор базы зависит от конструкции прибора. При использовании шагового мостика со щупом за базу принимают горизонтальную плоскость, проходящую через начало координат, находящуюся в точке А (рис.18).

рис.18
Оси X и Y лежат в этой плоскости, а Zперпендикулярна к ней. Проверяемую поверхность изделия устанавливают грубо в горизонтальном положении.
Шаговый мостик передвигается по прямым ADи DC (с окончанием измерения в точке С), а затем по прямым ABи BC (то же с окончанием в точке С).
Значения всех точек шагового измерения подсчитываются по формуле(1)
Zi=![]() (1)
(1)
Pi- текущие показания измерительного прибора при шаговом измерении;
i- любая из точек (на которые опираются ножки шагового мостика).
После нахождения всех точек сетки контролируемой поверхности заносят в таблицу и приступают к построению графиков в трех координатах, а затем к построению прилегающей плоскости.
3. РАЗРАБОТКА ФУНКЦИОНАЛЬНОЙ СХЕМЫ УСТАНОВКИ

Рис.19 Функциональная схема установки для контроля плоскостности.
Разработанное устройство для измерения отклонения от плоскостности представляет собой систему для контроля величины расстояния от образцовой плоскости до контролируемой плоскости, с целью нахождения погрешности формы этой плоскости.
Функциональная схема установки для контроля плоскостности показана на рис.19.
Устройство для измерения отклонения от плоскостности включает в себя устройство для создания образцовой плоскости и измерительного устройства.
Устройство для создания образцовой плоскости, согласно техническому заданию, должен работать в видимом диапазоне для того чтобы положение этой плоскости можно было контролировать визуально.
Устройство для создания образцовой плоскости состоит из: источника излучения, полевой диафрагмы, светоделительной призмы, объектива, пента-призмы и окуляра.
В качестве источника излучения используется лазерный светодиод, который работает в видимом диапазоне.
Полевая диафрагма используется для формирования пучка лучей.
Светоделительная призма используется для разделения визуального и измерительного канала.
Объектив используется для формирования параллельного пучка лучей.
Вращающаяся пента-призма нужна для сканирования плоскости.
Окуляр используется для наблюдения светового пятна на фотоприемнике.
Измерительное устройство состоит из: приемника излучения, штатива и перемещающихся направляющих, установленных на макроповерхностях и щупа.
Приемник излучения прикреплен на штатив.
В качестве приемника излучения используется координатный фотоприемник.
Координатным фотоприемником называется фотоприемник, по выходному сигналу которого определяют координаты светового пятна на фоточувствительной поверхности.
Разработанное устройство для измерения отклонения от плоскостности работает следующим образом.
Перед проверяемой деталью устанавливается устройство для создания образцовой плоскости, а на измеряемую поверхность измерительное устройство. Перед проведением измерения необходимо провести согласование образцовой плоскости и контролируемой по расположению в пространстве, по относительному заклону и начальному смещению. В качестве образцовой плоскости выбирается плоскость, полученная вращением луча относительно перпендикулярной ему оси, т.е. надо отрегулировать положение приемника таким образом, чтобы луч проходил через три точки находящиеся на максимальном расстоянии. После этого производится измерение отклонения от плоскостности. Измерение отклонения от плоскостности производится шаговым методом.
Свет от источника излучения коллимируется объективом и пройдя сканирующую систему, попадает на приемник излучения. Измерительная система перемещается вдоль контролируемой поверхности. Приемник излучения измеряет смещение щупа относительно базовой плоскости. При отсутствии отклонения от плоскостности проверяемой поверхности световое пятно будет находиться в центре координатной площадки фотоприемника. Если отклонение от плоскостности присутствует, то произойдет наклон измерительного устройства. В результате световой луч, прошедший через устройство для создания образцовой плоскости, сместится на величину ∆. На координатной площадке фотоприемника световое пятно будет смещено относительно центра.
Сигналы, приходящие на две половинки фотодиода (верхнего и нижнего), преобразуются в ток и проходят согласующий усилитель. После согласующего усилителя у нас имеется пульсирующее напряжение, величина которого зависит от смещения луча относительно координатной системы приемника и величины потока. После согласующих усилителей сигнал идет на арифметическое устройство, которое вырабатывает сигнал суммы (Uc) и сигнал разности (Uр) первичных сигналов. Решающий аналогово–цифровой преобразователь преобразовывает аналоговую величину в цифровую, цифровой код который пропорционален отношению Up ∕ Uc. На индикаторе выдается цифра пропорциональная величине линейного смещения.
Снимаются показания с индикатора.
Измерение производится методом сравнения с образцовой плоскостью. Сначала рассчитывается прилегающая плоскость (2), а относительно нее реальные точки (3) .
 (2)
(2)
![]() =
=![]() (3)
(3)
где ∆-отклонение от плоскостности;
![]() - среднее значение прилегающей плоскости;
- среднее значение прилегающей плоскости;
![]() - текущие показания измерительного прибора при шаговом измерении;
- текущие показания измерительного прибора при шаговом измерении;
![]() - значения всех точек шагового измерения;
- значения всех точек шагового измерения;
![]() - количество измерений.
- количество измерений.
После нахождения всех точек сетки контролируемой поверхности заносят в таблицу и приступают к построению графиков в трех координатах, а затем к построению прилегающей плоскости.
4.ГАБАРИТНЫЙ РАСЧЕТ ОПТИЧЕСКОЙ СХЕМЫ
Оптическая схема устройства для контроля плоскостности состоит из источника излучения, полевой диафрагмы, объектива, светоделительной призмы, которая используется для разделения визуального и измерительного канала, окуляра, пента-призмы и фотоприемного устройства. Оптическая схема показана на рис.20.
Принцип работы оптической схемы измерительного канала.
Свет от источника излучения 1 освещает полевую диафрагму 2, находящуюся в фокальной плоскости объектива 5. Полевая диафрагма является плоскостью предмета. Объектив 5 формирует параллельный пучок лучей и, пройдя через сканирующую систему 6, в виде пента-призмы вращающейся вокруг вертикальной оси, попадает на приемную площадку фотоприемника 7. На приемной площадке фотодиода у нас находится плоскость изображения.
Принцип работы оптической схемы визуального канала.
Свет от источника излучения 1 освещает полевую диафрагму 2, которая формирует пучок лучей. Пучок лучей выходящий из полевой диафрагмы попадает на светоделительную призму 3, которая используется для разделения светового пучка на два канала (визуального и измерительного канала). Пучок лучей, отражаясь от зеркальной поверхности светоделительной призмы под углом 90˚, попадает в окуляр 4.Для того чтобы глаз мог рассмотреть изображение предмета, необходимо иметь на выходе окуляр. Окуляр находится в фокальной плоскости объектива 5. Окуляр используется для наблюдения светового пятна на фотоприемнике 7.
Источником излучения 1 является лазерный диод марки ОР-651 с мощностью непрерывного излучения 5 мВт в спектральном диапазоне 650 нм, изготовленных на основе высокоэффективных InGaALP квантоворазмерных гетероструктур. Основные оптические и электрические характеристики приведены в таблице 2.
Таблица 2.
Оптические и электрические характеристики (Т= 25˚С):
| Характеристики | Обозначения | Усл.теста | Мин. | Типич. | Макс. | Ед. измер. |
| Лазерный диод | ||||||
| Выходная оптическая мощность | РOUT |
CW |
- |
- |
5,0 |
мВт |
| Длина волны излучения | λ | Р0=5 мВт | 640 | 650 | 660 | нм |
| Рабочий ток | IF | Р0=5 мВт | - | 31 | 36 | мА |
| Рабочее напряжение | UF | Р0=5 мВт | - | 2,55 | 2,8 | В |
| Расходимость излучения | Θ׀׀ х Θ┴ | Р0=5 мВт | - | 8 х 35 | - | град |
| Модовая структура | Р0=5 мВт | SM | ||||
| Фотодиод обратной связи | ||||||
| Управляющий фототок | IPD | UPD=5V, P0=мВт | 0,1 | 0,25 | 0,7 | мА |
| Обратное напряжение | UPD | - | 5,0 | - | В | |
| Условия эксплуатации | ||||||
| Диапазон рабочих температур | TOP | -10 | - | +40 | ˚C | |
| Диапазон температур хранения | ТST | -40 | - | +80 | ˚C | |
| Лазерный диод | ||||||
| Мощность излучения | PMAX | P0 | - | - | 5,0 | мВт |
| Фотодиод обратной связи | ||||||
| Обратное напряжение | UPD | CW | - | - | 10 | В |
Лазерный диод предназначен для создания направленного пучка лучей, который освещает
полевую диафрагму.
Полевая диафрагма 2 представляет собой металлическую деталь с внутренним отверстием, диаметр отверстия равен 0,1 мм. Она предназначена для ограничения поля зрения и формирования светящегося предмета в виде отверстия круглой формы. Полевая диафрагма расположена в фокальной плоскости объектива 5.
Для уменьшения длины L от первой поверхности до фокальной плоскости был взят телеобъектив.
Объектив формирует параллельный пучок лучей. Параллельный пучок лучей попадает на пента-призму 6.
Вращающаяся пента-призма (БП-90˚) нужна для сканирования плоскости. Эта призма имеет две отражающие грани, на которые наносится отражающее покрытие, так как углы падения меньше угла полного внутреннего отражения.
Светоделительная призма 3 используется для разделения светового пучка на два канала (визуального и измерительного канала).
Она представляет собой две склеенные призмы АР-90˚ , между которыми нанесено светоделительное покрытие.
Окуляр используется для наблюдения светового пятна на фотоприемнике 7.
Фотоприемником 7 является фотодиод ФД-К- 142 основные характеристики которого приведенными в таблице 3.
Таблица3
Основные параметры фотодиода ФД-К-142 (Т=20±5˚С)
| Характеристики | Обозначения | Ед. измер. | Параметры |
| Размер фоточувствительного элемента (количество элементов) | Ø | мм | Ø13,7 квадрантный (4) |
| Область спектральной чувствительности | ∆λ | мкм | 0,3…1,1 |
| Длина волны максимума спектральной чувствительности | ∆λмакс | мкм | 0,72…0,85 |
| Рабочее напряжение | Up | В | 120 |
| Темновой ток | Iт | мкА | 1,5 |
| Токовая интегральная чувствительность | SI инт | мкА/лм (мкА/лк) | 10 |
| Постоянная во времени | τ | c | 8х10-8 |
| Коэффициент фотоэлектрической связи | КФС | % | 5 |
| Сопротивление изоляции между корпусом и выводом | - | мОм | 200 |
| Масса | - | г | 15 |
4.1Расчет объектива
При построении оптической системы необходимо учитывать особенности синтеза сигнальной характеристики. Иначе говоря, зависимости сигнала на выходе от смещения оптической оси относительно начального значения. За начальное смещение понимается такое положение, когда оптическая ось пучка излучения попадает точно на границу раздела двух приемных площадок. Разностный сигнал при смещении пучка образуется за счет неравенства потоков излучения, приходящих на верхнюю и нижнюю приемные площадки. Высокие требования к точности измерения потоков излучения (дополнительная погрешность 0,02 мм) предполагает работу приемника излучения с высокой линейностью световой характеристики. Искажение этой характеристики происходит от двух факторов:
1. Падение эффективности приемника в краевой зоне;
2. При не точном попадании луча в вертикальной плоскости эффективный размер его уменьшается и может происходить виньетирование пучка излучения.
Поэтому соотношение пучка светового диаметра луча и приемной площадки необходимо выбирать из условия:
![]()
Dпучка+ 2 x1,5 + 0,5 ≤ Dприемника (4)
Где 1,5 - диапазон измеряемых отклонений;
0,5- зона падения эффективности фотоприемника.
В этом соотношении не учитывается горизонтальное смещение пятна относительно приемника, вызванное погрешностью наведения. Величина погрешности наведения обычно задается частью пятна. Типовые значения бывают от (0,3 ÷0,4) Dпучка. Выходя из выше приведенных условий, выбираем размер пучка изображения.
Dпучка изображения=8мм при световом диаметре приемника излучения 13,7 мм.
Для формирования на площадке фотоприемника светового пятна конечного размера в качестве предмета используем диафрагму, диаметр отверстия которой, согласно техническому заданию, равен 0,1 мм.
Dпучка предмета=0,1 мм.
Исходя из критериев уменьшения габаритов, был выбран телеобъектив.
Угол расхождения излучения находится следующим соотношением:
 (5)
(5)
где ![]() - угол расхождение излучения;
- угол расхождение излучения;
![]() - световой диаметр изображения;
- световой диаметр изображения;
![]() -расстояние от приемника излучения до диафрагмы.
-расстояние от приемника излучения до диафрагмы.

Рассчитываем фокусное расстояние объектива.
 (6)
(6)
где ![]() - фокусное расстояние объектива;
- фокусное расстояние объектива;
![]() - высота диафрагмы
- высота диафрагмы

На расстоянии 212,5 мм угол расхождение излучения определяется соотношением:
 (7)
(7)
где ![]() - угол расхождение пучка лучей лазерного диода;
- угол расхождение пучка лучей лазерного диода;
![]() - световой диаметр линзы;
- световой диаметр линзы;
![]() - фокусное расстояние объектива.
- фокусное расстояние объектива.

Зная световой диаметр линзы, и учитывая расходимость пучка лучей лазерного диода, находим расстояние от лазерного диода до диафрагмы следующим соотношением:
 (8)
(8)
где ![]() - расстояние от лазерного диода до диафрагмы;
- расстояние от лазерного диода до диафрагмы;
![]() - высота диафрагмы
- высота диафрагмы
 мм
мм
Таким образом, расстояние от лазерного диода до диафрагмы составляет 2,65 мм.
По результатам габаритного расчета объектива получаем следующие величины:
Конструктивные параметры объектива:
R1=17,62 d1=33,205 тф4
R2=167,11 d2=2,0 1
R3=25,47 d3=4,0 лф5
R4= - 29,79 к8
Параксиальные характеристики объектива:
![]() = - 212,5
= - 212,5
![]() = 212,5
= 212,5
![]() = - 67, 7744
= - 67, 7744
![]() = 536,9299
= 536,9299
![]() = -144,7256
= -144,7256
![]() = 324,4298
= 324,4298
4.2Расчет светоделительной призмы
Размеры светоделительной призмы и расстояние были выбраны из конструктивных соображений. С учетом допусков размер светоделительной призмы равен 8х8 мм.
4.3 Расчет пентапризмы
Расчет размеров пентапризмы ведется от последней поверхности линзы объектива до ее входной грани, расположенной на расстоянии ![]() . Так как объектив формирует параллельный пучок лучей, то световой диаметр входной и выходной грани, с учетом допусков будет равен 10,25 мм.
. Так как объектив формирует параллельный пучок лучей, то световой диаметр входной и выходной грани, с учетом допусков будет равен 10,25 мм.
Находим длину хода луча в призме ![]() из следующего соотношения:
из следующего соотношения:
![]() =3,414 D(9)
=3,414 D(9)
![]() =
= ![]() мм
мм
4.4 Расчет окуляра
Для наблюдения и юстировки светового пятна на фотоприемнике введен наблюдательный канал. Для того чтобы глаз мог рассмотреть изображение предмета, необходимо иметь на выходе окуляр. Окуляр должен находится в фокальной плоскости объектива.
![]() = - 67, 7744 мм
= - 67, 7744 мм
Световой диаметр приемника излучения ![]() равен 14 мм.
равен 14 мм.
Диаметр глаза ![]() равен 4,5 мм.
равен 4,5 мм.
Выбираем окуляр таким образом, чтобы фокальная плоскость объектива была равна фокальной плоскости окуляра.
По результатам габаритного расчета окуляра получаем следующие величины:
Конструктивные параметры окуляра:
R1= 149,75 d1= 2,68 тф1
R2= 28,01 d2= 7,15 бк6
R3= -37,1 d3=34.42 1
R4=137,85 d2=7,15 к8
R5= -63,01
Параксиальные характеристики окуляра:
![]() = -49,99
= -49,99
![]() = 49,99
= 49,99
![]() = -21,5902
= -21,5902
![]() = 19,8969
= 19,8969
![]() = 28,4097
= 28,4097
![]() = -30,103
= -30,103
![]() = 0,9685
= 0,9685
5.ЭНЕРГЕТИЧЕСКИЙ РАСЧЕТ
Для обеспечения работоспособности любого оптико-электронного прибора важно получить определенные энергетические соотношения между полезным сигналом, т.е. сигналом от наблюдаемого объекта, и порогом чувствительности прибора - минимальным сигналом, при котором происходит надлежащее срабатывание оптико-электронного прибора. Порог чувствительности оптико-электронного прибора определяется обычно шумами. Определение этих соотношений и на их основе некоторых важнейших параметров оптико-электронного прибора (например, мощности источника, дальности действия, размера входного зрачка и.т.д.) составляет основное содержание и цель энергетических расчетов.
Последовательность энергетического расчета:
1.Расчет коэффициента использования лазера;
2.Расчет коэффициента светопропускания;
3.Расчет полного сигнала приемника;
4.Расчет крутизны сигнальной характеристики;
5. Расчет уровня сигнала соответствующий дополнительной погрешности;
6. Соотношение сигнал шум.
5.1 Расчет коэффициента использования лазера
При определении коэффициента использования лазера необходимо учитывать параметры оптической системы и светотехнические требования к обеспечению работы прибора. Прибор работает на дистанции от1м до 17м. В этом случае распределение энергии принципиально меняется. В ближней зоне определяется освещенностью входного и выходного зрачков объектива, а в дальней зоне соответствует распределению освещенности полевой диафрагмы. Для обеспечения условия равномерности освещенности необходимо отказаться от максимального использования лазера, а использовать только ту часть, когда индикатриса ( угловое распределение лазера) равномерна.
Определяем светопропускание излучателя на основании оптической схемы, которая задает расположение лазера, полевой диафрагмы, объектива. Затем находим коэффициент использования лазера, который определяет телесный угол, под которым со стороны лазера наблюдается объектив.
Находим телесный угол оптической системы:
 (11)
(11)
где![]() - телесный угол оптической системы;
- телесный угол оптической системы;
![]() -площадь выходного зрачка;
-площадь выходного зрачка;
![]() -длина оптической системы.
-длина оптической системы.
 (12)
(12)

Находим телесный угол излучения лазера:
 (13)
(13)
где ![]() - телесный угол излучения лазера;
- телесный угол излучения лазера;
Θ׀׀– расходимость излучения в горизонтальном направлении;
Θ┴ – расходимость излучения в вертикальном направлении.

 =
=![]()
Находим коэффициент использования лазера:
 (14)
(14)

5.2 Расчет коэффициента светопропускания
Коэффициент светопропускания можно вычислить по формуле (15):
![]()
![]() (15)
(15)
где ![]() - коэффициент отражения от поверхности деталей на границе воздух- стекло для непросветленных деталей из стекла с показателем преломления
- коэффициент отражения от поверхности деталей на границе воздух- стекло для непросветленных деталей из стекла с показателем преломления ![]() ;
;  ;
;
![]() -коэффициент поглощения стекла оптических деталей системы;
-коэффициент поглощения стекла оптических деталей системы;
![]() - длина хода осевого луча в деталях (см);
- длина хода осевого луча в деталях (см);
![]() -коэффициент отражения зеркальных непрозрачных покрытий и светоделительных покрытий;
-коэффициент отражения зеркальных непрозрачных покрытий и светоделительных покрытий;
![]() - коэффициент пропускания светоделительных покрытий;
- коэффициент пропускания светоделительных покрытий;
![]() - число деталей системы;
- число деталей системы;
![]() - число поверхностей, граничащих с воздухом, кроме поверхностей со светоделительным и зеркальным покрытием;
- число поверхностей, граничащих с воздухом, кроме поверхностей со светоделительным и зеркальным покрытием;
![]() -число поверхностей со светоделительным покрытием в условиях работы на пропускание.
-число поверхностей со светоделительным покрытием в условиях работы на пропускание.
![]() 0,29
0,29
5.3 Расчет полного сигнала приемника
Находим эффективный поток лазера по формуле (15):
![]() (15)
(15)
где ![]() - эффективный поток лазера;
- эффективный поток лазера;
![]() - полный поток без учета пропускания системы.
- полный поток без учета пропускания системы.
![]() Вт
Вт
Поток, приходящий на приемник излучения уменьшается в зависимости коэффициента светопропускания. Тогда полный поток с учетом пропускания системы будет равен:
![]() (16)
(16)
![]() Вт
Вт
5.4 Расчет крутизны сигнальной характеристики
Величина тока сигнала приемника, попадающего на одну из половин, будет равна:
 (17)
(17)
Из параметров приемника токовая чувствительность - ![]() равна 0,4 А / Вт, а относительная чувствительность -
равна 0,4 А / Вт, а относительная чувствительность - ![]() - 0,75
- 0,75
![]() А
А
В качестве согласующего усилителя используем преобразователь ток – напряжения с ![]() ом
ом
![]() (18)
(18)
![]() В
В
Далее необходимо найти крутизну сигнальной характеристики при смещении пятна на приемной площадке. Для этого находим приращение сигнала при смещении на 1 мм. Величину приращения сигнала находим из условия пропорционального изменения сигнала и изменения засвечиваемой площадке приемника.
Площадь засветки приемника равна 50,26 мм.
При смещении пятна на 1 мм приращение площади будет 8 мм, тогда приращение сигнала будет:
 (19)
(19)
![]()
![]() В
В
5.5 Расчет уровня сигнала соответствующий дополнительной погрешности
Находим величину электрического сигнала, соответствующей дополнительной погрешности:
![]() (20)
(20)
![]() В
В
5.6 Соотношение сигнал шум
Находим напряжение шума.
Шум определяется дробовым током фотоприемника с учетом ![]() .
.
Дисперсию тока дробового шума в полосе частот ![]() определяют по формуле Шоттки:
определяют по формуле Шоттки:
![]() (21)
(21)
где ![]() - заряд электрона;
- заряд электрона; ![]() =
=![]() ;
;
![]() - среднее значение тока в приемнике. Из паспортных данных приемника
- среднее значение тока в приемнике. Из паспортных данных приемника
![]() А
А
![]() - частота.
- частота.
![]()
![]() А
А
![]()
![]() А
А
Протекая по нагрузочному сопротивлению ![]() , ток дробового шума создает напряжение шума:
, ток дробового шума создает напряжение шума:
![]()
![]() (22)
(22)
![]() В
В
 (23)
(23)
![]()
![]()
По результатам энергетического расчета можно сделать 2 заключения:
1.Дисперсия отсчетов, вызванная шумовыми флуктуациями сигнального тока пренебрежительно мала;
2. Уровень сигнала соответствует дополнительной ошибки равной 17 мВ, что позволяет использовать простой 10 бит АЦП для управления шкалы индикатора без дополнительного усилителя.
6.АНАЛИЗ ПОГРЕШНОСТЕЙ УСТРОЙСТВА
Процесс функционирования устройства контроля плоскостности сопровождается погрешностями (потерей информации), которые определяют точность измерения. Погрешность измерения обусловлена потерей информации, возникающими до преобразования входного сигнала в приборе, непосредственно в процессе преобразования и при регистрации (обработке) результатов.
Погрешности из-за потери информации до преобразования ее в приборе, а также при регистрации и обработке, называют методическими погрешностями.
Погрешности, обусловленные потерей информации в самом устройстве называют инструментальными погрешностями.
![]() (23)
(23)
6.1 Методические погрешности
Методические погрешности обусловлены ошибочностью или недостаточностью разработки принятой теории метода функционирования прибора в целом, допущениями в отношении объекта сигнала или канала прохождения сигнала и т.п. Измерительный процесс, выполняемый с помощью лазерного излучения, на котором основан принцип работы устройства имеет большую пространственную протяженность, поэтому в цеховых условиях не представляется возможность создать пространственно стабильные, однородные и изотропные температурные, световые и другие условия для обеспечения оптимальной работы лазерных измерительных систем.
На точность работы с помощью лазерного излучения большое влияние оказывают воздушный тракт и среда, разделяющие лазерный излучатель и координатный фотоприемник.
В результате теоретических и экспериментальных исследований [6] установлена степень влияния воздушной среды на точность измерений с помощью лазерного излучения, определены основные погрешности, вносимые воздушным трактом в процессе измерения.
Лазерное излучение, распространяющееся в неоднородной воздушной среде, претерпевает ряд изменений под влиянием различных факторов. Основные из них изменений можно разделить на следующие группы:
- Ослабление излучения, происходящего за счет поглощения и рассеивания энергии;
- Рефракция лазерного луча за счет изменения средней величины коэффициента преломления среды по длине воздушного тракта;
- Случайной рассеивание излучения, обусловленное флуктуациями показателя преломления среды.
![]() (24)
(24)
6.1.1 Ослабление излучения лазерного диода в воздушном тракте и его влияние на точность работы измерительной системы
При расчетах поглощений лазерного излучения необходимо с высокой точностью знать положение центров линий поглощения и линии излучения лазерного диода. Для выбранного нами диода, работающего на длинах волн 0,65 нм, нет ближних линий поглощения атмосферных газов, поэтому поглощение излучения воздушным трактом на этой длине волны будет незначительным.
В атмосфере производственных помещений находится всегда определенное количество пыли, частиц дыма, испарения, размеры которых могут быть значительно больше длины волны.
Учитывая, что длина воздушного тракта не превышает 100 метров, влиянием ослабления излучения можно пренебречь.
6.1.2 Рефракция лазерного луча
Влияние рефракции на траекторию лазерного луча (l=0.65 нм) аналогично влиянию на белый световой луч и имеет сезонную и суточную периодичность.
Погрешность от регулярных рефракций определяется зависимостью:
 (25)
(25)
где ![]() -коэффициент земной рефракции (0,14);
-коэффициент земной рефракции (0,14);
![]() -длина воздушного тракта (17м);
-длина воздушного тракта (17м);
![]() -земной радиус (6380 км).
-земной радиус (6380 км).
В цеховых помещениях заводов температурный градиент достигает 0,1…0,2˚С/ м и более. При этих условиях рефракция достигает ± 0,003… ± 0,006 мм при длине воздушного тракта до 17 метров.
Погрешности от рефракции лазерного луча можно отнести к систематическим, если их рассматривать для одной конкретной схемы контроля изделий. С изменением схемы контроля, при которой изменяется угол между направлением лазерного луча и градиентом показателя преломления среды, эту погрешность следует оценивать как случайную.
6.1.3 Погрешности центрирования от флуктуации показателя преломления воздушного тракта
Флуктуация тепловых неоднородностей в воздушном тракте являются причиной дрожания луча.
Луч лазерного диода, упавший на какой- либо элемент s1 неоднородности, отклоняется на малый угол δφ1 и попадает на элемент s2, который, в свою очередь отклоняет луч на элементарный угол δφ2 и т.д. В результате прохождения луча через толщу неоднородностей он претерпевает n случайных независимых процессов отклонения от n неоднородностей. Для анализа суммарного эффекта таких процессов применяют статистические методы.
Среднеквадратическая погрешность смещения реперной оси лазерного луча от действия неоднородностей турбулентного тракта принимает вид:
 (26)
(26)
где ∆t – изменение температуры воздушного тракта (в цеховых помещениях от 0,01 до 0,1˚С);
t- температура в цехе ( для средней полосы от 10˚С до 27˚С);
l- длина воздушного тракта.
![]()
![]()
![]() (27)
(27)
Подставляя значение (26) и (28) в выражение (25) получаем
![]() 0.003 мм
0.003 мм
6.2 Инструментальные погрешности
Инструментальные погрешности подразделяются на теоретические, технологические и эксплуатационные.
В данном случае к инструментальным погрешностям относятся отклонения от расчетных значений характеристик деталей и погрешности электронного измерительного канала.
К инструментальным погрешностям значений характеристик деталей относится:
· Показатели преломления;
· Модуль упругости;
· Коэффициент линейного расширения.
Погрешности размеров и форм деталей:
· Погрешность радиусов кривизны (0.003мм);
· Погрешности формы рабочих поверхностей линз (0.001).
Погрешность расположения и деформации деталей:
· Децентрировка линз (0.001 мм);
· Деформация линз (0.003мм);
· Погрешность значений воздушных промежутков (0.01 мм).
Погрешность от поворота пентапризмы:
Погрешностью поворачивающейся пентапризмы является отклонение проходящего через него пучка лучей. Наклоны пентапризмы происходят из-за зазоров направляющих вращение призмы.
Рассмотрим возможные наклоны призмы относительно осей декартовой системы координат.
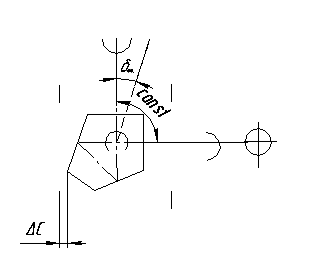
рис.20. Наклоны призмы относительно осей декартовой системы координат.
Наклон вокруг оси Х не влияет на положение проходящего через призму луча, благодаря инвариантному свойству призмы в главном сечении.
Наклон вокруг оси У не вносит погрешность, т.к. в этом направлении не происходит измерение.
Наклон вокруг оси Z (ось визирования) вносит погрешность измерения, которые относятся к разряду косинусной погрешности.
Оценим величину этой погрешности для габаритов нашей системы.
Угол наклона призмы определяется по формуле (28).
 (28)
(28)
Где α – угол наклона призмы;
![]() - величина зазора в направляющих (0.005 мм);
- величина зазора в направляющих (0.005 мм);
L – расстояние между подшипниками направляющих(80мм).
![]() 6,25·10-5
6,25·10-5
Определим величину погрешности в относительных величинах
![]() (29)
(29)
![]() 0.001мм
0.001мм
Таким образом, погрешность от наклона призмы не превышает 0,1% от измеренной величины.
Эксплуатационные погрешности:
· Погрешность чувствительности приемника (0.003 мм);
· Погрешность излучательной способности (0.009мм);
· Погрешность отсчета (электронная обработка 0.0001 мм).
Погрешности электронного измерительного канала.
Погрешности электронного тракта являются инструментальными погрешностями, но с другой стороны они разделяются на случайные и систематические.
Систематические погрешности при достаточном уровне исследования могут быть скомпенсированы и учтены и входят в состав дополнительной ошибки.
Случайные погрешности не могут быть скомпенсированы и учтены, и входят в основную ошибку прибора.
Проведем анализ составляющих погрешностей звеньев схемы обработки сигнала, а затем уточним их величину и возможность компенсации систематических составляющих.
Первым звеном электронной системы обработки сигнала является измерительный преобразователь — фотодиод и именно он определяет возможный динамический диапазон этой системы.
Фотодиод, как источник ошибок измерения, можно охарактеризовать уровнем темнового тока, температурным коэффициентом абсолютной чувствительности фотодиода, уровнем шумового тока и восприимчивостью к электромагнитным помехам внешних источников. Безусловно не надо забывать и о зависимости относительной спектральной чувствительности от температуры. Однако эти температурные вариации существенны в основном на краях рабочего спектрального интервала приемника излучения. При выборе приемника излучения стремимся к обеспечению возможности работы приемника в области максимальной чувствительности, а, следовательно, и вдали от красной и синей границ его спектрального диапазона.
Темновой ток фотодиода и температурная зависимость абсолютной чувствительности достаточно хорошо изученные зависимости. Как отмечают многое авторы, величина темнового тока конкретного прибора может служить мерой температуры его перехода в соответствии с известным выражением для тока полупроводникового диода:
 (30)
(30)
Где Id - ток фотодиода в конкретном режиме с начальным темновым током;
I0(Т) зависящем от температуры;
V — напряжение на переходе, которое зависит от схемы использования;
е — заряд электрона (1,6*10^-19 Кл);
k — постоянная Больцмана (1,38*10^-23);
T — абсолютная температура перехода.
Шумовые свойства и восприимчивость к электромагнитным помехам зависят и от исходных свойств материала, технологии изготовления и конструктивного оформления прибора и от режима работы прибора. В соответствии с особенностями решаемых в настоящей работе задач, имеется возможность работы приемника излучения на основе собственного поглощения материала не используя дополнительного легирования для смещения красной границы фотоэффекта. Выше проводилось обоснование выбора типа приемника излучения и его режима работы для обеспечения линейности световой характеристики в большом динамическом диапазоне освещенности или энергетической облученности.
Использование схемы обработки сигнала без предварительной модуляции полезного сигнала приводит к необходимости учета сверх-низкочастотных шумов фотоприемника и входа электронной схемы.
Температурные дрейфы всех усилительных каскадов приведенных ко входу АЦП определят дополнительную систематическую аддитивную погрешность, в то время как температурная зависимость абсолютной чувствительности приемника излучения, температурная зависимость коэффициента передачи канала усиления сигнала приемника излучения и погрешность напряжения опорного источника напряжения формируют величину дополнительной систематической мультипликативной температурной погрешности измерения.
Погрешности АЦП необходимо разделить на методические и инструментальные. Так как даже идеальный квантователь ограниченной разрядности имеет ступенчатую функцию преобразования h(u), то представление реальной аналоговой величины u(t) возможно только с погрешностью;
![]()
Где g — номинальная ступень квантования;
Fr — символ обозначающий дробную часть числа.
Используемые в составе рабочего средства измерения АЦП двойного интегрирования характеризуются следующими параметрами: число однозначных ступеней квантования равно 1999, погрешность преобразования соответствует ± 1 емр (единица младшего разряда АЦП), погрешность поддержания опорного напряжения за время преобразования 0,2%, дополнительная температурная погрешность ±1 емр при изменении температуры от 10 и до 40 °C. Дополнительной инструментальной погрешностью будет погрешность опорного напряжения.
Если учесть, что для удобства работы с прибором выбран переход между шкалами по аналоговому сигналу равный 10 , то погрешность представления результата измерения будет:
 (32)
(32)
Где f6 — составляющая основной погрешности прибора согласно рекомендациям МКО;
k — коэффициент перехода между шкалами;
d — погрешность квантования;
P — максимальное число квантований.
Величина погрешности получается равной 0,02%.
Проведем рассмотрение прохождения аддитивной составляющей ошибки измерения под воздействием температуры. Диапазон вариаций температуры окружающей среды должен соответствовать ТЗ на создаваемые приборы, для случая приборов цехового контроля этот диапазон обычно ограничивается 20°C.
Погрешности и возмущения отдельных звеньев проявляются в показаниях прибора с учетом коэффициента связи конкретного звена.
Первое звено электронной схемы — фотодиод является звеном с наибольшим разбросом параметров, как в части спектральных свойств, так и в части абсолютной чувствительности.
Начальное смещение сигнальной характеристики компенсируется в звене согласующего каскада сигналом компенсатора начального смещения.
Величина темнового тока зависит от температуры в соответствии с изменением темнового тока:
![]() (33)
(33)
Тогда систематическая погрешность смещения фотодатчика может быть выражена:
![]()
Где Ku — коэффициент передачи канала от фотодатчика до измерительного АЦП.
Для типового датчика при допустимом интервале изменении температуры окружающей среды величина этой компоненты аддитивной составляющей погрешности измерения оценивается в относительных величинах 0,2 % на младшей шкале прибора.
Как уже отмечалось выше, температурная погрешность опорного источника проявляется, в том числе, в виде смещения компенсации начального уровня. В практике цифровых приборов среднего уровня точности, особенно переносных и малогабаритных, широко используются опорные источники на базе полевого транзистора с p/n переходом. По данным фирмы Siliconix они характеризуются следующими параметрами:
номинальный ток стабилизации — 0,22 до 4,7 мА
Допуск — 10%
Температурный коэффициент — 0,15 %/°C
Эта температурная погрешность проявляется через величину сигнала компенсирующего начальное смещение и влияние этой погрешности будет тем больше чем больше будет начальное смещение фотодатчика.
С учетом выше сказанного можно написать выражение для зависимости аддитивной составляющей систематической погрешности источника опорного напряжения в виде:
![]()
Операционные усилители используемые в составе схемы тоже вносят свой вклад в аддитивную погрешность прибора. С точки зрения ухода начала шкалы прибора все операционные усилители характеризуются величиной начального смешения и его температурным коэффициентом, а так же величиной начальных входных токов, их разностью и их температурным коэффициентом. При правильно спроектированной схеме токовой температурной зависимостью можно пренебречь, и в этом случае остается температурный дрейф начального смещения.
Величина начального смещения усилителя компенсируется в процессе настройки прибора, а температурный коэффициент отдельных звеньев приводит к дополнительной погрешности. Если ввести обозначение для коэффициента передачи от входа данного каскада до входа АЦП вида Kik то выражение для температурного смещения показания прибора из-за дрейфа входных цепей ОУ напишем в виде :

Где aik — температурный коэффициент i-того каскада.
В случае использовании указанных выше приборов температурный дрейф можно оценить величиной 90 мкВ / К, что при перепаде температуры в 20°C приведет к погрешности в 0,2% относительной величины на младшей шкале прибора.
Кроме влияния окружающей температуры, на показания прибора в принципе оказывает влияние изменение напряжения питания электронной схемы. Эти воздействия производятся через смещения начального уровня ОУ и через изменение коэффициента сбора носителей фотодатчика. Современные ОУ характеризуются коэффициентом подавления влияния источника питания на уровне от 90 до 120 дб и нестабильность на уровне долей вольта не оказывает заметного влияния на показания прибора.
Под влиянием вариаций температуры происходят процессы приводящие и к изменению коэффициентов передачи отдельных звеньев. В частности приемник излучения при температурах в близи нормальных характеризуется температурным коэффициентом равным - 0,003 /°С. Отмеченная выше температурная погрешность источника опорного напряжения приводит не только к смещению начального уровня , но и к изменению чувствительности АЦП.
Положительный температурный коэффициент опорного источника приводит к возрастанию величины опорного напряжения, что с учетом используемой схемотехники приводит к уменьшению чувствительности прибора.
Выражение для зависимости приведенной чувствительности от изменения рабочей температуры можно привести в виде:
![]()
В соответствии с этим выражение для мультикативной составляющей систематической дополнительной температурной ошибки примет вид :
![]()
Мультипликативная погрешность является дополнительной и систематической и может быть скомпенсирована в процессе обработки сигнала. Если подставить численные значения температурных коэффициентов в предыдущее выражение, то можно написать выражения для учета этой компоненты систематической погрешности.

Где Ei и Ek — измеренные и компенсированные значения энергетической яркости.
Для оценки относительной величины вклада отдельных составляющих погрешности приведем сводную таблицу №4 для электронного измерительного канала.
Таблица №4
| N | Источник ошибки и ее характеристики | |
| 1 | АЦП основная дискретизации случайная | 0,05% |
| 2 | АЦП дополнительная систематическая | 0,2 % |
| 3 | АЦП дополнит. систематическая от Т | 0,02 % |
| 4 | ИОН дополнит.систем. мултип. от Т | 0,15 %/К |
| 5 | ИОН дополнит систем. адоттив. от Т | 0,009%/К |
| 6 | Фотодиод адитив. систем. допол. отТ | 0,002%/К |
| 7 | Фотодиод мультип. системат. допол. отТ | 0,3%/К |
| 8 | Дрейф нуля усилителя случайн. допол. | 0,0005% |
| ИТОГО при работе в цеховых условиях ( DТ = 20К ) 2,135 % | ||
Как видно из таблицы, основной вклад в погрешность измерения электронного канала вносят температурные зависимости чувствительности и начального тока фотодиода и источника опорного напряжения.
Аддитивность погрешности начального тока фотодиода ограничивает возможности увеличения чувствительности прибора без аппаратного решения термоконпенсации фотодатчика.
Погрешность усилительного канала 2,135% при использовании приближения Стефана-Больцмана приводит к ошибке измеряемой величины на уровне 0,5%, что удовлетворяет требованиям ТЗ.
Основные влияющие ошибки электронного измерительного канала это ошибка источника опорного напряжения, она является систематической и составляет 0,15% от своего значения в температурном диапазоне 20К, и чувствительность фотодиода. Погрешность фотодиода создает систематическую и дополнительную погрешность измерения, которую можно учесть алгоритмом обработки сигнала и производить компенсацию ее, используя упрощенную схему выделения сигнала. Тогда эта ошибка может быть уменьшена до погрешности схемы аналоговой компенсации 0,3% на 1К (при 20˚ она составляет 6%), но используя схему компенсации по суммарному сигналу эту погрешность можно уменьшить в 100 раз и более. Для этого надо использовать суммарный сигнал двух площадок фотодиода для формирования опорного напряжения АЦП. В результате действительных значений погрешностей из-за нестабильности фотодиода без использования дополнительных настроек будет уменьшена до уровня 0,06%.
В связи с тем, что инструментальные погрешности в устройстве имеют случайный вид, и их можно измерить только на изготовленном изделии, следовательно, погрешности берем из справочника.
![]()
![]()
Считаем суммарную погрешность всего устройства по формуле (23):
![]()
Суммарная погрешность устройства равна 0,016 мм, что удовлетворяет условию задания, погрешность не должна превышать 0, 02 мм.
7. ОПИСАНИЕ КОНСТРУКЦИИ
Конструкция устройства для контроля плоскостности состоит из двух устройств: базового устройства и измерителя.
В базовое устройство входит узел формирующий световую ось, узел визуального контроля и узел поворотной призмы. Общий вид указан на чертеже ДП.593.001.000 СБ.
Узел формирующий базовую ось включает в себя двухкомпонентный объектив, который смонтирован в цилиндрическом корпусе. Расстояние обеспечивается промежуточным кольцом. Объектив закреплен насыпным методом. Источник излучения зажимается в оправе прижимным кольцом вместе с диафрагмой. Для продольной юстировки положения диафрагмы ее оправа снабжена резьбовой поверхностью. В центре устройства установлена призма-куб, которая прижимается Z- образной планкой.
Узел визуального контроля привинчена труба с перемещающимся окуляром. Окуляр представляет собой двухкомпонентную систему, закрепленную насыпным методом. Перемещение осуществляется при помощи ручки 42, которая сопрягается с криволинейным пазом с деталью корпуса позиции34.
Узел поворотной призмы поворачивается вокруг вертикальной оси устройства. Для этого применяется направляющая вращения, выполненная подшипником позиции 47 и позиции 48. Для регулировки устройства применены юстировочные винты позиции 9. Узел поворотной призмы закрыт кожухом позицией12 и позицией 4.
Измерительное устройство выполнено в виде единого основания позиции 9, на котором смонтированы базовые элементы и базовая часть. Базовые элементы выполнены в виде цилиндрической детали, которые закреплены с нижней частью основания винтами позиции 15 на расстоянии 180мм. Измерительная часть устройства смонтирована в общей втулке позиции 8, в которой крепиться фотодиод. Фотодиод позиции 1 сопрягается с металлическими деталями устройства через диэлектрические кольца позиции 4. Устройство обеспечивается поперечной юстировкой устройства. Для этого конструкция снабжена двумя упорными винтами. Для вертикального перемещения на верхней части основания смонтирована шариковая направляющая позиции 13. Перемещающийся ползун соединен в нижней части с индикаторным щупом позиции 7. В нерабочем положении направляющая фиксируется упорными винтами позиции14. Общий вид измерительного устройства указан на чертеже ДП 593.002.000СБ.
8.ОПИСАНИЕ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ
Электрическая схема включения фотодиода состоит из двух согласующих усилителей, аналогового сумматора, решающего аналогово-цифрового преобразователя и индикатора. Электрическая схема включения фотодиода показана на рисунке 21.

рис.21.Электрическая схема включения фотодиода.
Двух площадочный приемник излучения на базе фотодиода подключен к двухканальному преобразователю ток-напряжение. Для полного обеспечения приемника излучения, его чувствительные площадки соединяются в две группы, горизонтально расположенных, и образуют координатную систему вдоль оси Y.
Фотодиод работает в режиме источника тока с постоянным напряжением на переходе, что обеспечивает большой динамический диапазон изменения сигнала (1010) при сохранении линейности сигнальной характеристики. Сигнал с выхода ток-напряжения поступает на два сумматора, один из которых собран по схеме инвертирующего усилителя и производит сумму сигналов по обоим входам с одним знаком. В результате чего на выходе этого сумматора будем иметь сумму сигналов преобразователя ток-напряжения с противоположным знаком. Второй сумматор собран по схеме дифференциального усилителя. С первого преобразователя ток-напряжения сигнал поступает на инвертирующий вход сумматора через R5, а со второго преобразователя ток-напряжения подается сигнал на инвертирующий вход через R7. Номинал резисторов R5÷R8 будут равны. В этом случае напряжение на выходе второго сумматора будет U2-U1. Полученное напряжение сумматоров направляется на АЦП двойного интегрирования.
Основные достоинства АЦП двойного интегрирования заключается в его помехозащищенности, высокой точности и возможности получения сигнала на выходе АЦП пропорционального отношению двух сигналов. Кроме того, выбранная микросхема позволяет прямое подключение жидкокристаллического индикатора к выходу АЦП.
Выход первого сумматора формирует опорный сигнал АЦП. Дифференциальный сигнал подается на основной вход АЦП.
В результате показания на выходе АЦП на панели индикации будет вычисляться по формуле(40):
 (40)
(40)
9.МЕТОДИКА ЮСТИРОВКИ УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ
9.1 Регулировка фокусного расстояния
Для этой операции используется оптическая скамья, состоящая из коллиматора и микроскопа. В фокальной плоскости коллиматорного объектива расположена сетка с несколькими вертикальными штрихами. Ее изображение получается в фокальной плоскости испытуемого объектива. Это изображение рассматривают посредством микроскопа и измеряют с помощью окуляр-микрометра.
Регулировка фокусного расстояния осуществляется подрезкой промежуточного кольца позиции 14.
9.2 Установка диафрагмы в фокальной плоскости объектива
Юстировка источника излучения включает в себя два этапа: установка диафрагмы в фокальной плоскости объектива и получение максимальной освещенности диафрагмы.
Установка диафрагмы в фокальной плоскости объектива производится с помощью оптической скамьи (аналогично п.9.1). В фокальной плоскости коллиматорного объектива расположено матовое стекло. Продольным перемещением диафрагмы, наблюдая через микроскоп ее изображение, добиваемся резкого изображения. Наклоном источника излучения добиваемся максимального и равномерного заполнения диафрагмы световым потоком.
9.3 Контроль направляющих
Все виды направляющих должны отвечать следующим основным требованиям: иметь необходимые точность и плавность движения, малое трение, малый износ.
Эти требования удовлетворяются за счет выбора материалов сопрягаемых деталей с одинаковым или близким коэффициентом линейного расширения, качественной обработки и подготовки поверхностей направляющих, а также за счет применения качественных смазок.
Сборку узла с направляющими вращательного движения осуществляется следующим образом.
1. Комплектуют шарикоподшипники с валом для посадки их на вал с предусмотренным натягом.
2. Монтаж подшипников.
3. Регулировка подшипников. Она заключается в создании осевого натяга, требуемую величину которого в узлах обеспечивают с помощью подрезки кольца.
4. Контроль сборки направляющих (легкость вращения, биение и др.). Для этого корпус индикатора закрепляют на неподвижной части узла. Касаясь чувствительным элементом индикатора проверяемой поверхности вращающейся детали, по шкале индикатора находят величину биений. На этой стадии сборки осуществляют дополнительную регулировку, чистку и смазку узла.
9.4 Юстировка светоделительного кубика
Юстировка светоделительного кубика осуществляется разворотом самого кубика вокруг визирной оси.
Наблюдая в окуляр, добиваемся резкого изображения пятна на тест-объекте, расположенного на расстоянии 17 м.
Таблица №5
Юстировка устройства для измерения отклонения от плоскостности
| Наименование операции | Схема юстировки | Описание операции и оборудование |
| 1.Регулировка фокусного расстояния |  |
Оборудование: оптическая скамья, состоящая из коллиматора-К и микроскопа-М. Наблюдаем через М изображение сетки и измеряем с помощью окуляр-микрометра. Регулировка фокусного расстояния осуществляется с помощью подрезки кольца. |
| 2.Установка диафрагмы в фокальной плоскости объектива |  |
Оборудование: оптическая скамья, состоящая из коллиматора-К и микроскопа-М. Продольным перемещением узла диафрагмы-У.Д., наблюдая через М, добиваемся резкого изображения. |
| 3.Регулировка осевого натяга. |  |
Регулировка осевого натяга обеспечивается с помощью подрезки кольца. |
| 4.Юстировка светоделительного кубика |  |
С помощью разворота светоделитель-ного кубика, наблюдая в окуляр, добиваемся резкого изображения пятна на тест-объекте, расположен-ного на расстоянии 17м. |
10.ЭКОНОМИЧЕСКАЯ ЧАСТЬ
10.1Определение состава расчета
Дипломная работа посвящена разработке устройства для контроля плоскостности поверхности. На основании проведенного ранее обзора различных методов и средств контроля плоскостности можно сделать вывод, что устройство имеет аналог, позволяющий получить те же результаты, что и объект разработки. Аналогом является плоскомер ИС–41М. Товарный тип объекта разработки определяется путем анализа рыночной цели его создания. В данном случае товаром является разработка сама по себе, т.е. предназначена для прямой рыночной реализации. В соответствии с этим выбираем вариант расчета №1 [19].
Таким образом, можно определить состав расчетов в экономической части:
-смета затрат на разработку;
-определение конкурентной цены;
- расчет себестоимости;
-экономические результаты.
10.2 Расчет сметы затрат на разработку
В состав сметной стоимости разработки входят следующие статьи затрат:
· Материалы, покупные изделия и полуфабрикаты,
· Специальное оборудование для проведения разработки,
· Основная заработная плата,
· Отчисление на социальные нужды,
· Затраты на электроэнергию для технологических целей,
· Контрагентные работы,
· Прочие затраты,
· Накладные расходы.
Стоимость материалов, покупных изделий, полуфабрикатов См оценивается по действующим рыночным ценам.
Общие затраты на разработку представлены в таблице
Расчет затрат на расходные материалы
Таблица5
| № п/п | Наименование расходных материалов | Ед. изм. | Кол-во | Цена единицы (руб.) |
Сумма (руб.) |
| 1 | Ватман | шт | 7 | 7 | 49 |
| 2 | Бумага для принтера | Упак. | 1 | 90 | 90 |
| 3 | Картридж для принтера | шт | 1 | 400 | 400 |
| Итого | 539 |
Расчет затрат на специальное оборудование для проведения разработки
Стоимость специального оборудования для проведения разработки Cоб в зависимости от его наличия вычисляется по-разному. При приобретении и использовании наличного оборудования в смету включаются только амортизационные отчисления по нормативам.
Они вычисляются по формуле (40):
![]() (40)
(40)
где m- количество видов специального оборудования;
НА - годовая норма амортизационных отчислений;
Цоб - цена единицы оборудования;
tn – время использования оборудования для исследования (работы), число лет.
Таблица 6
№п/п |
Номенкла-тура спец. оборудо-вания |
Ед. изм | Кол-во единиц |
Цена единицы (руб.) |
Время использо- вания (лет) |
Годов. норма аморт. отчисл. |
Итого стоимость спец. оборудов (руб.) |
| 1 | Компьютер | шт. | 1 | 18000 | 0.18 | 20% | 648 |
| 2 | Принтер | шт. | 1 | 2400 | 0.18 | 20% | 86 |
Тогда ![]() руб
руб
Основная заработная плата (Сос) определяется по формуле:
![]() (41)
(41)
где к –количество категорий разработчиков;
Пmj – количество разработчиков данной категории;
![]() - среднечасовая заработная плата j-ой категории разработчиков, руб;
- среднечасовая заработная плата j-ой категории разработчиков, руб;
Р- продолжительность работы, выполняемой работником определенной категории, час.
Разработка конструкции устройства выполняется конструктором и технологом. Они работают в течении трех месяцев, т.е. 62 рабочих дня по 8 часов в день. Заработная плата конструктора составляет 7000 рублей в месяц, заработная плата технолога-5000 рублей в месяц.
Определим среднечасовую заработную плату каждой категории разработчиков.
![]() = 7000:168= 41,66 руб.
= 7000:168= 41,66 руб.
![]() = 5000:168=29,76 руб.
= 5000:168=29,76 руб.
Таким образом, основная заработная плата разработчиков составляет 12000 рублей.
Дополнительная заработная плата ( Cдоп) определяется по формуле:
 (42)
(42)
где ![]() - норматив затрат на дополнительную зарплату от основной,
- норматив затрат на дополнительную зарплату от основной, ![]() = 10…15%.
= 10…15%.
![]() 1200 руб.
1200 руб.
Отчисление в социальные внебюджетные фонды определяются по формуле:
 (43)
(43)
где r- суммарная величина отчислений в социальные внебюджетные фонды (35,6%).
![]() 4700 руб.
4700 руб.
Затраты на электроэнергию для технологических целей (Сэн) определяется по формуле
![]() (44)
(44)
где l- номенклатура оборудования, используемого для разработки;
Wi – мощность оборудования по паспорту, кВт;
Ti- время использования для проведения разработки, час;
Ckr – стоимость одного кВт-час электроэнергии, руб;
Kwi – коэффициент использования мощности (Kwi<1).
Для разработки и испытаний устройства используется следующее оборудование: персональный компьютер в количестве 1 штука и принтер с номинальной мощностью 40 Вт (0,04 кВт) и коэффициентом использования мощности Кwi = 0,4 . Время работы сотрудников за компьютером с принтером 3 месяца, что при 21 рабочем дне продолжительностью 8 часов составит 504 часа. Время работы сотрудников за принтером 1 месяц, что при 21 рабочем дне продолжительностью 8 часов составит 168 часов. При стоимости одного кВт/часа электроэнергии 1,10 руб. имеем:
Сэн = 1,10 • 0,04 • (504 +168) ≈ 30 руб.
Затраты на командировки ( Ском) не учитываются, так как разработка не требует выезда в командировки.
Стоимость контрагентных работ (Скр), т.е, работ, выполняемых сторонними организациями непосредственно для данной разработки, не учитывается, так как все работы выполняются в одной организации.
К статье "Прочие затраты" (Сп) относятся затраты, связанные с оплатой экспертиз, консультаций, получением патентной информации, арендой помещений и т.п.
Накладные расходы (Сп) начисляются в процентах к основной заработной плате.
Примем в качестве прочих затрат 5% от суммы предыдущих статей, связанных с оплатой консультаций.
Сп = (См +Соб +Сос + Сдоп +Ссф + Сэн +Скр)∙0,05. (45)
Подставим величины и получим
Сп = 957 руб
Накладные расходы Сн начисляются в процентах к основной заработной плате (от 70 до 100%). Примем Сн = 80%. Тогда
Сн = 7000 • 0,8 = 5600 руб.
Общая сметная стоимость (Ср) определяется суммированием ее составляющих:
Cр= СМ+Соб+Сос+ Сдоп+ Ссн+Сэн + Сп+ Сн (46)
Полученные данные сведены в таблицу № 7
Таблица № 7
| № п.п | Статьи расходов | Условные обозначения | Затраты по статьям (руб.) |
| 1 | Материалы, покупные изделия и полуфабрикаты | СМ | 539 |
| 2 | Спец. оборудование для проведения разработки | Соб | 660 |
| 3 | Основная заработная плата разработчиков | Сос | 12000 |
| 4 | Дополнительная заработная плата | Сдоп | 1200 |
| 5 | Отчисление на социальные нужды | Ссф | 4700 |
| 6 | Затраты на электроэнергию для технологич. целей | Сэн | 30 |
| 7 | Прочие затраты | Сп | 957 |
| 8 | Накладные расходы | Сн | 5600 |
| Итого: | Cр | 25686 | |
10.3 Определение конкурентной цены объекта
Рыночная цена аналога объекта разработки оптического плоскомера ИС-41 М составляет 35000 рублей.
Конкурентная цена объекта (Цконк) определяется по формуле "Берим":
 (47)
(47)
где Ца- рыночная цена аналога объекта разработки, руб.;
A,B,..- оценки значимости технико-эксплуатационных характеристик (параметров конкурентоспособности); A+B+…=1;
Возьмем за А –погрешность измерения, за В-габаритные размеры деталей, за С- диапазон измерения отклонений.
X0, Y0…- численные значения технико-эксплуатационных характеристик объекта раработки;(0,02;17000;0,1)
Xa,Ya…- численные значения технико-эксплуатационных характеристик аналога;(0,1;1000;3)
n- параметр нелинейности измерения цены ( усиление конкурентоспособности),
n=0,4…0,7.
Примечание. Отношение ![]() … заменяется на отношение
… заменяется на отношение ![]() , если повышение технико-эксплуатационных характеристик заключается в снижении их численного значения.
, если повышение технико-эксплуатационных характеристик заключается в снижении их численного значения.
![]()

10.4 Расчет себестоимости изделия
В состав себестоимости продукции включается следующие статьи затрат:
1. Затраты на сырье и материалы;
2. Затраты на покупные комплектующие изделия и полуфабрикаты;
3. Затраты на технологическое топливо и электроэнергию;
4. Основная заработная плата рабочих;
5. Дополнительная заработная плата рабочих;
6. Отчисление в социальные внебюджетные фонды;
7. Расходы на содержание и эксплуатацию оборудования;
8. Общецеховые условия;
9. Цеховая себестоимость изделия;
10. Общепроизводственные расходы;
11. Общепроизводственная себестоимость изделия;
12. Внепроизводственные расходы;
13. Полная себестоимость изделия.
Таблица №8
| № п.п | Наименование материалов, покупных изделий, п/фабрикатов | Ед. изме-рения | Кол-во | Цена единицы (руб.) | Сумма (руб.) | Транспортно –заготовитель- ные расходы |
| 1 | Материалы | |||||
| 1.1 | Сталь | кг | 3 | 50 | 150 | 1,03 |
| 1.2 | Алюминий | кг | 3 | 150 | 450 | 1,03 |
| 1.3 | Отрицательная линза | шт | 1 | 150 | 150 | 1,03 |
| 1.4 | Положительная линза | шт | 1 | 100 | 100 | 1,03 |
| 1.5 | Склейка | шт | 2 | 250 | 250 | 1,03 |
| 1.6 | Призма-куб | шт | 1 | 700 | 700 | 1,03 |
| 1.7 | Пента-призма | шт | 1 | 500 | 500 | 1,03 |
| 1.8 | Защитное стекло | шт | 2 | 200 | 200 | 1,03 |
| Итого | 2500 | |||||
2 |
Покупные изделия и п/фабрикаты | |||||
| 2.1 | Лазерный диод ОР-651 | шт | 1 | 470 | 470 | 1,03 |
| 2.2 | Фотодиод ФД-К-142 | шт | 1 | 50 | 50 | 1,03 |
| 2.3 | Подшипники | шт | 2 | 250 | 500 | 1,03 |
| 2.4 | Наглазник | шт | 1 | 15 | 15 | 1,03 |
| 2.5 | Аккумулятор | шт | 1 | 150 | 150 | 1,03 |
| 2.6 | Прочие детали | 500 | 500 | 1,03 | ||
| Итого | 1685 | |||||
Стоимость материалов, покупных изделий, полуфабрикатов (См) оценивается по действующим рыночным ценам с учетом величины транспортно-заготовительных расходов по формуле
![]() (48)
(48)
где n – число позиций применяемых материалов;
m – номенклатура примененных покупных изделий и полуфабрикатов;
HMi – норма расходов материала, кг;
ЦМi- цена материала, руб/ кг;
НОi- норма реализуемых отходов, кг;
UOi – цена отходов, руб/кг;
Nnj - количество покупных изделий, полуфабрикатов j-го вида;
Цnj – цена покупного изделия, полуфабриката j-го вида, руб;
КТЗ – величина транспортно-заготовительных расходов, КТЗ=(1,03…1,05).
Отсюда получаем: СМ=4185
Для создания данного прибора необходимо участие следующих специалистов:
- Фрезеровщик…………. 4 разряд…..……70 руб/час..……...1 чел.
- Токарь……………….4 разряд………..…70 руб/час..……...1 чел.
- Слесарь…………...4 разряд…………..70 руб/час..……...1 чел.
- Сборщик…………….6 разряд………..…80 руб/час..……...1 чел.
- Юстировщик………..6 разряд………..…80 руб/час..……...1 чел.
- Монтажник эл. части…6 разряд………...60 руб/час..……...1 чел.
Продолжительность работ:
- Фрезеровщик………………..16 час
- Токарь……………………….16 час
- Слесарь…………………….....8 час
- Сборщик………………….…..16 час
- Юстировщик…………………4 час
- Монтажник эл. части………..4 час
Основная заработная плата ![]() определяется по формуле:
определяется по формуле:
![]()
где k - количество категорий разработчиков;
Пmj - количество разработчиков данной категории;
Зmj - среднечасовая заработная плата j-категории разработчиков, руб.;
Р - продолжительность работы, выполняемой работником определенной категории, час.
Таким образом, получаем:
![]()
Расчет затрат на дополнительную заработную плату
Дополнительная заработная плата ![]() определяется по формуле:
определяется по формуле:
где d - норматив затрат на дополнительную заработную плату от основной заработной платы d=20%.
Таким образом, получаем: ![]()
Расчет затрат на отчисления в социальные внебюджетные фонды
Отчисления в социальные внебюджетные фонды определяются по формуле:

где r - суммарная величина отчислений в единый социальный налог 35,6%
Таким образом, имеем:![]()
Расходы на содержание и эксплуатацию оборудования определяются по нормативу к сумме статей 2 и 3 (100%).
Сэксп = (4440 + 890) = 5330 руб.
Цеховые расходы определяются по нормативу от суммы затрат по статьям 2, 3 и 5 (30%).
Сцех =(4440+890+5330)·0,3 =3200 руб.
Цеховая себестоимость изделия определяется суммой затрат по статьям 1 - 6.
Собпрсеб =(4185+4440+890+1900+5330+3200) ≈ 20000руб.
Общепроизводственные расходы определяются по нормативу к статье 7 (20-30%).
Свнпр = 20000 · 0,25 =5000 руб.
Общепроизводственная себестоимость изделия определяется суммой затрат по статьям 7 и 8.
Собпрсеб = (20000 + 5000) = 25000 руб.
Внепроизводственные расходы определяются по нормативу к статье 9 (10-20%).
Свнпр = 25000 • 0,15 = 3750 руб.
Полная себестоимость изделия определяется суммой затрат по статьям 9 и 10.
Спсеб = (25000 + 3750) = 28750 руб
10.5 Определение экономических результатов
Прибыль от реализации объекта разработки (Пр):
![]() (49)
(49)
![]() 40250 – 28750 = 11500 руб
40250 – 28750 = 11500 руб
Рентабельность объекта разработки (Рр):
 (50)
(50)
![]()
Срок окупаемости затрат на разработку (Ток):
![]() (51)
(51)
![]()
Полученные данные сведены в таблицу №9.
плоскостность лазерный диафрагма
Таблица № 9
| № п.п | Показатели | Ед. изм. | Аналог | Устройство |
| 1. | Технико-эксплуатационные показатели | |||
| 1.1 | Погрешность измерения | мм | 0,1 | 0,02 |
| 1.2 | Габариты измеряемых деталей | мм | 10000х10000 | 12000х12000 |
| 1.3 | Диапазон измеряемых отклонений | мм | 0 +1 |
±1,5 |
| 1.4 | Регистрация результатов | - | не автоматическая | автоматическая |
| 1.5 | Получение результатов | - | путем пересчета | сразу |
| 2 | Экономические показатели | |||
| 2.1 | Прибыль | руб. | - | 11500 |
| 2.2 | Рентабельность | % | - | 40 |
| 2.3 | Срок окупаемости | год | - | 2,24 |
11.БЕЗОПАСНОСТЬ ЖИЗНИДЕЯТЕЛЬНОСТИ И ОХРАНА ТРУДА
11.1 Условия эксплуатации устройства
Дипломная работа посвящена разработке устройства для контроля плоскостности. Устройство предназначено для контроля плоскостности корпусных деталей, станков, машин, приборов, устройств и отдельных элементов. Проанализируем факторы, определяющие условия эксплуатации устройства для контроля плоскостности и предоставим их в виде таблицы.
Таблица № 11
Характеристика условий эксплуатации устройства
| № п.п | Наименование фактора | Показатели фактора | Нормативные документы | |||
| 1. | Место эксплуатации устройства | Цех | ||||
| 2. | Вид исполнения конструкции | переносная | ||||
| 3. | Вес устройства (ориентировочный), (кг) | 4 | ||||
| 4. | Температура воздуха,(˚С) | 22-24 | Гост 12.1.005-88 | |||
| 5. | Относительная влажность воздуха (%) | 40-60 | ГОСТ 12.1.005-88 | |||
| 6. | Тип пола | Неэлектропроводный | ||||
| 7. | Токопроводящая пыль | Отсутствует | ||||
| 8. | Химически активная среда | Отсутствует | ||||
| 9. | Металлоконструкции, соединенные с землей | Отсутствует | ||||
| 10. | Твердые или жидкие горючие вещества | Отсутствует | ||||
| 11. | Пыле–паро-газовоздушные взрывчатые смеси | Отсутствует | ||||
| 12. | Минимальная освещенность (лк) | 100 | СНиП 23-05-95 | |||
| 13. | Вид питающей сети | 220 | ГОСТ12.1.038-82 | |||
| 14. | Другие факторы (шум, вибрация, ЭМП и т.д. | Отсутствует | ГОСТ 12.1.003-83 ГОСТ 12.1.012-90 ГОСТ 12.1.006-84 |
|||
11.2 Анализ и выявление потенциально опасных и вредных факторов на начальной стадии проектирования конструкции устройства для контроля плоскостности
Устройство предназначено для контроля плоскостности корпусных деталей, станков, машин, приборов, устройств и отдельных элементов. В качестве источника излучения используется полупроводниковый лазерный диод. Устройство имеет передвигающую часть - устройство для измерения отклонений.
На основании ГОСТ 12.0.003-83 [22] составим перечень потенциально опасных и вредных факторов, возникающих при эксплуатации установки.
Физические опасные и вредные производственные факторы:
· передвигающиеся изделия;
· повышенная яркость света.
Психофизиологические опасности:
· нервно- психические перегрузки;
· умственное перенапряжение и монотонность труда.
11.3 Расчет лазероопасной зоны
Лазерное излучение характеризуется монохроматичностью, высокой когерентностью, чрезвычайно малой энергетической расходимостью луча и высокой энергетической освещенностью.
В облучаемом лазерным лучом веществе возможны проявления как чисто электрических, так и химических эффектов, приводящих к ослаблению связей между молекулами, их поляризации, вплоть до ионизации молекул облучаемого вещества.
Таким образом, лазерное излучение, безусловно, представляет опасность для человека. Наиболее оно опасно для органов зрения. Практически на всех длинах волн лазерное излучение проникает свободно внутрь глаза. Лучи света, прежде чем достигнуть сетчатки глаза, проходят через несколько преломляющих сред: роговую оболочку, хрусталик и, наконец, стекловидное тело. Наиболее чувствительна к вредному излучению сетчатка. В результате фокусирования на малых участках сетчатки могут концентрироваться плотности энергии в сотни и тысячи раз больше той, которая падает на переднюю поверхность роговицы. Энергия лазерного излучения, поглощения внутри глаза, преобразуется в тепловую энергию. Нагревание может вызвать различные повреждения и разрушения глаза.
Ткани живого организма при малых и средних интенсивностях облучения почти непроницаемы для лазерного излучения. Поэтому кожные покровы оказываются наиболее подверженными его воздействия. Степень этого воздействия определяется, с одной стороны, параметрами самого излучения: чем выше интенсивность излучения и чем длиннее его длина волна, тем сильнее воздействие; с другой стороны, на исход поражения кожи влияет степень ее пигментации. Пигмент кожи является как бы своеобразным экраном на пути излучения в расположенные под кожей ткани и органы. Эти последствия относятся к случаям прямого облучения вследствие грубых нарушений в эксплуатации лазерных установок. Рассеяно или концентрированно отраженное излучение малой интенсивности воздействует значительно чаще, результатом могут быть различные функциональные нарушения в организме – в первую очередь в нервной и сердечно-сосудистой системах. Лица, работающие в условиях воздействия лазерного отраженного излучения повышенной интенсивности, жалуются на головные боли, повышенную усталость, беспокойный сон, чувство усталости и боли в глазах. Эти неприятные ощущения проходят без специального лечения после упорядочного режима труда и отдыха и принятия соответствующих защитных профилактических мер.
Нормирование лазерного излучения осуществляется по предельно допустимым уровням облучения (ПДУ). Это уровни лазерного облучения, которые при ежедневной работе не вызывают у работающих заболеваний и отклонений в состоянии здоровья.
Согласно «Санитарным нормам и правилам устройства и эксплуатации лазеров» - СН 5804-91- ПДУ лазерного излучения определяется энергетической экспозицией облучаемых тканей (ДЖ см-2).
Лазеры по степени опасности генерируемого ими излучения подразделяются на четыре класса:
1 класс – выходное излучение не представляет опасности для глаз и кожи;
2 класс – выходное излучение представляет опасность при облучении глаз прямым или зеркально отраженным излучением;
3 класс – выходное излучение представляет опасность при облучении глаз прямым, зеркально отраженным, а также диффузно отраженным излучением на расстоянии 10 см от диффузно отражающей поверхности и (или) при облучении кожи прямым и зеркально отраженным излучением;
4 класс – выходное излучение представляет опасность при облучении кожи диффузно отраженным излучением на расстоянии 10 см от диффузно отражающей поверхности.
Класс опасности лазерной установки определяется на основании длины волны излучения λ(мкм), расчетной величины энергии облучения Е (ДЖ) и ПДУ для данных условий работы.
Определение уровней облучения персонала для лазеров 2÷4 классов должно проводиться периодически не реже одного раза в год в порядке текущего санитарного надзора.
Кроме того, осуществляется контроль за соблюдением:
- предельно допустимых концентраций вредных веществ в воздухе рабочей зоны;
- предельно допустимых уровней виброскоростей;
- предельно допустимых уровней электромагнитных излучений;
- предельно допустимых уровней ионизирующих излучений.
Лазеры 2÷4 класса должны снабжаться сигнальными устройствами, работающими с момента начала генерации до ее окончания. Конструкция лазеров 4 класса должна обеспечиваться возможностью дистанционного управления.
Для ограничения распространения прямого лазерного излучения за пределы области излучения лазеры 3÷4 класса должны снабжаться экранами, изготовленными из огнестойкого, неплавящегося светопоглащающего материала.
Лазеры 4 класса должны размещаться в отдельных помещениях. Внутренняя отделка стен и потолка должна иметь матовую поверхность. Для уменьшения диаметров зрачков необходимо обеспечить высокую освещенность на рабочих местах ( более 150 лк).
В том случае, когда коллективные средства защиты не позволяют обеспечить достаточной защиты, применяются средства индивидуальной защиты (СИЗ)- противолазерные очки и защитные маски.
Наш лазер относится к 2 классу опасности.
Для обеспечения безопасности персонала, обслуживающего лазерные установки, необходимо определить границы лазероопасной зоны (ЛОЗ), т.е. пространства, в пределах которого уровень лазерного излучения превышает ПДУ.
Лазер, который используется в данном дипломном проекте, генерирует излучение с длиной волны λ= 650 нм. Оно создает на отражающей поверхности пучок диаметром 8 мм. Мощность излучения лазера 5 мВт, коэффициент отражения излучения поверхностью 0.5. Расстояние от места нахождения оператора до отражающей поверхности находится на расстоянии мм. Угол между нормалью к поверхности и направлением наблюдения 45˚. Время воздействия излучения принимается равным рефлекторной реакции глаза 0.25с.
Определим ПДУ энергетической экспозиции на роговице глаза.
Угловой размер источника излучения ( пятна на поверхности):
 (52)
(52)
где d – диаметр пятна излучения лазера, см;
Θ – угол между нормалью к поверхности источника и направлением наблюдением наблюдения, град;
R – расстояние от поверхности до точки наблюдения.
![]() 0.012
0.012
Далее находим ПДУ излучения, не вызывающие первичных Н1 и вторичных и Н2 биологических эффектов:
![]() (53)
(53)
где Н1- энергетическая экспозиция на роговице глаза в зависимости от длительности воздействия и углового размера источника при максимальном диаметре зрачка d3;
k1- поправочный коэффициент на длину волны излучения.
![]()
где Нj – энергетическая экспозиция на роговице глаза в зависимости от длины волны излучения;
Фp – фоновая освещенность роговице глаза (для d3 =8 мм; Фр=10-2лк).
Н1= 8·10-3 ДЖ/см2
Н2=6.5·10-7ДЖ/ см2.
В качестве ПДУ принимаем 6.5·10-7ДЖ/ см2. Так как граница , то граница ЛОЗ определяется по формуле:
 (54)
(54)
где Lе – энергетическая яркость отражающей поверхности;
Sq – площадь пятна на отражающей поверхности;
![]() -угол между направлением визирования и нормалью к поверхности;
-угол между направлением визирования и нормалью к поверхности;
![]() -энергетическая освещенность на роговице глаза.
-энергетическая освещенность на роговице глаза.
Sq= 0.05 см
![]() =
=![]() 2.6·10-6 Вт/см2 (55)
2.6·10-6 Вт/см2 (55)
Энергетическая яркость поверхности Lе может быть определена из соотношения:
 (56)
(56)
где Ее – энергетическая освещенность поверхности;
![]() - коэффициент отражения поверхности.
- коэффициент отражения поверхности.
 =0.1
=0.1![]() (57)
(57)
Lе=0.01
Rгр= 11,6 см
Так как границы ЛОЗ находится от лазерной установки ближе чем оператор, то ему не нужно использовать защитные очки.
11.4 Описание мероприятий, обеспечивающих безопасность планируемых исследований
Безопасность планируемых изделий должна быть обеспечена в соответствии с ГОСТ12.2.003-91. Оборудование производственное:
- материалы конструкции не оказывают опасное и вредное воздействие на организм человека при всех предусмотренных условиях эксплуатации (сталь, алюминий);
- конструкция исключает на всех предусмотренных режимах нагрузки на сборочные единицы, способные вызвать разрушение, представляющие опасность для рабочих;
- элементы конструкции не имеют острых кромок, углов, заусенцев и поверхностей с неровностями, представляющими опасность травмирования работающих (предусмотрены фаски размером 1мм Х 45˚);
-конструкция исключает ошибки при монтаже, которые могут явиться источником опасности;
-рабочее место, его размеры и взаимное расположение элементов (органов управления, средств отображения информации, вспомогательного оборудования) должны обеспечивать безопасность при использовании устройства для контроля плоскостности по назначению, техническом обслуживании, ремонте и уборке, а также соответствовать эргономическим требованиям;
- система управления устройством исключает возникновение опасности в результате совместного функционирования всех единиц устройства для контроля плоскостности.
11.5 Пожарная безопасность
Согласно ГОСТ 12.1.013.-78 и учетом эксплуатации электроустановок классифицируем помещение для эксплуатации по степени поражения людей электрическим током, как помещение без повышенной опасности.
Помещение по взрыво-пожароопасности относится к категории Д (согласно СНиП II-90-81) и должно удовлетворять требованиям по предотвращению и тушению пожара по
ГОСТ 12.1.004-85. Обязательно наличие телефонной связи и пожарной сигнализации. Материалы, применяемые для отделки рабочих помещений, должны быть огнестойкими. В цеху должны быть размещены углекислотные огнетушители типа ОУ-2, ОУ-5, ОУ-8. В качестве вспомогательного средства тушения пожара могут использоваться гидрант или устройства с гибкими шлангами.
СПИСОК ЛИТЕРАТУРЫ
1.МарковН.Н.,Ганевский Г.М. Конструкция, расчет и эксплуатация измерительных инструментов и приборов.-М.:Машиностроение, 1981.-367с.,ил.
2.Кутай А.К., Романов А.Б., Рубинов А.Д. Справочник контрольного мастера.-Л.: Лениздат, 1980.-304с.,ил
3.Справочник по производственному контролю в машиностроении / под ред. А.К.Кутая- Л.:Машиностроение, 1974.-676с., ил
4. Якушенков Ю.Г. Основы оптико-электронного приборостроения.-М.: Советское радио,1981.263с.,ил
5.Проектирование оптико-электронных приборов / под ред. Ю.Г.Якушенкова-М.: Машиностроение,1981.-263с., ил.
6. Вагнер Е.Т. и другие Лазерные и оптические методы контроля в самолетостроении. - М.: Машиностроение, 1977.-176с
7.Аксененко М.Д., Бараночников М.Л. Приемники оптического излучения.-Справочник- М.: Радио и связь,1987. 296с.,ил
8. Справочник конструктора оптико-механических приборов / под ред. В.А. Панова.-Л.: Машиностроение,1980.-742с.,ил
9.Ишанин Г.Г.Приемники излучения оптических и оптико-электронных приборов.Л.:Машиностроение, 1986.-175с, ил
10.Погарев Г.В. Юстировка оптических приборов.Л.;Машиностроение, 1982.-237с.,ил
11.Ключникова Л.В. , Ключников В.В. Проектирование оптико-механических приборов.СПб.:Политехника,1994.-206с,ил
12.Якушенков Ю.Г.Теория и расчет оптико-электронных приборов.-М.;Машиностроение,1989.-360с.ил.
13.Бегунов Б.Н., Заказнов Н.П. Теория оптических систем.М.,Машиностроение,1973.488с
14. Чуриловский В.Н. Теория оптических приборов.М.,Машиностроение.1966.-564с
15.Кулагин В.В. Основы конструирования оптических приборов.Л.: Машиностроение.1982.-312с.,ил
16.Гутников В.с. Интегральная электроника в измерительных устройствах.-Л.:Энергоатомиздат,1988.-304с.ил
17. Ефремов А.А., Законников В.П., Подобрянский А.В. Сборка оптических приборов .-М.,Высшая школа.1978.-296с.,ил.
18 ЕльниковН.Т., Дитев А.Ф., Юрусов И.К. Сборка и юстировка оптико-механических приборов. М., Машиностроение,1974.-348с
19 Экономическая часть дипломных разработок. Методические указания для студентов технических специальностей всех форм обучения.- ИТМО,1998
20Латыев С.М. Конструирование точных ( оптических) приборов: части1-3:учебное пособие.-СПб., 1999-2002
21.ГОСТ 24642-81 (СТСЭВ301-76) Допуски и формы расположения поверхностей
22. ГОСТ12.0.003-83 Опасные и вредные производственные факторы
23 ГОСТ 12.2.003-91 Оборудование производственное
24.СНиП 5804-91
Похожие рефераты:
Передающее устройство одноволоконной оптической сети
Передающее устройство одноволоконной оптической сети
Проект высокоскоростной локальной вычислительной сети предприятия
Основы стандартизации, метрологии и сертификации
Совершенствование метрологического обеспечения измерений в турбокомпрессорном цехе Узюм-Юганской ГКС
Анализ погрешностей волоконно-оптического гироскопа