| Скачать .docx |
Курсовая работа: Способы утилизации отходов, образующихся при огневой зачистке поверхности металлов
ВВЕДЕНИЕ
Разработка экологически чистых технологий в машиностроении и металлургии в новом тысячелетии является одной из актуальных задач. Очистка поверхности металлопроката перед дальнейшим переделом (волочение, прокат, нанесение защитных покрытий) в металлургии на сегодняшний день в основном осуществляют кислотным способом, в машиностроении и трубной промышленности очистка поверхности металлов перед раскроем, сваркой, нанесением защитных покрытий и другими операциями производится в основном механической очисткой дробью, песком и стальными щетками (иглофрезы).
Огневая зачистка поверхности стальных заготовок, болванок, брусков и плит, проводимая для удаления дефектов поверхности сопровождается образованием отходов. Огневая зачистка состоит в быстром удалении поверхностного слоя стали при сжигании топлива в кислороде, подводимого к поверхности с помощью одной или нескольких горелок. Кислород окисляет часть стали, причем происходит выделение тепла и повышение температуры, приводящее к плавлению поверхностного слоя. Образующиеся при этом отходы представляют собой частично окисленные частицы стали, главным образом сферической формы.
Цель курсовой работы – рассмотреть способы утилизации отходов, образующихся при огневой зачистке поверхности металлов.
Глава 1 уДАЛЕНИЕ ДЕФЕКТОВ С ПОВЕРХНОСТЕЙ
После прокатки слитков на блюминге (слябинге) на поверхности прокатанных блюмов (слябов) имеются различные дефекты (трещины, закаты окалины и шлака и т. п.).
Перед дальнейшей прокаткой блюмов (слябов) с их поверхности необходимо удалить эти дефекты, что осуществляется двумя способами:
1. зачисткой поверхности холодных блюмов и слябов на складе; ручными автогенными резаками и пневматическими зубилами, обдиркой, строжкой и фрезерованием на станках и т. п.; эти операции малопроизводительные и требуют применения тяжелого физического труда;
2. зачисткой поверхности горячих блюмов (слябов) сразу же после окончания прокатки их на стане, т.е. в потоке движения металла по рольгангу между станом и ножницами. Эта операция полностью механизирована и частично автоматизирована и поэтому получила за последние годы широкое применение.
На рисунке 1 показан общий вид машины огневой зачистки (МОЗ) слябов, установленной за рабочей клетью слябинга (перед ножницами) и предназначенной для зачистки на ходу поверхности слябов шириной до 1500 мм и толщиной до 250 мм одновременно со всех четырех (или только с двух) сторон; глубина зачистки (толщина поверхностного слоя металла с дефектами) составляет 1,5—3 мм и регулируется путем изменения скорости рольганга (0,25—0,75 м/с).
Газорежущие блоки верхний 1 и нижний 2 установлены на суппортах: 3 и 4, перемещаемых по вертикали и горизонтали гидроцилиндрами 5 и 6. Вертикальные стойки машины 7 установлены на раме 8, скрепленной с рамой 9 двухроликовой секции рольганга 10; если не требуется огневая зачистка металла (а также в случае ремонта), МОЗ может быть смещена с линии потока металла путем передвижения машины по фундаментной плитовине 11 (при помощи реечной передачи), при этом освободившееся место будет занято секцией рольганга 10.
Газорежущие блоки имеют щелевидные сопла, расположенные под углом около 25° к поверхности металла. При движении блоков к металлу автоматически включается подача к соплам кислорода и горючего газа (ацетилена, природного или коксового газа), загорающихся от горячего металла. Поверхность металла оплавляется, и в этот момент включается подача режущего кислорода (чистотой 96—98 %), в которому сгорает железо металла, благодаря чему температура пламени повышается до 2500—3000 °С и расплавляется поверхностный слой металла. Одновременно включается система для гидросбива образующегося шлака водой высокого давления (до 3 МПа).
При сплошной огневой зачистке сжигается поверхностный слой металла толщиной до 2,5 мм; потери металла составляют 1,5—2,5 %. При такой относительно большой потере металла сплошная огневая зачистка блюмов (слябов) целесообразна только для наиболее дешевой малоуглеродистой стали при наличии значительных дефектов на поверхности по всей длине блюмов (слябов); во многих случаях, особенно для слябов из качественной стали, применяют огневую зачистку только с двух сторон слябов, выборочную зачистку в потоке (не всех слябов, а только имеющих значительные дефекты), а также выборочную зачистку холодных блюмов (слябов) на складе.

Рисунок 1 — Машина огневой зачистки слябов
При сплошной огневой зачистке металла удельные расходы составляют: кислорода (при давлении 0,3 МПа) около 4 м3 на тонну металла, ацетилена (при 0,025 МПа) или природного газа (при 0,06 МПа) около 0,3 м3 /т. Для удаления большого количества образующегося дыма машина огневой зачистки (МОЗ) снабжена вентиляционной системой; кроме того, предусмотрены автоматические системы на случай тушения пожара на кислородопроводах при помощи азота.
Следует отметить, что на малых блюмингах, прокатывающих слитки из легированной стали, а также на заготовочных станах, вместо машины огневой зачистки иногда устанавливают фрезерные многорезцовые (дисковые) станки для механической зачистки (снятия стружки) с горячих слитков, блюмов и заготовки (термофрезерование). Этот способ является весьма эффективным, но требует дальнейшего усовершенствования.
Механизация уборки обрезков от ножниц
При резании блюмов и слябов ножницами на мерные длины обрезки от их головной и хвостовой частей составляют 10—15 % по массе. При производительности блюминга (слябинга) 550—700 т/ч от ножниц необходимо убирать 60—90 т/ч обрезков. Уборка осуществляется конвейером с непрерывной загрузкой обрезков в специальные цельнометаллические железнодорожные платформы грузоподъемностью до 100 т.
Цепной скребковый транспортер (рисунок 2) расположен поперек двух пролетов: станового и скрапного. Приемная часть конвейера находится в первом пролете ниже уровня пола цеха (под ножницами), а разгрузочная наклонная часть конвейера — в скрапном пролете с железнодорожным путем для платформ. По наклонному желобу у ножниц обрезки подают вниз и попадают на приемную плиту 1. Скребки 2, прикрепленные к звеньям боковых цепей, перемещают горячие обрезки массой до 1,5 т каждый по промежуточным плитам к разгрузочному желобу 4, с последнего обрезки падают непосредственно в полузакрытую платформу 5.

Рисунок 2 — Транспортер для уборки обрезков от ножниц блюминга непосредственно в железнодорожные вагоны
Ведущие звездочки 3 приводятся электродвигателем переменного тока мощностью 50 кВт через трехступенчатый цилиндрический редуктор (1=353,8). На выходном тихоходном валу редуктора предусмотрена зубчатая муфта предельного момента со срезными шпильками, предохраняющая поломку зубьев редуктора при случайном заклинивании обрезков на конвейере. Нижняя ветвь конвейера поддерживается направляющими звездочками 6 и роликами 7; для гидросмыва окалины под приемной плитой в фундаменте сделана траншея.
Направляющие планки, по которым движется верхняя ветвь цепей, смазываются густой мазью от автоматической смазочной системы. Скорость движения цепи 6,4 м/мин; ширина рабочего полотна конвейера 1790 мм; масса конвейера 180 т.
На некоторых блюмингах и слябингах обрезки с конвейера загружают не непосредственно в металлические железнодорожные платформы, а в промежуточные ямы (колодцы), наполненные водой; из последних обрезки после охлаждения периодически транспортируются на платформы с помощью магнитных кранов. Такой способ уборки обрезков отличается существенными недостатками: он требует интенсивной работы магнитного мостового крана; затрудняет сортировку обрезков по маркам стали, а также циркуляцию воды в колодце ввиду скопления окалины в каналах и т. д.
Механизация уборки окалины
При работе блюмингов и слябингов большое внимание надо уделять уборке окалины, которая дробится и отделяется от прокатываемой полосы во время прохождения ее между валками и нахождения на рольгангах. Окалина скапливается под валками и рольгангами.
Если принять, что угар металла на блюмингах и слябингах составляет 2 %, и что половина этого металла в виде окалины отделяется от слитков в нагревательных колодцах, а другая половина — при прокатке, то при большой производительности современных крупных блюмингов и слябингов количество окалины, подлежащей уборке на стане, может доходить в отдельных случаях до 150—200 т сутки. Кроме того, при прокатке слитков, особенно из кипящей стали, от них отделяются куски. шлака, количество которых в отдельных случаях может доходить до 20—30 т в сутки. Эту окалину и куски шлака, попадающие под рабочую клеть и рольганги, необходимо своевременно удалять.
Применяют различные способы уборки окалины на блюмингах и слябингах. Наилучшим способом уборки окалины является гидравлический, при котором окалина смывается водой. Недостатком этого способа является то, что крупные куски металла, особенно отваливающиеся от слитков кипящей стали, в этом случае удалить нельзя.
На блюминге 1150 под рабочими рольгангами (поперек движения металла) расположены два скребковых транспортера, каждый длиной 21,6м. Желоб транспортера трапецеидальной формы, и по нему движутся цепи со скребками со скоростью 2 м/мин.
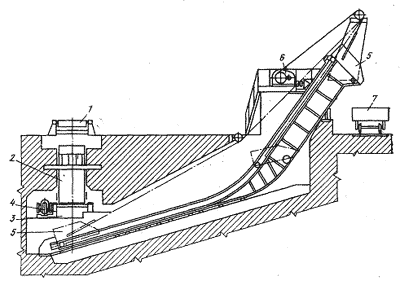
Рисунок 3 — Скиповый подъемник для уборки окалины и кусков скрапа из-под рабочего рольганга
Крупные куски скрапа направляются двумя наклонными решетками; на скребковые транспортеры, которые удаляют их в коробы, установленные в ямах в скрапном пролете. Из этих ям коробы периодически вынимаются краном и разгружаются на железнодорожные платформы.
Мелкая окалина проваливается через щели в наклонных решетках и попадает в наклонные каналы, по которым непрерывно течет вода, смывающая ее в большую отстойную яму в скрапном пролете. Из ямы ее убирают с помощью грейферного крана.
На слябингах 1250 конструкции НКМЗ применяется механизированная уборка скрапа при помощи скипового подъемника (рисунок 3).
Под рабочими рольгангами 1 расположены бункера 2 с затворами;. в бункера попадают весь скрап и большие куски окалины, которые отделяются от слитков при прокатке. По наполнении бункера затвор 3 пневмоприводом 4 открывается и скрап загружается в скиповую тележку 5. При помощи лебедки 6 и канатного привода скип со скрапом поднимается вверх и разгружается в железнодорожную платформу 7, находящуюся в скрапном пролете.
Мелкая окалина проваливается вниз через щели в решетках и попадает в наклонные каналы, по которым непрерывно течет вода. Окалина смавается в отстойную яму в скрапном пролете, из которой периодически удаляется грейферным краном в железнодорожные платформы.
Глава 2 ПЛАЗМЕННАЯ ЭЛЕКТРОДУГОВАЯ ОЧИСТКА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
Впервые электрическая дуга, следовательно, и низкотемпературная плазма, были использованы на практике для удаления оксидов и любых других загрязнений с поверхности алюминия и некоторых его сплавов при разработке технологий аргонно-дуговой сварки конструкций из алюминиевых сплавов [1-3]. При сварке на постоянном токе при обратной полярности очищающее действие электрической дуги в катодной области реализуется в течение всего процесса ее горения, а при сварке на переменном токе, в те полупериоды, когда изделие является катодом. Механизм очистки поверхности в катодном пятне электрической дуги от оксидов и любых других загрязнений заключается в воздействии на поверхность катода потока высокоэнергетичных ионов плазмы, генерируемых электронами эмиссии в прикатодной области дуги.
Потоком бомбардирующих ионов, ускоренных падением потенциала в катодных пятнах, очищаемой поверхности передается энергия с плотностью порядка 1011 Вт/м2. При этом, по оценкам ряда исследователей [4, 5], в катодном пятне температура достигает (5-10) – 103К, а давление пара оксидов и металла 107-108 Па. Отсюда механизм очистки металлов от оксидов и других загрязнений в катодном пятне можно представить в режиме «стоп-кадр» следующим образом. Над металлической поверхностью находится слой плотного металлического пара или слой перегретого металла, с поверхности которого в окружающее пространство со сверхзвуковой скоростью истекают струи газовой смеси металла с диссоциированными оксидами. В этой смеси компоненты с низким потенциалом ионизации (в основном атомы металлов – по уравнению Саха [6]) находятся в состоянии плазмы. Катодные пятна хаотически под воздействием собственных или внешних магнитных полей перемещаются по поверхности очищаемого изделия. Исследования показали, что скорость перемещения катодных пятен с плотностью тока порядка 1010 А/м2 зависит от толщины оксидного слоя (печная, прокатная окалина, ржавчина, другие загрязнения), давления насыщенного пара материала изделия и загрязняющих веществ на поверхности, теплопроводности, температура очищаемого изделия, конфигурации и рельефа поверхности, давления и химического состава окружающей среды.
В некоторых случаях катодная область дугового разряда на очищаемом изделии представляет собой сплошной нитевидный фронт на границе очищенного металла и оксидного покрытия. Длина или периметр нитевидного фронта катодной области может достигать сотен миллиметров. Это наиболее производительный режим плазменно-дуговой очистки.
Наибольшая производительность и высокое качество плазменной электродуговой очистки достигается при понижении давления внешней среды относительно атмосферного до 1,33х102 – 1,33 Па [7-9]. В этом диапазоне давлений электрическая дуга стабильная, парциальное давление кислорода ниже упругости диссоциации большинства оксидов металлов при температурах, реализуемых в катодной области вакуумной дуги, благодаря чему на очищаемой поверхности интенсивно протекает реакция диссоциации оксидов и других загрязнений, их ионизация и испарение (сублимация). Ионизируются в основном металлы, при этом ионы под воздействием электростатического поля, возникающего в области катодного падения потенциала, ускоряются и имплантируются в поверхность очищаемого изделия. В результате на поверхности очищенного изделия образуется слой металла, восстановленного из оксидов. Энергозатраты на очистку 1 м2 в зависимости от степени загрязненности поверхности составляют 0,3 – 2,0 кВт/ч.
Глава 3 АБРАЗИВНЫЕ МАТЕРИАЛЫ ИЗ ОТХОДОВ
ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ
Огневая зачистка поверхности стальных заготовок, болванок, брусков и плит, проводимая для удаления дефектов поверхности сопровождается образованием отходов. Огневая зачистка состоит в быстром удалении поверхностного слоя стали при сжигании топлива в кислороде, подводимого к поверхности с помощью одной или нескольких горелок. Кислород окисляет часть стали, причем происходит выделение тепла и повышение температуры, приводящее к плавлению поверхностного слоя. Образующиеся при этом отходы представляют собой частично окисленные частицы стали, главным образом сферической формы.
Отходы огневой зачистки охлаждают, смывают с поверхности стали струей воды под высоким давлением и собирают в бассейне. Размер частиц не менее чем 0,15 и не более 50,8 мм в диаметре. Частицы состоят из внешней оболочки из окиси железа, окружающей внутреннее металлическое ядро, которое имеет химический состав, аналогичный обрабатываемой стали.
Отходы огневой зачистки не находят специального применения. В последнее время предпринимают попытки их переработки в стальных дробилках для выделения железа, которое содержится в частицах. Отходы смешивают с окалиной, стальной стружкой и подобными материалами и смесь добавляют к агломерату, из которого выделяют железо. Однако для этого могут быть использованы только крупные частицы. Из этого следует, что большинство крупных частиц необходимо удалять из мельниц и складировать. В последние годы широкое распространение поверхностной зачистки стали привело к росту использования автоматических машин для огневой зачистки поверхностей. В результате возросло количество отходов, что требует увеличения времени на транспортировку и объема хранилищ.
Процесс позволяет получать материал с твердостью HRC 20—35, который может быть использован в качестве градуированного по размеру металлического абразива, обладающего хорошей жесткостью, временем службы и повышенной чистящей способностью по сравнению с продажными градуированными стальными абразивами (сферическая дробь, стальная остроугольная дробь).
Отходы просеивают для отделения частиц от посторонних материалов и делят на фракции, содержащие частицы диаметром менее 6,35 и более 6,35 мм. Фракция >6,35 мм возвращается в процесс производства стали. Фракция <6,35 мм помещается в дробильные мельницы и дробится до тех пор, пока наружная оболочка частиц не разрушится на мелкие куски и не отделится полностью от внутреннего металлического ядра. Обломки оболочки и металлические ядра отделяют друг от друга просеиванием. Металлическую дробь разделяют на фракции просеиванием на ситах разных размеров.
Металлическая дробь имеет микроструктуру неотпущенного мартенсита с чистотой поверхности токарной обработки, она значительной степени свободна от межзеренного и внутризеренного раскалывания, обладает твердостью около HRC 20—35 и характеризуется хорошей ударной прочностью и увеличенным временем службы.
Механические методы очистки поверхности
Механические методы очистки позволяют создать шероховатую поверхность, обеспечивающую надежную адгезию покрытия с металлом, отличаются сравнительной простотой, относительно небольшой стоимостью и универсальностью, за исключением дробеструйной и гидравлической очисток. К механическим методам очистки относятся гидроабразивный, пескоструйный, дробеметный, дробепескоструйный, в галтовочных барабанах, на специальных станках, ручными инструментами, механизированными инструментами.
Вручную поверхности очищают простейшими инструментами — стальными шпателями, скребками, стальными проволочными щетками и т. п. Этот метод простой, но очень трудоемкий, в настоящее время применяется довольно редко, при небольшом объеме окрасочных работ, например в единичном производстве. Ручные электрические и пневматические машины, называемые иначе механизированными инструментами, применяемые для очистки металлических поверхностей изделий, позволяют повысить производительность очистительных работ в единичном и мелкосерийном производстве по сравнению с очисткой вручную в 5, а во многих случаях даже в 15, раз и значительно облегчить ручной труд. По конструкции рабочего органа они бывают прямые, торцовые и угловые.
Наиболее распространенный тип рабочего инструмента— ручные пневматические прямые шлифовальные машины с ротационным пневмодвигателем, например модели П-2009, ПШМ-08-90, П-2008, ШР-2, 9668-512 и др.; конструкции их во многом сходны. Ось рабочего органа у них совпадает с осью вала двигателя (поэтому и в названии слово «прямые»).
Угловые пневматические шлифовальные машины предназначены для обработки поверхностей в труднодоступных местах. Вместо абразивного инструмента эти машины оснащают торцовой стальной проволочной щеткой и используют для очистки металлических поверхностей от ржавчины, старой краски, зачистки сварных швов, углов и поверхностей, имеющих выступы.
Представителем угловых пневматических машин является модель П-2109. В ее корпусе установлен пневмо-двигатель с центробежным регулятором частоты вращения. На шлицевом конце вала ротора двигателя насажено коническое зубчатое колесо, которое передает вращение коническому зубчатому колесу, смонтированному на шпинделе в угловой головке. На корпусе имеется металлическое кольцо для подвешивания машины на рабочем месте к балансиру.
Пневматическая угловая щетка с нереверсивным ротационным двигателем, которой в течение часа можно очистить до 5—6 м2 металлической поверхности. Сжатый воздух из заводской сети поступает через шланг внутрь рукоятки. При нажатии пальцем на нижнюю головку цилиндрического золотника кольцевая проточка его совмещается с воздушным каналом, имеющимся в корпусе, сжатый воздух устремляется в рабочую полость пневмодвигателя, действует на лопатки ротора, заставляет его вращаться. На конце вала ротора закреплено коническое зубчатое колесо, которое передает вращение находящемуся с ним в зацеплении зубчатому коническому колесу, насаженному на шпиндель угловой головки. На нижнем конце шпинделя смонтированы две чаши, в которых закреплены два сменных вкладыша, представляющих собой щетки, выполненные из стальной проволоки. Беспрерывная работа стальной щетки рассчитана на 1—3 рабочие смены, после чего ее заменяют новой.
К ручному электрическому инструменту, применяемому для очистки металлических поверхностей, принадлежат шлифовальные машины моделей С-499А, И-65, И-82 и др., на которые вместо шлифовального круга закрепляют стальные проволочные щетки.
Электросверлильные машины как прямые, так и угловые, используют для очистки труднодоступных мест, например, для выполнения этой операции у электросверлилки И-38А вместо сверла в патроне закрепляют металлическую проволочную щетку.
Пескоструйная и дробеструйная очистка металлической поверхности от окалины, ржавчины и старой краски металлическим песком или дробью является эффективным способом струйной подготовки поверхности к окрашиванию. Металлический песок (представляет собой рубленую проволоку, длина частиц которой равна диаметру , т. е. 0,4—2,7 мм) или дробь диаметром 0,2—8,0 мм, направляемые сжатым воздухом через сопло специального аппарата, с силой ударяются об очищаемую поверхность; в результате на последней образуется равномерная шероховатость, обеспечивающая хорошую прилипаемость лакокрасочного материала.
Обработка поверхности изделия сухим кварцевым песком в закрытых помещениях запрещена из-за вредного действия на здоровье работающих образующейся кварцевой пыли, она применяется только на открытом воздухе для очистки мостов, бензохранилищ и других крупногабаритных сооружений.
Металлический песок и дробь должны быть из того же материала или материала, близкого по электрохимической характеристике к материалу очищаемой поверхности. В этом случае частицы металла, остающиеся на поверхности, не могут быть причиной преждевременного появления под слоем покрытия очагов коррозии. В качестве материала для изготовления песка и дроби применяют сталь, чугун, алюминий, медь, бронзу и другие материалы; песок и дробь можно применять многократно.
Очистка пескоструйными и дробеструйными аппаратами сопровождается образованием металлической пыли, поэтому очистку этими аппаратами поверхности изделий осуществляют в специальных кабинах, камерах, металло-пескоструйных и дробеструйных барабанах или используются установки, оснащенные этими аппаратами.
Очистку крупногабаритных размером 1,8x1,5x1,5 м изделий, отливок, поковок осуществляют в полуавтоматической установке типа 361.
Применение передвижных и переносных дробеструйных аппаратов с обеспыливанием исключает загрязнение рабочего места продуктами очистки и обеспечивает высокое качество подготовки поверхности изделия к окрашиванию.
Схема передвижного аппарата БДУ-Э2 для беспыльной очистки. Давлением сжатого воздуха открывается клапан и дробь или металлический песок из резервуара через шланг направляется к сопловой головке и выбрасывается из ее сопла на очищаемую поверхность. Нижняя часть сопловой головки снабжена металлической полой щеткой. В процессе очистки щетку слегка прижимают к очищаемой поверхности, предотвращая разбрасывание отработавшей дроби (или песка) и продуктов очистки, которые эжектором отсасываются из сопловой головки через кольцевой зазор, имеющийся между соплом и внутренней поверхностью конусной части сопловой головки, и направляются по шлангу в сепаратор, где дробь или песок отделяются от продуктов очистки и пыли и через перепускной клапан попадают снова в резервуар.
Загрязненный воздух из сепаратора поступает в циклон, крупные и средние частицы окалины, ржавчины и пыли оседают в его пылесборнике. Затем воздух проходит через матерчатый фильтр сборника пыли, очищается от мелких пылевидных частичек и выбрасывается в атмосферу.
Техническая характеристика передвижного аппарата БДУ-Э2: давление сжатого воздуха 0,5—0,7 МПа, расход сжатого воздуха 400 м3/ч, диаметр отверстия дробеструйного сопла 7 мм, производительность очистки от ржавчины 4—8 м2/ч, масса загружаемой дроби 100 кг, масса аппарата 260 кг, габаритные размеры 800X1100Х Х2000 мм.
Ручной беспыльный аппарат работает по тому же принципу, что и БДУ-Э2. Аппарат снабжен комплектом сменных головок-щеток, которые используют для очистки поверхностей различного профиля, и рукояткой для его перемещения.
Гидроабразивный способ очистки состоит в том, что из резервуара установки на очищаемую поверхность изделия через сопло под давлением сжатого воздуха направляется струя смеси кварцевого песка и воды (пульпа). Абразивным материалом может служить не только кварцевый песок, но и молотый гранит и шлак. В абразивную смесь вводят ингибиторы — вещества, предотвращающие быстрое появление коррозии на очищенных влажных поверхностях. Кроме того, поверхности изделия после очистки промывают в холодной и горячей воде, а затем в растворе пассиваторов — хромпика или нитрита натрия—для предотвращения коррозии.
Существуют несколько конструкций гидроабразивных установок, отличающихся системами смешения абразивного материала с водой и подачи рабочей смеси к соплу: давлением сжатого воздуха, давлением, создаваемым насосом на быстровращающийся ротор, который рабочую смесь отбрасывает на очищаемую поверхность; раздельная подача песка и воды сжатым воздухом и др.
Основное преимущество гидроабразивной очистки — почти полное отсутствие пыли, а к недостаткам относятся большой расход песка, необходимость затраты времени на очистку от песка не подлежащих обработке поверхностей изделий, на промывку и сушку, неблагоприятное действие на кожу рук некоторых антикоррозионных составов.
Дробеметная очистка осуществляется также металлической дробью, но кинетическую энергию дробь приобретает не за счет сжатого воздуха, а за счет действия центробежной силы, возникающей при быстром вращении лопаточного двухдискового дробеметного колеса, являющегося рабочим органом дробеметного аппарата. Этим способом очищают поверхности отливок, поковок, проката, а также листовой материал толщиной не менее 5 мм.
Очистку крупных изделий осуществляют в проходных дробеметных камерах непрерывного действия, например, типа 9984-878.
Существуют и другие способы механической очистки, например, на специальных станках металлическими щетками различной формы, в галтовочных барабанах и колоколах.
Глава 4 АБРАЗИВНЫЕ МАТЕРИАЛЫ
ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
В последние несколько десятилетий наблюдается резкий рост в промышленном использовании гетерогенных каталитических процессов. Резкое увеличение использования нефти-сырца и продуктов ее переработки, которые необходимо десульфурировать с целью защиты окружающей среды, привело к значительному увеличению использования катализаторов этих реакций. В одном из наиболее распространенных процессов десульфурации исходный углеводородный материал подают на Мо—Сокатализатор, нанесенный на оксид алюминия (А1а 03 ), в результате чего выделяется сероводород. В других случаях используются Mo—Ni- и W—Ni-катализаторы или комбинации других металлов.
В ходе каталитической реакции катализатор адсорбирует или абсорбирует различные химические элементы или соединения из реакционной массы и постепенно теряет активность. Хотя катализатор и может быть регенерирован, но в ходе процесса он постепенно расходуется и со временем должен быть заменен новым. С экономической точки зрения важно утилизировать хотя бы часть использованных катализаторов.
Различные процессы были предложены для переработки отработанных катализаторов гидродесульфирования. Один из них включает обжиг катализаторов с хлоридом натрия (NaCl) после предварительного кальцинирования с последующей экстракцией соединений молибдена, ванадия, алюминия, никеля и (или) кобальта с получением аммонийных солей молибдена и ванадия и гидроксида алюминия Al(OH)s . Кобальт и никель, содержащиеся в остатке после экстракции, выделяют в дополнительных стадиях экстракции.
Другой процесс осуществляется с использованием соды (карбоната натрия) вместо хлорида натрия. Все известные процессы дорогостоящи и сложны как с химической точки зрения, так и в техническом отношении. Кроме того, достаточно трудно отделить соединения молибдена от ванадия и кобальта от никеля.
Носитель катализатора — оксид алюминия — является абразивным материалом, а металлические компоненты катализатора используют для получения сплавов, которые могут быть использованы (непосредственно или после очистки) в сталелитейной промышленности, или легко могут быть подвергнуты химическому разделению на исходные элементы.
Абразивный материал получают из исходного продукта — отработанного металлического катализатора на оксиде алюминия — путем плавления исходного материала с восстанавливающими агентами с целью получения расплава, содержащего оксид алюминия, охлаждения расплава со скоростью, определяемой требованиями к размерам кристаллов получаемого абразивного материала, и последующим механическим отделением расплавленных компонентов от остатков сплава до или после отверждения; при этом в расплаве содержится абразивный материал.
Размер получаемых корундовых кристаллов изменяется в широких пределах в зависимости от скорости охлаждения расплава. Размеры кристаллов абразива определяют области их использования. Кристаллы, сильно отличающиеся по размерам, могут быть получены, например, очень медленным отверждением расплава в блоке, с одной стороны, и быстрым охлаждением при литье на поверхность металлических шаров, с другой. Размеры получаемых корундовых кристаллов, таким образом, могут меняться, в зависимости от метода охлаждения, от 1 до 0,001 мм. Конечный продукт — твердый оксид алюминия — является прекрасным абразивом, получаемым после тонкого измельчения и градуирования по размерам, с использованием термической обработки или без нее. В зависимости от типа и количества добавок и размера кристаллов, эти абразивы могут быть использованы для полировки стали, прецизионной полировки при низких усилиях нажима или полировки дерева.
Расплав компонентов катализатора, собирающийся на дне плавильной печи перерабатывают путем литья или отверждения. В зависимости от типа катализатора, сплав может состоять в основном из МоСо, WNi, MoCoVNi и различных примесей, таких как сера, углерод, железо, титан и хром. После того как сплав механически отделяется от абразивного компонента, он может непосредственно использоваться в сталелитейном производстве или в производстве сплавов. Если примеси — сера, кремний, углерод — присутствуют в нежелательных количествах, сплав можно очищать любым подходящим способом.
Хотя высокое содержание алюминия, железа, титана предполагает использование красного шлама в качестве вторичной руды, до сих пор не удалось достичь эффективного извлечения отдельных элементов, таким образом красный шлам является главным побочным продуктом производства алюминия, накапливающимся в огромном количестве в отвалах.
В обычном процессе «Байер» алюминатный раствор после обработки каустической содой отделяют от красного шлама и подвергают осаждению с целью выделения оксида алюминия. Красный шлам, который также содержит окклюдированный растворимый алюминат натрия, обычно промывают для повышения выхода процесса.
Однако во многих случаях красный шлам также содержит значительные количества оксида алюминия, который в условиях процесса «Байер» не подвергается выщелачиванию. Это, в основном, имеет место тогда, когда исходная руда содержит значительное количество кремния, поскольку кремнезем и оксид алюминия взаимодействуют в ходе процесса с образованием нерастворимого продукта, что приводит к потерям оксида алюминия и каустической соды. В связи с этим было предложено подвергать алюминиевожелезистые руды с небольшим содержанием железа, включая упомянутый красный шлам, так называемому содово-известковому спеканию. В этом процессе соединения щелочноземельных металлов, например известь, н соединение щелочного металла, например сода, смешиваются с красным шламом и спекаются. Функция соединения щелочноземельного металла заключается во взаимодействии с кремнеземом с образованием нерастворимого соединения кальция и кремния. Функция соединения щелочного металла заключается во взаимодействии с оксидом алюминия с последующим образованием растворимого алюмината щелочного металла. После того как спекание полностью заканчивается, спек выщелачивается с целью выделения растворимого соединения алюминия и каустика. Хотя метод содоизвесткового спекания известен уже давно, существует много проблем, связанных с его недостаточной экономичностью. Имеются также технические проблемы, в частности повышение выхода целевых продуктов. Так, например, операция спекания должна проводиться таким образом, чтобы спекание частиц происходило без заметного расплавления смеси, что позволяет уменьшить потери значительной массы ценных продуктов на последующей стадии выщелачивания.
Существуют различные методы для обработки алюминиевожелезных руд, имеющих высокое содержание железа. Однако наличие высокого содержания оксида железа в руде приводит, к невосполнимым потерям извести и соды. Для того, чтобы уменьшить содержание оксида железа в руде обычно проводят специальную обработку. Так, например, известно использование в известково-щелочном методе добавок углеродсодержащих материалов, которые реагируют с оксидом железа с образованием магнитного железа; последнее может быть отделено другими методами.
Известны также методы, включающие стадию кислотной экстракции, в которой образуется оксид алюминия, загрязненный соединениями железа, но с малым содержанием кремнезема. Этот продукт далее подвергается известково-содовому спеканию. Совершенно очевидно, что комбинация кислотной экстракции со щелочным спеканием приводит к дополнительному удорожанию процесса. Экспериментальных данных, касающихся процесса переработки красного шлама с высоким содержанием железа, нет, однако очевидно, что кислотный процесс связан с повышенным расходом соды, а метод магнитного выделения, как полагают, будет слишком дорогим.
Процесс предназначен для выделения каустика и оксида алюминия из красного шлама, получаемого в том случае, когда шлам или руда содержат значительные количества соединений железа и кремния, а также соды. Было найдено, что если массовое отношение Fe2 0/Si03 в шламе, подвергаемом обработке, превышает 0,4, степень выделения соды и оксида алюминия из шлака сильно уменьшается.
По причинам, которые до конца не выяснены, количество регенерированного оксида алюминия и каустика уменьшается с увеличением отношения количества железа к кремнезему в шламе, подвергаемом переработке.
Очень высокий выход как соды, так и оксида алюминия может быть получен при добавлении углеродсодержащих веществ в сырье с высоким содержанием железа и последующем известково-содовом спекании и экстракции образующегося агломерата.
Раствор затем нагревается при рН = 1 для осаждения гидроксида титана в результате гидролиза. Остающиеся в растворе сульфаты выделяют в твердом состоянии выпариванием или осаждением с помощью ацетона. Твердый остаток прокаливают для перевода алюминия и железа в оксиды. После выщелачивания сульфата натрия водой оксиды алюминия и железа разделяют по способу фирмы «Байер».
Оксид алюминия, остающийся после последней стадии выщелачивания, в которой сульфат натрия отделяется от смеси оксидов алюминия и железа, показал высокую растворимость в условиях выделения оксида железа из руды по процессу «Байер». Этот результат является неожиданным, поскольку данные рентгенеструктурного анализа образцов показывают, что оксид алюминия присутствует главным образом в виде альфаоксида, который не выщелачивается в байеровском процессе при обычных температурах. Оксид алюминия, полученный таким способом, однако поддается успешной обработке по процессу «Байер» без существенного повышения температуры.
ЛИТЕРАТУРА
1. Хренок К.Н. Электрическая сварочная дуга. – М.: Машгиз, 1949.
2. Клячкин Я.Л. Сварка цветных металлов. – М.: Машгиз, 1950.
3. Бродский А.Я. Аргоно-дуговая сварка вольфрамовым электродом. - М.: Государственное научно-техническое издательство машиностроительной литературы. 1956. С. 17.
4. Раховский В.И. Физические основы коммутации электрического тока в вакууме. – М.: Наука, 1970.
5. Кесаев И.Г. Катодные процессы электрической дуги. – М.: Наука, 1968.
6. Финкельбург В., Меккер Г. Электрические дуги и термическая плазма. – М.: ИЛ, 1961.
7. Терехов В.П. Очистка поверхности проволоки дуговым разрядом /Бюл. «Черметинформация». 1976. №7.
8. Булат В.Е. и др. ДАН Узбекской ССР. 1981. №7. С. 31-34.
9. Сенокосов Е., Сенокосов А. Плазма, рожденная Марсом/Металлоснабжение и сбыт. 2001. №4. С. 56
10. Сенокосов Е., Сенокосов А. Плазменная электродуговая очистка металлических изделий, Металлург. 2005. №4. С. 44.
11. Сенокосов Е., Сенокосов А. Плазменная электродуговая очистка металлопроката, катанки, проволоки, труб и штучных металлических изделий от окалины, ржавчины и других загрязнений. Металлические страницы. 2005. №10. С. 2