| Похожие рефераты | Скачать .docx |
Дипломная работа: Сварка
является одним из ведущих технологических процессов как в области машиностроения, так и в строительной индустрии.
Николай Николаевич Бенардос — один из крупнейших русских изобретателей второй половины XIX в., создатель электрической дуговой сварки. В 1890 г. Н. Н. Бенардос издал каталог своих изобретений (всего более 120); транспорт, двигатели разных типов, военное дело, электротехника, электросварка, бытовая техника, станки и механизмы — вот направления техники, в которых он работал. Самым крупным изобретением, принесшим Н. Н. Бенардосу мировую известность, было открытие в 1882 г. дуговой электросварки металлов, которую он назвал «электрогефест», по имени древнегреческого бога огня и кузнечного искусства Гефеста. Суть открытия заключалась в применении электрической дуги, возникающей между электродом из угля и обрабатываемым изделием, для соединения и разъединения металлов. «Электрогефест» был сразу подхвачен на заводах всего мира. В России большинстве новинок Бенардоса не находило применения, Многие его изобретения прошли ни кем не замеченными на Родине, но были присвоены и использованы на Западе.
Но он неутомимо продолжал работать. Разрабатывая новые типы аккумуляторов, он отравился свинцом, тяжело заболел. Бенардос умер, так и не дождавшись признания. Только в годы Советской власти дуговая электросварка металлов, изобретенная Бенардосом, получила широкое распространение. Жизнь и труд Н. Н. Бенардоса — пример бескорыстного служения науке и технике.
Красавец мост перекинулся через Днепр в Киеве. Во всей этой 1150-метровой громаде нет ни одной заклепки. Он цельносварный. В этом сооружении — творении Е.О. Патона — как бы слились воедино два дела, которым он посвятил жизнь: мостостроение и сварка.
Евгений Оскарович Патон — выдающийся советский инженер и ученый, академик, Герой Социалистического Труда — родился в семье русского консула в Ницце (Франция), окончил политехнический институт в Дрездене (Германия). Но, вернувшись в Петербург известным инженером-строителем, автором проекта Дрезденского вокзала, Патон снова сел на студенческую скамью, спустя год сдал все экзамены и, получив диплом инженера путей сообщения, стал специалистом по сооружению железнодорожных мостов. Он положил начало советской школе мостостроения и за выдающиеся заслуги в этой области был избран действительным членом Академии наук УССР. А на 60-м году жизни... изменил профессию. «Желание послужить делу пятилеток,— говорил он,— после 35 лет работы по мостам толкнуло меня взяться за новое тогда дело в стране — электросварку». Он стал организатором первого в мире Института электросварки в Киеве, в котором разработал новые методы проектирования, расчетов и возведения сварных конструкций. Быстрее, дешевле, надежнее стали строиться каркасы заводских цехов, цистерны и вагоны, паровые котлы и суда, а в годы Великой Отечественной войны — танки. В возрасте 70 лет он изобрел новый способ сварки под слоем флюса. И сегодня тысячи километров газопроводов свариваются знаменитым методом Патона.
Удивительную творческую энергию сохранял ученый всю жизнь. В 80 лет он руководит проектированием и строительством первого в стране цельносварного моста в Киеве, названного его именем.
Сварка представляет собой процесс создания неразъемного соединения металлических деталей, важнейшую операцию сборки деталей в узлы и целые конструкции. Сегодня в промышленности внедрено более 100 способов сварки, появляются новые способы, совершенствуются старые. Но прежде чем сварка заняла свое место в современной технике, она прошла долгий путь.
Способ получения неразъемных соединений деталей путем сварки и пайки стал известен людям в глубокой древности. История не сохранила нам имен первых сварщиков. Об их искусстве мы можем судить лишь по раскопкам археологов и гипотезам ученых. В египетских пирамидах были найдены золотые изделия, которые имели паяные оловом соединения, а при раскопках Помпеи обнаружены свинцовые водопроводные трубы с продольным паяным швом.
Значительного совершенства в древности достигла кузнечная сварка. При кузнечной сварке металл нагревается до состояния пластичности, а затем проковывается в местах соединения. Этим достигается плотное прилегание соединяемых кусков, образуется сварное соединение.
Сварка позволила создать кольчугу — новое средство защиты воина, более совершенное, легкое и удобное, чем латы рыцарей. В кольчуге, состоящей из 10—20 тыс. колец, кольца были сварные.
Но быстрое развитие сварки началось только в конце XIX в. В 1802 г. профессор В.В.Петров открыл явление электрической дуги — один из видов электрического разряда в газовой среде. В.В. Петров рекомендовал применять электрическую дугу как источник тепла для мгновенного расплавления металла. Однако прошло свыше 80 лет, прежде чем явление электрической дуги было практически использовано. Наши соотечественники Н.Н. Бенардос и Н.Г.Славянов первыми применили «дугу Петрова» для сварки. Интенсивная разработка новых способов сварки и их внедрение в промышленность начались позднее - в середине XXв. В это время возникла необходимость соединять элементы конструкций толщиной от нескольких микрометров до нескольких метров из весьма разнообразных материалов. Чтобы получить прочное соединение твердых тел, нужно обеспечить взаимодействие их поверхностных атомов. Для этого последние необходимо сблизить настолько, чтобы между ними могли возникнуть межатомные связи, т.е. на расстояния порядка атомных радиусов.
В жидкостях такое сближение достигается сравнительно легко за счет подвижности частиц, но сблизить настолько твердые тела значительно труднее. Их поверхности даже после самой тщательной обработки имеют неровности — выступы и впадины, размеры которых по сравнению с размерами атома огромны. При соединении поверхностей двух тел их фактическое соприкосновение происходит лишь в отдельных точках. Возможность сцепления атомов соприкасающихся поверхностей металлов затрудняется тем, что в обычных условиях поверхности всегда покрыты пленками оксидов, адсорбированных газов, всевозможных загрязнений. Эти пленки, как броня, защищают поверхности металлов от соприкосновений.
Существующие в настоящее время способы сварки можно подразделить на 2 основные группы. К первой группе относятся способы сварки, при которых металлы свариваются в твердом состоянии при совместной пластической деформации, часто одновременно с дополнительным нагревом (сварка давлением). Ко второй группе относятся способы, при которых металлы в месте соединения расплавляются (сварка плавлением).
Соединяемые сваркой металлы, пластмассы или другие материалы, как известно, состоят из атомов, размещённых в определённом порядке и скрепленных между собой силами межатомного взаимодействия. Поверхности каждой из соединяемых частей имеют свободные атомные связи, способные захватывать атомы или молекулы другой части. Если соединяемые монокристаллы имеют идеально чистую и гладкую поверхность, то, сблизив их на расстояние действующих межатомных сил, казалось бы, можно получить неразъемное соединение.
Однако это приведёт к снижению свободной энергии системы атомов и поэтому потребует затраты дополнительной энергии активации. Энергия активации - энергия, необходимая для возбуждения поверхностных атомов, при котором происходят нарушения исходного энергетического состояния и переход в новое устойчивое энергетическое состояние, т.е. соединение частей.
На практике такого рода соединения для твёрдых металлов без дополнительного воздействия каких-либо источников энергии неосуществимы. Эта объясняется большой твёрдостью большинства металлов, наличием окисной плёнки и загрязнений на соединяемых поверхностях и невозможностью, несмотря на хорошую обработку шлифованием, сближения металлических частей на расстояние действующих межатомных сил. Самопроизвольное соединение и смешивание возможны только для однородных жидкостей, у которых облегчено сближение атомов с образованием новых межатомных связей. Для соединения же металлов требуется приложение энергии. Металлы малой твёрдости (свинец, олово и др.) соединяют сдавливанием сравнительно небольшим усилием. Для более твёрдых металлов, как, например, медь и алюминий, это усилие значительно растёт, и процесс такого соединения становится неэффективным, а иногда невозможным.
Данная конструкция имеет название тройник для водовода, который изготавливается из двух труб Æ219мм и из стали толщиной 14мм.
Используется эта труба для транспортировки энергоносителей, водопроводных и канализационных систем и работает под давлением, т.е. испытывает статические нагрузки. Два патрубка свариваются угловым соединением и длинными многослойными кольцевыми швами.
Угловые сварные соединения. Сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краёв, называется угловым.
Угловые сварные соединения, условно обозначаемые в ГОСТ 5264-80 У1,У2,У4 и т.д., встречаются в стальных колоннах, балках, фермах и резервуарах. Они особенно распространены в машиностроительных конструкциях, баках, котлах и трубопроводах.
|

Технический рисунок тройника водовода.
Данная сталь имеет следующие химические добавки:
Хром - в низкоуглеродистых сталях содержится в пределах до 0,3%, конструкционных - 0,7-3,5%, легированных хромистых сталях - 12-18% и хромо-никелевых - 9-35%. Cr затрудняет сварку, так как в процессе сварки образует тугоплавкие карбиды хрома.
Марганец - содержится в стали в пределах 0,3-0,8%, в указанных пределах марганец не затрудняет процесс сварки. При сварке среднемарганцовистых сталей с содержанием 1,8-2,5% марганца возникает опасность появления трещин в связи с тем, что марганец способствует закаливаемости стали.
Кремний - содержится в низко- и среднеуглеродистой стали в пределах 0,02-0,35%,в указанных пределах он не вызывает затруднений при сварке. При содержании кремния в специальных сталях от 0,8 до 1,5% сварка затрудняется из-за высокой жидкотекучести кремнистой стали и образования тугоплавких оксидов кремния.
Сера – соединяясь с железом, образует сульфид железа FeS , который является вредной примесью в металле шва. Сульфид железа в период кристаллизации сварочной ванны образует эвтектику FeS – Fe, имеющую меньшую, чем сталь, температуру плавления (940°C) и малую растворимость в жидкой стали.
Фосфор – снижает ударную вязкость металла шва. Для ликвидации вредного влияния фосфора необходимо уменьшить его содержание в металле шва созданием его соединений, нерастворимых в металле.
Свариваемостью называются способность металлов образовывать при установленной технологии сварки сварное соединение, металл шва которого имел бы механические свойства, близкие к основному металлу. При определении понятия свариваемости различают металлургическую и технологическую свариваемость.
Металлургическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых деталей, в результате которых образуется неразъёмное сварное соединение. На границе соприкосновения соединяемых деталей происходят физико-химические процессы, протекание которых определяется свойствами соединяемых металлов. Однородные металлы (одного хими-ческого состава) обладают одинаковой металлургической свариваемостью. Сварка разнородных металлов может не произойти, так как свойства таких металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают металлургической свариваемостью.
Под технологической свариваемостью понимается возможность получения сварного соединения, определяемого видом сварки. При различных видах сварки происходит окисление компонентов сплавов. В стали, например, выгорает углерод, кремний, марганец, окисляется железо. В связи с этим в определение технологической свариваемости входит в определение химического состава, структуры и свойств металла шва в зависимости от вида сварки, оценка структуры и механических свойств околошовной зоны, склонности стали к образованию трещин, оценка получаемого при сварке сварного соединения. Технологическая свариваемость устанавливает оптимальные режимы и способы сварки, технологическую последовательность выполнения сварочных работ, обеспечивающие получение требуемого сварного соединения.
О свариваемости стали известного химического состава судят по эквивалентному содержанию углерода. Для этого каждый легирующий элемент оценивают с точки зрения его влияния на твёрдость (закаливаемость) стали по сравнению с влиянием углерода. Эквивалентное содержание углерода, %, может быть определено из выражения:
![]()
![]()
![]() легирующих добавок.
легирующих добавок.
Таблица 1.
| Ст18ХГС | C, % | Mn, % | Cr, % | Ni, % | Si, % | P, % | S, % |
| 0,15-0,22 | 0,80-1,10 | 0,80-1,10 | 0,30 | 0,90-1,20 | 0,030 | 0,025 |
Сталь 18ХГС низкоуглеродистая, среднелегированная, 2 группа свариваемости, легированных добавок~3%.
Литые, кованые и штампованные заготовки обычно поступают на сварку в виде, не требующем дополнительных операций. По-другому обстоит дело с деталями из проката. После подбора металла по размерам и маркам стали необходимо выполнить следующие операции: правку, разметку, резку, обработку кромок, гибку и очистку под сварку.
Правка осуществляется созданием местной пластической деформации обычно в холодном состоянии. Наиболее частыми видами деформации листовой стали являются волнистость, местные выпучины и вогнутости, заломленные кромки, серповидность в плоскости листа.
Для правки листов и полос толщиной от 0,5 до 50мм широко используют многовалковые машины (число валков более 5). Исправление достигается многократным изгибом при пропускании листов между верхним и нижним рядами валков, расположенных в шахматном порядке. Листы толщиной менее 0,5мм правят растяжением с помощью приспособлений на прессах или на специальных растяжных машинах. Мелко- и среднесортовой, а также профильный прокат правят на роликовых машинах, работающих по схеме листоправильных.
В случаи необходимости создания более значительных деформаций правка и гибка должны производится в горячем состоянии.
Разметка. Разметка может быть индивидуальной (такая разметка трудоёмкая) и по наметочным шаблонам. Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно. Оптический метод по чертежу, проектируемому на размечаемую плоскость, позволяет вести разметку без шаблона.
Резка металла и обработка кромок. Механическую резку производят на ножницах, на отрезных станках и штампах на прессах. Для резки используют ножницы листовые с наклонным ножом, высечные, дисковые, комбинированные, пресс-ножницы, сортовые для резки уголка, швеллеров и двутавров, ручные пневматические и электрические. Отрезные станки применяют для резки труб, фасонного и сортового материала. Детали сварных конструкций вырезают на отрезных стаканах с дисковыми и ленточными пилами, трубоотрезных стаканах, на станках с абразивными кругами, в некоторых случаях гладким диском за счёт сил трения.
Термическая разделительная резка менее производительна, чем резка на ножницах, но более универсальна и применяется для получения свариваемых заготовок разных толщин как прямолинейного, так и криволинейного профиля.
Термическая разделительная резка основана на способности металла сгорать в струе технически чистого кислорода и удалении продуктов сгорания из полости реза. В зависимости от источника теплоты, применяемого для резки, различают газовую резку, основанную на использовании теплоты газового пламени; дуговую резку расплавлением с использованием теплоты электрической дуги, обычно горящей между разрезаемым металлом и электродом; плазменно-дуговую резку (резку сжатой дугой) - особый вид дуговой резки, основанный на вытеснении металла из полости реза направленным потоком плазмы.
Металл из полости реза в процессе термической резки удаляется:
· термическим способом за счёт расплавления и вытекания металла из полости реза;
· химическим способом за счёт окисления металла, его превращения в окислы и шлаки, которые также удаляются из полости реза;
· механическим способом за счёт механического действия струи газа, способствующей выталкиванию жидких и размягчённых продуктов из полости реза.
Термическая резка разделяется на ручную, механизированную и автоматическую. Ручная и механизированная резка выполняются по разметке, автоматическая - с помощью копирных устройств, по масштабному чертежу и на машинах с программным управлением.
Кромки подготавливают термическими и механическими способами. Кромки с односторонним или двусторонним скосом можно получить, используя одновременно два или три резака, располагаемых под соответствующими углами.
Гибка Листовые элементы толщиной 0,5-50мм для получения цилиндрических и конических поверхностей гнут на листогибочных вальцах с валками длинной до 13м.
Очистка поверхности металла под сварку. Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев, грата и шлака.
При сварке с неочищенной поверхностью возникают различные дефекты шва: поры и трещины, а также ухудшается формирование шва. Для очистки проката, деталей и сварных узлов используют механические и химические методы. К механическим методам относятся дробеструйная и дробемётная обработка, зачистка металлическими щётками, иглофрезами, шлифовальными кругами и лентами.
Химическими методами очистки обезжиривают и травят поверхности свариваемых деталей.
Для предохранения металла от коррозии кроме очистки обычно пассивируют или грунтуют поверхности, что позволяет сваривать металл без удаления защитного покрытия.


Рис. 2 Геометрические (А) и конструктивные (Б) размеры кромок.
a - угол скоса кромки;
S – толщина металла;
а – притупление;
Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения. Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50мм и расстояние между ними – не более 500м; для сталей с пределом текучести до 390 МПа прихватки должны быть длиной 100мм и расстоянием между ними – не более 400мм.
Моя конструкция не нуждается в досварочной термообработке, потому что она слишком большая по диаметру и по толщине металла.
Определение и расчёт параметров режима сварки конструкции начнём с диаметра электрода; диаметр электрода будет равен в первом слое dэ1 =4 мм, а во втором слое dэ2 =5 мм; первым накладывается корневой слой, а вторым – кольцевой. Идём дальше и определяем силу сварочного тока по формуле:
I=k×d;
I1 =40×dэ1 ; I2 =40×dэ2 ; из этих значений сделаем расчёт:
I1=40×4=160 А ; I2=40×5=200 А; далее находим марку электрода: УОНИИ - 13/45, далее находим род и полярность тока: -I(-) постоянный ток обратной полярности.

Для моей конструкции используется марка электрода УОНИИ - 13/45.
Условное обозначение электрода:
Э42-УОНИИ-13/45-5,0-УД-2
![]() Е-432 (5) - Б 1 0
Е-432 (5) - Б 1 0
· Э - электрод,
· 42 - временное сопротивление sв=42кг·с/мм,
· Э42 - тип электрода,
· УОНИИ - 13/45-марка электрода по ГОСТу,
· 5 – dэ = 5мм,
· У - для сварки углеродистых сталей,
· Д - толстое по пластичности обычный,
· Е - состав электродного покрытия,
· 432(5) - условное табличное обозначение хими-ческого состава электродного (наплавленного) металла,
· Б - основное покрытие,
· 1 - положение сварки (для сварки в любом пространственном положении),
· 0 - -I(-) постоянный ток обратной полярности.
Классификация электродов: Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ) технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением и ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовкой или окунанием).
Основными требованиями для всех типов электродов являются: обеспечение стабильного горения дуги и хорошего формирования шва; получение металла сварного шва заданного химического состава; спокойное и равномерное расплавление электродного стержня и покрытия; минимальное разбрызгивание электродного металла и высокая производительность сварки; лёгкая отделимость шлака и достаточная прочность покрытий; сохранение физико-химических и технологических свойств электродов в течении определённого промежутка времени; минимальная токсичность при изготовлении и при сварке.
По назначению металлические электроды для РДС сталей и наплавки поверхностных слоёв с особыми свойствами, изготовляемые способом опресовки, подразделяются (ГОСТ 9466-75):
для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением разрыву до 60 кгс/мм2 (600 МПа), с условным обозначением У;
для сварки легированных сталей с временным сопротивлением разрыву свыше 60кгс/мм2 (600 МПа) - Л;
для сварки легированных теплоустойчивых сталей - Т;
для сварки высоколегированных сталей с особыми свойствами - В;
для наплавки поверхностных слоёв с особыми свойствами - Н.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями.
По виду покрытия электроды подразделяются: с кислым покрытием А, с основным покрытием - Ц, с рутиловым покрытием - Р, с покрытием смешанного вида - с двойным обозначением, с прочими видами покрытий - П.


Рис.3. А) Заполнение шва по сечению, Б) Заполнение шва по длине.
Расчёт сварных швов на прочность:
При расчёте сварных швов на прочность нужно учитывать что стыковые швы работают на сжатие и растяжение, а угловые на срез.
Прочность углового шва на 30% меньше прочности стыкового.
Расчёт на прочность ведётся по формуле:
  |
для углового шва:
Nр = 0,7×Rсв×K×Lшв;
Rcв = 18×107 Н/м2 ;
К = 16×10-3 м;
Lшв = p×d = 3.14×219 = 688 мм;
Решение:
Lшв = 0,688+0,688 = 1,376 м;
Nр = 0,7×18×107 ×16×10-3 ×1,376 = 2,8×106 Н.
Дефекты сварных соединений.
Согласно ГОСТ 23055 - 78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов.
пористость шва: сферическая, канальная, цепь пор, группа пор, линейная (протяжённая).
шлаковые и металлические включения: разделяются на шлак компактный, шлак линейный, металлические включения, поверхностные включения.
несплавления: по кромкам и между слоями многослойного шва.
дефекты формы шва: чрезмерный провар корня (прожог, протёк), неровности (наплывы, вмятины и пр.), подрезы, несовпадения кромок и т.п.
Все эти дефекты ухудшают механические свойства сварных соединений и, следовательно, работоспособность конструкций. Часть из них, такие, как наружная пористость и наружные включения, прожоги, неплотность шва, подрезы, вмятины, недостаточные размеры швов и усилений, должна быть исправлена немедленно при обнаружении силами сварщика, допустившего дефект.
Наиболее опасны и недопустимы трещины всех видов, при обнаружении которых сварного соединения бракуется или же подлежит исправлению. Исправление возможно при наличии единичных трещин, а сварное соединение с множественными трещинами исправлению не подлежит. Для ликвидации единичной трещины предварительно засверливают металл на расстоянии примерно 30 - 50 мм от её концов, после чего делают разделку трещины, затем подогревают участку металла на её концах до температуры 100 - 150°С и одновременно заваривают подготовленную трещину.
Для моей конструкции используется: Ультразвуковая дефектоскопия (УЗД) основана на использовании ультразвуковых колебаний (УЗК), которые представляют собой колебания упругой Среды со сверх-высокими частотами (более 20 кГц), не воспринимаемыми человеческим ухом. Ультразвуковые волны могут проникать в металл на большую глубину и отражаться от неметаллических включений и других дефектов. Для контроля применяют колебания частотой 0,5 - 10 Мгц. Введение этих колебаний осуществляют пьезоэлементами (пьезопреобразователями), которые состоят из пьезопластин толщиной, равной половине длины волны, излучаемой УЗК. Пьезоэлектрические материалы обладают способностью преобразовывать действие электрического поля в механические деформации и наоборот - действие механических деформаций в электрические заряды. Пластины изготавливают из пьезоэлектрической керамики или кварца и наклеивают на призмы из оргстекла, полистирола, капрона и других материалов, которые поглощают ультразвук и обеспечивают высокое затухание колебаний, что позволяет получать короткие зондирующие импульсы. Для приложения и съёма электрического поля на противоположных поверхностях пластины нанесени серебряные электроды. Пьезопреобразователь обладает свойством излучать УЗК в металл через контактирующую смазку (глицерин, солидол и т.п.) синхронно с приложенным высокочастотным током и воспринимать отражённые от дефектных мест обратные УЗК, преобразуя их в электрические импульсы, фиксируемые электронно - лучевой трубкой. Чаще всего применяют наклонный преобразователь, работающий по совмещённой схеме и служащий одновременно излучателем и приёмником УЗК. Применяются также раздельно совмещённый преобразователь, в котором одна пьезопластина служит излучателем УЗК, а другая приёмником. Примерная технология контроля приведена на рис. 4. Контроль, как правило, проводят с одной стороны соединения (для толщины до 50 мм), но с обеих сторон шва, как показано на рисунке. В настоящее время УЗК применяют всё более широко для проверки качества стыковых и угловых швов и даже стыков арматурной стали. Иногда для большей надёжности сомнительные места просвечивают.

Сварочный пост - это рабочее место сварщика.
Пост ручной дуговой сварки (РДС)
Стационарный сварочный пост комплектуется:
1. Система вентиляции,
2. освещение,
3. заземление,
4. источник питания сварочной дуги (ИПД),
5. сварочные кабели - прямой и обратный,
6. электрододержатель,
7. стол и стул сварщика,
8. стакан для электродов,
9. ёмкость для металлоотходов и огарков,
10. инструменты: (металлическая щётка, щётка смётка, напильник, молотки, линейка, угольник, чертилка, шаблон мел, ножовка, ножницы, зубило, молоток для шлака, клеймо).
11. сборочно-сварочные приспособления,
12. спецодежда,
13. маска (щиток),
14. медицинская аптечка,
15. средства пожаротушения.

Трёхфазная мостовая схема выпрямления (рис 6,а) наиболее распространена в выпрямителях с падающей и жёсткой характеристиками. Схему применяют для работы в комплекте с наиболее простой конструкцией трёхфазных трансформаторов. На рис. 6,б показаны синусоиды каждой фазы, а рис 6,в - выпрямленный ток, который приобретает форму, показанную на рисунке.


Сварочными выпрямителями называют электрические аппараты, преобразующие переменный ток трёхфазной сети в постоянный при помощи полупроводниковых приборов. Полупроводниковыми называют кристаллические вещества (например, легированные кристаллы кремния, германия и т.п), которые используют для изготовления полупроводниковых электрических приборов - диодов, тиристоров и транзисторов. Диод обладает свойством односторонней проводимости положительного тока (анода) и задержки отрицательного тока (катода). Аналогично диоду работает тиристор, который имеет управляющий электрод УЭ, через который подаётся электрический сигнал тиристору для открывания и пропуска тока. Его называют управляемым диодом. Свойство этих приборов пропускать ток в одном направлении и закрывать проход тока в другом аналогично свойству вентилей открывать и закрывать прохождение воды или газа, поэтому их называют полупроводниковыми вентилями. Третий прибор - транзистор обладает свойством усиления тока, напряжения и мощности.
Сварочные выпрямители имеют значительные преимущества по сравнению со сварочными преобразователями. Они повышают стабильность дуги и уменьшают разбрызгивание при сварке. КПД выпрямителей значительно выше, а потери холостого хода ниже, чем у преобразователей. Пределы регулирования сварочного тока и напряжения расширены, увеличена возможность автоматизации сварочного процесса. Выпрямители имеют меньшую массу и габариты, что упрощает их размещение на строительной площадке и в цехах. Наибольшее количество выпрямителей выпускается с питанием от трёхфазной сети с применением трёхфазных и шестифазных схем выпрямления.
Пульсация его становится шестифазной с частотой 300 Гц. Выпрямленный ток имеет жёсткую внешнюю характеристику. При увеличении индуктивного сопротивления характеристика получается падающей.
Техническое обслуживание и эксплуатацию выпрямителей следует производить только после тщательного изучения паспортов, входящих в комплект их поставки, в которых содержатся сведения об устройстве выпрямителей, порядке работы, правилах безопасности, правилах проверки (измерения) характеристик и т.п.
Перед началом эксплуатации выпрямитель должен быть очищен от пыли и проверен в соответствии с паспортной инструкцией. Затем необходимо заземлить корпус выпрямителя и зажим вторичной цепи, идущей к изделию, и после устранения всех неисправностей можно включить выпрямитель в сеть и проверить работу вентилятора. Установку, подключения к сети и регулировку выпрямителя может выполнять только квалифицированный электро-монтажник, имеющий группу по электробезопасности не ниже третьей. Работа по сварке может быть поручена только электросварщику, прошедшему обучение по работе с выпрямителем и имеющему удостоверение на право произ-водства работ, а также группу по электробезопасности не ниже второй.
Выпрямитель необходимо предохранять от атмосферных осадков, сырости, пыли и грязи. Установка его на строительной площадке допускается только в специальном передвижном машинном помещении. В цехе он должен быть установлен в специально отведённом месте и отгорожен от посторонних лиц, а также от возможных ударов при передвижении конструкций. При эксплуатации необходимо очищать выпрямитель раз в три месяца от пыли и грязи, продувая сжатым воздухом, и заполнять тугоплавкой смазкой трущиеся поверхности, а также проверять исправность контактов, вентилятора, тепловой защиты и других деталей.
В процессе работы могут возникнуть следующие неисправности, характерные для всех выпрямителей:
выпрямитель не даёт напряжения, причинами этого могут быть неисправность ветрового реле, неправильная работа вентилятора (засасывание воздуха не со стороны жалюзи), выход из строя одного или нескольких вентилей выпрямительного блока;
электродвигатель вентилятора не работает. Причиной этому может быть обрыв цепи питания или выход из строя предохранителя сети.
Трёхфазная мостовая схема выпрямления применена для однопостовых выпрямителей с падающей характеристикой ВД - 306 на токи 200, 315 и 400 А. Они изготавливаются с механическим трансформаторным регулированием и благодаря простоте конструкции, надёжности и лёгкости обслуживания широко применяются на стройках. Изменение диапазонов в этих выпрямителях обеспечивается переключением первичных, а также вторичных обмоток трансформаторов с “треугольника” на “звезду”. Плавное регулирование в пределах диапазона осуществляется путём перемещения катушек вторичной обмотки ходовым винтом. Выпрямительный мост состоит из шести кремниевых вентилей В200. Вентиляция для охлаждения вентилей - воздушная, принудительная. Нормальная работа вентиляции контролируется ветровым реле. Выпрямитель ВД-306 имеет защиту при аварийных ситуациях путём отключения аппарата от сети. Структурная схема и внешние характеристики выпрямителей типа ВД даны на рис. 7.

Инструменты и принадлежности электросварщика.
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щётка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента.
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда. Электрододержатель должен удовлетворять следующим требованиям: быть лёгким (не более 0,5 кг) и удобным в обращении; иметь надёжную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надёжное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закрепление электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надёжный контакт. Для ручной дуговой сварки существует несколько типов электрододержателей. В некоторых из них для безопасной работы сварщика предусмотрено либо ручное, либо автоматическое отключение тока в момент прекращения процесса сварки. Один из таких электрододержателей показан на рисунке 8.

При ввинчивании стержня 9 в трубку до соприкосновения его с контактом, электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном-двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Щитки и маски (рис.9) применяются для предохранения глаз и кожи лица сварщика от вредного влияния ультрафиолетовых лучей и брызг расплавленного металла. Их изготовляют из лёгкого токонепроводящего материала (фибра, спецфанера). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через специальные стёкла. Тёмные стёкла - светофильтры марки Э-1 применяют при величине тока до 70А, Э-2 – при величине тока до 200А, Э-3 - при величине тока 400А и Э-4 - при величине тока больше 400А. Для предохранения от брызг металла светофильтры марки ТС-3 закрывают прозрачным стеклом. Для работы в монтажных условиях лучше применять каску-маску, которая также надёжно защищает голову и удобна в эксплуатации как в летнее, так и зимнее время.

Сварочные провода. Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией. К электрододержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
В таблице 2 приведены данные по выбору сечения гибких сварочных проводов. Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30–

40м, так как при большей длине проводов напряжение в них значительно упадёт, что приведёт к уменьшению напряжения дуги. Для соединения сварочных проводов применяют специальные муфты (рис.10).
Сечение сварочного кабеля, присоединяющего источник питания к электрододержателю, подбирают в зависимости от наибольшей величины сварочного тока: при токе до 240А - 25 мм2 ; до 300А - 35 мм2 , до 400А - 50 мм2 , до 500А - 70 мм2 . Гибкий (медный) кабель используют на напряжение до 220 В. В случае использования негибкого кабеля конец его, подсоединяемый к электрододержателю, длиной не менее 1,5-3м должен быть обязательно гибким. Общая длина сварочного кабеля должна быть не более 30-40м, так как при более длинном кабеле ухудшается процесс сварки из-за падения напряжения в сварочной цепи.

Для подсоединения сварочного кабеля к источнику питания используют специальный концевой соединитель заводского изготовления или приваренную к кабелю клемму. Сращивание коротких кусков кабеля осуществляют соединителями заводского изготовления (рис.10) МС-2, предназначенными для соединения кабелей сечением 35, 50 и 70 мм2 . Соединитель МС-2 состоит из двух частей, которые соединяются вставками и закрепляются поворотом одной из частей. Разъединение совершается аналогично закреплению поворотом в обратную сторону. Перед соединением к каждой половине соединителя прикрепляется сварочный кабель путём заклинивания жил его оголённой части между корпусом гайки, вставками и конусом. Соединитель покрыт резиновой изоляцией. Существуют другие типы соединителей, имеющих конструктивные особенности, принципиально не отличающиеся от МС-2.
Вспомогательный инструмент - в процессе работы сварщик пользуется инструментами для зачистки кромок от ржавчины и других загрязнений, а также для вырубки дефектов и зачистки швов от шлака. Для этого применяют металлическую проволочную щётку, зубило, молоток, комбинированное зубило с рукояткой, имеющее один заострённый конец, а другой конец в виде обычного зубила. Такая форма зубила удобна для очистки от шлака отдельных слоёв многослойного шва. Иногда применяют комбинированное зубило-щётку, но оно менее удобно, так как не имеет заострённого конца. У сварщика должно быть личное клеймо для клеймения выполненных швов.
Для измерения разделки кромок, зазора между стыками и сварных швов используют набор шаблонов ШС-2. Шаблоны позволяют контролировать угол скоса кромок, размер притупления, качество сборки под сварку, размер деплонации (превышение одной кромки над другой) стыковых швов и величину зазора в стыковых и тавровых соединениях. В готовых сварных швах могут быть проверены высота выпуклости стыкового и углового шва, ширина шва, величина катета углового шва.
Для работы сварщику необходимо иметь набор инструментов, включающий инструмент для зачистки (проволочную щётку, зубило, молоток), разводной ключ, шаблоны и д.р. Имеются наборы инструмента ЭНИ-300, КИ-315 и КИ-500, куда входят кроме перечисленного инструмента электрододержатель, приспособления для соединения кусков сварочного кабеля и для заземления, пассатижи и другие инструменты и приспособления. Весь этот комплект размещён в инструментальном ящике с ручкой и переносится по мере необходимости с одного поста на другой. Такой комплект каждому сварщику желательно иметь, однако есть инструменты, без которых сварщик вообще не должен работать: стальная проволочная щётка, зубило, молоток, зубило с рукояткой, имеющие один заострённый конец и другой, заточенный как зубило, пассатижи.
Спецодежда электросварщика. Спецодежда (куртка и брюки или комбинезон, а также рукавицы) изготовляются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдаётся бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку - не заправляют в брюки. Чтобы избежать попадания расплавленного металла, карманы куртки должны закрываться клапанами, куртка должна застёгиваться на все пуговицы. В резиновой спецодежде, обуви и перчатках, за исключением особенно сложных условий, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька, а обувь - на резиновой подошве. В холодное время года разрешается надевать валенки.
Повышение производительности ручной дуговой сварки является весьма актуальной задачей в связи с тем, что в промышленности, строительстве и других отраслях народного хозяйства ручной сваркой занимаются ещё десятки тысяч рабочих - электросварщиков.
К чисто организационным мероприятиям повышения производительности труда сварщиков относятся: своевременное обеспечение сварщиков исправным, подключённым к сети сварочным оборудованием, сварочными материалами (электродами, защитным газом), сварочным инструментом, шлангами, кабелем, спецодеждой, средствами индивидуальной защиты; предоставление сварщику оборудованного рабочего места и обеспечение безопасных подходов к нему; своевременное предоставление сварщику подготовленных для сварки деталей, конструкций и технологической документации (инструктивных указаний) по технологии сварки; обеспечение сварщика необходимыми производственно - бытовыми условиями.
К организационно - техническим мероприятиям относятся: своевременное и быстрое обслуживание сварщика квалифицированным электромонтером для подключения оборудования и устранения неисправностей; обеспечение наиболее рациональным инструментом (электрододержателем, инструментом для зачистки швов и др.); обеспечение приспособлениями для быстрого поворота изделий или их кантовки; изготовление наиболее эффективных конструкций с минимальным количеством наплавленного металла в готовом изделии. Чёткое выполнение организационных и организационно - технических мероприятий наряду с внедрением прогрессивных форм организации труда (бригадный подряд, внедрение оплаты с учётом КТУ и др.) обеспечит повышение производительности труда не менее чем на 15 - 20%.
Большое значения имеют технические мероприятия, внедрение которых в последнее время замедлилось из-за отсутствия инициативы и стремления к их осуществлению, неправильной организации труда.
Важным техническим мероприятием является внедрение электродов с повышенным коэффициентом наплавки aн. Нам известно что масса наплавленного металла Мн, кг, зависит от aн и Iсв
Мн = aн·Iсв·t0,
где t0 = время горения дуги.
У применяемых электродов aн = 8-9 г/(А×ч). Между тем уже давно созданы электроды АНО-1 с aн = 15 г/(А×ч), ОЗС-3 - 15 г/(А×ч), ЗРС-1 - 14 г/(А×ч) и др. Их изготовление несколько затруднено ввиду наличия в покрытии железного порошка, однако эти трудности безусловно окупятся резким повышением производительности труда сварщиков примерно на 30 - 40%.
Ещё в пятидесятые годы широко применялась сварка способом опирания (рис.11) (погружённой дугой, ультракороткой дугой - УКД). При сварке этим способом электрод опирался на деталь чехольчиком покрытия и затем под лёгким нажимом сварщика самостоятельно плавился полузакрытой дугой, наплавляя валик металла в стыковое или угловое соединение. Для сварки опиранием не требовалось высокой квалификации сварщика, нужны были только его небольшие практические навыки. Электроды для этой сварки применялись с повышенной толщиной покрытия (отношение D/d>1,8), сила сварочного тока допускалась на 20 - 40% выше обычной по формуле Iсв = (60-70)dэ. В результате возрастала скорость сварки и увеличивалась глубина провара, разбрызгивание было минимальным. Этот способ успешно применялся, особенно для сварки однопроходных угловых и стыковых швов.

Нормой времени называют время, устанавливаемое на выполнение определённой операции при конкретных организационно - технических условиях с эффективным использованием оборудования и учётом передового производственного опыта.
При ручной дуговой сварке норма времени определяется следующим образом. Основное время это время горения дуги, определяется выражением
![]() ,
,
где F - площадь поперечного сечения наплавленного металла шва, см2 , L - длина шва, см; P - удельная плотность наплавленного металла, г/см3 , a - коэффициент наплавки, г/см3 ; Iсв - сварочный ток А.
При многопроходной сварке основное время определяется как сумма времени всех проходов.
Вспомогательное время делится на время, связанное с выполнением сварных швов (время на смену электродов, осмотр и очистку кромок свариваемых деталей, очистку швов от шлака и брызг расплавленного металла, измерение и клеймение швов и т.д.) и на время, связанное со сварным изделием (время на установку, повороты, закрепления и снятие его, перемещение сварщика с инструментом и т.д.).
Время обслуживания рабочего места при ручной дуговой сварке составляет в среднем 3 - 5% перерыв время на отдых и личные надобности принимается в среднем 5 - 15% (операционная зависимости от условий сварки). При сварке в удобном положении оно составляет 5 - 7%.
Подготовительно - заключительное время 3%. Общее время на изготовления конструкции определяем по формуле:
T=ti+tb+to+tg+ty
Коэффициент организации труда при РДС Куг=0,4
Выполняем расчёт времени:
Lшв
=68,8см, Iсв
=160А, P=7,85г/см3
, ![]() =8,5г/(А·ч), F=1,28см2
.
=8,5г/(А·ч), F=1,28см2
.
![]()
Тогда tп =0,04x30,5=1,22мин; tв =0,05x30,5=1,52мин; t0 =0,15x30,5=4,58мин.
Далее tр =tп +tв +t0 +tсв ;
tр =1,22+1,52+4,58+30,5=37,8мин.
Действительное время с учётом коэффициента организации труда К=0,4;Тдейств =Т/К,
Тдейств =37,8:0,4=94,5мин=1час 35мин.
Нормирование расхода электродов при ручной дуговой сварке. Расход электродов (на погонную длину 1м шва определяется выражением Gэ =Kэ Gн , где Gн - масса наплавленного металла, г: Кэ - коэффициент расхода электродов, учитывающий потери электрода на угар, разбрызгивание, огарки. Этот коэффициент в зависимости от марки электрода, типа электрододержателя, технологии и условий сварки ориентировочно равен 1,35-1,45.
Gэ =8,5x160x1,57=2,14кг, с учётом потерь расход электродов равен Gн =Gэ · 1,1; Gн =2,14·1,1=2,35кг.
Расход электроэнергии определяем по формуле:
А=Ау ·Gэ ,
Тогда А=7·Gн ; А=7·2,35=16,45 кВт/ч.
Охрана труда - это система законодательных актов, социально - экономических, организационных, технических, гигиенических и лечебно - профилактических мероприятий и средств, обеспечивающих безопасность, сохранения здоровья и работоспособности человека в процессе труда.
Безопасность труда обеспечивается строгим соблюдением со стороны инженерно - технических работников и рабочих стандартов по безопасности труда, требовании санитарных норм и правил, инструкции по охране труда.
Большое значение в обеспечении безопасности труда приобретает соблюдение требований общесоюзной системы стандартов безопасности труда (ССБТ).
Законодательство по охране труда предусматривает комплекс правовых, технических и санитарно - гигиенических мероприятий, направленных на обеспечение здоровых и безопасных условий труда.
Государственный надзор за выполнением норм и правил по охране труда осуществляют генеральный прокурор СССР, технические инспекторы ЦК профсоюза рабочих строительства и промышленности строительных материалов.
Государственный контроль за выполнением норм и правил по технике безопасности осуществляют инспекция Госгортехнадзора СССР, за соблюдением санитарных условий труда - Государственная санитарная инспекция, за нормами пожарной охраны - Государственная инспекция пожарной охраны.
В строительно-монтажных управлениях и трестах ответственность лежит на административно-техническом персонале.
Ответственность за состояния охраны труда в пределах всей стройки несут руководители генерального подрядчика, а на конкретных участках - их начальники или старшие прорабы.
Ответственность за организацию и состояние охраны труда на строительно-монтажных участках несут руководители организаций, производители работ, мастера и инженеры по технике безопасности.
Обязанность каждого работающего является твёрдое знание и неуклонное выполнение существующих требований по безопасным методам работ, а также соблюдение норм и правил пожарной безопасности.
Виды электротравм. Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с токоведущей частью (токовый ожог) за счёт преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического или химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и поражённый участок приобретает жёсткую поверхность.
Электрический знак следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50 - 115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость её, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электрофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Виды и причины промышленного травматизма. Виды промышленного травматизма в сварочном производстве следующие:
ожоги (причины - оголённые участки тела не были защищены от воздействия лучей сварочной дуги);
слезотечение (причина - глаза во время сварки не были защищены очками от действия лучей сварочной дуги);
отравление организма (причина - образующиеся при сварке пары окислов цинка, свинца, меди, марганца, кремния, большая концентрация в воздухе углекислого газа, азота, плохая вентиляция);
ушибы, падения, переломы (причина - несоблюдение необходимых мер предосторожности, например: рабочий не проверил, как положены подмостки или как сделано ограждение, не привязался монтажным ремнём и т.д);
травматизм при взрывах (причина - нарушение правил внедрения производства сварочных работ, например: сварка или резка вблизи от ёмкостей со взрывоопасными веществами без соответствующей их дегазации);
поражение электрическим током (причина - не были соблюдены правила техники безопасности);
облучение гамма-ренгеновским излучением во время просвечивания сварочных швов (причина - рабочий персонал не был удалён из зоны просвечивания).
Электрический ток воздействие на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов. Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные “подёргивания” волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов: сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Охрана труда при выполнении сварочных работ.
Рабочее место сварщика должно содержаться в чистоте и порядке, не допуская ничего лишнего, мешающего работе на рабочем месте, а также в проходах и проездах. Детали и заготовки следует держать в устойчивом положении на подкладках и стеллажах; высота штабелей не должна превышать полторы ширины или полтора диаметра основания штабеля и во всех случаях не должна быть более 1 м.
Сварочные кабели нельзя располагать рядом с газосварочными шлангами и трубопроводами, находящимися под давлением, или по участкам с высокой температурой, а также вблизи кислородных баллонов и ацетиленовых генераторов.
Не должны производиться сварка и резка внутри сосудов с закрытыми люками или невывернутыми пробками, у неограждённых или незакрытых люков, проёмов, колодцев и т.п.
Средства индивидуальной защиты. При электродуговой ручной сварке зона сварки (сварочная дуга, расплавляемый металл) является источником возможного травмирования электросварщика излучением и теплом сварочной дуги и брызгами расплавленного металла. Для защиты глаз, лица, кожного покрова головы и шеи сварщика от излучений и брызг металла, а также частичной защиты органов дыхания от непосредственного воздействия выделяемых при сварке паров металла, шлака и аэрозолей предназначены защитные щитки. Щитки изготавливаются двух основных видов: наголовные и ручные. Наголовный щиток более удобен, так как освобождает руку сварщика от необходимости удерживать ручной щиток. Щитки изготавливают углублённой формы для того, чтобы они хорошо защищали все открытые части головы и шеи сварщика. При пользовании щитком для обзора конструкции не обязательно открывать щиток назад на голову, достаточно поднять крышу рамки со светофильтром и осмотреть конструкцию через прозрачное защитное стекло, а также подготовить стык к сварке, зачистить кромки, удалить шлак и выполнить другие операции, требующие хорошей видимости.
Для защиты от вредного излучения дуги в щитки вставляют стеклянные светофильтры тёмно - зелёного цвета, которые не пропускают вредного излучения, но позволяют видеть дугу, расплавленный металл и манипулировать электродом для лучшего формирования шва. Применяют 13 классов светофильтров типа C для сварки на токах от 13 до 900 А. Необходимо иметь в виду, излучение сварочной дуги может травмировать глаза рабочих, находившихся поблизости от работающего сварщика. Поэтому рабочих, находящихся в зоне сварки, следует снабдить очками и светофильтрами, предназначенными для подсобных рабочих. Излучение дуги опасно для зрения на расстоянии до 20 м.
Сварщики, работающие на строительных площадках, обязаны носить каски, предохраняющие голову рабочего от возможного травмирования падающими предметами и защищающие от ударов поражения электрическим током и атмосферных воздействий. Под каску должен одеваться головной убор - подшлемник. Важными средствами индивидуальной защиты сварщика являются спецодежда и спецобувь. Спецодежда (куртки и брюки) изготавляется из материала, предохраняющего сварщика от излучений и имеющего противоискровые нашивки. Для работы в стационарных постах сварщик использует фартук, предохраняющий от брызг, особенно опасных при дуговой резке. Обувь сварщика, работающего на монтажной площадке, должна быть с нескользящей подмёткой.
К средствам индивидуальной защиты относятся также резиновый коврик, резиновые перчатки и галоши, применяемые при работе в особо опасных местах. Во время работы сварщик должен застёгивать куртку, не допуская оголения и поражения лучами дуги открытых мест тела. Клапаны куртки должны быть закрыты, брюки носятся на выпуск так, чтобы они закрывали ботинки во избежание попадания брызг металла на ноги.
При проведении сварочных работ на открытом воздухе в холодное время года спецодежда должна комплектоваться теплозащитными подстёжками в соответствии с климатическими зонами.
При использовании материалов, выделяющих повышенное количество сварочных аэрозолей (цветных металлов и сталей с цинком и цинковым покрытием и д.р.), применяют усиленную вентиляцию, обеспечивающую подачу чистого воздуха к сварщику. Однако общая вентиляция не всегда достигает нужного эффекта, поэтому прибегают к средствам индивидуальной защиты. Для этого в основном используют фильтрующие противопылевые респираторы и реже - изолирующие шланговые и автономные дыхательные аппараты. Электробезопасность при выполнении сварочных работ.
Электробезопасность - система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма - травма, вызванная воздействием электрического тока или электрической дуги.
Электротравматизм - явление, характеризующееся совокупность электротравм.
Электрическое замыкание на корпус - случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю - случайное электрическое соединение токоведущей части непосредственно с землёй или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются: воздействие электрического тока, проходящего в сварочной цепи; соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляции которых повреждена; касание токоведущих частей через предметы с низким сопротивлением изоляции; прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств); соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др.
Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъёмно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т.д.
Технические средства защиты. В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением. К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения - щиты, ограждения - клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т.п.).
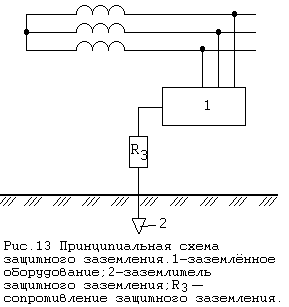
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление - преднамеренное электрическое соединение с землёй или её эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением.
Назначение защитного заземления - устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т.е. при замыкании на корпус.
Область применения защитного заземления - трёхфазные трёхпроводные сети напряжением до 1000В изолированной нейтралью.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3 - 5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5 - 3 мм, стальные прутки диаметром 10 - 12 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
Зануление - преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис.12).

Защитное заземление - преднамеренное электрическое соединение с землёй или её эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис.25.1).
Назначение защитного заземления - устранение опасности поражением электрическим током при появлении напряжения на конструктивных частях электрооборудования, т.е при замыкании на корпус.
Область применения защитного заземления - трёхфазные трёхпроводные сети напряжением до 1000 В с изолированной нейтралью.
Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные - находящиеся в землеметаллические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3-5см и угловую сталь размером 40×40 до 60×60 мм длиной 2,5-3 мм, стальные прутки диаметром 10-12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4×12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
Защитное отключение - быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис.25.3).

Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения - совокупность отдельных элементов, которые реагируют на изменение какого-либо параметра электрической сети и дают сигнал на отключение автоматического выключателя. Таким элементом является датчик - устройство, воспринимающее изменение параметра и преобразующее его в соответсвующий сигнал.
Автоматический выключатель - устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой. При коротких замыканиях он должен отключать цепь автоматически при подключении сигнала от прибора защитного отключения.
Пожарная безопасность.
На строительно-монтажной площадке опасными факторами пожара являются: открытый огонь (сварочная дуга, пламя газовой сварки и резки); искры и частицы расплавленного металла, которые возникают при электросварке и резке; повышенная температура изделий, которые подвергаются сварке и резке.
Травмы от пожаров могут возникнуть от воспламенения горючих материалов, находящихся вблизи мест производства сварочных и газорезательных работ, а также от неисправного состояния электрической проводки.
Причиной пожара технического характера на строительно-монтажной площадке являются: неисправность электрооборудования (короткое замыкание, перегрузки и большие переходные сопротивления); плохая подготовка оборудования к ремонту; несоблюдение графика планового ремонта; износ и коррозия оборудования и т.д.
Причинами пожаров организационного характера являются: небрежное отношение с открытыми источниками огня, неправильное хранение пожароопасных веществ; не соблюдение правил пожарной безопасности и т.д.
Пожарная безопасность на строительно-монтажных площадках может быть обеспечено совокупностью мероприятий, направленных на предупреждение пожаров, предотвращение распространение огня в случае возникновения пожаров и создания условий, способствующих быстрой ликвидации начавшегося пожара.
Согласно “Правилам пожарной безопасности при производстве строительно-монтажных работ” предусматривается комплекс мероприятий по пожарной безопасности, обеспечивающих снижение опасности возникновения пожара и создание условий быстрой ликвидации пожара на строительно-монтажной площадке.
Предусмотренные на строительно-монтажной площадке мероприятия, устраняющие причины возникновения пожаров, подразделяются на организационные, эксплуатационные, технические и режимные.
К организационным мероприятиям относятся: обучение рабочих сварщиков (резчиков) противопожарным правилам, проведение бесед, инструкций, организация добровольных дружин, пожарно-технических комиссий, издания приказов по вопросам усиления пожарной безопасности.
К эксплуатационным мероприятиям относятся: правильная эксплуатация, профилактические ремонты, осмотры и испытания сварочного оборудования и устройств и т.д.
К техническим мероприятиям относятся: соблюдение противопожарных норм и правил при устройстве и установке сварочного оборудования, систем вентиляции, подвода электропроводки, защитного заземления, зануления и отключения.
К режимным мероприятиям относятся: запрещение курения в неустановленных местах, проведение сварочных и других огневых работ в пожароопасных местах.
Пожарную технику согласно ГОСТ 12.4 - 009 - 82*, предназначенную для защиты строительно-монтажных объектов подразделяют на следующие группы: пожарные машины (автомобили, мотопомпы и прицепы); установки пожаротушения; установки пожарной сигнализации; огнетушители; пожарное оборудование; пожарный ручной инвентарь; пожарные спасательные устройства.
К ручным огнетушителям относятся: пенные, углекислотные, углекислотно-бромэтиловые и порошковые.

Огнетушитель ручной углекислотный ОУ-2 предназначен для тушения очага горения различных веществ (за исключением тех, которые могут гореть без доступа воздуха) и электроустановок, находящихся под напряжением.
Для приведения в действие раструб огнетушителя направляют на очаг горения и поворачивают маховичок вентиля до упора.
Список литературы:
· Малышев.Б.Д, Мельник.В.И, Гетия.И.Г. Ручная дуговая сварка. - М.: Стройиздат, 1990. - 319с.
· Фоминых.В.П, Яковлев.А.П. Ручная дуговая сварка. - М.: Высшая школа, 1986. - 288с. - (Профтехобразование).
· Казаков.Ю.В, Козулин.М.Г. Сварка и резка материалов. - М.: Издательский центр “Академия”, 2000 - 400с.
· Николаев.Г.А, Куркин.С.А, Винокуров.В.А. Сварные конструкции. М.: Высшая школа, 1983.
· Рыбаков.В.М. Дуговая и газовая сварка. М.: Высшая школа, 1986.
Похожие рефераты:
История и развитие сварочного производства
Соединения деталей и узлов машин
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
Строительство резервуарного парка нефтеперерабатывающего завода
Возникновение и развитие сварки
Инверторные источники питания для электродуговой сварки
Процессы сварки металлов плавлением
Разработка технологии сварки корпуса водила II ступени
Сварка системы аварийного охлаждения
Технология сварки в инертных газах