| Скачать .docx |
Реферат: Типизация технологических элементов второй категории
Реферат
Типизация технологических элементов второй категории
Введение
Распространение типизации на технологические элементы второй категории выражается в создании универсальных, типовых решений, исключающих необходимость разработки этих элементов для каждого технологического процесса. Типизация важнейших технологических элементов этой категории (литниковых систем и прибылей) проявляется в улучшении качества отливок, снижении брака и дефектов и уменьшении расхода металла. Поскольку проводят типизацию технологии конкретной номенклатуры, то имеется возможность свести число технологических элементов к минимуму, отнеся их к определенным классификационным разделам, а расчеты выполнять с максимальным приближением к реальным условиям. Опыт показывает, что универсальные методы расчета литниковых систем и прибылей, не отнесенные к конкретной номенклатуре, на практике не находят применения. Вместе с тем эти методы можно использовать при разработке типовой технологии, но с учетом выбранной для типизации номенклатуры.
1. Типизация литниковых систем
Известные классификации литниковых систем служат для изучения происходящих в них процессов и разработки на этой основе методик расчета площадей поперечных сечений литниковых каналов, предлагают общие рекомендации для конструирования и расположения в форме различных литниковых систем. Хотя такие классификации не предназначены для типизации технологии, их все же можно положить в основу типовых разработок. Типизация литниковых систем предусматривает создание минимума оптимальных их модификаций, достаточного для конкретной номенклатуры деталей машин. При этом одну модификацию литниковой системы можно привязать к отливкам разных классификационных разделов.
Конструкции литниковых систем для остальных отливок, применяемых в тяжелом машиностроении, можно разделить на две группы: в первую входят отливки, формуемые в опоках, во вторую – отливки, получаемые в ямах и кессонах. Если соотнести это подразделение и классификацию отливок для тяжелого машиностроения по массе, когда классификация по размерам отсутствует, то можно установить, что мелкие и средние отливки формуют в опоках на формовочных машинах, средние – иногда также в формовочных ямах вручную, крупные – в литейных кессонах или формовочных ямах, иногда в опоках на формовочных машинах, тяжелые и особо тяжелые – в литейных кессонах. Способы формовки зависят от массы отливок и могут быть различными на предприятиях одной отрасли, имеющих разные производственные возможности. Литниковые системы привязывают к типу или группе отливок в зависимости от способа формовки. Такая методика привязки позволяет выделить наиболее часто встречающиеся конструкции литниковых систем и типизировать их. Для мелких и средних отливок, получаемых в опоках, это литниковые системы с щелевыми питателями, одноярусные с нижним сифонным подводом металла и вертикально-щелевые; для средних, крупных и тяжелых отливок, получаемых в ямах и кессонах, - одноярусные сифонные, двухъярусные и многоярусные.
Литниковая система должна усиливать направленное затвердевание или, по крайней мере, не нарушать его.
Литниковая система с щелевыми питателями (рис. 1) применятся для отливок высотой до 300 мм – предельной, с которой допускается падение струи стали, практически не размывающей форму, изготовленную из песчано-глинистой или жидкой самотвердеющей смеси. Такая литниковая система состоит из одного или более питателей, литникового хода и стояка. Ее модификации различаются формой литникового хода прямой для отливок с прямыми очертаниями и круглый в виде части круга для отливок с конфигурацией тел вращения. Типизация заключается в создании ряда унифицированных щелевых питателей. Целесообразно иметь набор моделей литниковых ходов унифицированных сечений. Достоинство такой литниковой системы – простота исполнения в форме и подвод металла непосредственно в прибыль или под нее, что способствует направленному затвердеванию отливки.

Рис. 1. Отливки с литниковой системы с щелевыми питателеми
Ярусная литниковая система. Она состоит из одной, двух или нескольких секций каналов, соединяемых литниковым ходом, в который сталь поступает из одного или более стояков. Такую литниковую систему выкладывают из шамотного припаса. Трубки, выполняющие литниковых ход для отливок, получаемых в опоках, формуемых на машинах, имеют снаружи форму квадрата для удобства укладки на координатную плиту. Унифицированная секция литниковых каналов представляет собой один или несколько ярусов питателей, соединенных стояком, секции соединяются между собой литниковым ходом. На рис. 2, а показана типовая секция двухъярусной литниковой системы, на рис. 2, б – две такие секции, соединенные литниковым ходом. В качестве питателей для толстостенных отливок применяют круглые стандартные шамотные трубки. Внутренний диаметр трубки должен быть меньше толщины стенки отливки, к которой подводится питатель. При толщине стенки более 70 мм диаметр питателя 50-70 мм, в зависимости от массы отливки при толщине стенки менее 70 мм заливают через специальные унифицированные питатели (отсутствующие в ГОСТе) с размерами примыкающего к отливке сечения 20*90 или 40*120 мм, переходящего в круглое диаметром соответственно 50 и 70 мм.
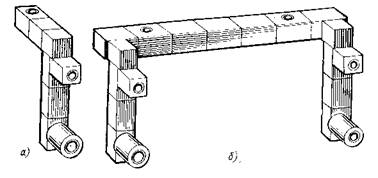
Рис. 2. Типовые секции двухъярусной литниковой системы
Главное достоинство литниковой системы с несколькими ярусами питателей, которую применяют при литье высоких крупных, тяжелых и особо тяжелых отливок, заключается в разделении заливаемой стали на несколько потоков для создания более благоприятного, чем при одноярусной сифонной системе, распределения температуры по высоте отливки. Это благоприятно сказывается на направленности затвердевания и состоянии формовочной смеси. Двух- и многоярусная литниковые системы дают возможность расстановкой питателей ограничивать высоту падения металла в форму.
Существуют модификации типовых ярусных литниковых систем для отливок прямоугольной формы (рис. 3) и отливок, имеющих форму тел вращения (рис. 4). При наличии двух и более ярусов каждая секция литниковой системы имеет обратный стояк, который, распределяя сталь по питателям, обеспечивает более равномерную скорость заливки через каждый из них.
Для отливок прямоугольной формы одноярусные системы предусматривают: подвод металла с одной стороны отливки, заливку через один или два стояка (рис. 3, а, б ); подвод металла двух сторон отливки, заливку из одного и двух ковшей (рис. 3, в,г). Двухъярусные системы предусматривают подвод металла с одной стороны, заливку через два стояка (рис. 3, д), подвод металла с двух сторон, заливку через три или четыре стояка из двух ковшей (рис. 3,е). Трехъярусные и четырехъярусные системы обеспечивают подвод металла с двух сторон, заливку через три или четыре стояка из двух ковшей (рис. 3, ж, з).
Для отливок, имеющих форму тел вращения, одноярусные системы предусматривают подвод металла с одной стороны, заливку через два стояка (рис. 4, а), подвод металла с двух сторон, заливку через три стояка (в форме выполняются четыре стояка, один из которых аварийный, рис. 4, б). Двухъярусные системы обеспечивают подвод металла с одной или двух сторон, заливку через два стояка из одного ковша и через три или четыре стояка из двух ковшей (рис. 4, в, г), а также через кольцевой щелевой питатель и два кольцевых литниковых хода (щелевой питатель образуется формой и внутренним стержнем рис. 4, д), трех- и четырехъярусные системы (рис. 4, е) – заливку через три или четыре стояка и два кольцевых литниковых хода из двух ковшей.

Рис. 3. Типовые ярусные литниковые системы для отливок прямоугольной формы
Необходимо подчеркнуть, что показанные типовые ярусные литниковые системы учитывают специфику отливок определенной номенклатуры, для которой они разработаны (конструкцию, повторяемость в производстве, размеры, массу, толщину стенок), инее могут охватывать все варианты литниковых систем, встречающихся на разных предприятиях.
Практикой выработались следующие условия, принимаемые при устройстве ярусных литниковых систем для отливок из нелегированной стали. При высоте отливки до 1100 мм применяют одноярусную систему, 1100 до 1800 мм – двухъярусную, от 1800 до 2600 мм – трехъярусную, более 2600 мм – четырехъярусную.

Рис. 4. Типовые ярусные литниковые системы для отливок конфигурации тел вращения
По данным П.Ф. Василевского, допустимо применение двухъярусной литниковой системы при общей высоте отливки 800-2500 мм с расстоянием между ярусами питателей 800-2000 мм. Расстояния от нижнего уровня формы до оси питателя первого яруса и между питателями последующих ярусов указаны на рис. 3, 4. Питатели верхнего яруса рекомендуется подводить непосредственно под прибыли, что способствует поддержанию под ними более высокой температуры, чем в отливке. Возможны отступления от установленных общепринятых правил выполнения литниковых систем, например, когда питатели попадают в местные утолщения или холодильники. В таких случаях необходимо изменять расстояния между ярусами.
При производстве тяжелых отливок большое значение приобретает устройство дополнительной литниковой системы, питатели которой подводят непосредственное в прибыли (рис. 5). Такая литниковая система для прибылей является автономной – она питается из своего стояка и не связана с литниковой системой собственно отливки. Прибыльные литниковые системы типизируются и сводятся в РМП.
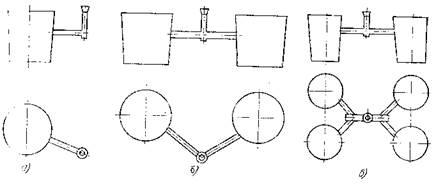
Рис. 5. Типовые литниковые системы для заливки прибылей
Исследования влияния последовательности подачи стали на разные уровни формы на температурные поля отливки при заливке через многоярусную литниковую систему показало, что в стенках толщиной более 150 мм создается положительный температурный градиент по высоте отливке, но металл целесообразно доливать в прибыли, спустя некоторое время после заливки. Порядок доливок регламентируется РМП.
Вертикально-щелевая литниковая система. Для получения отливок, к чистоте поверхности которых после механической обработки предъявляют особые требования (зубчатых колес, обойм и втулок, тормозных шкивов, крановых и экскаваторных барабанов), можно рекомендовать вертикально-щелевую литниковую систему.
Литниковая система состоит из одной или двух унифицированных секций вертикально-щелевых питателей, соединяемых как и сифонная (рис. 2) литниковым ходом, и одного или двух стояков. Секция (рис. 6) представляет собой щелевой питатель 1, в который металл поступает из обратного стояка 2, соединенного сифонным питателем 3 или двумя питателями (сифонным 3 и верхним 5) с сифонным стояком 4. диаметр обратного стояка в 2 раза больше диаметра сифонного стояка.
Вертикально-щелевая литниковая система имеет следующие особенности.
1. Незамкнутость литниковой системы в обратном стояке, достигается увеличением площади его сечения по сравнению с площадью сечения сифонного стояка, обеспечивает последовательное заполнение формы снизу вверх.
2. Вертикально-щелевая литниковая система обеспечивает саморегулирующийся процесс заливки. При увеличении гидростатического напора автоматически увеличивается расход металла, а при снижении напора он уменьшается.
3. Исключается падение металла в форму с большой высоты, как, например, при подводе металла по разъему формы; отпадает надобность в принятии таких специальных технологических мер, как установление литниковых стержней для подвода под ними питателей.
4. направленное затвердевание отливки, создаваемое вертикально-щелевой литниковой системой, позволяет уменьшить размеры прибылей.
5. Выполнение вертикально-щелевой литниковой системы весьма просто.

Рис. 6. Унифицированная секция вертикально-щелевой литниковой системы
Выполняют вертикально-щелевую систему ( рис. 7 ) с помощью модели и стержня. По модели заформовывается щелевой питатель, боковые стороны остальных элементов вертикально-щелевой секции для облегчения их отделки при формовке выполняются стержнем. Модель щелевого питателя вместе со знаком стержня делается приставной.

Рис. 7. Литейная форма зубчатой втулки с вертикально-щелевой литниковой системой
Число щелевых питателей, а следовательно, и секций вертикально-щелевой литниковой системы устанавливают в зависимости от размеров отливки и расхода жидкого металла.
Вертикально-щелевую литниковую систему унифицируют, т.е. разрабатывают секции питателей определенных типоразмеров через некоторые интервалы, изготовляют постоянные модели частей литниковой системы, которые при формовке приставляют к модели отливки. Размерный ряд этих частей включает 15 типовых размеров. Для выполнения их в форме достаточно пяти типоразмеров отъемных литниковых частей моделей и пяти стержневых ящиков, модели питателя – сменные.
2. Типизация прибылей
Прибыли классифицируют по расположению на отливке (кольцевые и местные) и способу питания (прямого питания и отводные). Независимо от этих признаков прибыли могут быть закрытыми и открытыми, иметь различную геометрическую форму.
Нашли применение специальные прибыли с экзотермическим обогревом, теплоизоляцией и др. Снижение расхода стали на прибыли служит одним из главных источников повышения выхода годного литья, и в использовании этого резерва заключается важная задача типизации прибылей. Она предусматривает отбор наиболее эффективно действующих прибылей и их унификацию.
Прибыли кольцевые и местные. Из соображений повышения выхода годного литья при обеспечении его качества следует предпочитать местные прибыли кольцевым, так как последние для предотвращения усадочных дефектов должны быть намного шире сечения, на которых их устанавливают, но иметь такую же высоту, что и местные прибыли. Зона действия местных прибылей, занимающих 35-50% длины средней окружности отливки, полностью обеспечивает необходимую плотность металла. Верхний предел относится к отливкам зубчатых колес, для которых требуются более массивные прибыли, чтобы получить высокую плотность зубьев.
Прибыли прямого питания и отводные. Прибыль прямого питания, действуя непосредственно на питаемый узел отливки, является более эффективной, чем отводная. Необходимо учесть, что металл, заполняющий отводную прибыль до разъема формы и находящийся ниже питаемого узла, не участвует в пополнении усадочной раковины. Недостатком отводных прибылей является также трудность их унификации, связанная с особенностями их формы. Отводные прибыли устанавливают только на таких отливках, конфигурация которых не позволяет применять прибыли прямого питания.
Иногда непринципиальное изменение конструкции дает возможность получить такую отливку, при изготовлении которой становится возможным применение прибыли прямого питания вместо отводной (рис. 8).

Рис. 8. Отливки конического зубчатого колеса
Прибыли закрытые и открытые. Закрытые прибыли хорошо сберегают теплоту жидкого металла без специальных мероприятий и предохраняют форму от засоров извне. Им отдается предпочтение при машинной формовке за исключением случаев, когда при изготовлении массивной отливки в верхней опоке не могут поместиться прибыли высотой, достаточной для ее питания, или существует необходимость пополнения прибыли после окончания заливки. Открытые прибыли применяют при ручной формовке, так как в формах, изготовляемых этим способом, получают крупные и тяжелые отливки, питаемые обычно высокими прибылями, которые к тому же часто требуют периодической заливки.

Рис. 9. Модель зубчатой втулки с установленным на ней кольцевым экзотермическим стержнем
Прибыли с экзотермическим обогревом. Экзотермический обогрев прибылей представляет собой высокоэффективный метод улучшения их использования. Применение таких прибылей позволило, например, при изготовлении из стали 35ХМЛ ответственных отливок зубчатых втулок массой 6250 кг, с толщиной стенки 360 мм и эксцентриков массой 5290 кг, с толщиной стенки 100 мм улучшить использование металла, повысив выход годного литья соответственно с 52 до 72% и с 60 до 74%. Прибыли с экзотермическим обогревом выполняют в изготовленных из экзотермической смеси кольцевых стержнях и стаканах, помещаемых в формах вверх дном. Установка экзотермического кольцевого стержня на модели зубчатой втулки ( см. рис. 7 ) показана на рис. 9. Стержень из самотвердеющей экзотермической смеси упрочняется продувкой углекислым газом. Затвердевший стержень 2 устанавливают до уплотнения формы на верхнюю часть модели 3. Она препятствует разрушению стержня при встряхивании опоки и выполняет также нижнюю часть формы прибыли 4, которая не охватывается экзотермическим стержнем и не обогревается. Экзотермический стержень перекрывается стержнем 1, который удерживает формовочную смесь, находящуюся над прибылью. В центре стержня 1 делается отверстие, которое соединяется с находящимся над ним выпором.
Лучше всего усадочную раковину питают прибыли с круглым поперечным сечением. Довольно эффективно, хотя и хуже, работают прибыли, имеющие овальные, полукруглые или сегментные с закругленными углами сечения. В прибыли с квадратным или прямоугольным сечением металл, заключенный в углах, быстро затвердевает и не участвует в ее работе. Для закрытой прибыли наиболее рациональная форма – цилиндрическая с полусферическим верхом. Скруглять в верхней части следует и овальные, полукруглые и сегментные прибыли. Во многих случаях, когда применяют некруглые прибыли, их можно заменить цилиндрическими – открытыми и закрытыми.

Рис. 10. Отливки зубчатой втулки
Так, при отливке зубчатых втулок массой 200-5000 кг длительное время применяли полуцилиндрические прибыли с полусферическим верхом (рис. 10, а). Их замена значительно меньшими по объёму цилиндрическими прибылями со сферическим верхом ( рис. 10, б) повысила выход годного литья с 56 до 68 %.
Унифицированные закрытые прибыли, используемые при машинной формовке, формуют по многократно применяемым моделям. Модели унифицированных открытых прибылей для крупных и тяжелых отливок, формуемых в почве изготовляют максимальной высоты для каждого диаметра.
Унификация прибылей с экзотермическим обогревом сводится к ограничению их определенными типоразмерами и унификации стержневых ящиков, в которых изготовляют экзотермические стержни. Набор ящиков включает четыре типоразмера. В каждом из них благодаря применению сменных вставок изготовляют стержни пяти типоразмеров.ытой прибыли наиболее рациолннальная форма - цилиндрическая енный в углах, быстро затвердевает и не участвует в работе.щаемых
Для обогрева открытых прибылей применяют также унифицированные стержни-лепещки из экзотермической смеси, которыми при формовке обкладывают унифицированные модели прибылей. Эти лепешки крепят к форме прибыли гвоздями.
3. Систематизация значений линейной усадки
Размерная точность отливок во многом зависит от того, насколько совпадает запроектированная линейная усадка с действительной. Типизация технологических процессов способствует повышению размерной точности отливок благодаря назначению реальной линейной усадки. Типизация заключается в группировании конкретных отливок с целью определения возможно более точных значений линейной усадки. При повторном изготовлении сгруппированных отливок можно будет принимать во внимание трудно учитываемые факторы, от которых зависит усадка: характер конструкции, предопределяющий ее влияние на торможение усадки; особенности технологического процесса, отражающиеся на сопротивлении формы и стержней торможению усадки, которое зависит от состава смесей, плотности набивки, режимов сушки или продувки углекислым газом форм и стержней и от других факторов; сопротивление литниковой системы торможению усадки. Конструктивно-технологическая классификация и типизация технологических процессов позволяют учитывать эти условия и определять значение линейной усадки для отливок данного типа или группы с наибольшим приближением к действительному.
Ю.А. Нехендзи показал, что действительная усадка увеличивается с увеличением толщины стенки отливки и уменьшается с увеличением размера отливки. Так как тип или группа включает отливки с широким диапазоном размеров, то линейная усадка устанавливается дифференцированно, с учетом не только типа или группы, но и толщины стенок и размера отливки, на которой она назначается. Ввиду того что одинаковые значения линейной усадки повторяются в разных квалификационных разделах, вся номенклатура группируется по характеру усадки (свободной, средней или затрудненной). На НКМЗ приняты следующие значения линейной усадки отливок из нелегированной и низколегированной стали, формуемых на машинах в быстротвердеющей смеси на жидком стекле (табл. 13). Эти значения связаны с характером усадки базовых отливок классификационных разделов (табл. 3).
Свободная усадка происходит в отливках класса 104, группы 06 (рамы неприводной стороны роликового конвейера), класса 105, типа 001 (корпуса подшипников) и типа 002 (крышки подшипников); средняя усадка в отливках класса 101, типа 001 (зубчатые втулки), типа 002 (ступицы), группы 01 (рабочие подушки), группы 02 (опорные подушки), класса 103, типа 03 (секторы зубчатых венцов), класса 106, группы 001 (настильные плиты роликовых конвейеров); затрудненная усадка в отливках класса 103, группы 01 (барабаны), группы 02 (зубчатые венцы), типа 001 (зубчатые обоймы), типов 002, 003, 004 (зубчатые колеса), класса 104, групп 01 и 02 (корпуса редукторов), групп 03 и 04 (крышки редукторов), группы 05 (рамы приводной стороны роликового конвейера), группы 07 (крышки масляных ванн), типа 001 (корпуса балансиров), класса 105, типа 0,03 (вкладыши при совместной отливке двух деталей), типа 001 (траверсы), типа 002 (линейки).
Очень важно правильно установить линейную усадку для крупных отливок, так как незначительные погрешности при ее назначении приводят к большим отступлениям от необходимых размеров. Вследствие торможения усадки, создаваемого формой и стержнями, в сложных крупногабаритных отливках часто наблюдается неодинаковая усадка различных участков отливки, которая достигает довольно ощутимых значений. Систематизация линейной усадки оливок определенной номенклатуры дает возможность определять реальные значения усадки.

Рис. 11.
На рис. 11 показана отливка станины рабочей клети прокатного стана, для которой в соответствии с типовой технологией приняты дифференцированные значения усадки; по наружным размерам L, B, B1, H, h1-1,5%, по внутренним L1-0,75%, B2-0,5%, d-1%. Практика показала, что эти значения приемлемы для всего классификационного раздела.
Торможение усадки привод в отливках незамкнутого контура (нежестких конструкциях) к короблению, которое выражается в искажении размеров отливки в каком-либо направлении. В полувенцах, секторах и других подобных отливках искажение возрастает от середины к краям в соответствии с усилением влияния торможения усадки формой. Мероприятием, предотвращающим возможное искажение размеров, является обеспечение направленной линейной усадки, увеличивающейся от середины отливки к краям. Если стенка отливки, подверженная короблению, подлежит механической обработке, на ее поверхность назначается припуск – максимальный в концевых частях детали и минимальный в середине. С целью предупреждения искажения размеров отливку отливают со стяжками, соединяющими ее концы. При большой высоте отливки применяют две или три стяжки.

Рис. 12. Отливки нежесткой конструкции
На рис. 12, а показан сектор зубчатого венца, на рис. 12, б контур модели, скорректированной с учётом изменения размеров отливки в процессе усадки, на рис.12, в показаны отливки полувенцов со стяжками. Стяжки отделяются от отливок ацетиленокислородной резкой после термической обработки – отжига.
Крупногабаритные отливки (тонкостенные плиты, рамы и т.п.) имеют склонность к короблению. Для его предотвращения модели изготовляют с прогибом, обратным направлению коробления.
В ходе работы по типизации технологических процессов принимается во внимание воздействие, которое оказывает литниковая система, особенно разветвленная, на торможение усадки, происходящее по причине разности усадки отливки и литниковой системы, а также из-за перегрева стенки отливки в месте подвода металла. В модельный комплект вносят поправки, учитывающие влияние литниковой системы на размеры нежесткой отливки при усадке.
В отливках, имеющих фланцы (барабаны подъемно-транспортных машин, корпуса и крышки редукторов, патрубки), расхождение между усадкой, предусмотренной по технологии, и действительной приводит к трудно учитываемому отклонению от чертежных размеров из-за торможения усадки фланцами. В единичном и мелкосерийном производстве на необрабатываемую сторону фланца дается технологическое пополнение, называемое также гарантийным припуском, или технологической компенсацией. Однако такой способ может привести к излишнему утолщению фланцев и вследствие этого к необходимости механической обработки тех сторон фланцев, на которых она не предусмотрена чертежом.
При использовании рассматриваемых технологических приемов, цель которых исключить или ослабить влияние торможения усадки на размеры отливки, важно получить стабильные результаты в каждом случае. Их можно добиться при наличии типовых и групповых технологических процессов, в ходе разработки которых все данные о колебаниях размеров и поправках заносятся в постоянно хранящиеся образцы технологических карт. На основании этих данных проводится систематизация значений линейной усадки, которая служит руководством при изготовлении отливок уже имеющихся типов и групп, а также для дальнейшей типизации технологии и при проектировании технологических процессов.
4. Унификация холодильников
Внутренние холодильники применяют с целью выравнивания скорости остывания разных тепловых узлов отливки, усиления эффекта направленного затвердевания. Они также препятствуют образованию ликвации. Унификация внутренних холодильников не представляет трудностей и возможна при любой номенклатуре отливок. Удобный способ унификации – создание унифицированных элементов холодильников, соединяемых в секции определенных типоразмеров, которые помещают в тепловые узлы отливок. Унифицированные элементы сварных холодильников устанавливают в форму в зависимости от размеров узлов или собирают их в холодильники нужных размеров, или сваривают в секции. В технологической документации, которая выдается в производство, указывают номера унифицированных холодильников, их число и схемы установки в форму.
При производстве отливок, работающих в области высоких температур и с периодическими их перепадами, в частности из жаропрочных сталей, применять внутренние холодильники не следует.
Наружные холодильники служат для охлаждения небольших тепловых узлов, образуемых между конструктивными скруглениями в Т- и Х-образных сопряжениях стенок и ребер. Наружные холодильники предотвращают образование трещин и усадочных раковин в узлах. Наружные холодильники изготовляются литыми и из стального проката.
Список литературы
1. Авербух “Типизация технологических элементов“.
2. Балабин “ Модельное производство “.
3. Титов Н. Д. , Степанов Ю. А. “ Технология литейного производства “.