| Скачать .docx |
Реферат: Зависимость дефектности изделий из ситаллов от условий процесса алмазного шлифования
Л.П. Калафатова, канд. техн. наук, Донецк, Украина
Технология изготовления ответственных крупногабаритных изделий сложной формы из технических стекол и ситаллов с полным основанием может быть отнесена к сложным иерархическим системам, которые могут быть представлены совокупностью хорошо структурированных и взаимосвязанных объектов [1]. На рисунке 1 представлена система технологических преобразований N при изготовлении изделий из названных материалов.
В качестве операторов системы технологических преобразований выступают: Ч - человеческий фактор (к этой категории можно отнести, в зависимости от степени детализации проработки системы, конструкторов изделий, технологов, станочников и т.д.); ТС - технологические системы, в которых реализуются технологические процессы, включающие следующие стадии технологических воздействий: N1 - до механической обработки (получение заготовки), N2 - в период механической обработки, N3 - после механической обработки; С - среда, влияющая на состояние всей совокупности рассматриваемых объектов системы. В свою очередь, при реализации всех видов технологических преобразований операторы системы испытывают воздействие внешних потоков материального Мvi, энергетического Еvi и информационного Ivi характера.
Таким образом, систему технологических преобразований можно представить в виде
N = N1 U N2 U N3 = M(m1, m2, . .., ms) U E(e1, e2,..., et) U I(i1,i2,...,iv). (1)
Главной задачей, решаемой на каждой из стадий технологических воздействий, является создание в конечном счете качественного изделия при минимальных затратах на его производство. Решение задачи оптимизации технологических преобразований при изготовлении изделий предполагает комплексное управление системой на всех этапах технологических циклов на основе использования некоего критерия оптимизации Ф, в качестве которого может выступать технологическая себестоимость обработки изделий Cсум.
Наиболее ответственными и трудоемкими, максимально влияющими на уровень Cсум являются этапы механической обработки. Особенности физико-механических характеристик обрабатываемых материалов делают практически невозможным получение из них точных заготовок. Общий припуск, который должен быть удален на стадии механической обработки, достигает 10-12 мм на сторону. Кроме того, к изделиям из рассматриваемых материалов предъявляются повышенные требования по точности формы и качеству формируемой поверхности. Поэтому на второй стадии технологических воздействий N2 предполагается выполнение ряда операций, в частности, чернового и чистового шлифования, а также полирования или алмазной притирки.
Однако в результате силового воздействия на обрабатываемую поверхность при механической обработке, зависящего от уровня входных технологических параметров выполняемых операций, в формируемом слое изделий возникают дефекты в виде микротрещин, проникающие на значительную глубину и отрицательно влияющие на эксплуатационные характеристики изделий. Весь этот дефектный слой глубиной hd должен быть удален на третьей, заключительной стадии технологических воздействий путем реализации дорогостоящих и экологически вредных операций химического травления и ионного упрочнения изделий, трудоемкость которых определяется глубиной и структурой поверхностного дефектного слоя.

Рисунок 1. Система оптимальных технологических преобразований при изготовлении изделий из стекломатериалов
Технологическая себестоимость получения готовой детали CTсумскладывается из себестоимости получения заготовки CTI, механической обработки CTII, упрочнения изделия CTIII
CTсум=CTI+CTII+CTIII. (2)
Считая, что для всех вариантов производства изделия CTI является постоянной, значительный интерес представляет изменение уровня CTII, CTIII, особенно их части, зависящей от механической обработки [2]. Исходя из этого, CTсум может быть существенно снижена за счет уменьшения величины машинного времени, которое, в свою очередь, определяется величиной удаляемого минимального припуска Zmin на конкретной операции или переходе и режимами обработки. Величина Zmin зависит от глубины дефектного слоя, сформированного на предшествующей операции, на которую влияют технологические факторы, определяющие энергетические затраты на реализацию процессов диспергирования обрабатываемых материалов.
Установлено, что решение задачи оптимизации технологической обработки стекломатериалов связано с обеспечением минимальной по глубине и благоприятной структуры дефектности обработанной поверхности.
Чем выше удельный уровень силового воздействия, тем более дефектным является поверхностный слой изделия [4]. Об этом свидетельствуют такие параметры дефектности обработанной поверхности, как размеры, форма, плотность, глубина проникновения дефектов. В свою очередь дефектность формируемой поверхности определяет эксплуатационные характеристики изделий, а также трудоемкость и себестоимость обработки.
По результатам выполненных исследований сформирован банк данных об изменениях уровня дефектности материалов на основе стекла при вариации входных параметров объектов системы на различных стадиях технологических воздействий.
В частности, установлены зависимости энергоемкости процессов диспергирования припуска от физико-механических свойств обрабатываемого материала; режимов резания; технологических характеристик применяемого инструмента и свойств применяемых технологических сред для различных операций абразивной обработки. Изучено влияние перечисленных факторов на глубину и дефектность поверхностных слоев изделия. Полученные сведения, базирующиеся на данных о технологической наследственности реализуемых технологических преобразований, используются при проектировании оптимальных технологических процессов, отличающихся низкой себестоимостью при обеспечении заданного качества выпускаемой продукции.
В лабораторных и производственных условиях моделировалось и исследовалось влияние условий шлифования на энергетические параметры процесса резания и дефектность поверхностного слоя изделий. Для исследования глубины и структуры нарушенного обработкой слоя материала использовался капиллярный метод люминесцентной дефектоскопии в сочетании с послойным химическим травлением образцов [5].
Известно, что составляющие силы резания при шлифовании зависят от параметров режима шлифования. С целью обеспечения высокой производительности процесса шлифования целесообразно интенсифицировать параметры режима резания, в частности, глубину (t) и подачу (s). Однако, как было установлено, при этом возрастают составляющие силы шлифования - радиальная Py и тангенциальная Pz. В условиях работы неизношенным кругом 1А1-200х6х3х76 АС 20-250/200-4-М1 при реализации схемы плоского врезного шлифования ситалла АС-418 зависимости составляющих силы шлифования от режимов резания имеют следующий вид
Pz0=Cpz v-0.87 s0.68 t1.37; Py0 = Cpy v-0.55 s0.62 t0.92, (3)
где Pz0, Py0 - соответственно тангенциальная и радиальная составляющие силы шлифования (Н) при работе правленым кругом; v - скорость шлифования (м/с); t - глубина шлифования (мм); s - продольная подача (м/мин); Cpz, Cpy - коэффициенты, определяемые физико-механическими свойствами материала и зернистостью алмазного инструмента. Для рассматриваемых условий Cpz = 54, Сpy = 75.
В большей степени это сказывается на радиальной составляющей силы шлифования Py0, которая направлена непосредственно на обрабатываемую поверхность, и, в основном, определяет структуру и глубину распространения дефектного слоя. Вне зависимости от схемы обработки увеличение подачи и глубины резания отрицательно сказывается на дефектности формируемой поверхности. Так при изменении подачи от s=0,109 мм/об до s=0,256 мм/об (схема круглого внутреннего шлифования) на уровне травления h = 150 мкм размер дефектов, внесенных обработкой, увеличивается в 3,5 раза и достигает 300 мкм и более. Все это является сдерживающим фактором повышения производительности обработки за счет интенсификации режимов шлифования.
При шлифовании стекломатериалов уровень сил, возникающих в зоне контакта инструмента и детали, увеличивается при затуплении круга. Это связано с изменением площадей контакта зерен с обрабатываемой поверхностью и перераспределением номинальных давлений на этих площадях. Величина износа кругов зависит от режима шлифования, технологических характеристик инструмента, выбранного способа правки. Для всех рассмотренных вариантов обработки, отличающихся зернистостью и маркой применяемых алмазов, прослеживается тенденция к снижению дефектности при работе правленым кругом в сравнении с затупленным. Наиболее четко это видно при работе кругами с более мелкой зернистостью и меньшей прочностью алмазов (рис. 2).
Снижение дефектности наблюдается практически на всех уровнях травления и, что особенно важно, при hтр >300 мкм.
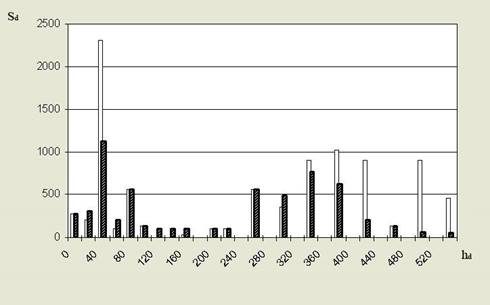
Рис.2 - Диаграмма зависимости относительного размера единичного максимального микродефекта от глубины травления.
На основании приведенных данных можно сделать вывод, что инструмент с более прочными алмазными зернами и более крупной зернистости рационально применять на стадии предварительного чернового шлифования, когда очень важен фактор снижения трудоемкости обработки, которое может быть обеспечено за счет интенсификации режимов. На операциях чистового шлифования, завершающих формирование поверхностного слоя изделия, где первостепенное значение приобретают глубина и структура образовавшегося дефектного слоя, рациональнее использовать алмазные круги малой зернистости в сочетании с периодической правкой инструмента.
Проведенные исследования позволили предположить целесообразность разбиения операции шлифования крупногабаритных изделий из ситаллов на несколько этапов (не менее трех) в соответствии с числом проходов при удалении припуска с заготовки. Этапы отличаются зернистостью и маркой используемого инструмента, а также параметрами режима шлифования. На производстве (базовый вариант) весь припуск снимался за два прохода и обработка велась одним и тем же инструментом при одинаковых режимах резания. Поясним на примере полученные результаты. Предположим, что при шлифовании необходимо снять припуск в 3,5 мм. Первый вариант (базовый) - обработка ведется в два прохода кругом характеристик А 315/250 соответственно с глубиной резания t1 = 2 мм, t2 = 1,5 мм, с подачами s1 = s2 = 0,256 мм/об; второй вариант (предлагаемый) - обработка ведется в три прохода кругами характеристик А 315/250 на первых двух проходах с режимами t1 = 2 мм, t2 = 1 мм, s1 = s2 = 0,256 мм/об и кругом AC 6 100/80 на чистовом проходе с режимом t3 = 0,5 мм, s3 = 0,083 мм/об.
Одним из эффективных методов воздействия на процессы резания при обработке материалов на основе стекла является применение технологических сред (ТС) с направленными свойствами. В этом случае ТС помимо выполнения традиционных охлаждающей, смазочной и моющей функций оказывают существенное диспергирующее действие. Последнее, за счет разупрочнения поверхностных слоев материала под действием сред, позволяет интенсифицировать процессы резания и, как следствие, повысить производительность обработки и работоспособность инструмента. Уменьшение энергетических затрат, приходящихся на единицу объема удаляемого припуска, благоприятно сказывается на глубине и структуре нарушенного обработкой слоя.
ТС для обработки изделий из стекломатериалов должна быть родственной по физико-химической структуре обрабатываемому материалу, то есть быть полярной, обладать поверхностно-активными свойствами, легко проникать в зону резания, обладать смазочными свойствами, облегчать работу инструмента и процесс шлифования. Исходя из сформулированных требований был найден рациональный состав ТС, представляющий собой водный раствор поверхностно-активных веществ [5]. Область ее рационального применения - операции чернового и получистового шлифования стекол и ситаллов. Разработанная среда обеспечивает за счет повышенной диспергирующей способности развитую трещиноватость в приповерхностном объеме нарушенного слоя в сочетании с мелкодефектной структурой более глубоких слоев. Это позволяет значительно снизить время обработки на последующих технологических переходах.. Применение рекомендуемой среды позволяет по сравнению с водой, используемой на производстве, уменьшить размеры единичных дефектов в 1,4-3,5 раза при уменьшении глубины дефектного слоя, в среднем, на 30%. Это делает возможным увеличить подачи при шлифовании на 30-50% без ущерба качеству обработки и прочности изделий.
Использование полученных результатов позволило разработать и внедрить технологические процессы механической обработки изделий из стекла и ситаллов, отличающиеся рациональными режимами шлифования, применяемыми составами ТС и инструментами с заданными характеристиками. Перечисленные мероприятия позволили повысить производительность обработки на 20-30% при выполнении требований по качеству формируемой поверхности.
Выводы
Учитывая технологическую наследственность рабочего воздействия инструмента при механической обработке на формируемую поверхность изделий из ситаллов и имея сведения о глубине и структуре нарушенного обработкой слоя, формируемого на каждой операции технологического процесса, которые отличаются характеристиками используемого инструмента, режимами обработки, типом применяемой технологической среды и т.п., возможно проектирование рациональных технологических процессов. Их характерной чертой будут обоснованные межоперационные припуски на обработку, что позволит в целом снизить трудоемкость и себестоимость получения изделий.
Список литературы
1. Kalafatova L. Diagnostics of qualitative performances of products from engineering cetalls // Archiwum Technologii Maszyn i Automatyzacji. - Poznan: Komisij budowy maszyn PAN. - 1997. - Vol. 17, nr 2. - Р. 107-116.
2. Калафатова Л.П. Технологические среды как фактор повышения эффективности обработки хрупких неметаллических материалов // Резание и инструмент в технологических системах: Междунар. научн.-техн. сборник. – Харьков: НТУ «ХПИ». – 2003. – Вып. 64. – С. 119-126.
3. Калафатова Л.П. Возможности управления дефектностью шлифованной поверхности материалов на основе стекла за счет изменения параметров технологического процесса обработки // Прогрессивные технологии и системы машиностроения: Междунар. сб. научн. трудов. - Донецк: ДонГТУ. - 1999. - Вып. 8. - С. 100-108.
4. Хубка В. Теория технических систем: Пер. с нем. – М.: Мир, 1987. – 208 с.
5. Михайлов А.Н., Калафатова Л.П. Особенности формирования дефектного слоя при абразивной обработке конструкционных изделий из материалов на основе стекла // Прогрессивные технологии и системы машиностроения: Междунар. сб. научн. трудов. - Донецк: ДонГТУ. - 2001. - Вып. 17. - С. 90-93.