| Скачать .docx |
Реферат: Контрольная работа: Расчёт технологических размеров и допусков
Расчётно-графическая работа
з дисциплины ВСТИ
Тема: « Рассчёт технологических размеров и допусков»
Задание: рассчитать технологические размеры и допуски, при выполнении которых выдерживались бы заданные чертежом размеры, и обеспечивалось снятие минимальных припусков.
Исходные данные:
S1
=42-0,062
мм, S2
=10-0,07
мм, S3
=25 мм, S4
=16-0,43
мм, D1
=125-0,53
мм; D2
=92Н12мм; D3
=100![]() мм; D4
=88Н12 мм, D5
=82
мм; D4
=88Н12 мм, D5
=82![]() мм.
мм.
Материал – СЧ18
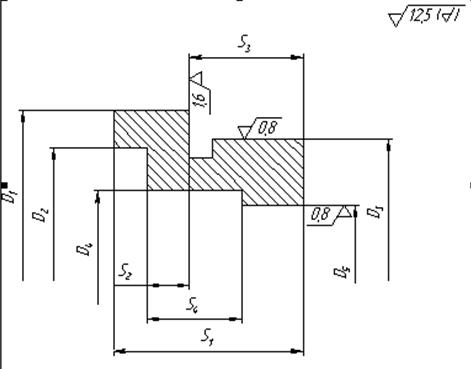
Рисунок 1 – Эскиз детали
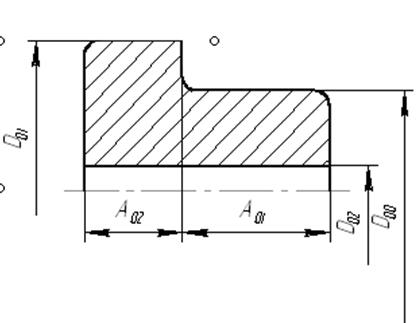
Рисунок 2 – Эскиз заготовки
Основная цель сборки - выдержать точность всех замыкающих звеньев сборочной размерной цепи. Замыкающее звено и его точность определяется служебным назначением сборочной единицы, ее собираемость и эксплуатацией.
Размерная цепь строится, начиная с замыкающего (исходного) звена. Затем по чертежу находят примыкающую к нему слева деталь, размер которой непосредственно влияет на размер замыкающего звена. Далее находят размер второй детали, сопряженной с размером первой. И так последовательно выявляют детали сборочного соединения, сопряженные Друг с другом, размеры которых непосредственно влияют на размер замыкающего звена. Последний из этих размеров должен примкнуть к размеру замыкающего звена, замкнув цепь. В состав размерной цепи от каждой детали входит только один размер.
В зависимости от пространственного расположения звеньев размерные цепи могут быть плоскими, пространственными. У изделия, как правило, несколько размерных цепей. Каждой цепи присваивается определенная буква. Звеньям линейной цепи обычно присваивают букву русского алфавита, угловым - греческого. Каждому составляющему звену присваивают индекс в виде порядкового номера, отсчет которого производится, от левой границы замыкающего звена. Замыкающему звену присваивают индекс. Увеличивающие звенья обозначают стрелками, проставленными над буквенным обозначением звена и направленными вправо, а также знаком "+" уменьшающие - стрелками влево и знаком "-".
Расчет и анализ размерной цепи позволяет:
1. установить количественную связь между размерами деталей изделия
2. установить номинальные значения
3. допуски взаимосвязанных размеров, исходя из эксплуатационных требований и экономической точности обработки деталей и сборки изделия
4. определить, какой вид взаимозаменяемости (полный, неполный) будет наиболее экономичен
5. добиться наиболее правильной простановки размеров на рабочих чертежах
6. определить операционные допуски и сделать пересчет размеров при несовпадении технологических, конструкторских, измерительных баз.
Технологический процесс изготовления втулки
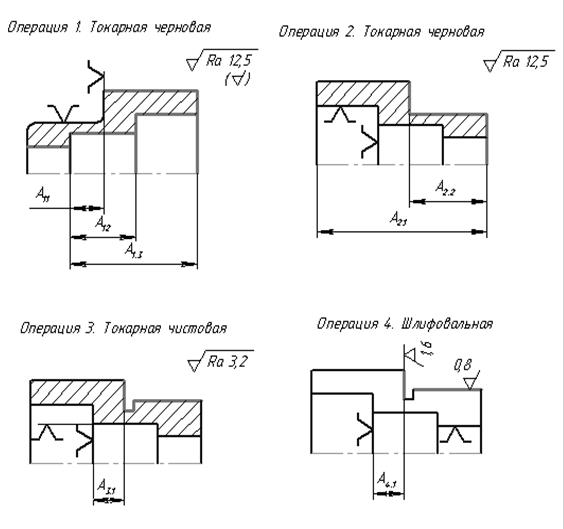
1. Составим схему обработки (рис. 3)
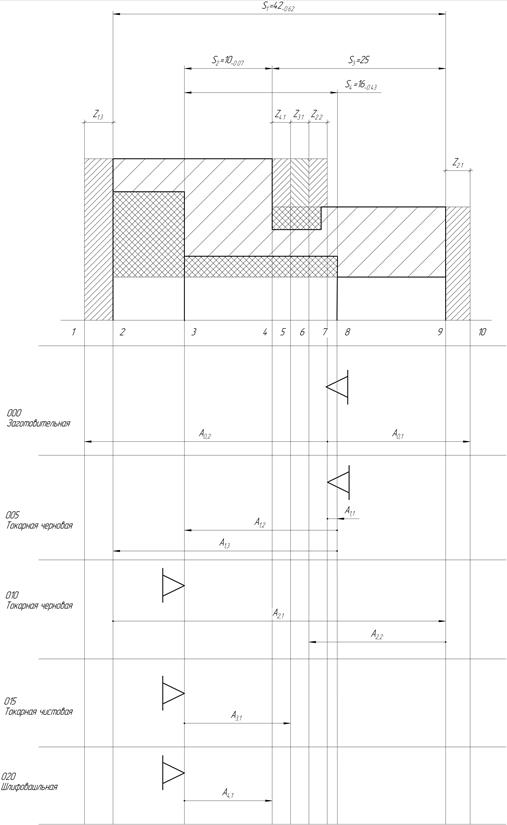
Рисунок 3 – Схема обработки
3. Построим граф технологических размерных цепей (рис.4)
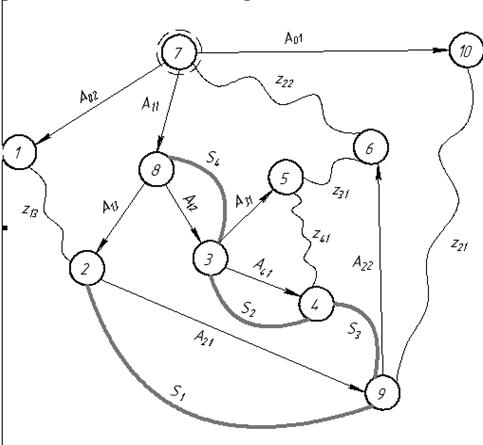
Рисунок 4 - Граф технологических размерных цепей
Уравнение размерных цепей:
1) A2.1 -S1 =0; A2.1 =S1
2) A1.2 -S4 =0; A1.2 =S4
3) A4.1 -S2 =0; A4.1 =S2
4) A3.1 -z4.1 -A4.1 =0; A3.1 =z4.1 +A4.1
5) A1.3 -A1.2 +A4.1 +S3 -A2.1 =0; A1.3 =A1.2 -A4.1 -S3 +A2.1
6) A2.2 +z3.1 +A3.1 -A4.1 -S3 =0; A2.2 =-z3.1 -A3.1 +A4.1 +S3
7) A1.1 +z2.2 -A2.2 -A1.3 +A2.1 =0; A1.1 =-z2.2 +A2.2 +A1.3 -A2.1
8) A0.2 +A1.1 -A1.3 -z1.3 =0; A0.2 =-A1.1 +A1.3 +z1.3
9) A0.1 -A1.1 +A1.3 -A2.1 -z2.1 =0; A0.1 =A1.1 -A1.3 +A2.1 +z2.1
4. Заполнимтаблицу 1
Для размеров А12 и А1.3 доминирующей погрешностью будет погрешность базирования, численно равная допуску на размер, который связывает измерительную и технологическую базы. Таким размером является размер А11 . Но поскольку данные размеры обрабатываются с одного установа и размеры А12 и А1.3 проставлены от чистовой базы, определяющей для которой является размер А11 , то можно считать, что погрешность базирования будет равна нулю.
На размер А21 доминирующей будет погрешность базирования, численно равная допуску на размер А13 . Что составляет 0,27 мм. Для размеров А31 и А41 измерительная база совпадает с технологической. Значит погрешность базирования на эти размеры будет равна нулю.
Таблица 1 – Расчет допусков на технологические размеры
| Индекс размера | Способы обработки | Точность размеров заготовки | Шероховатость | Величина размера, мм | Величина допуска, мм | Доминирующая погрешность | Расчетный допуск |
| А01 | Отливка в кокиль | І кл | Rz 200 h=300 |
До 30 | 0,15 | 0,31 | 0,46 |
| А02 | Отливка в кокиль | І кл | Rz 200 h=300 |
До 30 | 0,15 | 0,31 | 0,46 |
| А11 | Растачивание черновое | IT10 | Rz50 h=50 |
До 18 | 0,27 | - | 0,27 |
| А12 | Однократное подрезание | IT10 | Rz50 h=50 |
До 18 | 0,27 | - | 0,27 |
| А13 | Однократное подрезание | IT10 | Rz50 h=50 |
До 30 | 0,27 | - | 0,27 |
| А21 | Однократное подрезание | IT10 | Rz50 h=50 |
До 50 | 0,25 | 0,27 | 0,52 |
| А22 | Черновое подрезание | IT14 | Rz50 h=50 |
До 30 | 0,62 | - | 0,62 |
| А31 | Чистовое подрезание | IT10 | Rz12,8 h=50 |
До 18 | 0,07 | - | 0,07 |
| А41 | Шлифование | IT8 | Rz6,4 h=25 |
До 10 | 0,022 | - | 0,022 |
Таблица 2 – Расчет технологических размеров
| Известные (заданные) размеры | Неизвестные (искомые размеры) | |||||||||||
| Размеры | Величинаи допуска | Ожидаемая погрешность | Средний расчетный | Допустимая корректировка | Средний скорректированный размер | Размер | Допуск | Уравнение контура | Средний расчетный раз мер | Номинальный расчетный размер | Номинальный скорректированный размер | Средний скорректированный размер |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| S1 | 42-0.62 | 0,52 | 41.69 | ±0,05 | 41,74 | А21 | -0,52 | А21 =S1 | 41,69 | 41,95-0,52 | 42-0,52 | 41,74 |
| S2 | 10-0,07 | 0,022 | 9,965 | ±0,024 | 9,989 | А41 | -0,022 | А41 =S2 | 9,965 | 9,976-0,022 | 10-0,022 | 9,989 |
| S3 | 25-1,12 | 1,022 | 24,44 | ±0,049 | 24,489 | А13 | -0,21 | А13 =А12 +А21 -А41 -S3 | 23,176 | 23,281-0,21 | 23,33-0,21 | 23,225 |
| S4 | 16-0,43 | 0,27 | 15,785 | +0,08 | 15,865 | А12 | -0,27 | А12 =S4 | 15,785 | 15,92-0,27 | 16-0,27 | 15,865 |
| Z13 | 0,5 | 0,94 | 0,97 | + |
0,94 | А02 | -0,46 | А02 =А13 +Z13 -A11 | 20,06 | 20,29-0,46 | 20,3-0,46 | 20,07 |
| Z21 | 0,5 | 1,46 | 1,23 | + |
1,46 | А01 | -0,46 | A01 =Z21 +A21 +A11 -A13 | 23,88 | 24,11-0,46 | 24,2-0,46 | 23,97 |
| Z22 | 0,5 | 1,62 | 1,31 | + |
1,62 | А11 | +0,27 | A11 =A22 +A13 -Z22 -A21 | 4,085 | 3,95+0,27 | 4+0,27 | 4,135 |
| Z31 | 0,1 | 0,712 | 0,456 | + |
0,712 | А22 | +0,62 | A22 =A41 +S3 -Z31 -A31 | 23,908 | 23,598+0,62 | 23,6+0,62 | 23,91 |
| Z41 | 0,025 | 0,092 | 0,071 | + |
0,092 | А31 | -0,07 | A31 =Z41 +A41 | 10,06 | 10,095-0,07 | 10,1-0,07 | 10,065 |
Сделаем проверочный расчет (выборочно)
Z41 =A31 -A41 =10,1-0,07 -10-0,022 =0,1-0,92
Снятие минимального припуска Z41 =0,025 обеспечено.
S1 =A21 =42-0.52 (мм)
Припуск – слой материала, назначаемый для компенсации погрешностей, возникающих в процессе изготовления детали, в целях обеспечения заданного качества.
Расчету подлежит минимальный припуск на обработку. Колебание же размера обрабатываемой поверхности заготовки в пределах допуска на ее изготовление создает колебание величины припуска. Поэтому различают:
- припуск минимальный (Zmin ),
- номинальный (Zном ),
- максимальный (Zmax).
Они удаляются с поверхности заготовки в процессе её обработки для получения детали.
S1 выдерживается в заданных пределах 42-0,62 , следовательно размер A21 рассчитан правильно.
Список литературы
1. Справочник технолога - машиностроителя. В 2-х т. Т. 1 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. - 496 с., ил.
2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – 4-е изд., перераб. – Минск: Вышейш. Школа, 1983. – 256 с.