| Скачать .docx |
Книга: Проектирование роботехнических средств для поточных линий прядильного производства
Введение
Анализ развития приготовительно-прядильного оборудования зарубежных фирм и отечественного производства за последние годы показывает, что одним из основных направлений является освоение автоматизированного поточного способа производства пряжи, представляющего наиболее совершенную форму технологического процесса в организации производства. Использование поточного способа производства позволяет повысить эффективность последнего и сократить количество используемых в производстве вспомогательных изделий и материалов: тазов, катушек, тележек для транспортировки полуфабрикатов между технологическими переходами и др.
Применение автоматизированного поточного способа производства пряжи связано с обязательным использованием робототехнических средств. Широкое внедрение РС обеспечивает повышение производительности труда в основном и вспомогательном производствах, сокращение доли монотонного и непривлекательного труда, повышение мобильности производства, а также способствует улучшению качества вырабатываемой продукции за счет более точного соблюдения технологических режимов.
Активное использование РС в поточных линиях прядильного производства осложняется необходимостью самостоятельного изготовления предприятиями их составных элементов и периферийного оборудования, поскольку в нашей стране не выпускаются РС специально для немашиностроительных отраслей. Имеющийся на рынке большой набор РС не обеспечивает требований, обусловленных спецификой предприятий текстильной промышленности. Поэтому целесообразно сотрудничество с использованием международного разделения труда, а также различных форм международной кооперации.
Для ускорения внедрения РС в текстильную промышленность необходимы: существенное повышение их надежности; снижение цены; обеспечение производства и поставок полностью роботизированных участков; организация стимулирующих мероприятий у производителей и потребителей; международное разделение труда и т.д.
В качестве сферы международного разделения труда в области создания РС для текстильной промышленности России лучше всего выбрать в условиях современной экономической ситуации проектирование данных устройств по требованиям заказчика.
1. Метод проектирования робототехнических средств текстильных машин
В общем процессе создания высоконадежных систем этап проектирования является определяющим. На этом этапе имеются большие возможности расчетной и экспериментальной проверки принимаемых конструктивно-технических, структурных и схемных решений по обеспечиваемому уровню надежности, а также большие возможности по изменению этих решений в целях применения более надежных вариантов.
С целью снижения затрат на создание робототехнических устройств разработан метод их проектирования, который позволяет выявить различные технические решения РС по требованию потребителя независимо от конструктивных особенностей текстильной машины, а также произвести оценку надежности механизмов исполнительных органов и всего РС на стадии проектирования и конструкторской отработки опытного образца.
Данный метод включает в себя следующие шесть этапов:
– разработку функциональной структуры РС, состоящую из выявления максимально возможного количества элементов, входящих в РС и находящихся в функциональной взаимосвязи, определения выходных параметров всей системы РС и отдельных ее элементов, оказывающих влияние на ее надежность, и свойств данных параметров, выявления возможности изменения функциональной вза-имосвязи между элементами РС с целью повышения надежности работы последнего;
– моделирование структурных схем исполнительных органов РС, включающее определение основного критерия, по которому следует производить оценку получаемых технических решений, выявление направления решения проблемы увеличения надежности работы РС и разработку на основе принципа Ф. Цвики метода проектирования таких средств;
– алгоритм моделирования траектории выходного звена исполнительного органа РС, заключающийся в выявлении закона движения последнего по характерным точкам выполняемой им технологической операции и с учетом повторения требуемых участков траектории и синхронизации работы всех исполнительных механизмов;
– выбор критериев оптимизации при проектировании РС, включающий определение данных критериев, выявление необходимых предельных значений целевых функций всех критериев, введение приоритета целей и шкалы экспертных оценок;
– рассмотрение принципов разработки циклограммы РС, рекомендующих производить синхронизацию работы исполнительных органов манипулятора с учетом оценки их быстродействия и надежности;
– контроль надежности РС при испытаниях, заключающийся в выявлении характеристик и признаков состояний системы РС и их анализе на основе обобщенной формулы Байеса, позволяющей определить характерные состояния и детерминирующие признаки системы, а также в вычислении необходимого количества отрабатываемых РС циклов по обслуживанию им текстильных машин.
Следует отметить, что каждый этап разработанного метода может быть использован как самостоятельный способ проектирования РС, что повышает его мобильность и позволяет привязать к конкретным проблемам конструкторской практики и использовать в совокупности с другими имеющимися методами проектирования РС. Рассмотрим более детально все разработанные этапы проектирования РС.
1.1 Разработка функциональной структуры робототехнических средств
В соответствии с теорией технических систем робототехнические средства текстильных машин относятся к сложным системам. Возможность обеспечения надежного функционирования такой системы связана с изучением ее структуры, т.е. совокупности элементов и отношений между ними, и тех взаимосвязей, которые определяют ее работоспособность. Выделим в технической системе «робототехническое средство текстильной машины» элементы, каждый из которых выполняет определенную функцию и находится во взаимодействии с другими элементами системы. К таким элементам относятся:
– привод ходовой секции, осуществляющий движение РС вдоль фронта текстильной машины и остановку его около рабочего места, где необходимо осуществить вспомогательную технологическую операцию;
– привод рабочей секции, осуществляющий передачу движения от привода ходовой секции к механизмам исполнительных органов РС или работающий автономно;
– исполнительные механизмы РС, выполняющие технологические операции по обслуживанию текстильной машины.
Определим отношения между этими элементами системы РС, которые задаются функциональным описанием способа действия технической системы, заключающегося в следующем: энергия вращательно-поступательного движения элемента 1 при остановке РС около требуемого рабочего места текстильной машины передается элементу 2, который преобразует ее и далее передает элементам 3, …, N соответственно. Более предпочтительным является вариант, когда элемент 2 самостоятельно включается в работу после поступления к нему соответствующего входного сигнала. В этом случае непосредственная механическая связь между элементами 1 и 2 отсутствует, что положительным образом будет сказываться на надежности работы РС, его точности и времени позиционирования около рабочего места текстильной машины. Элементы 3, …, N преобразуют эту энергию в движение исполнительных органов.
С целью построения функциональной структуры РС выявим максимальное количество элементов, которое может входить в данную техническую систему. Для эффективной эксплуатации РС большое значение имеет время позиционирования около рабочего места и передвижения вдоль фронта текстильной машины, поэтому исходя из условия отсутствия или наименьшего времени запаздывания сигнала передачи крутящего момента от одного элемента системы к другому имеем:
– максимальное количество приводов рабочей секции равно двум;
– максимальное количество исполнительных механизмов, приводимых в движение от привода рабочей секции, равно двум;
– максимальное количество исполнительных механизмов, имеющих движение от других исполнительных механизмов, также равно двум.
На основании вышеизложенного разработана схема взаимосвязей между элементами системы РС, представленная на рис. 1.

Рис. 1. Схема взаимосвязей между элементами системы «робототехническое средство»
Здесь: элемент 1 – привод ходовой секции РС; элементы 2, 7 – приводы рабочих секций; элементы 3, 4, 5, 6, 8, 9, 10 и 11 – исполнительные механизмы. Связь между элементами 1 и 7 обозначена пунктирной линией, т. к. она дублирует связь между элементами 1 и 2. Необходимо заметить, что при числе исполнительных механизмов больше 4, но меньше 8 следует произвести перераспределение связей в системе РС. По нашему мнению, наибольшее число исполнительных механизмов из РС текстильных машин будет иметь автомат присучивания ленты на пневмопрядильных машинах.
Из функционального описания способа действия технической системы РС и схемы взаимосвязей между ее элементами следует, что определенные выходы элемента 1 одновременно являются входами элемента 2; определенные выходы элемента 2 являются входами элементов 3 и 4; определенные выходы элемента 3 являются входами элемента 5 и определенные выходы элемента 4 являются входами элемента 6.
Отношения взаимозависимости между отдельными функциями рассматриваемых элементов относятся к категории связей. Рассмотрим выходные параметры каждого элемента, при изменении которых в процессе эксплуатации должны учитываться требования, предъявляемые к надежности всей системы.
Выходными параметрами всей системы РС являются ![]() – точность позиционирования и
– точность позиционирования и ![]() – время позиционирования. Выходными параметрами элементов 1, 3, 4, 5 и 6 являются:
– время позиционирования. Выходными параметрами элементов 1, 3, 4, 5 и 6 являются: ![]() – точность позиционирования,
– точность позиционирования, ![]() – кинематические характеристики и
– кинематические характеристики и ![]() – прочностные характеристики. Выходными параметрами элемента 2 являются:
– прочностные характеристики. Выходными параметрами элемента 2 являются: ![]() – кинематические характеристики и
– кинематические характеристики и ![]() – прочностные характеристики. Следует заметить, что важным выходным параметром являются динамические характеристики элементов, однако информация об этом уже заложена в их кинематических и прочностных характеристиках.
– прочностные характеристики. Следует заметить, что важным выходным параметром являются динамические характеристики элементов, однако информация об этом уже заложена в их кинематических и прочностных характеристиках.
При рассмотрении выходных параметров каждого элемента можно отметить то, что они могут по-разному влиять на формирование выходных параметров ![]() и
и ![]() всей системы, определяющих ее надежность. Можно выделить три основных свойства этих параметров:
всей системы, определяющих ее надежность. Можно выделить три основных свойства этих параметров:
– ![]() – изменение параметра влияет на работоспособность лишь самого элемента, отказ данного элемента ведет, как правило, к отказу системы;
– изменение параметра влияет на работоспособность лишь самого элемента, отказ данного элемента ведет, как правило, к отказу системы;
– ![]() – параметр участвует в формировании одного или двух выходных параметров всей системы. Его изменения должны учитываться в совокупности с изменением параметров данной категории для других элементов. По отклонению от номинала только данного параметра нельзя судить об отказе элемента;
– параметр участвует в формировании одного или двух выходных параметров всей системы. Его изменения должны учитываться в совокупности с изменением параметров данной категории для других элементов. По отклонению от номинала только данного параметра нельзя судить об отказе элемента;
– ![]() – параметр влияет на работоспособность других элементов, его изменение для остальных частей системы аналогично изменению внешних условий работы.
– параметр влияет на работоспособность других элементов, его изменение для остальных частей системы аналогично изменению внешних условий работы.
Выходной параметр ![]() элементов 3, 4, 5 и 6 обладает двумя свойствами:
элементов 3, 4, 5 и 6 обладает двумя свойствами: ![]() и
и ![]() ; выходной параметр
; выходной параметр ![]() первого элемента обладает следующими свойствами:
первого элемента обладает следующими свойствами: ![]() и
и ![]() . Выходной параметр
. Выходной параметр ![]() всех элементов обладает свойствами
всех элементов обладает свойствами ![]() и
и ![]() , а этот же параметр элементов 3, 4, 5 и 6 имеет еще свойство
, а этот же параметр элементов 3, 4, 5 и 6 имеет еще свойство ![]() . Выходной параметр
. Выходной параметр ![]() всех элементов обладает свойствами
всех элементов обладает свойствами ![]() и
и ![]() ; этот же параметр элементов 1 и 2 имеет также свойство
; этот же параметр элементов 1 и 2 имеет также свойство ![]() . На основании вышеизложенного разработана схема функциональной структуры РС, представленная на рис. 2.
. На основании вышеизложенного разработана схема функциональной структуры РС, представленная на рис. 2.
Анализ этой схемы показывает, что при оценке надежности системы РС большую роль играют взаимосвязи, когда работоспособные элементы оказывают побочные воздействия на другие элементы и могут вывести их из строя. Изменение точности позиционирования элемента 1 влияет на нормальное функционирование элементов 3 и 4, а через них – на элементы 5 и 6; изменение кинематических параметров и прочностных характеристик элемента 1 влияет на время включения в работу элемента 2; изменение тех же параметров элемента 2 влияет на синхронизацию движений между элементами 3 и 4; изменение аналогичных параметров элементов 3 и 4, а через них – на элементы 5 и 6; изменение кинематических параметров и прочностных характеристик элемента 1 влияет на время включения в работу элемента 2; изменение тех же параметров элемента 2 влияет на синхронизацию движений между элементами 3 и 4; изменение аналогичных параметров элементов 3 и 4 влияет на время передачи крутящего момента элементам 5 и 6; изменение этих же параметров элементов 5 и 6 влияет на синхронизацию движений между исполнительными органами РС.
На выходной параметр всей системы РС ![]() – точность позиционирования – влияют точность позиционирования и кинематические характеристики, являющиеся выходными параметрами элементов 1, 3, 4, 5 и 6, а также прочностные характеристики элемента 1. На выходной параметр всей системы РС
– точность позиционирования – влияют точность позиционирования и кинематические характеристики, являющиеся выходными параметрами элементов 1, 3, 4, 5 и 6, а также прочностные характеристики элемента 1. На выходной параметр всей системы РС ![]() – время позиционирования – влияют вышеназванные параметры тех же элементов, а также кинематические характеристики элемента 2 и прочностные параметры элементов 1 и 2. Такой выходной параметр всей системы РС, как
– время позиционирования – влияют вышеназванные параметры тех же элементов, а также кинематические характеристики элемента 2 и прочностные параметры элементов 1 и 2. Такой выходной параметр всей системы РС, как ![]() – точность позиционирования, определяет нормальное функционирование системы «РС – текстильная машина», а именно: надежность работы рассматриваемой системы; выходной параметр
– точность позиционирования, определяет нормальное функционирование системы «РС – текстильная машина», а именно: надежность работы рассматриваемой системы; выходной параметр ![]() – время позиционирования определяет эффективность работы данной системы.
– время позиционирования определяет эффективность работы данной системы.
С целью повышения надежности работы робототехнического средства рассмотрим возможность изменения его функциональной структуры. Очевидно, что из всех выходных параметров элементов РС можно уменьшить или устранить воздействие в функциональной структуре взаимосвязи параметров ![]() – точности позиционирования отдельных элементов. Влияние параметров
– точности позиционирования отдельных элементов. Влияние параметров ![]() на работоспособность всей системы РС устраняется посредством введения жесткой механической фиксации манипулятора относительно рабочего места текстильной машины, где производится вспомогательная технологическая операция по ее обслуживанию. Для этой цели можно использовать зубчатую реечную передачу, храповые механизмы, различные виды фиксаторов. Данные стопорные устройства монтируются на текстильной машине и выставляются относительно ее рабочих мест. Влияние параметров
на работоспособность всей системы РС устраняется посредством введения жесткой механической фиксации манипулятора относительно рабочего места текстильной машины, где производится вспомогательная технологическая операция по ее обслуживанию. Для этой цели можно использовать зубчатую реечную передачу, храповые механизмы, различные виды фиксаторов. Данные стопорные устройства монтируются на текстильной машине и выставляются относительно ее рабочих мест. Влияние параметров ![]() ,
, ![]() ,
, ![]() и
и ![]() на работоспособность РС можно устранить посредством увеличения зоны перекрытия временных диапазонов позиционирования исполнительных механизмов РС при совместном выполнении ими технологической операции по обслуживанию текстильной машины. С этой целью лучше всего применять в конструкции РС кулачковые механизмы. Для того чтобы при этом не увеличилось общее время позиционирования
на работоспособность РС можно устранить посредством увеличения зоны перекрытия временных диапазонов позиционирования исполнительных механизмов РС при совместном выполнении ими технологической операции по обслуживанию текстильной машины. С этой целью лучше всего применять в конструкции РС кулачковые механизмы. Для того чтобы при этом не увеличилось общее время позиционирования ![]() манипулятора, необходимо улучшить кинематические характеристики последнего.
манипулятора, необходимо улучшить кинематические характеристики последнего.

Рис. 2. Функциональная структура робототехнических средств текстильных машин
С учетом вышеизложенного на рис. 3 представлена схема усовершенствованной функциональной структуры РС текстильных машин.
1.2 Моделирование структурных схем исполнительных механизмов робототехнических средств
Технологическая цепочка прядильного производства состоит из большого количества разнообразных по своему назначению и конструктивному исполнению текстильных машин, поэтому с целью снижения затрат времени на проектирование робототехнических средств, имеющих, как правило, несколько исполнительных органов и обслуживающих конкретные типы текстильных машин, имеет смысл выявить общую методику моделирования структурных схем исполнительных механизмов РС.
Для частного случая, а именно для автосъемника бобин, осуществляющего съем наработанных бобин на пневмомеханической прядильной машине и установку пустых патронов на их место, методика поиска новых технических решений его исполнительных органов отражена в работах.
При решении задачи разработки общей методики моделирования структурных схем исполнительных механизмов РС машин прядильного производства, прежде всего, следует определить основной критерий, который необходимо положить в основу оценки получаемых технических решений. Очевидно, что этим основным критерием является надежность функционирования РС, т.к. она в себя включает следующие требования, предъявляемые к работе исполнительных механизмов РС:
– получение требуемой траектории выходного звена исполнительного механизма РС исходя из выполняемой им вспомогательной технологической операции по обслуживанию текстильной машины;
– выполнение кинематических и динамических ограничений, налагаемых на работу выходного звена;
– получение необходимой точности позиционирования выходного звена на обслуживаемом им рабочем месте текстильной машины;
– достижение синхронизации движений между выходными звеньями исполнительных механизмов РС.

Рис. 3. Усовершенствованная функциональная структура робототехнических средств текстильных машин
В предыдущем пункте показано, что максимальное количество приводов РС текстильных машин может быть равно трем, а максимальное количество исполнительных механизмов равно восьми. При этом один из приводов осуществляет движение РС вдоль фронта текстильной машины, а два других приводят в движение исполнительные механизмы. Учитывая эти условия, произведем оценку надежности исполнительных механизмов РС текстильной машины, которая может быть осуществлена на стадии проектирования и заключается в систематическом исследовании всех вариантов конструкции, втекающих из закономерностей строения совершенствуемого объекта. При этом исследуются как известные, так и новые необычные варианты, которые при простом переборе могли быть упущены. Основные этапы оценки надежности новых технических решений исполнительных механизмов РС текстильной машины заключаются в следующем:
– дается точная формулировка задачи, подлежащей решению;
– раскрываются все важные характеристики объекта, его параметры, от которых зависит решение проблемы;
– раскрываются возможные варианты по каждой характеристике посредством составления морфологической матрицы поиска новых технических решений на основе применения метода Ф. Цвики и ее последующего решения;
– определяется функциональная ценность всех полученных решений посредством наложения граничных условий на взаимообусловленные характеристики объекта.
Согласно вышеизложенному, рассмотрим основные этапы решения проблемы «Увеличить надежность работы РС машины поточной линии прядильного производства». Как было указано ранее, данное РС может состоять из одиннадцати основных элементов, а именно: привода ходовой секции, приводов рабочих секций и исполнительных механизмов, выполняющих технологические операции по обслуживанию текстильной машины, входящей в состав поточной линии прядильного производства. Следовательно, согласно теории надежности для выполнения поставленной задачи надо решить проблему повышения надежности работы каждого элемента системы. Кроме того, надежность работы системы зависит от ее связей с окружением, в данном случае с текстильной машиной поточной линии прядильного производства. На основании этого определено поле поиска решений для проблемы «Увеличить надежность работы РС машины поточной линии прядильного производства», представленное на рис. 4. Используя основные методы повышения надежности элементов, определены поля поиска решения проблем «Увеличить надежность работы 3‑го элемента РС машины поточной линии прядильного производства», а также «Уменьшить количество связей РС с машиной поточной линии прядильного производства». Следует заметить при этом, что элементы данного РС при решении проблемы повышения их надежности работы разделены на две группы. Это обусловлено различиями в характере их функционирования.
Из анализа схем, приведенных на рис. 4–6, следует, что одним из основных путей повышения надежности работы РС машины поточной линии прядильного производства является изменение структурных схем его исполнительных механизмов, в связи с чем необходимо разработать методику моделирования данных структурных схем таких РС.
Для этого раскроем возможные варианты по каждой характеристике исполнительного механизма РС путем составления морфологической матрицы, отражающей закономерности строения усовершенствуемого объекта. Каждая характеристика ![]() обладает определенным числом
обладает определенным числом ![]() различных независимых свойств
различных независимых свойств ![]() ,
, ![]() ,
, ![]() …
…![]() . Например, параметр исполнительного механизма «движение» может иметь независимые свойства
. Например, параметр исполнительного механизма «движение» может иметь независимые свойства ![]() ,
, ![]() , означающие перемещение в плоскости и пространстве. Эти матрицы-строки могут быть записаны в следующем виде:
, означающие перемещение в плоскости и пространстве. Эти матрицы-строки могут быть записаны в следующем виде:

Если в каждой строке матрицы зафиксировать один из элементов, то набор из них будет представлять возможный вариант решения исходной задачи. Если использовать приведенную выше систему матриц для построения р-
мерного пространства, то получим морфологический ящик. Полное число ![]() решений в этом случае равно:
решений в этом случае равно:
 .
.
В высшей степени существенно, что вплоть до данного момента не должен ставиться вопрос о ценности того или иного решения. Такое преждевременное любопытство почти всегда наносит ущерб беспристрастному применению морфологического метода. Однако, как только получены все решения, можно сопоставить их с любой системой принятых критериев.
![]() – движение механизма совершается:
– движение механизма совершается:
а) в плоскости ![]() ;
;
б) пространстве ![]() .
.
![]() – наличие взаимодействия механизма с другими
– наличие взаимодействия механизма с другими
рабочими органами РС:
а) именно с одним рабочим органом ![]() ;
;
б) именно с двумя рабочими органами ![]() ;
;
в) именно с тремя рабочими органами ![]() ;
;
г) не имеется ![]() .
.

Рис. 4. Поле поиска решений проблемы «Увеличить надежность работы робототехнического средства машины поточной линии прядильного производства»

Рис. 5. Поле поиска решений для проблемы «Уменьшить количество связей робототехнического средства с машиной поточной линии прядильного производства»
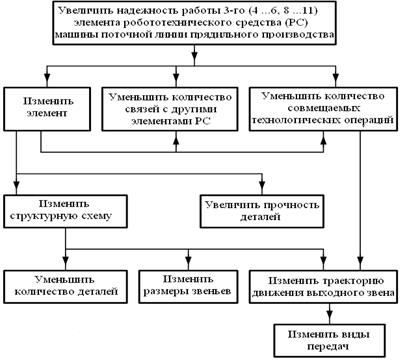
Рис. 6. Поле поиска решений для проблемы «Увеличить надежность работы 3‑го элемента робототехнического средства машины поточной линии прядильного производства»
![]() – пересечение выходным звеном механизма траек-тории выходного звена другого рабочего органа РС:
– пересечение выходным звеном механизма траек-тории выходного звена другого рабочего органа РС:
а) обязательно ![]() ;
;
б) необязательно ![]() ;
;
в) ни в коем случае ![]() .
.
![]() – наличие у механизма принудительного движения от другого рабочего органа РС:
– наличие у механизма принудительного движения от другого рабочего органа РС:
а) обязательно ![]() ;
;
б) необязательно ![]() ;
;
в) автономное движение ![]() .
.
![]() – совмещение выходным звеном механизма различных технологических операций:
– совмещение выходным звеном механизма различных технологических операций:
а) имеется ![]() ;
;
б) не имеется ![]() .
.
![]() – вид движения выходного звена механизма:
– вид движения выходного звена механизма:
а) возвратное ![]() ;
;
б) замкнутое ![]() .
.
![]() – траектория выходного звена механизма:
– траектория выходного звена механизма:
а) прямая линия ![]() ;
;
б) дуга окружности ![]() ;
;
в) линия, проходящая через m
характерных точек ![]() ;
;
г) линия, в определенной своей части соответствующая требуемой траектории ![]() ;
;
д) шатунная кривая ![]() ;
;
е) сателлитовая кривая ![]() .
.
![]() – траектория выходного звена рабочего органа PC, функционально взаимодействующего с моделируемым механизмом:
– траектория выходного звена рабочего органа PC, функционально взаимодействующего с моделируемым механизмом:
а) прямая линия ![]() ;
;
б) дуга окружности ![]() ;
;
в) линия, проходящая через m
характерных точек![]() ;
;
г) линия, в определенной своей части соответствующая требуемой траектории ![]() ;
;
д) шатунная кривая ![]() ;
;
е) сателлитовая кривая ![]() .
.
![]() – наличие выстоев при движении выходного звена механизма:
– наличие выстоев при движении выходного звена механизма:
а) не имеется ![]() ;
;
б) имеется один выстой ![]() ;
;
в) имеется два выстоя ![]() ;
;
г) имеется m
‑е количество выстоев ![]() .
.
![]() – выстой выходного звена механизма обусловлен:
– выстой выходного звена механизма обусловлен:
а) конструкцией самого механизма ![]() ;
;
б) применением вспомогательного устройства ![]() .
.
![]() – механизмы, применяемые для получения выстоя:
– механизмы, применяемые для получения выстоя:
а) храповой механизм ![]() ;
;
б) мальтийский механизм ![]() ;
;
в) стержневой механизм ![]() ;
;
г) кулачковый механизм ![]() ;
;
д) зубчатый механизм ![]() ;
;
е) механизм автоматического включения и выключения ![]() .
.
![]() – количество законов движения у выходного звена механизма:
– количество законов движения у выходного звена механизма:
а) один закон ![]() ;
;
б) два закона ![]() ;
;
в) три закона ![]() .
.
![]() – тип механизма:
– тип механизма:
а) кривошипно-ползунный механизм ![]() ;
;
б) механизм шарнирного четырехзвенника ![]() ;
;
в) кулисный механизм ![]() ;
;
г) зубчатый механизм ![]() ;
;
д) кулачковый механизм ![]() ;
;
е) зубчато-рычажный механизм ![]() .
.
![]() – способ захвата выходным звеном механизма транспортируемого им технологического объекта:
– способ захвата выходным звеном механизма транспортируемого им технологического объекта:
а) механический ![]() ;
;
б) электромагнитный ![]() ;
;
в) пневматический ![]() .
.
![]() – форма выходного звена механизма:
– форма выходного звена механизма:
а) прямолинейная ![]() ;
;
б) фигурная ![]() .
.
Отметим, что как количество параметров, так и число их независимых свойств могут быть изменены в зависимости от конкретной задачи, которую ставит перед собой разработчик или заказчик, но при этом общий принцип определения матриц-строк сохраняется.
Полученная морфологическая матрица имеет следующий вид:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Произведем оценку полного числа решений исполнительного механизма PC по формуле полученной системы матриц:
![]()
Проведем сокращение числа альтернативных вариантов в системе матриц посредством исключения наименее эффективных и наименее перспективных технических решений. Следует заметить, что это еще не означает, что данные решения являются наихудшими, т. к. сокращение альтернативных вариантов в морфологической матрице произведено на основании сравнительного анализа имеющихся патентов и существующих конструкций PC, обслуживающих текстильные машины поточной линии прядильного производства, а также практического конструкторского опыта авторов настоящей работы. Кроме того, рассматриваются технические решения отдельного исполнительного механизма, а не всего PC, включающие в себя также технические решения и других исполнительных органов данного манипулятора и их функциональную взаимосвязь. Поэтому на основании вышеизложенного общий вид морфологической матрицы сохраняем без изменений.
К сокращаемым альтернативным вариантам в отнесем следующие: ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
Произведем оценку числа возможных вариантов, которые можно синтезировать на основе морфологической матрицы при наложении на нее граничных условий проектирования, а именно исключения вышеперечисленных вариантов:
![]()
Для всего PC машины поточной линии прядильного производства оценка полных решений может быть проведена по следующей формуле:
 ,
,
где ![]() – количество исполнительных механизмов в проектируемом робототехническом средстве (
– количество исполнительных механизмов в проектируемом робототехническом средстве (![]() = 8).
= 8).
Такой метод моделирования структурных схем исполнительных механизмов PC машин поточной линии прядильного производства создает основу для мышления в категориях основных принципов и параметров, что и обеспечивает эффективность его применения. Он является упорядоченным способом, позволяющим добиться систематического обзора всех возможных решений данной крупномасштабной проблемы. Метод структурирует мышление таким образом, что генерируется новая информация, касающаяся таких комбинаций, которые при несистематической деятельности воображения ускользают от внимания. Хотя данному образу мышления внутренне присуще убеждение, что все решения могут быть реализованы, при этом, естественно, многие из них оказываются сравнительно тривиальными.
1.3 Алгоритм моделирования траектории выходного звена исполнительного органа робототехнического средства
Одной из основных проблем, стоящих перед конструкторами, при проектировании робототехнических средств текстильных машин является получение сложной траектории выходного звена исполнительного органа для осуществления им технологической операции или перемещения рабочего тела.
Данные устройства должны обладать компактностью, иметь несколько одновременно работающих исполнительных органов и быть «жестко» привязанными к текстильной машине, поэтому применение PC общепромышленного назначения в текстильной промышленности нецелесообразно. В связи с этим встает задача разработки такого исполнительного механизма, который при минимальном количестве приводов имеет максимальное количество степеней подвижности и позволяет получить любую траекторию выходного звена. При этом должна иметься возможность повторения любой части траектории, что особенно важно для выполнения технологических процессов в текстильной промышленности, т.к. продукт текстильного производства, над которым производится действие, не исключается из рабочей зоны текстильной машины и технологического процесса. Кроме того, должно выполняться условие синхронизации работы исполнительных органов PC текстильной машины.
С этой целью, а также для снижения трудозатрат на проектирование данных устройств разработан алгоритм моделирования траектории выходного звена исполнительного органа PC текстильной машины, содержащий пять этапов реализации.
На первом этапе формируется массив текущих координат рабочего органа, закрепленного на выходном звене; предполагается выбор системы координат устройства относительно принимаемой базовой системы координат и выявления характерных точек плоскости перемещения рабочего органа, т.е. таких точек, через которые обязательно должны пройти рабочий орган и транспортируемое им тело при выполнении технологической операции. Далее выявляют или задают законы движения между характерными точками, предпочтительными являются:
![]() – прямая линия;
– прямая линия;
![]() – дуга окружности;
– дуга окружности;
![]() – кубический сплайн.
– кубический сплайн.
Следует заметить, что для прямой линии и дуги окружности достаточно наличия двух узловых точек, а для дуги окружности необходимо еще задаться радиусом кривизны для вычисления других точек массива текущих координат через определенный интервал. Кубическим сплайном можно получить любые траектории рабочего органа с требуемой степенью точности, для этого необходимо задаться требуемым количеством узловых точек.
Второй этап предусматривает формирование матрицы текущих координат рабочего органа и включает выявление последовательности прохождения им узловых точек с учетом приемов выполнения технологической операции. В результате получаем матрицу:

где первая строка – последовательность изменения координат по оси X ; вторая строка – последовательность изменения координат по оси Y ; индекс у соответствующего значения изменения координаты означает порядок проходимой рабочим органом узловой точки.
Третий этап содержит формирование матрицы скорости изменения текущих координат перемещения рабочего органа и предполагает определение времени ![]() всего цикла выполнения технологической операции транспортирования рабочего тела и дискретизации полученного значения либо на промежутки, соответствующие требованиям заказчика. При этом должны выполняться следующие соотношения:
всего цикла выполнения технологической операции транспортирования рабочего тела и дискретизации полученного значения либо на промежутки, соответствующие требованиям заказчика. При этом должны выполняться следующие соотношения:
 ,
,
![]()
где ![]() ,
, ![]() , …,
, …, ![]() , …,
, …, ![]() – значения промежутков времени, необходимых для перемещения рабочего органа между узловыми точками;
– значения промежутков времени, необходимых для перемещения рабочего органа между узловыми точками; ![]() ,
, ![]() , …,
, …, ![]() , …,
, …, ![]() – значение времени прохождения рабочим органом соответствующей узловой точки, отсчитываемое от начала времени цикла выполнения технологической операции.
– значение времени прохождения рабочим органом соответствующей узловой точки, отсчитываемое от начала времени цикла выполнения технологической операции.
В матрицу добавляем третью строку со значениями ![]() ,
, ![]() , …,
, …, ![]() , …,
, …, ![]() и получим новую матрицу:
и получим новую матрицу:

На четвертом этапе формируются матрицы законов движения входных звеньев исполнительного механизма, общие коды каждого сочетания, определяются массивы используемых сочетаний, а также матрицы каждого сочетания.
Совокупность сочетаний представлена в табл. 1, при этом каждому закону движения присвоен свой код. В обозначении общего кода первая цифра относится к закону движения первого звена, вторая – к наличию или отсутствию у него дополнительного закона движения, третья цифра – к наличию или отсутствию дополнительного закона движения у данного звена.
Таблица 1. Совокупность сочетаний законов движения входных звеньев исполнительного механизма
| Закон движения первого входного звена |
Закон движения второго входного звена |
Общий код |
|||
| Вращательный |
Вращательный |
1310 1013 |
|||
| Возвратно-качательный |
1320 1023 |
||||
| Возвратно-поступательный |
1330 |
||||
| Возвратно-качательный |
Возвратно-качательный |
2320 2023 |
|||
| Возвратно-поступательный |
2330 |
||||
Определим изменение углов поворота (![]() или
или ![]() ) при вращательном законе движения с постоянной угловой скоростью
) при вращательном законе движения с постоянной угловой скоростью ![]() . Имеем:
. Имеем:
![]()
Тогда ![]()
![]() …,
…,
![]() …,
…, ![]() .
.
Определим изменение углов поворота (![]() или
или ![]() ) при возвратно-качательном законе движения с постоянной угловой скоростью
) при возвратно-качательном законе движения с постоянной угловой скоростью ![]() :
:
![]() ,
,
![]()
Тогда
![]() ,
, ![]() …,
…,
![]() …,
…,![]() ,
,
где G – максимальный угол размаха звена.
Определим изменение подъема входного звена при возвратно-поступательном законе движения с постоянной линейной скоростью v . Имеем:
![]() ,
, ![]() .
.
Тогда
![]() ,
, ![]() ,
,
![]() ,
, ![]() ,
,
где S – максимальная высота подъема входного звена.
При вращательном и возвратно-качательном законах движения входного звена с меняющейся угловой скоростью ![]() углы поворота (
углы поворота (![]() или
или ![]() ) этого звена будут определяться следующим образом:
) этого звена будут определяться следующим образом:
![]() ,
, ![]() , …,
, …,
![]() ,
, ![]() ,
,
где ![]() ,
, ![]() ,
, ![]() – функции изменения угла поворота входного звена с изменяющейся линейной скоростью v
; изменение высоты подъема звена будет определяться следующим образом:
– функции изменения угла поворота входного звена с изменяющейся линейной скоростью v
; изменение высоты подъема звена будет определяться следующим образом:
![]() ,
, ![]() ,
,
![]() ,
, ![]() ,
,
где ![]() ,
, ![]() ,
, ![]() – функции изменения высоты подъема входного звена.
– функции изменения высоты подъема входного звена.
На основании вышесказанного произведем формирование массива матриц законов движения входных звеньев:
 ;
;  ;
;
 ;
;  ;
;
 ;
;  ;
;
 ;
;  .
.
Обозначим массив всех полученных матриц:
![]()
При этом следует заметить, что законы движения выходных звеньев полученных матриц также могут представлять из себя сочетания по формулам ….
Пятый этап предусматривает проверку входимости матрицы скорости изменения текущих координат перемещения рабочего органа во множество массива матриц.
![]() .
.
При реализации этого алгоритма возможно определение типов структурных схем исполнительных органов робототехнического средства текстильной машины. Осуществляться данный процесс может следующим образом.
На лист чертежа наносятся изображения исполнительных механизмов текстильной машины согласно их конструктивным размерам и взаимосвязей, а также положения рабочих тел, подлежащих транспортированию или какой-либо другой операции над ними, и крайние положения взаимодействующих исполнительных механизмов РС. Исходя из последовательности выполнения технологической операции по обслуживанию данной текстильной машины выявляются характерные точки. Далее выбирают базовую систему координат, относительно которой будут производиться расчеты, задаются траекторией транспортируемого тела и порядком ее прохождения. В данном случае выходное звено механизма сопла при своем движении должно пройти несколько характерных точек, а именно: исходную точку, находясь в которой, сопло имеет возможность передвижения вдоль фронта машины; точку входа сопла в зону обрезки и захвата нити; точку, определяющую продолжительность выстоя сопла в зоне обрезки и захвата нити; крайнюю верхнюю точку сопряжения поверхности сопла с поверхностью рычага захвата и смены патронов при совместном движении механизма сопла с механизмом захвата и смены патронов; точку прохождения соплом около поверхности патрона, установленного в рычаги бобинодержателя, опускающего патрон на мотальный вал; точку, находящуюся в зоне захвата нити между мотальным валом и установленным патроном; точку, совпадающую с исходной точкой.
Далее лист чертежа 1, с нанесенными на него узловыми точками 2, крепят на столе 3 координатной измерительной машины. В программно-управляющий пульт 4 машины вводят характеристики узловых точек траектории транспортируемого тела, последовательность их прохождения, временные характеристики узловых точек, а также предполагаемые конструктивные и технологические параметры устройства. Исходя из этого и ранее введенной программы сопряжения узловых точек программно-управляющий пульт 4 перемещает измерительную головку 5 со сменным наконечником 6 с установленным в нем самописцем 7 с требуемой скоростью от одной узловой точки к другой, вычерчивая при этом траекторию транспортируемого рабочего тела. При этом все промежуточные точки траектории вычисляются программно-управляющим пультом 4 и могут быть выведены на дисплей или принтер. Далее программно-управляющий пульт 4 выводит на дисплей или принтер законы движения входных звеньев и рекомендуемую структурную схему устройства их реализации.
Выявим универсальную структурную схему исполнительного механизма, которую можно применить для автоматизации практически любого технологического процесса текстильной машины, в связи с чем повышается степень унификации всего РС, а следовательно, повышается надежность его работы и снижается стоимость изготовления.
Данный механизм для воспроизведения траектории транспортируемых рабочих тел содержит входное звено 1, установленное на неподвижном звене 2. На звене 1 зафиксирован ролик 3, находящийся во фрикционном контакте с кулачком 4, имеющем возможность поворота вокруг кулачкового вала, установленного на неподвижном звене 5. На свободном конце звена 1 шарнирно закреплено выходное звено 6 с установленным на нем рабочим органом 7. Выходное звено 6 посредством шарнирно связанного с ним промежуточного звена 8 шарнирно соединено с осью 9, зафиксированной на втором входном звене – кривошипе 10, выполненном телескопическим и установленном на неподвижном звене 5. На оси 9 кривошипа 10 зафиксирован также ролик 11, находящийся во фрикционном контакте с кулачком 12, неподвижно установленным на раме 13 устройства. В другом варианте исполнения входное звено 1 установлено в неподвижных направляющих 2.

Рис. 7. Функциональная блок-схема алгоритма работы вычислительного устройства

Рис. 8. Механизм для воспроизведения траектории транспортируемых рабочих тел

Рис. 9. Вариант устройства по рис. 8
Работает устройство следующим образом. Посредством фрикционного контакта ролика 3 и кулачка 4 вращательное движение от последнего вокруг кулачкового вала, установленного на неподвижном звене 5, передается входному звену 1, которое при этом получает возвратно-качательный закон движения относительно неподвижного звена 2 и служит коромыслом. В результате этого выходному звену 6 с установленным на нем рабочим органом 7 также сообщается этот закон движения. В то же время выходное звено 6, а следовательно, и рабочий орган 7 получают еще два закона движения посредством шарнирно связанного с ним промежуточного звена 8, шарнирно соединенного с осью 9, зафиксированной на втором входном звене – кривошипе 10, которому сообщается вращательное движение относительно неподвижного звена 5. При этом ролик 11, установленный на оси 9, совершает возвратно-поступательное движение относительно звена 5 посредством фрикционного контакта с кулачком 12, неподвижно установленным на раме 13 устройства. В результате этого длина входного звена – кривошипа 10, выполненного телескопическим, изменяется. При суммировании всех законов движения рабочий орган 7 воспроизводит заданную траекторию, необходимую для выполнения требуемой технологической операции по обслуживанию текстильной машины.
Работа варианта исполнения данного устройства отличается от вышеприведенной тем, что входное звено 1 выполняет функцию толкателя, получая при этом возвратно-поступательное движение относительно неподвижных направляющих 2.
Сочетание различных законов движения входных звеньев данного устройства позволяет получить широкий спектр всевозможных траекторий выходного звена, на котором установлен рабочий орган РС.
1.4 Выбор критериев оптимизации при проектировании робототехнических средств
При проектировании робототехнических средств текстильных машин необходимо решить задачу многокритериальной оптимизации, определяемой наличием множества целевых функций, которые выявляются по следующим критериям:
– определяется максимальное число исполнительных механизмов РС в соответствии с выполняемыми технологическими операциями по обслуживанию текстильной машины;
– определяется минимальное число характерных точек траектории отдельного исполнительного механизма РС соответственно выполняемой им вспомогательной технологической текстильной операции;
– выбирается последовательность обхода этих точек выходным звеном исполнительного механизма РС в соответствии с выполняемой технологической текстильной операцией;
– выбирается тип траектории выходного звена исполнительного механизма РС в соответствии с числом характерных точек, последовательностью их обхода и выполняемой технологической текстильной операцией;
– выбирается в соответствии с типом траектории необходимая структурная схема исполнительного механизма РС;
– выявляются общие характерные точки траекторий выходных звеньев исполнительных механизмов РС в пространстве и во времени, т.е. производится синхронизация работы РС и обслуживаемой им текстильной машины;
– определяются законы движения выходных звеньев исполнительных механизмов РС между характерными точками, которые соответствуют выполняемой технологической текстильной операции;
– определяются максимальные конструктивные размеры исполнительных механизмов РС по выявленным законам движения;
– определяются в соответствии с конструктивными размерами исполнительных механизмов РС кинематические и динамические параметры их выходных звеньев;
– производится оценка допуска позиционирования, кинематических и динамических параметров выходных звеньев исполнительных механизмов РС в соответствии с обслуживаемой текстильной машиной;
– производится оценка габаритных размеров РС по отношению к обслуживаемой им текстильной машине.
В данной многокритериальной задаче встречаются все четыре типа целевых критерия: больше или равно; меньше или равно; равенство и диапазон. В соответствии с вышеприведенными критериями запишем условия задачи:
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
Цель ![]() ;
;
при ![]() ,
,
где ![]() …
…![]() – градиенты 1…11‑й целевых функций;
– градиенты 1…11‑й целевых функций; ![]() – значения 1…11‑го критериев;
– значения 1…11‑го критериев; ![]() – множество допустимых значений переменных.
– множество допустимых значений переменных.
В в фигурных скобках справа стоят те значения критериев ![]() , которые должны быть достигнуты по отношению к заданным значениям
, которые должны быть достигнуты по отношению к заданным значениям ![]() целей.
целей.
Покажем определение предельных значений ![]() целевых функций по всем вышеперечисленным критериям.
целевых функций по всем вышеперечисленным критериям.
Максимальное число исполнительных механизмов РС текстильной машины – ![]() , где:
, где:
а) ![]() – два исполнительных механизма;
– два исполнительных механизма;
б) ![]() – три ИМ;
– три ИМ;
в) ![]() – четыре ИМ;
– четыре ИМ;
г) ![]() – пять ИМ;
– пять ИМ;
д) ![]() – шесть ИМ;
– шесть ИМ;
е) ![]() – семь ИМ;
– семь ИМ;
ж) ![]() – восемь ИМ.
– восемь ИМ.
Минимальное число характерных точек траектории ИМ – ![]() , где:
, где:
а) ![]() – одна точка;
– одна точка;
б) ![]() – две точки;
– две точки;
в) ![]() – три точки;
– три точки;
г) ![]() – четыре точки;
– четыре точки;
д) ![]() – пять точек;
– пять точек;
е) ![]() – шесть точек.
– шесть точек.
Последовательность обхода характерных точек выходным звеном ИМ – ![]() , где:
, где:
а) ![]() – выборочно;
– выборочно;
б) ![]() – в соответствии с последовательностью изменения значений их текущих координат.
– в соответствии с последовательностью изменения значений их текущих координат.
Тип траектории выходного звена ИМ – ![]() , где:
, где:
а) ![]() – прямая линия;
– прямая линия;
б) ![]() – дуга окружности;
– дуга окружности;
в) ![]() – линия, проходящая через m
характерных точек;
– линия, проходящая через m
характерных точек;
г) ![]() – линия, в определенной своей части соответствующая требуемой траектории выходного звена;
– линия, в определенной своей части соответствующая требуемой траектории выходного звена;
д) ![]() – шатунная кривая;
– шатунная кривая;
е) ![]() – сателлитовая кривая.
– сателлитовая кривая.
Структурная схема ИМ – ![]() , где:
, где:
а) ![]() – кривошипно-ползунный механизм;
– кривошипно-ползунный механизм;
б) ![]() – шарнирный четырехзвенный механизм;
– шарнирный четырехзвенный механизм;
в) ![]() – кулисный механизм;
– кулисный механизм;
г) ![]() – зубчатый механизм;
– зубчатый механизм;
д) ![]() – кулачковый механизм;
– кулачковый механизм;
е) ![]() – зубчато-рычажный механизм.
– зубчато-рычажный механизм.
Количество характерных точек траектории выходных звеньев исполнительных механизмов РС текстильной машины – ![]() , где:
, где:
а) ![]() – имеется одна общая точка;
– имеется одна общая точка;
б) ![]() – две общих точки;
– две общих точки;
в) ![]() – три общих точки;
– три общих точки;
г) ![]() – четыре общих точки;
– четыре общих точки;
д) ![]() – пять общих точек;
– пять общих точек;
е) ![]() – шесть общих точек;
– шесть общих точек;
ж) ![]() – семь общих точек.
– семь общих точек.
Законы движения выходных звеньев ИМ между характерными точками – ![]() , где:
, где:
а) ![]() – прямая линия;
– прямая линия;
б) ![]() – дуга окружности;
– дуга окружности;
в) ![]() – кубический сплайн.
– кубический сплайн.
Максимальные конструктивные размеры исполнительных механизмов РС текстильной машины – ![]() , где:
, где:
а) ![]() – нижний предел максимальных конструктивных размеров;
– нижний предел максимальных конструктивных размеров;
б) ![]() – верхний предел максимальных конструктивных размеров.
– верхний предел максимальных конструктивных размеров.
Кинематические и динамические параметры выходных звеньев исполнительных механизмов РС текстильной машины – ![]() , где:
, где:
а) ![]() – нижний предел кинематических и динамических параметров;
– нижний предел кинематических и динамических параметров;
б) ![]() – верхний предел кинематических и динамических параметров.
– верхний предел кинематических и динамических параметров.
Допуск позиционирования, кинематических и динамических параметров выходных звеньев исполнительных механизмов РС текстильной машины – ![]() , где:
, где:
а) ![]() – нижнее отклонение допусков;
– нижнее отклонение допусков;
б) ![]() – верхнее отклонение допусков.
– верхнее отклонение допусков.
Габаритные размеры РС текстильной машины – ![]() , где:
, где:
а) ![]() – нижний предел размеров;
– нижний предел размеров;
б) ![]() – верхний предел размеров.
– верхний предел размеров.
С целью уменьшения затрат машинного времени ЭВМ и учета конкретных требований заказчика на проектируемое РС текстильной машины необходимо ввести приоритет целей. Приоритетом первого уровня ![]() целей РС для существующих типов текстильных машин будут следующие критерии:
целей РС для существующих типов текстильных машин будут следующие критерии:
– габаритные размеры РС текстильной машины;
– тип траектории и число характерных точек выходных звеньев исполнительных механизмов.
Схема выполнения приоритета целей РС для существующих типов текстильных машин представлена на рис. 10.
Для решения данной задачи на ЭВМ требуется ввести шкалу экспертных оценок для значений критериев, имеющих информативно-смысловой характер. На примере некоторых типов механизмов покажем возможность введения шкалы экспертных оценок.
Кулисный, кривошипно-ползунный и шарнирный четырехзвенный механизмы относятся к плоским рычажным механизмам, а плоские рычажные механизмы, звенья которых образуют вращательные или поступательные пары, получили широкое распространение в современном машиностроении в связи с присущими им достоинствами: высокой технологичностью изготовления, возможностью выполнения шарнирных соединений на подшипниках качения и небольшим износом соприкасающихся поверхностей, долговечностью, надежностью в работе и ремонтопригодностью. Зубчатые механизмы относятся к механизмам, имеющим высшие кинематические пары. Такие механизмы обладают сравнительной сложностью изготовления, необходимостью высокой культуры производства для среднескоростных и быстроходных зубчатых передач. Кроме того, для изготовления зубчатых передач требуется использование специального оборудования и высококачественного инструмента для достижения необходимой точности и плавности работы механизма.

Рис. 10. Схема выполнения приоритета целей для робототехнического средства
При выборе шкалы экспертных оценок по показателям сложности изготовления и надежности работы наивысший балл получают плоские рычажные механизмы. При изменении базового показателя экспертной шкалы может измениться и оценка, которую получает механизм.
После выбора необходимых предельных значений ![]() целевых функций всех критериев, введения приоритета целей и шкалы экспертных оценок задача решается методами целевого программирования.
целевых функций всех критериев, введения приоритета целей и шкалы экспертных оценок задача решается методами целевого программирования.
1.5 Принципы разработки циклограммы робототехнического средства
С целью повышения надежности работы робототехнического средства текстильной машины изучим проблему синхронизации движений его исполнительных механизмов, т.е. выявим принципы разработки циклограммы этой системы.
Данная проблема предполагает рассмотрение вопроса оценки быстродействия РС текстильных машин. Для рассматриваемых РС характерны: повторно-кратковременный режим работы, большая частота пусков, высокое быстродействие при обслуживании рабочего места текстильной машины. С учетом этих факторов оценку быстродействия РС исследуем с позиций запаздывания передачи крутящего момента ![]() от приводов манипулятора к его исполнительным органам. На основании кинематических схем существующих РС текстильных машин для поточных линий прядильного производства выявлены наиболее распространенные виды механических передач для таких РС. К ним относятся: кулачковые, червячные, зубчатые и цепные передачи. Последние три типа передач имеют боковой зазор
от приводов манипулятора к его исполнительным органам. На основании кинематических схем существующих РС текстильных машин для поточных линий прядильного производства выявлены наиболее распространенные виды механических передач для таких РС. К ним относятся: кулачковые, червячные, зубчатые и цепные передачи. Последние три типа передач имеют боковой зазор ![]() , который необходим для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала. Этот зазор также служит для компенсации погрешностей изготовления и монтажа передачи.
, который необходим для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала. Этот зазор также служит для компенсации погрешностей изготовления и монтажа передачи.
Очевидно, что при почти мгновенной остановке ведущего звена таких передач в PC ведомое звено будет продолжать свое движение вследствие воздействия на него инерциальных сил. Из-за мгновенной остановки ведущего звена и малой величины бокового зазора между нерабочими профилями поверхностей сопряженных звеньев это движение будет продолжаться до тех пор, пока последний не выберется. В результате чего прерывается контакт рабочих профилей поверхностей сопрягаемых звеньев и между ними возникает боковой зазор. Отметим, что при наличии высоких рабочих скоростей ведущих звеньев между нерабочими профилями поверхностей сопряженных звеньев может возникнуть явление удара.
На основании вышесказанного на быстродействие PC текстильных машин будет оказывать влияние время выработки боковых зазоров таких передач, входящих в кинематические цепи исполнительных органов PC.
Определим суммарное время выработки всех максимальных боковых зазоров ![]() кинематической цепи отдельного исполнительного органа PC, получаемых при наиболее неблагоприятных сочетаниях отклонений составляющих размеров.
кинематической цепи отдельного исполнительного органа PC, получаемых при наиболее неблагоприятных сочетаниях отклонений составляющих размеров.
В ![]() -й цилиндрической зубчатой передаче имеем:
-й цилиндрической зубчатой передаче имеем:
![]() ,
,
где ![]() – гарантированный боковой зазор
– гарантированный боковой зазор ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() ,
, ![]() – допуск на дополнительное смещение исходного контура шестерни и колеса соответственно
– допуск на дополнительное смещение исходного контура шестерни и колеса соответственно ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – верхнее предельное отклонение межосевого расстояния
– верхнее предельное отклонение межосевого расстояния ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – угол профиля зуба исходного контура в нормальном сечении
– угол профиля зуба исходного контура в нормальном сечении ![]() -й цилиндрической передачи
-й цилиндрической передачи ![]() .
.
Поскольку боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам, поэтому время ![]() выработки
выработки ![]() в
в ![]() -й цилиндрической зубчатой передаче определится как:
-й цилиндрической зубчатой передаче определится как:
 ,
,
где ![]() – число оборотов ведущей шестерни
– число оборотов ведущей шестерни ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – диаметр основной окружности ведущей шестерни
– диаметр основной окружности ведущей шестерни ![]() -й цилиндрической передачи.
-й цилиндрической передачи.
Учитывая, что
![]()
где ![]() – стандартный модуль зубчатого зацепления
– стандартный модуль зубчатого зацепления ![]() -й цилиндрической передачи;
-й цилиндрической передачи; ![]() – число зубьев ведущей шестерни
– число зубьев ведущей шестерни ![]() -й цилиндрической передачи, получим
-й цилиндрической передачи, получим

Для определения ![]() в зубчатой конической ортогональной передаче воспользуемся методом дополнительных конусов, позволяющим рассматривать взаимодействие профилей зубьев не на сфере, а на поверхности соприкасающихся со сферой дополнительных конусов. При развертывании на плоскость дополнительных конусов рассматривают зубчатую цилиндрическую передачу, эквивалентную зубчатой конической ортогональной передаче.
в зубчатой конической ортогональной передаче воспользуемся методом дополнительных конусов, позволяющим рассматривать взаимодействие профилей зубьев не на сфере, а на поверхности соприкасающихся со сферой дополнительных конусов. При развертывании на плоскость дополнительных конусов рассматривают зубчатую цилиндрическую передачу, эквивалентную зубчатой конической ортогональной передаче.
В u ‑й зубчатой конической ортогональной передаче имеем:
![]() ,
,
где ![]() – гарантированный боковой зазор u
‑й конической передачи;
– гарантированный боковой зазор u
‑й конической передачи; ![]() – допуск на дополнительное смещение исходного контура шестерни и колеса соответственно u
‑й конической передачи;
– допуск на дополнительное смещение исходного контура шестерни и колеса соответственно u
‑й конической передачи; ![]() – верхнее предельное отклонение осевого смещения зубчатого венца шестерни и колеса соответственно u
‑
й конической передачи;
– верхнее предельное отклонение осевого смещения зубчатого венца шестерни и колеса соответственно u
‑
й конической передачи; ![]() – угол профиля зуба исходного контура в нормальном сечении цилиндрической передачи, эквивалентной u
‑
й конической передаче
– угол профиля зуба исходного контура в нормальном сечении цилиндрической передачи, эквивалентной u
‑
й конической передаче ![]() .
.
Время ![]() выборки
выборки ![]() в u
‑й зубчатой конической ортогональной передаче определится, как:
в u
‑й зубчатой конической ортогональной передаче определится, как:
 ,
,
где ![]() – число оборотов ведущей шестерни u
‑й конической передачи;
– число оборотов ведущей шестерни u
‑й конической передачи; ![]() – диаметр основной окружности ведущей шестерни цилиндрической передачи, эквивалентной u
‑й конической передаче.
– диаметр основной окружности ведущей шестерни цилиндрической передачи, эквивалентной u
‑й конической передаче.
Учитывая, что:
![]() ,
,
где ![]() – стандартный модуль зубчатого зацепления
– стандартный модуль зубчатого зацепления ![]() -й конической передачи;
-й конической передачи; ![]() – число зубьев ведущей шестерни
– число зубьев ведущей шестерни ![]() -й конической передачи;
-й конической передачи; ![]() – угол, равный половине угла раствора начального конуса ведущей шестерни
– угол, равный половине угла раствора начального конуса ведущей шестерни ![]() -й конической передачи, получим
-й конической передачи, получим
 .
.
В ![]() -й червячной передаче имеем:
-й червячной передаче имеем:
![]() ,
,
где ![]() – гарантированный боковой зазор
– гарантированный боковой зазор ![]() -й червячной передачи;
-й червячной передачи; ![]() – допуск на дополнительное смещение исходного контура червяка и червячного колеса соответственно
– допуск на дополнительное смещение исходного контура червяка и червячного колеса соответственно ![]() -й червячной передачи;
-й червячной передачи; ![]() – верхнее предельное отклонение межосевого расстояния
– верхнее предельное отклонение межосевого расстояния ![]() -й червячной передачи;
-й червячной передачи; ![]() – угол подъема нитки червяка
– угол подъема нитки червяка ![]() -й червячной передачи определяется как
-й червячной передачи определяется как
![]() ,
,
где ![]() – поступательная скорость червяка
– поступательная скорость червяка ![]() -й червячной передачи, равная
-й червячной передачи, равная
![]() ,
,
где ![]() – число оборотов червяка
– число оборотов червяка ![]() -й червячной передачи;
-й червячной передачи; ![]() – шаг червяка
– шаг червяка ![]() -й червячной передачи, равный
-й червячной передачи, равный
![]() ,
,
где ![]() – стандартный модуль червячного зацепления
– стандартный модуль червячного зацепления ![]() -й червячной передачи.
-й червячной передачи.
С учетом получим:
 .
.
В v ‑ й цепной передаче имеем:
![]()
где ![]() – верхнее предельное отклонение шага цепи v
‑й цепной передачи;
– верхнее предельное отклонение шага цепи v
‑й цепной передачи; ![]() – нижнее предельное отклонение шага звездочки v
‑й цепной передачи;
– нижнее предельное отклонение шага звездочки v
‑й цепной передачи; ![]() – предельное отклонение длины отрезка цепи v
‑й цепной передачи;
– предельное отклонение длины отрезка цепи v
‑й цепной передачи; ![]() – число звеньев в v
‑й цепной передаче.
– число звеньев в v
‑й цепной передаче.
Время ![]() выборки
выборки ![]() в v
‑й цепной передаче определяется как
в v
‑й цепной передаче определяется как
 ,
,
где ![]() – число оборотов ведущей звездочки v
‑й цепной передачи;
– число оборотов ведущей звездочки v
‑й цепной передачи; ![]() – диаметр делительной окружности ведущей звездочки v
‑й цепной передачи, равный
– диаметр делительной окружности ведущей звездочки v
‑й цепной передачи, равный
![]() ,
,
где ![]() – шаг цепи v
‑й цепной передачи;
– шаг цепи v
‑й цепной передачи; ![]() – число зубьев ведущей звездочки v
‑й цепной передачи.
– число зубьев ведущей звездочки v
‑й цепной передачи.
С учетом имеем:
 .
.
Значения параметров, входящих в ![]() , для всех видов рассматриваемых передач определяются по соответствующей литературе и зависят от степени или класса точности исполнения сопряженных звеньев этих передач.
, для всех видов рассматриваемых передач определяются по соответствующей литературе и зависят от степени или класса точности исполнения сопряженных звеньев этих передач.
Обозначим время запаздывания передачи ![]() в любом зубчатом механизме, как
в любом зубчатом механизме, как ![]() , тогда при
, тогда при ![]() имеем:
имеем:
 ,
,
где 
![]() – максимальный боковой зазор между взаимодействующими зубьями рассматриваемого механизма;
– максимальный боковой зазор между взаимодействующими зубьями рассматриваемого механизма; ![]() – число оборотов ведущего звена рассматриваемого механизма;
– число оборотов ведущего звена рассматриваемого механизма; ![]() – стандартный модуль зубчатого зацепления рассматриваемого механизма.
– стандартный модуль зубчатого зацепления рассматриваемого механизма.
Время запаздывания передачи ![]() в любом цепном механизме обозначим
в любом цепном механизме обозначим ![]() ), тогда суммарное время
), тогда суммарное время ![]() запаздывания передачи
запаздывания передачи ![]() в кинематической цепи любого исполнительного органа робототехнического средства определяется, как
в кинематической цепи любого исполнительного органа робототехнического средства определяется, как
 ,
,
где ![]() – число зубчатых передач в кинематической цепи исполнительного органа РС;
– число зубчатых передач в кинематической цепи исполнительного органа РС; ![]() – число зубчатых и цепных передач в кинематической цепи исполнительного органа РС.
– число зубчатых и цепных передач в кинематической цепи исполнительного органа РС.
В робототехническом средстве необходимо выявить исполнительные органы с максимальным ![]() и минимальным
и минимальным ![]() значениями времени запаздывания передачи крутящего момента в кинематических цепях исполнительных механизмов.
значениями времени запаздывания передачи крутящего момента в кинематических цепях исполнительных механизмов.
Определим диапазон времени ![]() запаздывания передачи крутящего момента от привода РС к его исполнительным органам, который необходимо учитывать при разработке циклограммы манипулятора:
запаздывания передачи крутящего момента от привода РС к его исполнительным органам, который необходимо учитывать при разработке циклограммы манипулятора:
![]() .
.
Величина ![]() будет влиять на точность позиционирования исполнительных органов РС, а следовательно, на синхронизацию их движений и надежность работы РС. С целью повышения надежности работы РС необходимо стремиться к уменьшению значения
будет влиять на точность позиционирования исполнительных органов РС, а следовательно, на синхронизацию их движений и надежность работы РС. С целью повышения надежности работы РС необходимо стремиться к уменьшению значения ![]() , при этом считаем, что должно выполняться условие:
, при этом считаем, что должно выполняться условие:
![]() ,
,
где ![]() – время цикла рабочего органа РС, имеющего
– время цикла рабочего органа РС, имеющего ![]() ;
; ![]() – требуемый уровень надежности системы РС.
– требуемый уровень надежности системы РС.
Ошибка позиционирования рабочего органа, у которого суммарное время запаздывания передачи ![]() равно
равно ![]() относительно рабочего органа, взаимодействующего с ним в течение цикла работы РС d
раз и имеющего
относительно рабочего органа, взаимодействующего с ним в течение цикла работы РС d
раз и имеющего ![]() , определяется при первом взаимодействии как:
, определяется при первом взаимодействии как:
![]() ,
,
где ![]() – ошибка позиционирования при первом взаимодействии рабочих органов;
– ошибка позиционирования при первом взаимодействии рабочих органов; ![]() – скорость перемещения рабочего органа.
– скорость перемещения рабочего органа.
Для надежного функционирования PC при разработке циклограммы последнего требуется выполнить условие:
![]() ,
,
где ![]() – допуск позиционирования рабочего органа, определяемый условиями работы PC.
– допуск позиционирования рабочего органа, определяемый условиями работы PC.
При последнем взаимодействии рабочих органов ошибка их позиционирования ![]() относительно друг друга равна:
относительно друг друга равна:
![]() ,
,
т.е. имеет место накапливание ошибки позиционирования и снижение надежности работы PC. Для того чтобы указанный фактор не оказывал влияния на нормальное функционирование PC, при разработке циклограммы последнего необходимо выполнить следующее условие:
![]() .
.
Анализ выражений, показывает, что для соблюдения требования и повышения надежности работы PC при разработке его циклограммы следует произвести либо одно из нижеперечисленных действий, либо сочетание из нескольких этих действий:
1) уменьшение числа d взаимодействий между двумя рабочими органами;
2) уменьшение ошибки позиционирования ![]() при первом взаимодействии рабочих органов;
при первом взаимодействии рабочих органов;
3) уменьшение диапазона времени ![]() запаздывания передачи
запаздывания передачи ![]() от привода PC к его исполнительным органам;
от привода PC к его исполнительным органам;
4) уменьшение скорости перемещения ![]() рабочего органа;
рабочего органа;
5) исключение взаимодействия рабочих органов с суммарным временем запаздывания ![]() , равным
, равным ![]() и
и ![]() соответственно, либо сведение этого взаимодействия к одному разу, либо уменьшение значения
соответственно, либо сведение этого взаимодействия к одному разу, либо уменьшение значения ![]() , либо увеличение значения
, либо увеличение значения ![]() ;
;
6) уменьшение числа ![]() зубчатых и цепных передач в кинематической цепи исполнительного органа;
зубчатых и цепных передач в кинематической цепи исполнительного органа;
7) уменьшение величин ![]() максимальных боковых зазоров в передачах кинематической цепи исполнительного органа;
максимальных боковых зазоров в передачах кинематической цепи исполнительного органа;
8) увеличение чисел ![]() оборотов ведущих звеньев в передачах кинематической цепи исполнительного органа;
оборотов ведущих звеньев в передачах кинематической цепи исполнительного органа;
9) увеличение стандартных модулей ![]() в зубчатых передачах кинематической цепи исполнительного органа;
в зубчатых передачах кинематической цепи исполнительного органа;
10) увеличение чисел ![]() зубьев ведущих звеньев в передачах кинематической цепи исполнительного органа;
зубьев ведущих звеньев в передачах кинематической цепи исполнительного органа;
11) уменьшение углов ![]() , равных половинам соответствующих углов раствора начальных конусов ведущих звеньев конических ортогональных зубчатых передач, входящих в кинематическую цепь исполнительного органа;
, равных половинам соответствующих углов раствора начальных конусов ведущих звеньев конических ортогональных зубчатых передач, входящих в кинематическую цепь исполнительного органа;
12) увеличение шагов цепей ![]() в цепных передачах, входящих в кинематическую цепь исполнительного органа.
в цепных передачах, входящих в кинематическую цепь исполнительного органа.
Из приведенного перечня следует исключить пп. 4, 9…12 по следующим причинам:
– уменьшение параметра ![]() противоречит п. 8; кроме того, для повышения эффективности работы PC необходимо уменьшить время выполнения им рабочего цикла по обслуживанию текстильной машины;
противоречит п. 8; кроме того, для повышения эффективности работы PC необходимо уменьшить время выполнения им рабочего цикла по обслуживанию текстильной машины;
– увеличение параметров ![]() или
или ![]() повлечет за собой увеличение габаритных размеров передач, следовательно, увеличится металлоемкость и габаритные размеры всего PC;
повлечет за собой увеличение габаритных размеров передач, следовательно, увеличится металлоемкость и габаритные размеры всего PC;
– увеличение углов ![]() исключаем потому, что в существующих конструкциях PC они приняты равными
исключаем потому, что в существующих конструкциях PC они приняты равными ![]() ;
;
– увеличение шагов цепей ![]() исключаем потому, что в существующих конструкциях PC они приняты равными 12,7 мм.
исключаем потому, что в существующих конструкциях PC они приняты равными 12,7 мм.
Очевидно, что кардинальным решением взаимосвязанных проблем повышения надежности работы PC, увеличения степени его быстродействия и синхронизации движений его исполнительных органов является применение в его конструкции беззазорных зубчатых передач, что также позволит при наличии высоких рабочих скоростей исполнительных органов исключить появление удара при соприкосновении нерабочих поверхностей зубьев. Однако это требует высокой культуры машиностроительного производства и применения специальных материалов при изготовлении зубчатых передач PC, что резко повысит себестоимость последнего. Кроме того, наладка и эксплуатация такого PC вследствие условий текстильного производства требует высокой герметичности зубчатых передач и наличия высококвалифицированного обслуживающего персонала.
Более приемлемым является вариант, когда при взаимодействии исполнительных органов один из них, у которого суммарное время запаздывания ![]() равно
равно ![]() , в этот момент имеет выстой, продолжительность которого
, в этот момент имеет выстой, продолжительность которого ![]() определяется как:
определяется как:
![]() ,
,
где ![]() – время, необходимое для выполнения совместной технологической операции взаимодействующих исполнительных органов.
– время, необходимое для выполнения совместной технологической операции взаимодействующих исполнительных органов.
Выражение означает увеличение зоны перекрытия временных диапазонов позиционирования исполнительных органов при совместном выполнении ими технологической операции. Как нами отмечалось в п. 1.1, для этой цели лучше всего использовать кулачковые механизмы. Далее выходное звено исполнительного механизма необходимо выполнить самоустанавливающимся и саморегулируемым, что позволит повысить точность позиционирования. Применение в кинематической схеме PC плоских и пространственных зубчатых механизмов должно быть рациональным; цепные передачи не должны иметь большое межосевое расстояние. Для получения равнозначной вероятности безотказной работы всех исполнительных органов PC необходимо также учитывать надежность элементов системы и последовательность их соединений.
1.6 Контроль надежности робототехнического средства при испытаниях
С целью дальнейшего повышения надежности работы РС функционирование данной системы рекомендуется на стадии отработки опытного образца исследовать методами технической диагностики, позволяющими произвести распознавание состояний системы и оценить полученную диагностическую информацию. Состояниями системы РС являются типовые состояния неисправности и нормальное состояние, определяющее наиболее важный показатель надежности, т.е. отсутствие отказов во время функционирования системы. Исследование отказов при эксплуатации системы является одним из факторов, используемых при разработке мероприятий по повышению надежности. Поскольку элементы системы РС находятся в сложной функциональной зависимости друг с другом, поэтому получение такого показателя надежности, как вероятность безотказной работы, обычным методом неприемлема, т. к. не дает возможности выявить «слабые» элементы системы, которые следует в дальнейшем подвергнуть конструктивной отработке. Анализ состояний при использовании методов технической диагностики производится в условиях эксплуатации, при которых получение информации крайне затруднено, поэтому не представляется возможным по имеющейся информации сделать однозначное заключение, вследствие чего используются статистические методы. Благодаря своей простоте и эффективности среди этих методов технической диагностики наибольшее распространение получил метод, основанный на обобщенной формуле Байеса, который предлагается использовать для исследования РС текстильных машин. В качестве признаков системы РС возможно использование легко наблюдаемых без разборки манипулятора случаев нарушения нормального функционирования его элементов: ![]() – самопроизвольные остановки в точках их позиционирования;
– самопроизвольные остановки в точках их позиционирования; ![]() – увеличение погрешности точности их позиционирования;
– увеличение погрешности точности их позиционирования; ![]() – увеличение погрешности времени их прохождения между характерными точками траектории. При наличии низких рабочих скоростей исполнительных органов данные признаки могут быть выявлены визуально, при высоких скоростях наблюдать их позволяет применение киносъемки.
– увеличение погрешности времени их прохождения между характерными точками траектории. При наличии низких рабочих скоростей исполнительных органов данные признаки могут быть выявлены визуально, при высоких скоростях наблюдать их позволяет применение киносъемки.
Для анализа системы РС на основе применения формулы Байеса необходимы статистические сведения о характеристике состояний системы, их количестве в испытании и количестве наблюдаемых признаков в испытании. На основании статистических сведений определяется вероятность состояния ![]() по формуле:
по формуле:
![]() ,
,
где ![]() – количество состояний в испытании;
– количество состояний в испытании; ![]() – общее число испытаний.
– общее число испытаний.
Далее определяется ![]() вероятность появления признака
вероятность появления признака ![]() у системы с состоянием
у системы с состоянием ![]() согласно выражению:
согласно выражению:
![]() ,
,
где ![]() – количество признаков в испытании, имеющих состояние
– количество признаков в испытании, имеющих состояние ![]() .
.
Условная вероятность состояния ![]() для некоторого состояния, при комплексе признаков к
согласно формуле Байеса равна:
для некоторого состояния, при комплексе признаков к
согласно формуле Байеса равна:
 ,
,
где комплекс признаков к
рассматриваем состоящим из признаков ![]() ,
, ![]() ,
, ![]() , которые предполагаем независимыми, тогда вероятность
, которые предполагаем независимыми, тогда вероятность ![]() рассматриваем как вероятность сложного события, равную произведению вероятностей простых событий:
рассматриваем как вероятность сложного события, равную произведению вероятностей простых событий:
![]() ,
,
Окончательно имеем:
 .
.
При пользовании формулой отсутствие какого-либо признака, например ![]() , рассматривается как противоположное событие с вероятностью
, рассматривается как противоположное событие с вероятностью ![]() . Состояния
. Состояния ![]() ,
, ![]() , …,
, …, ![]() , …,
, …, ![]() образуют полную группу несовместных событий.
образуют полную группу несовместных событий.
Характеристика состояний РС, а именно: неисправность элементов по отдельности или в совокупности друг с другом, определяется визуально отсутствием передвижения манипулятора вдоль фронта текстильной машины при подаче сигнала на включение его в работу, а также при отсутствии передачи движения от привода ходовой секции и привода рабочей секции исполнительным органам РС. Для создания оптимальных условий наблюдения за работой РС ограждения, закрывающие кинематические связи элементов между собой, снимаются, при этом необходимо соблюдать осторожность. Признаки при испытании РС наблюдаются следующим образом: признак ![]() – самопроизвольные остановки в точках позиционирования, определяется исходя из того условия, что кинематические связи между элементами системы задействованы, а исполнительный орган останавливается в какой-либо точке своего позиционирования при отсутствии выстоя в циклограмме его движения; признак
– самопроизвольные остановки в точках позиционирования, определяется исходя из того условия, что кинематические связи между элементами системы задействованы, а исполнительный орган останавливается в какой-либо точке своего позиционирования при отсутствии выстоя в циклограмме его движения; признак ![]() – увеличение погрешности точности позиционирования, определяется исходя из того условия, что наблюдается отсутствие четкого взаимодействия между элементами системы РС и текстильной машиной, следствием чего является нарушение технологического процесса функционирования РС; признак
– увеличение погрешности точности позиционирования, определяется исходя из того условия, что наблюдается отсутствие четкого взаимодействия между элементами системы РС и текстильной машиной, следствием чего является нарушение технологического процесса функционирования РС; признак ![]() – увеличение погрешности времени прохождения между характерными точками траектории, определяется исходя из того условия, что наблюдается отсутствие четкого взаимодействия между элементами самой системы РС, следствием чего является нарушение синхронизации движений между исполнительными органами.
– увеличение погрешности времени прохождения между характерными точками траектории, определяется исходя из того условия, что наблюдается отсутствие четкого взаимодействия между элементами самой системы РС, следствием чего является нарушение синхронизации движений между исполнительными органами.
На основании проведенных наблюдений при испытаниях системы РС составляются сводные таблицы: качественных и количественных характеристик состояний и признаков, наблюдаемых при испытании манипулятора; итогов обработки результатов испытаний манипулятора. По результатам последней таблицы определяются наиболее характерные состояния и детерминирующие признаки, присущие РС, после чего производится его конструктивная доработка.
В п. 1 отмечалось, что процесс проектирования является определяющим по возможности обеспечения надежности систем. Однако системы проектируются при наличии некоторой неопределенности относительно приспособленности отдельных элементов системы и системы в целом к нормальному функционированию в реальных, но недостаточно известных при проектировании условиях. Спроектированные таким образом системы, как правило, не лишены некоторых недостатков и до внедрения в серийное производство требуют конструкторской отработки. Основными задачами конструкторской отработки системы «робототехническое средство» являются: проверка правильности выбранных конструктивно-технических и схемных решений системы; обоснование целесообразности проведения, а также оценка эффективности доработок; определение количественных характеристик надежности сложной системы «робототехническое средство» и разработка рекомендаций по ее повышению; проверка выполнения количественных требований по надежности и обоснование решения о серийном производстве и принятии в эксплуатацию системы данной модификации. Эти задачи являются общими практически для всех видов элементов системы «робототехническое средство», а методы их решения во многом определяют качество конструкторской отработки системы. Так как стоимость изготовления системы «робототехническое средство» высока, то сначала проектируются и создаются несколько опытных образцов, которые затем подвергаются испытаниям. Если в процессе испытаний происходит отказ системы, то обработкой имеющейся информации делается попытка оценить причину, вызвавшую появление отказа. По результатам подобных исследований проводится доработка системы «робототехническое средство», направленная на устранение предполагаемых или установленных причин появления отказов. Если причины появления отказов установлены, то доработка повышает надежность системы. Конструкторские испытания системы «робототехническое средство» рекомендуется проводить по способу отработки системы в целом без предварительной отработки ее основных элементов, это обосновывается тем, что выполняемые исполнительными органами РС технологические операции взаимообусловлены и требуют синхронизации движений элементов системы. При этих испытаниях каждый отказ системы несет достаточное количество информации для установления причины его появления и разработки мероприятий по проведению соответствующих доработок.
Поскольку «робототехническое средство» относится к открытым и секвентивным системам, поэтому исследовать надежность такой системы следует в совокупности с текстильной машиной, при этом образуется новая система – «робототехническое средство – текстильная машина», в которой РС является подсистемой.
Определим необходимое число отрабатываемых РС циклов по обслуживанию им текстильных машин или необходимое количество рабочих мест на текстильной машине, обслуживаемых РС, при конструкторской отработке системы «РС – текстильная машина». Необходимое число отрабатываемых циклов ![]() определяется из условия:
определяется из условия:

где ![]() и характеризует собой верхний предел возможных значений надежности;
и характеризует собой верхний предел возможных значений надежности; ![]() и характеризует требуемый уровень надежности системы;
и характеризует требуемый уровень надежности системы; ![]() и характеризует надежность системы до доработки;
и характеризует надежность системы до доработки; ![]() и характеризует степень неопределенности установления конструктивных, недостатков системы после одного неуспешного испытания.
и характеризует степень неопределенности установления конструктивных, недостатков системы после одного неуспешного испытания.
При этом следует заметить, что значение ![]() заимствовано из технических требований на проектирование РС, а значение
заимствовано из технических требований на проектирование РС, а значение ![]() как можно ближе должно достигать уровня значения
как можно ближе должно достигать уровня значения ![]() ; значения
; значения ![]() и
и ![]() взяты по одному из своих граничных значений с тем условием, что увеличивают значение необходимого количества отрабатываемых циклов для получения большего объема информации о надежности системы «РС – текстильная машина». После подстановки значений в формулу определяем
взяты по одному из своих граничных значений с тем условием, что увеличивают значение необходимого количества отрабатываемых циклов для получения большего объема информации о надежности системы «РС – текстильная машина». После подстановки значений в формулу определяем ![]() :
:

В соответствии с принимаем необходимое количество отрабатываемых циклов РС равным ![]() . Далее, учитывая, что отрабатывается система «РС – текстильная машина», в которой число
. Далее, учитывая, что отрабатывается система «РС – текстильная машина», в которой число ![]() обслуживаемых рабочих мест РС может превышать значение
обслуживаемых рабочих мест РС может превышать значение ![]() , следует сделать вывод о том, что
, следует сделать вывод о том, что
![]() ,
,
где ![]() – коэффициент пропорциональности, равный целому числу.
– коэффициент пропорциональности, равный целому числу.
При условии обслуживания РС группы из числа ![]() текстильных машин, каждая из которых имеет
текстильных машин, каждая из которых имеет ![]() рабочих мест, значение
рабочих мест, значение ![]() определяется выражением:
определяется выражением:
![]() .
.
Полученное значение ![]() по зависимостям и не должно быть менее 179.
по зависимостям и не должно быть менее 179.
Следует отметить, что формула определяет верхнюю границу требуемого количества испытаний для достижения заданного уровня надежности системы.
Испытание системы «РС – группа текстильных машин» рекомендуется начинать примерно с числа ![]() текстильных машин. При получении достаточно высокого показателя надежности работы РС зона обслуживаемых им текстильных машин расширяется, а при получении низкого значения показателя надежности зона обслуживания снижается. Поскольку на
текстильных машин. При получении достаточно высокого показателя надежности работы РС зона обслуживаемых им текстильных машин расширяется, а при получении низкого значения показателя надежности зона обслуживания снижается. Поскольку на ![]() текстильных машинах количество рабочих мест равно
текстильных машинах количество рабочих мест равно ![]() , поэтому при получении низкого показателя надежности и снижении зоны обслуживания РС текстильных машин в условиях дальнейших испытаний манипулятор должен обойти также не менее
, поэтому при получении низкого показателя надежности и снижении зоны обслуживания РС текстильных машин в условиях дальнейших испытаний манипулятор должен обойти также не менее ![]() рабочих мест, т.е. при обслуживании
рабочих мест, т.е. при обслуживании ![]() машин он производит рабочие циклы на одной из машин дважды, а при обслуживании одной текстильной машины он производит рабочие циклы на ней
машин он производит рабочие циклы на одной из машин дважды, а при обслуживании одной текстильной машины он производит рабочие циклы на ней ![]() раз. Соблюдение этого условия необходимо для равнозначности информации, полученной при различных видах испытаний PC.
раз. Соблюдение этого условия необходимо для равнозначности информации, полученной при различных видах испытаний PC.
При получении достаточно высокого показателя надежности работы PC и увеличении зоны обслуживания им текстильных машин в условиях дальнейших испытаний манипулятор должен обслужить все рабочие места на каждой машине. Следует заметить, что во всех экспериментах должно участвовать одно и то же PC, т.е. необходимо соблюдать «чистоту» эксперимента, т.к. одни и те же конструкции имеют индивидуальные особенности, которые могут сказаться на результатах исследования.
2. Новые технические решения робототехнических средств для машин прядильного производства
Ранее в п. 1 отмечалось, что каждый этап разработанного метода проектирования робототехнических средств текстильных машин может быть использован как самостоятельный способ проектирования.
С целью выявления новых технических решений PC для машин прядильного производства приведем применение этапа моделирования структурных схем исполнительных органов PC разработанного метода как самостоятельного способа проектирования.
Произведем синтез структурных схем исполнительных механизмов робототехнических средств на основе разработанной морфологической матрицы. По желанию конструктора или требованию заказчика данная матрица может быть уменьшена или расширена и более конкретизирована, т.е. «привязана» к техническим требованиям на проектируемое робототехническое средство.
Покажем это на примере механизма сопла автосъемника бобин для пневмомеханических прядильных машин.
Увеличим число независимых свойств в параметре ![]() и в введем еще три дополнительных параметра. Получим:
и в введем еще три дополнительных параметра. Получим:
![]() – форма выходного звена механизма сопла, совершающего захват обрезанной нити:
– форма выходного звена механизма сопла, совершающего захват обрезанной нити:
а) прямолинейная ![]() ;
;
б) Г-образная ![]() ;
;
в) C‑образная ![]() ;
;
г) Z‑образная ![]() .
.
![]() – тип выходного звена механизма сопла, совершающего обрезку нити:
– тип выходного звена механизма сопла, совершающего обрезку нити:
а) электромагнитные ножницы ![]() ;
;
б) Г-образный резак ![]() ;
;
в) прямолинейный резак ![]() ;
;
г) резак по форме всасывающего отверстия сопла ![]() ;
;
д) резак, имеющий форму окружности ![]() .
.
![]() – место расположения устройства отрезания нити механизма сопла:
– место расположения устройства отрезания нити механизма сопла:
а) около каждого рабочего места на пневмопрядильной машине ![]() ;
;
б) на устройстве механизма сопла, совершающего захват отрезанной нити ![]() .
.
![]() – наличие устройства второй обрезки нити у механизма сопла:
– наличие устройства второй обрезки нити у механизма сопла:
а) не имеется ![]() ;
;
б) имеется ![]() .
.
Преобразованная в соответствии с дополнительными условиям морфологическая матрица имеет следующий вид:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Согласно полное число решений по формуле как для отдельного исполнительного механизма, так и для всего РС по формуле увеличится.
Произведем синтез технических решений механизма сопла автосъемника бобин путем выбора альтернативных вариантов в морфологической матрице.
В приведенных далее матрицах выделенные параметры относятся к выбранным техническим решениям проектируемых механизмов.
Составим описание выбранных технических решений.
Сущность технического решения морфологической матрицы механизма сопла автосъемника бобин, представленной на рис. 11, поясняется чертежами, где на рис. 12 изображена общая схема устройства; на рис. 13 – узел захвата пряжи и переброски ее через устанавливаемый в паковкодержатель патрон; на рис. 14 – вид А по рис. 13.
Автосъемник бобин для пневмопрядильной машины содержит механизм 1 захвата и установки в паковкодержатель 2 патрона 3, механизм 4 управления паковкодержателем и узел 5 захвата пряжи 6 и переброски ее через устанавливаемый в паковкодержатель патрон. Узел 5 имеет сопло 7 со средством для перерезания пряжи в виде ножниц, размешенных на самом сопле 7. Сопло 7 установлено с возможностью принудительного поворота посредством привода, имеющего жестко связанную с соплом шестерню 8, зубчатый сектор 9, закрепленный на приводном валу 10, связанном посредством звездочки и цепи 12 с механизмом 1 захвата и установки патрона.
Привод имеет два входящих в зацепление одно с другим зубчатых колеса, из которых ведущее колесо 13 установлено на валу 10 и через вал 10 жестко связано с зубчатым сектором 9 и диском 14 фиксатора сопла в его нерабочем положении. Ведомое зубчатое колесо 15 с соосно закрепленным на нем колесом 16, имеющим два зубчатых сектора, установлено на оси 17, размещенной на раме 18 устройства. Колесо 16 имеет возможность зацепления своими зубчатыми секторами с шестерней 8 сопла, на торце которой закреплен диск 19 фиксатора сопла, выполненный с выемкой на ободе.
Диск 14 выполнен с выступом 20 на ободе и установлен с возможностью размещения выступа 20 в выемке диска 19, а зубчатый сектор 9 имеет возможность зацепления с шестерней 8 сопла с последующим выходом из него. На раме 18 закреплены упоры 21 и 22 для ограничения рабочих положений сопла, имеющего ![]() -образную форму.
-образную форму.
Устройство работает следующим образом.
Движущееся вдоль машины устройство при установлении завершения на ее определенном прядильном месте формирования паковки останавливается и подает сигнал на сброс патрона с расположенной над машиной полки 23 на специальный желоб 24 устройства. Механизм 1 захвата и установки патрона из исходного положения начинает движение к желобу, захватывает из него патрон и перемещается с ним к месту его установки в рычаги паковкодержателя. Одновременно с механизмом 1 начинает свой рабочий цикл и узел захвата пряжи и переброски ее через патрон. Движение от вала механизма 1 захвата и установки патрона посредством цепной передачи через звездочку 11 передается валу 10. Далее вал 10 приводит во вращение зубчатое колесо 13, зубчатый сектор 9 и диск 14 с выступом. В начале рабочего цикла узла 5 диск 14 находится в зацеплении с диском 19, в результате чего происходит выстой сопла 7 в исходном положении. При выходе дисков из зацепления один с другим в зацепление входят шестерня 8 и колесо 16, закрепленное на ведомом зубчатом колесе 15, следствие этого происходит перемещение сопла 7 в сторону пряжи, выходящей из вытяжных валов 25 прядильной машины. Дойдя до своего нижнего крайнего положения, сопло останавливается у упора 21, производятся перерезание пряжи ножницами, захват и удержание пряжи соплом. В это же время колесо 16 выходит из зацепления с шестерней 8 и в зацепление с последней входит зубчатый сектор 9, в результате этого сопло с захваченной им пряжей начинает движение в сторону механизма 1 захвата и установки патрона, находящегося в данный момент у желоба 24. Сопло с захваченной им пряжей доходит до верхнего крайнего положения и останавливается у упора 22. В этот период времени зубчатый сектор 9 выходит из зацепления с шестерней 8, а механизм 1 захвата и установки патрона со взятым им из желоба патроном пересекает траекторию пряжи, удерживаемой в данный момент соплом 7, в результате чего происходит перекидка пряжи через устанавливаемый патрон. Далее колесо 16 входит в зацепление с шестерней 8, вследствие чего сопло возвращается в свое исходное положение, в котором оно четко зафиксировано при помощи находящихся в данный момент в зацеплении посредством выступа и выемки дисков 14 и 19. Механизм 1 захвата и установки пустого патрона производит сбрасывание полной паковки на ленту транспортера и установку патрона с перекинутой через него нитью в рычаги паковкодержателя прядильной машины, которые к этому моменту находятся в верхнем крайнем положении вследствие работы механизма 4 управления паковкодержателем пневмомеханической прядильной машины. Далее паковкодержатель возвращается в нижнее крайнее положение, и начинается процесс наработки паковки.

Рис. 11. Морфологическая матрица технического решения механизма сопла автосъемника бобин
Сущность технического решения морфологической матрицы, представленной на рис. 15, поясняется чертежами, где на рис. 16 изображена общая схема устройства; на рис. 17 – узел захвата и переброски пряжи через устанавливаемый в паковкодержатель патрон, разрез; на рис. 18 – электрические контакты в разрезе; на рис. 19 – средство для перерезания пряжи; на рис. 20, 21 – узел захвата и переброски пряжи в рабочем положении; на рис. 22 – средство для перерезания пряжи со связью силового элемента с электрическими контактами.
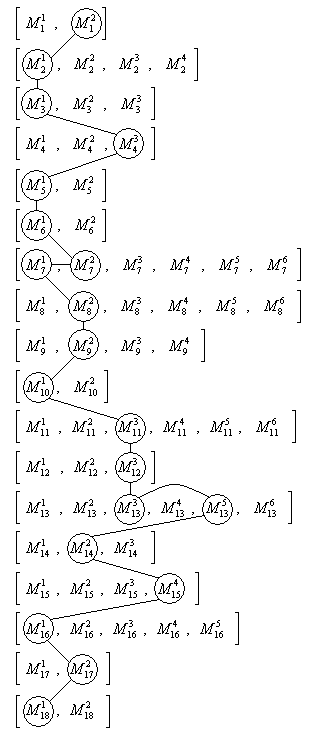
Рис. 15. Морфологическая матрица технического решения механизма сопла автосъемника бобин
Автосъемник бобин для пневмопрядильной машины содержит смонтированную с возможностью перемещения вдоль машины каретку 1 и установленные на ней механизм 2 захвата и установки в паковкодержатель 3 патрона 4, механизм управления 5 паковкодержателем и узел 6 захвата пряжи 7 и переброски ее через устанавливаемый в паковкодержатель патрон.
На каретке 1 на оси 8 посредством подшипников 9 установлен блок звездочек 10, кинематически связанный с приводом механизма 2 захвата и установки патрона. На блоке звездочек 10 установлен кривошип 11, связанный с кулисой 12 посредством размещенного в ее криволинейном пазу 13 пальца 14. На свободном конце кулисы посредством подшипников установлены два пространственных кулачка 15, связанных ременными передачами 16 и 17 с блоком 18 шкива со звездочкой, получающим вращение через промежуточную звездочку 19 от блока звездочек 10. На кулисе 12 на оси 20 консольно установлена ![]() -образная трубка 21, на которой закреплен подпружиненный фрикционный ролик 22, имеющий возможность вращения совместно с трубкой 21 на оси и продольного перемещения вдоль нее посредством кулачков 15. На торце ролика 22 закреплен сепаратор 23 с шариками 24, прижатыми пружиной 25 к кулачкам 15.
-образная трубка 21, на которой закреплен подпружиненный фрикционный ролик 22, имеющий возможность вращения совместно с трубкой 21 на оси и продольного перемещения вдоль нее посредством кулачков 15. На торце ролика 22 закреплен сепаратор 23 с шариками 24, прижатыми пружиной 25 к кулачкам 15.
Фрикционный ролик 22 имеет фиксатор положения, выполненный в виде установленного на кулисе конечного выключателя 26 со стержнем 27, размещенным в выемке 28 фрикционного ролика с возможностью вывода из нее.
Фрикционный ролик 22 установлен с возможностью контактирования ободом с ободом приводного упругого ролика 29 при повороте кулисы, установленного посредством подшипников 30 на оси на каретке 1 и связанного со звездочкой 31, приводимой во вращение цепью от блока звездочек 10.
На конце трубки 21 установлено средство для перерезания пряжи, имеющее неподвижную 32 и поворотную 33 зажимные губки с размещенными на их свободном конце гибкими направляющими 34 и закрепленными на губках режущими элементами 35. Средство для поворота губки 33 имеет подпружиненный силовой элемент в виде электромагнита 36, размещенного в трубке и электрически связанного со скользящим электрическим контактом в виде стержня 37. Стержень 37 размещен в изолирующей втулке 38 в трубке 21 и имеет на торце выемку, в которой размещен прижатый к нему пружиной 39 завальцованный на конце стержня 40 второго скользящего электрического контакта шарик 41. Стержень 40 размещен в электрически связанной с датчиком втулке 42, закрепленной в изолирующей втулке 43, установленной в отверстии оси 20.
Устройство работает следующим образом.
При завершении формирования паковки на каком-либо прядильном месте машины перемещающаяся вдоль нее каретка 1 останавливается у соответствующего места. Пустой патрон 4, находящийся на расположенной над прядильным местом машины полке, сбрасывается в направляющий желоб. Механизм 2 захвата и установки пустого патрона из исходного положения начинает движение к желобу, захватывает из него патрон 4 и перемещает его к месту установки в рычаги паковкодержателя. Одновременно движение от вала механизма захвата и установки патрона посредством цепной передачи через блок звездочек 10 передается соединенному с ним кривошипу 11, палец 14 которого поворачивает кулису, скользя по прямолинейному участку ее паза 13 и перемещая ее из нижнего положения. От блока звездочек 10 вращение передается шкивам 44 и 45 кулачков 15, вращение которых вызывает осевое возвратно-поступательное перемещение фрикционного ролика 22 вместе с трубкой 21. В результате этого при подъеме кулисы 12 зажимные губки на конце трубки попадают в зону веера раскладки пряжи и, пересекая траекторию пряжи, улавливают ее, при этом их гибкие направляющие контролируют веер раскладки пряжи. По сигналу датчика электрические контакты 41, 37 передают электрический сигнал электромагниту 36, который поворачивает губку 33 в направлении к неподвижной губке 32, в результате чего пряжа перерезается и ее конец зажимается между губками.
Выполнение электрических контактов 41, 37 скользящими позволяет трубке 21 совершать вместе с фрикционным роликом 22 возвратно-поступательные перемещения.
При подходе кулисы 12 к своему крайнему верхнему положению конечный выключатель 26 выводит стержень 27 из выемки фрикционного ролика 22 и освобождает его от фиксации. В этот момент фрикционный ролик 22 входит своим ободом в контакт с ободом приводного ролика 29, получающего вращение от блока звездочек 10 с помощью жестко связанной с роликом 29 звездочки 31. В результате этого фрикционный ролик 22 вместе с трубкой 21 приводится во вращение в направлении, противоположном направлению вращения блока звездочек 10, чем осуществляется наматывание зажатого между губками 32 и 33 конца пряжи на патрон. В этот момент палец 14 кривошипа 11 находится в зоне криволинейного участка паза кулисы с радиусом кривизны, равным длине кривошипа. Поэтому кулиса находится в положении выстоя. При вращении фрикционного ролика 22 трубка 21 совершает вращательное и возвратно-поступательное движение, чем обеспечивается раскладка наматываемой пряжи на патрон, удерживаемый механизмом 2 его захвата и установки в паковкодержатель, находящимся в данный момент в положении выстоя. При этом всегда сохраняется зазор между патроном и свободным концом трубки с зажимными губками.
Далее кулиса 12 начинает возвращаться в свое исходное основное положение, посредством чего пряжа затягивается на патроне. В результате прерывания датчиком электрического сигнала поворотная губка 33 отводится пружиной 46 от неподвижной губки 32 и освобождает конец пряжи. Затем конечный выключатель 26 возвращает стержень 27 в исходное положение, в котором он располагается в выемке фрикционного ролика 22, фиксируя его и трубку 21 от поворота.
Механизм 2 захвата и установки патрона возобновляет свое движение в сторону паковкодержателя, освобождает паковку из него, сбрасывает ее на отводной ленточный транспортер и устанавливает в паковкодержатель патрон с начальными витками пряжи на нем, после чего паковкодержатель зажимает патрон и перемещается в зону намотки пряжи.
Произведем синтез технического решения устройства нахождения и отматывания конца пряжи на бобине, предназначенного в основном для установки в автоприсучальщике пряжи для пневмопрядильной машины путем выбора альтернативных вариантов в морфологической матрице. При этом число параметров в данной матрице сокращается. Отметим, что при использовании максимально конкретизированной и расширенной матрицы многие ее параметры могут оказаться не востребованными.
Составим описание выбранного технического решения.
Сущность технического решения морфологической матрицы проектируемого устройства, представленной на рис. 23, поясняется чертежами, где на рис. 24 изображена общая схема устройства; на рис. 25 – вид А по рис. 24; на рис. 26 – механизм реверса; на рис. 27 – положение мостика механизма реверса относительно ведущей звездочки; на рис. 28 – валик механизма реверса для отматывания пряжи с бобины; на рис. 29 – вид Б по рис. 28; на рис. 30 – сечение В-В по рис. 29.
Устройство нахождения и отматывания конца пряжи на бобине текстильной машины содержит полый двуплечий рычаг 1, зафиксированный в неподвижной опоре 2, с установленным на его глухом конце роликом 3, находящимся посредством пружины 4 во фрикционном контакте с кулачком 5. В направляющем продольном пазу 6 рычага 1 установлен ролик 7, смонтированный на глухом конце подвижной направляющей 8 и находящийся посредством пружины 9, закрепленной на направляющей 8, во фрикционном контакте с кулачком 10. Последний связан цепной передачей посредством ведущей звездочки 11, размещенной в неподвижной опоре 2, с ведомыми звездочками 12 и 13, зафиксированными на его оси. Ведомая звездочка 13 связана цепной передачей с ведомой звездочкой 14, установленной на оси кулачка 5.

Рис. 23. Морфологическая матрица технического решения проектируемого устройства

Рис. 27. Положение мостика механизма реверса
На рычаге смонтирован механизм реверса 15, содержащий ведущую звездочку 16, консольно установленную в неподвижной опоре 2. Вокруг звездочки 16 симметрично расположены направляющие 17 и 18, определяющие положение цепи 19, связывающей направляющие звездочки 20 и 21, натяжные звездочки 22 и 23, расположенные в подвижных опорах 24 и 25 соответственно, с ведомой звездочкой 26. Подвижный шток 27 механизма реверса 15, расположенный в глухом отверстии подвижной направляющей 8, снабжен ![]() -образным рычагом 28, в котором установлена ведомая звездочка 26, и компенсирующей пружиной 29. В замкнутый контур цепи 19 введен мостик 30, представляющий собой звено с шагом, большим наружного диаметра ведущей звездочки 16.
-образным рычагом 28, в котором установлена ведомая звездочка 26, и компенсирующей пружиной 29. В замкнутый контур цепи 19 введен мостик 30, представляющий собой звено с шагом, большим наружного диаметра ведущей звездочки 16.
В ![]() -образном рычаге 28 с опорной поверхностью для гибкой оболочки, выполненной в виде дуги окружности, смонтирован валик 31 для отматывания конца пряжи с бобины, состоящий из секторов 32, имеющих гибкую, эластичную перфорированную оболочку, соприкасающийся с бобиной 33. Радиальная поверхность секторов имеет форму канавки шкива, при этом толщина одной из торцовых стенок 34 валика 31, обращенная к машине, превышает толщину ее оболочки.
-образном рычаге 28 с опорной поверхностью для гибкой оболочки, выполненной в виде дуги окружности, смонтирован валик 31 для отматывания конца пряжи с бобины, состоящий из секторов 32, имеющих гибкую, эластичную перфорированную оболочку, соприкасающийся с бобиной 33. Радиальная поверхность секторов имеет форму канавки шкива, при этом толщина одной из торцовых стенок 34 валика 31, обращенная к машине, превышает толщину ее оболочки.
Для передачи конца пряжи следующему исполнительному органу валиком 31 для отматывания пряжи с бобины 33 устройство снабжено направляющим лотком 35.
Устройство работает следующим образом.
Полый двуплечий рычаг 1 из крайнего нижнего положения поворачивается вокруг неподвижной опоры 2 в крайнее верхнее положение посредством ролика 3, находящегося во фрикционном контакте за счет пружины 4 с кулачком 5. В то же время подвижная направляющая 8 выдвигается из рычага 1 посредством перемещения ролика 7, находящегося во фрикционном контакте за счет пружины 9 с кулачком 10, вдоль направляющего продольного паза 6. Кулачки 5 и 10 приводятся в движение посредством цепных передач от ведущей звездочки 11 к ведомым звездочкам 12, 13, 14. Механизм реверса 15 получает движение от ведущей звездочки 16, консольно установленной в неподвижной опоре 2. При выдвижении подвижной направляющей 8 валик 31 отматывания пряжи с бобины 33 вступает с наработанной бобиной, предварительно приподнятой над поверхностью мотального вала, во фрикционный контакт. При этом поверхность сектора 32 за счет имеющийся возможности перемещения подвижного штока 27 в глухом отверстии направляющей 8 при помощи компенсирующей пружины 29 плотно прижимается к поверхности бобины. Валик 31 получает вращение от ведущей звездочки 16 через направляющие звездочки 20 и 21 и натяжные звездочки 22 и 23 посредством цепи 19, в замкнутый контур которой введен мостик 30, передающий движение ведомой звездочке 26, установленной так же, как и валик 31 в С -образном рычаге 28. При этом гибкая оболочка сектора 32 валика 31 за счет перфорации и компенсирующей пружины 29 подсасывает конец пряжи и заставляет бобину 33 вращаться в сторону, противоположную вращению валика 31, происходит сматывание пряжи с бобины 33 и наматывание ее на поверхность валика 31. Поскольку сектор 32 имеет форму канавки шкива, гибкая оболочка охватывает и торцовую поверхность бобины 33, улавливая с нее конец пряжи. Возникновению фрикционного контакта по всей соприкасающейся поверхности между валиком 31 и бобиной 33 способствует то, что гибкая оболочка сектора 32 зажимается между бобиной и опорной поверхностью С -образного рычага 28. При наматывании определенной длины пряжи на валик 31 последний изменяет направление своего вращения, потому что звездочка 16 «проскакивает» в мостик 30, имеющий шаг больше ее наружного диаметра. Мостик 30 оказывается с противоположной стороны звездочки 16, и направление движения цепи 19 изменяется. Направляющие 17 и 18 служат для определения положения цепи 19 при «проскакивании» звездочки 16 в мостик 30, а подвижные опоры 24 и 25 – для поддержания натяжения в цепи 19 при изменении ее длины в процессе выдвижения подвижного штока 27. При изменении направления вращения валика 31 подвижная направляющая 8 задвигается, при этом фрикционный контакт с бобиной 33 разрывается, и она перестает вращаться. Пряжа сматывается с валика 31 и посредством возвращения рычага 1 в крайнее нижнее положение и направляющего лотка 35 передается следующему исполнительному органу.
Сущность технического решения морфологической матрицы проектируемого механизма, представленной на рис. 31, поясняется чертежами, где на рис. 32 изображен общий вид устройства; на рис. 33 – вариант исполнения ползуна устройства.

Рис. 31. Морфологическая матрица проектируемого механизма
Механизм для воспроизведения сложного профиля содержит основание 1, установленные на нем два кулачка 2 и 3, взаимодействующие с ними толкатели и ведущий кривошип 4. Последний установлен на основании 1 в подшипниках 5 и связан с приводным элементом 6. Кулачки 2 и 3 зафиксированы. Один из толкателей выполнен в виде ползуна 7, установленного на ведущем кривошипе 4 с возможностью возвратно-поступательного перемещения, подпружиненного пружиной 8 относительно него и имеющего две оси 9 и 10, перпендикулярные оси ведущего кривошипа 4. На оси 9 с возможностью вращения установлен ролик 11, предназначенный для взаимодействия с кулачком 2. Второй толкатель выполнен в виде двуплечего рычага 12, установленного с возможностью вращения на оси 10 ползуна 7 и связывающего двуплечий рычаг и кулачок 3, выполненный торцовым и имеющий направляющую канавку. Для взаимодействия с последней на одном конце двуплечего рычага 12 через пружину 13 и ось 14 установлен завальцованный шарик 15. Другой конец двуплечего рычага предназначен для связи с рабочим органом.
С целью сокращения габаритов механизма ползун 7 может быть выполнен в виде стакана и подпружинен двумя пружинами 8 и 16. Расположение пружины 16 внутри пружины 8 позволяет увеличить жесткость последней, не изменяя ее габаритов.
Механизм работает следующим образом.
При вращении ведущего кривошипа 4 вокруг кулачка 2 ролик 11 и ползун 7 перемещаются вдоль его оси. Вследствие этого изменяет свое положение двуплечий рычаг 12. Одновременно последний совершает поворот вокруг своей оси, обусловленный взаимодействием, закрепленного на одном из его концов шарика с направляющей канавкой, выполненной на торцовом кулачке 3. В результате установленный на другом конце двуплечего рычага рабочий орган совершает сложное движение. Согласование переменного радиуса кривизны поверхности кулачка 2 и формы линии направляющего торцового профиля кулачка 3 дает возможность получения разнообразных форм траекторий рабочего органа.
Отметим, что на основе разработанной морфологической матрицы было выявлено еще несколько технических решений автосъемника бобин для пневмомеханических прядильных машин.
3. Проектирование усовершенствованного автосъемника бобин АС‑120 для пневмомеханической прядильной машины ППМ‑ 120
Практика эксплуатации пневмомеханических и роторных прядильных, прядильно-крутильных машин, установленных в поточных линиях, показывает, что в настоящее время на международном текстильном рынке сформировалась потребность в высокоскоростном прядильном оборудовании. В связи с этим все острее встает проблема разработки надежных специальных роботизированных средств для выполнения вспомогательных операций на данных текстильных машинах. Одной из таких вспомогательных операций является съем наработанной бобины и замена ее пустым патроном на текстильной машине.
Существующий отечественный автосъемник бобин АС‑120 производит вышеназванную технологическую операцию на пневмомеханической прядильной машине ППМ‑120 недостаточно надежно, что отрицательным образом сказывается на КПВ оборудования, производительности труда, снижении себестоимости продукции и облегчении физического труда съемщиц. Поэтому возникла необходимость создания новой более надежной конструкции автосъемника бобин.
3.1 Анализ структурных схем основных рабочих органов существующего автосъемника бобин АС‑120
С целью уменьшения трудозатрат на проектирование и изготовление усовершенствованного механизма автосъемника бобин следует использовать возможность модернизации существующей конструкции. Для этого по конструкторской документации были составлены структурные схемы основных исполнительных органов робототехнического средства АС‑120, который выполняет следующие операции:
– обнаруживает требуемый диаметр наработанной бобины;
– останавливается около рабочего места прядильной машины, где обнаружена бобина с требуемым наработанным диаметром;
– производит сброс в накопитель патрона, предварительно уложенного на полку, расположенную вдоль фронта прядильной машины;
– производит захват патрона из накопителя и установку его в рычаги бобинодержателя прядильной машины;
– производит обрезку и захват нити в зоне между вытяжными валами и направляющим брусом прядильной машины;
– производит подъем-опускание, разжим-зажим рычагов бобинодержателя прядильной машины, выталкивание наработанной бобины;
– производит перекидывание обрезанной нити через устанавливаемый патрон;
– движется вдоль фронта прядильной машины.
Основными исполнительными механизмами данного автосъемника бобин являются механизм захвата и смены патронов, механизм сопла и механизм управления рычагами бобинодержателя пневмопрядильной машины.
Механизм захвата и смены патронов существующего автосъемника представляет из себя шарнирный четырехзвенный механизм с переменной длиной ![]() шатуна 2, имеющего паз, в котором установлен палец, закрепленный на коромысле 3. Данный исполнительный орган имеет две степени свободы и осуществляет захват патрона из накопителя, передачу движения рычагу механизма сопла для перебрасывания нити, захваченной последним, через транспортируемый патрон, выталкивание бобины из рычагов бобинодержателей прядильной машины на ленту транспортера и установку патрона в рычаги бобинодержателей. При вращении ведущего звена – кривошипа 1 – рычаг 3 захвата и смены патронов, функционирующий как коромысло, имеет фазы работы при максимальной и минимальной длине шатуна 2, т.е. при выборке его паза, в остальных случаях имеют место фазы выстоя, обусловленные наличием пружины 4, определяющей начальный угол
шатуна 2, имеющего паз, в котором установлен палец, закрепленный на коромысле 3. Данный исполнительный орган имеет две степени свободы и осуществляет захват патрона из накопителя, передачу движения рычагу механизма сопла для перебрасывания нити, захваченной последним, через транспортируемый патрон, выталкивание бобины из рычагов бобинодержателей прядильной машины на ленту транспортера и установку патрона в рычаги бобинодержателей. При вращении ведущего звена – кривошипа 1 – рычаг 3 захвата и смены патронов, функционирующий как коромысло, имеет фазы работы при максимальной и минимальной длине шатуна 2, т.е. при выборке его паза, в остальных случаях имеют место фазы выстоя, обусловленные наличием пружины 4, определяющей начальный угол ![]() фиксации рычага захвата и смены патронов.
фиксации рычага захвата и смены патронов.
С целью определения оптимальных параметров наладки данного механизма для синхронизации его движения с функционально-взаимодействующим с ним механизмом сопла автосъемника бобин исследовать циклы установившегося движения в зависимости от регулировки начальной длины ![]() шатуна 2, при неизменной длине
шатуна 2, при неизменной длине ![]() и расположении паза, и начального угла
и расположении паза, и начального угла ![]() фиксации рычага захвата и смены патронов 3. Аналитические зависимости между параметрами механизма захвата и смены патронов определялись методом замкнутых векторных контуров.
фиксации рычага захвата и смены патронов 3. Аналитические зависимости между параметрами механизма захвата и смены патронов определялись методом замкнутых векторных контуров.
Результаты расчетов зависимости цикла установившегося движения механизма захвата и смены патронов существующего автосъемника и регулировки длины ![]() представлены в табл. 2.
представлены в табл. 2.
Анализ полученных результатов показал, что при максимальной длине шатуна, равной 232,7 мм, суммарная фаза работы рычага захвата и смены патронов минимальна, кроме того, не имеется второй фазы подхода этого звена к бобине, вследствие чего не произойдет выталкивания последней из рычагов бобинодержателя пневмопрядильной машины и установки в них пустого патрона; максимальная суммарная фаза работы рычага 3 захвата и смены патронов наблюдается при установке минимальной длины ![]() шатуна 2 и равна 210 град. Суммарная фаза выстоя рычага 3 захвата и смены патронов, необходимая для взаимодействия с механизмом сопла и механизмом рычагов бобинодержателя, минимальна.
шатуна 2 и равна 210 град. Суммарная фаза выстоя рычага 3 захвата и смены патронов, необходимая для взаимодействия с механизмом сопла и механизмом рычагов бобинодержателя, минимальна.
Таблица 2. Фазы циклограммы механизма захвата и смены патронов
в зависимости от регулировки начальной длины ![]() шатуна
шатуна
| Наименование фазы |
Граничные значения фазы |
||
| при |
при |
при |
|
| 1. Выстой |
0–38 |
0–50 |
0–58 |
| 2. Работа: в т.ч. к накопителю; к бобине |
38–109 38–82 82–109 |
50–96 50–77 77–96 |
58–84 58–75 75–84 |
| 3. Выстой |
109–184 |
96–180 |
84–331 |
| 4. Работа: в т.ч. к бобине; к накопителю |
184–323 184–260 260–323 |
180–327 180–262 262–327 |
331–335 – 331–335 |
| 5. Выстой |
323–360 |
327–360 |
335–360 |
При изменении начального угла фиксации рычага захвата и смены патронов наилучшие результаты работы данного звена достигаются при его значении, равном 50 град., причем они почти идентичны значениям, полученным при длине шатуна, равной 221,3 мм, и также синхронизируются с движением механизма сопла.
На основании анализа при учете угла размаха коромысла, ограниченного траекторией рычагов бобинодержателей, в которые устанавливается патрон, были окончательно выбраны рациональные параметры наладки: ![]() = 221,3 мм;
= 221,3 мм; ![]() =57°. При этом установлена неэффективность работы механизма захвата и смены патронов вследствие наличия длительных нерабочих выстоев в циклограмме его движения, что говорит о нецелесообразности применяемой структурной схемы в данном механизме.
=57°. При этом установлена неэффективность работы механизма захвата и смены патронов вследствие наличия длительных нерабочих выстоев в циклограмме его движения, что говорит о нецелесообразности применяемой структурной схемы в данном механизме.
Механизм сопла существующего автосъемника бобин предназначен для захвата нити в зоне между вытяжными валами и направляющим брусом пневмопрядильной машины ППМ‑120, обрезки ее и переброски через вновь устанавливаемый патрон посредством получения принудительного движения от рычага захвата и смены патронов. Механизм сопла содержит пространственный фигурный рычаг 1, который установлен на неподвижной оси и имеет возможность свободно вращаться относительно ее. На конце этого рычага непосредственно шарнирно закреплено сопло 2, производящее захват нити при помощи всасывающей воздушной струи, а также механизм ножниц, производящий отрезку нити в процессе работы данного устройства посредством электромагнита, закрепленного также на фигурном рычаге. Пространственный фигурный рычаг 1 получает движение от вращающегося кулачка 3, который имеет радиальный и торцовый меняющиеся профили, в результате чего рычаг 1 совместно с соплом 2 совершает движение во взаимно перпендикулярных плоскостях – вертикальной и горизонтальной.
При определении аналитических зависимостей между параметрами механизма сопла работа пространственного фигурного рычага была сведена к рассмотрению работы двух плоских коромысловых кулачковых механизмов, а именно: движению коромысла ![]() в плоскости
в плоскости ![]() от радиального профиля кулачка и движению коромысла
от радиального профиля кулачка и движению коромысла ![]() в плоскости
в плоскости ![]() от торцового профиля кулачка. При этом следует заметить, что для этого необходимо точку
от торцового профиля кулачка. При этом следует заметить, что для этого необходимо точку ![]() спроектировать на плоскость
спроектировать на плоскость ![]() , а точку
, а точку ![]() – на плоскость
– на плоскость ![]() .
.
В результате произведенных расчетов механизма сопла автосъемника бобин было установлено: при работе радиального профиля кулачка и движении коромысла совместно с соплом в вертикальной плоскости наблюдается явление скачкообразного изменения углового ускорения ведомого звена; при работе торцового профиля кулачка и движении коромысла совместно с соплом в горизонтальной плоскости наблюдается явление скачкообразного изменения угловой скорости ведомого звена. Данные законы движения выходного звена неблагоприятно сказываются на работе механизма сопла и автосъемника бобин в целом, а именно: не обеспечивается надежность захвата соплом нити, идет быстрый износ роликов коромысловых кулачковых механизмов, нарушается процесс перебрасывания нити через устанавливаемый патрон. В целях устранения явлений мягкого и жесткого ударов рекомендовано перепрофилировать радиальный и торцовый профили кулачка таким образом, чтобы переход с одной сопрягаемой поверхности на другую происходил плавно, т. к. при расчете было выявлено отсутствие данного условия.
По данным произведенных расчетов были также определены фазы циклограммы механизма сопла, представленные в табл. 4, из анализа которой следует, что в механизме сопла имеет место одновременная работа радиального и торцового профиля кулачка при 235о . Этот фактор приводит к «заклиниванию» рычага захвата и смены патронов при передаче им принудительного движения соплу в определенный период работы автосъемника бобин и нарушению процесса перекидывания нити через устанавливаемый патрон, что говорит о недостаточной надежности применяемой структурной схемы.
Таблица 4. Фазы циклограммы механизма сопла
| Наименование фазы |
Граничные значения фазы |
| Радиальный профиль кулачка |
|
| 1. Подход к нити |
0–135 |
| 2. Выстой в зоне нити |
135–225 |
| 3. Отход от нити |
225–360 |
| Торцовый профиль кулачка |
|
| 1. Выстой |
0–172 |
| 2. Отход к рычагу захвата и смены патронов |
172–207 |
| 3. Выстой |
207–222 |
| 4. Уход от рычага захвата и смены патронов |
222–235 |
| 5. Запрядка |
235 |
| 6. Выстой |
235–360 |
При модернизации механизма сопла наиболее рациональным вариантом является отказ от пространственной структурной схемы данного механизма и применение конструкции, работающей только в вертикальной плоскости.
Более подробно анализ функционирования механизма захвата и смены патронов и механизма сопла существующего автосъемника бобин отражен в работе.
Механизм управления рычагами бобинодержателя прядильной машины состоит из ведущего кулачка 1, имеющего радиальный и торцовый профили, и двухзвенного рычага 2. Радиальный профиль, воздействуя на ролик 3, поворачивает весь рычаг 2 относительно горизонтальной оси, что обеспечивает при соприкосновении ролика на конце рычага 2 с подвижным плечом бобинодержателя прядильной машины подъем последнего и отрыв бобины от мотального вала. Торцовый профиль обеспечивает поворот звена рычага 2 в направлении отклонения подвижного плеча бобинодержателя для его раскрытия и освобождения бобины из зажимов тарелок. Профили кулачка 1 выполнены так, что после выталкивания бобины и совмещения оси тарелок с осью патрона бобинодержатель освобождается от воздействия рычага 2, зажимает тарелками патрон и опускается вместе с ним на мотальный вал.
Механизм управления рычагами бобинодержателя прядильной машины имеет возможность переналадки в процессе эксплуатации, т.е. его движение можно согласовать с движениями остальных исполнительных органов автосъемника бобин и по данным производственных испытаний, проведенных сотрудниками ПензНИЭКИПМаша, работает достаточно надежно.
Следует отметить, что согласно кинематическому расчету для рассматриваемой конструкции АС‑120 угловые скорости ведущих звеньев всех вышеупомянутых исполнительных механизмов одинаковы и равны 1,4 с-1 .
Поскольку механизм сопла в определенном цикле своей работы получает принудительное движение от механизма захвата и смены патронов, т.е. их нормальное функционирование взаимосвязано, к тому же выходное звено механизма сопла имеет сложную траекторию и выявлены недостатки в структурных схемах данных рабочих органов, поэтому наиболее целесообразным представляется обратить внимание на модернизацию механизма захвата и смены патронов и механизма сопла.
3.2 Определение конструктивных требований к функционально взаимодействующим структурным схемам рабочих органов автосъемника бобин
Главным условием нормального протекания технологического процесса съема наработанных бобин и установки на их место пустых патронов на пневмомеханической прядильной машине является четкое согласование работы основных исполнительных механизмов автосъемника бобин. С целью выявления взаимодействия рабочих органов автосъемника бобин был проведен анализ процесса замены наработанной бобины пустым патроном в вышеупомянутых источниках, а также на существующем автосъемнике бобин.
Данный анализ показывает, что при работе исполнительных механизмов автосъемника бобин должны выполняться следующие основные граничные условия, определяющие конструктивные требования к функционально-взаимодействующим структурным схемам рабочих органов:
- в исходном положении исполнительные органы основных механизмов не препятствуют продвижению автосъемника бобин вдоль фронта пневмомеханической прядильной машины;
- при своей работе исполнительные органы основных механизмов
автосъемника бобин не препятствуют выполнению друг другом технологических операций;
- выталкивание наработанной бобины из рычагов бобинодержателя пневмомеханической прядильной машины происходит после того, как механизм сопла произведет обрезку и захват нити;
- обрезку и захват нити соплом можно производить как в зоне между вытяжными валами и направляющим брусом, так и в зоне между направляющим брусом и мотальным валом прядильной машины, но нить легче обрезать в зоне между направляющим брусом и мотальным валом прядильной машины, т. к. там она имеет большее натяжение нежели в другой зоне;
- подъем рычагов бобинодержателя прядильной машины механизмом управления их движением происходит после того, как будет обрезана и захвачена нить, но до того момента, когда бобина будет вытолкнута;
- механизм сопла в зоне захвата и обрезки нити должен иметь достаточный выстой для проведения данной технологической операции;
- в зависимости от номера вырабатываемой пряжи выстой механизма сопла в зоне захвата и обрезки нити имеет различное значение;
- во время процесса перекидки обрезанной нити через устанавливаемый патрон, происходящего посредством передачи принудительного движения соплу механизмом захвата и смены патронов, сопло должно постоянно находиться в контакте с сопрягаемой поверхностью механизма захвата и смены патронов;
- возвращение рычагов бобинодержателя прядильной машины в исходное положение происходит после того, как обрезанная нить будет перекинута через патрон, установленный в рычаги бобинодержателя;
- при возвращении в исходное положение механизм сопла не должен находиться в зоне захвата и обрезки нити;
- при возвращении в исходное положение механизм сопла должен пройти зону между установленным патроном и мотальным валом после того, как они войдут во фрикционный контакт друг с другом, чтобы обрезанная нить была захвачена между патроном и мотальным валом;
- для того чтобы повысить эффективность работы автосъемника бобин, т.е. снизить время его рабочего выстоя около рабочего места прядильной машины, требуется наличие механизма второй обрезки нити, т.к. в противном случае необходимо дожидаться пока вся длина захваченной соплом нити не будет выбрана из него;
- скорость всасывания соплом нити не должна быть меньше скорости выпуска пряжи;
- для лучшего согласования движений исполнительных органов
автосъемника бобин необходимо иметь для выполнения каждой технологической операции в процессе съема наработанной бобины и установки на ее место пустого патрона свой отдельный рабочий орган;
- возвращение в исходное положение механизма сопла и механизма захвата и смены патронов происходит после того, как установленный патрон войдет в контакт с мотальным валом прядильной машины.
На основании этих граничных условий можно определить требования к траекториям функционально-взаимодействующих рабочих органов автосъемника бобин. Они заключаются в следующем:
- рабочий орган механизма выталкивания наработанной бобины может совершать возвратно-поступательное или возвратно-вращательное движение, следовательно, в первом случае его траекторией является прямая линия, в другом – дуга окружности;
- механизм управления рычагами бобинодержателя прядильной машины должен обеспечивать движение в двух взаимно перпендикулярных плоскостях: для подъема и разжатия рычагов, в обеих плоскостях движение может совершаться как по прямой линии, так и по дуге окружности;
- рабочий орган механизма захвата и смены патронов может совершать движение как по прямой линии, так и по дуге окружности;
- рабочий орган механизма сопла имеет сложную траекторию в виде замкнутой кривой линии, проходящей через характерные точки движения с выстоем.
В связи с вышеизложенным структурными схемами исполнительных органов автосъемника бобин могут являться:
а) при движении по дуге окружности:
- кривошипно-коромысловый механизм;
- кулачковый коромысловый механизм;
- кулисный механизм;
- зубчатый механизм;
б) при движении по прямой линии:
- кривошипно-ползунный механизм;
- кулачковый механизм с толкателем;
- зубчато-реечный механизм;
- кулисный механизм;
в) при движении по замкнутой кривой линии, проходящей через характерные точки:
- плоский четырехзвенный рычажный механизм;
- плоский зубчато-рычажный механизм;
- кулачковый механизм;
- синтез двух механизмов, задающих два закона движения выходному звену.
Кривошипно-коромысловый, кулисный, кривошипно-ползунный механизмы относятся к плоским рычажным механизмам, которые получили широкое распространение в современном машиностроении.
Зубчатый и зубчато-реечный механизмы относятся к механизмам, имеющим высшие кинематические пары и обладают сравнительной сложностью изготовления. Зубчатые колеса, как правило, подвергаются термической обработке для увеличения твердости поверхности зубьев. Требования к точности изготовления зубчатых колес выше, нежели к плоским рычажным механизмам, поэтому они и выделены в технологии машиностроения в отдельный раздел «Зубонарезание».
Кулачковый коромысловый механизм и кулачковый механизм с толкателем относятся также к механизмам, имеющим высшие кинематические пары. Для сопряжения пары кулачок-коромысло и кулачок-толкатель характерны переменные условия контакта. Для такого сопряжения основную роль в распределении износа на поверхности трения играет изменение внешних факторов по отношению к каждому участку поверхности. Неравномерный износ профиля кулачка приводит к нарушению передаваемого закона движения, что способствует отклонению исполнительного органа от заданной траектории.
Кроме того, неравномерный износ профиля кулачка приводит к возникновению дополнительных динамических нагрузок и нередко является основной причиной отказа всего механизма. На показатель долговечности и надежности кулачкового механизма также непосредственное и существенное влияние оказывает технологический процесс изготовления кулачка. Ошибки в изготовлении профиля кулачков на большинстве заводов, применяющих для этой цели координатный или кинематический способ, оказывают значительно большее влияние на динамические качества механизмов, чем выбор того или иного закона движения. Неточность изготовления сводит на нет этот выбор, и поэтому технология или точность обработки и сборки имеют большее значение для надежной работы механизма, продолжительности его службы, чем назначение более удачного закона движения ведомого звена. Кроме того, проектирование кулачковых передач более трудоемко, нежели зубчатых передач и плоских рычажных механизмов, а технологически изготовить кулачок гораздо сложнее, чем зубчатое колесо, что в свою очередь влияет на себестоимость.
Применение однотипных передач рабочих органов будет способствовать повышению степени унификации изделия, что благоприятно сказывается на общем уровне технологического процесса и на себестоимости автосъемника бобин в целом.
Кривошипно-ползунный механизм, кулачковый механизм с толкателем, зубчато-реечный механизм требуют наличия направляющей достаточной длины с высокой точностью обработки поверхности, что усложняет технологический процесс изготовления самого механизма, увеличивает его габаритные размеры, повышает себестоимость изготовления.
На основании вышеизложенного приходим к выводу, что рациональными структурными схемами исполнительных органов автосъемника бобин являются следующие:
- для механизма выталкивания наработанной бобины из рычагов бобинодержателя и механизма захвата и смены патронов – кривошипно-коромысловый механизм и механизм с качающейся кулисой;
- для механизма сопла – кулачковый механизм и синтез двух механизмов, задающих два закона движения выходному звену;
- для механизма управления рычагами бобинодержателя прядильной машины – кулачковый механизм.
В связи с тем, что на проектирование исполнительных органов автосъемника бобин наложены жесткие граничные условия, принимаем следующие структурные схемы исполнительных органов – механизм выталкивания полной бобины совмещаем с механизмом захвата и смены патронов – кривошипно-коромысловый механизм; механизм сопла – кулачковый механизм, выходное звено которого имеет в определенном цикле работы автосъемника бобин принудительное движение от рычага захвата и смены патронов; механизм управления рычагами бобинодержателя прядильной машины – оставляем существующий кулачковый механизм, т.к. он имеет возможность переналадки в процессе эксплуатации.
3.3 Новые технические решения основных исполнительных органов автосъемника бобин АС‑120 с учетом граничных условий проектирования
Учитывая тот факт, что необходимо повысить надежность процесса автоматизированного съема наработанных бобин и установки на их место пустых патронов на пневмопрядильных машинах ППМ‑120 с наименьшими затратами материальных ресурсов, следует испытать возможность модернизации существующего автосъемника бобин АС‑120, улучшив при этом структурные схемы его наименее надежных исполнительных органов, а именно: механизма сопла и механизма захвата и смены патронов. При этом новые технические решения основных исполнительных органов автосъемника бобин АС‑120 должны приниматься с учетом граничных условий проектирования, таких как:
- недопустимо изменять точку ![]() вращения кривошипа механизма захвата и смены патронов относительно плоскости
вращения кривошипа механизма захвата и смены патронов относительно плоскости ![]() ;
;
- недопустимо изменять точку ![]() вращения кулачка механизма сопла и рычага захвата и смены патронов относительно плоскости
вращения кулачка механизма сопла и рычага захвата и смены патронов относительно плоскости ![]() ;
;
- недопустимо изменять точку ![]() подвеса коромысла механизма сопла относительно плоскости
подвеса коромысла механизма сопла относительно плоскости ![]() ;
;
- недопустимо изменять направление вращения приводных валов вокруг центров ![]() и
и ![]() ;
;
- недопустимо изменять передаточное отношение между валами с центрами ![]() и
и ![]() ;
;
- изменение размеров звеньев механизмов исполнительных органов возможно в пределах габаритных размеров автосъемника бобин АС‑120;
- недопустимо изменять способ захвата нити механизмом сопла;
- необходимо устранить заклинивание механизма сопла и механизма захвата и смены патронов при контакте поверхностей их исполнительных звеньев;
- необходимо устранить смещение центра патрона от центра тарелочек бобинодержателей пневмопрядильной машины при установке патрона в них;
- необходимо сопло выполнить самоустанавливающимся и саморегулируемым, а также с возможностью переналадки в процессе эксплуатации;
- недопустимо изменять конструкцию пневмопрядильной машины ППМ‑120;
- недопустимо изменять месторасположение направляющих металлоконструкций, по которым происходит передвижение автосъемника бобин вдоль фронта пневмопрядильной машины ППМ‑120.
Сущность технических решений морфологических матриц изменяемых механизмов, представленных на рис. 37 и 38, с учетом граничных условий проектирования поясняется чертежами, где на рис. 39 изображен автосъемник бобин в момент обрезки и захвата нити соплом; в этот момент фрикционный контакт бобины с мотальным валом прерван посредством механизма управления рычагами бобинодержателя; на рис. 40 – структурная схема механизма сопла; на рис. 41 – продольный разрез сопла; на рис. 42 – вид А по рис. 41; на рис. 43 – вид Б по рис. 42; на рис. 44 – вариант выполнения резака; на рис. 45 – направляющая поверхность сопла; на рис. 46 – вид В по рис. 45; на рис. 47 – вариант исполнения всасывающего патрубка сопла; на рис. 48 – вид Г по рис. 47; на рис. 49 – структурная схема механизма захвата и смены патронов; на рис. 50 – исполнение шатуна механизма захвата и смены патронов; на рис. 51 – рычаг устройства захвата патронов; на рис. 52 – момент выталкивания бобин диаметром 180 и 250 мм; на рис. 53 – вид Д по рис. 52.
Автосъемник бобин содержит следующие рабочие органы: механизм 1 управления рычагами бобинодержателя прядильной машины, механизм 2 сопла и механизм 3 захвата и смены патронов. Механизм 2 сопла содержит коромысло 4, установленное на неподвижной оси 5, на котором зафиксирован ролик 6, находящийся во фрикционном контакте с кулачком 7, име-ющим возможность поворота вокруг оси 8 своей установки. На свободном конце коромысла 4 установлен ограничитель поворота сопла 9, а также шарнирно закреплено сопло 10. Ограничитель поворота сопла 9 имеет регулировочные пазы 11 и упорную поверхность 12. Сопло 10 содержит направляющую фигурную поверхность 13, имеющую на своем свободном конце регулировочные пазы 14 и закрепленную посредством шарнира 15 на свободном конце коромысла 4. На направляющей фигурной поверхности 13 через пазы 14 закреплена опора 16, на которой установлена направляющая втулка 17, находящаяся в контакте с кулисой 18 сопла 10, внутри которой установлен всасывающий патрубок 19, на конце которого закреплен резак 20. Кулиса 18 сопла 10 посредством пружины 21, установленной на ней, и направляющей 22 опоры 16 имеет возможность смены положения при упоре ролика 23, зафиксированного на кулисе 18 сопла 10, в препятствие. К направляющей втулке 17 подсоединен гибкий шланг 24, принимающий форму направляющей фигурной поверхности 13. Всасывающий патрубок 19 может быть выполнен разъемным с возможностью смены длины, при этом он снабжен направляющей 25, фиксирующей положение всасывающего отверстия относительно кулисы 18 сопла 10; в этом случае при регулировании даны сопла 10; всасывающий патрубок 19 выдвигается на необходимую длину из кулисы 18 сопла 10. На конце всасывающего патрубка 19 может быть закреплен резак 26, установленный над всасывающим отверстием. Механизм 3 захвата и смены патронов содержит кривошип 27, установленный на приводном валу 28, кинематически связанном с приводом автосъемника бобин.
Кривошип 27 шарнирно соединен с шатуном 29, который, в свою очередь, шарнирно соединен с выходным звеном-коромыслом, устройством 30 захвата патронов, установленным на неподвижной оси 31. Шатун 29 состоит из двух элементов 32 и 33, соединенных жестко между собой посредством пазов 34, которые обусловливают возможность регулировки длины шатуна 29. Устройство 30 захвата патронов содержит рычаг 35, на котором установлены фигурный кронштейн 36, часть которого, сопряженная с поверхностью рычага 35, охватывающей патрон, имеет форму дуги окружности, выталкиватель бобины 37, выполненный в виде фигурной пластины, свободный конец которой имеет форму дуги окружности, конечный выключатель 38 и фигурную пластину 39, закрепленную на шарнире 40.
Работает автосъемник бобин следующим образом. Данное устройство движется вдоль фронта пневмомеханической прядильной машины. При обнаружении наработанной бобины с требуемым диаметром автосъемник останавливается около данного рабочего места, происходит сброс патрона, предварительно уложенного на полку, расположенную вдоль фронта пневмопрядильной машины, в накопитель, затем начинают работу все исполнительные механизмы 1, 2 и 3 автосъемника. Движение от приводного вала 28 передается оси 8, а от – нее кулачку 17. Кулачок 7 посредством фрикционного контакта с роликом 6 передает движение коромыслу 4, на конце которого установлено сопло 10. Предварительно угол наклона ![]() сопла 10 регулируется ограничителем поворота сопла 9 посредством регулировочных пазов 11, через которые он неподвижно крепится к коромыслу 4, при этом меняется угол наклона упорной поверхности 12. Длина сопла 10 предварительно также регулируется посредством смещения опоры 16 относительно направляющей фигурной поверхности 13 через пазы 14, после чего опора 16 неподвижно крепится к направляющей фигурной поверхности 13. Предварительно длина сопла 10 может быть отрегулирована выдвижением всасывающего патрубка 19 из кулисы 18 сопла 10 посредством направляющей 25 на необходимую длину. При движении коромысла 4, а следовательно, и сопла 10 в сторону пневмопрядильной машины происходит контакт ролика 23 с направляющим брусом, при этом ролик 23 и кулиса 18 сопла 10 вместе с всасывающим патрубком 19 посредством пружины 21 и направляющей 22 меняют свое положение относительно направляющей фигурной поверхности 13, т.е. «вылет» сопла 10 уменьшается, при этом кулиса 18 сопла 10 задвигается внутрь направляющей втулки 17. При дальнейшем движении коромысла 4 в сторону пневмопрядильной машины происходит «вкатывание» ролика 23 на направляющий брус, при этом сопло 10 самоустанавливается на направляющем брусе относительно пряжи, наматываемой на бобину; причем при этом процессе угол наклона
сопла 10 регулируется ограничителем поворота сопла 9 посредством регулировочных пазов 11, через которые он неподвижно крепится к коромыслу 4, при этом меняется угол наклона упорной поверхности 12. Длина сопла 10 предварительно также регулируется посредством смещения опоры 16 относительно направляющей фигурной поверхности 13 через пазы 14, после чего опора 16 неподвижно крепится к направляющей фигурной поверхности 13. Предварительно длина сопла 10 может быть отрегулирована выдвижением всасывающего патрубка 19 из кулисы 18 сопла 10 посредством направляющей 25 на необходимую длину. При движении коромысла 4, а следовательно, и сопла 10 в сторону пневмопрядильной машины происходит контакт ролика 23 с направляющим брусом, при этом ролик 23 и кулиса 18 сопла 10 вместе с всасывающим патрубком 19 посредством пружины 21 и направляющей 22 меняют свое положение относительно направляющей фигурной поверхности 13, т.е. «вылет» сопла 10 уменьшается, при этом кулиса 18 сопла 10 задвигается внутрь направляющей втулки 17. При дальнейшем движении коромысла 4 в сторону пневмопрядильной машины происходит «вкатывание» ролика 23 на направляющий брус, при этом сопло 10 самоустанавливается на направляющем брусе относительно пряжи, наматываемой на бобину; причем при этом процессе угол наклона ![]() сопла 10 либо остается прежним, либо увеличивается, т.е. в данном случае угол наклона сопла 10 не зависит от ограничителя поворота сопла 9. После самоустановки сопла 10 на направляющем брусе происходит обрезка пряжи резаком 20 за счет большого натяжения пряжи в этой зоне и засасывание конца обрезанной пряжи всасывающим патрубком 19. Механизм 1 управления рычагами бобинодержателя прядильной машины в это время поднимает вышеупомянутые рычаги, прерывая тем самым фрикционный контакт наработанной бобины с мотальным валом. К этому времени механизмом 3 захвата и смены патронов произведен захват патрона из накопителя, при этом кривошип 27 получает вращение от приводного вала 28 и передает движение шатуну 29, который в свою очередь передает это движение устройству 30 захвата патронов, которое производит захват патрона из накопителя посредством отжима-зажима фигурной пластины 39, вращающейся вокруг своего шарнира 40 при взаимодействии с конечным выключателем 38. Далее устройство 30 захвата патронов движется в сторону пневмопрядильной машины, транспортируя при этом патрон к месту его установки в рычаги бобинодержателей. При этом движении фигурный кронштейн 36 вступает в контакт с направляющей фигурной поверхностью 13 механизма 2 сопла, посредством чего сопло 10 совершает вращение вокруг шарнира 15, на котором оно закреплено, в результате чего пряжа перебрасывается через патрон, образуя тем самым петлю. При дальнейшем движении устройства 30 захвата патронов в сторону пневмопрядильной машины выталкиватель бобины 37 вступает в контакт с наработанной бобиной либо верхней своей частью, либо нижней, в зависимости от диаметра бобины, при этом происходит выталкивание бобины на ленту транспортера. В рычаги бобинодержателей устанавливается патрон с перекинутой через него пряжей, при этом патрон освобождается из рычага 35 посредством взаимодействия конечного выключателя 38 и фигурной пластины 39. Для того чтобы патрон точно спозиционировать при его установке в рычаги бобинодержателей, имеется возможность изменить угол размаха устройства 30 захвата патронов при помощи изменения длины шатуна 29 посредством смещения относительно друг друга элементов 32 и 33 и их жесткой последующей фиксации через пазы 34. Кроме того, применение конечного выключателя 38 позволяет устранить смещение центра патрона от центра тарелочек бобинодержателей при установке патрона в них. Далее механизм 1 управления рычагами бобинодержателей опускает последние в исходное положение. Механизм 3 захвата и смены патронов движется при этом в сторону накопителя. Сопло 10 плавно опускается вниз вокруг шарнира 15 посредством контакта направляющей фигурной поверхности 13 с фигурным кронштейном 36, а коромысло 4 начинает движение в сторону исходного положения. Сопло 10 проходит достаточно близко к зоне, ограниченной поверхностями установленного патрона, мотального вала и сопрягающей их диаметры поверхностью, в результате чего происходит захват нити между патроном и мотальным валом, т.е. начинается процесс наработки бобины. Все рабочие органы автосъемника возвращаются в исходное положение, а устройство движется к следующему рабочему месту пневмопрядильной машины.
сопла 10 либо остается прежним, либо увеличивается, т.е. в данном случае угол наклона сопла 10 не зависит от ограничителя поворота сопла 9. После самоустановки сопла 10 на направляющем брусе происходит обрезка пряжи резаком 20 за счет большого натяжения пряжи в этой зоне и засасывание конца обрезанной пряжи всасывающим патрубком 19. Механизм 1 управления рычагами бобинодержателя прядильной машины в это время поднимает вышеупомянутые рычаги, прерывая тем самым фрикционный контакт наработанной бобины с мотальным валом. К этому времени механизмом 3 захвата и смены патронов произведен захват патрона из накопителя, при этом кривошип 27 получает вращение от приводного вала 28 и передает движение шатуну 29, который в свою очередь передает это движение устройству 30 захвата патронов, которое производит захват патрона из накопителя посредством отжима-зажима фигурной пластины 39, вращающейся вокруг своего шарнира 40 при взаимодействии с конечным выключателем 38. Далее устройство 30 захвата патронов движется в сторону пневмопрядильной машины, транспортируя при этом патрон к месту его установки в рычаги бобинодержателей. При этом движении фигурный кронштейн 36 вступает в контакт с направляющей фигурной поверхностью 13 механизма 2 сопла, посредством чего сопло 10 совершает вращение вокруг шарнира 15, на котором оно закреплено, в результате чего пряжа перебрасывается через патрон, образуя тем самым петлю. При дальнейшем движении устройства 30 захвата патронов в сторону пневмопрядильной машины выталкиватель бобины 37 вступает в контакт с наработанной бобиной либо верхней своей частью, либо нижней, в зависимости от диаметра бобины, при этом происходит выталкивание бобины на ленту транспортера. В рычаги бобинодержателей устанавливается патрон с перекинутой через него пряжей, при этом патрон освобождается из рычага 35 посредством взаимодействия конечного выключателя 38 и фигурной пластины 39. Для того чтобы патрон точно спозиционировать при его установке в рычаги бобинодержателей, имеется возможность изменить угол размаха устройства 30 захвата патронов при помощи изменения длины шатуна 29 посредством смещения относительно друг друга элементов 32 и 33 и их жесткой последующей фиксации через пазы 34. Кроме того, применение конечного выключателя 38 позволяет устранить смещение центра патрона от центра тарелочек бобинодержателей при установке патрона в них. Далее механизм 1 управления рычагами бобинодержателей опускает последние в исходное положение. Механизм 3 захвата и смены патронов движется при этом в сторону накопителя. Сопло 10 плавно опускается вниз вокруг шарнира 15 посредством контакта направляющей фигурной поверхности 13 с фигурным кронштейном 36, а коромысло 4 начинает движение в сторону исходного положения. Сопло 10 проходит достаточно близко к зоне, ограниченной поверхностями установленного патрона, мотального вала и сопрягающей их диаметры поверхностью, в результате чего происходит захват нити между патроном и мотальным валом, т.е. начинается процесс наработки бобины. Все рабочие органы автосъемника возвращаются в исходное положение, а устройство движется к следующему рабочему месту пневмопрядильной машины.
Учитывая тот факт, что передача устанавливаемого патрона новым механизмом захвата и смены патронов, представляющего типичный шарнирный четырехзвенник, должна осуществляться в той же точке, что и в существующем автосъемнике бобин, были определены измененные конструктивные параметры данного механизма: ![]() =75 мм;
=75 мм; ![]() = 183,3…194,7 мм;
= 183,3…194,7 мм; ![]() =87 мм;
=87 мм; ![]() = 41,93…49,48°. До модернизации данный механизм имел следующие конструктивные параметры:
= 41,93…49,48°. До модернизации данный механизм имел следующие конструктивные параметры: ![]() =85 мм;
=85 мм; ![]() = 221,3…232,7 мм;
= 221,3…232,7 мм; ![]() = 53 мм;
= 53 мм; ![]() = 80 мм;
= 80 мм; ![]() =50…57°. При этом не изменялись: длина рычага захвата и смены патронов (
=50…57°. При этом не изменялись: длина рычага захвата и смены патронов (![]() = 253 мм); угловая скорость входного звена-кривошипа.
= 253 мм); угловая скорость входного звена-кривошипа.
С целью определения оптимальных параметров наладки данного механизма для синхронизации его движения с функционально-взаимодействующим с ним новым механизмом сопла автосъемника бобин исследовались циклы установившегося движения в зависимости от регулировки начальной длины ![]() шатуна и начального угла
шатуна и начального угла ![]() фиксации рычага захвата и смены патронов, диапазоны изменения значений которых определены из технической документации на автосъемник бобин и условий монтажа последнего на пневмопрядильную машину соответственно.
фиксации рычага захвата и смены патронов, диапазоны изменения значений которых определены из технической документации на автосъемник бобин и условий монтажа последнего на пневмопрядильную машину соответственно.
Результаты расчетов зависимости цикла установившегося движения нового механизма захвата и смены патронов автосъемника бобин от регулировки начального угла фиксации ![]() представлены в табл. 5, анализ результатов которой показывает, что при увеличении значения начального угла фиксации
представлены в табл. 5, анализ результатов которой показывает, что при увеличении значения начального угла фиксации ![]() уменьшается начальная фаза движения в сторону накопителя, суммарная фаза движения в сторону бобины остается постоянной и равной 186о
, а фаза движения в сторону увеличивается.
уменьшается начальная фаза движения в сторону накопителя, суммарная фаза движения в сторону бобины остается постоянной и равной 186о
, а фаза движения в сторону увеличивается.
Таблица 5. Фазы циклограммы механизма захвата и смены патронов в зависимости от регулировки начального угла фиксации ![]()
|
|
||||
| Наименование фазы |
Граничные значения фазы |
|||
|
|
|
|
||
| 1. Движение в сторону накопителя |
0–80 |
0–74 |
0–68 |
|
| 2. Захват патрона |
80 |
74 |
68 |
|
| 3. Движение в сторону бобины: в т.ч. |
80–266 |
74–260 |
68–254 |
|
| – выталкивание бобины |
168 |
162 |
156 |
|
| – установка патрона |
231 |
255 |
219 |
|
| 4. Движение в сторону накопителя |
266–360 |
260–360 |
254–360 |
|
Результаты расчетов зависимости цикла установившегося движения нового механизма захвата и смены патронов автосъемника бобин от регулировки начальной длины ![]() шатуна представлены в табл. 6.
шатуна представлены в табл. 6.
Таблица 6. Фазы циклограммы механизма захвата и смены патронов в зависимости от регулировки начальной длины ![]() шатуна
шатуна
|
|
|||||
| Наименование фазы |
Граничные значения фазы |
||||
|
|
|
|
|||
| 1. Движение в сторону накопителя |
0–84 |
0–74 |
0–65 |
||
| 2. Захват патрона |
84 |
74 |
65 |
||
| 3. Движение в сторону бобины: в т.ч. |
84–264 |
74–260 |
65–257 |
||
| выталкивание бобины |
172 |
162 |
151 |
||
| установка патрона |
238 |
255 |
213 |
||
| 4. Движение в сторону накопителя |
264–360 |
260–360 |
257–360 |
||
Анализ полученных результатов показывает, что при увеличении значения начальной длины ![]() шатуна уменьшается начальная фаза движения в сторону накопителя, фаза движения в сторону бобины увеличивается, конечная фаза движения в сторону накопителя также увеличивается.
шатуна уменьшается начальная фаза движения в сторону накопителя, фаза движения в сторону бобины увеличивается, конечная фаза движения в сторону накопителя также увеличивается.
Учитывая тот факт, что мотальный механизм пневмопрядильной машины ППМ‑120 и механизм управления рычагами бобинодержателя автосъемника бобин не подвергались в данном случае модернизации, следует признать оптимальными параметрами наладки нового механизма захвата и смены патронов следующие: ![]() =45,65°;
=45,65°; ![]() =183,3 мм. При этом рабочая фаза движения механизма составляет 264о
при минимальной длине шатуна.
=183,3 мм. При этом рабочая фаза движения механизма составляет 264о
при минимальной длине шатуна.
Из приведенных данных следует, что эффективность работы усовершенствованного механизма захвата и смены патронов увеличилась, а его металлоемкость уменьшилась вследствие уменьшения габаритных размеров звеньев и уменьшения числа элементов, входящих в структурную схему рассматриваемого механизма. Последний фактор положительным образом отразится на надежности работы как механизма захвата и смены патронов, так и автосъемника бобин в целом.
3.4 Определение траектории выходного звена механизма сопла
Модернизированный механизм сопла автосъемника бобин представляет собой плоский кулачковый коромысловый механизм.
Очевидно, что для профилирования кулачка данного механизма необходимо определить: траекторию выходного звена механизма сопла и конструктивные параметры коромысла.
Выходное звено механизма сопла при своем движении должно пройти несколько характерных точек. Этими точками являются: 1 – исходная точка, находясь в которой сопло имеет возможность передвижения вдоль фронта машины; 2 – точка входа сопла в зону обрезки и захвата нити; 3 – точка, определяющая продолжительность выстоя сопла в зоне обрезки и захвата нити; 4 – крайняя верхняя точка сопряжения поверхности сопла с поверхностью рычага захвата и смены патронов при совместном движении механизма сопла с механизмом захвата и смены патронов; 5 – точка прохождения сопла около поверхности патрона, установленного в рычаги бобинодержателя, опускающего патрон на мотальный вал; 6 – точка, находящаяся в зоне захвата нити между мотальным валом и установленным парном; 7 – точка, совпадающая с характерной точкой 1.
Определим траекторию выходного звена механизма сопла. Между характерными точками 1 и 2 траектория определяется дугой окружности; между характерными точками 2 и 3 траектория определяется прямой линией; между характерными точками 3 и 4 траектория определяется дугой окружности; между характерными точками 4 и 5, 5 и 6, 6 и 7 траектории определяются кубическими сплайнами. Траектория выходного звена механизма сопла представлена на рис. 56 и определяется следующими уравнениями:
участок 1–2: ![]() ,
,
где ![]() – координаты точки подвеса коромысла;
– координаты точки подвеса коромысла; ![]() – максимальное расстояние от точки подвеса коромысла до крайней точки звена, равное:
– максимальное расстояние от точки подвеса коромысла до крайней точки звена, равное:
![]() ,
,
где ![]() – общая длина коромысла;
– общая длина коромысла; ![]() – длина сопла;
– длина сопла; ![]() – угол наклона сопла;
– угол наклона сопла;
участок 2–3: ![]() ,
,
где k и b – параметры прямой, определяемой конструктивным расположением направляющего бруса;
участок 3–4: ![]() ,
,
где ![]() ,
, ![]() – координаты крайнего правого положения шарнира, установленного на конце коромысла;
– координаты крайнего правого положения шарнира, установленного на конце коромысла;
участок 4–5: ![]() ,
,
где ![]() ,
, ![]() ,
, ![]() ,
, ![]() – коэффициенты кубического сплайна;
– коэффициенты кубического сплайна;
участок 5–6: ![]() ,
,
где ![]() ,
, ![]() ,
, ![]() ,
, ![]() – коэффициенты кубического сплайна;
– коэффициенты кубического сплайна;
участок 6–7: ![]() ,
,
где ![]() ,
, ![]() ,
, ![]() ,
, ![]() – коэффициенты кубического сплайна.
– коэффициенты кубического сплайна.
Для определения коэффициентов ![]() ,
, ![]() ,
, ![]() ,
, ![]() на всех n
элементарных отрезках необходимо получить
на всех n
элементарных отрезках необходимо получить ![]() уравнений. Часть из них вытекает из условий прохождения графика функции
уравнений. Часть из них вытекает из условий прохождения графика функции ![]() через заданные точки, т.е.
через заданные точки, т.е. ![]() . Эти условия можно записать в виде:
. Эти условия можно записать в виде:
![]() ,
,

Вычислим производные кубического сплайна:

Приравнивая в каждом внутреннем узле ![]() значения этих производных, вычисленные в левом и правом от узла интервалах, получаем
значения этих производных, вычисленные в левом и правом от узла интервалах, получаем ![]() уравнений:
уравнений:
![]() ,
,
![]() .
.
Недостающие два соотношения получаются из условий закрепления концов сплайна.
В частности, при свободном закреплении концов можно приравнять нулю кривизну линии в этих точках. Такая функция, называемая свободным кубическим сплайном, обладает свойством минимальной кривизны, т.е. она самая гладкая среди всех интерполяционных функций данного класса. Из условий нулевой кривизны на концах следуют равенства нулю вторых производных в этих точках:
![]() ,
, ![]() .
.
Уравнения … составляют систему линейных алгебраических уравнений для определения ![]() коэффициентов
коэффициентов ![]() ,
, ![]() ,
, ![]() ,
, ![]() . Эту систему решаем методом Гаусса, изложенным в курсе программирования и имеющимся в банке стандартных программ, введенных в память ЭВМ.
. Эту систему решаем методом Гаусса, изложенным в курсе программирования и имеющимся в банке стандартных программ, введенных в память ЭВМ.
3.5 Оптимизация конструктивных параметров коромысла нового механизма сопла
Вторая задача, а именно определение конструктивных параметров коромысла механизма сопла, заключается в выявлении общей длины ![]() коромысла, длины
коромысла, длины ![]() сопла и угла наклона
сопла и угла наклона ![]() сопла.
сопла.
Очевидно, что поставленная задача требует оптимизации вышеназванных параметров коромысла механизма сопла, которую необходимо провести с целью выбора наилучшего варианта. Выбор оптимального решения или сравнение двух альтернативных решений проведем с помощью некоторой целевой функции, определяемой проектными параметрами. В процессе решения задачи оптимизации должны быть найдены значения проектных параметров, при которых целевая функция имеет экстремум.
Целевую функцию оптимизации проектных параметров коромысла механизма сопла можно записать в виде:
![]() ,
,
где ![]() – наименьший угол между коромыслом и соплом в исходном положении механизма.
– наименьший угол между коромыслом и соплом в исходном положении механизма.
Поскольку число проектных параметров целевой функции равно трем, то графиком целевой функции будет являться поверхность в пространстве, но для наглядности выбора принимаемого решения будем строить график каждой переменной отдельно в виде кривой на плоскости. Задача оптимизации конструктивных параметров механизма сопла относится к задачам с ограничениями, т.е. имеется зависимость между проектными параметрами, которые должны учитываться при нахождении решения. Этой зависимостью является соотношение.
Таблица 7. Координаты точек траектории выходного звена механизма сопла на участке 4–5
|
|
||
|
|
||
| Порядковый номер точки траектории |
Абсцисса x точки траектории, мм |
Ордината y точки траектории, мм |
| 1 2 3 4 5 6 7 |
221 218 215 212 209 206 203 |
-74,99999 -101,88160 -128,00979 -153,38510 -178,00825 -201,87970 -225,00001 |
Таблица 8. Координаты точек траектории выходного звена механизма сопла на участке 5–6
|
|
||
|
|
||
| Порядковый номер точки траектории |
Абсцисса x точки траектории, мм |
Ордината y точки траектории, мм |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
203 200 197 194 191 188 185 182 179 176 173 170 167 164 161 158 |
-225 -231,72336 -238,24891 -244,57649 -250,70592 -256,63701 -262,36959 -267,90347 -273,23849 -278,37446 -283,31121 -288,04854 -292,58630 -296,92430 -301,06236 -305,00030 |
При этом заданы длина звена ![]() , определяющая положение установки ролика на коромысле, и радиус
, определяющая положение установки ролика на коромысле, и радиус ![]() кулачка, определяющий минимальный угол отклонения коромысла. Кроме того, задана точка, определяющая центр положения патрона
кулачка, определяющий минимальный угол отклонения коромысла. Кроме того, задана точка, определяющая центр положения патрона ![]() при верхнем крайнем правом положении рычага захвата и смены патронов, а также задан радиус
при верхнем крайнем правом положении рычага захвата и смены патронов, а также задан радиус ![]() поверхности этого рычага, сопрягаемой с поверхностью сопла. Целевую функцию находим симплекс-методом, заключающимся в следующем: примем в качестве начального приближения координаты некоторой вершины многогранника допустимых решений и найдем все ребра, выходящие из этой вершины, двигаясь вдоль того ребра, по которому линейная целевая функция убывает, приходим в новую вершину. Находим все выходящие из нее ребра, двигаемся по одному из них и т.д. В конце концов придем в такую вершину, движение из которой вдоль любого ребра приводит к возрастанию целевой функции. Следовательно, минимум достигнут, и координаты этой последней вершины принимаются в качестве оптимальных значений рассматриваемых проектных параметров. Поскольку в нашем случае параметры
поверхности этого рычага, сопрягаемой с поверхностью сопла. Целевую функцию находим симплекс-методом, заключающимся в следующем: примем в качестве начального приближения координаты некоторой вершины многогранника допустимых решений и найдем все ребра, выходящие из этой вершины, двигаясь вдоль того ребра, по которому линейная целевая функция убывает, приходим в новую вершину. Находим все выходящие из нее ребра, двигаемся по одному из них и т.д. В конце концов придем в такую вершину, движение из которой вдоль любого ребра приводит к возрастанию целевой функции. Следовательно, минимум достигнут, и координаты этой последней вершины принимаются в качестве оптимальных значений рассматриваемых проектных параметров. Поскольку в нашем случае параметры ![]() зависят от угла наклона касательной к окружности, поэтому за многогранник допустимых решений примем треугольник ABD
, вершины которого заданы координатами:
зависят от угла наклона касательной к окружности, поэтому за многогранник допустимых решений примем треугольник ABD
, вершины которого заданы координатами: ![]() ,
, ![]() ,
, ![]() . Определим уравнение прямых, проходящих через две точки, а именно: через А
и D
, B
и D
и через А
и B
.
. Определим уравнение прямых, проходящих через две точки, а именно: через А
и D
, B
и D
и через А
и B
.
Таблица 9. Координаты точек траектории выходного звена механизма сопла на участке 6–7
|
|
||
|
|
||
| Порядковый номер точки траектории |
Абсцисса x точки траектории, мм |
Ордината y точки траектории, мм |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
158 155 152 149 146 143 140 137 134 131 128 125 122 119 116 |
-305 -307,20940 -309,33684 -311,38208 -313,34496 -315,22521 -317,02267 -318,73710 -320,36830 -321,91605 -323,38016 -324,76040 -326,05656 -327,26845 -328,39583 |
Имеем следующие параметры прямых, проходящих через эти точки:
 ,
,
 ,
,
 .
.
Алгоритм решения задачи представим словесно-формульным описанием:
1. Определим уравнение прямой, являющейся касательной к кулачку с радиусом ![]() . При этом известна точка вращения кулачка, радиус
. При этом известна точка вращения кулачка, радиус ![]() кулачка, точка подвеса коромысла и длина
кулачка, точка подвеса коромысла и длина ![]() , определяющая точку крепления ролика на коромысле. Для вызова подпрограммы KOR
следует принять:
, определяющая точку крепления ролика на коромысле. Для вызова подпрограммы KOR
следует принять: ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
2. Вычисляем коэффициенты k и b , используя подпрограмму KOR .
3. Приравниваем ![]() ,
, ![]() .
.
4. Примем в качестве начального приближения координаты точки ![]() . Для вызова подпрограммы KOR
примем:
. Для вызова подпрограммы KOR
примем: ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
5. Вычисляем коэффициенты k и b .
6. Приравняем ![]() ,
, ![]() .
.
7. Решаем систему уравнений двух прямых:
 ,
,
откуда следует, что
![]() ,
, ![]()
и ![]() ,
, ![]()
где ![]() ,
, ![]() – координаты шарнира коромысла, на котором установлено сопло.
– координаты шарнира коромысла, на котором установлено сопло.
Тогда ![]() ,
,
![]() ,
,
 .
.
8. Выводим на печать ![]() .
.
9. Идем вдоль стороны AD
, при этом значение x
будет в пределах от ![]() до
до ![]() , шаг
, шаг ![]() , вычисляем значение
, вычисляем значение ![]() .
.
10. Вызываем подпрограмму KOR .
11. Доходим до вершины D
, идем вдоль стороны BD
, при этом значение x
будет в пределах от ![]() до
до ![]() , вычисляем значение
, вычисляем значение ![]() .
.
12. Доходим до вершины B
, идем вдоль стороны AB
, при этом значение ![]() будет в пределах от
будет в пределах от ![]() до
до ![]() , вычисляем значение
, вычисляем значение ![]() .
.
Значения выходных параметров в точках A , B и D будут вычислены дважды.
Подпрограмма KOR решает задачу нахождения координат общей точки касательной и окружности, к которой она проведена.
Алгоритм решения данной задачи также представим словесно-формульным описанием:
1. Задается точка ![]() с координатами
с координатами ![]() и
и ![]() , из которой проводится касательная к окружности с радиусом
, из которой проводится касательная к окружности с радиусом ![]() , центр которой задан координатами
, центр которой задан координатами ![]() и
и ![]() .
.
2. Решаем систему уравнений двух окружностей:
 ,
,
где ![]() и
и ![]() ;
; ![]() – расстояние между точками
– расстояние между точками ![]() и
и ![]() ;
; ![]() – расстояние от точки
– расстояние от точки ![]() до точки касания прямой с окружностью;
до точки касания прямой с окружностью; ![]() и
и ![]() – координаты точки касания.
– координаты точки касания.
После преобразований получим:
![]() .
.
Пусть ![]() ,
,
![]() ,
, ![]() .
.
Тогда ![]() или
или ![]() ,
,
где ![]() ,
, ![]() .
.
После преобразований получим:
![]() ,
,
где  ,
,
 ,
,
 .
.
3. Из двух значений y выбираем максимальное согласно конструктивным особенностям механизма сопла.
4. Находим уравнение прямой, проходящей через две точки, а именно точку ![]() и точку касания.
и точку касания.
Пусть ![]() ,
, ![]() , тогда
, тогда
 и
и  ,
,
где k
и b
– параметры прямой с уравнением ![]()
Блок-схема симплекс-метода представлена на рис. 59. Результаты расчетов представлены в табл. 10, на основании которых построены графики, из которых выбрано оптимальное решение целевой функции ![]() . При этом для выявления минимума целевой функции вычислялись параметры
. При этом для выявления минимума целевой функции вычислялись параметры ![]() и
и ![]() по следующим зависимостям:
по следующим зависимостям:
![]() ,
,
![]() .
.
По минимальному значению ![]() определены следующие оптимальные параметры коромысла механизма сопла:
определены следующие оптимальные параметры коромысла механизма сопла: ![]() ,
, ![]() и
и ![]() .
.
Таблица 10. Значения параметров для расчета целевой функции
| Порядковые номера сторон треугольника допустимых решений |
Значения параметров целевой функции |
|
|||
|
мм |
мм |
град. |
мм |
||
| Вершина А 1 2 3 4 5 6 7 8 Вершина D 1 2 3 Вершина В 1 2 3 4 |
330 299 247 218 226 227 227,5 216 209 213,5 259 302 364,5 423,5 418 403 392,5 370 |
290 282 272,5 273 276,2 279 282,5 284 287,5 290,5 293 301 327 360,5 353 341 331 315 |
112 125 160 - - - - - - - 137 116,5 96 82 83 86,5 89,5 97 |
566,9 615,2 761,0 - - - - - - - 700,6 612 547,9 515,9 511,4 514,8 517,1 533,3 |
1186,9 1196,2 1280,5 - - - - - - - 1252,6 1215,0 1239,4 1299,9 1282,4 1258,8 1240,6 1218,3 |
В табл. 11 представлена характеристика состояний работоспособности механизма сопла при различных сочетаниях конструктивных параметров. При этом следует заметить, что зона направляющего бруса, где может быть произведена обрезка и захват нити, ограничена точками 2 и 3 соответственно с координатами ![]() =153 мм,
=153 мм, ![]() = -308 мм и
= -308 мм и ![]() =178 мм,
=178 мм, ![]() = -300 мм.
= -300 мм.
Анализ табл. 11 подтверждает значения принятых оптимальных параметров коромысла механизма сопла.
В табл. 12 представлены способы устранения неработоспособных характерных состояний механизма сопла.
Таблица 11. Характеристика состояний работоспособности механизма сопла
| Порядковые номера точек сторон треугольника допустимых решений |
Характеристика состояний работоспособности механизма сопла |
| Вершина А 1 2 3 4 5 6 7 8 Вершина D 1 2 3 Вершина В 1 2 3 4 |
Работоспособность Недолет до зоны направляющего бруса То же самое Конструкция неосуществима То же самое То же самое То же самое То же самое То же самое То же самое Недолет до зоны направляющего бруса Налетает на бобину Выходит на зону направляющего бруса То же самое То же самое То же самое То же самое То же самое |
Таблица 12. Способы устранения состояний неработоспособности механизма сопла
| Характеристика неработоспособных состояний механизма сопла |
Способ устранения неисправности |
| Недолет до зоны направляющего бруса |
Невозможно устранить, т. к. в существующей базовой конструкции недопустимо изменять точку вращения кулачка |
| Налет на наработанную бобину |
Применить фигурную форму сопла |
| Выход за зону направляющего бруса |
Изменить профиль кулачка, т.е. при обрезке нити коромысло стоит дальше, а при передаче принудительного движения движется вместе с рычагом захвата и смены патронов |
Согласно выявленным параметрам коромысла произведено профилирование кулачка механизма сопла по дугам окружностей, что позволило:
- уменьшить угол размаха коромысла;
- уменьшить длину коромысла;
- уменьшить длину сопла;
- уменьшить габаритные размеры конструкции механизма сопла;
- уменьшить металлоемкость конструкции механизма сопла;
- устранить явление мягкого и жесткого ударов и повысить надежность работы как механизма сопла, так и всего автосъемника бобин.
Отметим, что профилирование кулачка механизма сопла с учетом синхронизации движений исполнительных механизмов автосъемника бобин подробно изложено в работе. При этом его габаритные размеры остались примерно такими же.
Проведенные производственные испытания усовершенствованного автосъемника бобин доказали, что надежность его работы повысилась и достигла величины 0,968. Дальнейшее увеличение надежности автосъемника бобин данной конструкции связано с разработкой отдельного механизма для выталкивания наработанной бобины или с разработкой механизма для определения диаметра бобины. Производственные испытания автосъемника бобин подтвердили также вывод о том, что его экономическая эффективность зависит от номера вырабатываемой пряжи, т.е. чем выше ее номер, тем эффективнее работа данного устройства.
Применение разработанной методики проектирования автосъемника бобин позволило получить экономический эффект.
Выводы
Одним из основных направлений развития текстильной промышленности является освоение автоматизированного поточного способа производства пряжи, связанного с обязательным использованием робототехнических средств. Активное использование РС в данных поточных линиях осложняется необходимостью самостоятельного изготовления предприятиями их составных элементов и периферийного оборудования, поэтому целесообразно сотрудничество с использованием международного разделения труда, а также различных форм международной кооперации. В качестве последнего России в сфере создания РС для текстильной промышленности в условиях современной экономической ситуации рекомендуется выбрать проектирование данных устройств по требованиям заказчика. Для ускорения внедрения РС в текстильную промышленность необходимо также существенно повысить их надежность и снизить себестоимость.
С целью снижения затрат на создание РС разработан метод их проектирования, который позволяет выявить различные технические решения данных устройств по требованию потребителя независимо от конструктивных особенностей текстильной машины, а также произвести оценку надежности механизмов исполнительных органов и всего РС на стадии проектирования и конструкторской отработки опытного образца. Данный метод включает в себя шесть этапов: разработку функциональной структуры РС; моделирование структурных схем исполнительных органов РС; алгоритм моделирования траектории выходного звена исполнительного органа РС; выбор критериев оптимизации р проектировании РС; выявление принципов разработки циклограммы РС и контроль надежности РС при испытаниях. Каждый этап разработанного метода может быть использован как самостоятельный способ проектирования РС.
Определено максимальное количество исполнительных механизмов робототехнического средства текстильной машины, на основании чего разработана схема взаимосвязей между элементами РС, с учетом которой выявлена функциональная структура последнего. Анализ и улучшение выявленной функциональной структуры позволяют повысить надежность работы РС.
На основе применения метода Ф. Цвики разработана морфологическая матрица моделирования структурных схем исполнительных механизмов РС машин поточной линии прядильного производства, позволяющая выявить все возможные варианты технических решений исполнительных механизмов.
Для РС текстильной машины разработан алгоритм моделирования траектории выходного звена исполнительного органа по характерным точкам последнего с учетом повторения участков траектории и синхронизации работы всех исполнительных механизмов. При реализации разработанного алгоритма выявлена универсальная структурная схема исполнительного механизма РС, позволяющая получить широкий спектр всевозможных траекторий выходного звена исполнительного органа.
С целью выбора критериев оптимизации при проектировании робототехнических средств текстильных машин определены целевые функции и их значения. Для уменьшения затрат машинного времени ЭВМ и учета конкретных требований заказчика на проектируемое РС введен приоритет целей. Для РС существующих текстильных машин в качестве приоритетов первого уровня целей целесообразно принять габаритные размеры РС, тип траектории и число характерных точек выходных звеньев исполнительных механизмов. Для критериев, имеющих информативно-смысловой характер, предложено ввести шкалу экспертных оценок. Выявлены принципы разработки циклограммы РС с учетом оценки быстродействия, синхронизации и надежности работы его исполнительных органов.
С целью дальнейшего повышения надежности работы РС текстильной машины рекомендовано функционирование данной системы на стадии отработки опытного образца исследовать методами технической диагностики на основе применения обобщенной формулы Байеса, что позволяет выявить «слабые» элементы системы. В качестве признаков системы РС предложено использовать следующие случаи нарушения нормального функционирования ее элементов: самопроизвольные остановки в точках их позиционирования; увеличение погрешности точности их позиционирования; увеличение погрешности времени их прохождения между характерными точками траектории.
С целью выявления новых технических решений РС для машин прядильного производства показано применение этапа моделирования структурных схем исполнительных органов РС как самостоятельного способа проектирования. При этом определено: 10 новых технических решений исполнительных органов автосъемника бобин для пневмопрядильной машины; техническое решение устройства нахождения и отматывания конца пряжи на бобине текстильной машины, предназначенное в основном для установки в автоприсучальщике пряжи; техническое решение механизма для воспроизведения сложного профиля, предназначенное для перемещения рабочих органов по сложным плоскостным траекториям.
Приведен пример методики проектирования робототехнического средства – автосъемника бобин для пневмопрядильной машины ППМ‑120. С этой целью составлены и проанализированы структурные схемы основных рабочих органов существующего автосъемника бобин АС‑120, к которым относятся: механизм захвата и смены патронов; механизм сопла и механизм управления рычагами бобинодержателя пневмопрядильной машины. Определены рациональные параметры наладки механизма захвата и смены патронов, при этом установлена неэффективность работы данного узла. Выявлена недостаточная надежность работы механизма сопла. Определены структурные схемы механизмов, которые могут быть применены в конструкции манипулятора данного назначения.
На основе разработанной морфологической матрицы моделирования структурных схем исполнительных механизмов РС машин поточной линии прядильного производства и с учетом граничных условий проектирования усовершенствована конструкция существующего автосъемника бобин АС‑120 с целью повышения надежности его работы. При этом изменены структурные схемы механизма захвата и смены патронов и механизма сопла.
Показано увеличение эффективности работы усовершенствованного механизма захвата и смены патронов. Определена траектория выходного звена механизма сопла. Проведена оптимизация конструктивных параметров коромысла усовершенствованного механизма сопла, что позволило после профилирования кулачка данного узла уменьшить угол размаха коромысла, длины коромысла и сопла, габаритные размеры и металлоемкость конструкции механизма сопла, а также повысить надежность работы данного узла и всего автосъемника бобин.
Библиографический список
1. Использование робототехнических средств в прядильном производстве. Обзорная информация. Хлопчатобумажная промышленность / ЦНИИТЭИлегпром. – М.: ЦНИИТЭИлегпром, 2009. – 40 с.
2. Хавкин, В.П. Автоматизация оборудования и технологических процессов на базе микропроцессорной техники / В.П. Хавкин, И.В. Горн // Текстильная промышленность. – 2008. – №11.
3. Расчет кинематических и динамических характеристик плоских рычажных механизмов : справочник / В.П. Хавкин. – М.: Машиностроение, 2008. – 312 с.
4. Решетов, Д.Н. Работоспособность и надежность деталей машин / Д.Н. Решетов. – М.: Машиностроение, 1974. – 206 с.
5. Решетов, Д.Н. Конструирование рациональных механизмов / Д.Н. Решетов. – Изд. 2‑е, перераб. и доп. – М.: Машиностроение, 2007. – 256 с.
6. Хубка, В. Теория технических систем / В. Хубка. – М.: Мир, 2008. – 208 с.
7. Теория систем и методы системного анализа в управлении и связи / В.Н. Волкова, В.А. Воронков, А.А. Денисов. – М.: Радио и связь, 2007. – 248 с.
8. Приводы машин: справочник. – Л.: Машиностроение. Ленингр. отд-ние, 2007. – 248 с.
9. Ушакова, Н.Л. Разработка функциональной структуры робототехнических средств текстильных машин / Н.Л. Ушакова // Изв. вузов. Технология текстильной промышленности. – 2008. – №2. – С. 79–83.
10. Проников, А.С. Надежность машин / А.С. Проников. – М.: Машиностроение, 2007. – 592 с.
11. Расторгуев, А.К. Анализ и разработка роботизированных устройств автосъемника паковок на прядильной машине / А.К. Расторгуев, В.И. Власов // Новые исследования по разработке и применению робототехнических систем в текстильной и легкой промышленности: межвуз. сб. науч.-техн. тр. – Л., 2007. – С. 111–120.
12. Ушакова, Н.Л. Повышение эффективности и надежности работы автосъемника бобин для прядильных пневмомеханических машин / Н.Л. Ушакова // Разработка и совершенствование технологических процессов и художественного оформления изделий в текстильной и легкой промышленности: межвуз. сб. науч. тр. – М., 2008. – С. 65–67.
13. Методы поиска новых технических решений / под. ред. д.т.н., проф. А.И. Половинкина. – Йошкар-Ола: Марийское книжное изд-во, 2008. – 308 с.
14. Ушакова, Н.Л. Моделирование структурных схем робототехнических средств машин прядильного производства / Н.Л. Ушакова // Теория и практика перспективных способов прядения: межвуз. сб. науч. тр. – Иваново, 2007. – С. 103–111.
15. Артоболевский, И.И. Механизмы в современной технике. В 4 т. Т. 2. Рычажные механизмы / И.И. Артоболевский. – М.: Наука, 2008. – 1007 с.