| Скачать .docx |
Курсовая работа: Виробничі потужності підприємства
З М І С Т
Вступ
Розділ 1. Теоретична частина
1.1 Одиниці виміру виробничої потужності
1.2. Факторні показники виробничої потужності підприємства
1.3. Фактори виробничої потужності другого рівня
1.4 Фактори виробничої потужності, що враховуються при проектуванні підприємства
1.5. Методика розрахунку виробничої потужності підприємства
1.6. Розрахунок прогресивної трудомісткості продукції
1.7. Розрахунок продуктивності технологічного устаткування
1.8. Методика розрахунку виробничої потужності окремих виробничих одиниць
1.9. Оптимізація виробничих потужностей підприємства
1.10.Виробничий фактор «капітал» як основне джерело підвищення ефективності виробництва
Розділ 2. Розрахункова частина
Висновок
Список використаної літератури
Вступ
Потенціал економічного розвитку держави визначається ефективністю функціонування виробництва.
Головними господарськими завданнями промислового підприємства є удосконалення асортиментної політики, швидке регування на зміну суспільних потреб на основі сучасної організації суспільного процесу, забеспечення необхідного рівня виробничої гнучкості. Досягнення фінансової стабільності . Реалізація практичних рішень у цих областях визначає стійку позицію підприємства в конкретному середовищі.
Виробнича потужність підприємства характеризує максимально можливий обсяг випуску продукції (видобутку й переробку сировини або надання певних послуг) заздалегідь визначених номенклатури асортименту та якості за умови найбільш повного використання виробничих площ, обладнання, прогресивної технології та організації виробництва.
Найважливішим параметром, що характеризує потенційні можливості основного виробництва промислового підприємства, є його виробнича потужність.
Під виробничою потужністю підприємства розуміється максимально можливий випуск продукції або переробки сировини у встановленій номенклатурі й асортименті при повному використанні виробничих площ і устаткування.
Відбиваючи максимально можливі обсяги випуску продукції (переробки сировини), виробнича потужність характеризує потенційні можливості підприємства з досягнення основної об'єктивної мети його виробничо-господарської діяльності. Розрахунок виробничої потужності є вихідним пунктом оцінки виробничого потенціалу підприємства і ресурсного обґрунтування його виробничої програми.
Поряд з терміном «виробнича потужність» використовують термін «пропускна здатність». Обидва терміни визначають виробничу потужність, але стосовно різних об'єктів. Так, термін «пропускна здатність» застосовують для характеристики максимально можливого випуску продукції верстата, агрегату, групи устаткування, потокової лінії. Стосовно ж структурної одиниці виробництва - дільниці, цеху, підприємства -використовують термін «виробнича потужність».
1.Теоретична частина
1.1.Одиниці виміру виробничої потужності
Вимірюється виробнича потужність у тих же одиницях, що й вироблена продукція (штуках, тоннах, метрах, декалітрах і т.д.). Наприклад, потужність цементного заводу визначається в тоннах виготовленого цементу, автоскладального - у штуках, пивзаводу - у декалітрах. Виробнича потужність цукрового заводу, молочного комбінату визначається в тоннах сировини, що переробляється (цукрового буряка і молока відповідно). Крім натуральних, використовуються й умовно-натуральні показники: умовна банка (на консервних підприємствах), тонна умовного палива (у видобувній промисловості) та ін. На ряді підприємств для виміру виробничої потужності використовуються одночасно кілька натуральних показників. Наприклад, потужність трикотажної фабрики визначається як у тоннах, так і в квадратних метрах.
На підприємствах з багатономенклатурним виробництвом для розрахунку потужності використовуються вартісні показники. Так, виробнича потужність верстатобудівного заводу може- бути розрахована як сума добутків потужності по кожному виду верстатної продукції в натуральному вимірі (штуках) на його оптову ціну. З цією метою використовуються, як правило, порівнянні оптові ціни.
Виробнича потужність підприємства (цеху, дільниці) - величина не постійна, а динамічна, що змінюється протягом усього розрахункового (планового) року. Збільшення потужності відбувається за рахунок технічного переозброєння, розширення і реконструкції підприємства (цеху, дільниці), зменшення -за рахунок вибуття потужності внаслідок старіння; збільшення і зменшення потужності може бути пов'язане зі зміною номенклатури й асортименту продукції, що випускається.
Таким чином, виробнича потужність є моментним показником, внаслідок чого розраховують кілька її величин: взсідну, вихідну і середньорічну виробничу потужність.
Вхідна потужність (Мвх ) визначається виходячи з умов виробництва на початок розрахункового року. Вихідна потужність (Мвих ) - це потужність на кінець розрахункового року, що розраховується на основі вхідної потужності, вибуття і введення потужності протягом року:
Мвих = Мвх + Мвв - Мвив ;
де Мвв , Мвив - потужність, що вводиться і виводиться, відповідно.
Середньорічна виробнича потужність (Мс ) - це потужність, яку має у своєму розпорядженні підприємство (цех, дільниця) у середньому протягом року з урахуванням її величини на початок року, а також приросту нових і вибуття наявних потужностей. Вона розраховується шляхом підсумовування потужності на початок року і середньорічної потужності, що вводиться, за винятком середньорічної виведеної потужності.
Мс = Мвх + Мвв* К1/12 - Мвив* К2/12 ,
де К1 - кількість місяців, починаючи з місяця, наступного за місяцем введення потужності, до закінчення року; К2 -кількість місяців, починаючи з місяця виведення потужності до закінчення року;
середньорічна потужність, що вводиться - Мвв * К1/12 середньорічна виведена потужність - Мвив * К2/12
Більш точні результати розрахунку величини середньорічної виробничої потужності підприємства (як і будь-якого моментного показника) можна одержати при використанні формули середньої хронологічної:
Мс =Цм1 +М2 +...+М12 + -М;]:12,
де М1? М2 ,..., М12 , - величина виробничої потужності на початок кожного відповідного місяця розрахункового року; М1 ~ величина виробничої потужності на початок першого місяця року, що йде за розрахунковим
1.2.Факторні показники виробничої потужності підприємства
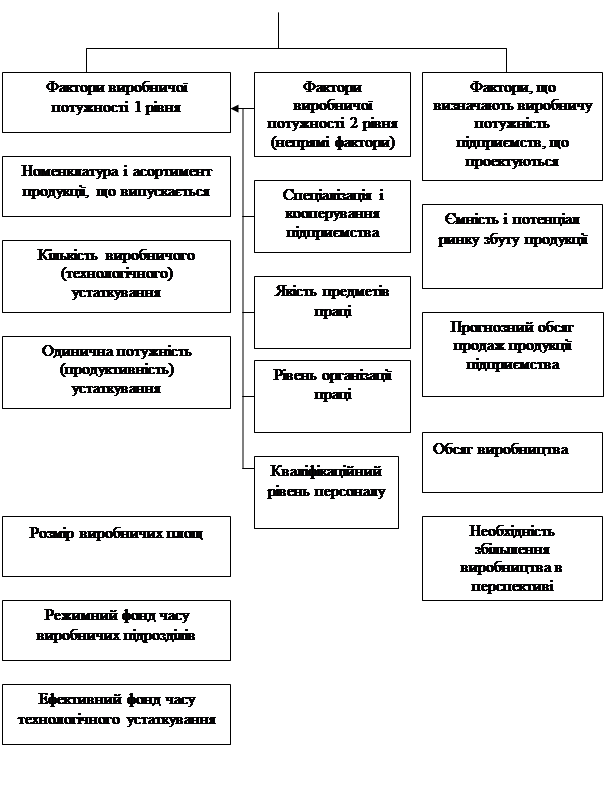
Виробнича потужність промислового підприємства залежить від цілого ряду факторів, що виказують прямий і непрямий вплив на її величину (рис. 7.1).
До основних факторів, що безпосередньо визначають виробничу потужність діючого підприємства і прямо враховуються при розрахунку її величини, традиційно відносяться:
♦ номенклатура й асортимент продукції, що випускається;
♦ кількість виробничого устаткування;
♦ одинична потужність (продуктивність) устаткування;
♦ трудомісткість одиниці продукції;
♦ розмір виробничих площ;
♦ режимний фонд часу роботи підрозділів основного вироб
ництва;
♦ ефективний фонд часу роботи устаткування в підрозділах
основного виробництва;
Номенклатура й асортимент продукції визначають величину виробничої потужності по трьох напрямках:
а) по-перше, номенклатура й асортимент продукції визначають об'єкти розрахунку виробничої потужності підприємства;
б) по-друге, широта номенклатури й асортименту продукції, що випускається, визначають рівень спеціалізації підприємства, характер впливу якої на величину виробничої поужності розглядається нижче;
в) розходження в питомій трудомісткості (машиномісткості) окремих видів продукції обумовлюють (за інших рівних умов) різну величину виробничої потужності для різних варіантів номенклатурного й асортиментного плану підприємства.
При розрахунку виробничої потужності включається все устаткування, закріплене за основними цехами підприємства (у т.ч. непрацююче внаслідок несправності, ремонту і модернізації), а також устаткування на складі, призначене до введення в основних цехах у розрахунковому році. Не приймається в розрахунок:
♦ резервне устаткування;
♦ устаткування дослідно-експериментальних дільниць;
♦ устаткування, яке використовується для навчання учнів.
Одинична потужність устаткування (верстатів, агрегатів)
визначається паспортними даними про їхню часову (змінну)
продуктивність. Потужність вузькоспеціалізованих агрегатів
виражається, як правило, у натуральних показниках продукції,
що випускається, чи переробки сировини
Групування факторів, що визначають виробничу потужність промислового підприемства
|
|
У машинобудуванні в експлуатації знаходиться величезний парк металообробних верстатів і машин, на яких виготовляється широка номенклатура деталей, вузлів, виробів. Тому одинична потужність зазначеного устаткування частіше визначається не в показниках готової продукції, а в умовно-натуральних показниках - деталекомплектах, деталепредставниках.
При розрахунку виробничої потужності застосовуються прогресивні норми трудомісткості продукції, окремих вузлів і деталей (деталекомплектів). При цьому враховується досягну- тий і планований відсоток виконання норм виробітку.
До виробничих площ, що враховується при розрахунку виробничої потужності, відносять площі, зайняті виробничим устаткуванням, верстатами, складальними стендами, транспортними засобами, запасами деталей і вузлів на робочих місцях, проходами між устаткуванням і робочими місцями (крім магістральних проїздів).
Розмір виробничих площ визначає кількісний склад парку технологічного устаткування в цехах основного виробництва, а також кількість робочих місць (кількість одночасно виготов-люваних виробів) у складальних цехах (дільницях) за умов стендового складання продукції.
Величина виробничої потужності знаходиться у прямій залежності від часу роботи підрозділів основного виробництва підприємства і виробничого устаткування. При розрахунку виробничої потужності для окремих виробничих підрозділів підприємства, груп устаткування й окремих верстатів (агрегатів) визначають фонди часу: календарний, режимний (номінальний) і ефективний (дійсний, корисний). Зазначені фонди часу обчислюються в днях і годинах.
Розглянуті вище фактори є факторними показниками або факторами виробничої потужності першого рівня, тому що вони безпосередньо (прямо) враховуються при визначенні її величини. В економічній літературі їх частіше ідентифікують з інформаційною базою розрахунку величини виробничої потужності підприємства.
1.3.Фактори виробничої потужності підприємства другого рівня
До найважливіших факторів виробничої потужності другого рівня, що справляють непрямий вплив на величину виробничої потужності підприємства і опосередковано враховуються при визначенні її величини, відносяться:
♦ спеціалізація і кооперування підприємства (виробництва);
♦ якість предметів праці;
♦ рівень організації праці;
♦ кваліфікація виробничого персоналу та ін.
Виробнича потужність багато в чому визначається рівнем спеціалізації і кооперування підприємства. Розвиток даних форм громадської організації виробництва є необхідною і найважливішою передумовою механізації й автоматизації виробничих процесів, впровадження прогресивного високопродуктивного устаткування, поліпшення виробничої структури підприємства, підвищення уніфікації і стандартизації конструкцій виробів і т.ін. У кінцевому підсумку розвиток спеціалізації і кооперування виробництва обумовлює зниження питомої трудомісткості продукції і підвищення одиничної продуктивності технологічного устаткування, що за інших рівних умов забезпечує збільшення виробничої потужності підприємства (виробництва).
Якість предметів праці (сировини, матеріалів, напівфабрикатів)
впливає на часову продуктивність технологічного устаткування і трудомісткість одиниці продукції, а отже, і на величину виробничої потужності. Характер цього впливу полягає в наступному:
♦ процентний вміст корисної речовини (заліза в руді, сухих речовин у томатах, цукру в цукровому буряку, олії в зернах соняшника) визначає вихід продукту з одиниці перероблюваної сировини, тобто часову продуктивність устаткування в одиницях готової продукції;
♦ якість заготовок (наприклад, одержуваних по кооперації від заводу «Центроліт» виливків), що характеризується ступенем наближення їх геометричних параметрів до параметрів деталей, що виготовляються (що багато в чому залежить від рівня прогресивності застосовуваної технології), визначає машиномісткість металорізальних операцій і, відповідно, трудомісткість одиниці продукції.
Рівень організації праці впливає як на величину норм виробітку, так і на ступінь їх виконання виробничими робітни ками, що багато в чому визначає прогресивну трудомісткість одиниці продукції, а отже, і величину виробничої потужності.
Кваліфікаційний і культурно-освітній рівень виробничого персоналу багато в чому визначає можливості впровадження сучасних наукомістких технологій і, як наслідок, ступінь прогресивності застосовуваних технологічних процесів, а відповідно і одиничну продуктивність устаткування. Значний вплив рівень кваліфікації робітників справляє і на ступінь виконання норм виробітку, визначаючи прогресивну тру домісткість одиниці продукції.
1.4.Фактори виробничої потужності, що враховуються при проектуванні підприємств
Крім зазначених факторів, у ринковій економіці при обґрунтуванні виробничої потужності проектованих підприємств (виробництв) у процесі
бізнес-планування необхідно також враховувати:
♦ ємність і потенціал ринку збуту;
♦ прогнозний обсяг продажів продукції підприємства;
♦ обсяг беззбитковості виробництва (точку беззбитковості);
♦ необхідність збільшення виробництва в перспективі.
Ємність і потенціал ринку визначає максимально можливий обсяг продажів на цільовому ринку, і на цій основі - максимальну величину обсягу реалізації продукції проектованим підприємством (а також і його виробничу потужність) в умовах 100-процентного охоплення ним цільового ринку. Даний фактор варто враховувати при розрахунку виробничої потужності підприємств-монополістів, а також при організації виробництва нової ексклюзивної продукції.
Прогнозний обсяг продажів продукції підприємства визначає граничну величину виробничої потужності підприємства, що працює на конкурентному ринку. Цей обсяг є похідним від трьох факторних показників:
а) величини попиту на цільовому ринку;
б) рівня конкурентоспроможності продукції проектованого підприємства; в) потужності маркетингової програми підприємства.
Обсяг беззбитковості виробництва (точка беззбитковості) є основою визначення мінімально припустимої величи- ни виробничої потужності (ВПтіп ), що забезпечує прийнятний для підприємства рівень надійності його операційної діяльності. %Точка беззбитковості являє собою такий обсяг виробництва і реалізації продукції, за якого досягається рівність між виторгом від реалізації продукції і її повною собівартістю
ВР=С, чи Ц-V6 =ЗП + Зпер * V6,
де V6 - обсяг беззбитковості виробництва в натуральному вираженні; ЗП - річна сума постійних витрат підприємства; Ц - планова ціна одиниці продукції; Зпер - питома величина змінних витрат у розрахунку на одиницю продукції.
Звідси: V6 = ЗП / Ц - Зпер = ЗП /ПМД
де ПМД - величина питомого (на одиницю продукції) мар-жинального доходу, яка визначається як різниця між ціною товару і величиною питомих перемінних затрат.
При розрахунку обсягу беззбитковості слід дотримуватися найважливішого припущення (обмеження) - рівність обсягу реалізації продукції обсягу її виробництва (іншими словами, уся вироблена продукція має бути реалізована).
До досягнення точки беззбитковості операційна діяльність підприємства є збитковою, тому що повна собівартість продукції перевищує чистий виторг від її реалізації. У точці беззбитковості виробництва дохід від реалізації продукції покриває всі операційні витрати підприємства, і фінансовий результат від операційної діяльності підприємства дорівнює нулю (уже ліквідовані збитки, але прибутку ще немає). Після подолання точки беззбитковості перевищення доходу від реалізації продукції над її собівартістю обумовлює одержання прибутку від операційної діяльності підприємства.
На основі точки беззбитковості розраховується мінімально допустимий обсяг виробництва, що забезпечує прийнятний рівень надійності операційної діяльності підприємства (Qmin ):
Qmin = V6 * Кн
де Кн - коефіцієнт надійності, значення якого відповідає мінімально допустимому рівню надійності операційної діяльності підприємства. Величина Кн визначається за шкалою надійності, у якій для кожного рівня надійності бізнесу (досить надійний, надійний, високонадійний та ін.) зазначено величину однойменного коефіцієнта (Кн ). Наприклад, для високонадійндго бізнесу (операційної діяльності підприємства): 6,0 < Кн < 8,0.
На основі Qmin визначається'мінімально допустима.величина виробничої потужності підприємства (Qmin ) з урахуванням планованого рівня її використання:
ВПmin = Qmin / КПн
де КПп - планований рівень коефіцієнта використання виробничої потужності.
Необхідність збільшення виробництва в перспективі обумовлює необхідність створення резервних виробничих потужностей з урахуванням прогнозних оцінок попиту на продукцію підприємства.
1.5.Методика розрахунку виробничої потужності підприємства (цеху, дільниці)
Промислове підприємство являє собою виробничу систему вищого рівня, до складу якої входять системи більш низького рівня: цехи, дільниці, лінії, групи устаткування. Існують два різних підходи до розрахунку виробничої потужності виробничої системи будь-якого рівня (підприємства, цеху, дільниці, лінії), застосування яких залежить від форми спеціалізації вхідних виробничих одиниць, що входять у дану систему.
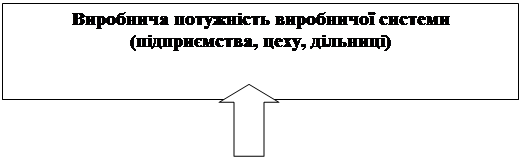
Розрахунок потужності виробничої системи за предметною структурою
Перший підхід використовується при предметній побудові структури виробничої системи; його загальна (принципова) схема виглядає так:
| Виробнича потужність виробничої системи (підпиємства, цеху, дільниці) |
||||
|
|
||||
| Виробнича потужність предметно спеціалізованої виробничої одиниці (цеху, дільниці, лінії) № 1 |
Виробнича потужність предметно спеціалізованої виробничої одиниці (цеху, дільниці, лінії) № 2 |
Виробнича потужність предметно спеціалізованої виробничої одиниці (цеху, дільниці, лінії) № 3 |
||
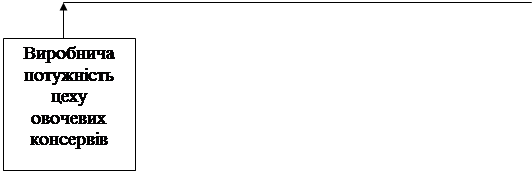
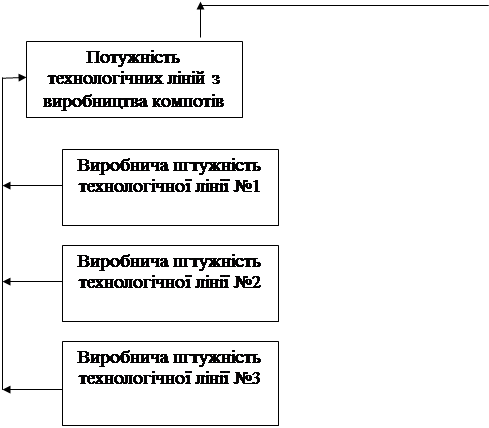
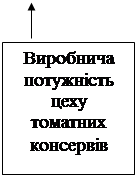
Відповідно до даного підходу виробнича потужність системи дорівнює сумі потужностей предметно спеціалізованих виробничих одиниць, що входять до неї. Зазначений підхід використовується на багатьох підприємствах харчової промисловості (консервних заводах, комбінатах харчових концентратів, масложиркомбінатах), на взуттєвих і швейних фабриках та.ін. Так, виробнича потужність консервного заводу розраховується як сума потужностей предметно спеціалізованих цехів
Схема розрахунку виробничої потужності консервного заводу та виробнича потужність цеху фруктових консервів
|
 |
|||||
|
|||||
 |
|||||
Вироич
![]() цеху
цеху
|
п
 |
 |
||
 |
|||
Виробнича потужність иеху фруктових консервів дорівнює сумі потужностей вхідних у нього предметно спеціалізованих виробництв; виробництва компотів і варення; у свою чергу, потужність кожного виробництва визначається як сума потужностей предметно спеціалізо- ваних потокових ліній.
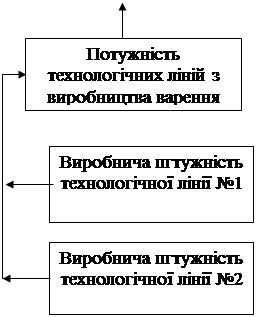
Розрахунок потужності виробничої системи з технологічною структурою
Другий підхід до розрахунку виробничої потужності використовується за технологічноь побудови структури виробничої системи; його загальну (принципову) схему зображено на рис. 7.5. Відповідно до даного підходу виробнича потужність підприємства, цеху, дільницьі, технологічної лінії визначається потужністю провідної виробничої одиниці (цеху, дільницьі, лінії, групи устаткування, агрегату).
Так, виробнича потужність підприємства визначається за потужністю основного цеху, цеху - за потужністю основного (їй) дільниці (лінії), дільниці (лінії) - за потужністю основної групи устаткування, агрегату.
Найважливішою умовою коректного розрахунку виробничої потужності є правильний вибір основної виробничої одиниці.
Під провідним цехом розуміється цех основного виробництва, у якому виконується найбільший обсяг робіт чи найважливіші стадії виробничого процесу виготовлення продукції.
У машинобудуванні провідними зазвичай є механічні цехи, однак у залежності від конкретних виробничих умов у якості провідних можуть прийматися й інші цехи (наприклад, ливарний чи складальний). На підприємствах текстильної промисловості провідними є прядильні або ткацькі цехи (виробництва).
Загальна схема розрахунку виробничої потужності
виробничої системи за технологічної побудови її структури
(технологічної спеціалізації її елементів)
 |
| ВП технологічно спеціалізованої виробничої одиниці (цеху, ділянки, групи устаткування) № 1 |
|
ВП основної технологічно спеціалізованої виробничої о одиниці (цеху, дільниці, групи устаткування)№2 |
|
ВМ технологічно спеціалізованої виробничої одиниці (цеху, дільниці, групи устаткування) № 3 |
Технологічний процес
![]()
Провідною дільницею вважається така виробнича дільниця, на
якій виконуються найважливіші для цеху часткові виробничі процеси і яка відіграє вирішальну роль у виконанні виробничої програми цеху.
Наприклад, провідною дільницею механічного цеху частіше приймається дільниця металорізального устаткування (окремих груп металорізальних верстатів) або дільниця верстатів із ЧПУ.
Провідною групою устаткування (машини чи агрегату) вважається таке устаткування (машина чи агрегат), на якому здійснюються найголовніші на дільниці технологічні операції з виготовлення продукції.
Наприклад, провідною групою устаткування дільниці металорізальної обробки є одна з груп металорізальних верстатів: токарних, фрезерних, свердлильних, верстатів із ЧПУ та ін. В якості провідного агрегату при визначенні виробничої потужності ливарного цеху може прийматися плавильна піч. Якщо в складі парку технологічного устаткування є автоматичні лінії, групи автоматів чи верстатів із ЧПУ, то розрахунок виробничої потужності дільниці і цеху повинен виконуватися по цьому прогресивному устаткуванню.
Розрахунок виробничої потужності здійснюється з урахуванням заходів з ліквідації «вузьких місць». В економічній літературі зустрічаються два основних визначення «вузького місця».
1.Під «вузьким місцем» у виробництві розуміється цех (дільни
ця, група устаткування, агрегат), виробнича потужність яко
го нижча від потужності провідної виробничої одиниці.
2.«Вузьким місцем» у виробництві є цех, дільниця, група
устаткування, пропускна здатність яких найменша в по
рівнянні з виробничими можливостями інших ланок тех
нологічного процесу (технологічного ланцюжка).
Розходження у визначенні поняття «вузьких місць» у виробництві обумовили наявність двох принципово різних підходів до їх виявлення.
Особливості першого підходу полягають у тому, що «вузьке місце» виникає тільки у разі наявності в технологічному ланцюжку виробничої одиниці, потужність якої нижча від потужності провідної ланки. Слід зазначити, що зміна провідної виробничої одиниці (цеху, дільниці і т.д.) може викликати зміну й у складі «вузьких місць» у виробництві (появі нових чи усуненню наявних).
Приклад : У табл. наведені умовні дані, що відбивають величину вдробничої потужності цехів основного виробництва верстатобудівного заводу. В якості основного при розрахунку виробничої потужності приймається механічний цех.
Виробнича потужність ирхів основного виробництва верстатобудівного заводу
| Варіант В |
Виробнича потужність цехів в одиницях готової продукції (кількість верстатів) |
|||
| Ливарний цех |
Механічний цех |
Термічний цех |
Складальний цех |
|
| А |
980 |
850 |
1320 |
800 |
| Б |
9В0 |
850 |
1320 |
1100 |
Як бачимо, варіант «А» характеризується наявністю «вузького місця» у виробництві, яким є складальний цех: його потужність (800 од.) нижча від потужності ведучого цеху (850 од.). При варіанті «Б» «вузькі місця» у виробництві відсутні, оскільки мінімальну потужність (850 од.) у технологічному ланцюжку має провідний механічний цех.
Якщо ж у якості провідного (варіант «А») прийняти не механічний, а складальний цех, «вузькі місця» у виробництві будуть відсутні. Прийняття ж у якості провідного ливарного цеху (варіант «А») обумовить появу (крім уже наявного) нового «вузького місця», яким стане механічний цех.
Другий підхід Зо оцінки «вузького місця» полягає у виявленні виробничої одиниці, що лімітує потужність усієї виробничої системи, тобто такої ланки, яка має мінімальну виробничу потужність серед усіх ланок технологічного ланцюжка. У цьому випадку будь-яка виробнича система з технологічною структурою буде характеризуватися наявністю «вузького місця».
У нашому прикладі обидва варіанти характеризуються наявністю «вузького місця» у виробництві, яким є: складальний цех (варіант «А») і механічний цех (варіант «Б»).
Для аналізу ступеня відповідності пропускної здатності цехів, дільниць, окремих агрегатів основного виробництва, що знаходяться в єдиному технологічному ланцюжку, і виявлення «вузьких місць» виробляється оцінка сумісності окремих виробничих підрозділів і груп устаткування на основі розрахованого коефіцієнта сумісності:
Кс = ВП1 / ВП2 * Р1,
де ВП1 , ВП2 - потужність цехів (дільниць), між якими визначається Кс ; Р1 - питома витрата продукції першого цеху - (дільниці) на одиницю продукції другого цеху (дільниці). Розглянута вище принципова схема визначення виробничої потужності виробничої системи з технологічною формою побудови структури знайшла своє конкретне відображення в численних методичних розробках галузевого і міжгалузевого характеру, в основі яких покладено три постулати:
1.Виробнича потужність системи визначається потужністю
провідної виробничої одиниці.
2.«Вузьким місцем» у виробництві є будь-яка виробнича
одиниця (цех, дільниця, група устаткування, агрегат), виробнича потужність якої нижча за потужність провідної ланки в технологічному ланцюжку.
3.Наявність «вузьких місць» при визначенні виробничої потужності до уваги не приймається. При цьому в планах підприємств передбачається впровадження комплексу органі заційно-технічних заходів щодо усунення (ліквідації) виявле них «вузьких місць».
Однак слід зазначити, что розрахована на основі розглянутого вище підходу виробнича потужність виробничої системи (підприємства, цеху, дільниці) з технологічною формою побудови виробничої структури являє собою не реальний максимально можливий випуск продукції, а умовно можливий (гіпотетичний). Останній не може слугувати інформаційною базою для обґрунтування виробничої програми підприємства, тому що недовиконання плану організаційно-технічних заходів щодо ліквідації «вузьких місць» у виробництві (що нерідко зустрічається в господарській практиці) неминуче призведе до зриву плану виробництва і постачань продукції з усіма негативними наслідками для фінансового стану підприємства.
Тому, на думку ряду економістів (у т.ч. автора цього навчального посібника), більш обґрунтовано і коректно виробничу дотужність підприємства (цеху, дільниці) з технологічною структурою варто визначати за потужністю виробничої одиниці, що має мінімальну пропускну здатність (потужність), тобто за потужністю «вузького місця» у виробництві.
Так, у прикладі 7.1 при використанні зазначеного підходу виробнича потужність верстатобудівного заводу складе 800 од. для варіанта «А» і 850 од. для варіанта «Б».
Розрахована у такий спосіб виробнича потужність буде дійсно відбивати максимально можливий (підкреслюємо, можливий) випуск продукції підприємства (цеху, дільниці) за визначений період часу і може слугувати інформаційною базою для обґрунтування виробничої програми підприємства.
1.6.Розрахунок прогресивної трудомісткості продукції
Прогресивна трудомісткість продукції, що враховується при визначенні виробничої потужності (і ), визначається, виходячи з діючої в розрахунковому періоді нормативної трудомісткості виробу (tн ) і прогресивного коефіцієнта виконання норм виробітку (Кпр ):
tпр = tн / Кпр
Прогресивний коефіцієнт виконання норм виробітку в розрізі окремих професій визначається на основі середнього відсотка виконання норм у кращому кварталі звітного року по передовій групі робітників, чисельність якої складає не менше 25 % від загальної кількості робітників даної професії:
Кпр = Vн.ч. / Тф,
де Vн.ч - обсяг виготовленої продукції робітниками передової групи в
кращому кварталі звітного року в нормованому часі, ( в нормо-годинах); Тф - фактично відпрацьований час робітниками передової групи за відповідний період, (в годинах).
Приклад : У механічному цеху машинобудівного заводу працює 46 робітників-токарів. У табл. 7.2 представлені дані за III квартал звітного року, у якому був досягнутий найвищий рівень виконання норм виробітку робітниками даної професії.
У передову групу ввійдуть дві групи робітників, відсоток виконання норм виробітку яких склав: 121 —130 % і 131 —140 %. Кількість робітників у зазначених групах складає 12 чоловік, або 26,1 % від загальної кількості токарів.
Рахунок прогресивного коефіцієнта виконання норм виробітку
| Виконанння норм виробітку |
Кількість робітників |
Фактично відпрацьований час |
Обсяг виготовленої продукції, нормо-год. |
Середній процент виконання норм виробітку, % |
|
| абсолют., чол. |
відносн., % % |
||||
| 100—110 |
16 |
34,8 |
8960 |
9498 |
106,0 |
| 111—120 |
18 |
39,1 |
10404 |
12048 |
115,8 |
| 121—130 |
8 |
17,4 |
4656 |
5927 |
127,3 |
| 131—140 |
4 |
8,7 |
2384 |
3211 |
134,7 |
| Всього |
46 |
100,0 |
26404 |
30684 |
116,2 |
На основі даних про фактично відпрацьований час робітниками передової групи й обсягу виробленої ними продукції в нормо-годинах визначимо прогресивний коефіцієнт виконання норм виробітку:
Кп = 5927 + 3211 / 4656 + 2384 = 1,298 ,
Нормативна трудомісткість виробу «А» на початок розрахункового року склала 109 нормо-год. З урахуванням розрахованого К прогресивна трудомісткість даного виробу складе:
Кпр = 109/1,298 = 84 (н/г)
Розрахована прогресивна трудомісткість виробів приймається
за основу визначення вхідної (на початок розрахункового року) виробничої потужності.
Протягом розрахункового року підвищення виробітку, що досягається за рахунок впровадження комплексу заходів щодо технічного й організаційного розвитку підприємства, забезпечує зниження трудомісткості окремих видів продукції, що має бути враховано при розрахунку вихідної (на кінець року) виробничої потужності.
Взаємозв'язок між динамікою виробітку і трудомісткості одиниці продукції відбивається формулою:
Δt = ΔВ * 100 /100 +ДВ
де Δt - запланований темп зниження трудомісткості одиниці продукції, %; ΔВ - запланований темп приросту виробітку в розрахунковому році, %.
Звідси нормативна трудомісткість одиниці продукції (tк ), яка враховується при розрахунку вихідної виробничої потужності, складе:
tк = tн * [1- ΔВ / 100 + ΔВ ]
або tк = tн * 100 + Δt / 100
У нашому прикладі при запланованому темпі приросту середнього виробітку робітників-токарів у розрахунковому році на 15%:
а) темп зниження трудомісткості складе:
Δt = -15*100 /100 + 15 = -13%
б) нормативна трудомісткість одиниці продукції, що враховується
при розрахунку вихідної виробничої потужності складе:
tк = 109*[1-15 /100 + 15] = 94,8 (н/г)
або tк = 109*100 + (-13) /100 = 94,8 (н/г)
У розрахунках виробничої потужності цехів (дільниць), що вводяться (чи реконструюються), застосовуються проектні норми трудомісткості одиниці продукції, відбиті в технологічних картах, а також дані технічних паспортів устаткування.
1.7.Розрахунок продуктивності технологічного устаткування
Планова часова продуктивність предметно спеціалізованого устаткування (Пт )} яка використовується при розрахунку виробничої потужності, визначається за формулою:
Ппл = Пп / [1 +( tпз + tп / tз) ]
де Пп - паспортна часова продуктивність устаткування; tпз тривалість підготовчо-завершальних операцій, год.; tп -тривалість технологічних (технічно неминучих) перерв, год.; tз - номімальна тривалість зміни, год. У розрахунках виробничої потужності механізованих потокових ліній у ряді галузей харчової промисловості використовують приведену продуктивність устаткування. Специфіка таких ліній (зокрема, ліній з виробництва сливового, яблучного, морквяного та інших видів фруктових і овочевих соків) полягає в наступному:
♦ на кожній операції переробляються різні обсяги предметів праці;
♦ технічна продуктивність устаткування вказується в різних одиницях виміру.
У цьому зв'язку паспортну норму продуктивності устаткування на кожній операції необхідно привести до загального вимірника, що характеризує обсяг кінцевого продукту потокової лінії. В якості вимірника використовується приведена продуктивність устаткування.
Приведена продуктивність устаткування на і-й операції ^) визначається за формулою:
Ппрі = Ппр / αі ,
де Ппрі - паспортна продуктивність устаткування на і-й операції, у тоннах, декалітрах, тубах; а. - коефіцієнт приведення, що враховує обумовлені технологією розбіжності кількості оброблюваних на даній операції предметів праці з їхньою кількістю на завершальній операції потокової лінії. Розрахунок коефіцієнта приведення а. здійснюється на основі норм виходу готової продукції з одиниці сировини, обумовлених технологією поопераційних втрат предметів праці, а також складу і кількості компонентів, що додаються на окремих операціях відповідно до рецептури виготовлення продукції:
αі = Vі – Vвті + Vвні / Vк ,
де Vі - кількість предметів праці, що переробляються на даній операції, у відсотковому відношенні від їхньої початкової кількості (переробляються на першій операції); Vвті - виражені у відсотках технологічні втрати предметів праці на і-й операції; Vвні - обсяг внесених на і-й операції компонентів, виражений у відсотках від кількості предметів праці, що переробляються на даній операції; Vк - кількість предметів праці в кінцевому продукті у відсотках від їхнього початкового обсягу (який переробляється на першій операції).
Приклад : У табл. наведено приклад розрахунку коефіцієнтів (ос.) для окремих операцій механізованої потокової лінії з виробництва яблучного соку.
Розрахунок коефіцієнтів приведення для потокової лінії з виробництва яблучного соку
| Операції технологічного процесу |
Кількість оброблених на даній операції предметів праці в процентному відношенні від їхньої початкової кількості (Vі |), % |
Виражені в процентах технологічні втрати предметів праці (Vвті ) та обсяг внесених на і-ій операції компонентів (Vвні | ), % |
Коефіцієнт приведення (αі ) |
| 1. Загрузка гідрожолоба |
100 |
-1,5% |
(100-1,5)760,0 = =1,642 |
| 2. Миття яблук |
100-1,5=98,5 |
-2,0 % |
(98,5-2,0)/60,0 = = 1,608 |
| 11. Укладання банок |
62,5-2,44=60,06 |
-0,06 % |
(60,06-0,06)/60,0 = =1,0 |
Розрахунок режимного й ефективного фондів часу
Величина виробничої потужності знаходиться у прямій залежності від часу роботи підрозділів основного виробництва підприємства і технологічного устаткування. При розрахунку виробничої потужності для окремих виробничих підрозділів, груп устаткування й окремих верстатів (агрегатів) визначають наступні фонди часу: календарний, режимний (номінальний) і ефективний (дійсний, корисний). Зазначені фонди часу обчислюються в днях і часах.
Календарний фонд часу:
а)у днях: Фк(д) = 365 (366) днів;
б)у годинах: Фк(г) = 365 * 24 = 8760 год.
Режимний фонд часу відображає номінальну (максимально
можливу) кількість днів (годин) роботи підприємства або його виробничих підрозділів з урахуванням кількості святкових і вихідних днів, а також встановленого режиму роботи. За режимом роботи розрізняють підприємства безперервної і перервної роботи. До
перших відносяться підприємства нафтовидобувної,
нафтопереробної, газодобувної, металургійної, хімічної, скляної
і деяких інших галузей. До других - підприємства машинобуд
івної, легкої, харчової і більшої частини інших галузей промис
ловості.
Для підприємств з безперервним процесом виробництва режимний фонд часу дорівнює календарному, дая підприємств із перервним виробництвом він визначається на основі таких формул:
а) у днях: Фр(д) = Фк(д) - Дп - Дв;
б) у годинах: Фр(r) = (Фк(д) - Дп - Дв) * З * t3 ,
де Дп, Дв - кількість святкових і вихідних днів відповідно
протягом розрахункового періоду (рік, квартал); 3 -змінність (кількість змін) роботи виробничого підрозділу; із - номінальна тривалість зміни в годинах. Ефективний (корисний) фонд часу являє собою максимально можливий фонд часу роботи устаткування (агрегату, лінії) при заданому режимі роботи підприємства (виробничого підрозділу) з урахуванням витрат часу на планово-попереджувальний ремонт. Для підприємств із безперервним процесом виробництва ефективний фонд часу роботи устаткування дорівнює:
а)у днях: Фе(д) = Фр(д) - Др = Фк(д) - Др;
б) у годинах: Фе(г) = Фе(д) * 24 = (Фр(д) - Др) * 24,
де Др - кількість днів простою устаткування в плановому ремонті.
Для підприємств із переривним процесом виробництва ефективний фонд часу роботи устаткування дорівнює:
а) у днях: Фе(д) = Фр(д) - Др = Фк(д) - Дп - Дв - Др;
б) у годинах: Фе(r) = Фе(д) * З * t3 = (Фе(д) - Др) * З * t3 =
= (Фк(д) - Дп - Дв - Др) * З * t,
Простої устаткування внаслідок неукомплектованості робітниками, незабезпеченості матеріальними й енергетичними ресурсами, а також через організаційні неполадки при розрахунку ефективного фонду часу до уваги не беруться.
На консервних підприємствах і підприємствах ряду галузей харчової промисловості із сезонним характером виробництва розрахунок річного режимного й ефективного фондів часу виробничих підрозділів і технологічного устаткування має свою специфіку, яка полягає в наступному:
1. На даних підприємствах номінальна тривалість зміни встановлюється в залежності від характеру продукції і пори року, протягом якого вона виробляється:
♦ для цехів з перервним процесом виробництва (з одним вихідним днем, протягом якого робота повністю припиняється) у сезон при розрахунку виробничої потужності приймається двозмінний режим роботи з 7-го-динною тривалістю зміни;
♦ у міжсезонний період для цехів з перервним виробництвом установлюється двозмінний режим роботи з 8-го-динною тривалістю зміни і двома вихідними днями на тиждень;
♦ при розрахунку потужності цехів з безперервним процесом виробництва (наприклад, цехів, що виробляють томат-продукти), приймається тризмінний режим роботи з 8-годинною робочою зміною. При цьому вихідні дні для кожного працівника визначаються за розробленим календарним графіком.
2. При розрахунку виробничої потужності номінальна тривалість зміни зменшується на величину регламентованих перерв (відповідно до діючих на консервних підприємствах норм), необхідних для періодичного виконання санітарно-гігієнічної обробки устаткування.
3.При здійсненні розрахунків величини виробничої потужності на консервних заводах користуються галузевими рекомендаціями гардо визначення річного фонду часу роботи технологічного устаткування з виробництва консервної продукції в змінах. Наприклад, при виготовленні томатної пасти цей фонд складає від 100 до 150 змін, томатного соку - від 60 до 80 змін, фаршированого перцю - 100 змін, зеленого горошку - від 40 до 70 змін, фруктових компотів - від 100 до 180, освітлених фруктових соків - 70 змін і тд.
1.8.Методика розрахунку виробничої потужності окремих виробничих одиниць
Визначення виробничої потужності підприємства в кінцевому підсумку зводиться до розрахунку виробничої потужності (пропускної здатності) технологічних ліній, груп устаткування, окремих агрегатів. Розглянемо алгоритми розрахунку потужності виробничих одиниць, які найчастіше застосовуються на практиці.
Потужність виробничих одиниць з предметно-технологічною спеціалізацією
Виробнича потужність агрегатів періодичної дії (доменних і мартенівських печей, автоклавів, хімічних агрегатів, плавильних печей і т.ін.) визначається за формулами:
а) у тоннах (лиття та ін.):
ВП = Q* kв Фе / Тц
б) в одиницях готової продукції (виробах, деталекомплектах та ін.)
ВП = Q* Фе* kв / Тц* Вк
де Q – ємність агрегату; kв – коефіцієнт корисного виходу продукції; Тц – тривалість циклу,год.; Фе - ефективний річний фонд часу роботи агрегату, год.; Вк – вага комплекту лиття на виріб (деталекомплект), т.
Потужність потокової лінії механічної обробки чи складанняпродукції, яка часто визначає виробничу потужність цехів масового і крупносерійного виробництва, розраховується за формулою:
ВП = Фе / τ
де Фе -річний ефективний фонд часу потокової лінії, хв.;
τ - такт потокової лінії, хв.
Виробнича потужність автоматичної потокової лінії визначається на основі годинної продуктивності, передбаченої в технічному паспорті лінії і річного ефективного фонду часу її роботи.
Методичний підхід до розрахунку виробничої потужності складального виробництва (цеху, дільниці) залежить від типу виробництва. Так, у масовому і крупносерійному виробництві складання виробів здійснюється на потокових лініях (див. розрахунок потужності потокової лінії).
В умовах одиничного, дрібно- і середньосерійного виробництва в складальних цехах створюються робочі місця (як тимчасові, так і постійні),
обладнані, як правило, спеціальними стендами, на яких здійснюється складання виробів (так звана «стендова»).
Величина виробничої потужності складального цеху при стендовому складанні виробів залежить від співвідношення наявного ресурсу складального цеху і необхідного питомого ресурсу в розрахунку на один виріб. Наявний ресурс складального цеху розраховується в квадратних метро-годинах, як добуток режимного фонду часу цеху (Ф ) на величину його виробничої площі (§в ). Питомий необхідний ресурс на один виріб визначається добутком нормативної трудомісткості складання виробів (Јод ) на площу, яку займає один стенд (§о ). Формула розрахунку виробничої потужності складального цеху має такий вид:
ВП = Sв* Фр / Sод* tод
Особливості розрахунку потужності технологічно
спеціалізованих виробничих одиниць в умовах багатономенклатурного виробництва
При розрахунку потужностей технологічно спеціалізованих виробничих одиниць (цехів, дільниць, груп устаткування, агре гатів)
в умовах багатономенклатурного виробництва виникають труднощі, пов'язані з тим, що:
♦ на тому самому обладнанні виготовляються машиноком-плекти заготовок і деталекомилекти до великої кількості найменувань виробів;
♦ на тих самих площах здійснюється складання різних видів продукції.
В даних умовах можуть застосовуватися два підходи (або способи) до розрахунку потужності виробничих одиниць: спрощений підхід, заснований на балансових розрахунках, і підхід, що забезпечує розрахунок виробничої потужності у фізичних виробах.
Спрощений підхід до розрахунку потужності
технологічно спеціалізованих виробничих одиниць в
умовах багатономенклатурного виробництва
Перший підхід - спрощений - не передбачає визначення виробничої потужності у фізичних виробах. Даний підхід широко використовується на практиці для техніко-економічного обґрунтування виробничого плану підприємства, однак він не дозволяє оцінити виробничий потенціал промислового підприємства. Суть підходу полягає в розрахунку й аналізі для кожної виробничої одиниці коефіцієнта використання його наявного ресурсу (Кв.р. ). В економічній літературі даний показник, розрахований для окремої групи устаткування, називають коефіцієнтом завантаження устаткування (К3 ), розрахований для окремого підрозділу основного виробництва (ливарного, складального та ін. цехів (дільниць) - коефіцієнтом використання його виробничої потужності (Кв.п. ). У загальному вигляді розрахунок коефіцієнта використання наявного ресурсу здійснюється за формулою:
Кв.п =Рп / Рн,
Де Рп,Рн - величина потрібного і наявного ресурсу для даної виробничої одиниці.
Методику розрахунку потрібного і наявного ресурсів, що має специфічні особливості для окремих виробничих одиниць, наведено нижче.
На основі розрахованих коефіцієнтів робиться висновок про забезпеченість проектних обсягів виробництва продукції наявними ресурсами відповідних виробничих одиниць (цехів, дільниць, агрегатів, груп устаткування). Виробнича програма вважається обґрунтованою наявним ресурсом відповідної виробничої одиниці, якщо Ки.р. < 1.
Коефіцієнт завантаження агрегату періодичної дії (доменної і мартенівської печей, автоклава, хімічного агрегату, плавильної печей і т.ін.) в умовах багатономенклатурного виробництва визначається за формулою:
Кз = Тц * Σ ( Вкі* Vі ) / Q * Фе* kв
де Вкі - вага комплекту лиття на і-ий виріб (деталекомплект), т; Vі - планований річний обсяг випуску і-го виробу (комплектів заготовок до і-го виробу) відповідно до проекту виробничої програми цеху, шт.
Приклад: На основі вихідних даних прикладу і даних табл. Визначаємо коефіцієнт завантаження (використання ресурсу) плавильної печі і робимо відповідні висновки щодо обґрунтованості виробничої програми даним ресурсом.
Річна програма випуску і нормативні витрати лиття на одиницю продукції
| Показники |
Од. вим. |
Вироби |
||
| А |
Б |
В |
||
| Річна програма випуску виробів за проектом Нормативна витрата лиття на один машинокомплект |
шт./рік т |
246 1,840 |
610 0,945 |
185 3,536 |
Коефіцієнт завантаження плавильної печі:
Кз = _2,8-(1,840*246+ 0,945-610 + 3,536*185) = 0,53
3,8*0,672*3488
Значення коефіцієнта завантаження (0,53) дозволяє зробити висновок про забезпеченість проектних обсягів виробництва продукції наявним ресурсом плавильної печі.
Коефіцієнт використання ресурсу складального цеху (дільниці) за умов стендового складання виробів в рамках 6а-гатономенклатурного виробництва:
Кв.р. = Σ * Sоді * tоді * Vі / Sв * Фр
де Sоді – площа,яку займає один стенд для складання і-того виробу, м2; tоді - нормативна трудомісткість складання одного виробу і-того виду,
Vі - плановий річний обсяг випуску і-го виробу відповідно до поекту виробництва програми цеху, шт.н-год.;
Спрощений підхід до розрахунку виробничої потужності технологічно спеціалізованого обладнання в умовах багатоно-менклатурного виробництва полягає в розробці й аналізі балансу завантаження обладнання провідного цеху (дільниці) у розрізі окремих його груп. З цією метою для кожної групи обладнання розраховується наявний і необхідний фонд часу. Наявний фонд часу визначається добутком середньорічної кількості обладнання й ефективного річного фонду часу одиниці обладнання. Необхідний фонд часу розраховується, виходячи з планованих обсягів виробництва продукції (відповідно до проекту виробничої програми підприємства) і нормованих верстато-годин по групах обладнання на одиницю виробу.
Коефіцієнт завантаження обладнання для кожної і-ої групи верстатів (Кз .) розраховується за формулою:
Кзj = Σ tодіj * Vі / Оj* Феj
де tодіj . - нормативна трудомісткість обробки одного детале-комплекта і-го виду, на j-ому обладнанні, н-год.; О- середньорічна кількість обладнання уїк групи, од.; Феj -річний ефективний фонд часу обладнання j-ї групи, год. На основі зіставлення наявного і необхідного фондів часу й аналізу коефіцієнтів завантаження по кожній групі обладнання роблять висновки: 1) про можливість збільшення виробничої програми (за наявності лишків фонду часу обладнання по всіх групах); 2) про скорочення виробничої програми (при дефіциті часу по всіх (або більшій частині) групах обладнання); 3) про наявність «вузьких місць» (при нестачі наявного фонду часу по одній чи декількох групах обладнання.
Розрахунок потужності технологічно спеціалізованих
виробничих одиниць в умовах багатономенклатурного
виробництва у фізичних виробах
Необхідність оцінки виробничого потенціалу промислового підприємства обумовлює необхідність розрахунку потужності виробничих одиниць у фізичних виробах, що входять до його складу. Для визначення потужності технологічно спеціалізованої виробничої одиниці у фізичних виробах в умовах багатономенклатурного виробництва виникають певні труднощі, пов'язані з необхідністю вибору структури розраховуваної виробничої потужності.
Наведений нижче алгоритм дозволяє розрахувати для будь-якої технологічно спеціалізованої виробничої одиниці потужність у фізичних виробах лля двох варіантів її структури:
♦ структури, тотожної структурі проекту виробничої програми підприємства (цеху, ділянки) у фізичних виробах;
♦ структури, тотожної структурі ресурсомісткості (трудомісткості) проекту виробничої програми підприємства (цеху, дільниці).
Алгоритм включає таку послідовність розрахунків:
1) виділяється виріб-представник, що має найбільшу питому вагу у виробничій програмі цеху, дільниці (чи будь-який інший виріб);
2) для кожного і-го виробу розраховується коефіцієнт при ведення (kпі ):
kпі = Рі / Рп
де Рі -. нормативна питома витрата ресурсу відповідної виробничої одиниці на один виріб і-го виду (комплект заготовок, деталекомплект, виріб), (нормо-год.; м2 -год; т та ін.); Рп - нормативна питома витрата ресурсу даної виробничої одиниці на один виріб-представник (комплект заготовок або деталекомплект-представник), (нормо-год.; м2 -год; т та ін.).
3) визначається обсяг випуску і-ої продукції у виробах-представниках комплектах заготовок, деталекомплектах-представниках), (Vпі ), шт.:
Vпі = Vі * kпі,
де Vі - планований річний обсяг випуску і-го виробу (деталекомплекта) відповідно до проекту виробничої програми підприємства, шт.;
4) визначається весь обсяг випуску продукції цеху (дільниці) у виробах-представниках (комплектах загото вок, деталекомплектах-представниках), (Vп ), шт.:
Vп =Σ Vпі,
5) розраховується потужність (пропускна здатність) виробничої одиниці (цеху, дільниці, групи обладнання) у виробах-представниках (комплектах заготовок, деталекомплектах-представниках), (ВПп ), шт.:
ВПп = Рнз / Рп
де Рнз - загальний річний обсяг наявного ресурсу відповідної виробничої одиниці (потужність плавильної печі в тоннах металу; річний ефективний фонд часу групи устаткування в годинах; ресурс складального цеху (дільниці) у м2 -год. і т.ін.).
6) визначається потужність (пропускна здатність) виробничої, одиниці у фізичних виробах (комплектах заготовок, деталекомплектах), шт.:
а)питома вага продукції і-го виду в загальному обсязі на ведених до представника виробів (комплектів заготовок, деталекомплектів) (Уі ), %:
Уі = Vпі /Vп *100,
б) потужність (пропускна здатність) виробничої одиниці у фізичних виробах (комплектах заготовок, деталеком плектах), (ВПі ), шт.:
ВПі = ВПп * Уі / Кпі*100
7) розраховується нормативна питома витрата ресурсу на один збірний виріб (збірний комплект заготовок, збірний деталекомплект), (Рзк ), (нормо-год.; м2 -год; т та ін.):
Рзк = Σ * Рі * Уі /100
8) визначається потужність (пропускна здатність) виробничої одиниці в збірних виробах (збірних комплектах заготовок, збірних деталекомплектах), (ВПзк ), шт.:
ВПзк = Риз / Рзк
9) розраховується потужність (пропускна здатність) виробничої одиниці у фізичних виробах (комплектах заготовок, деталекомплектах), (ВПі ), шт.:
ВПі = ВПзк * Уі /100
Нижче наведений приклад використання розглянутого алгоритму для розрахунку потужності двох виробничих одиниць -групи токарних і свердлильних верстатів.
Приклад : На основі даних прикладу визначимо виробничу потужність (пропускну здатність) токарського і свердлильного устаткування в деталекомплектах-представниках та у фізичних деталекомплектах. В якості виробу-представника обраний виріб «Б», частка якого в загальному випуску продукції відповідно до проекту виробничої програми цеху складає 58,6% у фізичних виробах і 51,6% по трудомісткості.
Коефіцієнти приведення до виробу-представника «Б» по групі токарних верстатів дорівнюють:
кп1 = 32/27 = 1,185; кп2 = 1,000;
кп3 = 41/27 = 1,519.
Виробнича потужність (пропускна здатність), виражена в приведених до виробу-представника «Б» деталекомплектах, по групі токарних верстатів складе: 29568 / 27 = 1095 (шт.), по групі свердлильних верстатів: 32832 / 32 = 1026 (шт.).
Оскільки необхідний фонд часу роботи токарного устаткування, розрахований виходячи з проектних обсягів виробництва і нормативної трудомісткості (31927 станко-годин), перевищує наявний фонд (29568 станко-годин), виробнича потужність у фізичних деталекомплектах по кожному найменуванню виробів буде нижчою ніж проектні обсягі виробництва. По групі ж свердлильних верстатів, навпаки, відзначається перевищення наявного фонду часу (32832 станко-години) над необхідним (26599 станко-годин), в результаті чого виробнича потужність у фізичних деталекомплектах по кожному найменуванню виробів є вищою проектних обсягів виробництва.
При цьому легко переконатися, что структура виробничої потужності, розрахована у фізичних деталекомплектах, відповідає закладеній у проекті структурі виробничої програми цеху: (228/ 964) . 100 = 23,6%; (565/964) * 100 - 58,6%; (171 / 964) * 100 - 17,8%.
Розрахунок виробничої потужності (пропускної здатності) токарського і свердлильного устаткування в складальних і фізичних деталекомплектах поданий у табл.
Розрахунок виробничої потужності (пропускної
здатності) груп устаткування в складальних
і фізичних деталекомплектах
| Група устаткування |
Назва виро-бу |
Трудом істкість обробки 1 детале-комп., н-год. |
Питома вага наведених дет-комп. і-го виду у загальній кількості привед. детале-комп., % (гр.8 табл. 7.8) |
Приведена (до виробу Б) трудомісткість 1 детале-ком-та, н-ч (гр.Згр.4/100) |
Виробнича потужність групи устаткування у наборних детале-ком., шт. |
Виробнича потужність групи устаткування у фізичних деталеком., шт. |
| Токарні верстати |
А Б В |
32 27 41 |
24,7 51,6 23,8 |
7,9 13,9 9,7 |
— — — |
231 483 223 |
| Σ |
X |
100,0 |
31,6 |
937 |
937 |
|
| Свердл. верстати |
А Б В |
19 32 13 |
17,6 73,4 9,0 |
3,3 23,5 1,2 |
— — — |
206 861 106 |
| Σ |
X |
100,0 |
28,0 |
1173 |
1173 |
|
Трудомісткість обробки одного збірного (приведеного до виробу Б) деталекомплекта по групі токарного устаткування складає: 7,9+13,9+9,7 = 31,6 (н-год.), по групі свердлильних верстатів: 3,3+23,5+1,2 = = 28,0 (н-год.). Виробнича потужність у збірних комплектах складе:
♦ по групі токарських верстатів: 29568 /31,6 = 937 (шт.);
♦ по групі свердлильних верстатів: 32832 / 28,0 = 1173 (шт.).
Розрахована виробнича потужність груп устаткування у фізичних деталекомплектах має структуру, тотожну структурі трудомісткості виробничої програми цеху (за проектом).
Використовуючи розглянутий вище алгоритм можна розрахувати виробничу потужність будь-якого технологічно спеціалізованого підрозділу основного виробництва (ливарного, ковальського, зварювального, складального й іншого цехів та дільниць) в умовах багатономенклатурного виробництва у фізичних виробах, структура яких буде тотожна або структурі проекту виробничої програми у фізичних виробах, або структурі ресурсомісткості виробничої програми.
1.9. Оптимізація виробничої потужності підприємства
На підприємстві з багатономенклатурним виробництвом може бути розрахована велика кількість значень величини виробничої потужності. При цьому кожному варіанту виробничої потужності буде відповідати різна величина валового доходу і прибутку від реалізації продукції, різний ступінь завантаження технологічного устаткування і т.ін. Звідси випливає висновок про можливість і необхідність визначення оптимально! виробничої потужності підприємства, тобто такої виробничої програми, за якої обраний в якості критерію оптимальності показник досягає свого екстремального (мінімального чи максимального) значення.
У якості критеріального показника в розрахунках оптимальної величини виробничої потужності підприємства теоретично може бути використаний будь-який абсолютний показник, що характеризує результативність операційної діяльності підприємства. На практиці ж у зазначених розрахунках найчастіше використовують один із двох критеріїв оптимальності: максимум прибутку від реалізації продукції; максимальне завантаження технологічного устаткування.
Для визначення оптимального варіанта виробничої потужності використовують методи оптимального планування, зокрема, метод лінійного програмування і симплекс-метод.
Загальна економіко-математична модель оптимальної виробничої потужності підприємства в канонічному вигляді:
Z = ΣСj Хj = тах(тіп),
п _____
Σ аіj * Хj = бj, і = l, т
j = 1
_____
Хj ≤ 0, і = l, п , де
п - кількість змінних (невідомих); кількість основних змінних відповідає кількості найменувань продукції, що випускається, кількість додаткових змінних дорівнює кількості рівнянь у системі основних обмежень (обмежень по ресурсах);
т - кількість основних обмежень;
Хj - значення змінних; значення основних змінних характеризують обсяги запланованої до випуску продукції; значення кожної додаткової змінної відбиває величину недовикористаного ресурсу відповідного, виду (наприклад, недовикористаний час роботи відповідної групи устаткування);
аіj - нормативна величина витрат і-го ресурсу на виробництво
одиниці j-го виду продукції (наприклад, нормативна трудомісткість механообробки одиниці продукції j-го виду продукції на і-ому устаткуванні);
бj - обсяг ресурсуі-го виду (наприклад, фонд часу роботи і-ї
групи металорізального устаткування);
Сj - коефіцієнти при невідомих у цільовій функції.
При визначенні оптимальної виробничої потужності підприємства, яка максимізує сумарний прибуток від реалізації продукції, вирішується завдання лінійного програмування на максимум цільової функції. У цьому випадку коефіцієнти при основних змінних у цільовій функції дорівнюють величині прибутку від реалізації одиниці продукції j-го виду; додаткові ж змінні увійдуть в цільову функцію з нульовими коефіцієнтами.
При визначенні оптимальної виробничої потужності підприємства, що максимізує завантаження технологічного устаткування (мінімізує сумарні простої устаткування) вирішується завдання лінійного програмування на мінімум цільової функції, що характеризує сумарні простої устаткування. У цьому випадку коефіцієнти при основних перемінних у цільовій функції дорівнюють нулю, а при додаткових - одиниці.
Приклад : На основі вихідних даних, поданих в умовних прикладах, даних побудуємо математичну модель і розрахуємо оптимальну виробничу потужність підприємства за двома зазначеними вище критеріями.
Додаткові вихідні дані для розрахунку оптимальної виробничої потужності підприємства
| Показники |
Од. вим. |
Вироби |
||
| А |
Б |
В |
||
| 1. Собівартість од. Продукції 2. Ціна від реалізації од. продукції 3. Прибуток від реалізації продукції |
грн. грн. грн. |
1064 1255 191 |
1297 1473 176 |
848 1077 229 |
![]() Економіко-математична модель оптимальної виробничої потужності підприємства, що максимізує сумарний прибуток від реалізації продукції, у канонічному вигляді:
Економіко-математична модель оптимальної виробничої потужності підприємства, що максимізує сумарний прибуток від реалізації продукції, у канонічному вигляді:
Z = 191Х1+ 176 Х2 +-229 Х3 + 0Х4 + 0 Х5 + О Х6 + О Х7 + О Х8 + О Х9 = тах 32Х1 + 27Х2 + 41Х3 + Х4 = 29568
| 19 X, + 32 |
19Х1 + 32 Х2 + 13 Х3 + Х5 = 32283
29Х1 + 23 Х2 + 42 Х3 + Х6 = 37280
14Х1 + 21 Х2 + 17 Х3 + Х7 = 25560
1,840Х1 + 0,945 Х2 + 3,536Х3 + Х8 = 3181
968Х1 + 783 Х2 + 576 Х3 + Х9 = 991872
![]() Хj
≥ 0, j = 1,9
Хj
≥ 0, j = 1,9
Економіко-математична модель оптимальної виробничої потужності підприємства, що мінімізує сумарні простої устаткування (максімізує ступінь використання технологічного устаткування), у канонічному виді:
![]() Z = 0 Х1 + 0 Х2
+ 0 Х3
+ Х4
+ Х5
+ Х6
+ Х7 = тіп
Z = 0 Х1 + 0 Х2
+ 0 Х3
+ Х4
+ Х5
+ Х6
+ Х7 = тіп
32Х1 + 27Х2 + 41Х3 + Х4 = 29568
19Х1 + 32Х2 + 13Х3 + Х5 = 32283
29Х1 + 23Х2 + 42Х3 + Х6 = 37280
14Х1 + 21Х2 + 17Х3 + Х7 = 25560
![]() Хj
≥ 0, j = 1,7
Хj
≥ 0, j = 1,7
Зробивши розрахунки симплексним методом із застосуванням відповідного програмного забезпечення, одержимо оптимальну виробничу потужність підприємства.
А. Виробнича потужність, що максимізує сумарний прибуток від реалізації продукції:
продукція "А" (Х1) = 146 шт.
продукція "Б" (Х2) = 922 шт.
продукція "У" (Х3 ) = 0 шт.
Загальна сума прибутку від реалізації продукції (значення цільової функції):
Z = 191-146 + 176-922+229-0 = 190158(грн.)
Б. Виробнича потужність, що мінімізує сумарні простої устаткування:
продукція "А" (Х1) = 0 шт.
продукція "Б" (Х2 ) = 977 шт.
продукція "В"(Х3 ) = 77 шт.
Сумарний час простоїв металорізального устаткування (значення цільової функції):
Z = 11543 + 3717 = 15260 (станко-годин)
У сучасних умовах господарювання максимальне використання виробничих потужностей підприємства є найдешевшим заходом . що різко впливає на ефективність роботи кожного з них.виробничі потужності підприємств, матеріальною основою яких є учасні системи машин, мають динамічний характер. У їхньому складі відбуваються якісні, та кількісні зміни.
Якщо не враховувати впливу обєктивних факторів на зміну потужностей, то це позначиться на ефективності їх використання. Особливо чутливий такий вплив в умовах частої зміни продукції і технології її виготовлення. Освоєння виробництва нових модернізірованих виробів у багатьох випадках зумовлює зміну структури потужностей, а іноді вимагає докорінної їх перебудови. Важлива роль тут відводиться новій технології. Так, застосування при виготовленні різний їхніх розмірів і форм складових готових виробів зумовлює суттєві зміни в якісному і кількісному складі устаткування, насамперед в обраних виробництвах, що впідсумку стимулює необхідність перебудови структури їх сисстем машин.
Важливість і необхідність належної координації всіх елементів системи машин, які перебувають в безперервному русі і розвитку, зумовлена і тим, що на багатьох підприємствах цей прцес виробництва має дискретний характер. Формування і налагодження стійких звязків між елементами систем за допомогою відповідних методів регулювання набуває важливого практичного значення, оскільки дає змогу підтримувати системи в належному робочому стані і ефективно функціонувати.
Досягнення стійкої збалансованої структури систем машин вимагае постійного впорядкування складових їх єлементів та удосконалення організаційних звязків між ними, тобто відповідного управління системами машин підприємства.
Раціонально побудована система машин підприємства і його підрозділів може стійко функціонувати протягом порівняно тривалого періоду. Однак, можливі певні відхилення, насамперед у пропускній здатності окремих машин, їх підсистем і системи в цілому на різних рівнях ієрархічної структурної побудови підприємства. Прицьому. Одні з них мають мінімальну пропускну здатність, а інші – максимальну. В зв язку з цим, середній коефіцієнт завантаження устаткування знижується, що позначається на ефективності використання виробничих потужностей для швидкого освоєння випуску нової продукції.
1.10.Виробничий фактор «капітал» як основне джерело підвищення єфективності виробництва.
У практичному розумінні «капітал» - це вкладене в основну спрвву джерело доходу, що дає суспільно корисний єфект. Перевищення вкладень від використання капіталу коштів над вкладеннями утворить прибуток. Спрямування її частини на розвиток виробництва означає капіталізацію (реінвестування) прибутку.
Доход приносить не тільки виробничий фактор «капітал», а й інші джерела (гроші, акції і т.п.). Однак усі ці джерела в остаточному підсумку забезпечують доход в результаті інвестування в об єкти підприємницької діяльності – виробництво товарів, послуг, що задовольняють потреби суспільства.
Так, гроші не приносять їхнім власникам доходу доти, поки вони не вкладені у прибуткову справу. Внески в банк приносять їхнім вкладникам доход у вигляді відсотків завдяки тому, що банк інвестує прийняті ним внески у виробництво шляхом надання підприємствам кредитів під більш високий відсоток, ніж відсоток за вкладами.
Капітал, як виробничий фактор виступає, з одного боку, у формі грошового або речового капіталу, а з іншого – у формі власного або чужого капіталу.
Ця неоднозначність визначається структурою балансу підприємства. Якщо дивитися з боку пасиву, то можна виділити власний капітал підприємства, тобто фінансові кошти, які підприємство (підприємець) створює саме собі, ічужі (позикові) кошти, що утворюють чужий капітал.
З боку активу можна виділити грошовий капітал (фінансові кошти) і речовий (реальний) капітал. Надання грошового капіталу для купівлі засобів виробництва називається фінансуванням, перетворення грошового капіталу в реальний капітал – інвестуванням.
Таким чином, інвестиції фінансуються за рахунок власного капіталу підприємства (самофінансування) і за рахунок чужого капіталу шляхом залучення позикових коштів. Існують різні механізми залучення позикових коштів (у формі позички, кредиту, випуску облігацій, венчурного фінансування, лізінгу).
Величина виробничого фактора «капітал» змінюється під впливом інвестицій і витрат капіталу. Якщо інвестиції дорівнюють витратам, то капітал залишається незмінним.
У випадку, коли інвестиції меньші ніж витрати. Величіна капіталу падає (такий стан характерний останніми роками для багатьох виробництв російської промисловості). Якщо інвестиції перевищують витрати виробництва, о капітал зростає.
Засоби виробництва тривалого користування надовго прив язують фінансові кошти до виробництва, тому плата за користування таким капіталом висока: мають місце витрати фінансових коштів на відсоток і виробничий капітал на амортизацію і ремонт. Ці витрати виникають незалежно від кількості виробленої продукції, тобто є постійними. Якщо в капіталомісткому виробництві фактор «капітал» увесь час виявляється незавантаженим, то постійні витрати розподіляються на меньшу кількість продукції, що призведе до зростання цих витрат на одиницю продукції, зниженню прибутку й рентабельності капіталу.
Коли прибуток дорівнює нулю, то це порог прибутковості (точка критичного обсягу виробництва). При меньшому обсягу виробництва (обсягу прдажів) підприємство зазнає збитків. При збільшенні виробництва понад критичний обсяг підприємство дістає прибуток.
На підприємстві, яке повніше використовує свої виробничі потужності, при тому ж обсягу поточного виробництва рентабельність продукції буде вищою. Максимальна рентабельність досягається при повному використанні виробничих потужностей. У з вязку із цим найважливішим завданням управління підприємством є повне використання виробничих потужностей.
Вирішення цього завдання досягається систематичним оновленням
продукції, що забезпечує підтримку попиту на даному ринку, і проникнення на інші ринки, де попит на дану продукцію досить високий. Іншим способом вирішення цього завдання є раціональна диверсифікованість виробництва шляхом розширення сфери діяльності підприємства по життєвому циклу продукції (наприклад, не тільки виготовлення технологічного устаткування, а й його монтаж і налагодження в споживача, профілактичне обслуговування і ремонт) і розширення номенклатури продукції в межах даної технології (найпростіший, широко розповсюджений варіант – випуск різних модифікацій на основі базової конструкції).
Визначальний вплив на величину виторгу на одиницю продукції мають:
¨якість виробу;
¨матеріфломісткість;
¨енергоємність;
¨фондоємність;
¨трудомісткість (точніше, зарплатоємність) продукції.
Значення цих параметрів визначаються на стадії проектування й досвідченного відпрацьовування продукції й технологічної системи виготовлення.
Очевидно, чим нижча зарплатоємність продукції. Тим при повному обсягу виробництва підприємство починає одержувати прибуток. Тому одним із завдань стратегічного управління є розміщення виробництв компанії в районах, щозабезпечують зниження затратоємності продукції. Так, багато транснаціональних компаній розміщують свої трудомістсткі складні виробництва в регіонах з дешевою робочою силою.
Матеріалоємні виробництва (наприклад, металургійні) доцільно розміщувати поблизу джерел сировини, щоб максимально знизити транспортні витрати.
Наукомісткі виробництва краще розміщувати там, де є кваліфікована робоча сила і тому не потрібно додаткових витрат на навчання.
Виробництва, що потребують великих територій, розміщують у районах з більш низькою ціною на землю. Однак слід зазначити, що всі зусилля зі зниження затратоємності продукції можуть не виправдатися, якщо буде вироблятися продукція низької якості (з низкою ціною продажу).
2. Розрахункова частина.
Завдання №1
На підставі вихідних даних розрахуємо тривалість виробничого циклу виготовлення виробів при використанні послідовного, паралельного та паралельно-послідовного виду руху предметів праці.
Вихідні дані:
| Найменування показника |
Значення показника |
| Загальний розмір оброблення однієї партії виробів, од. |
15 |
| Кількість транспортних партій |
5 |
| Розмір транспортної партії, од. |
3 |
| Кількість робочих місць: |
|
| 1 операція |
1 |
| 2 операція |
1 |
| 3 операція |
1 |
| 4 операція |
2 |
| 5 операція |
1 |
| 6 операція |
1 |
| Норми часу на виконання операцій, хв. |
|
| 1 операція |
3 |
| 2 операція |
6 |
| 3 операція |
2 |
| 4 операція |
12 |
| 5 операція |
3 |
| 6 операція |
8 |
Вирішення завдання:
1) Розрахуємо тривалість технологічного циклу при використанні послідовного виду руху предметів праці:
Тпосл = 15* 5[ 3/1+6/1+2/1+12/2+3/1+8/1] = 2100хв.
2) Побудуємо графік для послідовного виду руху:
| № опе- рації |
tі, хв. |
Сі, |
|
| 1 |
3 |
1 |
|
| 2 |
6 |
1 |
|
| 3 |
2 |
1 |
|
| 4 |
12 |
2 |
|
| 5 |
3 |
1 |
|
| 6 |
8 |
1 |
|
3) Розрахуємо тривалість технологічного циклу при використанні паралельного виду руху предметів праці:
Тпар = [75-15] * 8 + 15 [3 + 6 + 2 + 6 + 3 + 8] = 900хв.
4) Побудуємо графік для паралельного виду руху:
| № опе- рації |
tі, хв. |
Сі, |
|
| 1 |
3 |
1 |
|
| 2 |
6 |
1 |
|
| 3 |
2 |
1 |
|
| 4 |
12 |
2 |
|
| 5 |
3 |
1 |
|
| 6 |
8 |
1 |
|
5) Розрахуємо тривалість технологічного циклу при використанні паралельно-послідовного виду руху предметів праці:
Тпар.посл = 2100 - [75 - 15] * [ 3/1+2/1+2/1+3/1+3/1] = 1320хв.
6) Побудуємо графік для паралельно-послідовного виду руху:
| № опе- рації |
tі, хв. |
Сі, |
|
| 1 |
3 |
1 |
|
| 2 |
6 |
1 |
|
| 3 |
2 |
1 |
|
| 4 |
12 |
2 |
|
| 5 |
3 |
1 |
|
| 6 |
8 |
1 |
|
Завдання №2
На підставі вихідних даних розрахуйте основні параметри безперервно потокової лінії виготовлення виробу з робочим конвеєром, а саме:
- такт потокової лінії;
- чисельність робочих місць (розрахункову, прийняту);
- коефіцієнти завантаження робочих місць;
- швидкість руху конвеєру;
- робочі зони для виконання кожної операції;
- довжину робочої ділянки і замкнутої стрічки конвеєра;
- тривалість технологічного циклу виготовлення одного виробу на потоковій лінії;
- технологічний, транспортний та резервний запас виробів
Вихідні дані:
| Найменування показника |
Значення показника |
| Виробниче завдання за зміну, од. |
300 |
| Крок конвеєра, м. |
1,1 |
| Регламентовані перерви за щміну, хв. |
35 |
| Кількість змін |
2 |
| Тривалість зміни, хв. |
480 |
| Радіус натягувального барабана, м. |
0,55 |
| Норми часу на виконання операцій, хв. |
|
| 1 операція |
6,0 |
| 2 операція |
2,3 |
| 3 операція |
7,0 |
| 4 операція |
2,5 |
| 5 операція |
3,5 |
| 6 операція |
4,0 |
Вирішення завдання:
1) Визначаємо такт роботи лінії:
r = (480-35)*2 / 300*2 = 890 / 600 = 1,48 ≈ 1,5 хв/од.
2) Розраховуємо кількість робочих місць та рівень їх завантаження
№ Розрахункова к-сть Прийнята к-сть Коефіцієнт
операції робочих місць робочих місць завантаження
1 Ср = 6,0 /1,5 = 4 Спр = 4 Кз = 4 /4 = 1
2 Ср = 2,3 /1,5 = 1,5 Спр = 2 Кз = 1,5 /2 = 0,75
3 Ср = 7,0 /1,5 = 4,7 Спр = 5 Кз = 4,7 /5 = 0,94
4 Ср = 2,5/1,5 = 1,7 Спр = 2 Кз = 1,7 /2 = 0,85
5 Ср = 3,5 /1,5 = 2,3 Спр = 3 Кз = 2,3 /3 = 0,77
6 Ср = 4,0 /1,5 = 2,7 Спр = 3 Кз = 2,7 /3 = 0,9
3) Розрахуємо швидкість руху конвеєра:
Vк = 1,1 /1,5 = 0,73 м/хв.
4) Визначимо робочі зони кожної операції:
№ операції Робоча зона операції
1 L1 = 1,1*4 = 4,4
2 L2 = 1,1*2 = 2,2
3 L3 = 1,1*5 = 5,5
4 L4 = 1,1*2 = 2,2
5 L5 = 1,1*3 = 3,3
6 L6 = 1,1*3 = 3,3
5) Визначимо довжину робочої ділянки конвеєра:
Lр = 4,4+2,2+5,5+2,2+3,3+3,3 = 20,9 м
6) Визначаємо довжину замкнутої стрічки конвеєра:
Lз.с. = 2*20,9+2*3,14*0,55 = 45,25 м
7) Визначаємо тривалість технологічного циклу:
Тц = 1,5*(4,4+2,2+5,5+2,2+3,3+3,3) = 31,35 хв.
8) Визначаємо розмір запасів:
технологічний Zт = 4+2+5+2+3+3 = 19 од.
транспортний Zтт = 19-1 = 18 од.
резервний Zр = 0,04*300 = 12 од.
загальний Z = 19+23+12 = 54 од.
Завдання №3
На підставі вихідних даних розрахуйте основні параметри однопредметної прямоточної лінії виготовлення виробу, а саме:
- такт потокової лінії;
- чисельність робочих місць (розрахункову, прийняту);
- коефіцієнти завантаження робочих місць;
- чисельність робочих;
- регламент роботи лінії;
- межопераційні запаси;
- графік змінювання межопераційних запасів;
Вихідні дані:
| Найменування показника |
Значення показника |
| Виробниче завдання за зміну, од. |
130 |
| Тривалість зміни, хв. |
480 |
| Норми часу на виконання операцій, хв. |
|
| 1 операція |
7,0 |
| 2 операція |
8,0 |
| 3 операція |
2,3 |
| 4 операція |
9,0 |
| 5 операція |
3,5 |
| 6 операція |
4,0 |
Вирішення завдання:
1) Визначаємо такт роботи лінії:
r = 480 / 130 = 3,7 хв/од.
2) Розраховуємо кількість робочих місць та рівень їх завантаження:
№ Розрахункова к-сть Прийнята к-сть Коефіцієнт
операції робочих місць робочих місць завантаження
1 Ср = 7,0 /3,7 = 1,9 Спр = 2 Кз = 1,9 /2 = 0,95
2 Ср = 8,0 /3,7 = 2,2 Спр = 3 Кз = 2,2 /3 = 0,73
3 Ср = 2,3 /3,7 = 0,6 Спр = 1 Кз = 0,60 /1 = 0,60
4 Ср = 9,0 /3,7 = 2,4 Спр = 3 Кз = 2,4 /3 = 0,80
5 Ср = 3,5 /3,7 = 0,95 Спр = 1 Кз = 0,95 /1 = 0,95
6 Ср = 4,0 /3,7 = 1,1 Спр = 2 Кз = 1,1 /2 = 0,55
3) Розробляємо регламент роботи лінії:
| № операції |
tі хв. |
Срі |
Спрі |
Кзі |
№ робочого місця |
№ робітника |
Завантаження робітника % |
0 60 120 180 240 |
| 1 |
7,0 |
1,9 |
2 |
0,95 |
1 2 |
А Б |
|
|
| 2 |
8,0 |
2,2 |
3 |
0,73 |
3 4 5 |
В Г Д |
|
|
| 3 |
2,3 |
0,6 |
1 |
0,60 |
6 |
Е |
|
|
| 4 |
9,0 |
2,4 |
3 |
0,80 |
7 8 9 |
Ж З Д |
40 |
|
| 5 |
3,5 |
0,95 |
1 |
0,95 |
10 |
И |
|
|
| 6 |
4,0 |
1,1 |
2 |
0,55 |
11 12 |
К Е |
10 |
|
| Разом |
12 |
10 |
||||||
4) Розрахуемо міжопераційні запаси:
ΔZ¢ 1-2 = 0,2*240*2 / 7,0 – 0,2*240*3 / 8,0 = -4,3 (-4)
ΔZ¢ 1-2 = 0,7*240*2 / 7,0 – 0,7*240*2 / 8,0 = 6 (6)
ΔZ¢ 1-2 = 0,1*240*1 / 7,0 – 0,1*240*2 / 8,0 = -2,57 (-2)
ΔZ¢ 2-3 = 0,2*240*3 / 8,0 – 0,2*240*1 / 2,3 = -2,87 (-3)
ΔZ¢ 2-3 = 0,42*240*2 / 8,0 – 0,42*240*1 / 2,3 = -18,67 (-19)
ΔZ¢ 2-3 = 0,38*240*2 / 8,0 – 0 = 22,8 (+22)
ΔZ¢ 3-4 = 0,2*240*1 / 2,3 – 0,2*240*2 / 9,0 = 10,2 (+11)
ΔZ¢ 3-4 = 0,4*240*1 / 2,3 – 0,4*240*3 / 9,0 = 9,74 (+10)
ΔZ¢ 3-4 = 0 – 0,4*240*2 , 9,0 = -21,33 (-21)
ΔZ¢ 4-5 = 0,2*240*2 / 9,0 – 0,2*240*1 / 3,5 = -3,04 (-3)
ΔZ¢ 4-5 = 0,4*240*3 / 0,4*240*1 / 3,5 = 4,57 (+5)
ΔZ¢ 4-5 = 0,4*240*2 / 9,0 – 0,35*240*1 / 3,5 = -2,67 (-2)
ΔZ¢ 5-6 = 0,6*240*1 / 3,5 – 0,6*240*1 / 4 = 5,14 (+5)
ΔZ¢ 5-6 = 0,1*240*1 / 3,5 – 0,1*240*2 / 4 = 5,14 (-6)
ΔZ¢ 5-6 = 0,25*240*1 / 3,5 – 0,3*240*1 / 4 = 0,86 (+1)
5) Побудуємо графіки змінювання межопераційних запасів:
![]()
![]()
![]()
![]() 0 60 120 180 240
0 60 120 180 240
|
|
|
-4 -2 |
|
|
|
-19 |
|
|
|
|
|
|
|
-3 -2 |
|
|
|
1 +5 -6 1 |
|
|
Завдання №4
На підставі вихідних даних розрахуйте основні параметри багатопредметної змінно-потокової лінії виготовлення виробу, а саме:
- тривалість роботи лінії по виготовленню кожного виду виробу;
- витрати часа на переналадку;
- приватні такти роботи лінії по виготовленню кожного виду виробу використовуючи наступні методи:
а) розподілення дійсного фонду роботи лінії пропорційно трудомісткості програмних завдань;
б) розрахунок через незмінну кількість робочих місць на лінії та трудомісткість обробки;
в) розрахунок шляхом преведення програми до умовного об єкту.
Побудуйте календарний графік роботи лінії.
| Найменування показника |
Значення показника |
| Місячна виробнича програма, од. |
|
| виріб А |
8000 |
| виріб Б |
8050 |
| виріб В |
4010 |
| Трудомісткість виробів, хв. |
|
| виріб А |
2,3 |
| виріб Б |
3,5 |
| виріб В |
4,0 |
| Кількість робочих діб за місяць |
23 |
| Кількість змін |
2 |
| Тривалість зміни, хв. |
480 / 8год. |
| Витрати часу на переналадку лінії, % |
7,0 |
Вирішення завдання:
1 спосіб
1) Визначаємо тривалість роботи лінії по виготовленню кожногго виду виробів:
ФА = 23*2*8 (1-0,07) *8000*2,3 / 8000*2,3+8050*3,5+4010*4 = =100,57год. = 6,3 діб
ФБ = 23*2*8 (1-0,07) *8050*3,5 / 8000*2,3+8050*3,5+4010*4 = =154год. = 9,6 діб
ФВ = 23*2*8 (1-0,07) *4010*4 / 8000*2,3+8050*3,5+4010*4 =
=87,67год. = 5,48 діб
2) Визначимо витрати часу на переналадку лінії:
Фвт = 23*2*8*0,07 = 25,76 год = 1 доба
3) Будуємо графік роботи лінії:
4)
| Вироби |
Робочі дні |
||||||||||||||
| 2 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
|
| А |
|
|
|
||||||||||||
| Б |
|
|
|
|
|||||||||||
| В |
|
|
23,38 |
||||||||||||
5) Визначаємо пиватні такти роботи лінії:
А = 100,57*60 / 8000 = 0,75 хв.
Б = 154*60 / 8050 = 1,15 хв.
В = 87,67*60 / 4010 = 1,31 хв.
2 спосіб
Через незмінну кількість робочих місць на лінії та трудомісткість обробки:
С = 8000*2,3+8050*3,5+4010*4 / 23*8*2*0,93*60 = 3,0492
А = 2,3 / 3,0492 = 0,75
Б = 3,5 / 3,0492 = 1,15
В = 4,0 / 3,0492 = 1,31
3 спосіб
Шляхом приведення програми до умовного об єкту:
За умовний об єкт приймаємо виріб А.
КпрА = 2,3 / 2,3 = 1
КпрБ = 3,5 / 2,3 = 1,52 ≈ 1,5
КпрВ = 4,0 / 2,3 = 1,74 ≈ 1,7
NппА = 8000*2,3 = 18400
NппБ = 8050*3,5 = 28175
NппВ = 4010*4,0 = 16040
7% = 1-0,07 = 0,93
23*2*8*0.93 = 342,24
rум = 342,24*60 / 18400+28175+16040 = 0,328
rА= 0,328*2,3 = 0,75
rБ= 0,328*3,5 = 1,15
rВ= 0,328*4,0 = 3,1
Завдання №5
На підставі вихідних даних розрахуйте виробничу потужність підрозділу та показники рівня її використання, а саме:
- плановий та фактичний коефіцієнт екстенсивного рівня використання виробничої потужності;
- плановий та фактичний коефіцієнт інтенсивного рівня використання виробничої потужності;
- плановий та фактичний інтегральний коефіцієнт використання виробничої потужності4
- резерв використання виробничої потужності (запланований і фактичний).
Кількість встановленого обладнання по відділенням відповідно 3,2 та 4 одиниці; відсоток виконання планового обсягу виробництва продукції по відділенням відповідно 100,5%, 84,2% та 95,1%.
Вихідні дані:
| Кількість одиниць встановленого обладнання |
Нормативна продуктивність одиниці обладнання т/год |
Простої устаткування, % |
Фактичне виконання запланованого обсягу виробнийтва, % |
||
| нормативні |
фактичні |
||||
| Відділення №1 |
3 |
14,30 |
7,5 |
7,3 |
100,5 |
| Відділення №2 |
2 |
13,36 |
3,1 |
2,9 |
84,2 |
| Відділення №3 |
4 |
16,70 |
4,2 |
4,0 |
95,1 |
Вирішення завдання:
1) Визначимо ефективний фонд часу роботи устаткування по відділенням:
Відділення №1 Теф = 8760*0,925 = 8103 год.
Відділення №2 Теф = 8760*0,969 = 8488 год.
Відділення №3 Теф = 8760*0,958 = 8392 год.
2) Визначимо фактичний фонд часу роботи устаткування по відділенням:
Відділення №1 Теф = 8760*0,925 = 8103 год.
Відділення №2 Теф = 8760*0,971 = 8505 год.
Відділення №3 Теф = 8760*0,960 = 8409 год.
3) Визначимо виробничу потужність по відділенням:
Відділення №1 М1 = 8103*14,30*3 = 347619 т.
Відділення №2 М2 = 8488*13,36*2 = 226799 т.
Відділення №3 М3 = 8392*16,70*4 = 560586 т.
Виробничу потужність цеху визначаємо по «вузькому місцю». «Вузьким місцем» є друге відділення – 226799 т.
4) Заплануємо випуск продукції по відділенням:
Відділення №1 ВП1 = 220000 т.
Відділення №2 ВП2 = 220000 т.
Відділення №3 ВП3 = 220000 т.
![]() Випуск продукції, т.
Випуск продукції, т.
![]()
![]()
![]()
![]()
![]()
![]() 560586
560586
![]()
![]()
![]()
![]()
![]()
![]()
![]() 347619 Виробнича
347619 Виробнича
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 226799 потужність
226799 потужність
![]() Відділення
Відділення
Відділення №1 Відділення №2 Відділення №3
5) Визначимо фактичний випуск продукції по відділенням:
Відділення №1 ВФ1 = 220000*1,005 = 221100 т.
Відділення №2 ВФ2 = 220000*0,842 = 185240 т.
Відділення №3 ВФ3 = 220000*0,85 = 209000 т.
6) Визначимо фактичну середньочасову продуктивність одиниці обладнання по відділенням:
Відділення №1 g1 = 221100 / 3*8120 = 9,08 т/год.
Відділення №2 g 2 = 221100 / 2*8505 = 10,89 т/год.
Відділення №3 g 3 = 221100 / 4*8409 = 560586 т/год.
7) Розрахуємо коефіцієнт екстенсивного завантаження устаткування:
Відділення №1 Ке1 = 3*8120 / 3*8103 = 1,002
Відділення №2 Ке 2 = 2*8505 / 2*8488 = 1,002
Відділення №3 Ке 3 = 4*8409 / 4*8392 = 1,002
8) Розрахуємо коефіцієнт інтенсивного завантаження устаткування:
Відділення №1 Кі1 = 9,08 / 14,30 = 0,6350
Відділення №2 Кі 2 = 10,98 / 13,36 = 0,8219
Відділення №3 Кі 3 = 6,21 / 16,70 = 0,3719
9) Розрахуємо інтегральний коефіцієнт завантаження устаткування:
Відділення №1 Кінт1 = 1,002*0,6350 = 0,6363
Відділення №2 Кінт 2 = 1,002*0,8219 = 0,8235
Відділення №3 Кінт 3 = 1,002*0,3719 = 0,3726
10) Визначимо наявні резерви використання виробничої потужності:
Відділення №1 R1 = 1-0,6363 = 0,3637
Відділення №2 R 2 = 1-0,8235 = 0,1765
Відділення №3 R 3 = 1-0,3726 = 0,6274
Висновок
Отже, як бачимо, на всіх стадіях організації технічної підготовки виробництва необхідно проводити економічну оцінку доцільності розроблення і впровадження нового продукту за різними критеріями і різними методиками. Зазначимо, що ця робота проводиться комплексно і системно. Визначення величини ефекту вимагає також маркетингових досліджень, визначення потреби у фінансових та інших видах ресурсів. Це дає змогу обрати оптимальні варіанти рішень з урахуванням реальних можливостей для впровадження нового продукту.
Економічні розрахунки, які супроваджуються створенням нової конструкції чи технології, мають бути комплексними і охоплювати як експлуатаційні, так і виробничо-технологічні показники.
Ще на етапі технічного завдання і ексклюзивного проектування, коли встановлюють тип і основні параметри нового виробу, насамперед треба виявити і зафіксувати його експлуатаційні переваги (краща якість, більша продуктивність, меньша енергомісткість, матеріаломісткість, вища надійність тощо).
Серед економічних розрахунків головними є обгрунтування експлуатаційної ефективності виробу. При цьому необхідно співставляти нову конструкцію виробу із кращими аналогами на ринку. За наявнсті декількох варіантів нової конструкції необхідно вибирати ефективніший.
Список використаної літератури:
1. Васильков В.П. Організація виробництва: Навчальний посібник. – К.: КНЄУ. 2003.
2. Ю.А. Єгупов. Організація виробництва на промисловому підприємстві, К. – 2006.
3. Організація виробництва: Навчальний посібник для вищих навчальних закладів. В.О. Онищенко, О.В. Редкін, А.С. Старовірець, В.Я. Черганова. – К.: Лібра, 2003.
4. Петрович Т.М., Захарчин Г.М., Теребух А.А. Організація підприємництва в Україні. Навчальний посібник. – Львів: Оскарт, 2000
5. Петрович Т.М., Захарчин Г.М. Організація виробництва: пілручник– Львів: «Магнолія плюс», 2005.
6. Курочкін А.С. Організація виробництва: Навчальний посібник. – К: МАУП, 2001
7. Должанський І.З., Загорна Т.О.. Удалих О.О. Управління потенціалом підприємства. Навчальний посібник. – К.: Центр навчальної літератури, 2006.
8. З.О. Маків, І.М. Луцький Економіка підприємства: Навчальний посібник. – К.: Знання, 2004
9. Ратхутдинов Р.А. Организация производства. Краткий курс: Учебник. – М.: ИНФРА-М, 2001
10. Организация производства: Учебник для вузов О.Г. Туровец, В.Н. Попов и др. 2-е изд. – М.: Экономика и финансі, 2002
11.Економіка підприемства під редакцією О.Й. Волкова; М. : Інфра-М, 1998
12. Файнгольд М.Л., Кузнецов Д.В. Принціпі расчета производственной мощности и загрузки оборудования. ВГПУ, 2002
13. Закон України « Про підприємництво» - 1997
14. Фатхутдинов Р.А.. Сивакова Л.А. Организация производства. Практикум. – М: ИНФРА- М, 2001
15. Равенко Н.Г.. Козуб В.Н. организация производства на промішленніх предприятиях: Учебное пособие. – Днепродзержинск: ДДТУ, 1998