| Скачать .docx | Скачать .pdf |
Реферат: Технологические основы машиностроения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ВОСТОЧНОУКРАИНСКИЙ НАЦИОНАЛЬНЫЙ УНИВЕРСИТЕТ
ИМЕНИ ВЛАДИМИРА ДАЛЯ
ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (г. Северодонецк)
ТЕКСТ ЛЕКЦИЙ по дисциплине
"ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ МАШИНОСТРОЕНИЯ"
для студентов специальности "Оборудование химических предприятий и производств строительных материалов" (в 2-х частях)
Часть 1
Северодонецк 2008
Текст лекций по дисциплине "Технологические основы машиностроения" для студентов специальности "Оборудование химических предприятий и производств строительных материалов" (в 2-х частях). Часть 1 / Сост. И.М. Генкина. – Северодонецк, ТИ, 2008 – 130 с.
Составитель: И.М. Генкина, ст. преподаватель
Ответственный за выпуск А.И. Барвин
УТВЕРЖДЕНО
на заседании кафедры оборудования химических производств, протокол № 7 от 19 марта 2009 г.
СОДЕРЖАНИЕ
I. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
II. Текст лекций . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Лекция 1. Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Лекция 2. Основы проектирования технологических процессов
обработки деталей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 Лекция 3. Основы базирования . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Лекция 4. Точность обработки деталей . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Лекция 5. Качество поверхностей деталей машин . . . . . . . . . . . . . . . . . 24
Лекция 6. Выбор заготовок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Лекция 7. Определение припусков на механическую обработку . . . . . 33
Лекция 8. Расчет размерных цепей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Лекция 9. Методы обработки основных поверхностей. Технологиче-
ские основы типизации методов обработки . . . . . . . . . . . . . . . . . . . . . . . 46
Лекция 10. Обработка наружных цилиндрических поверхностей . . . . 52
Лекция 11. Обработка внутренних цилиндрических поверхностей
(отверстий) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Лекция 12. Методы обработки плоских поверхностей . . . . . . . . . . . . . . 91
Лекция 13. Методы обработки резьбовых поверхностей . . . . . . . . . . . . 106
Лекция 14. Обработка зубчатых поверхностей . . . . . . . . . . . . . . . . . . . . 116
Лекция 15. Обработка шлицевых поверхностей и шпоночных пазов . . 123
Литература 130
I. ОБЩИЕ СВЕДЕНИЯ
Дисциплина "Технологические основы машиностроения" изучается студентами дневной и заочной формы обучения специальности 7.090220 "Оборудование химических предприятий и производств строительных материалов" в 7 и 8 семестрах.
Часть 1 изучается студентами дневной и заочной формы обучения в 7 семестре.
Объем лекций в 7 семестре в соответствии с рабочим учебным планом приведен в таблице 1.
Таблица 1
| Форма обучения |
Курс |
Семестр |
Общий объем дисциплины, час. |
Объем лекций, час. |
| Дневная |
4 |
7 |
144 |
42 |
| Заочная |
144 |
6 |
II. ТЕКСТ ЛЕКЦИЙ
Лекция 1. ВВЕДЕНИЕ
Рассматриваемые вопросы: Задачи курса, его предмет и содержание. Основные понятия. Изделие и его элементы. Технологический процесс и его структура.
1.1. Задачи курса, его предмет и содержание. Основные понятия.
Процесс создания любого оборудования разделяют на два этапа: проектирование и изготовление. Первый этап завершается разработкой конструкции оборудования и представлением ее в чертежах, второй – реализацией разработанной конструкции с помощью технологического процесса, т.е. изготовлением оборудования.
Любое оборудование является сложной системой. Технология машиностроения изучает связи и закономерности в производственных процессах изготовления оборудования.
Под производственным процессом понимают совокупность всех этапов, которые проходят исходные продукты на пути их превращения в готовое оборудование. Этапы производственного процесса, на протяжении которых происходит качественное изменение объекта производства, называют технологическими процессами.
В зависимости от содержания, различают технологические процессы получения заготовок, изготовления деталей, сборки отдельных частей и оборудования в целом и др.
В курсе « Технологические основы машиностроения» (ТОМ) изучаются процессы механической обработки деталей машин и аппаратов, их сборки, вопросы выбора заготовок и методы их изготовления.
В курсе ТОМ рассматриваются вопросы взаимодействия станка, приспособления, режущего инструмента и обрабатываемой детали. Основным вопросом является построение наиболее рациональных технологических процессов обработки деталей или сборки изделий.
Возможность построения рационального технологического процесса обработки или сборки должна быть предусмотрена при проектировании детали или узла. Конструктор должен представлять процесс изготовления проектируемого изделия и стремиться к обеспечению технологичности как отдельных деталей, так и всего изделия в целом.
Под технологичностью конструкции понимаются свойства конструкции, определяющие ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте. Другими словами, технологичная конструкция обеспечивает изготовление, ремонт и эксплуатацию изделия наиболее экономичными методами. Чем технологичней изделие, тем меньше трудоемкость и себестоимость его изготовления, тем удобней его ремонт и эксплуатация.
1.2. Изделие и его элементы
Изделием в машиностроении называют любой предмет производства, изготовляемый на предприятии. Изделием может быть сложная машина, ее элемент в сборе (сборочная единица) и отдельная деталь.
Деталь - это изделие, изготовленное из однородного материала без применения сборочных операций. Характерный признак детали - отсутствие разъемных и неразъемных соединений.
Сборочная единица - это изделие, составные части которого подлежат соединению (резьбовыми соединениями, сваркой, пайкой, склеиванием, крепежными изделиями, по посадкам и т.д.). Сборочная единица может состоять из отдельных деталей, может включать в себя более мелкие сборочные единицы.
Примером детали может быть зубчатое колесо, изготовленное из цельной заготовки (отливки или штамповки), но это же зубчатое колесо может быть сборочной единицей из нескольких деталей (ступицы, диска и венца), сваренных между собой.
1.3. Технологический процесс и его структура
На технологический процесс обработки или сборки разрабатывается технологическая документация. Правила по порядку разработки, оформления и комплектации технологической документации, применяемой при изготовлении и ремонте изделий, установлены комплексом государственных стандартов - ЕСТД (Единой Системой Технологической Документации).
Структура технологического процесса и названия его составных частей регламентируются ГОСТ 3.1109-82 «Термины и определения основных понятий».
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению состояния предмета труда. Под производственным процессом понимают совокупность отдельных процессов, осуществляемых для получения готового изделия.
Технологический процесс обработки детали заключается в последовательном изменении формы, размеров, свойств материала заготовки с целью получения детали и представляет собой план обработки детали с указанием, какие поверхности надо обработать, в каком порядке и какими способами.
Технологический процесс состоит из технологических операций.
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте. Технологическая операция охватывает все последовательные действия рабочего и станка над деталью до перехода к обработке следующей детали.
Диапазон работ, входящих в состав операции, может быть очень широким. Например, операцию может составлять обработка всего лишь одного шпоночного паза вала на шпоночно-фрезерном станке. И в то же время обработка нескольких поверхностей сложной детали на многошпиндельном полуавтомате также будет являться операцией.
С тем чтобы иметь возможность представить структуру операции и учесть затраты времени на ее выполнение, потребовалось расчленение операции на отдельные части.
Элементами технологической операции являются установ, позиция и переход.
Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Обработка ступенчатого вала в центрах с одного конца, а затем, после переустановки вала в центрах, с другого конца, является одной операцией в два установа (рисунок 1.1). Обработка партии валов по аналогичной схеме является обработкой в две операции.

Рис.1.1. Обработка ступенчатого вала
Установленная и закрепленная заготовка может изменять свое положение на станке относительно его рабочих органов с помощью перемещающих или поворотных устройств, занимая новую позицию.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Примером обработки в две позиции может служить фрезерование детали на станке с поворотным устройством (рисунок 1.2).
Частью технологической операции является переход. Переходы могут быть технологические и вспомогательные.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технического оснащения при постоянных режимах и установке. Технологический переход характеризуется постоянством инструмента, поверхности и режима. Например, последовательное точение поверхностей ступенчатого вала составляет два перехода, а выполнение этой операции двумя резцами одновременно - один переход (рисунок
1.3).

1, 2 - обрабатываемые поверхности;
3 - заготовка;
4 - фреза;
5 - поворотная часть приспособления.
Рис. 1.2. Фрезерование на станке с поворотным устройством

Рис. 1.3. Одновременная обработка двумя резцами
Вспомогательный переход - законченная часть технологической операции, состоящая из действий человека или оборудования, которые не сопровождаются изменением свойств предмета, но необходимы для выполнения технологического перехода (закрепление и снятие заготовки, смена инструмента, подвод его к заготовке и т.п.).
Технологический переход разделяется на рабочие и вспомогательные ходы.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки.
Технологический переход может быть выполнен в результате удаления с поверхности одного или нескольких слоев материала, снимаемых один за другим одним и тем же инструментом. В первом случае говорят о переходе, выполняемом за один рабочий ход, во втором — за несколько рабочих ходов. Рабочий ход – это однократное относительное движение инструмента и заготовки, в результате которого с ее поверхности удаляется один слой материала. После выполнения каждого рабочего хода на заготовке образуется новая поверхность. Однако переход будет завершен лишь по осуществлении всех рабочих ходов, необходимых для достижения требуемого результата. Например, переход по обработке шейки вала шлифованием с продольной подачей осуществляется в результате выполнения нескольких рабочих ходов.
Рабочий ход часто называют проходом. Число рабочих ходов в одном технологическом переходе выбирают, исходя из оптимальных условий обработки, например, при съеме значительных слоев материала уменьшают глубину резания за счет нескольких проходов:
припуск на обработку Количество проходов = ---------------------------- . глубина резания
Вспомогательный ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимая для подготовки рабочего хода (возвращение суппорта в исходное положение).
Лекция 2. ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ
Рассматриваемые вопросы: Последовательность проектирования технологических процессов. Исходные данные для проектирования технологического процесса. Типы машиностроительных производств.
2.1. Последовательность проектирования технологических процессов
Общие правила разработки технологических процессов определены ГОСТ 14.301-83.
Разработка технологического процесса изготовления деталей должна включать следующие основные этапы:
– анализ исходных данных;
– определение типа производства;
– определение класса детали и выбор в качестве аналога действующего типового технологического процесса;
– выбор исходной заготовки и методов ее изготовления;
– выбор технологических баз;
– план обработки отдельных поверхностей;
– составление технологического маршрута обработки;
– разработка технологических операций;
– нормирование технологического процесса;
– определение техники безопасности;
– расчет экономической эффективности технологического процесса; – оформление технологической документации.
Выбор оптимального варианта технологического процесса, т.е. процесса, наиболее выгодного для данных конкретных условий, обеспечивающий наибольшую производительность при наименьшей себестоимости обработки, требует расчетов экономической эффективности и сравнения разных вариантов обработки.
2.2. Исходные данные для проектирования технологического процесса
Исходной информацией для проектирования технологического процесса служат рабочие чертежи деталей, сборочные чертежи и объем годового выпуска изделий.
Технологический процесс механической обработки проектируют на основе рабочего чертежа детали. В рабочих чертежах и технических требованиях содержатся сведения о точности, параметрах шероховатости и другие требования к изделию.
Для разработки технологического процесса обработки детали необходимо предварительно изучить ее конструкцию и функции, выполняемые в узле, механизме, машине, проанализировать технологичность конструкции и проконтролировать чертеж. Рабочий чертеж детали должен иметь все данные, необходимые для исчерпывающего и однозначного понимания конструкции и требований к детали при ее изготовлении и контроле, и соответствовать действующим стандартам.
Анализ технологичности проводят по двум признакам: с одной стороны, деталь должна быть технологична как объект изготовления; с другой стороны, должна обеспечивать технологичную и удобную сборку и демонтаж как составная часть сборочной единицы или изделия.
Контроль чертежа должен включать проверку соответствия точности размеров и параметров шероховатости, требований к взаимному расположению поверхностей, правильности простановки размеров и возможных ошибок конструктора.
Однако выбор оптимального варианта технологического процесса зависит в значительной степени от объема выпуска и производственных возможностей предприятия. При определении объема выпуска изделия необходимо учитывать процент запасных частей. Объем годового выпуска определяет тип производства.
2.2. Типы машиностроительных производств
Проектирование технологического процесса в значительной степени определяется типом производства.
Тип производства – классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Объем выпуска изделий – количество изделий определенного наименования, типоразмера и исполнения, изготовленных предприятием или его подразделением в течение планируемого интервала времени.
Различают следующие типы производства: единичное, серийное и массовое.
Одной из основных характеристик типа производства является коэффициент закрепления операций. Коэффициент закрепления операций – отношение числа всех различных технологических операций, выполненных в течение месяца, к числу рабочих мест. Коэффициент закрепления операций характеризует частоту смены технологических операций в среднем за смену, среднее время выполнения одной операции, производительность работы. Применяется для расчета численности рабочих, роста производительности труда, трудоемкости, производственной структуры, занятости обслуживаемого персонала.
Единичное - производство, характеризуемое малым объемом выпуска одинаковых изделий, повторное изготовление которых не предусматривается.
Единичное производство обычно имеет широкую номенклатуру изготовляемых изделий.
Единичное производство характерно для ремонтных цехов, опытных заводов и предприятий, выпускающих сложное, уникальное оборудование (турбостроение, судостроение). Применяются универсальные станки, приспособления и инструменты. Особенностью технологических процессов при единичном производстве является выполнение нескольких операций на одном станке, что требует переналадки станка. Поэтому основное технологическое время в общей структуре времени невелико. Рабочие должны иметь высокую квалификацию. Коэффициент закрепления операций для единичного производства имеет значения более 40.
Серийное - производство, характеризуемое изготовлением изделий периодически повторяемыми партиями (сериями).
Для серийного производства характерна ограниченная номенклатура изготовляемых изделий.
В зависимости от количества изделий в серии различают мелко-, средне- и крупносерийное производство. Такое подразделение является условным и зависит при одном и том же количестве изделий в серии от их сложности.
Коэффициент закрепления операций имеет значения:
– для мелкосерийного производства – свыше 20 до 40 включительно;
– для среднесерийного производства – свыше 10 до 20 включительно; – для крупносерийного производства – свыше 1 до 10 включительно.
Технологический процесс в серийном производстве преимущественно дифференцирован, т.е. технологические операции выполняются на разных станках. Применяются как универсальные, так и специализированные станки, приспособления и инструменты.
Серийное производство значительно экономичнее, чем единичное и является наиболее распространенным в машиностроении.
Массовое - производство, характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени.
Массовое производство характеризуется узкой номенклатурой изделий.
Коэффициент закрепления операций для массового производства принимают равным единице.
В массовом производстве на одном рабочем месте выполняется одна неизменно повторяющаяся операция. Используются специальное оборудование, станки - автоматы, полуавтоматы и автоматические линии, а также специальный режущий инструмент. Рабочая сила низкой квалификации при наличии высококвалифицированных настройщиков.
Себестоимость продукции при массовом производстве значительно ниже, чем при единичном и серийном, но оно требует больших первоначальных капитальных затрат.
Производственные процессы делят на два вида: поточные и непоточные.
Основными свойствами поточного производства являются его непрерывность и равномерность. Операции обработки закреплены за определенным оборудованием или рабочим местом, оборудование расположено в порядке выполнения операций. В поточном производстве заготовка по завершении первой операции без задержки передается на вторую операцию, далее – на третью и т.д., а изготовленная деталь сразу же подается на сборку.
При непоточном производстве детали могут пролеживать на рабочих местах и промежуточных складах. Сборку изделия начинают при наличии на складах полного комплекта деталей.
Поточный вид организации производства присущ массовому производству, непоточный – единичному и мелкосерийному производствам.
Из рассмотренного выше видно, что тип производства в значительной степени влияет на технологические процессы изготовления деталей и сборки изделий. При разной серийности для изготовления одной и той же детали выбираются разные заготовки, применяется разное оборудование, оснастка, меняется структура технологического процесса.
Лекция 3. ОСНОВЫ БАЗИРОВАНИЯ
Рассматриваемые вопросы: Поверхности и базы. Принцип постоянства баз. Принцип совмещения баз. Основные правила выбора баз.
3.1. Поверхности и базы
Базирование - придание заготовке требуемого положения в пространстве относительно станка и режущего инструмента.
Приложение сил к заготовке для обеспечения постоянства ее положения, достигнутого при базировании, называется закреплением.
Процесс базирования и закрепления заготовки называют установкой .
При установке деталей для обработки на станках различают следующие поверхности:
- обрабатываемые поверхности, с которых снимается слой металла;
- поверхности - базы, определяющие положение детали при обработке;
- поверхности, воспринимающие зажимные усилия;
- поверхности, от которых измеряют выдерживаемые размеры; - необрабатываемые поверхности.
База - поверхность, сочетание поверхностей, ось или точка, принадлежащие заготовке и используемые для базирования.
Различают базы технологические , сборочные , конструктивные .
По ГОСТ 3.1109 - 82 технологической базой называется поверхность, сочетание поверхностей, ось или точка, используемая для определения положения заготовки в процессе изготовления.
Технологические базы разделяются на установочные и измерительные .
Установочной базой называют поверхности заготовки, которыми она устанавливается для обработки в определенном положении относительно станка и режущего инструмента.
Установочными базами могут быть плоские поверхности, наружные и внутренние цилиндрические поверхности, конические поверхности, поверхности центровых отверстий.
В качестве установочных баз могут использоваться обработанные и необработанные поверхности. Необработанные поверхности называются черновыми базами и используются только на начальных операциях обработки. Обработанные поверхности называют чистовыми базами и используют в качестве баз для последующих операций.
Установочные базы могут быть основными и вспомогательными.
Основной установочной базой называется поверхность детали, которая служит для установки детали при обработке и сопрягается с другой деталью при сборке.
Примером основной установочной базы может служить посадочное отверстие зубчатого колеса. При обработке колесо базируется отверстием на оправке, благодаря чему обеспечивается совпадение осей посадочного отверстия и делительной окружности зубьев. При сборке поверхность отверстия сопрягается с поверхностью вала. Совпадение установочных баз зубчатого колеса при обработке и сборке обеспечивает правильную работу его в собранном узле.
Вспомогательной установочной базой называют поверхность детали, которая служит только для установки ее при обработке.
Примером вспомогательной установочной базы являются центровые отверстия валов.
Измерительная база - поверхность, от которой при измерении производится отсчет размеров.
Сборочная база - поверхность, которая определяет положение данной детали относительно других деталей в узле или изделии.
Конструктивная база - совокупность поверхностей, линий, точек, от которых задаются размеры и положение других деталей при разработке конструкций.
Исходными данными для выбора баз являются: чертеж детали со всеми необходимыми требованиями, вид и точность заготовки, условия расположения и работы детали в машине.
При выборе технологических баз следует руководствоваться принципами постоянства базы и совмещения баз.
3.2. Принцип постоянства базы
Наибольшая точность обработки достигается при обработке детали с одной установки. Однако это не всегда возможно. Для достижения наибольшей точности необходимо все дальнейшие установки детали производить по той же базе. Каждая перемена базы увеличивает погрешность установки детали.
Принцип постоянства базы : для выполнения всех операций обработки детали следует использовать одну и ту же установочную базу.
Для выполнения этого принципа часто создают базы, не имеющие конструкторского назначения, например, центровые отверстия у валов.
3.3. Принцип совмещения баз
Для достижения наибольшей точности обработки необходимо стремиться использовать одну и ту же поверхность в качестве различных баз.
Целесообразно в качестве измерительной базы использовать установочную базу, если это возможно. Еще более высокой точности обработки можно достигнуть, если совместить установочную, измерительную и сборочную базы.
Принцип совмещения баз : сборочная база является одновременно установочной и измерительной.
Решение вопроса о возможности использования установочной базы в качестве измерительной зависит от того, какой размер детали должен быть точно выдержан и от какой поверхности при измерении может быть произведен отсчет размера.
На рисунке 3.1а точно выдерживается размер х, и отсчет этого размера производится от поверхности А-А , которая в данном случае является одновременно измерительной и установочной базой.

Рис.3.1. Установочная и измерительная базы
На рисунке 3.1б точно выдерживается размер у, и отсчет его производится от поверхности В-В , которая в этом случае является измерительной базой; установочной базой по-прежнему является поверхность А-А . В последнем случае точность размера у будет зависеть от точности размера, который связывает установочную и измерительную базы.
3.4. Основные правила выбора баз
1. Следует использовать принцип совмещения баз (при совмещении измерительной и установочной баз погрешность базирования равна нулю).
2. Следует соблюдать принцип постоянства базы, т.е. на всех основных операциях использовать в качестве технологических баз одни и те же поверхности.
3. Когда постоянство установочных баз обеспечить невозможно, в качестве новой базы принимают поверхности наиболее чисто и точно обработанные.
4. Если у заготовки есть необрабатываемые поверхности, установив по которым, можно с одной установки полностью обработать деталь, то их следует принимать за установочные базы.
5. За установочные базы следует принимать такие поверхности, которые не допускали бы деформации детали от сил закрепления и резания.
6. Базы должны обеспечивать хорошую устойчивость и надежность установки заготовки.
Лекция 4. ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ
Рассматриваемые вопросы: Понятие точности. Факторы, влияющие на точность обработки на металлорежущих станках. Связь погрешности обработки и допуска на размер.
4.1. Понятие точности
Точность - основная характеристика деталей и машин. Под точностью в машиностроении понимается степень соответствия производимых изделий заранее установленному прототипу или образцу. В качестве образца принимается деталь, заданная чертежом.
Точность детали, полученной в результате механической обработки, определяется:
- отклонениями действительных размеров детали от требуемых;
- отклонениями от геометрической формы детали или ее элементов (отклонения от прямолинейности, плоскостности, круглости, цилиндричности и пр.);
- отклонениями поверхностей и осей детали от точного взаимного расположения (отклонения от параллельности, перпендикулярности, соосности, симметричности и пр.);
- шероховатостью поверхности.
Отклонения значений параметров реальной детали от детали, заданной чертежом, характеризует величину погрешности.
4.2. Факторы, влияющие на точность обработки на металлорежущих станках
Общая погрешность выполняемого размера складывается из нескольких составляющих. На точность обработки на металлорежущих станках влияют:
- неточность станка ст ;
- ![]() погрешность установки уст
;
погрешность установки уст
;
- ![]() неточность инструмента и его износ ин
;
неточность инструмента и его износ ин
;
- неточность установки инструмента настр ;
- деформации деталей во время обработки, вызванные силами резания и закрепления ![]() ;
;
- ![]() тепловые деформации t
;
тепловые деформации t
;
- деформации, вызванные внутренними напряжениями в материале детали ![]() ;
;
- ![]() погрешность измерения изм
; - ошибка исполнителя исп
.
погрешность измерения изм
; - ошибка исполнителя исп
.
Рассмотрим подробнее каждую из перечисленных погрешностей, определим причины ее возникновения и степень влияния на окончательную точность детали.
Неточность станков
Точность станка в ненагруженном состоянии (геометрическая точность станка) зависит главным образом от точности изготовления деталей станка и точности их сборки. Нормы точности станка всегда выше норм точности деталей, получаемых на этом станке. Нормы точности и методы проверки точности станков регламентируются стандартами. Вследствие износа в процессе эксплуатации точность станка изменяется. Появляются такие отклонения как биение шпинделя (износ подшипников), непрямолинейность направляющих, по которым перемещается каретка суппорта, смещение центров передней и задней бабки, повышенные вибрации и т.п. Это приводит к несоосности поверхностей, смещению осей, искажению геометрической формы, ухудшению параметров шероховатости поверхностей детали.
Погрешность установки
При установке детали на станке еѐ фактическое положение отличается от требуемого. Отклонение положения установленной заготовки от требуемого называется погрешностью установки. ![]() f
, (4.1)
f
, (4.1)
![]() где баз
– погрешность базирования; закр
– погрешность закрепления; пр
– погрешность приспособления.
где баз
– погрешность базирования; закр
– погрешность закрепления; пр
– погрешность приспособления.
Погрешность базирования
![]() баз
возникает при несовпадении измерительной и установочной баз заготовки. При совпадении измерительной и установочной баз погрешность базирования равна нулю. Так, на рисунке 4.1 погрешность базирования размера L
равна нулю, так как измерительная и установочная базы совпадают:
баз
возникает при несовпадении измерительной и установочной баз заготовки. При совпадении измерительной и установочной баз погрешность базирования равна нулю. Так, на рисунке 4.1 погрешность базирования размера L
равна нулю, так как измерительная и установочная базы совпадают: ![]() баз L
= 0. Погрешность базирования размера К
равна допуску на размер, связывающий измерительную и установочную базы:
баз L
= 0. Погрешность базирования размера К
равна допуску на размер, связывающий измерительную и установочную базы: ![]() баз K
= δ .
баз K
= δ .

Рис. 4.1. Схема установки детали на плоскую поверхность
При несовпадении измерительной и установочной баз погрешность базирования определяют путем расчета, исходя из геометрических элементов схемы установки (рисунок 4.2).
Погрешность базирования размера L при посадке детали на разжимную оправку без зазора
, (4.2)
![]() 2
2
![]() при посадке с зазором :
при посадке с зазором :
. (4.3)
![]() 2
2

Рис. 4.2. Схема установки детали на цилиндрическую оправку с зазором
Погрешность базирования для размеров, определяемых инструментом, равна нулю. К таким размерам относятся размеры, определяемые только размером инструмента: диаметром сверла, зенкера, развертки, шириной фрезы и т.п. Для размеров, определяющих взаимное положение поверхностей, обработанных с одной установки, погрешность базирования также равна нулю.
На погрешность базирования влияют погрешность формы и параметры шероховатости базовой поверхности, поэтому в качестве баз следует выбирать наиболее точно обработанные поверхности.
Погрешность закрепления вызвана смещение измерительной базы по направлению измеряемого размера под действием сил закрепления. На рисунке
![]() 4.1 погрешность закрепления размеров L
и K
закр К
0, закр L
0, так как измерительная база размеров перемещается под действием прижимной силы. Погрешность закрепления определяется в основном деформациями в месте контакта заготовки с установочными элементами. Контактные деформации зависят от величины прижимной силы Q
:
4.1 погрешность закрепления размеров L
и K
закр К
0, закр L
0, так как измерительная база размеров перемещается под действием прижимной силы. Погрешность закрепления определяется в основном деформациями в месте контакта заготовки с установочными элементами. Контактные деформации зависят от величины прижимной силы Q
:
![]() y C Q
n
, (4.4)
y C Q
n
, (4.4)
где С и n - коэффициенты, зависящие от вида контакта, материала, шероховатости поверхности.

Рис. 4.3. Зависимость контактных деформаций от прижимной силы
![]() Необходимо отличать погрешность установки от неправильной схемы установки. Сила закрепления должна надежно прижимать базовую поверхность заготовки к установочным элементам приспособления. Поворот или смещение заготовки при закреплении указывает на неправильную схему установки. Погрешность приспособления
пр
определяется:
Необходимо отличать погрешность установки от неправильной схемы установки. Сила закрепления должна надежно прижимать базовую поверхность заготовки к установочным элементам приспособления. Поворот или смещение заготовки при закреплении указывает на неправильную схему установки. Погрешность приспособления
пр
определяется:
- погрешностью изготовления и сборки самого приспособления;
- износом установочных элементов;
- погрешностью установки приспособления на станке.
Способы устранения или уменьшения этих погрешностей:
- при использовании одного приспособления его погрешность постоянна и ее можно учесть при настройке. При использовании нескольких приспособлений-дублеров их погрешность будет входить в погрешность установки;
- износ установочных элементов приспособлений периодически контролируется и при достижении предельно допустимой величины их заменяют. Для уменьшения износа установочные элементы выполняют из закаленной стали, хромируют или наплавляют твердым сплавом.
- погрешность установки самого приспособления на станке (перекосы, смещения) уменьшают путем установки фиксаторов, направляющих элементов и т.п. на столе станка.
 Погрешности баз
, закр
, пр
- величины векторные. Погрешность установки определяют как векторную сумму
Погрешности баз
, закр
, пр
- величины векторные. Погрешность установки определяют как векторную сумму
уст баз 2 закр 2 пр 2 . (4.5)
Погрешность приспособления обычно значительно меньше, чем погрешности базирования и закрепления. Поэтому с достаточной степенью точности погрешность установки можно определить, учитывая только погрешности базирования и закрепления.
Степень точности инструмента и его износ
Инструмент, как и всякое другое изделие, имеет свою точность изготовления. Погрешности инструмента переносятся на обрабатываемую деталь. Размеры и точность стандартных инструментов регламентированы стандартами. Выбранный инструмент должен обеспечивать заданную точность обработки.
![]() На точность обработки существенно влияет износ инструмента. Износ инструмента характеризуется начальным износом u
н
(приработкой режущей кромки) и размерным износом. Приработка режущей кромки - это износ на первой 1000 м пути резания. Во время приработки режущей кромки износ идет более интенсивно, чем при установившемся режиме резания. Размерный износ характеризуется удельным износом u
o
за время пути резания в 1000 м. Величина удельного износа для различных инструментов в зависимости от конкретных условий обработки приводится в справочных таблицах. Приняв по нормативным данным величину удельного износа u
o
для обработки партии деталей одним инструментом без переточки, можно определить его размерный износ и
в мкм:
На точность обработки существенно влияет износ инструмента. Износ инструмента характеризуется начальным износом u
н
(приработкой режущей кромки) и размерным износом. Приработка режущей кромки - это износ на первой 1000 м пути резания. Во время приработки режущей кромки износ идет более интенсивно, чем при установившемся режиме резания. Размерный износ характеризуется удельным износом u
o
за время пути резания в 1000 м. Величина удельного износа для различных инструментов в зависимости от конкретных условий обработки приводится в справочных таблицах. Приняв по нормативным данным величину удельного износа u
o
для обработки партии деталей одним инструментом без переточки, можно определить его размерный износ и
в мкм:
![]() u
, (4.6)
u
, (4.6)
1000
где L - длина пути резания, м.
Длину пути резания можно определить по скорости резания V , м/мин, и стойкости инструмента Т , мин.:
![]() L V T
.
L V T
.
Неточность установки инструмента
Периодическая смена затупившегося инструмента вызывает необходимость настройки станка на выполняемый размер. Однако невозможно обеспечить совершенно одинаковое положение инструмента для обработки другой партии деталей. Задача настройки или установки инструмента на размер - обеспечить выполнение размеров детали в пределах поля допуска.
Установка инструмента, рабочих элементов станка и установочных элементов приспособления в положение, обеспечивающее получение размера в поле допуска, называется размерной наладкой станка.
Процесс наладки состоит в том, чтобы обеспечить совпадение середины поля мгновенного рассеяния с наладочным размером.
Наладка может производиться следующими методами:
– методом пробных стружек и промеров;
– методом пробных деталей;
– по калибрам наладчика (с меньшими полями допусков);
– статическая наладка (на неработающем станке) по эталону.
Деформации системы станок-приспособление-инструмент-деталь
Система станок-приспособление-инструмент-деталь (СПИД) - это замкнутая упругая система, в которой в процессе обработки действуют силы резания, закрепления и силы тяжести. Эти силы вызывают деформации, влияющие на точность обработки.
Точность обработки зависит от жесткости системы. Под жесткостью упругой системы понимают ее способность оказывать сопротивление действию сил, стремящихся ее деформировать. При отсутствии достаточной жесткости под действием сил резания и других сил система деформируется, что приводит к искажению формы детали и получению ее неправильных размеров. С жесткостью системы СПИД связано и явление вибрации. Системы, обладающие большой жесткостью, могут работать с более высокими режимами резания без появления вибраций, что обеспечивает большую производительность. На рисунке 4.4 показана деформация вала под действием сил резания при обработке на токарном станке в центрах без люнета. На рисунке 4.5 показано разложение силы резания на составляющие.

Рис. 4.4. Деформация вала при обработке на токарном станке
в центрах без люнета
На точность обработки преимущественно влияют те деформации системы, которые изменяют расстояние между режущей кромкой инструмента и обрабатываемой поверхностью, т.е. деформации, направленные по нормали к обрабатываемой поверхности. Поэтому в технологии машиностроения жесткостью технологической системы принято называть отношение составляющей силы резания Py , направленной по нормали к обрабатываемой поверхности, к смещению у режущей кромки инструмента в том же направлении:
P
![]() j
. (4.7) y
j
. (4.7) y

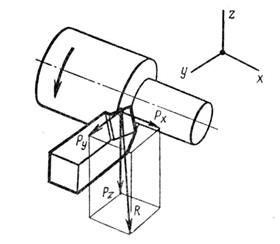
Рис. 4.5. Разложение силы резания на составляющие
Величина деформации прямо пропорциональна силе Py и обратно пропорциональна жесткости системы:
P
y
![]() . (4.8)
. (4.8)
![]() Введя понятие податливости системы как величины, обратной жесткости 1 j
, получим:
Введя понятие податливости системы как величины, обратной жесткости 1 j
, получим:
![]() y P
y
. (4.9)
y P
y
. (4.9)
Погрешность, вызванная деформациями всех звеньев системы СПИД
![]() . (4.10)
. (4.10)
Высокая жесткость системы СПИД является одним из основных условий обеспечения точности обработки.
Повышение жесткости технологической системы приводит к уменьшению вибраций ее звеньев и, следовательно, позволяет повышать режимы резания, не снижая точности обработки.
Тепловые деформации
На точность механической обработки деталей существенно влияют температурные деформации обрабатываемой детали, инструмента и деталей станка, вызываемые их нагревом.
Тепловые деформации возникают из-за нагрева детали и инструмента в зоне резания и нагрева станка теплом, образующимся при трении движущихся частей станка. Тепловые деформации особенно влияют на точность деталей при выполнении окончательных, чистовых операций.
При обработке с охлаждением детали и инструмента смазывающеохлаждающей жидкостью тепловые деформации всей системы СПИД значительно уменьшаются.
Остаточные напряжения в материале заготовок
Внутренними или остаточными называют напряжения, существующие в заготовке при отсутствии внешних нагрузок. Они полностью уравновешиваются, и их действие в заготовках внешне не проявляется
Причиной появления внутренних остаточных напряжений является неравномерное охлаждение заготовки при литье, ковке, штамповке, сварке.
Особенно характерны внутренние напряжения для крупных, нежестких и толстостенных заготовок.
С течением времени внутренние напряжения в заготовке выравниваются. При снятии поверхностного слоя материала (особенно при черновых операциях, где снимается значительный слой) происходит нарушение равновесия внутренних напряжений и деталь деформируется из-за их перераспределения. Это особенно проявляется при обработке крупных литых заготовок.
Для снятия внутренних напряжений заготовок применяют медленное охлаждение (например, вместе с печью) и термообработку (отжиг, отпуск, старение естественное или искусственное). Термообработку применяют и после черновой обработки перед чистовыми операциями. На чистовых операциях уменьшаются деформации, полученные на черновых операциях. Чистовые операции, на которых снимается очень небольшой слой металла, исправляют форму детали и придают ей окончательные размеры.
Погрешность измерения
На погрешность измерения влияют точность мерительного инструмента и качество поверхности детали. Если поверхность детали имеет большую шероховатость, то при контроле размера детали измерение производят по вершинам или впадинам микронеровностей, что может существенно повлиять на показания при измерении. Чтобы достичь заданной точности размеров детали и установить при контроле, действительно ли получен заданный размер, необходимо обеспечить при обработке надлежащий класс шероховатости поверхности. Степень точности размера и параметры шероховатости поверхности связаны между собой. Параметр шероховатости Rz для размеров 5 - 10 квалитетов точности не должен превышать 25 % величины поля допуска на обрабатываемый размер. Для размеров, выполняемых по 11 и более грубым квалитетам, параметр шероховатости не должен превышать 12,5 % от величины поля допуска. Суммарную погрешность обработки трудно определить теоретически изза различного характера и направленности перечисленных погрешностей. Одни погрешности дают увеличение размеров, другие - уменьшение; некоторые погрешности компенсируют друг друга, другие, наоборот, накладываются и увеличивают общую погрешность. Путем расчета определить влияние каждого из перечисленных факторов при их совместном действии затруднительно. Поэтому, общую погрешность обработки представляют как алгебраическую сумму погрешностей, учитывая те погрешности, которые действуют в направлении обрабатываемого размера
![]() . (4.11)
. (4.11)
В справочной литературе приводятся таблицы достижения определенной точности различными методами обработки и инструментами, т.е. приводится величина технологического допуска ![]() на выполняемый размер. Общая погрешность обработки должна находиться в пределах поля допуска на выполняемый размер
на выполняемый размер. Общая погрешность обработки должна находиться в пределах поля допуска на выполняемый размер
![]() . (4.12)
. (4.12)
Таблицы составляются на основании опытных данных для различных методов обработки. Этими таблицами пользуются при проектировании технологических процессов.
Лекция 5. КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Рассматриваемые вопросы: Понятие о качестве поверхности. Качество поверхностей заготовок. Факторы, влияющие на качество поверхности при механической обработке. Параметры для нормирования шероховатости. Влияние качества поверхности на эксплуатационные свойства деталей машин
5.1. Понятие о качестве поверхности
Под качеством поверхности детали (заготовки) понимают состояние ее поверхностного слоя как результат воздействия на него одного или нескольких последовательно применяемых технологических методов обработки.
Качество обработанной поверхности характеризуется двумя основными признаками:
- шероховатостью поверхности;
- физико-механическими свойствами поверхностного слоя.
Качество поверхности оказывает значительное влияние на эксплуатационные свойства деталей машин, поэтому требования к качеству поверхности устанавливаются исходя из назначения данной поверхности.
Задача конструктора при проектировании детали - установить параметры шероховатости поверхности, исходя из назначения детали и условий ее работы. Задача технолога - обеспечить получение заданной шероховатости поверхности в процессе изготовления детали наиболее экономичными методами.
5.2. Качество поверхностей заготовок
На шероховатость поверхностей заготовок в процессе их получения влияют различные факторы. Заготовки из проката имеют следы шероховатостей прокатных валков. У горячештампованных заготовок на поверхности остаются следы окалины и воспроизводятся поверхностные неровности штампов. Шероховатость поверхностей отливок зависит от шероховатости стенок литейных форм, величины зерен формовочной смеси, плотности ее набивки.
Поверхностный слой заготовок по своей структуре, химическому составу и механическим свойствам отличается от аналогичных параметров основного материала, поэтому его называют дефектным. Глубина дефектного поверхностного слоя зависит от способа изготовления заготовок.
Поверхностный слой заготовок, полученных горячими методами обработки, имеет обезуглероженную зону.
В таблице 5.1 приведены параметры шероховатости и глубина обезуглероженного слоя для заготовок, полученных разными способами.
Таблица 5.1
Шероховатость поверхности заготовок и глубина обезуглероженного слоя
| Вид заготовки |
Величина неровностей, мкм |
Глубина обезуглероженного слоя, мкм |
| Прокат |
до 150 |
до 150 |
| Штампованные заготовки |
до 500 |
до 200 |
| Отливки |
до 1500 |
до 300 |
| Поковки |
до 4000 |
до 1000 |
5.3. Факторы, влияющие на качество поверхности при механической обработке
Факторы, влияющие на шероховатость поверхности
а) метод обработки
Каждому методу обработки (точению, фрезерованию, строганию, шлифованию и т.п.) свойственен определенный диапазон высот микронеровностей, а также форма и схема расположения штрихов от режущего инструмента на обрабатываемой поверхности, определяемые кинематикой движения инструмента относительно заготовки (параллельные, кругообразные, пересекающиеся, по спирали и т.д.). В ответственных сопряжениях направление неровностей может быть указано в технических требованиях, например, для трущихся пар направляющих соединений.
Шероховатость поверхности зависит и от геометрических параметров режущего инструмента. Например, при точении изменение в обычных пределах переднего угла γ и заднего угла α (рисунок 10а ) оказывает незначительное влияние на шероховатость поверхности.

Рис. 5.1. Геометрические параметры режущего инструмента
С уменьшением угла в плане φ и вспомогательного угла в плане φ1 (рисунок 5.1б ) шероховатость заметно уменьшается. На инструментах с широкой режущей кромкой (рисунок 5.1в ) шероховатость обрабатываемой поверхности определяется в основном шероховатостью режущего лезвия на участке 1-2. Этот эффект особенно заметен в начальный период работы инструмента, пока микронеровности лезвия не сгладились. С уменьшением радиуса r скругления вершины резца (рисунок 5.1г ) шероховатость резко возрастает.
б) режим резания (скорость резания V, подача S и глубина резания t)
Влияние скорости резания на шероховатость обработанной поверхности иллюстрируется на рисунке 5.2а . Наибольшего значения высота микронеровностей достигает при скоростях резания 20 - 25 м/мин. Зона увеличенной шероховатости связана с образованием нароста на режущей кромке инструмента. С увеличением скорости резания наростообразование прекращается, стружка отделяется режущим инструментом более плавно без вырывания частиц из металла, что приводит к уменьшению высоты неровностей.

Рис.5.2. Зависимость шероховатости от скорости резания (а ) и подачи (б ) Влияние подачи на шероховатость поверхности зависит от метода обработки и инструмента. Из рисунка 5.2б видно, что увеличение подачи приводит к ухудшению параметров шероховатости поверхности в разной степени. При точении стандартными резцами с углом в плане 45° и малым радиусом закругления при вершине резца подача существенно влияет на шероховатость поверхности (кривая 1). При точении резцами с широкой режущей кромкой (кривая 2) шероховатость поверхности не зависит от подачи, что позволяет повысить производительность отделочных операций. При сверлении, зенкеровании, торцевом и цилиндрическом фрезеровании изменение подачи слабо влияет на шероховатость (кривая 3).
Глубина резания не оказывает заметного влияния на шероховатость поверхности, если жесткость технологической системы достаточно велика.
в) свойства материала заготовок
На шероховатость поверхности влияют механические свойства, химический состав и структура материала заготовок. При обработке заготовок из мягкой низкоуглеродистой стали получается поверхность с большей шероховатостью, чем при обработке заготовок из твердых сталей с большим содержанием углерода. Заготовки из сталей с мелкозернистой или пластинчатой структурой обрабатываются лучше заготовок из сталей с крупнозернистой структурой.
г) жесткость системы СПИД и ее вибрации
На шероховатость поверхности влияет жесткость технологической системы. В частности, при различных способах закрепления заготовки при обработке наблюдается увеличение высоты неровностей на участках с меньшей жесткостью. Так, при консольном закреплении вала шероховатость поверхности ухудшается на свободном конце вала, при закреплении в центрах длинных валов шероховатость увеличивается на среднем участке вала.

Рис. 5.3. Влияние жесткости системы на шероховатость поверхности Вибрации элементов технологической системы изменяют положение режущей кромки инструмента относительно обрабатываемой поверхности, создавая на ней выступы и впадины, величина и форма которых зависит от частоты и амплитуды колебаний.
д) применение и правильный подбор смазочно-охлаждающей жидкости
Соответствующим выбором смазочно-охлаждающей жидкости (СОЖ) можно уменьшить шероховатость поверхности и повысить стойкость инструмента. По сравнению с обработкой без применения СОЖ высота микронеровностей при правильном выборе СОЖ может быть уменьшена на 25 - 40%.
Факторы, влияющие на глубину дефектного слоя
Физико-механические свойства поверхностного слоя деталей машин изменяются в процессе обработки под влиянием совместного действия силовых и тепловых факторов. Под действием сил резания в поверхностном слое при пластической деформации возникает наклеп, наблюдается искажение кристаллической решетки. Поверхностный слой 1 на рисунке 5.4 выделен условно. В действительности граница между поверхностным слоем 1 и сердцевиной 2 размыта.

Рис.5.4. Изменение твердости по глубине поверхностного слоя
В средней части поверхностного слоя условно показана граница (пунктирная линия), разделяющая поверхностный слой на две части. Часть слоя, расположенная ближе к поверхности, имеет самую высокую твердость. В слое, расположенном ближе к сердцевине, твердость резко снижается и остается постоянной в сердцевине.
Поверхностный слой всегда имеет напряжения, отличные от напряжений в сердцевине материала детали.
Степень наклепа и глубина проникновения пластической деформации зависит от методов обработки и режимов резания. При повышении подачи и увеличении глубины резания пластические деформации увеличиваются, что приводит к увеличению толщины дефектного слоя. Повышение скорости резания (характерное для чистовых операций с малыми силами резания) приводит к уменьшению толщины дефектного слоя.
Из таблицы 5.2 видно, что после черновых операций точения, растачивания, фрезерования, сверления глубина деформированного поверхностного слоя значительна и составляет от 0,15 до 0,5 мм. После чистовых операций точения. растачивания глубина деформированного поверхностного слоя невелика – до 0,05 мм, а после окончательного шлифования глубина этого слоя составляет не более 0,03 мм.
Таблица 5.2 Глубина деформированного поверхностного слоя
| Метод обработки |
Глубина слоя, мкм |
| Точение: черновое чистовое |
120-60 30-20 |
| Растачивание: черновое чистовое |
50-20 25-10 |
| Шлифование предварительное чистовое |
20 15-5 |
| Сверление, зенкерование |
70-20 |
| Развертывание |
25-5 |
5.4. Основные параметры шероховатости
Для количественной оценки шероховатости поверхности используют несколько параметров, основными из которых являются среднее арифметическое отклонение профиля Ra и высота неровностей профиля по десяти точкам Rz . Одну и ту же шероховатость поверхности можно охарактеризовать и параметром Rz и параметром Ra , однако их численные значения для одной и той же поверхности будут различны, так как параметр Ra характеризует среднюю высоту всех неровностей профиля, а Rz - среднюю высоту наибольших неровностей. Примерное соотношение между значениями этих параметров
![]() Rz
4 Ra
. (5.1)
Rz
4 Ra
. (5.1)
Среднее арифметическое отклонение профиля Ra - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
Ra
 y
, (5.2)
y
, (5.2)
где n - число выбранных точек профиля на базовой длине;
yi - отклонение профиля, т.е. расстояние между любой точкой профиля и средней линией.
Высота неровностей профиля по десяти точкам Rz - сумма средних абсолютных значений высот пяти наибольших выступов и пяти наибольших впадин профиля в пределах базовой длины:
Rz
 , (5.3)
, (5.3)
где ypi - высота i -того наибольшего выступа профиля; yvi - глубина i -той наибольшей впадины профиля.
Для оценки параметров шероховатости используют значения из численного ряда предпочтительного применения, установленного ГОСТ 2789-73:
400; 200; 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,2; 0,1; 0,05; 0,025;0,012.
В конструкторской практике параметр Ra является предпочтительным.
5.5. Влияние качества поверхности на эксплуатационные свойства деталей машин
Основная причина выхода из строя узлов машин - это износ и дефекты поверхностей сопряженных деталей.
Износостойкость подвижных соединений в значительной степени зависит от качества поверхности. Износ трущихся поверхностей характеризуется приработкой поверхностей, во время которой стираются выступающие гребешки микронеровностей. После приработки в течение периода службы происходит медленный износ поверхностей. При большой высоте микронеровностей зазор у сопрягаемых деталей увеличивается быстрее и сокращается запас на износ. В неподвижных соединениях при запрессовке происходит смятие выступов микронеровностей. При этом изменяются размеры сопрягаемых деталей, что приводит к уменьшению натяга в посадках и снижению надежности соединения.
Микронеровности являются концентраторами напряжений и приводят к снижению прочности деталей.
При работе в агрессивных средах из-за скопления агрессивных веществ во впадинах микронеровностей уменьшается сопротивление коррозии.
Лекция 6. ВЫБОР ЗАГОТОВОК
Рассматриваемые вопросы: Виды и способы получения заготовок. Заготовки для типовых деталей.
Заготовка – это предмет производства, из которого изменением формы и размеров, свойств материала и шероховатости поверхности изготавливают деталь.
Выбрать заготовку – значит определить ее рациональный вид, определяющий конфигурацию заготовки, метод ее получения, размеры, припуски на обработку.
При выборе заготовки учитывают форму, размеры и массу детали, материал, масштаб производства, периодичность повторения, размеры припусков на обработку и точность размеров.
Конфигурация заготовки вытекает из конструкции детали и определяется ее размерами и материалом, а также условиями работы детали.
Метод получения заготовки определяется назначением и конструкцией детали, материалом и объемом выпуска.
Материал заготовки обычно задается конструктором на рабочем чертеже. Конструктор назначает технические требования, предъявляемые к детали, и может задавать метод изготовления заготовки. Технолог при разработке технологического процесса обработки детали обязан проверить обоснованность принятых конструктором решений. От правильности выбора заготовки зависят трудоемкость и себестоимость обработки. При изготовлении заготовки, максимально приближающейся по форме и размерам к готовой детали, значительная часть трудоемкости относится на долю изготовления заготовки и меньшая часть – на механическую обработку. И, наоборот, при изготовлении заготовок простой формы с большими припусками основная доля трудоемкости приходится на механическую обработку.
6.1. Виды и способы получения заготовок
Заготовки деталей получают литьем, обработкой давлением (ковкой, штамповкой), резкой листового, сортового и фасонного проката, а также комбинированными способами.
Литые заготовки получают разными методами литья. Метод литья в песчаные формы применяют для заготовок любых масс, конфигураций и габаритов. В общем объеме производства всех видов отливок он составляет 80%. Метод отличается технологической универсальностью и дешевизной, но для него характерны большие припуски на механическую обработку.
Литьем в оболочковые формы получают заготовки сложной конфигурации с минимальными припусками, при этом часть поверхностей может не подвергаться механической обработке. Отличается малым расходом формовочных материалов, но формы дороже в изготовлении.
Литье по выплавляемым моделям применяют для изготовления сложных, точных заготовок их труднообрабатываемых сплавов с высокой температурой плавления. Самый трудоемкий метод литья.
Литье в металлические формы (кокиль) позволяет многократно использовать форму.
Литье под давлением позволяет получать высокоточные заготовки с хорошей шероховатостью поверхности. Этим методом производят сложные тонкостенные отливки из цветных металлов.
Методом центробежного литья получают заготовки тел вращения. Применяют для литья из титановых сплавов.
К методам получения заготовок обработкой давлением относят ковку, горячую и холодную объемную штамповку, прокат.
Для получения заготовок деталей единичного и мелкосерийного производства применяют способ свободной ковки на ковочных молотах или гидравлических прессах. Ковкой на молоте или прессе получают заготовки самых разнообразных деталей: от мелких до крупногабаритных. Заготовки, получаемые этим способом, характеризуются сравнительно грубым приближением к форме готовой детали и требуют больших затрат на последующую механическую обработку.
Для большего приближения формы заготовки к форме готовой детали и уменьшения расхода материала в мелкосерийном производстве применяют подкладные штампы.
В серийном и массовом производствах заготовки изготовляют в закрытых штампах. Для получения заготовок высадкой из пруткового материала применяют штамповку на горизонтально-ковочных машинах.
В современном машиностроении применяют штампосварные и штамполитые заготовки. Эти виды заготовок позволяют получать сложную конфигурацию, которая обычно получается в результате литья. Заготовку делят на простейшие части, получаемые штамповкой или литьем, а затем сваривают. Этот вид заготовок снижает трудоемкость, металлоемкость и себестоимость изделия.
6.2. Заготовки для типовых деталей
Рассмотрим вопрос выбора заготовок для типовых деталей.
1. Корпусные детали
Для корпусных деталей, отличающихся большим разнообразием конструктивных форм, размеров, материалов, наиболее распространено получение заготовок методом литья и сварки. Крупные заготовки получают литьем в песчаные формы ручной и машинной формовки, оболочковые формы, кокильным литьем. Часто отливками являются части заготовок, которые затем сваривают. Части заготовок могут быть получены штамповкой или гибкой с последующей сваркой.
Заготовки мелких корпусных деталей (массой до 100 кг) получают литьем под давлением (заготовки из цветных металлов и сплавов) и литьем по выплавляемым моделям.
Механическая обработка корпусных заготовок сводится в основном к обработке плоскостей и отверстий.
2. Заготовки для валов
В технологии машиностроения в понятие валы включают собственно валы, а также оси, пальцы, штоки и другие детали, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Валы могут иметь шпоночные пазы, лыски, шлицевые и зубчатые поверхности, осевые и радиальные отверстия.
Валы в основном изготавливают из сталей. Для гладких валов небольшого диаметра и для ступенчатых валов с небольшой разницей диаметров используют круглый прокат. Заготовки ступенчатых валов с большой разницей диаметров и коленчатых валов получают методом свободной ковки, ковки с использованием подкладных и закрытых штампов. Заготовки небольших валов можно получать на горизонтально-ковочных машинах (ГКМ). Литьем получают заготовки для тяжелых и коленчатых валов. 3. Детали типа зубчатых колес и шкивов
Для заготовок небольшого диаметра (до 60 - 80 мм) с небольшой разницей диаметров венца и ступицы возможно использование калиброванного прутка. Заготовки большого диаметра получают свободной ковкой, штамповкой. Крупные заготовки получают литьем. Возможно получение заготовок по частям (ступицы, обода или венца, диска) с последующей сваркой.
Лекция 7. ОПРЕДЕЛЕНИЕ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Рассматриваемые вопросы: Припуски на обработку деталей. Опытностатистический метод. Расчетно-аналитический метод определения припусков. Основы технического нормирования.
7.1. Припуски на обработку деталей
Заготовки, предназначенные для механической обработки, имеют припуск на обработку.
Припуском называется слой материала, удаляемый в процессе механической обработки заготовки для достижения требуемой точности и качества обработанной поверхности детали.
Припуски разделяются на промежуточные и общие.
Промежуточный припуск – слой материала, удаляемый при выполнении одного технологического перехода.
Общий припуск – слой материала, необходимый для выполнения всех технологических переходов при обработке данной поверхности. Общий припуск равен сумме всех промежуточных припусков для данной поверхности. Общий припуск можно определить как разность размеров заготовки и готовой детали.
Величину припуска можно определить двумя методами: - опытно-статистическим; - расчетно-аналитическим.
При использовании опытно-статистического метода общие и промежуточные припуски назначаются по таблицам, которые составлены на основе обобщения и систематизации производственных данных передовых заводов. Недостатком этого метода является назначение припусков без учета конкретных условий обработки, в предположении наихудших условий и в повышении запаса надежности. В связи с этим припуски, назначаемые по опытностатистическому методу, как правило завышены, так как они ориентированы на то, чтобы избежать возможного брака при любых условиях обработки.
Опытно-статистический метод определения припусков используют в основном в единичном и мелкосерийном производствах, так как этот метод дает завышенные величины припусков, однако сокращает время на расчет припусков.
В крупносерийном и массовом производствах используют расчетноаналитический метод определения припусков, который позволяет рассчитать минимальный промежуточный припуск, обеспечивает экономию материала, способствует повышению технологической культуры производства.
7.2. Расчетно-аналитический метод определения припусков
Расчетно-аналитический метод базируется на анализе производственных погрешностей, возникающих при конкретных условиях обработки. Согласно этому методу промежуточный припуск должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих технологических переходах, а также погрешности установки обрабатываемой заготовки на выполняемом переходе.
Величина назначаемого припуска зависит от размера поврежденного поверхностного слоя, т.е. от толщины корки для литых поверхностей, от глубины обезуглероженного слоя для проката, от величины поверхностных микронеровностей, а также от неизбежных технологических погрешностей, возникающих при установке и обработке заготовки.
На каждой технологической операции достигается определенная шероховатость поверхности, поэтому при расчете припусков характеристикой микронеровностей является высота неровностей профиля Rz .
Глубина дефектного поверхностного слоя зависит от способа изготовления заготовок. При обработке целесообразно удалить дефектный слой, который характеризуется обезуглероженной зоной, снижающей прочность металла. Кроме этого, в поверхностном слое наблюдается зона наклепа. При обработке целесообразно удалить обезуглероженную зону и верхнюю часть наклепанного слоя, в котором наблюдаются изменения структуры металла.
Технологические погрешности обработки вызывают отклонения геометрической формы и расположения обрабатываемых поверхностей ( овальность, конусность, изогнутость, отклонения от параллельности, перпендикулярности и др.). Эти отклонения также необходимо учитывать при расчете припуска.
Наряду с перечисленными отклонениями в процессе обработки возникают погрешности установки заготовки, которые также должны быть компенсированы соответствующим увеличением припуска.
Расчет промежуточных припусков производится по всем последовательно выполняемым технологическим переходам обработки данной поверхности. Общий припуск определяется суммированием промежуточных припусков. Расчетной величиной является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе, и компенсации погрешностей, возникающих на выполняемом переходе. Промежуточные размеры по переходам и размер заготовки рассчитывают с использованием минимального припуска.
Минимальный промежуточный припуск
![]() z
i
min
f Rz
i
1
;T
i
1
; i
1
; yi
, (7.1)
z
i
min
f Rz
i
1
;T
i
1
; i
1
; yi
, (7.1)
где Rz i-1 - высота микронеровностей поверхности, полученная на предшест- вующем переходе; Т i-1 - глубина дефектного поверхностного слоя, полученная на предше- ствующем переходе;
![]() - суммарные отклонения расположения поверхностей (пространст- венные отклонения), полученные на предшествующем переходе;
- суммарные отклонения расположения поверхностей (пространст- венные отклонения), полученные на предшествующем переходе; ![]() yi
- погрешность установки заготовки на выполняемом переходе.
yi
- погрешность установки заготовки на выполняемом переходе.
При односторонней обработке (например, фрезерование плоской поверхности) векторы ![]() параллельны и формула для расчета припусков имеет вид
параллельны и формула для расчета припусков имеет вид
![]() z
i
min
Rz T
i
1 i
1 i
1 yi
(7.2)
z
i
min
Rz T
i
1 i
1 i
1 yi
(7.2)
При обработке наружных и внутренних цилиндрических поверхностей векторы ![]() могут принимать любое направление, поэтому формула (7.1) принимает вид:
могут принимать любое направление, поэтому формула (7.1) принимает вид:
2z
i
min
![]() . (7.3)
. (7.3)
Суммарную величину пространственных отклонений определяют как векторную сумму пространственных отклонений поверхностей в зависимости от конструкции детали и способа получения заготовки. Пространственные отклонения учитывают при черновой и получистовой обработке, при чистовой обработке они становятся столь малыми, что ими пренебрегают при расчетах.
При расчете погрешности установки учитывают погрешности базирования и закрепления, которые определяются исходя из конкретной схемы базирования и закрепления детали.
Расчет минимальных промежуточных припусков выполняется для всех переходов обработки заданной поверхности в порядке, обратном ходу технологического процесса, т.е. от последнего перехода к начальному (или от детали к заготовке)
7.3. Основы технического нормирования
Под техническим нормированием понимается установление нормы времени на выполнение определенной работы или нормы выработки в штуках в единицу времени.
Разработка технологического процесса обычно завершается установлением технических норм времени для каждой операции.
Техническую норму времени определяют на основе расчета режимов резания с учетом производственных возможностей оборудования.
Величина затраты времени является одним из критериев для оценки качества технологического процесса.
Техническая норма времени - время, устанавливаемое на выполнение данной операции при определенных организационно-технических условиях. На основе технической нормы времени определяется оплата труда, себестоимость продукции, производится планирование производства, т.е. рассчитывается необходимое количество станков, инструмента, рабочих.
Норма штучного времени при выполнении станочных работ
tшт = to + tвсп + tобсл + tотд , (7.4)
где to – основное или технологическое время; tвсп – вспомогательное время;
tобсл – время обслуживания рабочего места; tотд – время перерывов на отдых и физические потребности.
Сумма основного и вспомогательного времени составляет оперативное время. Основное время – время, в течение которого происходит процесс снятия стружки, однако в основное время входит время на врезание и перебег инструмента, время на обратный ход инструмента. Вспомогательное время определяется по нормативам и включает в себя время на управление станком, на установку, закрепление, снятие детали и инструмента, на перемещение инструмента, на измерение детали. Время на обслуживание рабочего места и время на отдых и физические потребности определяется в процентах от оперативного времени в зависимости от типа и размера станка и типа производства.
Уменьшение нормы штучного времени возможно за счет уменьшения величины оперативного времени. Основное время можно сократить за счет применения высокопроизводительных режущих инструментов и режимов резания, уменьшения припусков на обработку, а также числа рабочих ходов и переходов при обработке поверхностей. Вспомогательное время сокращается за счет уменьшения времени холостых ходов станка, времени на снятие и установку заготовок путем использования быстродействующих приспособлений. Значительно сокращает оперативное время применение многоинструментальных операций параллельного или последовательного действия, а также одновременная обработка нескольких деталей в многоместных приспособлениях.
Лекция 8. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
Рассматриваемые вопросы: Уравнение размерной цепи. Метод полной взаимозаменяемости. Вероятностный метод.
8.1. Уравнение размерной цепи
Для достижения требуемой точности машины и ее отдельных деталей необходимо правильно установить размеры и допускаемые отклонения размеров для отдельных деталей и их взаимного расположения. Эта задача требует расчета размерных цепей.
Размерной цепью называется замкнутая цепь взаимно связанных размеров, определяющих взаимное положение поверхностей и осей детали или деталей.
Различают следующие виды размерных цепей:
– размерные цепи с линейными размерами и параллельными звеньями;
– размерные цепи с линейными размерами и непараллельными звеньями; – размерные цепи с угловыми размерами; – пространственные размерные цепи.
Элементы детали или узла, образующие размерную цепь, называют звеньями размерной цепи.
Звено размерной цепи - это размер, определяющий расстояние между поверхностями или осями.
Исходное или замыкающее звено - это размер, связывающий поверхности или оси, расстояние между которыми необходимо обеспечить. Исходным это звено называется тогда, когда с него начинается построение размерной цепи, замыкающим - когда оно при построении размерной цепи получается последним. Все остальные звенья в размерной цепи называются составляющими .
Изменение величины составляющего звена оказывает влияние на величину замыкающего звена. Составляющее звено называется увеличивающим , если с его увеличением увеличивается замыкающее звено. Составляющее звено называется уменьшающим , если с его увеличением замыкающее звено уменьшается.
![]()
а
![]()
б
Рис.8.1. Размерная цепь с параллельными звеньями
а –
ось; б –
схема размерной цепи: А
1
– уменьшающее звено, А
2
– увеличивающее звено, А
![]()
– замыкающее звено
Каждое из составляющих звеньев размерной цепи может изменяться в пределах своего допуска. Эти изменения составляющих размеров влекут за собой изменение величины замыкающего звена. Для определения величины замыкающего звена используют уравнение размерной цепи:
![]() k
1
k
1
A A , (8.1)
![]()
![]() где k
- общее число звеньев в размерной цепи; i
- передаточное отношение; А
- замыкающее звено; Аi
- составляющее звено.
где k
- общее число звеньев в размерной цепи; i
- передаточное отношение; А
- замыкающее звено; Аi
- составляющее звено.
Для линейных цепей с параллельными звеньями передаточное отношение для увеличивающих составляющих звеньев равно 1, для уменьшающих составляющих звеньев – равно минус 1, т.е. уравнение (8.1) для линейной размерной цепи с параллельными звеньями можно представить в виде
A
![]() A
, (8.2)
A
, (8.2)
r где A i - увеличивающее составляющее звено; m - число увеличивающих составляющих звеньев; s
A i - уменьшающее составляющее звено; n - число уменьшающих составляющих звеньев.
![]()
![]() Определим предельные размеры замыкающего звена А
Определим предельные размеры замыкающего звена А
![]() для размерной цепи на рисунке 8.1. Наибольший предельный размер А
max
и наименьший предельный размер А
min
будут соответственно равны:
для размерной цепи на рисунке 8.1. Наибольший предельный размер А
max
и наименьший предельный размер А
min
будут соответственно равны:
![]() А
max
А
2max
А
1min
, (8.3)
А
max
А
2max
А
1min
, (8.3)
А min А 2min А 1max . (8.4)
При вычитании уравнения (8.4) из уравнения (8.5) получим:
![]() А
max А
min (А
2max А
2min ) (А
1max А
1min) (8.5)
А
max А
min (А
2max А
2min ) (А
1max А
1min) (8.5)
или
![]() . (8.6)
. (8.6)
Мы получили уравнение допусков для размерной цепи. Таким образом, допуск замыкающего звена равен сумме допусков составляющих звеньев:
![]() , (8.7)
, (8.7)
![]() где - допуск замыкающего звена; i
- допуск составляющего звена.
где - допуск замыкающего звена; i
- допуск составляющего звена.
Приведенное уравнение допусков (8.7) является основным уравнением размерного анализа, из которого вытекают два основных правила.
1. В качестве замыкающего звена в размерной цепи надо выбирать самое грубое ( с точки зрения эксплуатации) по точности звено, чтобы для него можно было назначить суммарный допуск всей размерной цепи.
Это правило основано на том, что на замыкающем звене, как на последнем по процессу изготовления, накапливаются погрешности предшествующей обработки всех составляющих звеньев.
2. Для облегчения решения размерной цепинеобходимо проектировать размерные цепи с наименьшим числом звеньев.
Это правило называют правилом короткой размерной цепи. Это объясняется тем, что при большом количестве звеньев на замыкающем звене получается такой большой допуск, что ни на одно из звеньев размерной цепи нельзя его назначить.
При решении размерных цепей возникают две задачи: прямая и обратная.
При прямой задаче по допускам составляющих звеньев находят допуск замыкающего звена. При обратной задаче по допуску замыкающего звена определяют допуски составляющих звеньев.
При решении размерной цепи по уравнениям (8.2) и (8.7) определяются номинальный размер и допуск замыкающего звена. Однако для полного представления о точности замыкающего звена необходимо определить положение допуска замыкающего звена относительно его номинального размера. Для этого используют один из двух методов расчета размерных цепей: - метод полной взаимозаменяемости;
- вероятностный метод.
8.2. Метод полной взаимозаменяемости
Метод полной взаимозаменяемости сравнительно прост, однако дает большой запас точности при определении допусков. При расчетах по этому методу используют предельные значения размеров Аi max и Аi min , не учитывая реального распределения размеров в пределах поля допуска.
Метод полной взаимозаменяемости включает в себя четыре способа расчета замыкающего размера. Все четыре способа приводят к одному и тому же результату расчета (рисунок 8.2), а выбор способа зависит от того, каким образом заданы размеры размерной цепи и в каком виде удобнее получить размер замыкающего звена. Как известно, размеры могут быть заданы одним из следующих способов:
– в виде номинального размера, допуска и координаты середины поля допуска;
– в виде предельных размеров: минимального и максимального; – в виде номинального размера с предельными отклонениями;
– в виде среднего значения с симметричными отклонениями допуска.
Им соответствуют четыре способа расчета замыкающего размера по методу полной взаимозаменяемости:
- способ координат допусков;
- способ предельных значений; - способ предельных отклонений; - способ средних значений.
По способу координат допусков
номинальное значение замыкающего звена А
![]() рассчитывают по уравнению размерной цепи (8.2), а допуск замыкающего звена
рассчитывают по уравнению размерной цепи (8.2), а допуск замыкающего звена ![]() – по уравнению (8.7). Затем для определения положения допуска относительно размера замыкающего звена вычисляют координату середины поля допуска:
– по уравнению (8.7). Затем для определения положения допуска относительно размера замыкающего звена вычисляют координату середины поля допуска:
![]() , (8.8)
, (8.8)
![]() где - координата середины поля допуска замыкающего звена;
где - координата середины поля допуска замыкающего звена;
- координаты середин полей допусков увеличивающих составляющих звеньев;
s
![]() - координаты середин полей допусков уменьшающих составляющих звеньев.
- координаты середин полей допусков уменьшающих составляющих звеньев.
Верхнее и нижнее отклонения размера замыкающего звена вычисляют по формулам:
![]()
2
![]() где - верхнее отклонение размера замыкающего звена; - нижнее отклонение размера замыкающего звена.
где - верхнее отклонение размера замыкающего звена; - нижнее отклонение размера замыкающего звена.
![]()
Рис. 8.2. Связь размеров и допуска замыкающего звена, определенных разными способами метода полной взаимозаменяемости
По способу предельных значений вычисляют предельные значения замыкающего размера:
A
![]()
(8.10)
A
![]() ,
,
![]()
![]() где A
max
и A
min
- соответственно максимальное и минимальное предель-
где A
max
и A
min
- соответственно максимальное и минимальное предель-
ные значения замыкающего звена;
r r
A i max и A i min - соответственно максимальные и минимальные предель- ные значения увеличивающих составляющих звеньев;
s s
A i max и A i min - соответственно максимальные и минимальные предель- ные значения уменьшающих составляющих звеньев.
Допуск замыкающего звена
![]() (8.11)
(8.11)
Для определения замыкающего звена способом предельных отклонений представим уравнения (8.10) в виде:
![]() A
; (8.12)
A
; (8.12)
A , (8.13)
r r
![]() где Bi
и Hi
- соответственно верхнее и нижнее отклонения увеличиваю-
где Bi
и Hi
- соответственно верхнее и нижнее отклонения увеличиваю-
s s щих составляющих звеньев;
![]() Bi
и Hi
- соответственно верхнее и нижнее отклонения уменьшаю- щих составляющих звеньев.
Bi
и Hi
- соответственно верхнее и нижнее отклонения уменьшаю- щих составляющих звеньев.
Вычтя из уравнений (8.12) и (8.13) уравнение размерной цепи (8.2), получим:
![]() ;
;
(8.14)
![]() .
.
![]() По способу средних значений
определяется среднее значение замыкающего звена Aср
по уравнению размерной цепи:
По способу средних значений
определяется среднее значение замыкающего звена Aср
по уравнению размерной цепи:
А
![]() , (8.15)
, (8.15)
r s
где A icp и A icp - соответственно средние значения увеличивающих и умень- шающих составляющих звеньев.
Допуск замыкающего звена определяется по уравнению допусков (8.7). Предельные значения замыкающего звена
A
![]() . (8.16)
. (8.16)
2
8.3. Вероятностный метод
Основными положениями этого метода являются:
– отклонения размеров составляющих звеньев являются случайными величинами, т.е. изменяются в соответствии с определенным законом распределения;
– сочетание отклонений составляющих размеров в размерной цепи - явление случайного характера, причем маловероятно, чтобы в одной цепи оказались размеры с предельными значениями.
Исследованиями точности размеров, получаемых при различных способах обработки, установлено, что рассеяние их погрешностей соответствует теоретическим законам распределения или их сочетанию. При хорошо отлаженном производстве и автоматическом способе достижения заданных размеров на точность обработки влияет большое число случайных факторов, которые являются взаимонезависимыми - среди них нет доминирующих. В этом случае распределение погрешностей размеров партии деталей подчиняется закону Гаусса (закону нормального распределения).
Закон нормального распределения выражается уравнением:
y
![]() , (8.17)
, (8.17)
где у - плотность вероятности отклонения случайной величины (размера) от среднего значения a ;
![]() x
- значение случайной величины; - среднее квадратичное отклонение; a
- среднее значение случайной величины.
x
- значение случайной величины; - среднее квадратичное отклонение; a
- среднее значение случайной величины.
![]()
Рис.8.3. Закон нормального распределения (кривая Гаусса)
Погрешность замыкающего звена является случайной величиной, представляющей сумму случайных погрешностей составляющих звеньев. Погрешность замыкающего звена будет подчиняться закону нормального распределения тем точнее, чем больше число составляющих звеньев размерной цепи.
При выполнении технологических размерных расчетов в качестве параметров а
и ![]() кривой Гаусса используют их статистические значения, полученные при измерении размеров партии деталей:
кривой Гаусса используют их статистические значения, полученные при измерении размеров партии деталей:
![]() ; (8.18)
; (8.18)
; (8.19)
где n i - частота появления размера со значением x i .
Для практических целей удобнее использовать уравнение кривой Гаусса в центрированном виде:
2
у
![]() . (8.20)
. (8.20)
![]()
Рис.8.4. Центрированная кривая закона нормального распределения
Параметр ![]() является мерой рассеяния случайной величины x
. С удалением значений x
от а
вероятность их уменьшается и становится настолько мала, что для практических расчетов поле рассеяния случайной величины x
принимают равным
является мерой рассеяния случайной величины x
. С удалением значений x
от а
вероятность их уменьшается и становится настолько мала, что для практических расчетов поле рассеяния случайной величины x
принимают равным
![]() , (8.21)
, (8.21)
где t
![]() – нормированный параметр распределения.
– нормированный параметр распределения.
![]() При значениях -3 t 3 99,73% значений x находится в пределах поля рассеяния, равного ,
и только 0,27% значений выходит за его пределы.
При значениях -3 t 3 99,73% значений x находится в пределах поля рассеяния, равного ,
и только 0,27% значений выходит за его пределы.
Этот процент настолько мал, что значениями x , выходящими за пределы
![]() , можно пренебречь и считать, что все значения x
будут лежать в пределах поля рассеяния.
, можно пренебречь и считать, что все значения x
будут лежать в пределах поля рассеяния.
Из теории вероятностей известно, что дисперсия суммы случайных слагаемых равна сумме дисперсий этих слагаемых, т.е. дисперсию погрешностей размера замыкающего звена можно определить как
![]() , (8.22)
, (8.22)
![]() где - среднее квадратичное отклонение размера замыкающего звена; i
- средние квадратичные отклонения размеров составляющих звеньев.
где - среднее квадратичное отклонение размера замыкающего звена; i
- средние квадратичные отклонения размеров составляющих звеньев.
Для предотвращения брака поле рассеяния размера должно находиться в пределах его допуска, т.е.
![]() , (8.23)
, (8.23)
![]() где - допуск размера.
где - допуск размера.
Отсюда для замыкающего звена:
![]() ; (8.24)
; (8.24)
для составляющих звеньев:
. (8.25) 2t i
Подставляя выражения (8.24) и (8.25) в (8.22), получим:
![]() . (8.26)
. (8.26)
Отсюда
![]() . (8.27)
. (8.27)
Для того, чтобы учесть при расчетах погрешностей замыкающего звена любой закон распределения составляющих звеньев, вводят коэффициент относительного рассеяния, характеризующий степень отличия закона распределения погрешностей i -того звена от закона Гаусса:
; (8.28)
![]() С учетом (8.28) выражение (8.27) примет вид
С учетом (8.28) выражение (8.27) примет вид
. (8.29)
Уравнение (8.29) является основным для расчета допусков размерных цепей по вероятностному методу.
При расчетах по вероятностному методу определяют номинал замыкающего звена, величину допуска замыкающего звена и координату середины поля допуска замыкающего звена. Координату середины поля допуска замыкающего звена определяют по формуле (8.8).
Лекция 9. Методы обработки основных поверхностей. Технологиче-
ские основы типизации методов обработки
Рассматриваемые вопросы: Основные обрабатываемые поверхности. Типизация методов обработки. Классификация деталей. Металлорежущие станки. Главное движение резания и движение подачи.
9.1. Основные обрабатываемые поверхности
Основными обрабатываемыми поверхностями деталей машин являются наружные и внутренние цилиндрические поверхности, плоские поверхности, резьбовые, шлицевые, зубчатые и фасонные поверхности.
Обработка этих видов поверхностей производится определенными способами и методами обработки. Метод обработки зависит от конструкции детали, ее размеров, материала, требований к точности и шероховатости поверхности. В зависимости от метода обработки выбирается инструмент и станок.
9.2. Классификация деталей и типизация технологических процессов
В целях сокращения вариантов обработки аналогичных деталей, а в конечном итоге, для стандартизации технологических процессов и технологического оборудования произведена технологическая классификация деталей. Под технологической классификацией понимают группировку деталей, близких по конструкции, размерам, весу и общности технологического процесса их изготовления по классам.
Дальнейшим развитием технологической классификации является типизация технологических процессов, т.е. создание типовых технологических процессов, охватывающих изготовление всех деталей данного класса. Типизация технологических процессов основывается на классификации деталей, объединенным общим технологическим маршрутом и позволяет комплексно решать все технологические вопросы при разработке технологических процессов для деталей данного класса.
Типизация технологических процессов вносит единообразие в технологию изготовления деталей данного класса, сокращает количество различных вариантов обработки с учетом вида производства, вносит порядок в разработку технологического процесса, сокращает сроки подготовки производства, повышает качество технологического процесса, позволяет применять оборудование и оснастку на базе типовых схем и унифицированных узлов.
Основоположником методики типизации технологических процессов и классификации деталей по однотипности технологического процесса является проф. А.П. Соколовский. В качестве классификационных признаков принимаются форма (конфигурация) и размеры детали, точность и качество обработки поверхностей, материал детали, объем выпуска и общую производственную обстановку (технический уровень производства и его возможности). Классификация построена по схеме: класс – подкласс – группа – подгруппа – тип. Класс является основой классификационного подразделения и представляет совокупность деталей определенной конфигурации и объединенных общностью технологических задач. Тип представляет совокупность сходных деталей, для которых в данных производственных условиях разрабатывается общий технологический процесс (маршрут). По классификации проф. А.П. Соколовского все детали сгруппированы в 15 классов: 1 – валы; 2 – втулки; 3 – диски; 4 - эксцентриковые детали; 5 – крестовины; 6 – рычаги; 7 – плиты; 8 – шпонки; 9 – стойки; 10 – угольники; 11 – бабки; 12 – зубчатые колеса; 13 – фасонные кулачки; 14 – ходовые винты и червяки; 15 – мелкие крепежные детали.
Проф. Ф.С. Демьянюк рекомендует технологическую классификацию из 7 классов: 1- корпусные детали; 2 – круглые стержни; 3 – полые цилиндры; 4 – диски; 5 – некруглые стержни; 6 – небольшие детали сложной формы; 7 - крепежные детали.
Д.т.н. А.Я. Малкин предлагает классификацию на 5 классов: 1 – детали вращения без отверстий по оси с отношение длины к диаметру от 2 до 20; 2 – детали с поверхностями вращения, имеющие сквозные отверстия по оси; 3 - детали с параллельными плоскостями, имеющие в них одно отверстие; 4 - коробчатые детали; 5 – сложные детали с несколькими осями.
Не смотря на разное количество классов, во всех классификациях наблюдаются общие классы: детали класса валов; детали класса втулок; корпусные детали и т.д.
Целью типизации является стандартизация технологического процесса для того, чтобы изготовление сходных деталей осуществлялось с помощью общих, наиболее совершенных и эффективных методов. Типизация завершается созданием типового маршрута для группы деталей с общими конструктивными признаками. Типовые технологические маршруты являются исходным вспомогательным материалом при разработке технологического маршрута обработки конкретной детали.
9.3. Металлорежущие станки
Металлорежущим станком называют технологическую машину, на которой путем снятия стружки с заготовки получают деталь с заданными размерами, формой, взаимным расположением и шероховатостью поверхностей.
Станки могут быть классифицированы по разным признакам, приведем основные из них.
По степени универсальности различают универсальные, специализированные и специальные станки.
Универсальные станки (или станки общего назначения) используют для обработки деталей широкой номенклатуры, ограниченной лишь предельными габаритами и набором инструмента.
Специализированные станки используют для обработки однотипных деталей в определенном диапазоне размеров.
Специальные станки применяют для обработки одной определенной детали или нескольких однотипных деталей.
Специализированные и специальные станки применяют в основном в крупносерийном и массовом производствах.
По степени точности обработки станки делят на пять классов:
– нормальной точности (Н), к этому классу относят большинство универсальных станков;
– повышенной точности (П);
– высокой точности (В); – особо высокой точности (А); – особо точные станки (С).
Для обеспечения точности работы станков классов В, А и С необходимо поддерживать в производственных помещениях постоянные, автоматически регулируемые значения температуры и влажности.
По степени автоматизации различают механизированные и автоматизированные станки (автоматы и полуавтоматы). Механизированный станок имеет одну автоматизированную операцию, например зажим заготовки или подачу инструмента. Автомат, осуществляя обработку, производит все рабочие и вспомогательные движения цикла технологической операции и повторяет их без участия рабочего, который при необходимости лишь контролирует процесс. Полуавтомат – станок, работающий в автоматическом цикле, для повторения которого требуется вмешательство рабочего.
По расположению шпинделя станки делятся на горизонтальные, вертикальные, наклонные и комбинированные.
В зависимости от массы различают легкие (до 1 т), средние ( до 10 т) и тяжелые (свыше 10 т) станки, среди которых можно выделить особо тяжелые (более 100 т).
Совокупность всех типов и размеров выпускаемых станков называется типажом. Для обозначения модели станка принята классификация, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), в соответствии с которой все станки делят на 9 групп:
1 – токарные станки;
2 – сверлильные и расточные станки;
3 – шлифовальные, полировальные, доводочные, заточные станки;
4 –электрофизические и электрохимические станки;
5 – зубо- и резьбообрабатывающие станки;
6 – фрезерные станки;
7 – строгальные, долбежные, протяжные станки;
8 – разрезные станки;
9 – разные (балансировочные, правильные и др.) станки.
Каждая группа, в свою очередь, подразделяется на 9 типов, характеризующих назначение станка, его компоновку и другие особенности.
В обозначении станка первая цифра означает группу станка, следующая за ней буква обозначает различные исполнения базовой модели, далее цифрой обозначается тип станка в данной группе. Дальнейшие цифры обозначают типоразмер станка. Станки повышенной точности имеют в конце обозначения букву "П".
Например, станок 1К62: 1 – станок относится к группе токарных, К – исполнение базовой модели, 6 – тип станка - токарный, 2 – типоразмер; станок 1А730: 1 – станок относится к группе токарных, А – исполнение базовой модели, 7 – тип станка - многорезцовый, 30 – типоразмер.
Для обозначения специальных и специализированных станков каждому станкостроительному заводу присвоен буквенный индекс. Например, Московское станкостроительное ОАО "Красный пролетарий" имеет индекс МК, а завод "Московский рабочий" – индекс МР. Так, например, фрезерно-центровальный станок МР-71 выпускается заводом "Московский рабочий" и имеет порядковый номер модели 71.
Таблица 9.1
Обозначение моделей металлорежущих станков
| Наименование |
Группа |
Тип станка |
|||
| 1 |
2 |
3 |
4 |
||
| Токарные |
1 |
Автоматы и полуавтоматы |
Токарноревольверные |
– |
|
| одношпин- дельные |
многошпиндельные |
||||
| Сверлильные и расточные |
2 |
Настольно- и вертикальносверлильные |
Полуавтоматы |
Координатнорасточные |
|
| одношпин- дельные |
многошпиндельные |
||||
| Шлифовальные, полировальные, доводочные, заточные |
3 |
Круглошлифовальные, бесцентровошлифовальные |
Внутришлифовальные, координатно- шлифовальные |
Обдирочношлифовальные |
Специализированные шлифовальные |
| Электрофизические и элек- трохимические |
4 |
– |
Светолучевые |
– |
Электрохимические |
| Зубо- и резьбообрабатывающие |
5 |
Зубодолбежные для об- работки цилиндрических колес |
Зуборезные для обработки конических колес |
Зубофрезерные для об- работки цилиндриче- ских колес и шлицевых валов |
Для нарезания червячных колес |
| Фрезерные |
6 |
Вертикально- фрезерные, консольные |
Фрезерные непрерывного действия |
Продольные одностоечные |
Копировальные и гравировальные |
| Строгальные, долбежные, протяжные |
7 |
Продольные |
Поперечнострогальные |
Долбежные |
|
| одностоечные |
двухстоечные |
||||
| Разрезные |
8 |
отрезные, оснащенные |
Правильноотрезные |
||
| токарным резцом |
шлифовальным кругом |
гладким или насеченным диском |
|||
| Разные |
9 |
Муфто- и трубообрабатывающие |
Пилонасекательные |
Правильно- и бесцентровообдирочные |
– |
Продолжение табл. 9.1
| Тип станка |
||||
| 5 |
6 |
7 |
8 |
9 |
| Карусельные |
Токарные и лоботокарные |
Многорезцовые и копировальные |
Специализированные |
Разные токарные |
| Радиально- и координатносверлильные |
Расточные |
Отделочнорасточные |
Горизонтально- сверлильные |
Разные сверлильные |
| Продольношлифовальные |
Заточные |
Плоскошлифовальные |
Притирочные, полировальные, хо- нинговальные доводочные |
Разные абразивные |
| Электроискровые |
– |
Электроэррозионные, ультразвуко- вые прошивочные |
Анодномеханические отрезные |
– |
| Для обработки торцов зубьев колес |
Резьбофрезерные |
Зубоотделочные, прове- рочные и обкатные |
Зубо- и резьбошлифовальные |
Разные зубо- и резьбообрабатывающие |
| Вертикальнофрезерные безконсольные |
Продольные двухстоечные |
Консольнофрезерные операционные |
Горизонтально-фрезерные консольные |
Разные фрезерные |
| Протяжные горизонтальные |
Протяжные вертикальные для протягивания |
– |
Разные строгальные |
|
| внутреннего |
наружного |
|||
| Ленточнопильные |
Отрезные с дисковой пилой |
Отрезные ножовочные |
– |
– |
| Для испытания инструментов |
Делительные машины |
Балансировочные |
– |
– |
9.3. Главное движение резания и движение подачи
Процесс резания возможен только при непрерывном относительном перемещении заготовки и режущего инструмента. Эти движения выполняют и сообщают заготовке и инструменту исполнительные механизмы станков. При этом движения могут быть сообщены одновременно, последовательно, а также только одному из элементов – инструменту или заготовке.
Механизмы сообщают исполнительным органам станков только два простейших движения – вращательное и прямолинейное поступательное. Различные сочетания и количественные соотношения этих движений лежат в основе всех видов обработки материалов резанием.
Поступательное или вращательное движение, передаваемое заготовке или инструменту в процессе резания и имеющее наибольшую скорость по сравнению со всеми другими движениями исполнительных органов, называют главным движением резания или главным движением.
Поступательные или вращательные движения остальных органов станка, также передаваемые заготовке или инструменту, определяют движение подачи, необходимое для обеспечения отделения срезаемого с заготовки слоя по всей обрабатываемой поверхности.
Так, при точении главным движением является вращение заготовки. Движение подачи – это поступательное движение резца.
Лекция 10. Обработка наружных цилиндрических поверхностей
Рассматриваемые вопросы: Требования к наружным цилиндрическим поверхностям. Сведения о токарных станках. Установка и обработка деталей на токарных станках. Режимы резания при токарной обработке. Методы чистовой отделочной обработки наружных цилиндрических поверхностей
10.1. Требования к наружным цилиндрическим поверхностям
Обработка наружных цилиндрических поверхностей тел вращения в зависимости от требуемой точности и качества поверхности может включать в себя черновую и чистовую обработку. Обработку производят на различных станках токарной группы: токарно-винторезных, токарно-револьверных, многорезцовых, токарно-карусельных, одношпиндельных и многошпиндельных токарных полуавтоматах и автоматах.
К цилиндрическим поверхностям предъявляются следующие требования:
– точность размера;
– качество поверхности;
– прямолинейность образующей;
– цилиндричность;
– круглость в любом сечении, перпендикулярном оси; – соосность.
Эти требования указываются на чертежах в виде допускаемых отклонений размеров, формы и расположения поверхностей, а также требований к качеству поверхности (шероховатости).
10.2. Сведения о токарных станках
Черновая обработка наружных цилиндрических поверхностей чаще всего производится обтачиванием на токарных станках. Общий вид токарного станка приведен на рисунке10.1.

1 – коробка подач; 2 – передняя (шпиндельная) бабка с коробкой скоростей; 3 –поперечные салазки; 4 – резцовая каретка; 5 – задняя бабка; 6 – направляющие; 7 –станина; 8 – ходовой винт; 9 – ходовой вал, 10 – фартук; 11 – суппорт
Рис.10.1. Токарно-винторезный станок
Все основные части станка смонтированы на станине 7 – массивном чугунном основании. Верхняя часть станины имеет направляющие 6, по которым перемещаются подвижные части станка. Передняя бабка 2 – чугунная коробка, внутри которой расположен главный орган станка – шпиндель, представляющий собой полый вал, на правом конце которого крепится приспособление для зажима заготовки, например, патрон. Шпиндель получает вращение от двигателя станка через коробку скоростей – систему зубчатых колес, расположенных в передней бабке, позволяющих изменять число оборотов шпинделя. Суппорт 11 – устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в различных направлениях. Движение подачи суппорт получает от ходового винта 8 и ходового вала 9. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим 6. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки 3, на которых расположена резцовая каретка 4 с резцедержателями. Фартук 10 – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в поступательное движение суппорта. Коробка подач 1 – механизм, передающий движение ходовому винту и ходовому валу и изменяющий величину подачи. Задняя бабка 5 служит для поддерживания правого конца длинных заготовок, а также для закрепления сверл, зенкеров и разверток.

1 – нижние салазки суппорта; 2 – ходовой винт; 3 – поперечные салазки суппорта; 4 – поворотная плита; 5 – направляющие; 6 – резцедержатель; 7 – поворотная головка резцедержателя; 8 – винт для крепления резцов; 9 – рукоятка поворота резцедержателя; 10 – гайка; 11 – верхние салазки; 12 –направляющие; 13 и 14 – рукоятки; 15 – рукоятка продольного перемещения суппорта
Рис.10.2. Суппорт токарного станка
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
10.3. Установка и обработка деталей на токарных станках
При обработке цилиндрических поверхностей на токарных станках заготовка крепится в патроне или в центрах (рисунки 10.3 и 10.4) и получает вращательное движение. В патронах закрепляют заготовки коротких цилиндрических деталей. Длинные заготовки закрепляются в центрах или в патроне с поддержкой центром. На деталь, установленную в центрах, для передачи вращательного движения надевается хомутик, вращаемый поводковой планшайбой. Чтобы заготовка большой длины не прогибалась под действием сил резания, применяются люнеты: подвижный (рисунок 10.5а ), устанавливаемый на каретке суппорта и движущийся вместе с ней, и неподвижный (рисунок 10.5б ), крепящийся на направляющих станины станка.

Рис.10.3. Способы закрепления заготовок на токарном станке
а – в патроне; б – в центрах

1 – заготовка; 2 и 3 – резцы
Рис.10.4. Установка заготовок в патроне с поджимным задним центром

а – подвижный; б – неподвижный: 1 – верхняя (откидная) часть; 2 – винты; 3 – болты; 4 – кулачки или ролики; 5 – планка; 6 – болт с гайкой
Рис.10.5. Люнеты
Для наружного продольного чернового и чистового точения применяют проходные резцы. Резцы для чернового точения снимают стружку большего сечения, чем резцы для чистового точения.
Проходные резцы бывают прямые и отогнутые. По направлению подачи различают проходные резцы левые и правые.

а – прямой; б – отогнутый; в – левый прямой Рисунок 10.6. Резцы проходные
10.4. Режимы резания при токарной обработке
При токарной обработке различают (табл. 10.1):
– черновое (или обдирочное) точение – с точностью обработки до IТ12 с шероховатостью поверхности до Rа = 12,5 мкм;
– получистовое точение – до IТ11 и шероховатости до Rа = 3,2 мкм; – чистовое точение – до IТ8 и шероховатость до Rа = 1,6 мкм; – тонкое точение – до IТ8 и шероховатость до Rа = 0,4 мкм.
Таблица 10.1 Шероховатость поверхности и классы точности при обработке наружных цилиндрических поверхностей
| Вид обработки |
Квалитет точности |
Шероховатость поверхности, Ra, мкм |
|
| Наружное точение |
черновое |
12 – 14 |
12,5 – 50 |
| получистовое |
11 – 13 |
3,2 – 25 |
|
| чистовое |
8 – 10 |
1,6 – 6,3 |
|
| тонкое |
7 – 8 |
0,4 – 1,6 |
|
При черновом обтачивании, как и при любой черновой обработке, снимают до 70% припуска. При этом назначаются максимально возможные глубина резания и подача. Глубину резания определяют в основном припуском на обработку, который можно удалять за один рабочий ход. Глубина резания для черновой обработки равна 3 - 5 мм; для получистовой – 2 - 3 мм и чистовой – 0,5 - 1,0 мм.
Подача ограничивается силами, действующими в процессе резания, которые могут привести к поломке режущего инструмента и станка. Целесообразно работать с максимально возможной подачей. Обычно подачу назначают по таблицам справочников, составленным на основе специальных исследований и изучения опыта работы машиностроительных заводов. После выбора подачи из справочников ее корректируют по кинематическим данным станка, на котором ведут обработку. При этом выбирают ближайшую меньшую подачу. Для черновой обработки подача составляет 0,3-1,5 мм/об, для чистовой – 0,1- 0,4 мм/об.
На черновых операциях повышения производительности обработки добиваются увеличением глубины резания (уменьшением числа рабочих ходов), а также подачи. На чистовых операциях подача ограничивается заданной шероховатостью поверхности, поэтому сокращение основного времени возможно за счет увеличения скорости резания.
10.5. Методы чистовой отделочной обработки наружных
цилиндрических поверхностей
К отделочным методам обработки, выполняемым на токарных станках, относится чистовое и тонкое точение. Станки, применяемые для тонкого точения, должны отличаться высокой точностью и жесткостью, а обрабатываемые заготовки должны иметь равномерный припуск не более 0,2 – 0,5 мм на диаметр. Для тонкого точения используют резцы на основе эльбора и алмазные резцы, поэтому тонкое точение называют алмазным точением. Метод алмазного точения сохраняет название и при замене алмазных резцов резцами из эльбора или твердых сплавов, но с режимами резания характерными для алмазных резцов: высокой скорости резания, малой подаче и малой глубине резания.
Алмазными резцами обрабатывают в основном заготовки из цветных сплавов, но при достаточно точной и жесткой конструкции станка производят и обработку стали, так как алмазы чувствительны к ударным нагрузкам. Достижимая точность алмазной обточки соответствует 5 – 7 квалитетам, шероховатость поверхности по Ra = 0,16 – 0,063 мкм. Алмазное точение выполняют при больших скоростях резания (свыше 100 до 1000 м/мин) и небольших подачах (0,03 – 0,1 мм/об).
Алмазные резцы состоят из стальной державки и закрепленного в ней с помощью пайки или механического крепления алмазного кристалла весом от 0,5 до 1,2 карата (1 карат ~200 мг), который может перетачиваться до 6-15 раз. Стойкость алмазных резцов выше стойкости твердосплавных резцов в десятки раз.


а б
Рис.10.7. Алмазные резцы
а – резец; б – вставка с алмазом
Кроме чистового и тонкого точения для чистовой отделочной обработки наружных цилиндрических поверхностей применяют и другие методы обработки. К ним относятся шлифование, алмазное выглаживание, притирка, доводка, суперфиниширование и полирование.
Шлифование
Шлифование является одним из основных видов механической обработки и обеспечивает высокую размерную точность обработки, высокую точность формы, малую высоту шероховатости. При окончательной обработке деталей с малыми припусками шлифование является наиболее производительным и эффективным процессом.
Различают обдирочное, предварительное, окончательное и тонкое шлифование. При обдирочном шлифовании (без предварительной токарной операции) снимается увеличенный припуск от 1 мм и более на диаметр. В отличие от токарной обработки обдирочное шлифование обеспечивает более высокую точность обработки (8-9 квалитета) и шероховатость поверхности Ra=2,5-5,0 мкм. Его целесообразно применять при наличии точных заготовок.
Предварительное шлифование выполняют после токарной обработки. Предварительное шлифование часто выполняют до термической обработки как промежуточную операцию перед окончательной обработкой. На операциях предварительного шлифования достигается точность 6-9 квалитета и шероховатость поверхности Ra = 1,2-2,5 мкм.
Окончательное шлифование дает возможность получить точность 5-6 квалитета и шероховатость поверхности Ra = 0,2-1,2 мкм.
Тонкое шлифование применяют для достижения шероховатости поверхности Ra = 0,025-0,1 мкм. Тонкое шлифование осуществляют на прецезионных станках специальными кругами.
Для наружного шлифования применяют круглошлифовальные станки – центровые и бесцентровые.
Для осуществления круглого наружного шлифования необходимы следующие движения:
– главное движение – вращение круга;
– круговая подача детали – вращение детали;
– продольная подача – возвратно-поступательное движение детали или круга вдоль оси;
– поперечная подача – поперечное перемещение круга к детали (или детали к кругу).

Рис. 10.8. Круглошлифовальный станок
На круглошлифовальных станках деталь устанавливается в центрах или патроне и приводится во вращение шпинделем передней бабки. Снятие металла при обработке осуществляется вращающимся шлифовальным кругом. Скорость вращения детали при шлифовании в зависимости от ее диаметра составляет от 10 до 50 м/мин; скорость шлифовального круга составляет от 30 до 50 м/с. Различают два способа круглого шлифования:
– шлифование с продольной подачей (рис.10.9);
– шлифование с поперечной подачей врезное или способом врезания
(рис.10.10).

Рис.10.9. Круглое шлифование с продольной подачей
Метод продольного шлифования более универсальный, чем метод врезного шлифования. В процессе шлифования деталь совершает продольные движения в обе стороны, поперечная подача шлифовального круга осуществляется по окончании каждого продольного движения (хода). При продольном шлифовании можно обрабатывать поверхности разной длины, круг изнашивается меньше, достигаются наименьшие параметры шероховатости и лучшее качество шлифуемой поверхности. Этот способ является наиболее распространенным.
При шлифовании способом врезания обрабатывается одновременно вся шлифуемая поверхность. Шлифовальному кругу сообщается поперечная подача по направлению к оси детали. Этот метод более производительный, для его осуществления применяют более широкие круги и станки большей мощности. Врезное шлифование применяют при обработке коротких шеек.

Рис. 10.10. Круглое шлифование с поперечной подачей (способ врезания)
Шлифование наружных цилиндрических поверхностей выполняют и на бесцентровошлифовальных станках (рис.10.11). При бесцентровом шлифовании деталь 2 не закрепляется в центрах, а свободно (без крепления) помещается между двумя шлифовальными кругами, из которых круг 1(большего диаметра) является шлифующим, а круг 3 – ведущим кругом, который вращает деталь и сообщает ей продольную подачу. Обрабатываемая деталь поддерживается опорой 4 со скосом, имеющей форму ножа. Благодаря скосу, направленному в сторону ведущего круга, деталь прижимается к этому кругу.

1 – шлифовальный круг; 2 – обрабатываемая деталь; 3 – ведущий круг; 4 – опорный нож
Рис.10.11. Бесцентровошлифовальный станок

1 – обрабатываемая деталь; 2 – шлифовальный круг; 3 – ведущий круг; 4 – опорный нож
Рис.10.12. Схема бесцентрового шлифования
![]()
![]()
![]() При бесцентровом шлифовании обрабатываемая деталь 1 устанавливается на опорный нож 4 (рисунок 10.12) между шлифовальным 2 и ведущим 3 кругами. Шлифовальный круг вращается со скоростью V
к
30 60
м/с, а ведущий – со скоростью V
в
10 40
м/мин. Ведущий круг сообщает детали движение круговой подачи. Применяется два метода шлифования: продольное и врезное. Продольная подача достигается за счет поворота оси ведущего круга на угол
При бесцентровом шлифовании обрабатываемая деталь 1 устанавливается на опорный нож 4 (рисунок 10.12) между шлифовальным 2 и ведущим 3 кругами. Шлифовальный круг вращается со скоростью V
к
30 60
м/с, а ведущий – со скоростью V
в
10 40
м/мин. Ведущий круг сообщает детали движение круговой подачи. Применяется два метода шлифования: продольное и врезное. Продольная подача достигается за счет поворота оси ведущего круга на угол ![]() . При врезном шлифовании ведущий круг устанавливается горизонтально или под небольшим углом 0,5
o
. Обрабатываемая деталь вращается свободно, без закрепления. Благодаря этому исключаются ее деформации при зажиме, что позволяет обрабатывать длинные и тонкие детали. Бесцентровое шлифование обеспечивает точность 5-6 квалитета.
. При врезном шлифовании ведущий круг устанавливается горизонтально или под небольшим углом 0,5
o
. Обрабатываемая деталь вращается свободно, без закрепления. Благодаря этому исключаются ее деформации при зажиме, что позволяет обрабатывать длинные и тонкие детали. Бесцентровое шлифование обеспечивает точность 5-6 квалитета.
Алмазное выглаживание
Выглаживание заключается в пластическом деформировании обработанной поверхности скользящим по ней инструментом с целью уменьшить или полностью сгладить неровности поверхности от предшествующей обработки. При этом уменьшение шероховатости поверхности детали сопровождается повышением твердости ее поверхностного слоя. После каждого оборота обрабатываемой детали след от инструмента перемещается в осевом направлении на подачу. Так как ширина канавки от инструмента больше подачи, то происходит многократное перекрытие следов от инструмента.
Применяют также выглаживание с наложением на инструмент возвратнопоступательных перемещений — вибровыглаживание. В результате на поверхности детали образуется синусоидальный след.
Алмазное выглаживание можно выполнять двумя способами: жестким и упругим. При жестком выглаживании инструмент закрепляют на станке подобно резцу и во время обработки подают на заданную величину (3 - 7 мкм) в направлении детали. Жесткое выглаживание не получило широкого распространения из-за высоких требований к биению обрабатываемой поверхности относительно оси вращения, а также к жесткости системы СПИД.
Отличительной особенностью упругого выглаживания является обеспечение постоянства заданной силы выглаживания независимо от погрешностей изготовления и установки детали. Применяемые конструкции приспособлений для упругого выглаживания должны позволять регулировать силу выглаживания в широких пределах.
Выглаживание производят инструментом со сферической рабочей частью (рисунок 1.13). Инструмент для выглаживания представляет собой металлическую оправку с закрепленной в ней рабочей частью из природного и синтетического алмаза. Стойкость природных и синтетических кристаллов алмаза примерно одинакова.

1 – регулировочный винт; 2 – пружина; 3 – индикатор; 4 – наконечник с алмазом Рис.10.13. Державки для выглаживания поверхностей а – с цилиндрической пружиной; б – с пружинящим корпусом
В зависимости от твердости обрабатываемого материала выбирают необходимый радиус сферы выглаживающего инструмента. Для деталей из мягких сталей и цветных сплавов радиус сферы инструмента находится в пределах 2,5 - 3,5 мм, для деталей средней твердости – 1,5 - 2,5 мм, для деталей из высокопрочных сталей – 1,0 - 1,5 мм. Шероховатость выглаженной поверхности без следов предшествующей обработки составляет Ra = 0,02 - 0,16 мкм.
Рабочий диапазон скоростей находится в пределах 16 - 120 м/мин. Дальнейшее увеличение скорости выглаживания приводит к росту шероховатости и при значениях 200 м/мин и более приводит к перегреву алмаза и повышенному его изнашиванию. При работе в этом диапазоне скоростей необходима обильная подача СОЖ в зону выглаживания. При выглаживании заготовок из черных металлов и сплавов применяют индустриальное масло И-20А, а из цветных металлов и сплавов – керосин. Используют также специальные составы СОЖ.
Притирка и доводка
Доводку применяют для повышения точности и снижения шероховатости обработанной поверхности. Эта отделочная операция обеспечивает точность геометрической формы обрабатываемой поверхности до 0,1 – 0,3 мкм с шероховатостью Ra = 0,04 – 0,02 мкм. Доводка или притирка заключается в том, что съем металла с обработанной поверхности производится абразивными зернами, свободно распределенными в пасте или суспензии, при перемещении притира или доводника.
Притирка и доводка могут быть абразивной, химико-механической и электрохимико-механической. При абразивной обработке используют абразивные инструменты, пасты и суспензии на основе абразивного материала, твердость которого значительно выше твердости обрабатываемого материала. При абразивной доводке абразивные зерна, находясь между деталью и притиром, вдавливаются в поверхность притира, твердость которого ниже обрабатываемой поверхности. При взаимном перемещении детали и притира абразивные зерна, закрепившись в поверхностном слое притира, снимают тончайшие стружки с обрабатываемой поверхности детали.
При химико-механической доводке под действием кислот, входящих в состав паст, на поверхности детали образуется пленка из химических соединений, которая удаляется абразивными зернами при перемещении притира.
Электрохимико-механическую обработку применяют в основном для отделки твердосплавного режущего инструмента и жаропрочных материалов.
Для доводки и притирки деталей применяют различные пасты, многие из них изготовляют на предприятиях из карбида кремния и электрокорундов.
На результаты доводочных операций существенное влияние оказывают притиры. Их изготовляют из стали, чугуна, меди, бронзы, твердых и вязких пород дерева и др. Наиболее распространены притиры из чугуна. Они должны иметь плотную и однородную структуру в сечениях по всем направлениям.
Твердость притиров НВ 190 – 230.

1 – обрабатываемая деталь; 2 – разрезная втулка; 3 – жимок; 4 – зажимной болт
Рис.10.14.
На токарных станках обрабатываемую заготовку обычно закрепляют в цанге или патроне станка, а возвратно-поступательное движение притира осуществляют вручную (рисунки 10.14, 10.15). В процессе обработки притир плавно перемещают вдоль вращающейся детали. Втулку смазывают доводочной пастой. При таком способе обработки обеспечивается геометрическая точность поверхности детали в пределах 0,5—2 мкм с шероховатостью поверхности по Ra 0,02-0,04 мкм.

1 – зажимной болт; 2 – жимок; 3 – разрезная втулка; 4 – обрабатываемая деталь
Рис.10.15. Притир для ручной обработки
В крупносерийном и массовом производстве притирка ведется на специальных притирочных станках (рисунок 10.16). Между двумя вращающимися дисками 2 и 4 расположен сепараторный диск 3, который также имеет самостоятельное вращательное движение. В радиальных гнездах сепараторного диска 3, расположенных под небольшим углом ![]() к радиусу диска, помещаются заготовки. Заготовки обрабатываются дисками 2 и 4, на которые нанесен мелкозернистый абразивный порошок в смеси с полирующей пастой. Сепараторный диск 3, кроме вращательного движения, имеет поперечные перемещения, что обеспечивает сложное движение заготовок при обработке.
к радиусу диска, помещаются заготовки. Заготовки обрабатываются дисками 2 и 4, на которые нанесен мелкозернистый абразивный порошок в смеси с полирующей пастой. Сепараторный диск 3, кроме вращательного движения, имеет поперечные перемещения, что обеспечивает сложное движение заготовок при обработке.

1 – станина; 2 и 4 – притирочные диски; 3 – сепараторный диск; 5 – колонна
Рис. 10.16. Общий вид и схема работы притирочного станка а – схема притирочного станка; б – расположение обрабатываемых деталей Суперфиниширование
Суперфиниш представляет собой метод особо чистой доводки поверхностей головкой с абразивными колеблющимися брусками (рисунок 10.17). Идея суперфиниша основана на так называемом принципе "неповторяющегося следа", заключающемся в том, что каждое зерно абразива не проходит дважды по одному и тому же пути (рисунок 10.18). Главное рабочее движение – колебание головки с абразивными брусками вдоль оси, ход брусков составляет 2-6 мм, а число двойных ходов в минуту 200-1000. Деталь при этом вращается, а головка имеет продольную подачу.
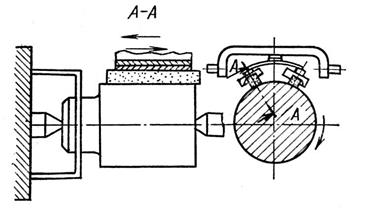
Рис.10.17. Схема суперфиниширования

1- деталь; 2 – абразивный брусок Рис.10.18. Схема рабочих движений инструмента и обрабатываемой детали при суперфинишировании
При суперфинишировании достигается шероховатость поверхности Ra = 0,012-0,1 мкм.
Полирование
Обработку абразивной лентой (полирование) применяют в тех случаях, когда к обрабатываемой поверхности не предъявляют высоких требований по точности размеров. В результате обработки улучшается только чистота поверхности, т.е. уменьшается шероховатость. Абразивной лентой можно полировать цилиндрические и фасонные поверхности. Абразивную ленту прижимают к обрабатываемой поверхности различными способами.
В зависимости от зернистости ленты различают предварительное, окончательное и чистовое полирование. При этом достигается шероховатость поверхности:
на предварительном полировании – Ra = 0,16-0,63 мкм; на окончательном – Ra = 0,04-0,32 мкм; на чистовом – Ra = 0,02-0,08 мкм.
Возможно полирование с помощью мягкого круга с нанесенным на него мелкозернистным абразивным порошком, смешанным со смазкой, а также с помощью специальных полировальных кругов с графитовым наполнителем.

а
 б
б
1 – обрабатываемая поверхность; 2 – абразивная лента; 3 – пружина; 4 – плунжер; 5 – пластина; 6 – копирный кулачок; 7 – ползун; 8 – роликовое устройство для протягивания ленты; 9 – рычаги клещей; 10 – гидроцилиндр; 11 – колодки
Рис.10.19. Схемы полирования абразивной лентой
а – схема полирования кулачка; б – схема полирования цилиндрической поверхности
Лекция 11. Обработка внутренних цилиндрических поверхностей
(отверстий)
Рассматриваемые вопросы: Виды обработки отверстий. Требования к внутренним цилиндрическим поверхностям. Способы обработки отверстий. Обработка отверстий лезвийным инструментом. Сверление. Зенкерование. Развертывание. Растачивание. Протягивание. Обработка отверстий абразивным инструментом. Шлифование. Хонингование. Обработка отверстий без снятия стружки.
11.1. Виды обработки отверстий
Обработка отверстий (внутренних цилиндрических поверхностей) занимает значительное место среди всех обрабатываемых поверхностей деталей.
Отверстия могут быть цилиндрические, конические, ступенчатые и фасонные. Отверстия могут быть глухими (открытыми с одной стороны) и сквозными. Обрабатывать отверстия можно со снятием и без снятия стружки. Обработку со снятием стружки производят лезвийным и абразивным инструментом. К способам лезвийной обработки относится сверление, зенкерование, развертывание, растачивание, протягивание. Абразивным инструментом осуществляют шлифование и хонингование отверстий.
Обработка отверстий без снятия стружки производится калиброванием и раскатыванием.
11.2. Требования к внутренним цилиндрическим поверхностям
Основной технологической задачей при обработке отверстий является обеспечение концентричности (соосности) отверстия и наружных цилиндрических поверхностей (у деталей вращения типа втулок); перпендикулярность торцов к оси отверстия; правильность цилиндрической формы отверстия.
Таблица 11.1
Шероховатость поверхности и квалитеты точности при лезвийной обработке
внутренних цилиндрических поверхностей
| Метод обработки |
Сверление |
Зенкерование |
Развертывание |
Растачивание |
Протягивание |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
| Квалитет точности |
9-13 |
12-13 |
11-13 |
8-10 |
10-11 |
7-9 |
5-6 |
11-13 |
8-10 |
5-7 |
10-11 |
6-9 |
| Шероховатость поверх- ности Ra, мкм |
1,6-25 |
6,325 |
6,325 |
0,8- 6,3 |
0,8- 12,5 |
0,4- 6,3 |
0,1- 3,2 |
1,625 |
0,4- 6,3 |
0,2- 3,2 |
0,8- 12,5 |
0,2- 6,3 |
Таблица 11.2
Шероховатость поверхности и квалитеты точности при абразивной обработке
внутренних цилиндрических поверхностей
| Метод обработки |
Шлифование |
Отделочные методы |
|||
| предвари- тельное |
чистовое |
тонкое |
Хонингование |
Притирка |
|
| Квалитет точности |
8-9 |
6-7 |
5-6 |
5-6 |
4-5 |
| Шероховатость по- верхности Ra, мкм |
0,4-6,3 |
0,3-3,2 |
0,1-1,6 |
0,1-1,6 |
0,1-1,6 |
Таблица 11.3
Шероховатость поверхности и квалитеты точности при обработке давлением внутренних цилиндрических поверхностей
| Метод обработки |
Обработка давлением |
||
| Раскатывание |
Калибрование |
Выглаживание |
|
| Квалитет точности |
8-10 |
6-8 |
5-6 |
| Шероховатость поверхности Ra, мкм |
0,4-6,3 |
0,1-6,3 |
0,1-0,4 |
11.3. Способы обработки отверстий
Отверстия по их назначению и способам обработки можно разделить на следующие виды:
– отверстия под крепежные детали (болты, винты, шпильки, заклепки). Точность изготовления таких отверстий невысокая (не выше 11 квалитета). Такие отверстия обычно получают сверлением;
– ступенчатые и гладкие отверстия различной точности в деталях, представляющих собой тела вращения. Их обрабатывают сверлением с последующим зенкерованием или развертыванием, растачиванием, шлифованием;
– ответственные отверстия в корпусных деталях точностью до 6-7 квалитета. Их обрабатывают растачиванием, шлифованием, хонингованием;
– профильные отверстия (например, со шпоночным пазом). Их обрабатывают протягиванием и прошиванием.
11.4. Обработка отверстий лезвийным инструментом
К способам лезвийной обработки относится сверление, зенкерование, развертывание, растачивание, протягивание.
Сверление
Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение резания при сверлении — вращательное, движение подачи — поступательное.

Рис.11.1. Рабочие движения при сверлении
Сверло по сравнению с другими режущими инструментами работает в довольно тяжелых условиях, так как при сверлении затрудняется отвод стружки и подвод смазочно-охлаждающей жидкости. В отличие от резца сверло является не однолезвийным, а многолезвийным режущим инструментом.
Наибольшее распространение получили спиральные сверла (рисунок
11.2а,б ).

Рис.11.2. Разновидности сверл
а, б – спиральные; в – с прямыми канавками; г – перовое, д – ружейное; е – однокромочное; ж –двукромочное; з – для кольцевого сверления; и – центровочное

Рис.11.3. Части и элементы спирального сверла
Спиральные сверла состоят из рабочей части, хвостовика и лапки. Рабочая часть представляет собой цилиндрический стержень с двумя спиральными или винтовыми канавками, по которым выходит стружка при сверлении. Режущая часть сверла имеет переднюю и заднюю поверхность, две режущие кромки и перемычку. На цилиндрической части по винтовой линии проходят две ленточки, которые центрируют и направляют сверло в отверстии, а также снижают трение сверла о стенки отверстия. Кроме того, для уменьшения трения на рабочей части сверла около хвостовика сделан обратный конус.
Перовые сверла (рисунок 11.2г) применяются сравнительно редко и представляют собой круглый стержень, на конце которого оттянута плоская лопатка, имеющая две режущие кромки. Существуют сборные конструкции перовых сверл. Их применяют для грубого сверления.
Сверла глубокого сверления (рисунок 11.3д-ж ) применяют для сверления глухих и сквозных отверстий в деталях большой длины. Это ружейные, однокромочные и двукромочные сверла с внутренним отводом стружки. Ружейные сверла применяют для сверления отверстий малых диаметров, однокромочные и двукромочные – для отверстий средних и больших диаметров.
Сверла кольцевого сверления (рисунок 11.2з ) применяют для сверления отверстий диаметром свыше 100 мм. Они представляют собой полую головку, в корпус которой вставляются резцы и направляющие шпонки.
Центровочными сверлами (рисунок 11.2и ) обрабатывают центровые отверстия.

Рис. 11.4. Сверло с твердосплавной пластинкой
Изготавливают сверла, оснащенные пластинками из твердого сплава (рисунок 11.4), которые обладают большей стойкостью и позволяют обрабатывать прочные материалы. Корпус таких сверл выполняется из инструментальных сталей.
Для сверления отверстий применяют универсальные сверлильные станки: вертикально-сверлильные (рисунок 11.9а ) и радиально-сверлильные (рисунок 11.9б ). На рисунке 11.10 приведена схема последовательной обработки отверстия на одношпиндельном вертикально-сверлильном станке.
Сверление можно выполнять и на токарных станках, размещая инструмент в пиноли задней бабки (рисунок 11.5) или в резцедержателе суппорта (рисунок 11.6).

Рис.11.5. Сверление на токарном станке

1– сверло; 2 и 3– прокладки
Рис. 11.6. Крепление сверла в резцедержателе
Сверление, зенкерование и развертывание можно выполнять и на токарно-револьверных станках. Токарно-револьверный станок (рисунок 11.7) отличается от токарного станка отсутствием задней бабки, на месте которой установлена револьверная головка 5 с кареткой 6. Револьверная головка имеет различные конструкции. Наиболее распространены револьверные головки с вертикальной осью вращения и горизонтальной осью вращения (рисунок 11.8а ,в ). В шестигранных револьверных головках с вертикальной осью имеется 6 гнезд для установки инструмента. Головка с горизонтальной осью вращения обычно имеет 12-16 отверстий для закрепления инструмента.
В массовом производстве применяют специальные многошпиндельные сверлильные станки.

1 – коробка подач; 2 –передняя бабка; 3 – станина; 4 – передний суппорт; 5 – револьверная головка; 6 – каретка
Рис.11.7. Токарно-револьверный станок

1 – шпиндельная бабка; 2 – станина; 3 – револьверная головка; 4 –поперечный суппорт
Рис.11.8. Токарно-револьверные станки с горизонтальной (а), наклонной (б) и вертикальной (в) осями вращения револьверной головок


1 – винт; 2 –– стол; 3 – шпиндель; 4 – маховик; 1 – винт; 2 – колонна; 3, 4 – двигатели;
5 – коробка подач; 6 – электродвигатель; 5 – рукав; 6 – шпиндель; 7 – стол; 7 – коробка скоростей; 8 – рукоятка; 9 – колонна 8 – фундаментная плита
Рис.11.9. Сверлильные станки
а – вертикально-сверлильный; б – радиально-сверлильный

1 – быстросменный патрон; 2 – промежуточная втулка; 3 – винт; 4 – регулируемая втулка; 5 – сегментная шпонка; 6 – гайка; 7 – винт
Рис.11.10. Схема последовательной обработки заготовки на одношпиндельном
сверлильном станке с быстросменным патроном
 1 –
1 –
Рис.11.11. Многошпиндельный вертикально-сверлильный станок
Зенкерование
Зенкеры служат для предварительной обработки литых, штампованных или просверленных отверстий под последующее развертывание, растачивание или протягивание. При обеспечении требуемой точности отверстий и шероховатости (см. таблицу 11.1) зенкерование может быть окончательной операцией. Зенкеры отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки и не имеют перемычки.

Рис.11.12. Зенкеры
а – спиральный из быстрорежущей стали; б – спиральный с пластинками их твердого сплава; в – насадной из быстрорежущей стали; г – насадной с пластинками из твердого сплава
Кроме зенкеров применяют зенковки для обработки фасок в отверстиях и цековки (цилиндрические зенковки) для обработки гнезд под болты. Цековки имеют направляющие цапфы, которые обеспечивают соосность с обработанными отверстиями.

Рис.11.13. Зенковка и цековка
а – обработка фаски зенковкой; б – обработка цилиндрического углубления цековкой с направляющей частью; в – обработка торцовой поверхности цековкой с направляющей частью
Развертывание
Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия.
Развертки могут быть цилиндрические и конусные, с прямыми и винтовыми канавками. Развертки с прямыми канавками применяют для обработки гладких отверстий, с винтовыми канавками - для обработки отверстий, имеющих пазы (например, шпоночные).

а
 б в г
б в г
Рис. 11.14. Развертки
а – машинная развертка с коническим хвостовиком; б – насадная развертка; в – машинная развертка со вставными ножами; г – насадная развертка с пластинками твердого сплава
На рисунке 11.15 показана последовательная обработка отверстия в сплошном материале на вертикально-сверлильном станке. Инструменты направляются втулками кондуктора.

1 – сверление; 2 – зенкерование; 3 – черновое развертывание; 4 – чистовое развертывание Рис. 11.15. Обработка отверстия в сплошном материале
В крупносерийном и массовом производстве широко применяются комбинированные инструменты (рисунок 11.16).

Рис.11.16. Комбинированные инструменты
а – ступенчатое сверло; б – сверло-зенковка; в – ступенчатый зенкер; г – сверло-
зенковка; д – зенкер-зенковка; е – зенкер-цековка; ж – сверло-метчик
Растачивание
Если диаметр отверстия превышает диаметр стандартных сверл и зенкеров, то такое отверстие получают растачиванием. Растачивание также применяют при обработке отверстий с неравномерным припуском и отверстий с выточками или канавками.

Рис.11.17. Типы отверстий, получаемых растачиванием
а – сквозное гладкое; б – с канавкой; в – с выточкой

Рис.11.18. Растачивание отверстия
Существуют два основных вида растачивания:
– растачивание на станках токарной группы (при вращении заготовки); – растачивание на расточных станках (при вращении инструмента).
![]() а б
а б
Рис.11.19. Схемы растачивания на токарных станках а – резцом, закрепленным в суппорте; б – резцом в консольной оправке

Рис.11.20. Схемы растачивания на расточных станках
а – консольными оправками; б – борштангами с одной опорой; в – борштангами с двумя
опорами
Растачивание производится специальными расточными резцами или расточными блоками и головками. Наименьший диаметр растачиваемого отверстия равен при обработке резцами 30 - 65 мм. Инструмент крепится в патронах, оправках или борштангах. Используются также расточные блоки и головки различных конструкций.
 а б
а б
Рис.11.21. Резцы расточные для обработки сквозных отверстий а – с пластинками из твердого сплава; б – с пластинками из быстрорежущей стали
 а б
а б
Рис.11.22. Резцы расточные для установки в расточную головку или борштангу а – с пластинками из твердого сплава; б – с пластинками из быстрорежущей стали

1 – винт; 2 – ползун; 3 – корпус
Рис.11.23. Расточной патрон для отверстий небольшого диаметра

1 – ползун; 2 – корпус; 3 и 5 – резцы; 4 – державка
Рис.11.24. Расточной патрон для обработки отверстий диаметром до 200 мм

Рис. 11. 25. Борштанга для растачивания отверстий

1 – верхняя часть; 2 – нижняя часть; 3 – регулировочный винт; 4 – полукольца; 5 – резцы; 6 – бирка; 7 – пружина; 8 – подвижная шпонка; 9 – втулка; 10 – ось; 11 – установочная пробка
Рис. 11.26. Расточной блок
На расточных станках чаще всего обрабатывают корпусные детали с точными отверстиями.
Расточные станки подразделяются на горизонтально-расточные, координатно-расточные, алмазно-расточные и специальные.

1 – задняя стойка; 2 – стол; 3 – шпиндель; 4 – шпиндельная бабка; 5 – передняя стойка; 6 – станина
Рис.11.27. Горизонтально-расточной станок
Растачивание цилиндрических отверстий резцом в отличие от сверления и зенкерования позволяет получить лучшую прямолинейность оси отверстия и более высокую точность размеров.
Однако по шероховатости обработки и производительности растачивание уступает развертыванию. Поэтому в общем виде последовательность обработки отверстий такова: сверление, рассверливание, зенкерование. растачивание, развертывание. В зависимости от конкретных условий обработки из этой последовательности могут быть выбраны различные сочетания методов обработки.
Протягивание
Протягивание занимает значительное место в металлообработке. Оно успешно заменяет некоторые виды обработки, такие как растачивание, зенкерование, развертывание, фрезерование, строгание и долбление. К преимуществам протягивания относятся:
– высокая производительность за счет совмещения черновой и чистовой обработки;
– высокая точность обработки и качество поверхности; – высокая стойкость инструмента; – простота наладки станков.
![]()
Рис.11.28. Схема работы протяжного инструмента
а – протяжка; б – прошивка
Протягивание осуществляется многолезвийным инструментом – протяжкой, которая протягивается через обрабатываемое отверстие. Прошиванием называют аналогичную обработку более коротким инструментом – прошивкой. Протяжку протягивают через обрабатываемое отверстие, а прошивку– проталкивают. Протяжки испытывают напряжения растяжения, а прошивка – напряжение сжатия, поэтому их делают короче протяжек.
Протягивание применяется для обработки внутренних и наружных поверхностей. Внутреннее протягивание применяется для обработки различных отверстий: круглых (цилиндрических), квадратных, фасонных, с различными пазами. Протягивать можно отверстия Ø5..400 мм длиной до 10 м, однако чаще всего протягиванием получают отверстия Ø10…75 мм длиной до 2,5 - 3 диаметров отверстия.
Протягивание осуществляют протяжками при различных относительных перемещениях инструмента и заготовки и различных главных рабочих движениях, которые могут быть вращательными и возвратно-поступательными.
Протягивание протяжками через неподвижную деталь (рисунок 11.29а ) производят на горизонтально-протяжных станках. Стоимость горизонтальнопротяжного станка ниже, чем вертикально-протяжного, но занимаемая им площадь цеха больше. На рисунке 11.29б протягивание осуществляется сверху вниз через неподвижную деталь на вертикально-протяжном станке. Вращательное движение детали применяют при использования винтовых протяжек (рисунок 11.29в ), в этом случае возможно и вращательное движение протяжки. Винтовыми протяжками применяют для обработки глубоких отверстий. Проталкивание прошивки через неподвижную деталь (рисунок 11.29г ) осуществляют на прессах или прошивных станках.

1 – деталь; 2 – протяжка; 3 – слои срезаемого металла; Vp – рабочий ход
Рис.11.29. Виды протягивания
Протягивание может осуществляться несколькими способами (схемами резания):
– профильная схема, при которой срезание припуска производится зубьями, имеющими поперечный профиль, подобный профилю обрабатываемого отверстия. Профильную схему резания применяют чаще всего для протягивания круглых отверстий и плоскостей;
– генераторная схема резания, которая заключается в том, что срезание припуска производится зубьями, имеющими переменный профиль, постепенно переходящий к заданному профилю. Эту схему применяют при протягивании наружных и фасонных поверхностей;
– групповая (прогрессивная) схема резания, при которой металл срезается не кольцевыми слоями по всему контуру, а разделяется на части так, что каждый зуб срезает металл только с части профиля, следующий за ним зуб снимает металл с другой части профиля и т. д., пока не будет снят металл со всего профиля. Зубья одинакового диаметра, срезающие каждый свой участок профиля, образуют секцию. Число зубьев в секции от 2 до 5.
Инструмент для протягивания - протяжка, имеет замковую, направляющую, режущую и калибрующую часть (рисунок 11.30а ). Замковая часть (хвостовик и шейка) служат для закрепления протяжки в зажимном приспособлении станка. Передняя направляющая часть служит для установки обрабатываемой детали на протяжку перед протягиванием. Задняя направляющая часть препятствует перекосу детали и повреждению обработанной поверхности в момент выхода последних зубьев протяжки из отверстия. Режущая часть протяжки служит для срезания припуска. Зубья могут быть обдирочными, переходными и чистовыми. Количество зубьев зависит от величины припуска, принятой подачи на зуб и схемы резания. Калибрующая часть состоит из небольшого числа одинаковых зубьев, по форме и размерам совпадающих с готовым отверстием. Калибрующие зубья обеспечивают зачистку поверхности после режущих зубьев.

а
 б
б
1 – хвостовик, 2 – шейка; 3 – переходный конус; 4 – передняя направляющая часть; 5 – режущая часть; 6 – калибрующая часть; 7 – задняя направляющая часть; 8 – опорная цапфа
Рис. 11.30. Основные части протяжки и прошивки
а – круглая протяжка; б – круглая прошивка
Круглые протяжки обычной конструкции имеют профильную схему резания. Каждый зуб срезает металл по всей окружности на глубину подачи на зуб. Последующий зуб имеет одинаковую форму с предыдущим, но больший диаметр.
 а б в
а б в
Рис. 11.31. Прогрессивная протяжка
а – нечетные черновые зубья; б – четные черновые зубья; в – чистовые зубья
Протяжки с групповой (прогрессивной) схемой резания отличаются тем, что четные и нечетные зубья имеют разную форму. Нечетные зубья имеют выкружки, а четные зубья – круглую форму. Такие протяжки более производительны и обеспечивают высокую чистоту поверхности.
Протягивание осуществляют на горизонтально-протяжных и вертикально-протяжных станках.

Рис.11.32. Горизонтально-протяжной станок
На рисунке 11.32 приведен общий вид горизонтально-протяжного станка. На станине 4 установлены основные узлы станка. Электродвигатель 1 и гидропривод 3 приводят в движение шток 2. Наружный конец штока установлен на дополнительной опоре, перемещающейся вместе с ползуном 5. Конец штока снабжен зажимным приспособлением 6 для крепления протяжки 8, другой конец которой поддерживается подвижным люнетом 9. Обрабатываемая заготовка 7 при протягивании упирается в торец станины.
11.5. Обработка отверстий абразивным инструментом
Шлифование
Внутреннее шлифование применяют главным образом при обработке точных отверстий в закаленных деталях, а также в случаях, когда невозможно применить более производительные методы точной обработки отверстий.
Существуют две основные разновидности внутреннего шлифования: – шлифование отверстия во вращающейся заготовке; – шлифование отверстия в неподвижной заготовке.
Первый способ применяют при шлифовании отверстий в небольших по размерам заготовках, представляющих собой тела вращения; второй способ используют при шлифовании отверстий в заготовках корпусных деталей.
В первом случае обрабатываемую заготовку зажимают в патроне и приводят во вращательное движение (рисунок 11.33а ). Шлифовальный круг вращается в противоположную сторону с большей скоростью, совершает поступательное движение (продольную подачу) и врезание (поперечную подачу).
Во втором случае (рисунок 11.33б ) заготовка не вращается, а устанавливается на столе станка, а шпиндель шлифовального круга, кроме вращательного движения, совершает планетарное движение по внутренней поверхности детали, со скоростью, соответствующей скорости вращения заготовки при шлифовании по первому способу.

Рис.11.33. Виды шлифования
а – с вращением обрабатываемой заготовки; б – с планетарным движением шлифовального круга
В обоих случаях осуществляется продольная подача шлифовального круга вдоль оси шлифуемого отверстия: в первом случае – движением шпиндельной головки, во втором – движением стола.
Наиболее существенное отличие внутреннего шлифования от наружного заключается в том, что обработка производится кругом малого диаметра. Обычно диаметр круга при внутреннем шлифовании составляет 0,7 – 0,9 диаметра шлифуемого отверстия. Окружная скорость круга составляет от 10 м/с до 30 м/с. Деталь вращается со скоростью 1- – 50 м/мин.

1 – обрабатываемая деталь; 2 – шлифовальный круг
Рис.11.34. Схема обработки отверстия на внутришлифовальном станке
Существует третий способ внутреннего шлифования – бесцентровое шлифование.
При бесцентровом шлифовании деталь, прошлифованная по наружному диаметру, помещается между тремя роликами. Ролик 1 большого диаметра является ведущим, он вращает деталь 2 и в то же время удерживает ее от возможного вращения с большей скоростью шлифовального круга 3. Верхний нажимной ролик прижимает деталь к ведущему ролику 1 и нижнему поддерживающему ролику 4. Деталь, зажатая между тремя роликами, вращается со скоростью ведущего ролика 1. При смене деталей зажимной ролик 5 отходит вправо и, освобождая деталь, позволяет вставить вручную или автоматически новую деталь.

1 –ведущий ролик; 2 –деталь; 3 –шлифовальный круг; 4 – поддерживающий ролик; 5 – зажимной ролик
Рис.11.35. Схема бесцентрового шлифования
Бесцентровое шлифование позволяет получить высокую точность обработки и высокую концентричность внутренней и наружной поверхности. Бесцентровое шлифование применяется для шлифования колец подшипников качения.
Хонингование
Хонингование - механическая доводка расточенного, развернутого или прошлифованного отверстия специальной вращающейся головкой (хоном) с раздвижными абразивными брусками, имеющей, кроме того, возвратнопоступательное движение. Бруски раздвигаются с помощью механических, гидравлических или пневматических устройств. Хонингование производится с охлаждением.
Хонингование снижает отклонения формы, повышает размерную точность, уменьшает шероховатость поверхности, сохраняет микротвердость и структуру поверхностного слоя.
Простейшая конструкция хонинговальной головки приведена на рисунке 11.36. Головка состоит из корпуса 1, несущего режущие бруски, штанги 2 с коническим хвостовиком, соединяющим головку со станком, и штока 3, который получает осевое перемещение от механизма подачи станка и раздвигает конусами 4 режущие бруски 5.

1 – корпус; 2 – штанга; 3 – шток; 4 – конус; 5 –режущий брусок
Рис. 11.35. Конструкция жесткозакрепленной хонинговальной головки
Хонинговальная головка (рисунок 11.36) представляет собой цилиндр 3, вдоль образующих которого расположены абразивные бруски Б, укрепленные на планках 4 и соединенные попарно с радиальными стержнями 5, которые входят в соответствующие пазы головки. Внутри головки смонтирован двусторонний конический регулируемый стержень 1, при помощи которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков.
В процессе хонингования осуществляется три основных рабочих движения: радиальный разжим, вращение и возвратно-поступательное движение брусков.
Число режущих брусков в головке обычно принимают четным (2, 4, 6, 8).
Наиболее эффективно работают головки с большим числом брусков. Кроме абразивных брусков, применяют алмазные бруски на металлической связке. Верхний алмазоносный слой имеет толщину 2 – 2,5 мм. Алмазным хонингованием достигается наибольшая эффективность из-за высокой стойкости алмазных брусков.
Хонингование практически вытеснило обработку отверстий притиркой, так как притирка является малопроизводительным процессом.

Б – абразивные бруски; 1 – конический стержень; 2 – деталь; 3 –цилиндр; 4 – планка; 5 – радиальный стержень; 6 – пружина
Рис.11.36. Конструкция хонинговальной головки
11.6. Обработка отверстий без снятия стружки
Обработка отверстий без снятия стружки заключается в калибровании их проглаживающими прошивками или шариками, а также в раскатывании отверстий.
Проглаживающие прошивки не имеют режущих зубьев, они уплотняют металл и калибруют отверстие.
Калибрование шариком заключается в продавливании стального закаленного шарика через отверстие, предварительно точно обработанное.
Раскатывание применяется для получения плотной и гладкой поверхности отверстия и производится стальными, закаленными и отшлифованными роликами.
 а б в
а б в
Рис.11.37. Схемы обработки отверстий без снятия стружки
а – проглаживающая прошивка; б – калибрование шариком; в – раскатывание роликами
Хонингование дает большую точность, чистоту и производительность, поэтому вытесняет эти виды обработки.
Лекция 12. Методы обработки плоских поверхностей
Рассматриваемые вопросы: Основные виды обработки плоских поверхностей. Строгание и долбление. Фрезерование. Протягивание. Шлифование.
12.1. Основные виды обработки плоских поверхностей
Обработка плоских торцовых поверхностей деталей, представляющих собой тела вращения, производится точением, фрезерованием и шлифованием. Торцовое точение и фрезерование обеспечивают примерно одни и те же параметры шероховатости и точности (11-12 квалитет точности и параметр шероховатости Ra = 12,5). Для торцовых поверхностей, требующих большей точности, например, при установке подшипников, требуется шлифование до 6-7 квалитета точности и параметра шероховатости не хуже Ra = 3,2.
Обработка поверхностей различных деталей (например, корпусных) может производиться следующими способами:
– строганием или долблением;
– фрезерованием; – протягиванием;
– шлифованием.
12.2. Строгание и долбление плоских поверхностей
Строгание производится специальными резцами на строгальных станках с прямолинейным движением резания. Строгальные резцы по форме сходны с токарными. Режущая часть выполняется из быстрорежущей стали или твердого сплава. Строгальные резцы бывают прямые и изогнутые (для уменьшения заклинивания при резании).

Рис.12.1. Элементы резания при строгании

а б
Рис.12.2. Форма строгальных резцов
а – прямой; б – изогнутый
Строгание, как и точение, разделяется на черновое и чистовое. Чистовое строгание производят с меньшей подачей или резцами с широким лезвием.

Рис. 12.3. Резец с широким лезвием для чистового строгания
При чистовой обработке поверхностей крупногабаритных деталей применяют строгальные вращающиеся чашечные резцы.

1 – чашка; 2 – державка; 3 – гайка; 4 – шплинт; 5 – пружина; 6 – шайба; 7 – втулка
Рис.12.4. Чашечный вращающийся резец
Строгальные станки разделяются на продольно-строгальные и поперечнострогальные. У продольно-строгальных станков главное рабочее движение сообщается заготовке, а у поперечно-строгальных – резцу.
При строгании на продольно-строгальных станках стол с закрепленной на нем деталью совершает возвратно-поступательное движение, подача в поперечном направлении осуществляется перемещением резцового суппорта после каждого рабочего хода. Стружка снимается во время рабочего хода, холостой ход осуществляется со скоростью в 2-3 раза большей скорости рабочего хода. Тем не менее, потеря времени при холостых ходах делает строгание менее производительным способом обработки, чем например, фрезерование.
Для увеличения производительности строгания используют многорезцовые державки.

Рис.12.5. Использование многорезцовой державки
Продольно-строгальные станки могут быть одностоечные, двухстоечные и портальные. Станки могут иметь один или несколько суппортов. На рисунке 12.6 приведен общий вид двухстоечного продольно-строгального станка с четырьмя суппортами.

1 – стол; 2 – верхние суппорты; 3 –траверса; 4 – стойки; 5 –станина; 6 – боковые суппорты
Рис.12.6. Продольно-строгальный станок
По станине 5 возвратно-поступательно может перемещаться стол 1, на котором закрепляют заготовку. На стойках 4 размещены и могут перемещаться в вертикальном направлении (движение подачи) боковые суппорты 6 и траверса 3. По траверсе, снабженной ходовым винтом, могут передвигаться в горизонтальном направлении верхние суппорты 2 (движение подачи). Салазки верхних суппортов 2 с резцедержателями можно перемещать в вертикальном, а салазки боковых суппортов 6 в горизонтальном направлениях. Кроме того, траверсу 3 можно перемещать вертикально на стойках.
На поперечно-строгальных станках возвратно-поступательное движение имеет резец. Обрабатываемая деталь, закрепленная на столе станка, получает поперечную подачу за счет перемещения стола в поперечном направлении после каждого рабочего хода.
На рис.12.7 приведен общий вид поперечно-строгального станка. По направляющим станины, закрепленной на фундаментной плите 1, движется возвратно-поступательно ползун 4, на переднем конце которого размещен суппорт 3. Стол 2 , связанный с поперечиной 5, может перемещаться по ней в горизонтальном направлении, осуществляя движение подачи. Для установки резца по высоте суппорт с резцедержателем можно перемещать в вертикальном направлении. Для обработки наклонных поверхностей суппорт может быть повернут на требуемый угол.

1 –фундаментная плита; 2 – стол; 3 – суппорт; 4 – ползун; 5 – поперечина
Рис.12.7. Поперечно-строгальный станок
Долблением обрабатывают пазы или поверхности внутренних контуров в виде квадрата и прямоугольника. Процессы строгания и долбления аналогичны.

Рис.12. 8. Схема долбления
Долбежные станки относятся к группе строгальных. Долбяк с закрепленным в нем резцом совершает возвратно-поступательные движения в вертикальной плоскости. Стол станка, на котором закрепляется обрабатываемая деталь, имеет движение подачи в горизонтальной плоскости в двух взаимноперпендикулярных направлениях.

1 – станина; 2 – валик; 3 – рукоятка; 4 – стол; 5 – заготовка; 6 – зажим; 7 – долбежная головка; 8 – колонна; 9 – вал; 10 – коробка, 11 – электродвигатель
Рис. 12.9. Общий вид долбежного станка
На рис.12.9 приведен общий вид долбежного станка. На станине 1 установлена колонна 8, внутри которой размещен электродвигатель привода 11. На направляющих колонны установлена долбежная головка 7, которая осуществляет возвратно-поступательное движение в вертикальной плоскости. В нижней части долбежной головки укреплен резцедержатель с долбежным резцом. Для установки длины хода долбежной головки относительно заготовки 5, закрепленной на столе 4, имеется зажим 6. Стол снабжен механизмом продольного и поперечного перемещения, верхней части стола можно сообщить вращательное движение. Все движения стола осуществляют от механизма подачи посредством вала 9, коробки 10 и валика 2.
Наиболее характерные виды работ, выполняемые на строгальных и долбежных станках приведены на рисунке 12.10.

Рис.12.10. Виды обработки на строгальных и долбежных станках
а – строгание плоскости; б – строгание паза; в – строгание Т-образного паза; г – долбление углового профиля; д – долбление прямоугольного отверстия
12.3. Фрезерование плоских поверхностей
В массовом и серийном производстве фрезерование более эффективно, чем строгание и долбление. При фрезеровании поверхность обрабатывается не однолезвийным инструментом – резцом, а многолезвийным вращающимся инструментом – фрезой. Повышение производительности при фрезеровании достигается также увеличением количества одновременно обрабатываемых заготовок и работающих инструментов (параллельное, последовательное или непрерывное фрезерование, фрезерование с маятниковой подачей).
Фреза – многозубый режущий инструмент, представляющий собой тело вращения, на образующей поверхности которого (а иногда и на торце), имеются режущие зубья. Главное движение (движение резания) при фрезеровании – вращательное и его совершает фреза; движение подачи – прямолинейное и его может иметь заготовка или фреза.
Фрезами обрабатывают разные виды поверхностей, в том числе и плоские (рисунок 12.11). Фрезы классифицируют по технологическим и конструктивным признакам. Одним из основных типов являются цилиндрические фрезы и торцовые фрезы. Если режущая часть фрезы имеет форму обработанной поверхности, то такая фреза называется фасонной. Номенклатура фрез очень широка. Существуют дисковые, концевые, угловые, отрезные и пр. фрезы. Фрезы могут быть цельные, составные, насадные, сборные со вставными пластинками из твердого сплава.
![]()
Рис.12. 11. Виды фрезерования
Плоские поверхности можно фрезеровать торцовыми и цилиндрическими фрезами. Фрезерование торцовыми фрезами более производительно. Это объясняется возможностью применения фрез большого диаметра.
Фрезерование цилиндрическими фрезами производится двумя способами: встречного и попутного фрезерования. При встречном способе вращение фрезы направлено против подачи, при попутном способе направление вращения фрезы совпадает с направлением подачи.

Рис.12.12. Схемы фрезерования
а – встречное; б – попутное
При встречном фрезеровании толщина срезаемого слоя постепенно увеличивается от нуля (при входе зуба в материал заготовки) до максимального значения аmax . В процессе резания нагрузки на зуб фрезы возрастают плавно и постепенно.
При попутном фрезеровании в момент входа зуба нагрузка резко возрастает, наблюдается явление удара. Поэтому попутное фрезерование можно производить на станках, обладающих достаточной жесткостью и виброустойчивостью. Конструкция фрезы должна выдерживать ударные нагрузки. Однако этот способ более производителен и обеспечивает более высокое качество поверхности.
Фрезерные станки разделяются на следующие виды:
– горизонтально-фрезерные;
– вертикально-фрезерные;
– универсально-фрезерные;
– продольно-фрезерные;
– карусельно-фрезерные;
– барабанно-фрезерные;
– специальные (шпоночно-фрезерные, резьбо-фрезерные, фрезерноцентровальные)
Фрезерные станки первых трех видов являются станками общего назначения и применяются во всех видах производства, остальные относятся к высокопроизводительным и станки используются в серийном, крупносерийном и массовом производствах.
Горизонтально- и вертикально-фрезерные станки называются по расположению оси вращения фрезы. Вращение фрезы – это главное движение. Стол перемещается в трех взаимно перпендикулярных направлениях. Универсальные станки, кроме этого, имеют поворотный стол или поворотную головку.

1 – коробка подач; 2 – станина; 3 – коробка скоростей; 4 – оправка; 5 – шпиндель; 6 – фрезы;
7 – хобот; 8 – серьга; 9 – стол; 10 – поворотная часть; 11 – салазки; 12 – консоль
Рис.12.13. Горизонтально-фрезерный станок
Продольно-фрезерные станки могут иметь несколько горизонтальных и вертикальных шпинделей. Это одностоечные или двухстоечные станки большого размера, с продольной подачей стола.

1 – станина; 2 – стол; 3, 5, 6, 7 – шпиндельные бабки; 4 – поперечина
Рис.12.14. Продольно-фрезерный станок
Карусельно-фрезерные станки имеют круглый вращающийся стол большого диаметра и 1 или 2 вертикальных шпинделя. На этих станках обрабатываются плоские поверхности торцовыми фрезами. На станках, имеющих два шпинделя, совмещается черновая и чистовая обработка.

1 – фрезы; 2 –обрабатываемая деталь; 3 – стол станка; 4 – барабан
Рис.12.15. Обработка на фрезерных станках
а – карусельно-фрезерный станок с одним шпинделем; б – карусельно-фрезерный станок с двумя шпинделями; в – барабанно-фрезерный станок
Барабанно-фрезерные станки служат для обработки параллельных плоскостей деталей одновременно с двух сторон, совмещая черновую и чистовую обработку. Детали устанавливаются на вращающемся барабане. Фрезы (черновая и чистовая) размещаются на расположенных с двух сторон бабках.
12.4. Протягивание плоских поверхностей
Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой себестоимости обработки находит широкое применение в серийном и массовом производстве. При обработке наружных предварительно не обработанных поверхностей за один ход протяжки достигаются высокая точность и чистота поверхности. В процессе протягивания каждый режущий зуб протяжки снимает слой металла, составляющий часть припуска, а калибрующие зубья зачищают поверхность, при этом они долго не теряют своей режущей способности и формы.
При обработке плоских поверхностей применяют обычные и прогрессивные протяжки (рис.12.16).

Рис.12.16. Схемы плоских протяжек
а – обычные; б, в, г – прогрессивные
У обычных протяжек каждый зуб снимает стружку по всей ширине обрабатываемой поверхности. У прогрессивных протяжек режущие зубья делают переменной ширины, постепенно увеличивающейся, и каждый зуб срезает металл не по всей ширине обрабатываемой поверхности, а полосой, причем ширина этих полос с каждым зубом увеличивается, и только калибрующие зубья зачищают обрабатываемую поверхность по всей ширине. При протягивании необработанных поверхностей отливок и поковок обычными плоскими протяжками их режущие кромки быстро тупятся и выкрашиваются. У прогрессивных протяжек зубья служат дольше.
При протягивании стали по прогрессивной схеме резания зубья протяжки имеют криволинейную вогнутую спинку, сопрягающуюся со стружечной канавкой (рисунок.12.17а ). При протягивании чугуна и цветных металлов, а также стали по профильной схеме резания, применяют зубья с прямолинейной спинкой, которые проще в изготовлении. Зубья с криволинейной спинкой позволяют более плавно и в большем объеме отводить стружку.

Рис.12.17. Форма зубьев протяжек
а – с криволинейной спинкой; б – с прямолинейной спинкой
Для обработки широких плоскостей устанавливают несколько протяжек рядом.
Протяжки для наружного протягивания обычно выполняются сборными и состоят из корпуса и рабочей части. На рисунке 12.18 показана наружная протяжка для горизонтально-протяжных станков общего назначения. Протяжка имеет корпус с хвостовиком для закрепления в патроне тяговой головки станка. В корпусе крепятся секции, которые можно менять по мере затупления.

Рис.12.18. Наружная сборная протяжка с хвостовой частью для работы на горизонтально-протяжных станках
Протягивание наружных поверхностей может производиться на горизонтально-протяжных, вертикально-протяжных, карусельно-протяжных и протяжных станках непрерывного действия. На горизонтально-протяжных станках движение резания осуществляется деталью или протяжкой, на вертикальнопротяжных станках движется протяжка. Вертикально-протяжные станки получили широкое распространение ввиду своей компактности.
На рисунке 12.19 приведена схема вертикально-протяжного станка для наружного протягивания. На станине 5 по направляющим перемещается подвижная плита 3, на которой крепятся плоские протяжки 4. Подвижная плита перемещается возвратно-поступательно с разной скоростью, регулируемой гидроприводом. На передней части станины имеется стол 7, на котором установлен суппорт 1, поперечно перемещающийся для установки глубины протягивания. На суппорте закрепляется обрабатываемая заготовка 2. Протяжки, опускаясь, обрабатывают заготовку и в конце останавливаются в нижнем положении. Затем заготовку снимают и включают обратный ускоренный ход протяжки. После возвращения протяжек в исходное положение в суппорт устанавливают новую заготовку.

1 – суппорт; 2 – заготовка; 3 – подвижная плита; 4 – протяжки; 5 – станина; 6 – электропривод; 7 – стол
Рис.12.19. Вертикально-протяжной станок для наружного протягивания
12.5. Шлифование плоских поверхностей
Шлифование плоских поверхностей применяется как для обдирочной, так и для черновой и чистовой обработки. Припуск для обдирочного шлифования принимается значительно меньший, чем для фрезерования или строгания. Обдирочное шлифование применяют при наличии твердой корки или большой твердости обрабатываемого материала, что затрудняет фрезерование или строгание.
Черновое и чистовое шлифование позволяет получить высокую точность и чистоту поверхности. Шлифование производится торцовой частью или периферией круга. При шлифовании торцом круга применяют круги чашечной или тарельчатой формы (табл.12.). Шлифование торцом круга более производительно, чем шлифование периферией, так как в процессе работы торцом круга большая площадь круга находится в соприкосновении с обрабатываемой поверхностью.
При шлифовании периферией достигается более высокая точность, чем при шлифовании торцом круга, поэтому шлифование периферией применяют для окончательной отделки точных деталей.
Таблица 12.
Типы шлифовальных кругов

Шлифование плоских поверхностей осуществляют на плоскошлифовальных станках.
При шлифовании периферией круга на станках с горизонтальной осью шпинделя стол станка может совершать возвратно-поступательное и вращательное движение (рисунок 12.20а и б ). При возвратно-поступательном движении стола (рисунок 12.20а ) шлифовальный круг совершает вращательное движение и движение поперечной подачи на каждый двойной ход стола, а также радиальную подачу для перемещения его на глубину шлифования.
При вращающемся движении стола (рисунок 12.20б ) шлифовальный круг совершает вращательное движение и одновременно возвратно-поступательное движение параллельно шлифуемой поверхности.
Шлифование торцом круга осуществляют на плоскошлифовальных станках с вертикальной осью шпинделя. Стол станка в зависимости от типа станка (продольного или карусельного типа) совершает возвратно-поступательное или вращательное движение (рисунок 12.20в и г ).

Рис.12.20. Основные схемы шлифования плоскостей
а – периферией круга при возвратно-поступательном движении стола станка; б – периферией круга на вращающемся столе; в – торцом круга при возвратно-поступательном движении стола; г – торцом круга на вращающемся столе
Лекция 13. Методы обработки резьбовых поверхностей
Рассматриваемые вопросы: Основные виды резьб и методы их получения. Нарезание резьбы резцами. Резьбовые гребенки. Резьбонарезные головки. Нарезание резьбы плашками и метчиками. Фрезерование резьбы. Шлифование резьбы. Накатывание резьбы.
13.1. Основные виды резьб и методы их получения
В машиностроении и аппаратостроении применяют цилиндрические резьбы – крепежные и ходовые, а также конические резьбы. Основной крепежной резьбой является метрическая резьба треугольного профиля с углом профиля 60°. Ходовые резьбы изготовляют с прямоугольным и трапецеидальным профилем. Резьбы могут быть однозаходные и многозаходные. Резьба может быть на внутренней поверхности детали (внутренняя) и на наружной поверхности детали (наружная).

Рис.13.1. Элементы резьбы

Рис.13.2. Виды резьб
а – треугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух и
трехзаходная
Наружную резьбу можно изготовить различными инструментами: резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом.
Для изготовления внутренней резьбы применяют резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод нарезания резьбы применяется в зависимости от профиля резьбы, материала изделия, объема производства и требуемой точности.
Нарезание резьбы резцами на токарно-винторезных станках применяют главным образом для точных и длинных резьб. При этом способе применяется простой инструмент – резец и достигается высокая точность. К недостаткам этого метода следует отнести низкую производительность и требующуюся высокую квалификацию рабочего.
На токарно-револьверных станках и автоматах резьба нарезается преимущественно плашками и резьбонарезными головками. При этом нарезание резьбы совмещают с обработкой на этом станке других поверхностей деталей.
Фрезерование резьбы целесообразно применять при достаточно больших партиях деталей, так как этот метод высокопроизводителен.
Шлифование резьбы применяется для точных резьб на закаленных поверхностях, применяющихся для резьбонарезного и измерительного инструмента.
Накатывание резьбы применяется в крупносерийном и массовом производствах ввиду высокой производительности и достаточно высокой точности.
13.2. Нарезание резьбы резцами
На токарных станках наиболее широко применяют способ нарезания резьбы резцами.
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки оставляет на ее поверхности винтовую линию (рисунок 13.3). Наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, зависит от частоты вращения заготовки и подачи резца и называется углом подъема винтовой линии. Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом винтовой линии. При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность – резьба, форма которой соответствует форме вершины резца.
Резьбонарезные резцы бывают стержневые, призматические и круглые. Их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Стержневые резцы применяют для нарезания внутренней и наружной резьб. Наружную резьбу нарезают прямыми или отогнутыми резцами, а внутреннюю – изогнутым резцом в отверстиях малого диаметра и прямым резцом, установленным в оправку, в отверстиях большого диаметра.

Рис. 13.3. Схема нарезания наружной резьбы
а – схема движения инструмента и заготовки; б – нарезание резьбы резцом

Рис. 13.4. Резьбонарезные резцы а – прямой; б – круглый; в – изогнутый
Нарезание резьбы резцами на токарных станках выполняют за несколько рабочих ходов. После каждого рабочего хода резец отводят в исходное положение, устанавливают требуемую глубину резания и повторяют рабочий ход. Число черновых рабочих ходов должно быть 3 - 6, а чистовых – 3.

Рис.13.5. Схемы установки резца при нарезании резьбы
Для повышения производительности труда вместо одного резца применяют резьбовые гребенки, которые по конструкции подразделяют на стержневые, призматические и круглые.

Рис.13.6. Резьбовые гребенки а – стержневая; б – призматическая; в – круглая
Нарезание резьбы гребенками является более производительным способом обработки, так как зубья гребенки образуют ряд последовательно расположенных резцов, работающих одновременно. При этом полный профиль резьбы получают за один-два рабочих хода.
13.3. Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Для образования захода резьбы в начале нарезаемой поверхности снимают фаску, соответствующую высоте профиля резьбы.
Плашка имеет на внутренней стороне резьбу нарезаемого профиля. в плашке в зависимости от ее размеров просверлено 3 – 8 отверстий, пересекающих резьбу. На пересечении поверхностей образуются гребенки, режущая часть которых и нарезает резьбу. Калибрующие витки (5 – 6 витков) калибруют резьбу по размеру и обеспечивают требуемую шероховатость поверхности. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки.

Рис.13.7. Резьбонарезная плашка а – вид в плане; б – элементы резьбы плашки
Основной недостаток плашек – необходимость свинчивания их по окончании нарезания, что вызывает значительные затраты времени и ухудшает качество резьбы.
Нарезание резьбы самораскрывающимися резьбонарезными головками значительно производительнее, чем нарезание плашками и не требует их обратного свинчивания благодаря автоматическому раскрыванию.
Резьбонарезные головки нормализованной конструкции изготавливаются серийно с тангенциальным и радиальным расположением плашек, а также с круглыми плашками. В конце нарезания резьбы плашки или гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.

Рис.13.8. Резьбонарезные винторезные головки
а – радиальная; б – тангенциальная; в – круглая

 а б
а б
1 – винт; 2 –гребенка; 3 – выточка; 4 – кулачок; 5 –пружина; 6 – корпус; 7 – обойма; 8 – штифт; 9 – кольцо; 10 – хвостовик; 11 – пружина; 12 – рукоятка; 13 – штифт
Рис.13.9. Винторезная головка для нарезания наружной резьбы
а – в рабочем положении; б – с открытыми гребенками
Наибольшее распространение получили головки с круглыми гребенками, так как они допускают большее количество переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Конструкция такой головки приведена на рисунке 13.9. Нарезание резьбы производится гребенками 2, которые выточкой 3 установлены на кулачках 4 и закреплены винтом 1. Пружинами 5 кулачки 4 прижимаются к обойме 7. В рабочем положении резьбонарезные гребенки сведены, так как кулачки своими выступами М упираются в обойму. В конце рабочего хода подача прекращается, хвостовик 10 и обойма 7 останавливаются. Корпус 6, увлекаемый резьбой детали, продолжает двигаться. Выступы М кулачков 4 выходят из обоймы и кулачки вместе с гребенками под действием пружин 5 расходятся, освобождая обрабатываемую деталь.
Внутренние метрические резьбы нарезают метчиками. Обычно применяют машинные метчики, что позволяет нарезать резьбу за один рабочий ход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) доводит резьбу до требуемого профиля. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, средний (получистовой) – 30 % и третий (чистовой) – 10 %. Метчики в комплекте различают по длине заборной части, наибольшая длина заборной части у чернового метчика.

Рис.13.10. Резьбонарезной метчик
Метчик представляет собой винт с резьбой требуемого профиля и продольными стружечными канавками. На пересечениях канавок с витками резьбы образуются резьбовые гребенки. Резание выполняется режущей частью метчика, высота режущих зубьев постепенно увеличивается. За режущей частью расположена калибрующая часть.
В отверстиях с прерывистой поверхностью (с пазом, канавкой) резьбу нарезают метчиками с винтовыми канавками.
13.4. Фрезерование резьбы
Фрезерование наружной и внутренней резьбы широко применяется в производстве и осуществляется двумя способами: дисковыми фрезами и групповыми фрезами.
Фрезерование длинных резьб с большим шагом и крупным профилем осуществляют дисковой фрезой. Профиль фрезы соответствует профилю резьбы. Ось фрезы располагается под углом α к оси детали, равным углу наклона резьбы (рисунок 13.11а ). Дисковые фрезы могут быть симметричными (рисунок 13.11б ) и несимметричными (рисунок 13.11в ). При нарезании резьбы фреза вращается и имеет поступательное движение вдоль оси детали, причем перемещение за один оборот детали должно точно соответствовать шагу резьбы. Вращение детали происходит медленно в соответствии с подачей.

Рис.13.11. Фрезерование дисковой фрезой
а – смещение осей фрезы и детали; б – фреза симметричного профиля; в – фреза несимметричного профиля
Фрезерование коротких резьб с мелким шагом осуществляют на резьбофрезерных станках групповыми (гребенчатыми) фрезами. Групповая фреза представляет собой как бы группу дисковых фрез, собранных на одну оправку. Длина фрезы обычно принимается на 2-5 мм больше длины фрезеруемой резьбы. Групповая фреза для нарезания резьбы устанавливается параллельно оси детали.Предварительно производят врезание фрезы на глубину резьбы. Во время полного оборота детали групповая фреза перемещается на величину шага резьбы. Фрезерование происходит за 1,2 оборота детали; 0,2 оборота требуется для врезания и перекрытия места врезания.

Рис.13.12. Схемы фрезерования резьбы групповыми фрезами а – наружной резьбы; б – внутренней резьбы
13.5. Шлифование резьбы
Шлифование резьбы на резьбошлифовальных станках применяют для обработки резьбонарезного и резьбоизмерительного инструмента, накатных роликов, точных винтов и других деталей с точной резьбой. Шлифуют резьбу обычно после термообработки. Для шлифования применяют однониточные и многониточные круги (рисунок 13.13).

Рис.13.13. Абразивные круги для шлифования резьбы
а – однониточный; б – многониточный
Процесс шлифования резьбы однониточным и многониточным кругом аналогичен фрезерованию соответственно дисковой или групповой фрезой.
Шлифование однониточным кругом 1 (рисунок 13.14) осуществляется при продольном перемещении детали 2. Этот метод позволяет получить резьбу очень высокой точности.

Рис.13.14. Шлифование резьбы однониточным кругом
Многониточные круги применяют при шлифовании резьбы на деталях с короткой нарезанной частью (обычно не более 40 мм). На рисунке 13.15 показаны схемы шлифования многониточным кругом. Ширина шлифовального круга должна быть больше длины шлифуемой резьбы на 2-4 шага. На круге делается кольцевая резьба с требуемым шагом. Шлифование производится методом врезания при продольном перемещении детали. Если длина резьбы больше ширины многониточного круга, шлифование производится при продольном перемещении детали относительно круга (рисунок 13.15б ). Все нитки резьбы детали последовательно шлифуются всеми нитками шлифовального круга. Шлифование многониточным кругом более производительно, но точность резьбы, достигаемая этим методом, ниже, чем при работе однониточным кругом.

Рис.13.15. Шлифование резьбы многониточным кругом
а и б – схемы шлифования; I и II – соответственно начальное и конечное положения шлифовального круга
13.6. Накатывание резьбы
Накатывание резьбы является производительным методом образования резьбы без снятия стружки методом пластического деформирования.
Преимущества резьбонакатывания перед резьбонарезанием:
– улучшение физико-механических свойств поверхностного слоя металла;
– экономия металла, так как диаметр заготовки под резьбу меньше диаметра получаемой резьбы;
– высокая точность и низкая шероховатость поверхности резьбы; – высокая производительность.
Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. В качестве инструмента используют резьбонакатные ролики; резьбонакатные головки, оснащенные комплектом роликов; резьбонакатные плашки плоского типа.
На токарных, токарно-револьверных станках и резьбонакатных станкахавтоматах резьбы диаметром 5-25 мм накатывают одним роликом (рисунок 13.16). Резьбу накатывают при вращении заготовки 1 в патроне при поступательном перемещении суппорта станка вместе с накатником 3, в котором находится накатной ролик 2.

1 –заготовка; 2 – накатной ролик; 3 – накатник
Рис.13.16. Накатывание резьбы роликом
Накатывание резьбы диаметром до 50 мм производят резьбонакатными головками с тремя и более роликами. Ролики выполняют с кольцевой и винтовой резьбой. Ролики с кольцевой резьбой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы (рисунок 13.17). Головки могут быть самораскрывающимися.

Рис.13.17. Резьбонакатная головка
Для получения резьбы на внутренней поверхности применяют раскатники (рисунок 13.18). Раскатник имеет заборную часть l1 с конической резьбой. Калибрующая часть l2 выполнена с цилиндрической резьбой на длине 5-8 шагов резьбы. По всей рабочей части раскатника выполняется огранка для уменьшения сил трения при обработке резьбы. В процессе работы раскатник вращается относительно детали и перемещается вдоль оси.

Рис.13.18. Раскатник для получения внутренней резьбы

Рис.13.19. Схема накатывания плоскими плашками
Резьбу можно накатывать и плоскими плашками. Одна плашка неподвижна, а другая совершает возвратно-поступательное движение. Рабочая поверхность плашек имеет прямолинейную резьбу с профилем и углом подъема, соответствующими профилю и углу подъема накатываемой резьбы. Для накатывания резьбы плоскими плашками применяются специальные станки, имеющие ползун, на котором крепится подвижная плашка.
Лекция 14. Методы обработки зубчатых поверхностей
Рассматриваемые вопросы: Основные виды зубчатых колес. Методы получения зубчатых поверхностей. Метод копирования. Метод обкатки. Протягивание зубчатых поверхностей. Накатывание зубчатых поверхностей. Способы чистовой отделки зубчатых колес.
14.1. Основные виды зубчатых колес
Зубчатые колеса делят на цилиндрические, конические и червячные. Наиболее распространены цилиндрические зубчатые колеса. Они могут быть одновенцовые и многовенцовые (блочные). Зубчатые колеса могут быть выполнены в виде дисков без ступицы (шестерни) и со ступицей. По форме зуба цилиндрические зубчатые колеса делят на прямозубые, косозубые и шевронные.
Зубчатые поверхности получают двумя основными методами: методом копирования и методом обкатки.
14.2. Метод копирования
Метод копирования заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульной фрезой. Форма инструмента совпадает с профилем впадины зубчатого колеса. В процессе работы фреза переносит ("копирует") свой профиль на впадину зубьев. После нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного механизма и фреза формирует следующую впадину.
 а б в
а б в
Рис.14.1. Методы получения зубчатых поверхностей
а, б – метод копирования; в – метод обкатки
Этот метод применяют в единичном и мелкосерийном производстве. Недостатками метода являются низкая производительность и низкая степень точности обработки зуба.
Нарезание производят на горизонтально-, вертикально-фрезерных или универсально-фрезерных станках. В качестве инструмента используют модульные фрезы: дисковые – для нарезания колес малых и средних модулей; пальцевые – для нарезания колес средних и крупных модулей и шевронных колес.

Рис.14.2. Нарезание зубьев дисковой модульной фрезой

Рис.14.3. Нарезание зубьев пальцевой модульной фрезой
а – прямозубого колеса; б – шевронного колеса
Для повышения производительности обработки обрабатывают одновременно несколько зубчатых колес на одной оправке или размещают на шпиндельной оправке несколько дисковых фрез. Не смотря на низкую производительность, этот метод позволяет получить зубчатые поверхности при отсутствии специальных зубообрабатывающих станков. Черновое нарезание колес средних модулей можно производить не модульными, а угловыми фрезами.
 а б
а б
Рис.14.4. Нарезание колес дисковыми модульными фрезами
а – нескольких заготовок на одной оправке; б – тремя фрезами одновременно

Рис.14.5. Нарезание зубьев дисковыми угловыми фрезами
14.3. Метод обкатки
В серийном и крупносерийном производствах зубья нарезают методом обкатки. Метод обкатки заключается в том, что в процессе обработки воспроизводится зацепление зубчатой пары, в которой одно зубчатое колесо является режущим инструментом, а другое – заготовкой.
Нарезание зубьев методом обкатки производится червячными фрезами на зубофрезерных станках и долбяками на зубодолбежных. При обработке долблением получается более правильный профиль, чем при фрезеровании, но возникающие при долблении удары вредно отражаются на инструменте и станке. Метод долбления применяется главным образом для чистового нарезания зубьев. Метод фрезерования червячными двухзаходными и трехзаходными фрезами, как наиболее производительный, применяется для чернового нарезания. Фрезерование однозаходными фрезами применяется для чистового фрезерования.
Зубонарезание червячными фрезами

1 – червячная фреза; 2 – заготовка
Рис.14.6. Схема нарезания зубьев червячной фрезой
Этот метод благодаря высокой производительности и достаточной точности получил наибольшее применение. Нарезание производится на зубофрезерных станках червячной фрезой. Червячная фреза представляет собой червяк, имеющий профиль осевого сечения в виде зубчатой рейки и продольные канавки, образующие режущие зубья. При резании червячная фреза вращается и движется поступательно вдоль оси зубчатого колеса. Ось фрезы наклонена под углом α подъема винтовой линии витков фрезы. В зависимости от величины модуля нарезаемых зубьев устанавливается число проходов. Мелкомодульные зубья нарезаются за один проход. Врезание фрезы может быть осевым и радиальным.

Рис.14.7. Врезание червячной фрезы
а – осевое; б – радиальное
Нарезание зубьев долбяками
Долбяк, являющийся режущим инструментом, имеет форму шестерни того же модуля, что и нарезаемое зубчатое колесо. Долбяки изготовляются для наружного и внутреннего долбления ( для изготовления колес с внутренним зацеплением). Долбяк представляет собой зубчатое колесо, на торце которого заточкой образованы режущие кромки.

Рис.14.8. Долбяк
Долбяк при обкатке совершает возвратно-поступательное движение, в результате чего на заготовке нарезаются зубья. Быстроходные зубодолбежные станки с числом ходов долбяка 600-700 в минуту обладают высокой производительностью.


а б
Рис.14.9. Нарезание зубьев долбяками
а – черновое и чистовое долбление; б – одновременное долбление двух колес
14.4. Протягивание зубьев
Обработка протягиванием впадин между двумя или несколькими зубьями производится протяжкой с профилем, соответствующим профилю зубьев нарезаемого колеса. После каждого прохода протяжки заготовка поворачивается посредством делительного механизма стола. Таким способом нарезают зубья венцов больших размеров на вертикально-протяжных станках с круглым поворотным столом. При этом формируется достаточно точный профиль зубьев, но достичь высокой точности шага трудно из-за погрешностей в делительном механизме станка.
Для изготовления колес внутреннего зацепления применяют одновременное протягивание всех зубьев.
14.5. Накатывание зубчатых поверхностей
Накатывание зубьев является более производительным, чем зубонарезание. Зубья с модулем до 1 мм накатывают в холодном состоянии, а более 1 мм – горячим или комбинированным способом.
 а б
а б
Рис.14.10. Методы накатывания зубчатых колес
а – на токарном станке; б – на специальном станке
В холодном состоянии мелкомодульные колеса можно накатывать на токарных станках с продольной подачей. Схема такого накатывания показана на рисунке 14.10а . В переднем 1 и заднем 5 центрах устанавливается оправка, вращающаяся от шпинделя станка. На оправке устанавливаются заготовки 4 и делительное зубчатое колесо 2, находящееся в начале процесса в зацеплении с двумя или тремя накатниками, закрепленными на суппорте станка. По выходе из зацепления с делительным колесом 2 накатники приводятся во вращение зубьями накатанной части заготовки. Для образования симметричного профиля накатывание производят сначала в одном, а затем в обратном направлении с ускоренным вращением шпинделя. Накатники 3 и 6 представляют собой зубчатое колесо с модулем, равным модулю накатываемого колеса. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев.
При горячем накатывании заготовки нагревают токами высокой частоты до 1000-1200°С за 20-30 с до накатывания зубьев. Накатывание производится двумя накатниками. Горячее накатывание производится как с продольной, так и с радиальной подачей. Схема накатывания с радиальной подачей показана на рисунке 14.10б . Накатники 2 вращаются на передвигающихся в поперечном направлении шпинделях 1. Накатываемая заготовка 3 закрепляется на оправке 4. Заготовка вращается под воздействием зубьев накатников. На обоих концах накатников имеются реборды 5, способствующие лучшему заполнению формы зубьев.
14.6. Способы чистовой отделки зубчатых колес
Отделочные виды обработки зубчатых колес подразделяют на способы обработки со снятием стружки – шевингование, шлифование, притирка и обработку без снятия стружки – обкатывание.
Шевингование
Шевингованием (от англ. глагола to shave – брить) называется процесс чистовой отделки зубьев незакаленного зубчатого колеса, заключающийся в снятии (соскабливании) очень мелких волособразных стружек, благодаря чему исправляются профиль эвольвенты, ошибки шага, экцентриситет начальной окружности. Шевингование производится круглым шевером, шевер-рейкой, шевер-червяком.

Рис.14.11. Шевер
Шевер представляет собой режущее зубчатое колесо с прорезанными на боковых сторонах каждого зуба канавками, образующими режущие кромки. Шевер для обработки прямозубых колес имеет наклон зубьев до 15°, а для обработки косозубых колес применяют прямозубые шевера.
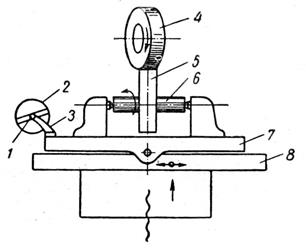
Рис.14.12. Схема шевингования
Шевингование производят на специальном станке. Шевер 4, установленный под углом к оси обрабатываемого колеса 5, получает принудительное вращение, вызывая вращение обрабатываемого колеса, свободно установленного в центрах на оправке 6. Столу 8 сообщают продольную подачу, а в конце хода – продольную (вертикальную) подачу.
Шлифование
Шлифование зубьев производят методом копирования и методом обкатки. Станки, работающие по методу копирования, производят шлифование фасонным кругом, профиль которого соответствует впадине зубьев, аналогично дисковой модульной фрезе. Круг шлифует две стороны двух соседних зубьев.
При шлифовании по методу имеет место значительный износ круга. По сравнению с методом обкатки, этот метод дает меньшую точность.
 а б
а б
Рис.14.13. Схемы шлифования зубчатых колес
а – метод обкатки; б – метод копирования
Метод обкатки менее производителен, но дает большую точность. Шлифование методом обкатки заключается в том, что в процессе шлифования воспроизводится зубчатое зацепление пары рейка – зубчатое колесо, в котором инструментом является рейка. Шлифование производится двумя кругами 1, расположенными под углом друг к другу и образующими профиль зуба воображаемой рейки 2, находящейся в зацеплении с заготовкой 3. Круги или заготовка совершают возвратно-поступательное движение перпендикулярно оси заготовки. Кроме того, шлифуемое колесо имеет возвратно-поступательное движение вдоль своей оси, что обеспечивает шлифование зуба по всей длине.
Обкатывание и притирка
Обкатывание незакаленных зубчатых колес производят в масляной среде без абразивного порошка в паре с одним или несколькими закаленными колесами-эталонами, изготовленными с высокой точностью. В результате давления зубьев колес-эталонов на поверхности обрабатываемых зубьев сглаживаются неровности на обрабатываемых поверхностях. Профиль и шаг зубьев при этом не исправляется. Обкатывание применяют для колес невысокой точности вместо термообработки.
Притирку зубьев зубчатых колес производят после их термообработки на специальных станках с чугунными зубчатыми колесами-притирами. Притиры смазывают смесью мелкого абразивного порошка с маслом.
Лекция 15. Методы обработки шлицевых поверхностей и шпоночных пазов
Рассматриваемые вопросы: Основные виды пазов. Основные способы обработки пазов. Обработка шпоночных пазов. Обработка шлицевых поверхностей. Обработка фасонных пазов.
15.1. Основные виды пазов и способы их обработки
Пазы могут быть шпоночные, шлицевые, прямоугольные, Т-образные, типа "ласточкин хвост". Основными методами получения пазов является фрезерование и протягивание. Реже используют строгание и долбление.
15.2. Обработка шпоночных пазов
Шпоночные пазы изготовляются для призматических и сегментных шпонок. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон (глухие), закрытыми с одной стороны и сквозными.
Шпоночные канавки на валах выполняются фрезерованием дисковыми или концевыми (пальцевыми) фрезами на горизонтально- или вертикальнофрезерных станках общего назначения или специальных шпоночно-фрезерных станках.
Открытые пазы под призматические шпонки и пазы под сегментные шпонки обрабатывают дисковой фрезой, а закрытые пазы под призматические шпонки получают концевыми фрезами.
При фрезеровании концевой фрезой возможна обработка за один проход, когда фреза при вертикальной подаче проходит на полную глубину канавки, а затем включается продольная подача для фрезерования канавки на полную длину. В этом случае возможны неточности размера по ширине канавки, так как фреза работает в основном периферической частью и идет ее интенсивный износ.

Рис.15.1. Методы фрезерования шпоночных канавок валов
а – дисковой фрезой с продольной подачей; б – концевой фрезой с продольной подачей; в – концевой фрезой с маятниковой подачей; г – дисковой фрезой с вертикальной подачей
Наиболее рациональным является метод получения точных шпоночных канавок концевой фрезой с маятниковой подачей. При этом способе фреза врезается на 0,1-0,3 мм и фрезерует канавку на всю длину, после чего опять врезается на ту же глубину и фрезерует канавку на всю длину в обратном направлении. Отсюда и название метода – "маятниковая подача".
Шпоночные пазы в отверстиях втулок обрабатывают в единичном и мелкосерийном производствах долблением, а в крупносерийном – протягиванием.

1 – заготовка; 2 – протяжка; 3 – прокладка; 4 – направляющий палец
Рис.15.2. Обработка шпоночной канавки в отверстии протягиванием
При протягивании заготовка 1 насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2-3 прохода, под протяжку помещают прокладку 3.
15.3. Обработка шлицевых поверхностей
Шлицевые соединения применяют для посадок с натягом или зазором деталей различного назначения (зубчатых колес, шкивов, втулок и др.) на валах. По сравнению со шпоночными шлицевые соединения имеют ряд преимуществ: лучшее центрирование и направление, более высокая прочность.
Применяют прямоугольную, эвольвентную и треугольную форму шлицев. Наибольшее применение находят прямоугольные шлицевые соединения. Центрирование шлицевого вала и втулки осуществляют тремя способами: по боковым поверхностям шлицев, по внутреннему диаметру и по наружному диаметру.

Рис.15.3. Виды шлицевых соединений
а – прямоугольные; б – эвольвентные; в – треугольные
Шлицевые поверхности на валах получают в основном фрезерованием.
Реже применяют строгание и накатывание.
Фрезерование пазов осуществляют дисковыми или специальными фрезами, но более точным и производительным методом является фрезерование червячной фрезой методом обкатки.

Рис.15.4. Способы фрезерования шлицев валов
а – шлицевой дисковой фрезой; б – двумя фрезами; в – двумя фасонными фрезами; г – шлицевой червячной фрезой
В зависимости от способа центрирования требуется обработка шлифованием наружного или внутреннего диаметра и боковых поверхностей шлицев. Шлифование наружного диаметра осуществляется на обычных круглошлифовальных станках.

Рис.15.5. Шлифование шлицев валов
а – фасонным кругом; б – в две операции; в – тремя кругами
При центрировании по внутреннему диаметру наиболее производителен метод шлифования фасонным кругом или одновременное шлифование несколькими кругами.

Рис.15.6. Протягивание шлицев двумя блочными протяжками
Обработка шлицевых отверстий осуществляется протягиванием. После протягивания получается достаточная точность и шероховатость поверхности и шлифование не требуется. Только после термообработки при центрировании по внутреннему диаметру шлифуется внутренняя поверхность шлицев.

1 – корпус; 2 – накатной ролик; 3 – обрабатываемая деталь; 4 – сегмент Рис.15.7. Накатывание шлицев накатной головкой
Накатывание шлицев без нагрева осуществляется роликами, имеющими профиль впадины шлицев. Вращающиеся на осях ролики (диаметром 100 мм) по одному на каждый шлиц расположены радиально в сегментах 4 массивного корпуса 1 накатной головки. При передвижении головки по детали 3 свободно вращающиеся ролики 3, вдавливаясь в поверхность вала, образуют на ней шлицы. Все шлицы накатываются одновременно.
Для протягивания сквозных шлицев на валах применяют специальные протяжки с профилем впадины. Каждый шлиц протягивается поочередно с применением делительного устройства на горизонтально-протяжных станках.
При помощи специального приспособления, выводящего протяжку из зацепления со шлицем в конце рабочего хода (например, копира), можно протягивать и несквозные шлицы (рис.15.6).
15.4. Обработка фасонных пазов
Станочные Т-образные пазы фрезеруют за две операции: дисковой фрезой и грибковой фрезой. Угловые пазы (ласточкин хвост) после фрезерования дисковой фрезой обрабатывают угловой фрезой на вертикально-фрезерном станке с поворотной головкой.

Рис. 15.8. Схемы фрезерования пазов
а – паза под сегментную шпонку; б – проушины концевой фрезой; в – Т-образного паза грибковой фрезой; г – паза типа ласточкина хвоста угловой фрезой
Литература
1. М.Е. Егоров, В.И. Дементьев, В.И. Дмитриев. Технология машиностроения. – М.: Высшая школа, 1976. – 534 с.
2. Технология машиностроения. В 2 т. Т.1. Основы технологии машиностроения. Под ред. А.М. Дальского. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. – 564 с.
3. Технология машиностроения. В 2 т. Т.2. Основы технологии машиностроения. Под ред. А.М. Дальского. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. – 564 с.
4. И.М. Колесов. Основы технологии машиностроения. – М.: Высшая школа, 2001. – 591 с.
5. Данилевский В.В. Технология машиностроения. – М.: Высшая школа,
1967. – 587 с.
6. Технология машиностроения. В 2 кн. Кн.1. Основы технологии машиностроения. Под ред. С.Л. Мурашкина. –М.: Высш. шк., 2005. – 278 с.
7. Технология машиностроения. В 2 кн. Кн.2. Производство деталей машин. Под ред. С.Л. Мурашкина. –М.: Высш. шк., 2005. – 295 с.
8. Методические указания к выполнению индивидуальных заданий по курсу " Технологические основы машиностроения" для студентов специальности 7.090220 / Сост. И.М. Генкина – Северодонецк, СТИ, 2000. – 40 с.
9. Методические указания к выполнению лабораторных работ по курсу "Технологические основы машиностроения" для студентов специальности 7.090220 / Сост. И.М. Генкина, В.В. Иванченко, Ю.Н. Штонда. – Северодонецк, СТИ, 2000. – 43 с.
УЧЕБНОЕ ИЗДАНИЕ
Текст лекций по дисциплине "Технологические основы машиностроения"
для студентов специальности "Оборудование химических предприятий и производств строительных материалов" (в 2-х частях). Часть 1.
Составитель:
Ирина Михайловна Генкина
Техн. редактор И.М.Генкина
Оригинал-макет И.М.Генкина
Підписано до друку________________
Формат 60х841 /16 . Папір типограф. Гарнітура Times.
Друк офсетний. Умов. друк. арк. 2,24. Облік. видавн. арк._____
Тираж ______екз. Вид. №______. Замовл. №______. Ціна договірна.
Видавництво технологічного інституту (м. Сєвєродонецьк)
СНУ імені Володимира Даля
Адреса видавництва: м. Сєвєродонецьк, просп. Радянський, 59, а
Телефон 8 (06452) 4-40-48, факс 8 (06452) 2-89-78