| Скачать .docx |
Курсовая работа: Зубострогальные станки
Содержание
Введение
1. Устройство и принцип действия зубострогальных станков
2. Расчет критериев
2.1 Критерии развития технических объектов
2.2 Расчет
2.3 Определение изменения критериев
3. Перспективы дальнейшего развития станочного оборудования.
Заключение
Список литературы
Введение
Конические зубчатые колеса можно нарезать на универсально-фрезерных и поперечно-строгальных станках, но точность конических зубчатых колес, нарезанных на этих станках, низкая, поэтому для нарезания конических зубчатых колес применяют специальные зуборезные станки.
Станки для нарезания конических колес делят на станки, работающие по методу копирования, и станки, работающие по методу обкатки (огибания). В станках, работающих по методу копирования, используют один или два резца, которые получают направление движения по копиру. Такие станки применяют для нарезания конических зубчатых колес диаметром до 5000 мм и модулем до 40 мм. Выпускают две модели таких станков-5А283 и 52ТМ2. Первый работает двумя резцами, а второй - одним. Основные технические данные этих станков приведены в табл.1.
В станках, работающих по методу обкатки, используют различный режущий инструмент: резцы, фрезы, резцовые головки и протяжки. Выпускают станки для нарезания конических ^зубчатых колес по методу обкатки с диаметрами колес от 5 до 800 мм и модулем от 0,3 до 16 мм.
Таблица 1
Технические характеристики станков
Параметр 5А283 52ТМ2
Диаметр нарезаемых зубчатых колес,
мм 1600 3200
Длина образующей начального конуса,
мм 800 1000
Модуль, мм 30 40
Ширина зубчатого венца, мм 270 500
1. Устройство и принцип действия зубострогальных станков
Зубострогальный станок МОД.5А250.
Зубострогальный станок мод.5А250 предназначен для нарезания конических колес с прямыми зубьями модулем от 1,5 до 8 мм и диаметром до 500 мм. На станке можно производить как черновое, так и чистовое зубонарезание. Станок работает двумя строгальными резцами. На станке мод.5А250 можно нарезать конические колеса с бочкообразными зубьями. При черновом зубонарезании станок может работать по методу копирования, а при чистовом зубонарезании по методу огибания.
Станок (рис.2) состоит из следующих основных узлов: станины 1, представляющей собой жесткую отливку коробчатой формы, внутри которой размещены механизмы и электрооборудование станка, передней бабки 2, вкоторой расположена люлька 3, на суппортах которой закрепляют и устанавливают резцы, в определенном положении с помощью шкал и установочных приспособлений. Нарезаемое колесо укрепляют на оправке, устанавливаемой в шпинделе делительной бабки 4 и зажимаемой посредством гидравлического зажима патрона. На столе станка расположена поворотная плита 5, на которой установлена делительная бабка 4.
Цикл работы станка при чистовом зубонарезании. Нажатием пусковой кнопки осуществляется быстрый подвод нарезаемого колеса, включается возвратно-поступательное движение суппорта, несущего резцы, вращение нарезаемого колеса и люльки. По окончании обработки зуба нарезаемое колесо быстро отводится назад, люлька начинает вращаться в обратном направлении, а нарезаемое колесо продолжает вращаться в ту же сторону, что и при рабочем ходе. По окончании обратного хода люльки цикл повторяется.
При черновом зубонарезании работа происходит в основном так же, как при чистовом, с той лишь разницей, что величина огибания уменьшается, а быстрый подвод стола заменяют медленной рабочей подачей, при которой резцы постепенно врезаются в заготовку.
Кинематическая схема станка. На рис.3 приведена кинематическая схема станка, состоящая из ряда цепей, к числу которых следует отнести цепи главного движения, обеспечивающие необходимую скорость резания, подачи, ускоренного перемещения и обкаточно-делительного движения.

Рис.3. Кинематическая схема зубострогального станка мод.5А250
Цепь главного движения. От электродвигателя (N = 2,8 кВт,
п = 1420 об/мин) вращение через колеса 15/48 передается на вал I, с которого через конические колеса 34/34 на гитару скоростей со сменными колесами А и Б, далее через передачу 30/72 на кривошипный вал, на конце которого находится кривошипный диск К, и с помощью рычажной системы, ползунов П1 и П2 резцы получают возвратно-поступательное движение.
Расчетные перемещения резцов запишем следующим образом,
1420 об/мин - > п дв. ход/мин.
Уравнение расчетных перемещений запишем так:
1420 (15/48 34/34 А/В 30/72) = дв. ход/мин.
Решая уравнение, находим передаточное отношение сменных колес А и В для настройки гитары главного движения:
A/B=n/185; n=1000 v/2l
где v - скорость резания, м/мин, выбираемая по нормативам; l= = b+ (6-8) длина хода резцов, мм; b - длина нарезаемого зуба, мм.
Станок снабжают набором сменных колес, дающим возможность установить числа двойных ходов резцов в минуту в пределах 73 - 470. Всего девять различных чисел двойных ходов резцов.
Цепь подач (вращение барабана Б). Подачу станка определяют временем обработки одного зуба в секунду.
От приводного электродвигателя М, посредством колеса, движение передается на вал I, с которого сменными колесами ac/ bd; гитары подач движение через колеса 34/68, фрикционную муфту, колеса 42/56 передается на вал II, с которого зубчатыми колесами 44/96 96/64 и червячную передачу 2/66 передается на барабан подач Б, снабженный двумя канавками для черновой и чистовой нарезки зубьев колеса. Барабан подачи совершает один оборот за время нарезания зуба, причем рабочему ходу соответствует поворот на 160°; или 4/9 оборота, а холостому ходу 200°, или 5/9 оборота.
Расчетными перемещениями в этом случае будут время t нарезания одного зуба в секундах и поворот барабана подач за это время на величину 4/9 оборота.
Уравнение для определения передаточного отношения сменных колес гитары подач запишется так:
S (1420/60 15/48 a/bc/d 34/68 42/56 44/96 96/64 2/66) =4/9
Отсюда находим передаточное отношение сменных колес гитары подач
a/ac/d=7.69/t
Пределы величин подач s= 4 - 123 с/зуб. Необходимую величину s выбирают по нормативам.
Цепь ускоренных перемещений. От приводного электродвигателя М через колеса 15/48 и 34/34 движение к барабану подач может быть передано
через колеса 76/64 или 52/88 и через фрикционную муфту, колеса 42/56на вал II, откуда через колеса 44/96 96/64 на червячную передачу 2/66барабана подач.
Продолжительность ускоренного холостого хода люльки можно легко определить, зная, что барабан подач за это время должен повернуться на 5/9 оборота.
При передаче 76/64
5/9 66/22 64/96 96/44 56/42 64/76 48/15 60/1420=4 с/ зуб = Sxx
При передаче 52/88
5/9 66/22 64/96 96/44 56/42 88/52 48/15 60/1420 = 6 с/ зуб = Sxx
При нарезании колеса с числом зубьев z >= 17 Tx= 4 с/зуб, а при числе зубьев, z<= 16 SХХ = 6 с/зуб.
Цепь вращения нарезаемого колеса (деление). Эта цепь кинематически связывает вращение распределительного барабана Б с вращением
нарезаемого колеса следующим образом: распределительный барабан Б, червячная передача 66/2, зубчатые колеса 64/60 60/44, коническая
передача 23/23, вал III, зубчатые передачи 75/60 или 27/108, конические пары 26/26, 26/26, 26,26, сменные колеса гитары деления a1/b1 c1/d1, конические колеса 30/30, 30/30, червячная передача 1/120, шпиндель нарезаемого колеса.
Нарезаемое колесо непрерывно вращается в одном направлении. На станке деление происходит через несколько зубьев, а не последовательно зуб за зубом, но так, чтобы при каждом цикле заготовка поворачивалась на целое число зубьев z1ъ не имеющее общих множителей с числом зубьев нарезаемого колеса.
Расчетные перемещения следует записать следующим образом: за время одного оборота распределительного барабана Б заготовка должна совершить zi/zоборота, где z - число зубьев нарезаемого колеса.
Расчетное уравнение делительной цепи, когда происходит нарезание конического колеса по методу обкатки с участием пары колес 75/60, запишем так:
1 об. Расп. Барабана 66/2 64/60 60/44 23/2375/60 26/26 26/26 26/26 a1/b1 c1/d1 30/30 30/30 * 1/120 = zi/ z об. Заготовки
Откуда
a1/b1 c1/d1 = 2 zi/z
При методе копирования, когда в делительной цепи участвует пара колес 27/108, сменные колеса гитары деления подбирают по формуле
a1/b1 c1/d1 = 10 zi/z
Цепь обкатки. Эта кинематическая цепь связывает вращение люльки с вращением нарезаемого колеса. Расчетные перемещения следует записать следующим образом. Когда люлька повернется на величину - , нарезаемое колесо должно повернуться на величину. Другими словами, когда производящее колесо г0 - повернется на один зуб, то и нарезаемое колесо также должно повернуться на один зуб. Запишем расчетное уравнение для люльки и нарезаемого колеса:
1/z0 135/2 28/30 1/102 21/252 224/14 32/16 75/60 26/26 26/26 26/26 i дел 30/30 30/30* 1/120 = 1/z,
откуда
z0/z= 7/4 i дел / i or
где ior - передаточное отношение сменных колес гитары огибания, равное a2/b2 c2/d2; i дел - передаточное отношение сменных колес гитары деления. Подставляя в формулу z0/z= 7/4 i дел / iorвместо i дел = 2 zi/z, получим формулу для подбора сменных колес гитары обкатки
a2/b2 c2/d2 = 7/2 z1/zsinq
где z0= z/ sinq; q - половина угла при. вершине начального конуса нарезаемого колеса.
Пример. Необходимо нарезать коническое зубчатое колесо с числом зубьев z= 53. Примем z=9, тогда нарезание зубьев будет происходить в следующей последовательности:
10, 19, 28, 37, 46 - 1-й оборот заготовки;
11, 20, 29, 38, 47 - 2-й. То же 3, 12, 21, 30, 39, 48 - 3-й"
13, 22, 31, 40, 49 - 4-й", 14, 23, 32, 41, 50 - 5-й", 15, 24, 33, 42, 51 - 6-й"
16, 25, 34, 43, 52 - 7-й", 17, 26, 35, 44, 53 - 8-й", 9, 18, 27, 36, 45 - 9-й
Реверсивный механизм. Роль реверсивного механизма люльки выполняет составное зубчатое колесо (рис.4, а). Он состоит из нескольких частей: зубчатого сектора внутреннего зацепления ahq, имеющего 196 зубьев; зубчатого сектора наружного зацепления cde, имеющего 98 зубьев; полуокружностей аbс и еfq, имеющих по 28 зубьев. Замкнутый зубчатый контур abcdefqha приводится во вращение зубчатым колесом, имеющим 14 зубьев. Благодаря такому устройству при вращении колеса с числом зубьев 14 в одну сторону замкнутый зубчатый контур abcdefqha будет сообщать составному зубчатому колесу возвратное движение то в одну, то в другую сторону и тем самым реверсирование люльки, несущей режущий инструмент (резцы). Частота вращения колеса, имеющего 14 зубьев, за время цикла обработки одного зуба нарезаемого колеса может быть найдена из уравнения:
n14= (Zs/14) - 1
n14 - частота вращения колеса, имеющего 14 зубьев, за время одного качания составного зубчатого контура; Zs - число зубьев замкнутого контура:
Zs=196+98+2*28=350
Рис.4. Составное зубчатое колесо

Подставляя в последнюю формулу данные, будем иметь
n14 = (350/ 14) - 1= 24 об /цикл.
Это означает, что за 24 частоты вращения колеса, имеющего 14 зубьев, происходит нарезание одного зуба на заготовке. Найдем число оборотов распределительного барабана Б, когда шестерня с 14 зубьями совершит 24 об/цикл:
(32/16 44/60 60/64 2/66) - 1 оборот
Таким образом, за время одного качания составного колеса распределительный барабан совершит один оборот.
Найти необходимую частоту вращения колеса с числом зубьев, равным 14, за время цикла нарезания одного зуба можно следующим образом: при внутреннем зацеплении частота вращения ее равна (196/14) - 14, при наружном зацеплении 98/14= 7. Когда происходит переход от внутреннего зацепления к наружному и наоборот, зубчатое колесо z = 14, контактируя с зубчатым колесом z = 56 (сложены две полушестерни), работает как планетарная передача, что схематично показано на рис.4б, где I - ведущее звено (водило); колеса с числом зубьев 56 - неподвижное, а колесо с 14 зубьями - ведомое. Для нахождения передаточного отношения колеса с 14 зубьями составим табл.2.
Таблица 2
Определение передаточного отношения планетарной передачи
| Движение | Звенья системы | ||
| 1 | 56 | 14 | |
е частное частное Суммарное |
+1 0 1 |
+1 1 0 |
+1 56/14 3 |
Следовательно, когда колесо с числом зубьев 14 полностью обежит колесо с числом зубьев 56, оно совершит три оборота. При сложении знак минус не учитывают. Тогда частота вращения колеса с числом зубьев z = 14 будет 14 + 7 + 3 = 24 об/цикл.
Гидропривод станка. Станок мод.5А250 гидрофицирован для выполнения следующих работ: зажима нарезаемого колеса на оправке, переключения фрикционной муфты, рабочего и холостого ходов, подвода и отвода стола и счета циклов для выключения станка после нарезания всех зубьев колеса. Гидропривод состоит из нормализованных узлов и работает на минеральном масле марки Турбинное 22.
Технологические возможности станка характеризуются следующими данными:
Наибольший модуль нарезаемых колес в мм 8
Наибольшая длина образующей нарезаемого зубчатого колеса в мм 57
Угол делительного конуса нарезаемых зубчатых колес 14°2/ _ 75С 58°
Наибольшее передаточное отношение нарезаемых ортогональных передач 4: 1
Наибольший диаметр начальной окружности нарезаемого зубчатого колеса при наибольшем передаточном отношении в мм 5 00
Наибольшая длина нарезаемого зуба в мм 22
Числа зубьев нарезаемых колес 10-80
Габариты станка в мм:
в плане 1100*1540
высота 1310.
2. Расчет критериев
2.1 Критерии развития технических объектов
Среди параметров и показателей, характеризующих любой технический объект, всегда имеются такие, которые на протяжении длительного времени имеют тенденцию монотонного изменения или тенденцию поддержания на определенном уровне при достижении своего предела. Эти показатели всеми осознаются как мера совершенства и прогрессивности, и они оказывают сильное влияние на развитие отдельных классов технических объектов и техники в целом.
Такие параметры и показатели называют критериями развития технических объектов. Об их важности можно судить по тому факту, что технический прогресс в области любых технических объектов обычно заключается в улучшении одних критериев без ухудшения (во всяком случае без значительного ухудшения) других. При формировании системы критериев развития должен удовлетворяться ряд условий:
измеримости: за критерий развития может быть принят только такой параметр технического объекта, который допускает возможность количественной оценки по одной из шкал измерений;
сопоставимости: критерий развития должен иметь такую размерность, которая позволяет сопоставлять технические объекты разных времен и стран;
исключения: за критерии развития могут быть приняты только такие параметры технического объекта, которые в первую очередь характеризуют его эффективность и оказывают определяющее влияние;
минимальности и независимости: вся совокупность критериев развития должна содержать только такие критерии, которые не могут быть логически выведены из других критериев и не могут быть их прямым следствием.
Оценка технического уровня и качества изделия осуществляется путем сопоставительного (сравнительного) анализа в следующем порядке:
выбирается базовое изделие (идеальный вариант, аналог или прототип);
выявляются численные значения основных технико-экологических показателей оцениваемого и базового изделий:
рассчитываются уровни относительных показателей технического уровня и качества;
рассчитывается величина обобщенных показателей технического уровня и качества изделий.
Следует отметить, что главное условие сравнения оцениваемого и базового изделия - сопоставимость элементов изделий, идентичность функционального назначения.
В качестве базового изделия для сопоставления выбирают наилучший, реальный образец данного вида и типоразмера изделий, имеющийся в мировой практике. Он может быть как отечественным, так и зарубежным и именуется аналогом. Иногда при решении задач по модернизации изделий данного вида в качестве базового изделия принимают изделия-прототип, которое совершенствуется путем устранения имеющихся недостатков.
В отдельных случаях в качестве базового изделия может быть принято оборудование будущего - идеальный вариант. Показатели, характеризующие идеальный вариант по техническому уровню и качеству, рассчитываются, исходя из законов развития техники данного вида по критериям развития.
При оценке технического уровня и качества изделий значения основного размерного параметра (производительность, рабочая поверхность, полезный объем и т.д.) не должны отличаться от такового для базового изделия более чем на 20%.
2.2 Расчет
Таблица 1. Технические характеристики.
Год |
Наибольшее число зубьев | Наибольшая ширина зубчатого венца, мм | Наибольший модуль нарезаемых колес, мм | Число двойных ходов ползуна (резца, суппорта) в минуту |
| 1969 | 200 | 80 | 8 | 76-450 |
| 1975 | 100 | 150 | 16 | 30-307 |
| 1980 | 200 | 80 | 10 | 76-450 |
| 1985 | 300 | 270 | 30 | 17-127 |
| 1989 | 100 | 18 | 2.5 | 100-810 |
| 1990 | 200 | 80 | 10 | 48-400 |
| 1994 | 100 | 150 | 16 | 34-167 |
| 1995 | 300 | 270 | 30 | 17-127 |
Таблица 2.
| Год | Мощность электродвигателя, кВт | Вес, кг |
Габаритные размеры, мм | ||
| Длина | ширина | Высота | |||
| 1969 | 5,35 | 7400 | 2200 | 1600 | 1600 |
| 1975 | 6 | 12200 | 2700 | 2270 | 1950 |
| 1980 | 5,9 | 8700 | 2200 | 1600 | 1600 |
| 1985 | 5,35 | 19000 | 3725 | 2920 | 2405 |
| 1989 | 7,5 | 2460 | 1690 | 930 | 1200 |
| 1990 | 12 | 8750 | 2885 | 1980 | 2570 |
| 1994 | 12 | 15100 | 3235 | 2530 | 2200 |
| 1995 | 13 | 19000 | 3785 | 2780 | 2405 |
Анализируя представленные данные, можно составить номенклатуру критериев развития зубострогальных станков. Произведем расчет исследуемых критериев, результаты вычислений которых представлены в таблице 2.
1. Удельная материалоёмкость.
Км = М / N
где: Км - удельная материалоёмкость. (кг / мм)
М - масса (кг)
N- величина главного параметра (мм).
2. Удельная энергоемкость.
Еу = P / N
где: Еу - удельная энергоемкость (кВт/м);
P- мощность (кВт);
N- величина главного параметра (м).
3. Удельная площадь, занимаемая станком.
Sy
= S / En
![]()
где: Sy - удельная площадь занимаемая Т.о. (м2 / м)
S- площадь занимаемая станком (м2 )
En - единица главного параметра (м)
4. Единица мощности электродвигателя, приходящейся на единицу массы станка.
Таблица 2. Критерии развития.
| Год | Удельная материалоемкость, кг/мм |
Удельная энергоемкость, кВт/м |
Единица мощности на единицу массы, Вт/кг | Удельная занимаемая площадь, м2 /м |
| 1969 | 120 | 66,9 | 0,72 | 80 |
| 1975 | 81,3 | 71,3 | 0,88 | 40,86 |
| 1980 | 108,8 | 66,5 | 0,6 | 44 |
| 1985 | 70,4 | 48 | 0,54 | 40,29 |
| 1989 | 136,7 | 89 | 4,47 | 87,3 |
| 1990 | 109,4 | 59 | 1,37 | 71,4 |
| 1994 | 100,7 | 70 | 0,79 | 54,6 |
| 1995 | 70,4 | 48 | 0,68 | 38,9 |
| 2005 | 90 | 60 | 1,9 | 53 |
По полученным данным критериев развития построим графики, благодаря которым можно проследить тенденцию изменения критериев и сделать прогноз на 2005год.
2.3 Определение изменения критериев

Учитывая изменение значений удельной энергоемкости станка, можно проследить тенденцию понижения данного параметра. С помощью метода аппроксимации можно сделать прогноз на 2005 год, значение параметра составит 60 кВт/м.
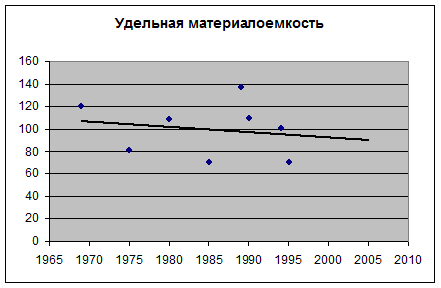
С помощью метода аппроксимации тенденций находим уровень критерия в 2005 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 90 кг/мм.

Полученная кривая свидетельствует об очевидном росте единицы мощности, приходящейся на единицу массы зубострогального станка. Прибегая к помощи метода аппроксимации, можно предположить возможное значение данного параметра в 2005 году, которое составит 1,9 Вт/кг.
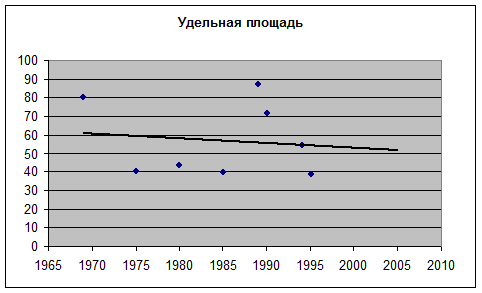
С помощью метода аппроксимации тенденций находим уровень критерия в 2005 году. С определенной долей вероятности мы можем утверждать, что значение критерия снизится и составит 53 м2 /м.
3. Перспективы дальнейшего развития станочного оборудования
B последние годы большое внимание уделяется высокоскоростной обработке осуществляемой со скоростью резания примерно на порядок выше традиционно применяемой. При высокоскоростной обработке производительность на 40% выше, а трудоемкость на 30% ниже, чем при обычной обработке резанием. Кроме того, для высокоскоростной обработки характерны малые величины сил резания к степень нагрева обработанной поверхности, так как почти вся теплота отводится стружкой.
В настоящее время высокоскоростной обработке уже могут подвергаться заготовки из наиболее распространенных конструкционных материалов. Однако для широкого внедрения высокоскоростной обработки в машиностроительное производство необходимо решить достаточно сложные технические проблемы. Наряду с оптимизацией материала, геометрических параметров и конструкции режущего инструмента, а также режимов резания, к числу таких проблем, связанных собственно со станками, относятся следующие.
1. Разработка узлов и механизмов станка, способных надежно обеспечивать высокие скорости рабочих движений. В первую очередь это относится к шпиндельным узлам.
2. Повышение динамических характеристик станков и исключение их тепловых деформаций. Высокие скорости рабочих движений станков приводят к тому, что многие узлы и механизмы способны стать мощными источниками вибраций и теплового излучения. Так, в шпиндельных узлах 30-40% мощности привода главного движения превращается в теплоту. Кроме того, при пуске и останове механизмы подач могут испытывать ускорение до 5 м/с3 , что вызывает в приводах интенсивные переходные процессы.
3. Создание надежных средств контроля состояния режущего инструмента и
качества обработки с включением их в систему ЧПУ станка.
4. Оснащение станков устройствами для смены инструмента и заготовок, а также устройствами для удаления стружки.
5. Повышение требований по технике безопасности, исключающих травмирование обслуживающего персонала к повреждение станка летящей стружкой, осколками режущего инструмента и т.п.
Переход от традиционной обработки к высокоскоростной требует изменения конструкции многих углов, механизмов к систем станка.
Заключение
В своей курсовой работе я разработала номенклатуру критериев развития для зубострогальных станков для изготовления конических колес, взяв за основу какой-либо один предельный размер нарезаемого колеса. Проанализировала динамику этих критериев по годам выпуска станков. Выяснила, за счёт каких факторов произошло изменение значений критериев. Дала схему станка, описала его устройство, принцип работы. Проанализировала зависимость удельных показателей (удельной энергоемкости, материалоемкости) от размеров станка.
Дала прогноз значений критериев на 2005 год. Числовые значения показателей привела в табличной и графической форме. Работу я закончила описанием перспективы развития станочного оборудования.
Список литературы
1. Половинкин А.И. Основы инженерного творчества. - М: Машиностроение, 1988, - 368с.
2. Велик В.Г. Технический уровень машин и аппаратов: пути его повышения. - Киев, Техника, 1991. - 200с.
3. Могунов В.И. Металлорежущие станки. Краткий справочник. - М.: Госинти, 1964. - 505с.
4. Номенклатурный справочник. Универсальные металлорежущие станки, выпускаемые предприятиями Минстанкопрома в 1975-1976 г. - М.: НИИМАШ, 1975. - 219с.
5. Номенклатурный справочник. Универсальные металлорежущие станки, выпускаемые предприятиями Минстанкопрома в 1979 г. - М.: НИИМАШ, 1978. - 204с.
6. Металлорежущие станки. Каталог справочник. Ч.6 - Станки зубообрабатывающей группы. - М.: НИИМАШ. 1971. - 302с.
7. Металлорежущие станки. Каталог справочник. Ч.6 - Станки зубообрабатывающей группы. - М.: НИИМАШ, 1973. - 302с.
8. Металлорежущие станки. Каталог справочник. Ч.4 - Станки зубообрабатывающей и фрезерной группы. - М.: НИИМАШ, 1965.
9. Металлорежущие станки. Под ред.В.Э. Пуша. - М.: Машиностроение, 1986. - 571с.
10. СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1973-1974 г. Номенклатурный справочник. - М.: НИИМАШ, 1973. - 173с.
11. СССР Минстанкопром. Универсальные металлообрабатывающие станки, выпускаемые предприятиями Минстанкопрома в 1970 г. Номенклатурный справочник. - М.: НИИМАШ, 1970. - 123с.
12. СССР Минстанкопром. Универсальные металлообрабатывающие
13. станки, выпускаемые предприятиями Минстанкопрома в 1971-1972 г. Номенклатурный справочник. - М.: НИИМАШ, 1971. - 173с.
14. Сборник характеристик металлорежущих станков гр.5 - Зубообрабатывающие, резьбонарезные, гайконарезные станки. - М.: Оргстанкинпром, 1962. - 383с.
15. Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки. - М.: Машиностроение, 1978. - 192с.
16. Налчан А.Г. Металлорежущие станки. - М.: Машгиз, 1956. - 667с.
17. Металлорежущие станки и автоматы. Под ред. А.С. Проникова. - М.: Машиностроение, 1981. - 480с.
18. Ачеркан Н.С. Расчет и конструирование металлорежущих станков. Т.1,2. - М.: ОНТИ, 1973; М.: Машгиз, 1949.;
19. М.: Машгиз, 1952.;
20. М.: Машиностроение, 1965.
21. Металлорежущие станки. Номенклатурный каталог. Ч.1.1992-1993 г. - М.: ЭНИМС, ВНИИТЭМР, 1991.
22. Металлорежущие станки. Номенклатурный каталог. Ч.1.1991-1992 г. - М.: ВНИИТЭМР, 199!.
23. Металлорежущие станки. Номенклатурный каталог. Ч.1.1990-1991 г. - М.: ВНИИТЭМР, 1990.
24. Смирнов А.И. Перспективы технологии машиностроения. - М.: 1992 г.