| Скачать .docx |
Курсовая работа: Изготовление передней панели пульта дистанционного управления
1. Техническое задание
Разработать технологический процесс изготовления передней панели пульта дистанционного управления.
Передняя панель имеет вид:

2. Введение
Целью данной работы является разработка технологического процесса производства передней панели устройства, в соответствии с требованиями, указанными в техническом задании. В настоящее время практически каждое устройство включает в себя переднюю панель, на которой расположены разнообразные поясняющие надписи, переключатели, индикаторы и др. Передняя панель служит для управления устройством, а так же для защиты внутренних частей устройства, являющихся в большинстве случаев хрупкой вещью, от дестабилизирующих факторов. При всем при этом, передняя панель должна иметь эстетичный вид, и сохранять информативные свойства. Одной из основных задач, стоящих перед конструктором, работающим в данной области, является разработка техпроцессов, позволяющих производить изделия, удовлетворяющих ТЗ, при минимизации стоимости их производства. В условиях массового производства добиться этого можно с использованием штампов. Следовательно, в задачу конструктора входит так же и разработка соответствующих штампов.
3. Краткие сведения о холодноштамповочном производстве
Холодная штамповка — это один из видов обработки металлов давлением, при котором металл деформируется пластически в холодном состоянии. В зависимости от вида исходного материала и типа изделия холодная штамповка может быть листовой или объемной.
По сравнению с горячей штамповкой холодная имеет ряд преимуществ: нет операции нагрева металла, поверхностный слой металла не окисляется (не образуется окалина), изделия получаются более точными по размерам и с меньшей шероховатостью поверхности.
По сравнению с обработкой резанием холодная штамповка позволяет сократить расход металла, так как металл не отделяется в стружку, уменьшить трудоемкость изготовления изделий и повысить производительность труда. Одновременно холодная обработка давлением обеспечивает упрочнение обрабатываемого металла, что позволяет делать детали более легкими, менее металлоемкими и более износостойкими.
Эти же преимущества позволяют заменять литые детали штампованными. Кроме этого, преимущества холодной штамповки по сравнению с литьем заключаются в том, что холодно-штампованные изделия почти не требуют последующей обработки резанием, в то время как литые детали подвергаются значительной обработке резанием.
При штамповке заготовки, полуфабрикаты, детали получают в результате пластического деформирования или разделения исходного материала в специальных инструментах — штампах. Штампы устанавливают на прессах.
К основным операциям листовой штамповки относятся: разделительные (отрезка, разрезка, вырубка, пробивка и др.) и формоизменяющие (гибка, вытяжка, отбортовка, правка, за- катка и др.). Основными операциями холодной объемной штамповки являются: разделительные (отрезка, пробивка) и формоизменяющие (осадка, высадка, выдавливание, калибровка, чеканка и некоторые др.). Кроме того, холодная штамповка применяется и для сборки.
Листовая и объемная холодная штамповка осуществляется главным образом на механических и гидравлических прессах. Из механических прессов наиболее широко применяют кривошипные. Помимо прессов, для штамповки некоторых изделий используют иные машины и устройства (для ротационной вытяжки, импульсной штамповки и др.). В качестве исходного материала для листовой штамповки применяют листы или ленты, а для объемной штамповки – главным образом прутки различного сечения. Материал для штамповки, поступающий в штамповочные цехи, перед обработкой в ряде случаев подвергается специальной подготовке — правке, отжигу, обезжириванию, травлению, промывке, сушке, дрессировке.
Изготовление штампованных изделий предусматривает выполнение ряда технологических операций (например, резка, вырубка, вытяжка, обрезка). Последовательность выполнения этих операций регламентируется технологическим процессом, который разрабатывается технологом цеха или завода. Технологический процесс может предусматривать: специальные операции по подготовке материала к штамповке, штамповочные операции (разделительные, формоизменяющие, сборочные), контрольные операции, предусматривающие проверку качества изделия, и отделочные операции.
Контрольные операции могут быть: промежуточные — проверка качества полуфабриката после каждой операции и окончательные - проверка качества изделия.
К отделочным операциям относятся операции по зачистке, полированию, окраске или нанесению декоративно-защитных покрытий.
4. Расчет операций холодной штамповки
Вырубка - получение наружного контура детали. При вырубке рассчитываются:
а) норма расхода материала:
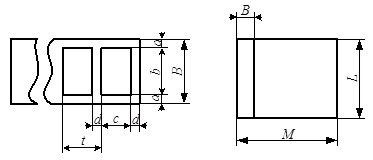
Рис.1.
Исходным материалом при холодной штамповке чаще всего являются листы, разрезаемые на полосы нужной ширины, из которых производится вырубка деталей. При определении ширины полосы исходят из того, что для получения качественной детали между деталями в полосе между деталью и краем полосы должны быть достаточной величины перемычки. Если, например, размеры вырубаемой детали ![]() , (Рис.1.) то с учетом перемычек шаг вырубки
, (Рис.1.) то с учетом перемычек шаг вырубки ![]() должен быть:
должен быть:
.![]()
А ширина полосы ![]() :
:
![]()
Наименьшая величина перемычек в полосе при штамповке
| Толщина материала в мм |
1,0 |
| Минимальная величина перемычек |
2,5 |
Учитывая возможное уменьшение величины полосы за счет допуска на ее изготовление, а также, учитывая возможное смещение полосы относительно матрицы и пуансона за счет зазоров между полосой и ее направляющими, номинальную ширину полосы увеличивают по сравнению с минимальной, определяя ее по формуле:
![]() ,
,
где ![]() - допуск на ширину полосы,
- допуск на ширину полосы, ![]()
![]() - зазор между направляющими и полосой,
- зазор между направляющими и полосой, ![]()
Материалом передней панели является АМг2М 1,0 ГОСТ 21631-76, плотностью ![]() , НВ=60. Данный материал поставляется листами размеров:
, НВ=60. Данный материал поставляется листами размеров: ![]()
По найденному шагу вырубки ![]() определяют
определяют ![]() - количество деталей, получающиеся из полосы:
- количество деталей, получающиеся из полосы:
![]()
По найденной ширине полосы находят число полос ![]() , получающихся из листа:
, получающихся из листа:
![]()
После чего определяют число деталей из листа:
![]()
Определив вес листа ![]() , находят норму расхода материала:
, находят норму расхода материала:
![]()
![]()
Схема раскроя листа:

б) усилие вырубки:
Усилие при вырубке рассчитывается по формуле:
![]()
где L - суммарная длина вырубаемого контура,
![]()
S - толщина материала, S=1,0 мм
![]() - предел прочности материала.
- предел прочности материала. ![]()
Усилие пресса берется больше расчетного усилия вырубки, учитывая дополнительное усилие ![]() , затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
, затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
![]()
где P - усилие вырубки, k - коэффициент, рекомендуемые значения которого для однопуансонной вырубки или пробивки.
Величины коэффициентов k:
| Толщина материала в мм |
1 - 5 |
| Величина коэффициента k |
0,06 |
Таким образом, усилие пресса для вырубки рассчитывается по формуле:
![]() т=174кН
т=174кН
в) определение размеров матрицы и пуансона:
При вырубке размеры вырубаемой детали получаются равными размерам матрицы. Штампы являются сложной дорогой оснасткой, поэтому при помощи штампа до его износа нужно изготовлять наибольшее количество деталей. Так как матрица в процессе эксплуатации изнашивается, размер отверстия в матрице постепенно увеличивается, вследствие чего постепенно увеличиваются и размеры получаемых на штампе деталей, то при изготовлении штампа размеры матрицы изготавливают по наименьшему размеру детали по формуле:
![]()
где ![]() - размер отверстия в матрице,
- размер отверстия в матрице, ![]() - минимальный размер детали в пределах поля допуска,
- минимальный размер детали в пределах поля допуска, ![]() - допуск на изготовление матрицы.
- допуск на изготовление матрицы.
Если деталь изготовлена по размеру ![]() , то минимальный размер детали
, то минимальный размер детали
![]()
![]()
![]()
![]()
Так как между пуансоном и матрицей всегда должен быть некоторый минимальный зазор ![]() , то размеры пуансона определяются по формуле:
, то размеры пуансона определяются по формуле:
![]()
![]()
![]()
Рекомендуемые величины двусторонних зазоров ![]() , в зависимости от толщины материала:
, в зависимости от толщины материала:
| Толщина материала в мм |
1,0 |
| Наименьший двусторонний зазор в мм, |
0,06 |
Допуски на изготовление пуансонов и матриц:
| Толщина материала в мм |
1,0 |
| Допуск на изготовление матрицы в мм, |
0,025 |
| Допуск на изготовление пуансона в мм, |
0,015 |
Пробивка - это получение внутренних контуров (отверстий деталей). При пробивке расчету подлежат:
а) усилие пробивки:
Усилие пробивки рассчитывается по формуле:
![]()
где L - суммарная длина пробиваемого контура,
![]()
S - толщина материала, S=1,0 мм
![]() - предел прочности материала.
- предел прочности материала. ![]()
Усилие пресса берется больше расчетного усилия пробивки, учитывая дополнительное усилие ![]() , затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
, затрачиваемое на сжатие резины или пружины съемника, снимающего полосу с пуансона.
![]()
где P - усилие пробивки,
k - коэффициент, рекомендуемые значения которого для однопуансонной вырубки или пробивки.
Величины коэффициентов k:
| Толщина материала в мм |
1 - 5 |
| Величина коэффициента k |
0,06 |
Таким образом, усилие пресса для пробивки рассчитывается по формуле:
![]() т
т
Общее усилие пресса для вырубки детали:
![]() т
т
б) определение размеров матрицы и пуансона:
При пробивке размеры отверстия получаются равными размерам пуансона. Т.к. в процессе эксплуатации штампа размеры пуансона вследствие износа постепенно уменьшаются, то в целях получения наивысшей стойкости штампа пуансон получают по наибольшему в пределах поля отверстию по формуле:
![]()
где ![]() - размер пуансона,
- размер пуансона, ![]() - допуск на изготовление пуансона,
- допуск на изготовление пуансона, ![]() - максимальный размер отверстия в пределах поля допуска.
- максимальный размер отверстия в пределах поля допуска.
Если отверстие задано размером ![]() , то максимальный размер отверстия
, то максимальный размер отверстия ![]() и размер пуансона:
и размер пуансона:
![]()
Так как между матрицей и пуансоном необходимо во всех случаях иметь некоторый минимальный зазор ![]() , то размеры матрицы при ее изготовлении определяются формулой:
, то размеры матрицы при ее изготовлении определяются формулой: ![]() .
.
![]()
Определим размеры матрицы и пуансона:
для отверстий ![]() :
:
![]()
![]()
для отверстий ![]() :
:
![]()
![]()
для отверстий ![]() :
:
![]()
![]()
для отверстий ![]() :
:
![]()
![]()
для отверстий ![]() :
:
![]()
![]()
для фигурных отверстий:
![]()
![]()
![]()
![]()
для фигурных отверстий(штамп пробивки):
![]()
![]()
![]()
![]()
5.1 Расчёт толщины матрицы
Толщина матрицы ![]() определяется из следующей зависимости, мм:
определяется из следующей зависимости, мм:
![]() ,
,
Где коэффициент ![]() определяется по справочнику и при
определяется по справочнику и при ![]() :
:
![]()
![]() ,
,
Дополнительно по формуле проверим достаточность толщины матрицы, мм:
![]()
Выбираем большее из значений ![]() . Округлим до ближайшего большего числа из следующего ряда чисел: 8, 10, 12, 16, 20, 25, 28, 32, 36, 40, 45, 50, 56, 63, 71, 80. Таким образом, толщина матрицы равна: .
. Округлим до ближайшего большего числа из следующего ряда чисел: 8, 10, 12, 16, 20, 25, 28, 32, 36, 40, 45, 50, 56, 63, 71, 80. Таким образом, толщина матрицы равна: .![]()
По справочнику определяем диаметр винтов и штифтов для крепления матрицы. При усилии 174кН и при наибольшем габаритном размере матрицы больше 170мм диаметр винтов будет М10 мм, а штифтов 10 мм.
5.2 Расчёт толщины резиновой прокладки
Толщина резиновой прокладки (буфера) определяется из формулы:
![]() ,
,
Где ![]() , при относительном сжатии буфера на 30%,
, при относительном сжатии буфера на 30%, ![]() - наибольшее допускаемое сжатие резинового буфера
- наибольшее допускаемое сжатие резинового буфера
![]()
Где ![]() - рабочий ход буфера,
- рабочий ход буфера, ![]() - требуемое предварительное сжатие буфера.
- требуемое предварительное сжатие буфера.

Где ![]() - предельное значение усилия, наименьшее,
- предельное значение усилия, наименьшее, ![]() - предельное значение усилия, наибольшее
- предельное значение усилия, наибольшее
![]()
Где ![]() - удельное усилие,
- удельное усилие, ![]() для S=1,0мм
для S=1,0мм
Рабочий ход буфера должен несколько превышать толщину штампуемого материала и составит ![]() . Определим усилия, которые должен обеспечивать буфер в начале и в конце хода, при
. Определим усилия, которые должен обеспечивать буфер в начале и в конце хода, при ![]() и
и ![]() соответственно:
соответственно:
![]()
![]()
![]()
![]()
Таким образом толщина резиновой прокладки (буфера) будет равна:
![]()
Требуемое усилие пресса ![]() ,
,
где ![]() - суммарное усилие, требуемое для выполнения операции
- суммарное усилие, требуемое для выполнения операции
![]()
![]() т.е.
т.е. ![]()
Следовательно, штамп необходимо устанавливать на пресс усилием, превышающим 239,4 кН
6. Расчет операции гибки
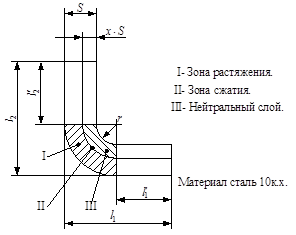
![]() мм
мм
![]() мм
мм
толщина материала ![]() мм. Материал детали – АМ 2М
мм. Материал детали – АМ 2М
По справ таблице: ![]() мм
мм
![]() мм
мм ![]()
Следовательно, длина плоской заготовки:
![]() , где
, где ![]() =17-(1+0,4)=15,6 мм,
=17-(1+0,4)=15,6 мм, ![]() =138-(1+0,4)=136,6 мм
=138-(1+0,4)=136,6 мм
![]()
7. Описание штамп -компаунд
Штамп-компаунд фактически представляет собой два штампа: для вырубки наружного контура и пробивки отверстий, собранных в одно целое. Штамп состоит из нижней неподвижной части, прикрепляемой к столу пресса и верхней подвижной части, прикрепляемой к ползуну пресса.
Конструктивной основой нижней неподвижной части штампа является нижняя плита 13, прикрепляемая болтами к неподвижному столу пресса. На нижнюю плиту установлен держатель 11, на котором установлена пуансон-матрица 10, служащее для вырубки наружного контура детали, и имеющая отверстия, служащие для пробивки в детали отверстий. Пуансон-матрица ориентируется относительно держателя винтами 22, а держатель относительно нижней плиты при помощи штифтов 29 и прикрепляется к ней при помощи винтов 23.
Конструктивной основой верхней подвижной части штампа является верхняя плита 12. В плите 12 установлен хвостовик 19, при помощи которого она прикрепляется к ползуну пресса, от которого и получает движение вверх-вниз. На верхней плите находится пуансонодержатель 14, в котором установлены пуансоны , 11, 12, 13, 14, предназначенные для пробивки в детали отверстий.
Пуансонодержатель и пуансоны ориентируются относительно верхней плиты при помощи штифтов 22 и прикрепляются к ней при помощи винтов 20. Между пуансонами и верхней плитой находится каленая прокладка 7, воспринимающая при вырубке давление пуансонов и предотвращающая тем самым разбивание пуансонами сырой (незакаленной) верхней плиты. К нижней прикреплен съемник 16. Между съемником и держателем находится резиновая прокладка 8.
Верхняя и нижняя части штампа ориентируются и направляются относительно друг друга при помощи втулок 1 и колонок 2.
Работает штамп следующим образом.
Полоса, из которой вырубаются детали, вручную подается в штамп . При движении подвижной части вниз выталкиватель, который крепится к планке упорной штифтами 27 подходит к полосе и останавливается. При дальнейшем движении подвижной части резина сжимается, пуансоны выдвигаются из пуансонодержателя, при этом пуансоны 10, 11, 12, 13, 14 производят пробивку отверстий, а матрица производит вырубку наружного контура детали. Отход, полученный при пробивке отверстий, проваливается вниз через специальные отверстия. В крайнем нижнем положении пуансоны на некоторой длине находятся в отверстиях пуансона-матрицы, а полоса - надета на пуансоны.
Штампы-компаунд отличаются высокой производительностью, однако взаимное расположение отверстий и наружного контура получается при их использовании не очень точным.
8. Описание покрытий
Необходимо провести электрохимическое оксидирование поверхности панели. Электрохимическое оксидирование, или анодное оксидирование (анодирование), деталей проводят в жидких (жидкостное оксидирование), реже в твёрдых, электролитах. Поверхность окисляемого материала имеет положительный потенциал. Жидкостное оксидирование в водных и неводных растворах электролита применяют для получения защитных, декоративных покрытий и диэлектрических слоёв на поверхности металлов, сплавов и полупроводниковых материалов при изготовлении приборов со структурами металл-диэлектрик-полупроводник и СВЧ интегральных схем, оксидных конденсаторов, коммутационных плат на основе алюминия и других металлов. Наиболее широко анодное оксидирование используют для нанесения оксидных слоев на конструкции из Al и его сплавов. При этом получают защитные (толщиной 0,3-15 мкм), износостойкие и электроизоляционные (2-300 мкм), цветные и эматаль-покрытия (эмалеподобные), а также тонкослойные (0,1-0,4 мкм) оксидные плёнки. Для образования толстых оксидных слоёв применяют в основном растворы H2SO4 и CrO3. Тонкие оксидные плёнки получают в растворах на основе Н3РО4 и Н3ВО3. Цветное анодирование проводят в растворах, содержащих органические кислоты (щавелевую, малеиновую, сульфосалициловую и др.).
Надписи, предварительно выгравированные на поверхности детали, покрывают эмалью чёрного цвета, поскольку это позволяет чётко выделить их на фоне остальной поверхности. Далее производят лакирование поверхности, для обеспечения защиты нанесённой краски от истирания, а так же для придания поверхности более эстетического вида.
9. Структурная схема маршрутного технологического процесса изготовления передней панели

10. Операционный технологический процесс изготовления передней панели
| А/Б |
№ операции |
Наименование и содержание операции |
| А |
005 |
Заготовительная |
| Б |
Ножницы гильотинные механические СТД-9МН (6x2500мм) |
|
| О |
1. Торцевать лист на угол 90 2. Разрезать лист на полосы шириной 177,04 мм. Резать вдоль короткой стороны листа. Из листа 9 полос. 3. Уложить полосы в тару. |
|
| Т |
1. Тара специальная 2. Контейнер для отходов |
|
| А |
010 |
Контрольная |
| Б |
Стол рабочий |
|
| О |
1. Взять полосу из тары и положить на рабочий стол. 2. Проверить размеры полос (длину, ширину) 3. Проверить качество поверхностей и кромок полос на отсутствие дефектов. 4. Отложить полосы с неисправимым браком в контейнер для отходов. 5. Уложить годные заготовки в тару. |
|
| Т |
1. Тара специальная 2. Линейка измерительная металлическая 200 мм ГОСТ 427-75 3. Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-80 4. Контейнер для отходов |
|
| А |
015 |
Пробивочная |
| Б |
Открытый кривошипно-шатунный пресс Орша-1400 |
|
| О |
1. Установить штамп на рабочий стол пресса. 2. Включить пресс в соответствии с инструкцией по эксплуатации. 3. Взять полосу из тары. 4. Установить полосу в штамп. 5. Выровнять полосу по направляющей и упереть в упор на матрице. 6. Пробить отверстия и контур детали. 7. Продвинуть полосу на 1 шаг. 8. Повторить 5, 6 и 7. 9. Уложить заготовки в тару. |
|
| Т |
1. Тара специальная 2. Штамп-компаунд 3. Контейнер для отходов |
|
| Р |
Усилие пресса 174кН |
|
| А |
020 |
Слесарная |
| Б |
Верстак слесарный |
|
| О |
1. Взять заготовку из тары 2. Притупить острые кромки заготовки. 3. Уложить заготовку в тару. |
|
| Т |
1. Тара специальная 2. Напильник плоский 200 №2 ГОСТ 1465-80 |
|
| А |
025 |
Контрольная |
| Б |
Стол рабочий |
|
| О |
1. Взять заготовку из тары. 2. Проверить качество выполненных отверстий и кромок заготовки (не допускается наличие острых кромок заготовки). 3. Контролировать габаритные размеры заготовки и размеры пробитых отверстий на соответствие чертежу – 100% партии. 4. Уложить годные заготовки в тару, бракованные заготовки уложить в контейнер для отходов. |
|
| Т |
1. Линейка измерительная металлическая 200 мм ГОСТ 427-75 2. Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-80 3. Калибровочные пробки диаметрами:3,5,10,11,12 4. Тара специальная 5. Контейнер для отходов |
10. Перечень технологического оборудования
| Название |
ГОСТ, ОСТ, ТУ |
Технические характеристики |
| Ножницы гильотинные механические СТД-9МН (6x2500мм) |
ОАО "Гигант", Россия |
Наибольший размер разрезаемых листов, мм: Длина:2500 Толщина:6 Число ходов ножа в минуту:50 Ход ножа, мм.:70 Угол наклона верхнего ножа, град,мин:1гр.20мин Максимальная ширина полосы, отрезаемой по заднему упору, мм:500 Расстояние от верхней кромки нижнего ножа до уровня пола, мм:800 Мощность, кВт:8,5 Габаритные размеры, мм. Длина:3400 Ширина:1 392 Высота:1 390 Масса, кг.3 700 |
| Открытый кривошипно-шатунный пресс Орша-1400 |
ОАО "Гигант", Россия |
Номинальное усилие, кН (тс):1400 (140) Частота ходов ползуна, мин-1: - непрерывных80 - одиночных 30/38/45 Регулируемый ход ползуна, мм2...150 Размеры стола, мм: справа-налево:1000 спереди-назад:650 Расстояние от ползуна до станины (вылет), мм:340 Наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм:480 Величина регулировки расстояния между столом и ползуном:100 Размеры ползуна, мм: справа-налево:650 спереди-назад:425 Расстояние между стойками станины в свету, мм:430 Угол наклона станины, град.:0 Толщина подштамповой плиты, мм:100 Диаметр отверстия в подштамповой плите, мм:200 Высота стола над уровнем пола, мм:840 Мощность электродвигателя главного привода, кВт:15/8,5/22 Минимальное давление воздуха в пневмосистеме, МПа:0,35 Габаритные размеры, мм: справа-налево:1930 спереди-назад:1885 высота: 3405 Масса, кг11000 |
| Сушильная камера ПГК 12.6.6/13. |
ЗАО "Накал", Россия |
Габаритные размеры печи, мм, не более, Ш-Д-В (по корпусу/по арматуре):2050/2810-1500-1860/2700 Размеры рабочего пространства, мм Длина(А)-Ширина(В)-Высота(С) :600-1200-600 Максимальная Температура, Сº:1300 Мощность, кВт :140 |
1. Анурьев В.И., Справочник конструктора-машиностроителя, в 3-х т. М.: Машиностроение, 1980. —Т. 1,2,3.
2. Романовский В. П. "Справочник по холодной штамповке" - 6-е изд., перераб. и доп – Л.: Машиностроение, 1979. – 520с.
3. Справочник конструктора штампов: Листовая штамповка/Под общ. ред. Л.И. Рудмана. – М.: Машиностроение, 1988. – 496 с.
4. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г. Касиловой и Р.К.Мещерякова. -4-е изд., перераб. и доп. – м.: Машиностроение, 1985. – 496с.
5. Справочник конструктора точных приборов, под. ред. Н. Я. Левина. М.: Машиностроение, 1967. — 744 с.