| Скачать .docx |
Реферат: Классификация, контроль и нормирование промышленной чистоты рабочих жидкостей и масел
Классификация, контроль и нормирование промышленной чистоты рабочих жидкостей и масел
В.И. Барышев
На результатах исследований насосов на абразивную износостойкость показана возможность прогноза их ресурса, что позволяет оптимизировать нормы и требования к промышленной чистоте конкретного гидропривода.
Загрязнение жидкостей, используемых при изготовлении, эксплуатации и ремонте машин, продолжает оставаться одной из основных причин отказов современной техники.
Так, считается общепризнанным, что сегодня от 60 до 90 % отказов в гидроприводе прямо или косвенно связано с загрязнением рабочих жидкостей механическими твердыми частицами.
Это связано, в частности, с тем, что загрязнения по природе, количеству, качеству и воздействию на агрегаты машин весьма разнообразны.
При современной общей тенденции повышения силовой и скоростной нагруженности агрегатов машин, при одновременном повышении требований к безотказности и ресурсу, их чувствительность к загрязнениям постоянно растет. При этом конструкция, производство и эксплуатация машин должны оставаться высоко технологичными, т.е. обеспечивать снижение всех видов затрат до оптимального уровня.
Так, для снижения материальных и трудовых затрат, в частности, за оптимальный уровень чистоты систем машин следует принимать максимально допустимый уровень загрязнения, при котором агрегаты машин еще работают без нарушения заданных функций и снижения показателей надежности ниже установленных пределов.
Очевидно, что оптимальное решение по чистоте возможно только при индивидуальном подходе к системам машин. Общие рекомендации здесь по контролю и обеспечению чистоты могут служить лишь отправным началом сложной и длительной работы. В этих условиях, чтобы поддерживать требуемую надежность различных систем машин, обслуживающий персонал должен быть хорошо подготовленным, постоянно повышать и подтверждать на практике надлежащую квалификацию в вопросах технической диагностики и, в частности, в вопросах промышленной чистоты, а это зачастую проблема проблем. Отсюда возможны и весьма затратные пути решения проблем промышленной чистоты на практике, как, например: все сделаем сами быстренько и на коленке и, в частности, установим в систему абсолютный или близкий к абсолютному фильтр, как можно больших размеров или их батарею. Считают, что в этом случае проблемы обеспечения чистоты масел и рабочих жидкостей при хранении, транспортировке и заправке и надлежащего технического обслуживания систем машин существенно упрощаются, если не сняты совсем. Такой путь весьма затратен и может приводить к деградации обслуживающего персонала, как современных механиков. Развитие техники естественно сопровождается дальнейшим совершенствованием методов и средств контроля, нормирования и обеспечения промышленной чистоты жидкостей и газов.
Особое место среди этих работ занимает совершенствование классификаций чистоты.
Дело в том, что загрязнения, как и любые другие объекты или явления, закономерно встречающиеся в инженерной практике, для того чтобы быть однозначно воспринятыми, прежде всего, должны быть систематизированы.
Целям систематизации или единообразному распределению объектов или явлений по определенным признакам схожести служат классификации, т.е. деление объектов или явлений на классы по ряду характерных признаков.
За характерные или классификационные признаки схожести необходимо принимать как количественные, так и качественные показатели, так как только их сочетание может дать наиболее полное и объективное представление об объекте или явлении.
Однако общая методология познания такова, что в первую очередь, как правило, устанавливают и используют количественные показатели и только потом качественные, как более сложные и разнообразные, требующие длительной проработки.
В настоящее время известен ряд классификаций промышленной чистоты технических жидкостей: ГОСТ 17216, NAS-1638, SAE, фирмы «Cincinnati» и др. Если ГОСТ 17216 (табл. 1) является межгосударственным (страны СНГ), то NAS-1638 (табл. 2) является национальным аэрокосмическим стандартом Америки и имеет сегодня практически статус международного, так как наиболее широко используется в мировой практике.
Таблица 1
Классификация промышленной чистоты жидкостей (ГОСТ 17216)
| Класс чистоты жидкостей |
Число частиц загрязнителя в |
00±0,5 см3 жидкости при размере частиц, мкм, не более |
Масса загрязнителей, %, не более |
|||||||
| От 0,5 до 1 |
Св.1 до 2 |
Св.2 до 5 |
Св. 5 до 10 |
Св. 10 до 25 |
Св. 25 до 50 |
Св. 50 до 100 |
Св. 100 до 200 |
Волокна |
||
| 00 |
800 |
400 |
32 |
8 |
4 |
1 |
Отсут ствует |
АО |
АО |
Не нормируется |
| 0 |
1600 |
800 |
63 |
16 |
8 |
2 |
Отсут ствует |
|||
| 1 |
1600 |
125 |
32 |
16 |
3 |
Отсут ствует |
||||
| 2 |
250 |
63 |
32 |
4 |
1 |
|||||
| 3 |
125 |
63 |
8 |
2 |
||||||
| 4 |
250 |
125 |
12 |
3 |
||||||
| 5 |
500 |
250 |
25 |
4 |
1 |
|||||
| 6 |
1000 |
500 |
50 |
6 |
2 |
1 |
0,000032 |
|||
| 7 |
2000 |
1000 |
100 |
12 |
4 |
2 |
0,000064 |
|||
| 8 |
Не нормируется |
4000 |
2000 |
200 |
25 |
6 |
3 |
0,000125 |
||
| 9 |
8000 |
4000 |
400 |
50 |
12 |
4 |
0,00025 |
|||
| 10 |
16000 |
8000 |
800 |
100 |
25 |
5 |
0,0005 |
|||
| 11 |
31500 |
16000 |
1600 |
200 |
50 |
10 |
0,001 |
|||
| 12 |
63000 |
31500 |
3150 |
400 |
100 |
20 |
0,002 |
|||
| 13 |
63000 |
6300 |
800 |
200 |
40 |
0,004 |
||||
| 14 |
125000 |
12500 |
1600 |
400 |
80 |
0,008 |
||||
| 15 |
25000 |
3150 |
800 |
160 |
0,016 |
|||||
| 16 |
50000 |
6300 |
1600 |
315 |
0,032 |
|||||
| 17 |
12500 |
3150 |
630 |
0,064 |
||||||
Примечание:
«Отсутствие означает, что при взятии одной пробы жидкости частицы заданного размера не обнаружены или при взятии нескольких проб общее число обнаруженных частиц меньше числа взятых проб.
«АО» - абсолютное отсутствие частиц загрязнителя.
Зависимость класса чистоты жидкостей от массы содержащегося в ней загрязнителя с учетом числа частиц загрязнителя в жидкости является справочной. Массы приведены для частиц загрязнителя со средней плотностью 4х103 кг/м3 и плотностью жидкости 1X103 кг/м3.
Так как предметом классификации являются дисперсные системы (суспензия, аэрозоль) или их дисперсные фазы (отложение, осадок, центрифугат, пыль, микропорошок и т.п.), то естественно, что в качестве основного классификационного признака в данных классификациях принят дисперсный состав загрязнений, представляющий классы чистоты количеством частиц загрязнений в принятых размерных группах или фракциях в единице объема контролируемой жидкости.
Общим принципом построения этих классификаций является принцип возрастающей величины, когда последовательность классов осуществляется в возрастающем порядке измерения, в котором та или иная характеристика делится классами.
В этой связи действующие сегодня классификации загрязнений представляют собой последовательные ряды дисперсий, построенные на основе геометрической прогрессии с модулем 2.
На этом же принципе строятся шкалы размера частиц загрязнений или их фракций. Целесообразность использования явления универсальности рядов или каскадов удвоения для построения
Таблица 2
Классификация промышленной чистоты жидкостей (NAS-1638)
| Класс чистоты |
Число частиц загрязнений в 100 мл жидкости при размере частиц в мкм, не более |
||||
| 5-15 |
15-25 |
25-50 |
50-100 |
>100 |
|
| 00 |
125 |
22 |
4 |
1 |
0 |
| 0 |
250 |
44 |
8 |
2 |
0 |
| 1 |
500 |
89 |
16 |
3 |
1 |
| 2 |
1000 |
178 |
32 |
6 |
1 |
| 3 |
2000 |
356 |
63 |
11 |
2 |
| 4 |
4000 |
712 |
126 |
22 |
4 |
| 5 |
8000 |
1425 |
253 |
45 |
8 |
| 6 |
16000 |
2850 |
506 |
90 |
16 |
| 7 |
32000 |
5700 |
1012 |
180 |
32 |
| 8 |
64000 |
11400 |
2025 |
360 |
64 |
| 9 |
128000 |
22800 |
4050 |
720 |
128 |
| 10 |
256000 |
45600 |
8100 |
1440 |
256 |
| 11 |
512000 |
91200 |
16200 |
2880 |
512 |
| 12 |
1024000 |
182400 |
32400 |
5760 |
1024 |
классификационных шкал обусловлена тем, что последовательность значений параметра, соответствующих последовательным удвоениям, асимптотически ведет себя как геометрическая прогрессия, модуль которой является универсальной постоянной, не зависящей от конкретной системы. Такие же каскады удвоения или градации предельных значений наблюдаются и в типичных эволюционных системах, описываемых зависящими от параметра дифференциальными уравнениями. Кроме того, числа геометрической прогрессии с модулем 2 соответствуют числам предпочтительного ряда R10, принятого в машиностроении за основной. Так, практически все номинальные значения основных параметров гидроприводов: рабочий объем, частота вращения, давление, расход, удельный проход и пр. соответствуют числам ряда R10. В этом случае выдерживается принцип упорядочения выбора числовых значений и их градаций параметров всех видов продукции, позволяющего наилучшим образом согласовать и увязать между собой материалы, изделия, технологическое, контрольно-измерительное оборудование.
Если количество предопределяет однородность загрязнений, то качество отражает их неоднородность, т.е. структуру, существенно влияющую на процессы абразивного износа машин, загрязнения и очистки технических жидкостей.
Однако сложность и разнообразие качественных показателей загрязнений объясняют наличие сегодня нескольких классификаций загрязнений технических жидкостей, классы загрязнений в каждой из которых приняты, как правило, едиными по гранулометрическому составу, т.е. по качеству и различаются лишь по дисперсному составу, т.е. количественно. Другими словами, известные классификации различаются тем, что отражают корреляционные связи между размерными группами частиц загрязнений (шкала крупности, фракций) и их количеством (шкала уровней чистоты, классов), присущие различным условиям, стадиям или этапам применения рабочих жидкостей, масел и пр.
В этой связи, например, ГОСТ 17216 «Промышленная чистота. Классы чистоты жидкостей», классифицируют загрязнения только по их количеству, т.е. по дисперсному составу, при показателе качества, т.е. гранулометрическом составе, едином для всех классов и весьма грубом, в сравнении с гранулометрическими характеристиками загрязнений, принятыми в других известных классификациях.
Принятие в стандарте низкой, т.е. грубой качественной характеристики загрязнений, было продиктовано в то время и необходимостью предупредить несоответствие части производств народного хозяйства и его изделий требованиям нового стандарта. Поэтому гранулометрическая характеристика загрязнений в стандарте практически соответствовала характерному случаю загрязнения ГСМ почвенной пылью в обычных для того времени условиях хранения, транспортировки и их заправки без предварительной очистки или с очисткой грубыми фильтрами.
Разработка в то время ГОСТ 17216-71 с непосредственным участием гидравликов авиационной, станкостроительной, тракторной и автомобильной промышленностей позволила достаточно широко внедрить в инженерную практику мировой более прогрессивный метод контроля чистоты технических жидкостей по дисперсному составу загрязнений, чем контроль по их массе, используемых у нас ранее и в ряде случаев до сих пор.
Действительное различие действующих классификаций загрязнений по качественным показателям внутри каждой классификации показано в табл. 3.
Табл. 3 свидетельствует о существенном различии в оценке и требованиях к допустимым качественным показателям загрязнений со стороны разработчиков представленных классификаций, которые должны были учитывать физические свойства, условия образования и динамику изменения загрязнений, присущие конкретным видам техники.
Таблица 3
| Классификация |
Гранулометрическая характеристика (% содержания) классов загрязнений при размерных группах частиц, мкм |
Коэффициент |
Примечание |
|||||
| 5-10 |
10-25 |
25-50 |
50-100 |
100- |
200 |
измельчения |
||
| ГОСТ 17216 |
64,2 |
32,1 |
3,2 |
0,4 |
0,1 |
2 |
Для всех 19 классов |
|
| «Cincinnati» |
72,7 |
23,7 |
3,2 |
0,34 |
0,03 |
3 |
Для всех 12 классов |
|
| SAE, ACTM, AJA |
72-78 |
23,7-24 |
2,7-3,7 |
0,45-0,55 |
0,03-0,05 |
3-4 |
Для всех 7 классов |
|
| NAS-1638 |
5-15 |
15-25 |
25-50 |
50-100 |
100- |
200 |
5,7 |
Для всех 14 |
| 82,3 |
14,5 |
2,63 |
0,49 |
0,08 |
классов |
|||
| 5-10 |
10-25 |
15-25 |
25-50 |
50 100 |
100 200 |
|||
| Termal Control |
59 |
26 |
10,6 |
3,7 |
0,5 |
0,2 |
1,6 |
1-й класс |
| 90,5 |
7,4 |
1,6 |
0,4 |
0,06 |
0,04 |
10 |
2-й класс |
|
| 92,0 |
6,8 |
0,9 |
0,2 |
0,03 |
0,01 |
12 |
3-4 классы |
|
| 93,7 |
5,6 |
0,6 |
0,16 |
0,01 |
0,005 |
15 |
5-9 классы |
|
| IS0-4406 |
5-15 |
Свыше 15 |
||||||
| 87,0 |
ж 13 (11) |
8 |
Для |
|||||
| 93,6 |
6,4 (5,8) |
16 |
всех |
|||||
| 96,8 |
3,2 (3,0) |
32 |
классов |
|||||
| 98,4 |
1,6 (1,5) |
64 |
||||||
Примечание:
В скобках указано расчетное количество частиц размером 15-25.
IS0-4406 «Гидропривод объемный. Рабочие жидкости. Метод кодирования уровня загрязненности твердыми частицами» принят за классификацию условно.
Как видно, для более полной оценки загрязнений их можно и необходимо классифицировать и по гранулометрическому составу, который характеризует степень дисперсности или измельчения частиц загрязнений.
Из приведенных в табл. 3 гранулометрических характеристик также следует, что содержание в загрязнениях частиц размером более 25 мкм не превышает, как правило, 4 %. Поэтому содержание частиц в размерных группах 5-10 и 10-15 мкм, или 5-15 и 15-25 мкм является достаточно представительным для качественной оценки загрязнения. Необходимо отметить, что частицы размером до 10-25 мкм рассматриваются сегодня как наиболее опасные для большинства современной техники.
В этой связи для удобства на практике гранулометрическую характеристику загрязнений целесообразно представлять коэффициентом измельчения Ки, равным отношению количества частиц первой размерной группы (5-10 или 5-15 мкм) к количеству частиц второй размерной группы (10-25 или 15-25 мкм), т.е.Ки = «5-10/n10-25 .
Возможная в этом случае классификация загрязнений по качеству с использованием коэффициента измельчения Ки показана в табл. 3.
Чем выше значение коэффициента измельчения, тем более однородным, высокодисперсным, «тонким» является загрязнение и наоборот.
Применение, например, в классификации по ГОСТ 17216 дисперсий с наиболее низким значением коэффициента измельчения (Ки = 2) и единым для всех классов делает эту классификацию настолько «грубой», что позволяет использовать для всех стадий эволюции загрязнений различного вида техники. Но именно по этой причине оценка загрязнений по данной классификации для большинства случаев является весьма затруднительной, если вообще возможной.
В основе разнообразия гранулометрических составов загрязнений лежит нестационарность системы загрязнений, зависящей, с одной стороны, от природы начального загрязнения, а с другой - от совокупности воздействия таких факторов, как последующее механическое измельчение, насыщение их продуктами износа, сепарация или фильтрация жидкости и т.п.
Поэтому в классификациях, учитывающих различные стадии эволюции загрязнений, используется несколько классификационных уровней качества загрязнений (Termal Control, IS0-4406).
Проведенные исследования показывают, что из всего многообразия гранулометрических составов загрязнений можно выделить четыре граничных уровня, характерных для следующих условий применения жидкостей.
й граничный уровень (Ки = 2) обусловлен гранулометрическим составом почвенной пыли, являющейся первоначальным и постоянным источником загрязнения жидкостей. Он характерен для жидкостей на стадии их хранения, транспортировки и заправки без предварительной очистки, а также при эксплуатации в отдельных системах питания, смазки или управления, оборудованных только грубыми заправочными фильтрами, в которых имеет место низкая интенсивность диспергирования частиц пыли (редукторы, системы управления с большими объемами и т.п.).
Это объясняет, в частности, использование фирмой Termal Control «грубого» гранулометрического состава загрязнений (Ки = 1,6), но только при малом их количестве в свежей жидкости (1-й класс чистоты). Отсюда и известное правило: рассматривать свежие рабочие жидкости как грязные, а заправлять их в гидропривод только через фильтры или силовые очистители.
й граничный уровень (Ки = 4) может быть обусловлен определенной постоянной избирательной способностью к частицам различных размеров и плотности силовых очистителей (сепараторы, циклоны и т.п.), обеспечивающих высокое постоянство гранулометрического состава загрязнений независимо от его дисперсного состава. Данный уровень характерен для жидкостей при их заправке и эксплуатации в системах, заправка, технологическая и последующая очистка которых осуществляется с помощью силовых очистителей. Для этих условий, видимо, и разработаны классификации «Cincinnati», SAE и NAS, когда контроль чистоты производится в основном только при заправке пистолетом.
й граничный уровень (Ки = 8) может быть обусловлен высокой интенсивностью диспергирования частиц пыли и характерен для жидкостей при их эксплуатации в системах без фильтров или оборудованных грубыми фильтрами, когда имеет место высокая интенсивность диспергирования частиц пыли (редукторы, системы управления с малыми объемами жидкости и т. п.).
Для обоснования 3-го граничного уровня загрязнения по качеству была использована следующая физическая модель измельчения загрязнения. Принимается, что в системе без сепаратора или фильтра имеет место идеальное прогрессирующее диспергирование, т.е. механическое дробление всех частиц загрязнения во всех размерных группах без осколков. Вероятность разрушения каждой частицы на любой стадии измельчения постоянна, независимо от размера частицы и присутствия других частиц. Воздействие других факторов на присутствие частиц исключается. Ряд размерных групп или классов крупности частиц в большинстве классификаций строится на основе геометрической прогрессии с модулем 2. При контроле частицы относятся к той или иной размерной группе по наибольшему своему размеру. Любая частица является трехмерным телом. Тогда в процессе механического измельчения частица может перейти в следующую, ниже стоящую размерную группу, только при условии, если будет раздроблена на 8 мелких частиц (23). В этом случае дисперсный состав и гранулометрическая характеристика загрязнения будут представлять собой прогрессии с модулем 8.
граничный уровень (Ки = 16) обусловлен изменяющейся со временем избирательной способностью фильтров при их эксплуатации в системах, заправка, технологическая и последующая очистка которых осуществляется с помощью тонких фильтров (25 мкм и менее).
Очевидно, что целесообразны классификации загрязнений по дисперсному составу (количеству) для каждого граничного уровня коэффициента измельчения (Ки), соответствующего характерным условиям применения жидкости.
Условиям применения жидкостей, соответствующим 1-му граничному уровню гранулометрического состава загрязнений, отвечает классификация по ГОСТ 17216, а другим граничным гранулометрическим характеристикам, указанным в табл. 4, классификации по ГОСТ 28028.
Таблица 4
| Условия применения жидкости (граничный уровень) |
Гранулометрический состав загрязнения, % |
Коэффициент измельчения, Ки |
||||
| Размерная группа частиц загрязнения, мкм |
||||||
| 5-10 |
10-25 |
25-50 |
50-100 |
100-200 |
||
| Не менее |
Не более |
|||||
| 1 |
64,2 |
32,1 |
3,2 |
0,4 |
0,10 |
2 |
| 2 |
78,1 |
19,5 |
2,15 |
0,25 |
0,05 |
4 |
| 3 |
87,5 |
10,93 |
1,37 |
0,17 |
0,02 |
8 |
| 4 |
93,3 |
5,85 |
0,75 |
0,11 |
0,01 |
16 |
Необходимо иметь ввиду, что единые гранулометрические характеристики в классификациях чистоты устанавливают не должное распределение частиц по размерным группам (фракциям) в естественном загрязнении, а их граничное, предельно допустимое распределение, хуже которого уже нельзя, а лучше - можно и должно, что естественно и соответствует практике (табл. 5).
В табл. 5 в качестве примеров приведены возможные диапазоны коэффициента измельчения загрязнений масел в определенных условиях и гидроприводах. Дисперсный состав этих загрязнений определялся на приборах ПКЖ-902 и ПКЖ-904. Класс чистоты определялся по указанной выше методике (ГОСТ 20028), т.е. по количеству частиц механических примесей размерной группы 10-25 мкм.
Таблица 5
| Условия хранения и применения масел |
Количество проб масел |
Показатели количества и качества загрязнений масел (диапазоны) |
|
| Класс чистоты |
Коэффициент измельчения |
||
| 1. Масла при хранении и заправке в гидропривод тракторов на линии сборки |
174 |
4-11 |
0,8-22 |
| 2. Гидропривод рабочего оборудования зерноуборочного комбайна на этапе обкатки |
62 |
8-12 |
3-18 |
| 3.Гидростатическая трансмиссия зерноуборочного комбайна на этапе обкатки |
62 |
6-9 |
2-8 |
| 4. Гидропривод станочного оборудования агрегатного, литейного и кузнечнопрессового производства автозавода при очистке: фильтром центрифугой |
427 |
9-16 6-16 |
6,5-60 8-398 |
| 5. Гидропривод обрабатывающих центров машиностроительного предприятия |
84 |
5-11 |
2,8-27 |
Анализ гранулометрического состава механических примесей приведенных в табл. 5 проб масел показывает, что предложенные граничные уровни коэффициента измельчения загрязнений в основном применимы на практике. Кроме того, динамика изменения коэффициента измельчения наряду с изменением класса чистоты, более объективно и полно показывает развитие процессов загрязнения и очистки гидроприводов. Это значительно упрощает и повышает эффективность контроля промышленной чистоты масел и рабочих жидкостей. Параллельно с контролем чистоты масел по дисперсному составу загрязнений (пункт 4, табл. 5) проведен был их контроль и по индексу загрязненности (РТМ2-Н90-2-76) и по массе загрязнений (ГОСТ 6370-71), которые включены в качестве допускаемых в ГОСТ 17216-2001. Было установлено, что принятые в ГОСТ 17216 соотношения между классами чистоты по дисперсному составу, индексу загрязненности и массе загрязнений в наших случаях не подтверждаются.
Так, например, каждому классу чистоты по индексу загрязненности (от 10 до 15) соответствуют до 4 классов чистоты по классу размерной группы частиц 10-25 мкм, в зависимости от коэффициента измельчения. Каждому классу чистоты по массе загрязнений (от 14 до 16) соответствуют до 7 классов (от 7 до 13) чистоты по классу размерной группы частиц 10-25 мкм.
Следовательно, полученные в нашем случае результаты сравнительных анализов проб масел лишний раз подтверждают, что контроль загрязнений по их массе и индексу загрязненности мало пригоден для практического использования.
Если эти методы контроля чистоты жидкостей кому-то еще нужны, то использовать их нужно вне ГОСТ 17216 и уж конечно без всякого соотношения с его классами чистоты по дисперсному составу. Естественной причиной несоответствия классов чистоты жидкостей, определяемой различными методами, является различие их в учете и отражении степени дисперсности или гранулометрического состава загрязнений. По этой же причине нельзя сопоставлять между собой и классы чистоты различных классификаций. Учитывая широкое применение в мировой практике классификации чистоты по NAS-1638, имеются у нас «привязки» к его классам классов чистоты ГОСТ 17216. Так, например, класс 11 по ГОСТ 17216 считают соответствующим 7 классу по NAS-1638 [4]. Однако, если граничные числа частиц размерных групп 5-10 и 5-15 этих классов близки между собой, то в размерных группах 10-25 и 25-50 мкм класс 11 допускает, соответственно, в 3 и 1,5 раза больше частиц, чем класс 7.
Очевидно, что по воздействию этих частиц на технику приведенные классы чистоты масел сопоставимы быть не могут. Нет смысла и в используемых, в этих случаях, характеристиках соотношений классов классификаций, как «примерных» или «ориентировочных». Дело в том, что данные характеристики не имеют количественной и качественной меры, а поэтому могут быть причиной дезинформации. Так преднамеренно или ошибочно более высокий уровень загрязнения масла по качеству (Ки = 2) и количеству, можно представить менее высоким, особенно по качеству (Ки = 5,7), стоит только указать вместо 11 класса по ГОСТ 17216 7 класс чистоты по NAS-1638, тем более что последний имеет широкое применение в мировой практике. Таким образом, контроль и классификация загрязнений по качеству не менее важны, чем контроль и классификация по количеству. Необходимость контроля и классификации качества загрязнений, наряду с количеством, косвенно предусмотрена и методами кодирования загрязнений рабочих жидкостей JSO 4406-87 и JSO 4406-99.
Если при классификации загрязнений только по количественному показателю, при постоянном качественном показателе, кодирование уровней загрязнения возможно одним классификационным числом (номером класса), то при классификации по показателям количества и качества загрязнений кодирование уровней загрязнений производится не менее чем двумя классификационными числами.
Так, например, согласно JSO 4406 каждому определенному диапазону количества частиц присвоен свой кодовый номер (табл. 6).
Таблица 6
| Число частиц в 1 см3 |
Классификационное число |
Число частиц в 1 см3 |
Классификационное число |
||
| от |
до (включительно |
от |
до (включительно) |
||
| 2 500 000 |
Св. 28 |
80 |
160 |
14 |
|
| 1 300 000 |
260 0000 |
28 |
40 |
80 |
13 |
| 640 000 |
130 0000 |
27 |
20 |
40 |
12 |
| 320 000 |
640 000 |
26 |
10 |
20 |
11 |
| 160 000 |
320 000 |
25 |
5 |
10 |
10 |
| 80 000 |
160 000 |
24 |
2,5 |
5 |
9 |
| 40 000 |
80 000 |
23 |
1,3 |
2,5 |
8 |
| 20 000 |
40 000 |
22 |
0,64 |
1,3 |
7 |
| 10 000 |
20 000 |
21 |
0,32 |
0,64 |
6 |
| 5000 |
10 000 |
20 |
0,16 |
0,32 |
5 |
| 2500 |
5000 |
19 |
0,08 |
0,16 |
4 |
| 1300 |
2500 |
18 |
0,04 |
0,08 |
3 |
| 640 |
1300 |
17 |
0,02 |
0,04 |
2 |
| 320 |
640 |
16 |
0,01 |
0,02 |
1 |
| 160 |
320 |
15 |
0,00 |
0,01 |
До 1 |
Код конкретного загрязнения, в частности, определяется подбором первого классификационного числа по общему количеству частиц в загрязнителе размером более 5 мкм; затем подбором второго классификационного числа по количеству частиц в загрязнителе размером более 15 мкм; затем эти два числа записываются одно после другого и разделяются наклонной чертой в строчку, например 18/13.
В частности классификационное число 18/13 означает, что в 1 мл жидкости содержится от 1300 до 2500 частиц размером более 5 мкм и от 40 до 80 частиц размером более 15 мкм. Данная форма кодирования является недостаточно информативной для определения и оценки качества загрязнения. Так, если в действующих классификациях в достаточно конкретной форме представлены количественные характеристики загрязнений в виде их дисперсных составов, при этом общепринято, что в пределах одного класса (кодового числа) количество загрязнений в жидкости не отличается более чем в 2 раза, то качественные характеристики представлены весьма слабо, хотя могут различаться в десятки раз даже в пределах одного класса.
В этом случае, например, качество загрязнений, соответствующее классификационному числу 18/13 по IS0-4406, может быть представлено следующими значениями коэффициента измельчения:
граничное нижнее Ки = 1300/80 = 16;
граничное верхнее Ки = 2500/40 = 62,5.
Код загрязнений с использованием коэффициента измельчения может быть записан в следующей более информативной форме.
Например: 12-5,2.
Здесь 12 - кодовое число класса чистоты по количеству частиц размерной группы 10-25 мкм по ГОСТ 17216 (в данном случае от 16 до 31,5 тыс.); 5,2 - кодовое число гранулометрического состава фактического загрязнения, соответствующее значению коэффициента измельчения Ки.
К середине 90-х годов прошлого столетия практика убедительно показала, что грубая и единая качественная граничная характеристика загрязнений по ГОСТ 17216-71 существенно снижает эффективность его применения, что стандарт уже не отвечает возросшим требованиям техники к контролю, нормированию и обеспечению промышленной чистоты гидроприводов. В новых условиях более эффективными могли быть более частные или отраслевые классификации чистоты, учитывающие количественные и качественные характеристики загрязнений. Поэтому Государственным комитетом СССР по стандартам и Министерством тракторного и сельскохозяйственного машиностроения был разработан на основе ОСТ 23.1.157-86 и введен ГОСТ 28028-89 «Промышленная чистота. Гидропривод. Общие требования и нормы». Стандарт включает четыре классификации чистоты рабочих жидкостей гидропривода, в том числе и по ГОСТ 17216, с типовыми предельно допустимыми качественными характеристиками загрязнений. Стандарт зарекомендовал себя положительно. В этой связи программой комплексной стандартизации «Повышение надежности и экономичности техники на основе чистых технологий производства и эксплуатации (промышленной чистоты)» был запланирован пересмотр ГОСТ 17216-71 с целью усовершенствования классификации и кодирования загрязнений с учетом ГОСТ 28028-89 и JS0-4406-87. Первая редакция пересмотренного стандарта была подготовлена Техническим комитетом по стандартизации ТК-184 «Обеспечение промышленной чистоты» совместно с Нижегородским филиалом ВНИИСОТ и Челябинским филиалом НАТИ в 1991 г. [1].
Однако после перестройки разработанный ТК-184 и введенный с 2003 г. ГОСТ 17216-2001 в основной своей части идентичен ГОСТ 17216-71, т.е. последний не пересмотрен, как собственно планировалось ранее комплексной программой государственной стандартизации. Следовательно, пересмотр ГОСТ 17216-2001 необходим. Кроме совершенствования классификаций промышленной чистоты, не меньшее значение в технике имеет разработка и совершенствование норм промышленной чистоты, гидропривода в частности. Нормы - это исходные, плановые, техникоэкономические показатели, представляющие оптимальные удельные величины наличия, расхода, потребления и т.п. чего-либо, это установленные количественные и качественные меры, предельно допустимые величины чего-либо, принятые в установленном порядке. Нормы, как экономическая категория, не только отражает уровень развития техники, но и активно влияют на нее, так как являются оптимальными мерами только на определенный период и подлежат периодическому пересмотру с целью, как правило, их ужесточения, для повышения качества техники.
Наряду с нормами на промышленную чистоту в нормативно-технической документации на технику действуют и требования к промышленной чистоте. Часто понятие «нормы промышленной чистоты» и «требования к промышленной чистоте» употребляются как синонимы. Однако, если нормы промышленной чистоты являются нормативными, базовыми, предельными и укрупненными показателями, устанавливаемыми на относительно длительный период на различные изделия, то требования к промышленной чистоте это, как правило, более частные допустимые уровни загрязнения на определенных стадиях производства или этапах жизненного цикла деталей, узлов, агрегатов, систем, рабочей жидкости или гидропривода в целом. По техникоэкономическим соображениям требования к чистоте составляющих элементов изделия могут отличаться от установленной нормы промышленной чистоты на изделие, но изделие в целом по промышленной чистоте должно соответствовать установленной норме. Это достигается выполнением определенных мер на различных этапах жизненного цикла техники. Требование к промышленной чистоте являются более динамичными, чем нормы.
В настоящее время имеется ряд рекомендаций по нормам промышленной чистоты рабочих жидкостей гидропривода. Так, фирма Pall рекомендует никогда не эксплуатировать гидравлические системы с уровнем загрязнения масла хуже, чем 16/13 по JSO-4406 [3].
Одни из рекомендаций фирмы HYDAC, например, по выбору фильтров гидросистем общепромышленного назначения и мобильной техники приведены в табл. 7.
Таблица 7
| Гидравлические агрегаты |
Класс чистоты |
Рекомендуемый уровень абсолютной фильтрации, мкм |
|
| NAS-1638 |
JS04406 |
||
| Шестеренные насосы Цилиндры Распределители Предохранительные клапаны Дроссели |
10 |
19/16 |
20 |
| Поршневые насосы Пластинчатые насосы Напорные клапаны |
9 |
18/15 |
10 |
| Сервоклапаны |
7 |
16/13 |
3 |
Общим для этих рекомендаций является, в частности, единая качественная характеристика допускаемых уровней загрязнения (коэффициент измельчения Ки = 5,7 по NAS-1638 и Ки = 8 по JSO-4406).
По данным рекомендациям может сложиться мнение, что уж если не один, то три класса, три фильтра могут снять все проблемы, связанные с промышленной чистотой определенной части гидроприводов. С технической точки зрения возможно и могут, так как очевидно представляют тот абсолютный уровень чистоты или тот минимальный уровень загрязнения, ниже которого загрязнения уже не оказывают практического влияния на надежность агрегатов большой обобщенной группы гидроприводов, независимо от их назначения, конкретной конструкции, условий и режимов работы.
Так, по данным [3], например, при поддержании чистоты на уровне классов 11-12 по ГОСТ 17216-71, что обеспечивается фильтрами с номинальной тонкостью фильтрации 10 мкм, станочное гидрооборудование может работать без заметного снижения своих параметров. Так же известно [2], что повышение номинальной тонкости фильтрации с 25 до 5 мкм в 7-8 раз снижает интенсивность падения КПД авиационных насосов и гидромоторов и, соответственно, увеличивает их ресурс. В то же время не во всех случаях нужны вечные машины. Все это свидетельствует о том, что в конкретном гидроприводе должен поддерживаться его оптимальный уровень чистоты, обусловленный экономической целесообразностью. Абстрактному тезису: чем выше степень очистки, тем выше надежность агрегатов гидропривода, должно противостоять практическое правило: класс чистоты и фильтр настолько хороши, насколько необходимы. Разработанный Британской ассоциацией гидравлической мощности (BFPA) метод оптимального выбора фильтрующих средств учитывает семь технико-экономических параметров, определяющих в баллах значения так называемого «весового фактора» [2,4], в том числе: предполагаемый срок службы, режим работы и чувствительность гидрооборудования к загрязнению.
В настоящее время накопленный опыт эксплуатации гидрооборудования и материалы исследований позволяют более конкретно учитывать ряд факторов при оптимизации норм и требований к промышленной чистоте рабочих жидкостей и масел. В первую очередь, это относится к ресурсу насосов. Так как оптимизация чистоты является не самоцелью, а служит повышению, например, ресурса насосов до требуемого уровня, то для этого необходим прогноз потенциального ресурса насоса в конкретном случае. Такой прогноз возможен на основе следующих положений.
Общим законом считается: износ пар трения прямо пропорционален выполненной работе. Это положение является основой для прогнозирования ресурса многих машин. В полной мере это относится к агрегатам станочного гидропривода и гидропривода тракторов, сельскохозяйственных и дорожно-строительных машин. Дело в том, что агрегаты гидроприводов этих машин являются серийной или массовой продукцией, а следовательно, отвечают высшим требованиям типизации, унификации и стандартизации деталей и узлов. Так, типажи объемных гидромашин представляют совокупность конструктивно и технологически подобных физических моделей (типоразмеров). Главные параметры (рабочий объем) базовых гидромашин в типоразмерном ряду представляет, как правило, геометрическую прогрессию с модулем 2. Все машины типоразмерного ряда унифицированы по давлению, частоте вращения, рабочей температуре, марке масла, промышленной чистоте и тонкости фильтрации масла и т.п.
Так как гидромашины являются трибосистемами, то при указанных условиях такие группы их параметров, как свойства взаимодействующих элементов, многие рабочие параметры и механизм изнашивания пар трения практически идентичны. Отличаются эти трибосистемы в основном лишь относительной скоростью движения (трения), пропорциональной рабочим объемам машин. Поэтому в основу прогноза ресурса гидромашин одного типоразмерного ряда может быть положено их подобие по рабочему объему (характерному размеру D = 3q ), коэффициенту скорости Cn = n • D , коэффициенту мощности CN = Cn • Ap или коэффициенту работоспособности CT = T • CN , в зависимости от того, какой параметр в типоразмерном ряду принят постоянным (T - ресурс машины).
В станочном гидроприводе широко используются, например, пластинчатые насосы Г12-2М, Г12-3М. Исходные данные по этим насосам, необходимые для прогноза ресурса производных моделей насосов, достаточно полно представлены в справочниках В.К. Свешникова «Станочные гидроприводы». Порядок расчета (прогноз) ресурса насосов, на примере насосов Г12-2М, Г12- 3М, приведен в табл. 8.
Таблица 8
| Параметры |
Габаритно-весовая группа |
||||||||||
| 1 |
2 |
3 |
|||||||||
| Типоразмер (модель) насоса |
|||||||||||
| Г12-3 |
Г12-2 |
||||||||||
| 1АМ |
1М |
2АМ |
2М |
3АМ |
3М |
4АМ |
4М |
5АМ |
5М |
6АМ |
|
| m, кг |
8,2 |
20 |
30 |
||||||||
| 3 q, см |
8 |
12,5 |
16 |
25 |
32 |
40 |
63 |
80 |
125 |
160 |
224 |
| D = |
2 |
2,3 |
2,5 |
2,9 |
3,2 |
3,4 |
4,0 |
4,3 |
5,0 |
5,4 |
6,0 |
| nHOM , мин-1 |
960 |
||||||||||
| THOM , час> не менее фильтр 40 мкм |
7000 |
3000 |
2000 |
||||||||
| Cn = n • D |
Cn = D-103 |
||||||||||
| CT = Thom ' Cn |
23,8106 |
15106 |
12106 |
||||||||
| Tnp = Ct/Cm(x103) |
12 |
10 |
9,5 |
8,3 |
7,5 |
7 |
3,8 |
3,5 |
3 |
2,2 |
2 |
| Thom , час. не менее фильтр 25 мкм |
10 000 |
4000 |
2500 |
||||||||
| Ct = Thom ' Cn |
34106 |
20-106 |
15106 |
||||||||
| Tnp = Ct/C„(x 103) |
17 |
15 |
13,8 |
12 |
10,5 |
10 |
5,0 |
4,7 |
4,0 |
2,8 |
2,5 |
Расчет показывает, что каждый насос типоразмерного ряда имеет свой ресурс, при прочих равных условиях. Например, производный насос Г12-31АМ I габаритно-весовой группы имеет ресурс 17000 час, против ресурса 10 000 час базового насоса Г13-33М этой группы, принятого как нормативный (номинальная тонкость фильтрации 25 мкм). Поэтому требование к чистоте рабочей жидкости первого насоса могут быть значительно ниже, чем последнего, тем более, что ресурс насосов должен быть сопоставим с ресурсом станка или машин.

Рис. 1. Влияние номинальной тонкости фильтрации рабочей жидкости на ресурс насосов Г12 в зависимости от их номинальной мощности. Кривые равного значения ресурса (х103 час)
Прогнозирование ресурса гидромашины одного типоразмера в различных условиях эксплуатации (давление и частота вращения переменные) проводится аналогично по зависимости T • k = ... = T • k = const, где k - коэффициент загрузки гидромашины, представляющий отношение фактической работы, выполненной машиной за технический цикл, к потенциальной работе, которую бы выполнила машина за то же время технологического цикла при номинальных значениях давления и частоты вращения.
Справочный материал позволяет сделать и прогноз влияния на ресурс этих насосов номинальной тонкости фильтрации рабочей жидкости. Графическая интерпретация этого материала, в удобной для практического использования форме, представлена на рис. 1.
Из графика следует, например, что при замене фильтра номинальной тонкости фильтрации 25 мкм на фильтр тонкостью 10 мкм, ресурс насоса Г12-33М может увеличиться с 10 000 до 20 000 час, при прочих равных условиях. Графический материал позволяет более объективно подойти к назначению норм или требований к уровню чистоты рабочей жидкости для конкретных режимов нагружения насосов.
Отсюда вывод: оптимальные уровни чистоты в виде норм или требований, установленные разработчиками или эксплуатационниками гидроприводов, могут существенно отличаться от рекомендуемых разработчиками и поставщиками фильтров или отдельных гидроагрегатов. Другим фактором, который следует учитывать при оптимизации норм и требований к промышленной чистоте гидропривода, является объем рабочей жидкости.
Количество загрязнителя в рабочей жидкости, относительно его влияния на абразивный износ насосов, может проявляться двояко. Снижение или рост содержания загрязнителя в постоянном объеме рабочей жидкости гидропривода вызывает изменение его концентрации. При этом изменяется не только общее количество загрязнителя, участвующего в изнашивании насоса, но и количество той его части, которая поступает в зону контакта поверхностей пары трения в каждый момент времени. В другом случае, изменение объема рабочей жидкости в гидроприводе с постоянной концентрацией в ней загрязнителя, ведет лишь к изменению общего количества загрязнителя, участвующего в изнашивании насосов: количество загрязнителя, поступающего в зону контакта поверхностей пары трения в любой момент времени, остается постоянным.
Примеры влияния количества загрязнений и объема рабочей жидкости с постоянным уровнем загрязнения на снижение относительного объемного КПД шестеренных насосов показаны на рис. 2а, б. Данные зависимости были получены при стендовых ускоренных испытаниях насосов НШ-46У на абразивную износостойкость. В качестве искусственного загрязнителя использовались кварцевые микропорошки М10, М20 и М28 (кривые, соответственно 1,2 и 3 на рис. 2а). Рабочая жидкость - масло М10Г. Цикл нагружения - 6 с. Коэффициент загрузки k3 =0,75.
Очевидно, что повышение концентрации загрязнителя в рабочей жидкости, при постоянстве внешней нагрузки, приводит к снижению уровня контактных напряжений, создаваемых абразивными частицами в поверхностных слоях деталей, образующих пары трения, что и определяет параболический характер этой зависимости.
Установлено, что с повышением количества загрязнителя, участвующего в изнашивании насосов, но при условии постоянства его концентрации в рабочей жидкости, износ торцевых уплотнений идет интенсивней, чем при изменении его концентрации (см. рис. 2б, загрязнитель М20, концентрация 0,08% по массе).
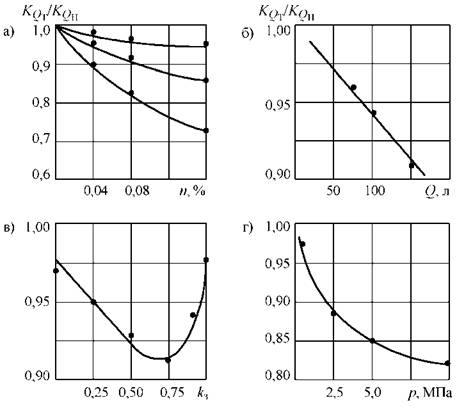
Рис. 2. Влияние параметров загрязнения и режима нагружения на износ насосов НШ
Характер зависимости изменения коэффициента подачи насосов от режима их нагружения показан на примере насосов НШ-46У на рис. 2в. Насосы были испытаны при номинальном давлении 10 МПа на рабочей жидкости, содержащей 0,08 % загрязнителя М20. Установлено, что зависимость изменения коэффициента подачи от коэффициента загрузки носит сложный экспоненциальный характер, с экстремальной точкой для рассматриваемого случая в зоне к3 = 0,75.
Режим нагружения насосов номинальным давлением был цикличным, с продолжительностью цикла 6 с. В этом случае экстремальной точке изменения коэффициента подачи соответствует время работы насосов под давлением разгрузки, равное 1,5 с. Дальнейшее сокращение этого времени в цикле нагружения приводит к тому, что в парах трения и, в частности, в торцевых щелевых уплотнениях насосов, очевидно, не происходит обновление загрязнения, в связи с чем интенсивность их износа снижается. Так, при работе насосов без периодической их разгрузки, абразивный износ минимален и не превышает износ при работе насосов под давлением разгрузки, т. е. на холостом ходу.
Абразивная способность кварцевых частиц загрязнителя определяется уровнем контактных напряжений, которые могут быть созданы частицами в поверхностном слое деталей насосов.
Увеличение рабочего давления, т. е. нагрузки на детали насосов, приводит к пропорциональному увеличению износа; однако с превышением некоторой критической ее величины интенсивность износа насосов замедляется (рис. 2г).
В нашем случае для указанных насосов, вида искусственного загрязнителя и его содержания в рабочей жидкости, критическая величина рабочего давления, выше которого происходит интенсивное разрушение абразивных кварцевых частиц, составляет около 3 МПа.
Представленные результаты исследований лишний раз подтверждают, что рекомендации по использованию абсолютных фильтров и обеспечению абсолютной чистоты гидроприводов технически интересны, но экономически зачастую спорны. Целесообразность их применения, как какого-либо усовершенствования, определяется ценой, которую готов платить потребитель за достигнутый в этом случае эффект. А это требует, в свою очередь, проведения квалифицированных испытаний и подконтрольной эксплуатации техники.
Список литературы
Барышев В.И., Мосин А.И., Арташин А.С. Классификация и кодирование промышленной чистоты// Стандарты и качество. - 1989. - № 5. - С. 17-19.
Шабанов В.К. Васильченко В.А. Оптимальная фильтрация рабочих жидкостей и выбор фильтрующих устройств для гидросистем//Приводная техника. - 1989. - № 3-4. - С. 55-58.
Полянская Г. С., Гольдшмидт А.И. Чистота рабочих жидкостей гидроприводов, обеспечивающих надежную работу металлообрабатывающего оборудования// Приводная техника. - - № 1-2. - С. 45-49.
Свешников В.К. Фильтрование рабочих жидкостей в современных гидроприводах// Гидравлика и пневматика. - 2004. - № 11-12. - С. 15-17.