| Похожие рефераты | Скачать .docx |
Курсовая работа: Технологический процесс производства окатышей
Курсовая работа по дисциплине: «Основы технологических процессов металлургии»
Студентка группы ЭУ-02 Русс Е.А.
Московский Государственный Вечерний Металлургический Институт
Москва 2004г.
Введение
К концу нынешнего века благополучно затихли споры о соперничестве различных схем металлургии, где часто пророчили упадок доменному производству. Однако, доменная печь была и остаётся чрезвычайно эффективным агрегатом для производства чугуна, а для достижения стабильных высоких результатов требуется подготовленное сырьё. В России доля окатышей в общем объёме окускованного сырья составляет в среднем 30%. Высок интерес стран с развитой металлургией к железорудным окатышам, как к одному из основных видов сырья для доменного производства, так, например, в Швеции до 100% окатышей составляют железорудную часть доменной шихты, в США и Канаде – 70-80%.
Сейчас металлурги рассматривают железорудные окатыши с точки зрения качественного сырья, приближающегося по однородности свойств к агломерату, а также с позиций перспективности сырья, способного транспортироваться на любые расстояния без потерь ими металлургических свойств. С другой стороны, фабрики по производству окатышей испытывают трудности, связанные с отсутствием или низким качеством бентонита, повышающего свойства сырых окатышей и их термостойкость.
Окатывание (или производство окатышей) является сравнительно новым, быстро развирающимся способом окускования рудных материалов. Окатыванием называют процесс получения окатышей из влажных концентратов в окомкователях с последующей сушкой и упрочняющим обжигом окатышей в обжиговых агрегатах.
Окатыши – рудный материал, полученный из мелкой (пылевидной) руды или тонкоизмельченных концентратов, в виде шарообразных гранул диаметром 2-3 до 30 мм (обычно 10-15 мм). Железнорудные окатыши применяются главным образом в доменной плавке.
Технология производства окатышей.
Окатыши.
Окатыши – твердые шарообразные тела, полученные путем окомкования тонкоизмельченных рудных материалов с добавкой связующих веществ с флюсами или без них с последующим упрочнением способами обжига, цементации или автоклавирование.
По соотношению содержания основных и кислых пород (основности) окатыши разделяют на отфлюсованные (частично или полностью) и неотфлюсованные (окисленные). Производство окисленных окатышей включает окомкование шихты (получение сырых окатышей) в барабанных, тарельчатых или чашевых окомкователях и упрочнение их обжигом или безобжиговыми методами. В зависимости от использования добавок различают железнорудные, железномарганцевые, железноникелевые и другие окатыши. Железнорудные окатыши, в которых часть оксидов железа (до 95%) восстановлена до металла, называются металлизированные (используются, главным образом, в электросталеплавильных печах для получения качественной стали).
Качество окатышей выражают большим перечнем показателей, отражающих их свойства и функциональные признаки. Обычно их группируют на следующие четыре признака: 1) химико-минеральный состав; 2) механические свойства; 3) физико-химические свойства и 4) стабильность качественных параметров.
По химико-минеральному составу окатыши делят на неотфлюсованные, отфлюсованные и доломитизированные.
Параметрами качества, выражающих механические свойства окатышей являются: крупность, прочность на разрушаемость и истираемость, содержание лимитируемого класса < 5мм и пористость.
В группу физико-химических свойств входят следующие признаки: 1) восстановимость; 2) прочность при восстановлении (при различных температурах: а – 600-800 oС; б – 800-950 oС); 3) газодинамические свойства расплава, измеряемые путем перепада давления при восстановлении; 4) размягчаемость; 5) набухаемость.
Стабильность качественных параметров оценивают по их колебаемости, которую регламентируют указанием двух величин: пределами колебаний (±% от среднего значения) и количество проб, укладываемых в обозначенные пределы.
Технология производства окатышей.
Основные операции технологического процесса следующие:
Подача пульпы концентрата с обогатительной фабрики
Сгущение и усреднение концентрата в жидком виде
Фильтрация концентрата
Измельчение известняка
Бункерование
Дозирование компонентов шихты
Смешивание компонентов шихты
Окомкование шихты (получение сырых окатышей)
Грохочение сырых окатышей
Сушка и предварительный нагрев сырых окатышей
Обжиг окатышей
Грохочение обожженных окатышей
Охлаждение обожженных окатышей
Складирование и отгрузка готовых окатышей Для производства окатышей в цехе используют железорудный концентрат, доломитизированный известняк, глину бентонитовую, активированный торф и газообразное топливо. Подготовка концентрата. Пульпа подается по пульпопроводу, магнитно флокируется и поступает в сгустители, где. взвешенные твердые частицы (с содержанием твердого 30...45%) осаждаются на дно и сгребаются к центру разгрузочной воронки. Сгущенный продукт-пульпа с плотностью 55 ... 65 %. удаляется со дна сгустителя насосами и размагничивается. Затем перегоняется в резервуары с механическими мешалками для усреднения. Из резервуаров насосами пульпа перегоняется в распределитель принудительной подачи. Для поддержания постоянного давления в распределителе приводы насосов имеют бесступенчатую регулировку. Подача пульпы на фильтр регулируется автоматически, так чтобы количество поступающей пульпы соответствовало производительности фильтра. Для каждой технологической линии предусмотрено 10 фильтров, в том числе один резервный. Влажность кека составляет 9.5%. Концентрат подается в дозировочные бункера, а распределение по бункерам производится при помощи плужковых сбрасывателей. Дозирование и смешивание компонентов шихты. Концентрат, известняк, бентонит и торф при помощи автоматических весодозаторов выдаются на сборный конвейер в заданной пропорции. Смешивание осуществляется в роторном смесителе, установленном на ленте, а затем однородная шихта поступает в барабанные окомкователти. Окомкование шихты. За счет перекатывания материалов и поверхностного натяжения воды, которая впрыскивается для регулирования процесса окомкования в барабане. Рост размера гранул прекращается, когда в барабане не остается мелких частиц. Дальнейшее перекатывание материала в окомкователе обеспечивает механическое уплотнение окатышей, для транспортировки, загрузки на решетке и тепловой обработки на ней без разрушения. Для получения нео6ходимой влажности шихты, предусматривается подача воды в окомкователь. После окомковання окатыши проходят грохочение на роликовом грохоте с разделением на 2 класса: минус 9,5мм и плюс 9,5мм. Окатыши с размером менее 9,5мм ленточными конвейерами возвращаются в окомкователь для дальнейшей доработки. Сырые окатыши размером крупнее 9,5 мм. подаются на роликовый грохотукладчик с помощью которого производится дополнительно отделение мелочи и укладка кондиционных окатышей на колосники движущейся решетки равномерным слоем высотой около 180 мм. Мелочь после роликового укладчика возвращается на конвейер концентрата после фильтров. Сушка и предварительный нагрев окатышей осуществляется на движущейся колосниковой решетке. Окатыши проходят три зоны: сушка в восходящем потоке, сушка в нисходящем потоке и предварительный подогрев в нисходящим потоком. При сушке в восходящем потоке горячие газы с температурой 400oС нагнетаются в слой окатышей снизу, выпаривают из окатышей влагу и нагревают слой до средней температуры примерно 230oС. Увлажненные газы, покидающие слой после сушки в восходящем потоке, охлаждаются в слое приблизительно до 93oС и после очистки пыли до санитарных норм выбрасываются в атмосферу. При сушке в нисходящем потоке газы с t 400oС просасываются через слой сверху вниз. Целью этой операции является обеспечение удаления влаги с верхнего слоя окатышей для предотвращения разрушения их в зоне предварительного нагрева. При предварительном нагреве газы с температурой 1040.......1050 oС просасываются через слой сверху вниз. Целью этой операции является получение необходимой прочности окатышей, при которой они могут быть подвергнуты обжигу во вращающейся печи без заметного разрушения. Средняя температура окатышей после решетки -980 oС. Тепловая обработка окатышей на решетке осуществляется горячими газами, отходящими из вращающейся печи. Перекачка газов по зоне решетки осуществляется тремя технологическими вентиляторами, из которых два просасывают газ сверху вниз через слой окатышей в зоне предварительного нагрева, сушки нисходящим потоком и подают его в зону сушки восходящим потоком и один вентилятор отсасывает газ из колпака указанной зоны. Схемой предусмотрена возможность сброса излишков газа, поступающего из вращающейся печи в зону предварительного нагрева и подаваемого в зону восходящим потоком (байпасная система). Решетка оснащена промежуточной сухой газоочисткой, установленной перед вентиляторами зоны предварительного нагрева (циклоны), мокрой очистки (скруббер) перед сбросным вентилятором зоны сушки восходящим потоком. Обжиг окатышей осуществляется во вращающейся печи диаметром –
6700 мм, длинной – 45720 мм. Для обжига применяется природный газ, который сжигается в торцевой горелке, установленной на разгрузочном конце печи. Обжиг окатышей в печи происходит за счет излучения факела горелки и раскаленной футировки печи, а также конвекционного теплообмена между газовым потоком циркулирующим противопотоком, через печь, огнеупорной футировкой и поверхностью слоя окатышей. Печь оборудована вентилятором для подачи воздуха на сжигание газа и газорегуляторной станцией, обеспечивающей давление газа перед горелкой не более 2кг/cм2. Окатыши перемещаются вдоль печи за счет ее вращения, при этом происходит постоянное пересыпание слоя окатышей и равномерный их обжиг при оптимальной температуре 1260 + 15-30 oС. После печи окатыши попадают на станционный охлажденный грохот, с помощью которого удаляются спеки окатышей или настыли с вращающейся печи крупностью 200 мм и более. После грохочения окатыши подаются на охлаждение в кольцевой охладитель. Кольцевой охладитель представляет собой решетку в форме кольца шириной 3111.5 мм и средний диаметр (полу суммой внешнего и внутреннего диаметров) 20116.8 мм. В загрузочной части охладителя установлена разравнивающая стенка для формирования равномерного слоя окатышей высотой 762 мм. Охладитель имеет привод бесступенчатой регулировки скорости, за счет чего осуществляется автоматическая регулировка высоты слоя окатышей. Охладитель вращается в горизонтальной плоскости и конструктивно разделен на три зоны: рабочая зона, где происходит охлаждение окатышей, составляет 303 градуса окружности; загрузочная зона - дуга в 25 градусов, разгрузочная зона-дуга в 32 градуса. Охлаждение окатышей осуществляется продувом холодного воздуха снизу вверх. Рабочая зона подразделяется, в свою очередь, на две зоны: зона рекуперационного охлаждения, в которой от окатышей отбирается 70....80 % тепла и зона окончательного охлаждения, в которой температура окатышей доводится до 120 oС. Из зоны рекуперационного охлаждения нагретый воздух передается во вращающуюся печь частично через загрузочный желоб охладителя и частично по отдельному газопроводу, соединяющему свод рекуперационной зоны охлаждения с разгрузочной частью печи. Из зоны окончательного охлаждения газы сбрасываются в атмосферу без предварительной очистки с содержанием пыли не более 60 мг/м3. Забор охлаждающего воздуха осуществляется с атмосферы. Работу кольцевого охладителя обеспечивают два охлаждающих вентилятора, по одному на каждую зону охлаждения. Охлажденные окатыши подаются на вибропитатель-грохот, где производится отделение класса плюс 50 мм, который убирается пластинчатым конвейером через специальный желоб, за пределы цеха в открытый штабель. Класс минус 50 мм (кондиционные окатыши), системой ленточных конвейеров транспортируется на склад или на отгрузку. Схемой грузопотоков предусматривается возможность подачи окатышей на склад, непосредственно на погрузку в баржи или в железнодорожные вагоны, а также одновременная подача окатышей на погрузку непосредственно с фабрики и со склада в железнодорожные вагоны или в баржи. Укладка готовых окатышей на склад и отгрузка его со склада осуществляется соответственно одноконсольным штабелеукладчиком и роторным заборщиком напольного типа на рельсовом ходу импортной поставки.
Машины и агрегаты фабрик по производству окатышей.
Устройство фабрики по производству окатышей.
Фабрика по производству железорудных окатышей состоит из отделений подготовки шихты, окомкования и обжигового. Транспортная связь между машинами и агрегатами отделений осуществляется ленточными конвейерами. Основным компонентом для производства окатышей является тонко измельченный влажный концентрат. Перевозка его обычным железнодорожным транспортом сопряжена с существенными трудностями при разгрузке, особенно в зимнее время. Поэтому фабрики окатышей стремятся располагать непосредственно поблизости от обогатительных фабрик, что позволяет выдаваемый ими концентрат направлять на окомкование конвейерным транспортом.
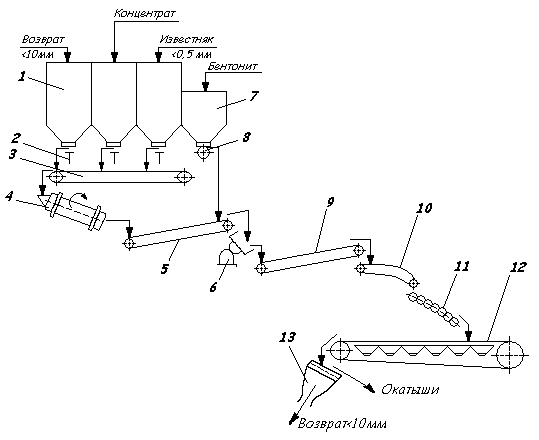
РИС.1. Принципиальная схема производства окатышей.
1 – бункера, 2 – питатели, 3 – конвейер, 4 – смесительный барабан,
5 – конвейер, 6 – чашевый окомкователь, 7 – бункер, 8 – питатель,
9 – конвейер, 10 – укладчик, 11 – питатель, 12 – машина упрочняюще-восстановительного обжига, 13 – грохот.
Холодные окатыши имеют высокую прочность, что позволяет их транспортировать на большие расстояния к доменным цехам. Принципиальная схема технологического процесса представлена на РИС. 1. Концентрат, известняк и возврат поступают в бункера 1, откуда питателями 2 в определенных соотношениях выдаются на конвейер 3, направляющий шихтовые материалы в смесительный барабан 4, по выходе из которого шихта конвейером 5 транспортируется в гранулятор 6. Перед окомкователем к шихте добавляют бентонит, подаваемый из бункера 7 питателем 8. В окомкователе происходит образование окатышей, чему в значительной степени способствует вода, подаваемая в гранулятор через распыляющую форсунку. Выходящие из окомкователя сырые окатыши транспортируются конвейером 9 к укладчику 10. С помощью укладчика окатыши подаются в питатель 11, который загружает их на машину 12 упрочняющего или упрочняюще-восстановительного обжига. После охлаждения готовые окатыши перед отправкой на склад подвергаются рассеву на грохоте 13.
Грануляторы.
Для окомкования шихты используют барабанные или чашевые грануляторы. Барабанный гранулятор принципиально не отличается от окомкователя агломерационной шихты. В отличие от барабанного рабочий орган чашевого гранулятора представляет собой наклоненную к горизонту под углом 45 – 55 градусов чашу с плоским днищем, которая вращается вокруг своей оси.
На РИС. 2 изображены схемы процессов образования окатышей в барабанном (а) и чашевом (б) грануляторах.

РИС. 2. Схемы процессов образования окатышей в барабанном (а)
и чашевом (б) грануляторах.
Во вращающийся барабан (чашу) непрерывно подается шихта, которая в присутствии распыленной воды окомковывается, превращаясь в круглые
тела – окатыши. По мере перемещения в барабане (чаше) окатыши увеличиваются в диаметре, выходят из барабана через разгрузочное отверстие (пересыпаются через борт чаши) в разгрузочный латок и из него поступают на ленточный конвейер.
На РИС. 3 показаны механизмы вращения и наклона чаши чашевого гранулятора, который состоит из чаши, привода, опоры, рамы, механизмов вращения, наклона и очистки.

РИС. 3. Механизмы вращения и наклона чаши чашевого гранулятора:
1 – чаша; 2 – вращающаяся ось; 3 – опора; 4 – электродвигатель постоянного тока; 5 – муфта; 6 – коническо-цилиндрический редуктор; 6а – шестерня;
7 – зубчатый венец; 8 – валики; 9 – две стойки; 10 – поперечная балка;
11 – лоток; 12 – конвейер; 13 а – тяга-винт; 13 б – тяга винтовая пара;
13 в – червячная передача.
Чаша 1 сварной конструкции выполнена для удобства транспортировки из двух половин, соединенных между собой болтами. Опора 3 представляет собой жесткую сварную раму со смонтированной в ней на подшипниках качения вращающейся осью 2, на верхнем коническом хвостовике которой неподвижно закреплена чаша 1. Осевые усилия воспринимают установленные в нижней части рамы упорные подшипники.
Привод вращения чаши, смонтированной на опоре 3, состоит из электродвигателя 4 постоянного тока, муфты 5, коническо-цилиндрического редуктора 6 и тахогенератора, связанного с валом электродвигателя кинематической зубчатой передачей. На выходном валу редуктора расположена шестерня 6а, находящаяся в зацеплении с зубчатым венцом 7, который закреплен на чаше и вращает ее при включении электродвигателя. Опора 3 валиками 8 шарнирно закреплена на раме, состоящей из двух стоек 9, которые жестко соединены между собой поперечной балкой 10.
Механизм наклона чаши состоит из тяги-винта 13а, связывающего между собой балку 10 и часть опоры 3, к которым шарнирно прикреплены тяги винтовой пары 13б и червячной передачи 13в. При вращении вала червяка вручную винт, связанный гайкой с червячным колесом, совершает поступательное движение, изменяя угол наклона чаши.
Внутреннюю поверхность борта и днища чаши очищают от налипшего материала механизмом очистки, состоящим из бокового и шести регулируемых радиальных ножей.
Увлажнение поступающей в чашу шихты производят форсунками с индивидуальными трубопроводами, выполненными в виде гибких шлангов с вентилями для регулирования расхода воды.
Из чаши готовые окатыши выгружают на конвейер 12 при помощи лотка 11, прикрепленного к каркасу. Мощность двигателя вращения чаши 95 кВт. Скорость вращения чаши 6 – 9 об/мин. Производительность гранулятора 30-40 т/ч.
Окатыши обжигают на конвейерных обжиговых машинах, в агрегатах решетка – трубчатая печь либо в шахтных печах. Шахтные печи начали получать промышленное применение только в последние годы.
Конвейерная обжиговая машина.
Конвейерная обжиговая машина по своему устройству подобна агломерационной машине, но в отличии от нее имеет более низкий вакуум под решеткой ввиду высокой газопроницаемости слоя окатышей и разделенную по длине на технологические зоны ленту; первое отличие машины позволяет вместо эксгаустеров использовать высокотемпературные вентиляторы.
Ввиду более высокого нагрева колосниковой решетки тележек она разделена по высоте на две части: подколосниковые балки и колосники.
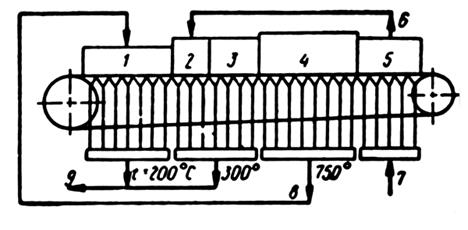
РИС. 4. Технологическая схема процесса обжига окатышей на конвейерной обжиговой машине:
1 – зона сушки; 2 – зона нагрева; 3 – первая зона обжига; 4 – вторая зона обжига; 5 – зона охлаждения; 6 – отходящие газы в зону нагрева; 7 – подсос холодного воздуха из атмосферы; 8 – отходящие газы в зону сушки; 9 – отходящие газы в дымовую трубу.
На РИС. 4 представлена технологическая схема конвейерной обжиговой машины. Машина снабжена верхними укрытиями-камерами, соответствующими технологическим зонам: зонам сушки и нагрева, первой и второй зонам обжига и зоне охлаждения.
Обжиг окатышей производят продуктами горения газа, сжигаемого при помощи газовых горелок, установленных в укрытиях-камерах зон обжига. Отходящие газы из второй зоны обжига поступают в зону сушки, а из зоны охлаждения – в зону нагрева.
Для непрерывной подачи на обжиговую машину сырых окатышей применяют роликовые питатели. Питатель представляет собой конвейер с гладкими роликами, вращающимися в одну сторону.
Весьма широко применяются качающиеся питатели-укладчики, при помощи которых сырые окатыши равномерно распределяются по ширине роликовых питателей или колосниковых решеток обжиговых машин. Питатель-укладчик представляет собой качающийся в горизонтальной плоскости наклонный конвейер с бесконечной резино-тканевой лентой.
Технические характеристики конвейерных обжиговых машин конструкции УЗТМ:
| Модель | ||
| ОК6-108 | ОК1-306 | |
Активная рабочая площадь, м2 . . . . . . . . . . . . . . . . |
108 |
306 |
Ширина рабочей поверхности, м . . . . . . . . . . . . . . |
2 |
3 |
Скорость движения обжиговых тележек, м/мин |
0,5 – 3,0 |
0,63 ¸ 3.78 |
Наибольшая толщина слоя окатышей на колосниковой решетке, мм . . . . . . . . . . . . . . . . . . . |
250 |
300 |
Электродвигатель привода тележек: мощность, кВт . . . . . . . . . . . . . . . . . . . |
20 |
32x2 |
скорость вращения, об/мин . . . . . . . . |
580 |
730 |
Электродвигатель привода разгрузочной части: мощность, кВт . . . . . . . . . . . . . . . . . . . |
7 |
20 |
скорость вращения, об/мин . . . . . . . . . |
670 |
570 |
Производительность, т/ч . . . . . . . . . . . . . . . . . . . . . |
90 - 110 |
260 |
Шахтная печь.
На РИС. 5 показана принципиальная схема получения металлизованных окатышей с использованием шахтной печи. Сырые окатыши из бункера 1 поступают на грохот-питатель 2 и далее направляются в скип 3, которым подают окатыши на колошник шахтной печи 4.

РИС.5. Принципиальная схема получения металлизированных окатышей в шахтной печи.
Упрочняюще-восстановительный обжиг, происходящий в верхней половине печи (зона I), достигается за счет омывания опускающегося столба окатышей идущим навстречу ему горячим восстановительным газом, поступающим в печь по магистрали 10. Выходящий из печи по газопроводу 5 колошниковый газ предварительно очищают от пыли в скруббере 6, а затем газодувкой 7 направляют в смеситель 11, куда по газопроводу 15 поступает также природный газ. Процесс конверсии последнего осуществляют в аппарате 9. Физическое тепло, необходимое для протекания процесса, получают за счет сжигания части колошникового газа, поступающего по газопроводу 8, и природного газа, идущего по газопроводу 13. Воздух для горения нагнетают воздуходувкой 16 по магистрали 17. Отходящие из аппарата 9 по газопроводу 12 продукты горения проходят через теплообменник 14.
Упрочненные и восстановленные окатыши в нижней половине печи (зона II) охлаждают в противопотоке холодного газа, подаваемого в печь газодувкой 18. Охлаждающий газ циркулирует в замкнутом контуре, в состав которого входит скруббер 19.
Выгружаемые из печи окатыши поступают на грохот 20. Надрешетный продукт направляют в доменный цех или на склад готовой продукции, а подрешетный идет на переработку.
Производительность шахтных печей достигает 500 тыс. т окатышей в год.
Вывод.
Внедрение новых технологий производства высокометаллизованных окатышей позволяет отказаться от доменных процессов в металлургической промышленности, тем самым делая его более экономически рентабельным и экологически чистым.
Список литературы
1. Маерчак Ш. Производство окатышей. Пер. со словац. – М.: Металлургия. 1982.232с.:ил.
2. Корогнч В. II. Основы теории и технологии подготовки сырья к доменной плавке: Учебн. для вузов. – М.: Металлургия. 1978. – 208 с.: ил.
3. Целиков А.И. Машины и агрегаты металлургических заводов I том: Учебн. для вузов. – М.:Металлургия.1976. – 416 с.:ил.
Похожие рефераты:
Технология обработки конструкционных материалов
Автоматизация печи обжига известняка
Реконструкция предприятия по производству глиняного кирпича
Межпредметные связи в курсе школьного предмета химии на предмете углерода и его соединений
Технология производства фарфоровой и фаянсовой посуды
Проектирование отделения восстановительной электроплавки ильменитового концентрата
Автоматизация процесса подготовки шихты
Произврдство в доменой печи и сплавы
Автоматизация процесса спекания аглошихты
Технико-экономическая характеристика отдельных способов производства стали
Производство керамического кирпича
Проектирование сталелитейного цеха
Проект доменной печи производительностью 7000 т передельного чугуна в сутки