| Скачать .docx |
Дипломная работа: Отчет о претдипломной практике на кафедре ТМО
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Уфимский государственный нефтяной технический университет»
Кафедра «Технологические машины и оборудование»
Отчет
о преддипломной практике
Студент гр. МЗ 06-01 А.П.Зайцев
Проверил доц. канд.техн.наук А.Х.Габбасова
Уфа 2010
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение высшего профессионального образования
«Уфимский государственный нефтяной технический университет»
Кафедра ________ «Технологические машины и оборудование»____________________
ЗАДАНИЕ НА ПРАКТИКУ
Ф.И.О студента _____Зайцев Александр Павлович______ Группа___МЗ 06-01__ Курс ___5 __
Вид практики ____преддипломная__________________________________________________
Срок прохождения практики__с 31.01.2011 по 21.02.2011 г._____________________________
Место прохождения практики______кафедра ТМО____________________________________
________________________________ ________________________________________________
За время прохождения ______________________преддипломной_________________практики
студент _________________________Зайцев Александр Павлович _________________должен
_____________________изучать процесс гидроочистки бензинов ________________________
__________________рассмотреть вопросы монтажа и ремонта оборудования, ______________
__________________безопасности эксплуатации установки _____________________________
По окончании________преддипломной ______практики представить на кафедру ТМО
Отчёт о практике, в котором должно содержаться:
Введение ____________________________________________________________________
1 Литературный обзор_____________________________________________________________
1.1 Описание технологической схемы установки гидроочистки__________________________
бензинов 24-300/1________________________________________________________________
1.2 Характеристика сырья и выпускаемой продукции__________________________________
2 Аппаратурное оформление установки гидроочистки бензинов 24-300___________________
2.1 Отпарная колонна К-101________________________________________________________
2.2 Реактор Р-101_________________________________________________________________
2.4 Теплообменное оборудование___________________________________________________
3 Монтаж и ремонт колонного, теплообменного аппаратов и насосного оборудования_______
3.4 Ремонт и монтаж теплообменных аппаратов______________________________________
3.5 Ремонт и монтаж колонных аппаратов___________________________________________
4 Безопасность и экологичность проекта_____________________________________________
4.1 Характеристика опасности производства__________________________________________
4.2 Характеристика технологического процесса. Источники и основные производственные опасности _______________
Заключение _______________
Список использованных источников_________________________________________________
Отчёт о прохождении практики должен быть представлен до «_01 _» _марта _ 2011 г.
______доценту кафедры ТМО _______ Габбасовой Айгуль Хайриваровне______________
(Отчёт должен содержать не менее 25 страниц, оформлен в соответствии с нормативными документами, подписан руководителем практики от предприятия, содержать характеристику с места прохождения практики)
Задание принял к исполнению
студент гр. Мз 06-01 ___________________А.П.Зайцев
Руководитель практики
Доцент кафедры ____________________А.Х.Габбасова
СОДЕРЖАНИЕ
С.
Введение 4
1 Литературный обзор 6
1.1 Описание технологической схемы установки гидроочистки
бензинов 24-300/1 6
1.2 Характеристика сырья и выпускаемой продукции 11
2 Аппаратурное оформление установки гидроочистки бензинов 24-300 13
2.1 Отпарная колонна К-101 13
2.2 Реактор Р-101 14
2.3 Трубчатая печь П-101 14
2.4 Теплообменное оборудование 15
3 Монтаж и ремонт колонного, теплообменного аппаратов и
насосного оборудования 17
3.1 Ремонт и монтаж теплообменных аппаратов 17
3.2 Ремонт и монтаж колонных аппаратов 19
3.3 Ремонт и монтаж насосного оборудования 23
4 Безопасность и экологичность проекта 26
4.1 Характеристика опасности производства 26
4.2 Мероприятия по безопасному ведению процесса 27 Заключение 32 Список использованных источников 33
Приложение А 34
Приложение Б 35
Приложение В 36
ВВЕДЕНИЕ
Развитие технологии переработки нефти в последние годы привело к тому, что реакции, относящиеся к гидрогенизационным процессам, приобрели столь же важное значение, как крекинг и риформинг. В процессе гидрирования компоненты нефти каталитически взаимодействуют с водородом. Наиболее важным применением гидрогенизационных процессов является гидрообессеривание, которое включает реакции, ведущие к удалению серы из соединений нефти, путем их превращения в Н2 S и углеводородные продукты. Бензиновые фракции являются традиционным сырьем для процессов каталитического крекинга и гидрокрекинга. В последнее время большое внимание уделяется процессам гидрообессеривания продуктов нефтепереработки так же с целью защиты окружающей среды от вредных сернистых выбросов, образующихся при сжигании неочищенных топлив. Каталитическая гидроочистка – это эффективный и рентабельный процесс удаления из нефтяных фракций серы, азота и кислорода, содержащихся в виде соответствующих органических соединений [1, 2, 3]. На многих современных нефтеперерабатывающих заводах очистке этим методом подвергают не только светлые дистилляты прямой перегонки, но и дистилляты вторичного происхождения, например газойли каталитического крекинга, а также высококипящие дистилляты (вакуумные газойли, депарафинированные, масляные рафинаты и др.).
Целью предварительной гидроочистки бензинов является превращение и удаление веществ, дезактивирующих монометаллические и полиметаллические платиновые катализаторы риформинга.
К этим веществам относятся: сернистые, азотистые, непредельные соединения, соединения, содержащие металлы, галогены.
Превращение указанных веществ происходит на гидрирующем сероустойчивом катализаторе. Летучие продукты – сероводород, аммиак, вода, хлористый водород удаляются путём отпарки гидрогенизата. Металлические примеси отлагаются на катализаторе гидроочистки.
Отпарка гидрогенизата является важной подготовительной операцией, обеспечивающей нормальную работу блоков риформинга. При установившемся режиме путём отпарки воды обеспечивается низкая влажность в системе риформинга, что является необходимым условием работы хлорированных катализаторов.
Целью практики является изучение процесса и установки гидроочистки бензина 24-300. Поставлены следующие задачи:
- изучение процесса гидроочистки;
- изучение аппаратурного оформления процесса;
- получение навыков работы с технической и конструкторской документацией.
1 Литературный обзор
1.1 Описание технологической схемы установки гидроочистки бензинов 24-300/1
Сырьё из резервуаров NN1241-1244 поступает на приём сырьевых насосов ЦН-101,102.
Технологическая схема установки 24-300/1 изображена в приложении А.
Сырьевые насосы под давлением 5-5,5 МПа подают сырьё в тройник смешения блока реакции. Давление сырья на выкиде сырьевого насоса регистрируется прибором PR68.
Расход сырья регулируется прибором FRCSAL47, регулирующий клапан которого FV 47 установлен на нагнетательном трубопроводе ЦН-101, 102.
Кроме того, на трубопроводе подачи сырья в тройник смешения смонтирован отсекатель FSV 47, который связан с блокировкой по минимальному расходу сырья. При достижении минимального расхода сырья 16 м![]() /ч срабатывает сигнализация, а при 8 м
/ч срабатывает сигнализация, а при 8 м![]() /ч блокировка, при которой закрывается отсекатель FSV 47 с целью исключения прорыва ВСГ в сырьевые резервуары.
/ч блокировка, при которой закрывается отсекатель FSV 47 с целью исключения прорыва ВСГ в сырьевые резервуары.
В тройнике смешения сырьё смешивается с ВСГ, который поступает на установку из заводского трубопровода ВСГ высокого давления и проходит её по схеме на «проток». Подача ВСГ на установки может осуществляться по параллельной и последовательной схемам.
Расход ВСГ регулируется прибором FRCSAL 48, регулирующий клапан которого FV48 расположен на байпасном трубопроводе, связывающем вход и выход водорода с установки [1].
Сигнализация срабатывает при достижении минимального расхода ВСГ 2000 нм![]() /ч, блокировка срабатывает при достижении минимального расхода ВСГ 1500 нм
/ч, блокировка срабатывает при достижении минимального расхода ВСГ 1500 нм![]() /ч. При срабатывании блокировки закрывается отсекатель FSV47 на трубопроводе подачи сыря в тройник смешения, закрывается отсекатель на линии топливного газа FSV 48, останавливается топливный насос ТН-1,2.
/ч. При срабатывании блокировки закрывается отсекатель FSV47 на трубопроводе подачи сыря в тройник смешения, закрывается отсекатель на линии топливного газа FSV 48, останавливается топливный насос ТН-1,2.
После тройника смешения газосырьевая смесь проходит последовательно межтрубное пространство сырьевых теплообменников Т-104, Т-103, Т-102, где нагревается обратным потоком газопродуктовой смеси и с температурой 200-225 ![]() С поступает в конвекционный змеевик печи П-101 для дальнейшего нагрева. Температура газосырьевой смеси на входе в Т-104, Т-103, Т-102 и в П-101 регистрируется соответственно приборами TJR 9/2, TJR 7/1, TJR7/4 и TJR7/3.
С поступает в конвекционный змеевик печи П-101 для дальнейшего нагрева. Температура газосырьевой смеси на входе в Т-104, Т-103, Т-102 и в П-101 регистрируется соответственно приборами TJR 9/2, TJR 7/1, TJR7/4 и TJR7/3.
Газосырьевая смесь проходит 30 труб конвекционного змеевика печи П-101 двумя параллельными потоками (по 15 труб) в каждом потоке.
Для определения температуры и равномерного нагрева газосырьевой смеси, проходящей через конвекционный змеевик печи П-101 параллельными потоками, на выходе каждого из двух потоков температура регистрируется прибором TJR 7/8,9.
На выходе из камеры конвекции два потока соединяются в один и по общему трубопроводу газосырьевая смесь поступает в радиантную камеру, где проходит однопоточно 30 труб подового и потолочного экрана, кроме того проходит через 8 труб дополнительного экрана у перевальной стенки.
Для сжигания топлива в топке печь П-101 оборудована шестью комбинированными горелками марки ГП-1. Тепловая мощность П-101 составляет 4×10![]() ккал/час [1].
ккал/час [1].
Продукты сгорания топлива, т.е. дымовые газы, из радиантной камеры печи П-101 с температурой 500-800 ![]() С поступают в камеру конвекции печи, где омывают трубы конвекционного змеевика и охлаждаются.
С поступают в камеру конвекции печи, где омывают трубы конвекционного змеевика и охлаждаются.
Температура дымовых газов на перевальной стенки печи П-101 регистрируется прибором TJR 7/5,6.
После конвекционной камеры дымовые газы через боров печи выбрасываются в дымовую трубу. Температура дымовых газов в борове печи регистрируется прибором TJR 7/11.
Проходя через змеевик печи П-101 газосырьевая смесь нагревается до температуры 280-330 ![]() С и далее поступает в реактор Р-101 через радиальный ввод. Температура газосырьевой смеси на входе в реактор Р-101 регулируется прибором TRC 1, регулирующий клапан которого TV 1 установлен на трубопроводе подачи топливного газа к форсункам печи П-101.
С и далее поступает в реактор Р-101 через радиальный ввод. Температура газосырьевой смеси на входе в реактор Р-101 регулируется прибором TRC 1, регулирующий клапан которого TV 1 установлен на трубопроводе подачи топливного газа к форсункам печи П-101.
Температура в слое катализатора в реакторе Р-101 регистрируется прибором TJR 6/1-12. Давление на входе в реактор Р-101 регистрируется прибором PRAH 64, давление на выходе из реактора Р-101 регистрируется прибором PR26. Температура поверхности стенок верха реактора Р-101 регистрируется прибором TJRAH 5/1-12, а низа реактора Р-101 прибором TJRAH 5А/1-12.
Сигнализация срабатывает при достижении максимальной температуры стенок реактора 240 ![]() С и при достижении максимального давления в реакторе Р-101 4,9 МПа.
С и при достижении максимального давления в реакторе Р-101 4,9 МПа.
Газосырьевая смесь при температуре 280-330 ![]() С проходит слой катализатора гидроочистки в направлении сверху вниз, где протекают реакции разложения сернистых, азотистых, кислородосодержащих и др. соединений до сероводорода, аммиака, паров воды.
С проходит слой катализатора гидроочистки в направлении сверху вниз, где протекают реакции разложения сернистых, азотистых, кислородосодержащих и др. соединений до сероводорода, аммиака, паров воды.
Газопродуктовая смесь выходит из реактора Р-101 с температурой 280-330 ![]() С и поступает в качестве теплоносителя в трубное пространство подогревателя колонны Т-101, а часть по его байпасу.
С и поступает в качестве теплоносителя в трубное пространство подогревателя колонны Т-101, а часть по его байпасу.
Газопродуктовая смесь посте Т-101 проходит последовательно трубное пространство сырьевых теплообменников Т-102, Т-103, Т-104, где отдаёт своё тепло газосырьевой смеси [1].
Температура на выходе из Р-101 регистрируется прибором TJR 7/7, из Т-102 – прибором TJR 7/10, из Т-103 – прибором TJR 7/2, из Т-104 прибором TJR 9/4.
Из теплообменника Т-104 газопродуктовая смесь с температурой 90-120 ![]() С поступает в сепаратор высокого давления С-101.
С поступает в сепаратор высокого давления С-101.
В сепараторе высокого давления С-101 происходит разделение жидкой и газовой фаз: сверху выводится ВСГ, снизу нестабильный гидрогенизат.
Уровень в сепараторе С-101 регулируется прибором LRCAHL 60, регулирующий клапан которого LV60 установлен на трубопроводе нестабильного гидрогенизата на выходе из С-101.
Сигнализация срабатывает при достижении минимального уровня 25 % и достижении максимального уровня 75 %.
ВСГ с верха сепаратора высокого давления С-101 поступает для охлаждения в аппарат воздушного охлаждения КВО-1, откуда поступает в кожухотрубчатый холодильник Х-101А. Температура на выходе из Х-101А регистрируется прибором TJR 9/3.
Их Х-101А охлаждённый ВСГ с температурой не более 35 ![]() С поступает в газосепаратор С-102, в котором происходит отделение жидкой фазы.
С поступает в газосепаратор С-102, в котором происходит отделение жидкой фазы.
Уровень в сепараторе С-102 регулируется прибром LRCAHL 61, регулирующий клапан которого LV 61 установлен на трубопроводе выхода жидкой фазы из С-102. Сигнализация срабатывает при достижении минимального уровня 25 % и достижении максимального уровня 75 % ![]()
Охлаждённый ВСГ выводится с верха С-102 и направляется с установки в заводскую линию ВСГ низкого давления.
Предусмотрен сброс ВСГ в линию топливного газа и линию сухого газа.
Давление на блоке гидроочистки регулируется прибором PRC 23, регулирующий клапан которого установлен на выходном трубопроводе ВСГ С-102. Расход ВСГ с установки регистрируется прибором FR 51.
Нестабильный гидрогенизат выводится с нижней части аппарата С-101, С-102, смешивается и при температуре 80-110 ![]() С поступает последовательно в теплообменники Т-105, Т-106, Т-107 по трубному пространству.
С поступает последовательно в теплообменники Т-105, Т-106, Т-107 по трубному пространству.
Температура на входе в Т-105 регистрируется прибором TJR 9/4.
В теплообменниках Т-105, Т-106, Т-107 нестабильный гидрогенизат нагревается обратным потоком стабильного гидрогенизата до температуры 150-160 ![]() С и по линии загрузки колонны подаётся на 14, 20 тарелки отпарной колонны К-101. Всего в колонне К-101 30 тарелоок провального типа [1].
С и по линии загрузки колонны подаётся на 14, 20 тарелки отпарной колонны К-101. Всего в колонне К-101 30 тарелоок провального типа [1].
В отпарной колонне К-101, за счёт подвода тепла через Т-101 в нижнюю часть колонны, из нестабильного гидрогенизата происходит отпарка паров углеводородов, сероводорода, аммиака, паров воды.
С верха колонны К-101 отпарившиеся пары пары и газы с температурой 100-130 ![]() С выводятся для конденсации и охлаждения в воздушный холодильник КВО-2, конденсатор-холодильник ХК-102 и с температурой 10-30
С выводятся для конденсации и охлаждения в воздушный холодильник КВО-2, конденсатор-холодильник ХК-102 и с температурой 10-30 ![]() С поступают в ёмкость орошения С-103. Температура верха колонны К-101 регистрируется прибором TJR2/3.
С поступают в ёмкость орошения С-103. Температура верха колонны К-101 регистрируется прибором TJR2/3.
Температура на выходе из ХК-102 регистрируется прибором TJR9/6.
С верха рефлюксной ёмкости С-103 выводится сухой газ с установки в заводской трубопровод сухого или топливного газа.
Для аварийного освобождения блока стабилизации от давления имеется трубопровод с линии сухого газа из С-103 в факельную линию.
Давление в ёмкости орошения С-103 регулируется прибором PRC 22, регулирующий клапан которого находится на выходе сухого газа из С-103 в заводскую сеть. Давление в С-103 поддерживается 0,6-0,8 МПа. Расход сухого газа из С-13 регистрируется прибором FR50.
Рефлюкс с низа С-103 поступает на приём насосов орошения ЦН-107, 108 и подаётся в качестве орошения на верхнюю тарелку колонны К-101 в количестве 5-12 м![]() /ч.
/ч.
Расход орошения в К-101 регулируется прибором FRC 49, регулирующий клапан которого установлен на линии подачи орошения в К-101.
Балансовый избыток рефлюкса из С-103 с выкида насосов ЦН-107,108 выводится с установки на установку 35-5 [1].
Уровень в ёмкости орошения С-13 регулируется прибором LRCALH 62, регулирующий клапан которого расположен на линии откачки балансового избытка рефлюкса с установки. Сигнализация срабатывает при достижении минимального уровня в С-103 25% и достижении максимального уровня 75%.
Температура низа колонны К-101 поддерживается в пределах 140-200 ![]() С и регистрируется прибором TJR2/2.
С и регистрируется прибором TJR2/2.
Подвод тепла в нижнюю часть К-101 регулируется прибором LRCALH 59, регулирующий клапан которого установлен на трубопроводе выхода стабильног гидрогенизата из Х-104 в линию сырья на приём сырьевых насосов. Сигнализация срабатывает при достижении минимального уровня в К-101 25 % и достижении максимального уровня 75 %.
Стабильный гидрогенизат с низа К-101 с температурой 160-200 ![]() С поступает в теплообменники Т-107, Т-106, Т-105 по межтрубному пространству, где отдаёт тепло нестабильному гидрогенизату, который проходит эти теплообменники по трубному пространству противотоком.
С поступает в теплообменники Т-107, Т-106, Т-105 по межтрубному пространству, где отдаёт тепло нестабильному гидрогенизату, который проходит эти теплообменники по трубному пространству противотоком.
Пройдя теплообменники Т-107, Т-106, Т-105, стабильный гидрогенизат поступает в холдильник Х-104 и далее выводится с установки. Температура на выходе из Х-104 регистрируется прибором TJR9/9.
Расход стабильного гидрогенизата с установки 24-300 регистрируется прибором FR67.
1.2 Характеристика сырья и выпускаемой продукции
Сырьем для гидроочистки служит прямогонные дистилляты (бензин, реактивные и дизельные топлива, керосин, вакуумные газойли) и дистилляты вторичного происхождения (бензины, легкие газойли каталитического крекингаи коксования).
Легкие дистилляты (бензины) содержат более низкомолекулярные непредельные и сернистые соединения (меркаптаны, сульфиды) и легче подвергаются гидроочистке. Тяжелое сырье и сырье вторичного происхождения содержит более стабильные сернистые соединения (тиофены) и труднее гидрируемые непредельные, что требует более жестких условий очистки.
Выбор технологической схемы, параметров процесса и катализаторов зависит от качества исходного сырья (его фракционного и группового состава), химического состава присутствующих в нем примесей, а также требований к качеству получаемого продукта [2].
Кроме того, к сырью гидроочистки предъявляются весьма жесткие требования в части содержания влаги (не более 0,02% массы) и мехпримесей. Повышенное содержание влаги влияет на прочность катализатора, усиливает интенсивность коррозии, нарушает нормальный режим стабилизационной колонны. Сырье не должно содержать механических примесей, так как, попадая в реактор, они оседают на катализаторе, снижая тем самым эффективность его работы [2].
В бензиновых фракциях прямой перегонки нефти, выкипающих в пределах н.к. - 200°С, может содержаться до 0,2% массы серы в виде меркаптанов и сульфидов. В керосиновых фракциях, выкипающих в пределах 180-240°С, и в дизельных, выкипающих в пределах 180-350°С, сернистые соединения представлены, кроме упомянутых нафтеновыми и ароматическими сульфидами (тиофанами и тиофенами). В прямогонных керосинах может содержаться 0,2 - 0,5 % массы серы, а в дизельных фракциях - до 1,5% массы. В связи с этим условия проведения процесса их гидроочистки могут отличаться друг от друга, но основные закономерности и их влияние на процесс остаются общими.
Выпускаемая продукция
- очищенные фракции;
- бензин-отгон; используется как компонент товарных бензинов или сырье установок каталитического риформинга; имеет низкое (50-55) октановое число;
- сероводород; направляется как сырье на установки производства серной кислоты или серы [3].
2 Аппаратурное оформление установки гидроочистки бензинов 24-300/1
К основному оборудованию процесса гидроочистки дистиллятных фракций относятся: трубчатые печи, реакторы, стабилизационные колонны, абсорбционные и отпарные колонны, теплообменные аппараты и сепараторы.
Рассмотрим основное оборудование процесса гидроочистки бензина установки 24-300.
2.1 Отпарная колонна К-101
Предназначена для отпарки нестабильного гидрогенизата от паров углеводородных, сернистых и других соединений. Для реализации этой цели на 14 и 20 тарелки подается нестабильный гидрогенизат жидкой фазой, на 30 тарелку рефлюкс с сепаратора С-103. Газовый поток подается под нижнюю тарелку рибойлером Т-101, который забирает часть стабильного гидрогенизата с низа колонны. В противотоке контактирующих газовой и жидкой фаз осуществляется процесс отпарки газов из нестабильного бензина.
С верха колонны выводятся пары углеводородных, сернистых и других соединений и направляются на последующее охлаждение и отделение жидкой фазы, а затем выводятся с установки [1].
С низа колонны выводится стабильный гидрогенизат, который далее после охлаждения выводится с установки.
Колонна К-101 высотой 26910мм состоит из корпуса и опоры. Корпус колонного аппарата состоит из цилиндрической сварной обечайки внутренним диаметром 1600мм и двух эллиптических днищ. Опора юбочная цилиндрическая. Рабочее давление в колонне составляет 0,9 МПа, температура верха колонны порядка 1450 С, низа – 2000 С.
Внутри колонна снабжена 30 решётчатыми тарелками, на которых происходит взаимодействие двух фаз и осуществляется процесс отпарки [1].
Газ и жидкость взаимодействуют в перекрестном токе: жидкость движется по тарелке и далее на расположенную ниже тарелку, а газ – вверх по оси колонны.
Корпус колонны, внутренние устройства и опорная обечайка выполнены из биметалла 09Г2С+12Х18Н10Т [1].
2.2 Реактор Р-101
Предназначен для проведения реакции деструктивной гидрогенизации, при которой в присутствии ВСГ на катализаторе происходит разложение сернистых, азотистых и углеводородных соединений.
Для реакции используется насыпной катализатор марки ГО-30/7. Допускается использование катализаторов АКМ, АНМ, ГО-70, S-12. Катализатор в процессе эксплуатации закоксовывается, что вызывает необходимость в его регенерации. Закоксовавшийся катализатор продувают и прокаливают [3].
Реактор имеет обечайку диаметром 2720мм, верхнее и нижнее эллиптическое днище. Высота реактора составляет 5440мм. Давление реакции – 5 МПа, давление регенерации 1 МПа. Температура реакции 4200 С, регенерации 5000 С [1].
Изнутри реактор футерован жаропрочным торкрет-бетоном, защищающим металл корпуса от высоких температур.
Реактор Р-101 выполнен из низколегированной стали 12ХМ.
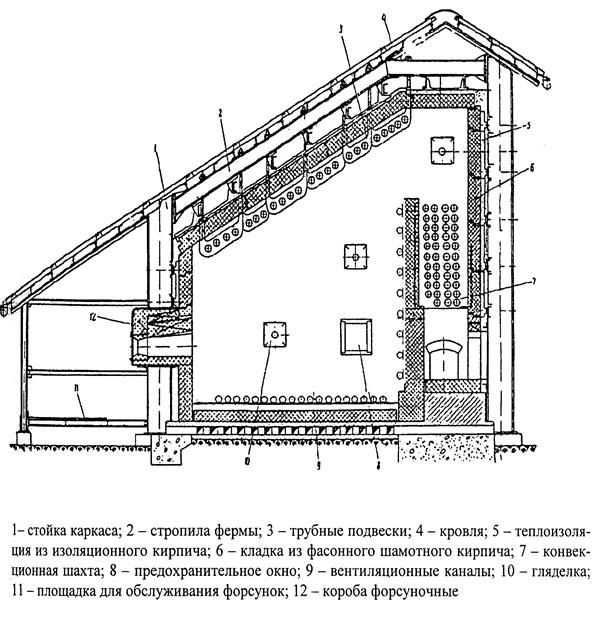
2.3 Трубчатая печь П-101
Предназначена для нагрева газосырьевой смеси, идущей в реактор Р-101, где осуществляется реакция на катализаторе. На установке гидроочистки бензина 24-300/1 установлена односкатная шатровая печь теплопроизводительностью 4 млн. ккал/час. В конвекционной части размещены 30 горизонтальных труб змеевика диаметром 159 мм. В радиационной части расположено 17 труб на потолочном и 12 труб на подовом экране. А также имеется 9 труб на дополнительном экране. Змеевик выполнен из материала Х5М. Трубы крепят к внутренней поверхности печи подвесками [1].
Внутренняя поверхность печи имеет футеровку, предотвращающую перегрев стальных конструкций печи и обеспечивающую герметичность, и как следствие высокий КПД.
Газосырьевая среда заходит сначала в конвекционную часть змеевика печи, затем предварительно нагреваясь, в радиантную. В конвекионной части печи газосырьевая среда нагревается главным образом за счет конвекции от уходящих дымовых газов, в радиантной части за счет излучения от горения горелок. Газы, образующиеся в результате сгорания топлива, проходят перевал, конвекционную часть и выходят через дымоход и печную трубу в атмосферу с температурой порядка 3000 С [1].
Температура на выходе составляет порядка 3050 С, температура на входе – 1850 С.
В печи установлены горелки типа ГП-1.
Печи данного типа морально устарели, но до сих пор применяются на многих установках.
Общий вид печи П-101 представлен в приложении Б.
2.4 Теплообменное оборудование
Теплообменное оборудование представляют теплообменные аппараты типа ТУ, ТП, рибойлеры, а также холодильники-конденсаторы и аппараты воздушного охлаждения.
Подогреватель - рибойлер Т-101 отпарной колонны представляет собой вертикальный теплообменный аппарат с паровым пространством [1].
Предназначен для создания паровой фазы внизу отпарной колонны. Газопаровая смесь после печи П-101 с температурой около 3500 С направляется в трубный пучок подогреветеля, где отдает свое тепло стабильному гидрогенизату с низа колонны и охлаждается. Температура стабильного гидрогенизата при этом достигает 2300 С. Рабочее давление в трубном пучке составляет 4,5 МПа, в межтрубном пространстве 0,8 МПа.
Состоит из кожуха, крышки кожуха, трубного пучка с трубой решеткой и перегородками, а так же опор, приваренных к кожуху. Кожух и внутренние устройства выполнены из нержавеющей стали 12Х18Н10Т [4].
Другая теплообменная аппаратура, не включая аппараты воздушного охлаждения, представляют собой горизонтальные кожухотрубчатые теплообменные аппараты типа ТП и ТУ (Приложение Г).
3 Монтаж и ремонт колонного, теплообменного аппаратов и насосного оборудования
3.1 Ремонт и монтаж теплообменных аппаратов
Ремонт теплообменных аппаратов включает: подготовительные работы, разборку, выявление и устранение дефектов, чистку труб и корпуса, частичную замену труб, смену уплотнений разборных coединений, peмонт футеровки и защитных покрытий деталей с частичной заменой, сборку и испытания аппарата на прочность и плотность.
При подготовке теплообменника к ремонту следует: избыточное давление снизить до атмосферного, удалить из аппарата продукт и установить заглушки на всех коммуникациях, продуть аппарат азотом или водяным паром с последующей промывкой водой и продувкой воздухом до получения удовлетворительных анализов на содержание ядовитых и взрывоопасных веществ.
Наиболее трудоемкие операции при ремонте теплообменников: монтаж и демонтаж резьбовых соединений, очистка труб и корпуса; извлечение трубных пучков, замена труб и установка трубных пучков; испытания.
Для снижения трудоемкости работ по монтажу и демонтажу резьбовых соединений применяют гайковерты с пневматическим и гидравлическим приводом. Для извлечения трубных пучков из теплообменников с плавающей головкой можно использовать лебедки и домкраты, а также приспособления для захвата трубного пучка (лебедка или полиспаст) в сочетании с грузоподъемными механизмами (автомобильный кран, таль с передвижным монорельсом или тележка) [5].
Замена труб в трубной решетке включает удаление дефектных труб, правку вмятин в трубах, подготовку новых труб (резку в размер и зачистку концов под развальцовку или сварку), соединение труб в пучки и крепление их в решетках.
Ремонт теплообменных аппаратов завершают гидравлическими испытаниями, причем сначала испытывают межтрубное пространство, а затем трубное. Пробное давление обычно указано в паспорте аппарата. При отсутствии в паспорте этого параметра корпус аппарата (межтрубное пространство) испытывают как coсуд или аппарат, а трубное пространство при удвоенном рабочем давлении.
Теплообменные аппараты поставляют, как правило, в полностью собранном виде после испытаний на прочность и плотность.
Монтаж проводят либо на открытых площадках, либо на между этажных перекрытиях технологических цехов. В качестве грузоподъемных механизмов преимущественно используют самоходные стреловые краны, в некоторых случаях трубоукладчики, мачты и порталы, а также простейшие грузоподъемные механизмы (полиспасты, тали), прикрепленные к металлоконструкциям.
В зависимости от условий монтажа (высота и расположение фундаментов, размеры монтажной площадки), размеров и массы аппаратов возможны различные схемы подъема одним краном на открытой площадке
После подъема аппарат поворачивают на растяжках в проектное положение вокруг вертикальной оси и устанавливают на опоры. После подъема аппарата над фундаментом кран перемещают до теплообменных аппаратов на открытой площадке установки аппарата в проектное положение.
При недостаточной гpyзоподъемности одного крана устанавливают спаренные краны. Для контроля равномернного распределения нагрузки на краны часто применяют балансирные траверсы.
В технологических цехах теплообменные аппараты монтируют в соответствии с совмещенным графиком строительно-монтажных работ в период возведения здания, фундаментов до сооружения располагаемых выше перекрытий. Такая технология значительно ускоряет производство строительно-монтажных работ.
При несоблюдении указанной последовательности работ приходится монтировать аппараты под перекрытиями [5].
Для компенсации температурных деформаций корпуса горизонтальных теплообменников одну из опор (как правило, у подвижной трубной решетки аппарата) выполняют подвижной.
3.2 Ремонт и монтаж колонных аппаратов
Основным видом износа колонной массообменной аппаратуры является забивка колонны отложениями и коррозия ее элементов. Содержание операций и их число при разборке колонны зависят от ее диаметра. Царговые колонны разбирают полностью. У цельносварных колонн демонтируют только внутренние устройства.
При подготовке колонного аппарата к ремонту следует: отключить eгo от газовых магистралей и электросети и установить заглушки на фланцевых соединениях штуцеров; продуть аппарат азотом, чтобы концентрация вредных и горючих веществ не превышала предельно допустимых санитарных норм; демонтировать коммуникации ввода газа в .колонну; разъединить фланцевые соединения, демонтировать находящееся внутри колонны оборудование. Далее необходимо выполнить тщательный наружный и внутренний осмотр корпуса колонны для выявления возможных дефектов, образовавшихся в процессе эксплуатации (механические повреждения, трещины, коррозия и др.). Следует обращать особое внимание на состояние сварных швов и уплотнительных поверхностей корпуса и крышки. При наличии повреждений наружной поверхности (вмятин, коррозионных разрушений и др.) необходимо удалить дефектный металл шлифованием. Надежность ликвидации поверхностных дефектов контролируют магнитной или ультразвуковой дефектоскопией. Допускается глубина повреждения в пределах 10 - 20 % толщины стенки в зависимости от размеров повреждения [5].
Для уплотнительных поверхностей корпусов, крышек и обтюраторов необходимо контролировать качество поверхности (забоины, риски, следы коррозии, трещины) и точность геометрической формы; при необходимости следует использовать методы механической обработки. Запрещается устранять дефекты на уплотнительных поверхностях зачеканкой и установкой ввepтышей. Все уплотнительные поверхности следует контролировать магнитной или ультразвуковой дефектоскопией на отсутствие трещин.
Тарелки разбирают внутри колонны, выносят через люки на обслуживающие площадки и транспортируют для чистки и ремонта. Иногда проводят чистку тарелок внутри аппарата. Для монтажа тарелок в верхней части колонны устанавливают поворотный крану - косину, который через систему направляющих роликов и блоков соединен с лебедкой, расположенной у основания колонны.
При ремонте внутренние устройства колонн очищают от грязи, кокса и других отложений. Твердую и тестообразную массу yдaляют лопаточками или скребками, кокс пневматическими отбойными молотками. Операции, связанные с разборкой закоксованных тарелок и отбойников, наиболее трудоемки; эти операции осуществляют с помощью талей, подвешиваемых внутри колонны на опорных балках.
Определение износа и отбраковку внутренних устройств выполняют в соответствии с действующими методиками и нормами [5].
Изношенные детали, а иногда и целые узлы заменяют. При ремонте и обслуживании насадочных колонн основное внимание уделяют очистке внутренних устройств аппарата, eгo корпуса и замене насадки. При помощи лебедки, бадьи и кpaнa - укосины на верх колонны (или к любому люку) подают новую нaсадку и удаляют старую. Для загрузки и выгрузки насадки обычно используют бадьи с открывающимся днищем и сменные переносные лотки.
Изношенные штуцера и люки вырезают и заменяют новыми с обязательной установкой укрепляющих колец. При каждом ремонте измеряют фактическую толщину стенки корпуса колонного аппарата.
Корпус цельносварных колонн демонтируют при необходимости замены части корпуса или днища. Нижнюю часть корпуса или днища можно заменять и без демонтажа колонны. Для этого к верхней части колонны крепят опорную площадку, под которую подводят домкраты. Нижнюю часть колонны отрезают и удаляют после подъема верхней части на высоту 100 мм. После подведения новой нижней части верхнюю часть опускают и сваривают с нижней. При замене промежуточных обечаек и днищ используют мачты.
После ремонта колонны ее подвергают гидравлическим или пневматическим испытаниям.
Рассмотрим вопросы выверки массообменных колонных аппаратов на фундаменте и монтажа внутренних устройств.
После установки на фундаменте тарельчатый или насадочный аппарат выверяют по высоте и вертикальности, после чего закрепляют фундаментными болтами. От точности установки аппаратов по вертикали во многом зависит эффективность работы тарелок и насадки массобменных колонн (четкость разделения продуктов переработки на компоненты при ректификации или степень полощения компонентов при абсорбции) [5].
Для выравнивания аппаратов по вертикали используют такелажную оснастку (в том числе клиновые и винтовые домкраты), подкладки и клинья, заранее установленные под опорное кольцо аппарата.
Допускаемые отклонения образующих аппаратов от вертикальности: для колонн без внутренних устройств и для насадочных колонн 0,03 % высоты аппарата, но не более 35 мм; для тарельчатых ректификационных колонн 0,1 % высоты аппарата, но не более 15 мм при Н < 50 м и H/D >- 5 (Н и D высота и диаметр аппарата), 0,03 % высоты аппарата, но не более 25 мм при Н = 50 ...80 м и H/D >- 8, 0,03 % высоты аппарата, но не более 30 мм при Н = 80 ... 100 м и H/D >- 10. Допускаемые отклонения аппарата от вертикальности при H/D < 5 могут быть указаны в рабочих чертежах.
Требования к монтажу тарелок, а также методы проверки правильности их сборки и установки указывают в технической документации, поставляемой вместе с аппаратом. При монтаже тарелок особое внимание обращают на контроль их горизонтальности в рабочем положении и одинакового гидравлического сопротивления контактных устройств (например клапанов) на тарелке, поскольку от этих факторов существенно зависит эффективность ее работы.
Допуск горизонтальности для тарелки: провальной 2 мм при диаметре колонны D < 2 м и 3 мм при D = 2 ... 3 м; клапанной 3 мм при D < 3 м, 4 мм при D =3 ... 4 м и 5 1M при D > 4 м; с S - образными элементами 4 мм при D = 3 ... 6 м; ситчатой с переливами 4 мм при D < 4 м.
Технология сборки тарелок зависит от их конструкции и включает: подготовку элементов и деталей тарелок к монтажу (проверка по рабочим чертежам или нормалям размеров, формы, состояния поверхности, прямолинейности элементов и деталей, свойств материалов); установку и сварку опорных и неразъемных деталей (опорные уголки, переливы, приемные карманы и др.); установку съемных деталей (желоба, колпачки, клапаны, полотно тарелки или разборные секции тарелки и др.).
Для обеспечения герметичности соединений между съемными и опорными элементами укладывают мягкие (преимущественно асбестовые) прокладки. Элементы и детали тарелок подают в колонну через люки.
Тарелки в колонне монтируют снизу вверх, причем, как правило, каждую тарелку испытывают на герметичность и на барботаж. Тарелку считают герметичной, если уровень воды, налитой на тарелку, в течение 20 мин снижается не более чем на 25 мм. Испытания проводят при закрытых сливных и дренажных отверстиях.
Для проверки тарелки на барботаж часть колонны, находя щуюся ниже испытуемой тарелки, плотно перекрывают. Тарелку заливают водой и под нее подают воздух под небольшим давлением .
О нормальной работе тарелки свидетельствует равномерность пробулькивания пузырьков воздуха по всей площади тарелки. При неравномерности барботажа регулируют положение тарелки и высоту отдельных колпачков. В насадочных колоннах свободно лежащие решетчатые тарелки (колосниковые решетки) с керамической насадкой монтируют после установки аппаратов в вертикальное положение. Для упорядоченного расположения насадки ее укладывают вручную. При беспорядочном расположении насадки ее загружают следующим образом. Аппарат наполняют водой до верхнего люка и сверху высыпают насадку из бака в воду. По мере наполнения колонны насадкой воду сливают через нижний штуцер колонны.
3.3 Ремонт и монтаж насосного оборудования
Перед началом монтажных работ необходимо вскрыть ящики с оборудованием и совместно с представителем заказчика проверить наличие всех деталей и узлов оборудования согласно упаковочным спецификациям, а также проверить их состояние (отсутствие поломок, коррозии и т.д.). К началу монтажных работ помещение насосной должно быть очищено от строительного мусора, а фундаменты для установки агрегатов приняты под монтаж.
Центробежные насосы, как правило, поставляют вместе с двигателем на одной фундаментной плите. В помещение насосы подают через оконные или специальные монтажные проёмы в стенах здания, перемещая их по наклонным направляющим и на катках при помощи блоков, тросов и лебёдок. Насос подтаскивают к фундаменту, где он должен быть установлен, а затем талями, домкратами или по наклонным направляющим заводят его на фундамент.
Строповку агрегата производят с применением тросов или специальных траверс, в результате чего можно избежать появления больших распорных усилий в агрегате или в отдельных узлах при их подъёме.
После установки агрегата на фундаменте приступают к его выверке с целью придать фундаментной плите агрегата горизонтальное положение на проектной высотной отметке. Выверку производят при помощи стальных подкладок и клиньев размером 100 на 30 на 20 мм ( уклон у клиньев от 1:10 до 1:20), а также домкратов. Клинья и подкладки размещают около фундаментных болтов. Горизонтальность установки агрегата проверяют по уровню.
После выверки агрегата на фундаменте слегка затягивают фундаментные болты и подливают жидкий цементный раствор. Для этого вокруг фундамента делают деревянную опалобку такой высоты, чтобы фундаментная плита на 25-30 мм оказалась залитой цементным раствором. При этом надо следить, чтобы цементный раствор заполнил все пустоты между фундаментом и фундаментной плитой агрегата. После подливки через 6-10 дней окончательно заливают фундаментные болты.
Ревизия центробежных насосов включает разборку насоса, осмотр всех деталей и узлов, промывку их в керосине с целью удаления консервирующей смазки, проверку зазоров между деталями насоса в подшипниках, осмотр, сборку и регулировку систем смазки и охлаждения, сборку насоса и центровку его с двигателем.
Обвязку насосов технологическими и вспомогательными трубопроводами производят, как правило, из узлов, заранее заготовленных в цехе трубных заготовок монтажного управления.
При монтаже технологических трубопроводов необходимо исключить передачу усилий на насос то массы трубопровода и вследствие его тепловых расширений. Поэтому трубопроводы, присоединяемые к насосу, должны иметь надёжные опоры и компенсаторы. Особое внимание должно быть обращено на герметичность всасывающей линии. На всасывающей линии насоса обязательно устанавливают фильтрующий конус из сетки, который предохраняет от попадания в насос посторонних предметов.
Смонтированный насос снабжают необходимыми КИП (манометрами, вакуумметрами, термометрами), а также предохранительным и обратным клапанами.
Ремонт центробежных насосов. В объём ремонтных работ входят следующие мероприятия.
При профилактическом осмотре: 1) проверка осевого разбега ротора; 2) очистка и промывка картеров подшипников, смена масла, промывка масляных трубопроводов; 3) ревизия сальниковой набивки и проверка состояния защитных гильз; 4) проверка состояния полумуфт, промывка и смена смазки.
При текущем ремонте: 1) полная разборка с проверкой зазоров в уплотнениях ротора в корпусе насоса, проверка биения ротора; 2) ревизия и замена деталей торцевых уплотнений.
При капитальном ремонте: 1) ревизия всех сборочных единиц и деталей; 2) замена рабочих колёс, валов, уплотняющих колец корпуса, грундбукс, распорных втулок.
Перед отправлением в ремонт насос подвергается наружнему осмотру и контролю. Проверяется наружное состояние насоса, его комплектность и проводятся следующие замеры, оформляемые актом: 1)смещение положения ротора в корпусе насоса в радиальном направлении; 2) осевой разбег ротора; 3) несовпадение осей насоса и привода в радиальном направлении.
Насосы сдаются в ремонт в собранном виде, полностью укомплектованные деталями вне зависимости от степени их износа.
4 Безопасность и экологичность проекта
В настоящее время на территории Российской Федерации в эксплуатации находится множество химически опасных хозяйственных объектов, которые ежегодно производят или потребляют миллионы тонн вредных веществ. В результате возникновения чрезвычайных ситуаций природного или техногенного характера на этих хозяйственных объектах ежегодно происходят аварии и катастрофы с заражением обширных территорий, воздушного и водного пространства. Атмосфера засоряется в наибольшей степени отходящими газами, включающими соединения серы, особенно диоксид серы, диоксиды азота. В результате не полного сгорания топлива в атмосферу выбрасывается угарный газ. Все возрастающие объемы углекислого газа, поступающего в атмосферу, приводят к нарушению соотношения О2 :СО2 в атмосфере, почва и земные недра засоряются твердыми отходами производства: шламами, огарками, шлаками. В почву попадают и загрязнения, выброшенные с отходящими газами и некоторыми стоками. В настоящее время защиты атмосферы и водоемов от промышленных выбросов проводится главным образом очисткой отходящих газов и сточных вод, в результате очистки должны быть достигнуты предельно допустимые концентрации (ПДК) вредных веществ, установленные санитарно-гигиеническими нормами. В химической промышленности большое внимание уделяется созданию и внедрению замкнутых систем водного хозяйства химических предприятий, а также повышению эффективности очистки производственных сточных вод. Следует также отметить, что основное количество воды расходуется на охлаждение [4].
4.1 Характеристика опасности производства
Процессы гидроочистки, каталитического риформинга, изомеризации и ректификации бензинов являются взрывоопасными и пожароопасными производствами.
Продуктами, определяющими взрывоопасность производства, являются: водородсодержащий и углеводородный газы, пары бензина, которые с кислородом воздуха образуют смеси, взрывающиеся при наличии источника воспламенения.
Технологические процессы проводятся при высоких температурах -
до 500O С и высоком давлении - до 5 МПа.
На установке применяются продукты, которые являются горючими веществами. Большинство из них имеет низкую температуру вспышки.
Наличие аппаратов, работающих при высоких давлениях и температурах и содержащих большое количество нефтепродуктов в газообразном состоянии, создает опасность загазованности территории, что может привести к объемному взрыву или отравлениям. Процесс относится к вредным для здоровья обслуживающего персонала производствам, так как связан с переработкой и получением продуктов, являющихся токсичными веществами.
Наиболее опасные места на установке:
- помещения газовых компрессорных;
- блоки реакторов;
- блоки печей;
- открытые насосные;
- блок отпарной колонны;
- все колодцы промканализации и оборотного водоснабжения, заглубленная дренажная емкость, где возможны скопления углеводородных газов и паров.
4.2 Мероприятия по безопасному ведению процесса
Процесс гидроочистки бензина с применением легковоспламеняющихся жидкостей и взрывоопасных газовых фракций при повышенной температуре и высоком давлении (до 5 МПа), что повышает требования к герметичности оборудования. Все аппараты установки снабжены предохранительными клапанами. Учитывая взрывоопасность установки, для измерения и регулирования технологических параметров принята пневматическая система регулирования. В случае отказа автоматических регуляторов все приборы пневматической системы обеспечивают возможность дистанционного управления со щита. С целью обеспечения безопасности процесса проектом предусмотрено: - использование в процессе аппаратов и оборудования, соответствующих условиям эксплуатации материалов (термостойких, коррозионно-стойких и так далее);
- предусмотрена система предупредительной сигнализации, блокировки и прибор автоматической защиты на случай выхода технологических параметров за пределы, предусмотренные технологической картой процесса;
- предусмотрено поблочное отключение;
- установка обеспечена средствами пожаротушения, паротушения, паровой завесой печей, лафетными стволами, кольцами орошения колонн, первичными средствами пожаротушения [4]. Кроме того, необходимо выполнять следующие меры безопасности:
- азот перед подачей в систему для продувки и опрессовки аппаратов и трубопроводов должен анализироваться на содержание кислорода, которое не должно превышать 0,5 % об.;
- подачу водорода, бензина или углеводородных газов в систему начинать после продувки ее азотом до содержания кислорода не более 0,5% об.;
- в период подготовки установки к регенерации система должна быть продута азотом до содержания горючих не более 0,5 % об., отглушена от всех, не имеющих отношение к регенерации аппаратов и трубопроводов, а затем вновь продута азотом до содержания горючих не более 0,5 % об.;
- при работе установки в режиме гидроочистки, система подачи азота должна быть отглушена расчётными заглушками от аппаратов и трубопроводов;
- подачу воздуха на регенерацию катализатора можно начать после получения анализа из системы реакторного блока на содержание горючих не более 0,5% об. В режиме гидроочистки воздух на узлы регенерации отглушается;
- запрещается применение воздуха для опрессовки аппаратов и трубопроводов и другие операции, связанные с подачей воздуха, в технологическое оборудование, без письменного разрешения заместителя начальника газокаталитического производства;
- следить за стабильным, ровным ведением режима печи, не допуская резких колебаний температуры на входе в реактор и повышение температуры ее более 500о С. Осуществлять постоянный контроль за работой систем приборов автоматической защиты и блокировок, контрольно-измерительными приборами и автоматизацией. Выявленные неисправности должны быть немедленно устранены. Недопустимо превышение температуры и давления в аппаратах выше норм технологического режима, а также работа аппаратов с низкими и высокими уровнями.
Для обеспечения нормальной эксплуатации каждого потока необходимо:
- строго выдерживать заданный технологический режим в пределах утвержденных норм и в соответствии с распоряжениями руководства;
- своевременно отбирать пробы продуктов в соответствии с графиком отбора проб и направлять их в лабораторию на анализ;
- корректировать режим процесса в пределах норм технологического режима. Все изменения режима проводить плавно, без резких колебаний;
- не допускать повышения и понижения уровня продуктов во всех аппаратах;
- строго следить за постоянство потоков и температур;
- следить за давлением топливного газа, воздуха КИП, воды и пара;
- постоянно следить за расходом откачиваемых продуктов;
- не допускать превышения норм по температуре откачиваемых продуктов;
- постоянно вести учёт энергоресурсов;
- своевременно выполнять все требования правил техники безопасности и технологического регламента;
- осуществлять систематический контроль содержания паров токсичных и взрывоопасных продуктов во всех производственных помещениях, где возможно их скопление;
- следить за работой общеобменных вентиляционных систем.
Эксплуатация аппаратов, работающих под давлением выше 0,07 МПа, производится согласно "Правилам устройства и безопасной работы аппаратов, работающих под давлением". На них устанавливаются рабочие и предохранительные клапаны, пропускная способность и число которых выбраны по расчету согласно ГОСТ 12.2.085–82.
Все производственные и административно-бытовые помещения обеспечены отоплением и вентиляцией [4].
Большое санитарно-гигиеническое значение имеет рациональное освещение производственных помещений и территории установки, оно также способствует правильной организации труда. В соответствии со СН и П 23–05–95 в помещениях на территории установки предусмотрено освещение естественное и искусственное.
Естественное освещение используется в светлое время суток и создаётся в производственных помещениях через окна и другие стеклянные проёмы. В ночное время применяется искусственное освещение.
Согласно СН и П 2.04.02-84 на установке имеется система снабжения пожарной и питьевой водой. Для отвода промышленных стоков от аппаратов, насосов, а также ливневых вод с территории установки предусмотрена сеть промышленной канализации. Системы канализации предназначены для приема, сбора и направления на очистку сточных вод с целью повторного использования их в производстве, сбора в водоемы или передачи на иные очистные сооружения для доочистки.
Сточные воды с установки сбрасываются в промышленную канализацию, далее канализационная вода попадает в отстойники, очищается, и поступает на повторный цикл работы. Температура вод не должна превышать 40 °С. Крышки канализационных колодцев, в пределах установки, засыпаются песком, не менее 10 см. Во избежание распространения огня по сети промышленной канализации, во время пожара, на ней, в специальных колодцах, установлены гидравлические затворы. Высота слоя воды в колодце должна быть не менее
25 см.
На установке запрещается оставлять открытыми задвижки не работающих аппаратов, оборудования и трубопроводов. Выключенные из схемы аппараты и трубопроводы должны быть отглушены. Категорически запрещается устранение пропусков в резьбовых и фланцевых соединениях на работающих насосах, действующих трубопроводах и другом технологическом оборудовании без их отключения и освобождения от продуктов и газов.
Все аппараты, за исключением насосов, находятся на открытых площадках.
ЗАКЛЮЧЕНИЕ
В ходе прохождения преддипломной практики был изучен процесс гидроочистки бензина, изучена установка гидроочистки бензина 24-300, в том числе: регламент установки, паспорт оборудования, технологические инструкции. Были приобретены навыки работы с конструкторской и технической документацией.
Назначение данного технологического процесса гидроочистки бензина – предварительная подготовка сырья для установки каталитического риформинга.
Установка включает в себя колонное, реакторное, печное, теплообменное и другое оборудование.
Изучив документацию по установке гидроочистке бензина можно сделать вывод, что практически все оборудование морально и физически устарело. Для повышения производительности установки требуется ее модернизация.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1 Регламент установки предварительной гидроочистки 24-300/2
2 Баннов П.Г. Процессы переработки нефти: Учебно-методическое пособие. – М.: ЦНИИТЭнефтехим, 2000.- 224 с.
3 Владимиров А.И., Щелкунов В.А., Круглов С.А. Основные процессы и аппараты нефтегазопереработки: Учебное пособие.– М.: Недра, 2002.- 227 с.
4 Ахметов С.А., Сериков Т.П., Кузеев И.Р., Баязитов М.И. Технология и оборудование процессов переработки нефти и газа: Учебное пособие.– СПб.: Недра, 2006.- 868 с.
5 Поникаров И.И., Гайнуллин М.Г. Машины и аппараты химических производств нефтегазопереработки: Учебное пособие.– М.: Альфа-М, 2006.- 608 с.
Приложение А – Технологическая схема установки 24-300/1

Приложение Б – Односкатная шатровая печь
Приложение В – ТО с плавающей головкой

1 – трубный пучок (U – образные трубки), 2 – кожух, 3 - трубная решетка,
4 – распределительная камера, 5 – перегородка