| Скачать .docx |
Реферат: Стекло, ситаллы и каменное литье. Строительные пластмассы
Луганский Национальный Аграрный Университет
Кафедра Материаловедения
Тема:СТЕКЛО, СИТАЛЛЫ И КАМЕННОЕ ЛИТЬЕ. СТРОИТЕЛЬНЫЕ ПЛАСТМАССЫ
Выполнил:
студент 633 гр.
Мосин Е.Г.
Проверил:
Сумасшедший Погостнов
Луганск 2008
Лекция 5. СТЕКЛО, СИТАЛЛЫ И КАМЕННОЕ ЛИТЬЕ
Силикатное стекло, получают из смеси кварцевого песка, мела, соды и др. компонентов.
Прозрачность и возможность окраски стекла в любые цвета, высокая химическая стойкость, электроизоляционные и многие другие ценные свойства делают стекло незаменимым строительным материалом.
5.1 Сырье и технология изготовления стекла
Сырьевая шихта стекла состоит из следующих веществ: кремнезем (SiO2 ), вводят в виде кварцевого песка, молотых кварцитов или песчаников, повышающий тугоплавкость и химическую стойкость стекла. Глинозем (Al2 O3 ), поступает в сырьевую шихту в виде полевых шпатов и каолина. Его влияние на свойства стекла аналогично действию SiO2 .Оксид натрия (Na2 О), вводят в стекло в виде соды и сульфата натрия Na2 SO4 понижает температуру плавления стекла, повышает коэффициент термического расширения и уменьшает химическую стойкость. Оксид кальция (СаО) и магния (МgО) вводят в шихту в виде мела, мрамора, известняка, доломита и магнезита. Эти оксиды повышают химическую стойкость стекла.
В специальные стекла вводят оксиды бора, свинца, бария и др.
Вспомогательные сырьевые материалы: осветлители – вещества, способствующие удалению из стекломассы газовых пузырей; обесцвечиватели – вещества, обесцвечивающие стекольную массу; глушители – вещества, делающие стекло непрозрачным. Красители для стекла могут быть молекулярными, полностью растворяющимися в стекломассе, и коллоидными, равномерно распределяющимися в стекломассе в виде мельчайших (коллоидных) частиц. К первым относятся соединения кобальта (синий цвет), хрома (зеленый), марганца (фиолетовый), железа (коричневый и сине-зеленые тона), а ко вторым – золото (рубиновый), серебро (желтый), селен (розовый).
Перед варкой стекла сырьевые материалы измельчают, тщательно смешивают в требуемых соотношениях, брикетируют и подают в стекловаренную печь.
Стекловарение.Обычное стекло получают в непрерывно действующих ванных печах с полезным объемом до 600 м3 и суточной производительностью более 300 т. На первой стадии стекловарение – силикатообразовании – щелочные компоненты образуют с частью кремнезема силикаты, плавящиеся уже при 1000...1200° С. В этом расплаве растворяются наиболее тугоплавкие компоненты SiO2 и А12 О3 . Образующаяся масса неоднородная по составу и насыщена газовыми пузырьками. Удаление пузырьков израсплава осуществляется на второй наиболее длительной стадии стекловарения – стеклообразовании – при температуре 1400...1600° С. Третья заключительная стадия – студка – охлаждение стекломассы до температуры, при которой она приобретает оптимальную для данного метода формования стеклоизделий вязкость. Метод формования зависит от вида изделия. Для получения строительного стекла используют вытяжку, прокат, прессование.
При охлаждении стекла в нем возникают внутренние напряжения. Наиболее опасным моментом является переход стекла от вязкопластического состояния к хрупкому, поэтому для снятия внутренних напряжений после формования производят отжиг – охлаждение по специальному режиму: быстрое до начала затвердевания стекломассы, очень медленное в опасном интервале температур (600..300°С) и вновь быстрое до нормальной температуры.
Листовое стекло толщиной до 6 мм производят методом вертикального вытягивания на машинах ВВС. Лента стекла формуется из стекломассы лодочкой (шамотным брусом с прорезью), удерживаемой на надлежащем уровне штангами. Стекломасса выдавливается в щель лодочки и оттягивается вверх валками машины в виде ленты шириной до 4.5 м. Скорость вытягивания достигает 2 м/мин. Проходя между холодильниками 3 от лодочки до первой пары валков, стекломасса охлаждается настолько, что становится твердой и валки не оставляют на ней отпечатков (I зона). Далее стекло валками 5 подается в шахту высотой 5 – 7м. В нижней части шахты производится отжиг стекла (II зона). В верхней части стекло охлаждается окончательно и, выходя на отломочную площадку 7, нарезают на требуемые размеры.

Рис.5 .1. Машина вертикального вытягивания стекла : 1 – стекломасса; 2–лодочка; 3 – холодильники; 4 – шихта машины; 5 – тянущие валки; 6 – скаты для удаления боя; 7 – отломочная площадка.
Способ получения высококачественного стекла – флоат-метод (от англ. float – плавать), отличается тем, что стекломасса выливается на поверхность расплавленного металла (обычно олова) и формуется на нем. Производительность таких установок до 3...4 тыс. кв. м /ч. Размер листов: ширина до 3 м; толщина от 2 до 25 мм. Преимущества флоат-метода – стабильная толщина листа и высокое качество поверхности, не требующее дальнейшей полировки. В Европе большая часть стекла вырабатывается именно этим методом.
5.2 Свойства стекла
Силикатные стекла отличаются необычным сочетанием свойств, высокой прочностью и ярко выраженной хрупкостью, светопроницаемостью и химической стойкостью. Все это объясняется спецификой состава и строения стекла.
Плотность стекла для обычных строительных стекол составляет 2400...2600 кг/м3 .
Прочность стекла при сжатии высокая – 900…1000 МПа, т.е. почти как у стали и чугуна. В диапазоне температур от –50 до + 70˚С прочность стекла практически не изменяется.
Стекло при нормальных температурах отличается тем, что у него отсутствуют пластические деформации. При нагружении оно подчиняется закону Гука вплоть до хрупкого разрушения. Модуль упругости стекла Еу = (7...7,5) ∙ 104 МПа.
Хрупкость – главный недостаток стекла. Основной показатель хрупкости – отношение модуля упругости к прочности при растяжении Eу /Rp . У стекла оно составляет 1300...1500 (у стали 400...460). Твердость стекла в зависимости от химического состава находится в пределах 5…7 по шкале Мооса. Оптические свойства стекла характеризуются светопропусканием (прозрачностью), светопреломлением, отражением, рассеиванием и др. Обычные силикатные стекла, кроме специальных, пропускают всю видимую часть спектра (до 88...92 %) и практически не пропускает ультрафиолетовые и инфракрасные лучи. Показатель преломления строительного стекла (n=1,50...1,52) определяет силу отраженного света и светопропускание стекла при разных углах падения света. При изменении угла падения света с 0 до 75° светопропускание стекла уменьшается с 90 до 50%. Теплопроводность стекла составляет 0,6...0,8 Вт/(м · К), что почти в 10 раз ниже, чем у аналогичных кристаллических материалов. Например, теплопроводность кварца –7,2 Вт/(м ∙ К).
Коэффициент линейного температурного расширения (КЛТР) стекла 9∙10-6 К-1 . Относительно малая термостойкость (способность выдерживать резкие перепады температур) обычного стекла – 70...90°С. Звукоизолирующая способность. Стекло толщиной 1см по звукоизоляции приблизительно соответствует кирпичной стене толщиной 12см.
Химическая стойкость силикатного стекла – одно из самых уникальных его свойств. Стекло хорошо противостоит действию воды, щелочей и кислот (за исключением плавиковой и фосфорной). Это объясняется тем, что при действии воды и растворов из наружного слоя стекла вымываются ионы Na+ и Са++ и образуется химически стойкая пленка, обогащенная SiO2 . Эта пленка защищает стекло от дальнейшего разрушения.
5.3 Листовое стекло и стеклянные изделия
Листовое оконное стекло вырабатывается шести марок толщиной 2; 2,5; 3; 4; 5 и 6 мм. Ширина листов – 250...1600 мм, длина – до 2200 мм. Масса 1 м2 – 2...5 кг. Светопропускание – не менее 87 %. К дефектам оконного стекла относятся газовые включения (пузырьки), свиль и «полосность» (неровность поверхности).
Витринное стекло – листовое стекло толщиной 6...10 мм и размерами до 3500х6000мм. Витринное стекло, как правило, выпускают полированным.
5.4 Каменные и шлаковые литые изделия
Ситаллы и шлакоситаллы. Ситаллы – стеклокристаллические материалы, получаемые путем направленной частичной кристаллизации стекол. Структура ситаллов напоминает микробетон, где наполнителем являются кристаллы, а вяжущим – прослойки стекла. Доля стеклофазы в ситаллах обычно 20…40%. Кристаллическая фаза состоит из микрокристаллов размером около 1 мкм. Благодаря такому строению ситаллы сохраняют в себе многие положительные свойства стекла, в том числе и его технологичность, но лишены его недостатков: хрупкости, низкой термостойкости.
Сырьё для производства ситаллов такое же, как и для стекла, но в расплав вводятся вещества-модификаторы, обеспечивающие направленную кристаллизацию.
Для строительных целей весьма перспективны шлакоситаллы, получаемые на основе металлургических шлаков и модификаторов – СаF2 , TiO2 , и др. У шлакоситаллов очень высокая прочность (Rсж = 300...600 МПа; Rизг = 90...120 МПа), износостойкость и химическая стойкость. По долговечности шлакоситалл может конкурировать с природными каменными материалами (гранит, габбро и т. п.).
Применение шлакоситаллов перспективно для химической промышленности (трубы, плитки, детали насосов), в гидротехнике (для облицовки турбинных камер, водосливов), в дорожном строительстве и т. п.
Из горных пород и металлургических шлаков методом литья из расплавов можно получить разнообразные строительные материалы с высокими эксплуатационными свойствами. Исходным сырьем служат магматические (базальт, диабаз) и осадочные (доломит, известняк, песок) горные породы. Первые дают темноокрашенные изделия, а вторые – светлоокрашенные. Для получения каменного литья возможно использование металлургических шлаков; особенно эффективно их использование в огненно-жидком состоянии.
Производство литых каменных изделий начинают с подготовки и плавления (1400...1500°С) сырьевой шихты. Полученный расплав выливают в формы и подвергают медленному охлаждению для прохождения кристаллизации.
Плотность каменного литья 2700...3000 кг/м3 ; пористость – не более 1...2%; поры замкнутые, что обеспечивает нулевое водопоглощение и высокую морозостойкость.
Прочность, при сжатии составляет 200...250 МПа, при изгибе – 30...50МПа, твердость 6...7 (по шкале Мооса). Для каменного литья характерна очень высокая и универсальная химическая стойкость. Литые каменные изделия используют для облицовки конструкций, подвергающихся: многократному замораживанию-оттаиванию, интенсивному истиранию, воздействию химически агрессивных веществ и т.п. Поэтому основными видами литых каменных изделий являются облицовочные плитки, брусчатка для мощения дорог, мелющие тела и облицовка для мельниц, труб.
Лекция 13. СТРОИТЕЛЬНЫЕ ПЛАСТМАССЫ
Пластмассы состоят из полимеров, наполнителей, пластификатров, красителей и специальных добавок.
Они обладают высокой износостойкостью и прочностью, водостойкостью, декоративностью, электро-изоляционными свойстввами и др. Производство пластмасс высокотехнологично. Они легко поддаются формованию, литью и механической обработке.
Полимер выполняет роль связующего и определяет основные свойства пластмассы.
Наполнитель уменьшает расход полимера и придает пластмассе определенные свойства. Волокнистые и листовые наполнители являются армирующими наполнителями, существенно повышающими прочность и модуль упругости пластмасс. Так, стеклопластики, бумажно-слоистые пластики очень прочные и легкие конструкционные материалы.
Пластмассы с большой пористостью называют пенопластами. Они обладают хорошими теплоизоляционными свойствами.
Пластификаторы – вещества, повышающие эластичность пластмасс. Например, жесткий поливинилхлорид в линолеуме пластифицируется слаболетучими вязкими жидкостями (диоктилфталатом, трикрезилфосфатом и др.). Пластификаторы также облегчают переработку пластмасс, снижая температуру перехода в вязкопластичное состояние.
Пигменты минеральные и органические придают заданный цвет пластмассовым изделиям.
Стабилизаторы и антиоксиданты повышают стойкость пластмасс при действии солнечного света и кислорода воздуха.
Отвердители и вулканизаторы используют при отверждении жидких олигомеров или сшивки макромолекул термореактивного полимера. В ряде случаев отвердителями могут служить кислород или влага. Готовые полимеры и материалы на их основе в большинстве своем безвредны. При сжигании полимеры разлагаются с выделением токсичных низкомолекулярных продуктов. Пластмассы на основе термопластичных полимеров могут использоваться вторично, но это не решает полностью проблемы утилизации пластмасс. Один из вариантов решения этой проблемы – получение биологически разлагаемых полимеров.
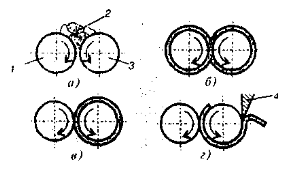
Рис. 13.1. Схема вальцевания:
а – загрузка массы; б – вальцевание; в – переход массы на один валок; г – срез массы с валка; 1, 3 – валки; 2 – вальцуемый материал; 4 - нож
13.1 Сырье и технология изготовления пластмассовых изделий
Производство пластмасс включает следующие процессы – дозировку и приготовление полимерной композиции, формование изделий и стабилизация их формы и физико-механических свойств.
Приготовление композицийпроизводят на смесителях различных систем. Для перемешивания сухих композиций обычно используют турбулентные и шнековые смесители. Широко используемым способом приготовления полимерных композиций является вальцевание –операция, при которой масса перетирается в зазоре между обогреваемыми валками, вращающимися в противоположном направлении (рис.13.1). При многократном пропускании массы через валки полимер переходит в пластично-вязкое состояние. Этот процесс называется «пластикация».

Рис .13.2. Схемы работы четырехвалковых каландров:
а) – Г-образный каландр; б) – Z-образный каландр
Листовые изделия формуют обычно на каландрах, трубы и погонажные профильные изделия на экструдерах, штучные изделия литьем под давлением.
Каландрирование – процесс формования полотна заданной толщины и ширины из пластичной смеси путем однократного пропускания между обогреваемыми полированными валками с последовательно уменьшающимся зазором рис.13.2. Каландрированием производят полимерные пленки. В частности, большую часть линолеума изготовляют вальцево-каландровым способом. Многослойный линолеум получают горячим дублированием заранее отформованных на каландрах пленок: защитной, декоративной и подкладочной (несущей).
Экструзия – процесс получения профилированных изделий способом непрерывного выдавливания размягченной массы через формообразующее отверстие (мундштук). Этим способом изготавливают трубы и погонажные изделия (плинтусы, оконные профили и т. п.). Выпускают специальные экструдеры для формования линолеума. На экструдерах формуют полимерные пленки в виде бесшовного рукава. Для этого формуют трубу, внутрь которой подается воздух, раздувающий ее в тонкую пленку.
Горячее прессование используют для формования изделий из термореактивных полимеров. Так получают листовые материалы: бумажно-слоистый и дерево-слоистый пластик, сверхтвердые древесноволокнистые и древесно-стружечные плиты. Используют многоэтажные прессы с масляным или паровым обогревом плит (t = 120...150°С). На таких прессах формуют одновременно 5...15 листов. В начале прессования полимер расплавляется, связывая все компоненты, а затем необратимо твердеет, фиксируя заданную форму изделия. Пенопласты производят и другими методами. Полистирольный пенопласт получают из гранул полистирола, содержащих легкокипящую жидкость — изопентан. Небольшое количество гранул помещают в замкнутую форму, которую опускают в горячую (85...95°С) воду. Полистирол размягчается, изопентан, вскипая, вспучивает гранулы. Расширившиеся гранулы занимают весь объем формы, слипаются друг с другом и образуют плиту или изделие другой формы.
Для получения изделий из пластмасс используют также промазывание и пропитку основ, напыление пластмасс, сварку и склеивание.
13.2 Применение пластмассовых изделий в строительстве
Пластмассы применяют в строительстве в виде пленочных и листовых отделочных материалов, труб и других погонажных изделий, ультралегких газонаполненных пластмасс, а также клеев, мастик и других вспомогательных материалов. Большая доля полимерных материалов строительного назначения – материалы для полов. Они выпускаются в виде рулонных и ворсовых покрытий, плиток и жидко-вязких составов, используемых для получения бесшовных покрытий пола.
Пластмассовые трубы легче металлических в 4...5 раз при одинаковой пропускной способности. Они не покрываются отложениями и не корродируют даже в воде с агрессивными веществами. В случае замерзания труба не разрушаются благодаря пластичности пластмассы.
Трубы изготовляют методом экструзии из композиций на основе термопластов (полиэтилена, полипропилена, поливинилхлорида и др.). Они обладают невысокой теплостойкостью (не выше 60...80° С) и рекомендуются для холодного водоснабжения и канализации. Из эластопластов изготовляют гибкие шланги. Для соединения труб выпускают полный набор фитингов деталей трубопроводов, поворотов, переходов, разветвлений и т. п. Монтаж систем из пластмассовых труб и фитингов проще и быстрее, чем из металлических.
Для работы с жидкостями при более высоких температурах и под давлением рационально применять стеклопластиковые трубы, теплостойкость которых на эпоксидном связующем превышает 200°С.
Пластмассы широко применяют для изготовления сантехнических изделий: сифонов, деталей смесителей, смывных бачков, соединительных шлангов, вентиляционных решеток и т. п.
Клеи на основе полимеров. Клеевое соединение элементов строительных конструкций – один из самых прогрессивных методов в строительной технологии и в производстве строительных изделий. Полимерные клеи обладают высокой клеящей способностью к самым разнообразным материалам. Они биостойки и водостойки.
Полимерные клеи можно разделить на три типа:
1. На основе водных растворов и водных дисперсии полимеров – это так называемые водоразбавляемые клеи. Например, клей ПВА (на основе поливинилацетатной дисперсии) или клей «Бустилат» (на основе латекса бутадиенстирольного каучука).
2. На основе растворов термопластичных полимеров в органических растворителях (например, нитроклей – раствор нитроцеллюлозы в ацетоне и аминацетате, резиновый клей – раствор каучука в бензине, перхлорвиниловый клей). Недостаток этих клеев – пожароопасность, обусловлена наличием летучих растворителей.
3. На основе отверждающихся жидких олигомеров (например, эпоксидные, полиуретановые или мочевиноформальдегидные), обладающие относительно большей прочностью и теплостойкостью.
В строительстве применяют в основном 1-й и 3-й типы клеев. Для наклейки отделочных материалов при внутренних работах (линкруста, линолеума, облицовочных плиток) используют клеи на основе водных дисперсий полимеров; для наклейки обоев – водорастворимый клей на основе метилцеллюлозы; для склеивания элементов несущих конструкций и для наружной отделки – клеи на основе отверждающихся смол. Качество склеивания зависит от правильности выбора типа клея для данных материалов, качества подготовки поверхности (сушка, обеспыливание, обезжиривание и т. п.) и соблюдения требуемого режима отверждения клея (время, температура, давление).