| Скачать .docx |
Реферат: Производство и использование полистиролбетона в строительстве
Общее описание полистиролбетона
Полистиролбетоном называется бетон, легким заполнителем которого является вспененный полистирол. Полистиролбетон по своим свойствам относится к легким бетонам (ячеистым бетонам), однако имеет ряд существенных отличий. К его достоинствам относят возможность варьирования в широких пределах его плотности, в результате чего полистиролбетон может быть как конструкционным, так и теплоизоляционным материалом. Исключительно малая объемная плотность частиц вспененного пластика позволяет производить легкий бетон с объемной массой, диапазон которой может быть выбран в соответствии с требованиями конкретной области применения, и при этом бетон имеет соответственно широкий диапазон характеристик.
Полистиролбетон (ГОСТ Р 51263-99) представляет собой композиционный материал, в состав которого входит портландцемент и его разновидности, кремнеземистый заполнитель (кварцевый песок или зола-унос с ТЭЦ, применяется при производстве полистиролбетона высокой плотности), пористый заполнитель, в качестве которого выступает гранулы вспененного полистирола (ПВГ), а также модифицирующие добавки (ускорители схватывания, пластификаторы и т. д.) Плотность производимого полистиролбетона, как правило, варьируется в пределах Д600 (для конструкционных блоков) до Д150 (при использовании в качестве теплоизоляционного материала).
Преимущества
- полистиролбетон стал серьезной альтернативой ячеистых бетонов, из-за более широкой области применения, простоты изготовления и превосходных теплотехнических показателей материала,
- требования по теплоизоляции зданий становятся значительно более жесткими, вследствие этого стало необходимым функциональное разделение строительных материалов на теплоизоляционные и несущую нагрузку, и эти материалы должны соответствующим образом сочетаться в элементах зданий. В этом отношении интересные решения предлагает использование легкого бетона с заполнителем из пенополистирола (полистиролбетона).
Значительное снижение материалоемкости
Экономия до 70 % раствора.
Более низкая стоимость полистиролбетона по сравнению с другими материалами.
Сниженные затраты на отопление вследствие более низкой теплопроводности полистиролбетона по сравнению с другими материалами.
Крупноразмерные блоки упрощают укладку стен.
Высокая технологичность строительства, блоки легко пилятся, гвоздятся (придание любой геометрической формы, устройство каналов для скрытой проводки).
Блоки имеют разнообразную форму, легко монтируются, увеличивая скорость возведения стен и перегородок в 10 раз.
Кладка ведется на клеевой основе для пенобетонов, что позволяет получить межблочный шов не более 3-4 мм и избежать образования мостиков холода.
Снижение трудозатрат в 3 раза.
Не требуется использование тяжелой грузоподъемной техники при строительстве дома.
Один блок заменяет 17 кирпичей и весит не более 22 кг.
Трудногорючие, при оштукатуривании или облицовке кирпичом могут применяться при строительстве зданий I категории огнестойкости и класса пожаростойкости СО, т.е. до 25 этажей включительно (совместное Заключение от 25.12.2000г. Госстроя РФ № 9-18/604 и МВД РФ № 20/22/4578).
Долговечность более 100 лет.
Высокая морозостойкость.
Полистиролбетон не является питательной средой для микроорганизмов и грибков, не подвержен гниению.
Экологически безопасен.
Прекрасная звуковая изоляция.
Отличная гидроизоляция при сохранении паропроницаемости.
Области применения полистиролбетона
Этот материал используется на крышах и полах как тепло- и звукоизоляция. Он также используется для заполнения пустот в кирпичной кладке, подземных стен, изоляции в пустотелых блоках, идеален для объемного и любого другого заполнения, где требуются высокие изоляционные свойства. Применяется для изготовления сборных блоков и панелей перегородок, покрывающих плит подвесных потолков, тепло- и звукоизоляции в многоуровневых жилых и коммерческих сооружениях.
Полистиролбетон используется в бетонных блоках и панелях для наружных стен и перегородок, бетонных плитах для покрытий крыш и перекрытий этажей. Полистиролбетон используется в сборных панелях любой размерности для коммерческого и промышленного использования, монолитных стенах, садовых украшениях и других областях. Идеален для надстройки зданий, когда вес конструкции играет определяющую роль.
Подробное описание процесса изготовления полистиролбетонных стеновых блоков
Вспенивание ПСВ гранулята, дозировка составляющих, смешивание, подача, формовка . ПСВ гранулы являются полистиролом, содержащим легкокипящий компонент (пентан). ПСВ гранулы представляют собой бисерный гранулят, который может поставляться потребителю, как прошедший сепарационное разделение, так и без разделения на фракции. При использовании сеянного гранулята вспененные гранулы полистирола имеют одинаковые размеры, в случае применения, не сеянного гранулята вспененныенные гранулы полистирола будут иметь значительные расхождения размеров(0,5-12 мм).
Вспенивание. Активация пентана содержащегося в гранулах ПСВ происходит под воздействием водяного пара. Гранулы ПСВ под действием пара размягчаются и начинают вспениваться, увеличиваясь в объеме. Возможно пятидиситикратное увеличение первоначального объема гранул. Соответственно изменяется и насыпной вес гранул: Например, от 680гр/л до 14гр/л.
Для ускорения процесса вспенивания ПСВ гранулы перемещаются в емкости вспенивателя посредством механического активатора-ворошителя. Постоянная циркуляция гранул при воздействии водяного пара позволяет максимально быстро и качественно вспенивать значительные объемы материала. Размер вспененного материала напрямую зависит от температуры и времени воздействия водяного пара, а также скорости вращения и конструкции активатора-ворошителя.
Описание процесса вспенивания гранул ПСВ на установки ПП-4 оснащенной встроенным парогенератором.
Исходное сырье (ПСВ гранулы) из расходного бункера посредством шнекового питателя подается в нижнюю часть вспенивателя. Изменяя количество подаваемого материала (регулятор расходного бункера) регулируется объем вспененных гранул.
Под воздействием водяного пара активируется легкокипящий агент (пентан) содержащийся в ПСВ гранулах. Гранулы увеличиваются в объеме, вытесняются невспененными гранулами, подаваемыми шнековым питателем в нижнюю часть установки, уровень заполнения вспенивателя увеличивается. Вспененные гранулы достигают разгрузочного окна в верхней части емкости вспенивателя и попадают в установку сушки. Меняя высоту шторки разгрузочного окна можно изменять объем вспененных гранул. Чем выше шторка разгрузочного окна и меньше подача сырья шнековым питателем, тем большее время водяной пар воздействует на гранулы ПСВ и тем соответственно больше объем и меньшая плотность вспененных гранул. И, наоборот, при увеличении подачи сырья в установку и нижнем расположении шторки разгрузочного окна увеличивается насыпная плотность готового материала.
Вспенивание ПСВ гранул в установке происходит при постоянном перемешивание материала активатором-ворошителем. Лопасти активатора перемешивают вспененные гранулы, препятствуя слипанию и способствуя равномерному перемещению материала к разгрузочному окну установки, при постоянном воздействии водяного пара.
Вспененный полистирол содержит до 10-15% влажности, к тому же внутри гранул создается разряжение вследствие конденсации остатков пентана и водяного пара. Это может привести к деформации (сжатию) вспененных гранул, сжатие гранул резко снижает объем материала и приводит к значительному увеличению насыпной плотности. Поэтому вспененные гранулы Для окончательной стабилизации внутреннего разряжения и достижения показателей остаточной влажности ПСВ гранул на уровне 0,5-1 % необходима выдержка материала в бункерах вылеживания. Бункера вылеживания представляют собой легкую сварную конструкцию с закрепленным мешком из воздухопроницаемой ткани. Бункера могут изготавливаться различного объема, ООО «МЕТЕМ» предлагает бункера объемом 20 м3. Бункера данного объема удобны в работе и обслуживании, позволяют разместить участок вылеживания практически в любом пригодном для этих целей помещении. Бункера вылеживания соединяются пневмопроводами, объединяющими узел вылежки и позволяющими создать бункерный модуль необходимого объема.
Вспененные гранулы ПСВ находятся в бункере вылеживания около 4-12 часов в зависимости от размера гранул, насыпной плотности и остаточной влажности. Для уменьшения времени выдержки материала в бункере рекомендуется размещать участок вылежки в помещении с пониженной относительной влажностью. Значительного сокращения времени выдержки можно добиться, применив метод перекачивания гранул нагретым воздушным потоком из бункера в бункер. Время выдержки ПСВ гранул в этом случае сокращается до 2-3 часов.
Хранение вспененных гранул ПСВ.
Вспененные гранулы ПСВ после выравнивания внутреннего давления имеют достаточно стабильные характеристики, как водопоглощения так и прочности и могут храниться достаточно долго. Однако при вылежке гранул в бункерах необходимо защитить их от воздействия низких температур. При низкой температуре резко замедляется процесс сушки материала, гранулы смерзаются, что отрицательно сказывается на качестве получаемых гранул ПСВ. Температура в производственном помещении не должна опускаться ниже +8оС.
Обязательная вентиляция производственных и складских помещений
При соединении пентана содержащегося в грануляте ПСВ с воздухом образуется взрывоопасная воздушно-пентановая смесь. Воздушно-пентановая смесь тяжелее воздуха, поэтому необходимо предусмотреть вентиляцию участка вспенивания и вылежки материала на уровне пола. Приток свежего воздуха осуществляется с верху. На крыше производственного здания должны быть установлены вентиляционные люки, обеспечивающие достаточный приток свежего воздуха. На уровне пола рекомендуется установить вытяжной вентилятор.
Над разгрузочным окном вспенивателя и приемной горловиной сушки необходимо установить вытяжные зонты, для предотвращения скапливания пентана (воздушно-пентановой смеси).
Рассмотренная схема производства вспененных гранул ПСВ на основе установки вспенивания ПП-4, позволяет получить до 60 м3 готового материала за восьмичасовую рабочую смену.
Дозирование, транспортировка вспененных гранул ПСВ, цемента и воды
ПСВ
Готовые вспененные гранулы ПСВ из бункера вылеживания подаются воздушным потоком по воздухопроводу в бункер-приемник объемного дозатора. Избыточное давление воздуха стравливается через выходной фильтр дозатора. По наполнению дозатора, закрывается входная заслонка и открывается выходная. Гранулы ПСВ попадают в смеситель полистиролбетона.
Цемент
Цемент из бункера хранения шнековым питателем подается в полистиролбетоносмеситель.
Приготовление полистиролбетона.
Составляющие полистиролбетона(вспененные гранулы ПСВ, цементные вяжущие, вода, добавки) дозированными частями подаются в смеситель. Последовательность подачи составляющих определяется технологическим регламентом предприятия изготовителя. Обычно последовательность загрузки составляющих смеси следующая:
1.Подача в смеситель дозированного объема вспененных гранул ПСВ.
2.Первоначальная (пусковая) подача в смеситель воды с добавками. Около 25 % необходимого объема воды.
3.Перемешивание, для смачивания поверхности гранул ПСВ.
4.Подача в смеситель необходимого количества цемента.
5.Перемешивание гранул ПСВ обработанных водой с цементными вяжущими.
6.Подача в смеситель основного объема воды, для полного насыщения раствора (жесткой смеси) водой.
7.Окончательное перемешивание.
8.Разгрузка смесителя.
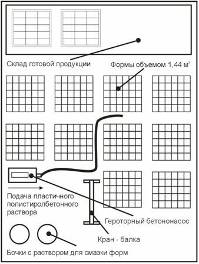
На участке розлива формы собирают и смазывают внутренние стенки специалной смазкой, препятствующей прилипанию смеси к стенкам при твердении, после розлива формы разбирают и отправляют готовые блоки на вылеживание на склад, при этом каждый поддон с блоками необходимо накрывать пленкой, для того чтобы блоки не отдавали резко влагу.
Способы формования полистиролбетонных растворов (смесей)
1. Литье полистиролбетонных растворов в кассетные формы.
2. Объемное вибропрессование жестких полистиролбетонных смесей.
Литье подвижных, пластичных полистиролбетонных растворов в формы, на сегодняшний день наиболее распространенный способ формования. Наличие большого количества металлических (пластиковых, металлопластиковых) форм неотъемлемая часть данной технологии.
ООО «СтройМеханика» проектирует, производит и реализует более 200 типоразмеров металлических и металлопластиковых форм, в том числе формы, для производства четырехсторонних пазогребневых плит и форм, для производства пустотных стеновых блоков.
В производственный процесс изготовления полистиролбетонных блоков на основе литьевой технологии может быть включен пеногенератор, для производства пенобетона низких и средних плотностей (от 800кг/м 3 ). Применение пеногенератора позволяет подавать стабильные (устойчивые) водопенные растворы в бетоносмеситель (полистиролбетоносмеситель) принудительного действия. Полученный пенобетон (поробетон) средних плотностей при смешивании с гранулами ПСВ образует уникальный материал пенополистиролбетон. Применение пенобетона средних плотностей в производстве полистиролбетонных блоков позволяет существенно снизить коэффициент теплопроводности материала.
ООО «СтройМеханика» производит несколько типов пеногенираторов. Ресиверные пеногенераторы типа «Буран», автоматические, насосные пеногенераторы типа: «Букет-3М». Пеногенираторы производства ООО «СтройМеханика» работают с любыми типами бетоносмесителей принудительного действия.
Объемное вибропрессование жестких полистиролбетонных смесей на вибропрессовом оборудовании. Для данного способа формования характерны следующие положительные признаки:
· Значительная производительность.
· Полная идентичность получаемых блоков (камней).
· Сокращение времени производственного процесса изготовления блоков (камней).
· Снижение необходимых производственных площадей и обслуживающего персонала (при сравнении с литьевой технологией производства блоков).
· Широкие возможности по автоматизации производства.
ООО «СтройМеханика» проектирует, производит и реализует механические рычажные вибропресса(тип: ВП «Илья Муромец»), электромеханические вибропресса (тип: ИМ «Виброход») производительностью до 25 м 3 готовых изделий в смену. Наличие большого количества сменных формующих оснасток к предлагаемому виброоборудованию позволяет потребителю выпускать широкий ассортимент разнообразных стеновых материалов.