| Скачать .docx |
Реферат: Бетоносмесительное отделение для цеха по производству плит аэродромных и дорожных покрытий произ
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Кафедра «Строительных материалов и изделий»
КУРСОВАЯ РАБОТА
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОЙ РАБОТЕ
на тему: Бетоносмесительное отделение для цеха по производству плит аэродромных и дорожных покрытий производительностью 40 тыс.м3 в год
Исполнитель_______________________
(Подпись, дата)
Руководитель______________________
(Подпись, дата)
(Фамилия И.О.)
(Фамилия И.О.)
Магнитогорск
2008
РЕФЕРАТ
ПЗ – С.34, ил. 5, табл. 7, библиограф.назв.14.
ПЦ 400, ЩЕБЕНЬ, ПЕСОК, СП, БЕТОННАЯ СМЕСЬ, УДОБОУКЛАДЫВАЕМОСТЬ, ПРОЧНОСТЬ ПРИ СЖАТИИ.
В курсовой работе спроектировано производство бетонной смеси БГСТ В25 F200 П1, ГОСТ 26633-91.
Представлена производственная программа цеха, выбрано технологическое оборудование.
Рассчитаны склады цемента, заполнителей, химических добавок.
Произведена компоновка складов и БСЦ относительно главного корпуса и склада готовой продукции.
Разработана карта контроля качества исходных материалов, бетонной смеси и бетона.
Произведен анализ потенциальных опасностей и вредностей в проектируемом производстве.
СОДЕРЖАНИЕ
Введение…………………………………………………………………………………. 1. Аналитический обзор……………………………………………………………….. 2. Технологическая часть………………………………………………........................ 2.1. Номенклатура продукции, характеристика исходных материалов и состав бетонных смесей…………………………………………………………….. 2.2. Расчет производственной программы бетоносмесительного цеха и потребности в сырье………………………………………………………………… 2.3. Расчет складов вяжущих, заполнителей и химических добавок….................. 2.3.1. Склад цемента…………………………………………………………….. 2.3.2. Склад заполнителей………………………………………………………. 2.3.3. Склад химических добавок………………………………………………. 2.3.4. Склад эмульсола…………………………………………………………... 2.4. Определение параметров и выбор бетоносмесительного цеха……………… 2.5. Контроль качества бетона……………………………………………………… 3.Охрана труда……………………………………………………………........................ Заключение………………………………………………………………………………. Список используемых источников……………………………………………………... |
5 7 12 13 14 18 19 21 21 28 30 33 34 |
ВВЕДЕНИЕ
По влиянию на развитие мировой цивилизации изобретение железобетона смело можно поставить в один ряд с открытием электричества или появлением авиации. Недаром их практическое применение в странах Европы и Северной Америки началось примерно одновременно. Ежегодное производство бетона на земном шаре превышает 2 млрд. м3 . Никакой другой продукт производственной деятельности не изготавливается в таких объемах.
На комиссии экспертов Европейского союза были разработаны критерии, которым должны отвечать наиболее прогрессивные строительные материалы. К основным критериям относятся:
•минимальное изъятие природных ресурсов при производстве строительных материалов и максимальное использование попутных продуктов (отходов) других отраслей;
•высокая прочность и долговечность;
•сочетаемость с другими видами материалов;
• перерабатываемость для строительных или иных нужд;
•экономичность;
•высокие эстетические и архитектурные качества;
•экологическая безопасность при производстве и эксплуатации.
Этим критериям в наибольшей степени соответствует бетон.
Эффективно могут использоваться при производстве бетона отходы энергетики, металлургии, камнедобычи, деревообработки и др. Неограниченно могут перерабатываться для производства бетона отходы бетонного лома, образующегося при сносе аварийных и морально устаревших зданий.
Все эти факторы определяют доминирующее применение бетона и железобетона в строительстве.
По уровню технических и экономических показателей и по объемам применения бетон и железобетон существенно превосходит другие строительные материалы. Поэтому технико-экономический эффект от практического применения той или иной разработки может быть весьма ощутим. Так, исследования норвежских специалистов, проведенные недавно, показали, что финансирование исследований в области бетонов высоких технологий (было проанализировано 130 проектов, где использован такой бетон) дало прибыль за период 1984—2000 гг., в 19раз превышающую первоначальные затраты [1].
Ежегодно для строительства новых, ремонта и восстановления существующих дорог тратится огромное количество материалов. Важнейшим фактором снижения стоимости строительства автомобильных дорог и повышения эффективности капитальных вложений является применение местных дорожно-строительных материалов повышенной долговечности, в том числе с использованием техногенных отходов.
Для повышения конкурентоспособности цементобетонных покрытий по сравнению с асфальтобетонными покрытиями необходимо совершенствовать дорожный бетон, технологию строительства и конструкции покрытий на его основе. При этом, с одной стороны, требуется повышение долговечности (срока службы), с другой — снижение материалоемкости и стоимости конструкций [2].
1 АНАЛИТИЧЕСКИЙ ОБЗОР
В бетонных покрытиях дорог и аэродромов основными расчетными напряжениями являются напряжения от изгиба, так как покрытие работает на изгиб, как плита на упругом основании. Поэтому надо обеспечивать требуемую прочность бетона на растяжение при изгибе, а также достаточную прочность на сжатие и морозостойкость [6].
К более совершенным разновидностям дорожного бетона следует отнести высокопрочный бетон, основной расчетной характеристикой которого является прочность при растяжении и изгибе. Под высокопрочным дорожным бетоном понимается разновидность дорожного бетона с нормированным объемом вовлеченного воздуха, отличающаяся более высоким классом по прочности при растяжении и изгибе, низким водоцементным отношением и капиллярно-пористой структурой, обеспечивающей высокую долговечность бетона [2].
Совершенствование технологии изготовления бетона и железобетона на современном этапе не представляется возможным без применения химических добавок. Вводимые в состав бетона добавки (массовая доля 0,01—3%) существенно изменяют свойства бетонной смеси, снижают ее способность к расслаиванию, обеспечивают необходимую скорость загустевания. Химические добавки могут ускорить твердение бетона в нормальных условиях и в процессе термообработки, обеспечить ему повышенную морозостойкость, водонепроницаемость, прочность, коррозийную стойкость. Их рациональное применение изменило технологию транспортирования и укладки бетонной смеси, сделало этот процесс механизированным и менее трудоемким, значительно сократило время набора технологической или отпускной прочности бетона и, следовательно, сократило срок изготовления конструкций, что, в конечном счете, позволило увеличить производительность технологической линии. Химические добавки дали возможность целенаправленно вести технологический процесс производства железобетонных конструкций для определенных условий эксплуатации с требуемой морозостойкостью, водонепроницаемостью и коррозионной стойкостью. Они обеспечивают возможность существенной экономии цемента.
Суперпластификатор С-3 является одной из специальных отечественных химических добавок для бетонов, производимой методом химического синтеза. Добавка прошла лабораторные испытания, получила все необходимые сертификаты и занимает одну из лидирующих позиций среди аналогичной продукции, так как обладает стабильным качеством.
В экспериментальных работах была доказана возможность замены цемента марки 500 на марку 400 в бетонных смесях с суперпластификатором С-3 без снижения прочности бетона. При правильной работе с суперпластификатором С-3 можно добиться увеличения водонепроницаемости бетона на 1—2 марки, иногда даже на 3.
Присутствие в бетоне этого суперпластификатора обусловливает формирование более прочной и плотной структуры бетона, что обеспечивает повышенные показатели марочной прочности, водонепроницаемости, морозостойкости, что приводит к увеличению сроков эксплуатации бетона, повышению долговечности конструкций.
Эффективность действия добавки проявляется на начальной стадии изготовления бетона и конструкций, на каждом этапе формирования бетона, получения готового изделия или конструкции.
Использование суперпластификаторов, в частности добавки С-3, в технологии бетона и железобетона позволяет снизить трудозатраты при укладке бетона на 10-60%, повысить прочность бетона на 30—70%, снизить водонепроницаемость в 2—3 раза, сократить расход цемента на 15-20%. При этом обеспечивается повышение морозостойкости, общей коррозийной стойкости бетона и качества изделий. Срок службы металлических форм для изготовления сборного железобетона увеличивается в 1,5—2 раза. В целом по приведенным затратам экономия за счет применения суперпластификаторов в технологии бетона и железобетона оценивается в 90—300 р. на 1 м3 бетона [3].
Также было рассмотрено получение быстротвердеющего высокопрочного бетона повышенной долговечности путем комплексного модифицирования структуры бетона добавками различного функционального назначения, в частности водоредуцирующего и гидрофобизируюшего действия. Результаты этих испытаний высокопрочного бетона на прочность, водонепроницаемость и морозостойкость подтверждают, что на практике можно получить бетон класса 80-100 требуемой морозостойкости на стандартных, рядовых материалах (портландцементе марки ПЦ 500, на гранитном щебне и кварцевом песке) при использовании комплексной добавки суперпластификаторов С-3, PAV-29 и высокоплотной опоки.
Применение высокопрочного бетона позволяет сократить сроки строительства, повысить эффективность строительства, стойкость кромок покрытия на швах против скалывания при наезде транспортных средств, увеличить срок службы дорожных и аэродромных цементных покрытий из высокопрочного бетона не только по условиям прочности, но и по морозостойкости[2].
При использовании химических добавок без ухудшения свойств бетона можно уменьшить до 25% расход цемента, сэкономить в среднем более 18 кг условного топлива, уменьшить 2 – 2,5 раза энергоемкость приготовления бетонной смеси и сократить энергозатраты при формовании изделий на 36 – 42%.
В широких пределах (от 0,11 до 1,02 кг условного топлива) изменяется энергоемкость приготовления бетонной смеси.
При перемешивании бетонной смеси необходимо обеспечить сплошное обволакивание цементным тестом поверхности зерен заполнителя и равномерное распределение раствора в массе крупного заполнителя. В зависимости от вида заполнителей и бетона и характера приготовления применяют различные способы перемешивания составляющих. Перемешивание со свободным падением материалов происходит в медленно вращающихся, чаще всего наклоняющихся смесительных барабанах, на стенках которых изнутри имеются изогнутые лопасти. Перемешивание со свободным падением применяют для подвижных смесей с крупным заполнителем плотных пород. Этот простой и экономичный способ, однако, для жестких бетонных смесей непригоден, так как не обеспечивает достаточной однородности смеси даже при увеличении продолжительности перемешивания. Перемешивание в смесителях принудительного действия осуществляется с помощью вращающихся лопастей, насаженных на горизонтальные или вертикальные валы. В этих случаях перемешивание материалов происходит по более сложным траекториям, что повышает однородность бетона.
Смесители бывают цикличного и непрерывного действия. К первым относят противоточные лопастные смесители, а ко вторым – одно- и двухвальные смесители. Эффективно применение турбулентных смесителей с неподвижной чашей лопастями, вращающимися на осевом валу, а также смесителей с барабаном, вращающимся на центральном валу, и лопастями, вращающимися в барабане вокруг своих осей [5].
Модернизация действующих и разработка новых БСУ занимается «Тензо-Микс». Многие действующие бетоносмесительные установки изношены, а требования к производительности и качеству изготавливаемых бетонных смесей значительно возросли. Очевидно, что модернизация действующих БСУ требует значительно меньших средств, чем строительство новых. Она позволяет намного улучшить характеристики установок по сравнению с действующими и, следовательно, повысить качество выпускаемой бетонной смеси, привести ее в соответствие с установленными требованиями; обеспечить соблюдение рецептуры бетонной смеси и технологии производства бетона; увеличить производительность установки и расширить номенклатуру производимых смесей; повысить экономию сырья и энергоресурсов.
Модернизация БСУ заключается в основном в установке новых электронных весовых дозирующих систем и объединении всех дозаторов в локальную сеть с помощью многофункционального контроллера и компьютера. Уже существующие весовые емкости на БСУ оснащаются новыми автоматическими заслонками и клапанами, шкафами электронного и пневматического управления. Возможно дополнительное оснащение техническими и программными средствами автоматизированного управления в составе новейших АСУ ТП. При необходимости устанавливается новое технологическое, транспортное и аспирационное оборудование — современные бетоносмесители, дозирующие шнеки; монтируются контрольно-измерительные приборы и датчики. Возможна также поставка вибрационного, оборудования для улучшения сыпучести материалов.
В последнее время становится актуальным контроль загрузки склада цемента. С этой целью используются различные датчики уровня цемента, а для определения его массы в силосах — электронные весовые устройства ТВЭУ-100 Г. Для защиты от ветровых нагрузок используются антиопрокидывающие устройства в составе узлов встройки тензодатчиков. При модернизации бункеров инертных материалов-заполнителей с ленточными питателями применяются датчики типа С2 со стандартными узлами встройки типа ШС.
Чтобы минимизировать остановки технологического процесса при замене бункеров, они устанавливаются на датчики сжатия типа К2 с простейшим узлом встройки.
ЗАО «ВИК «Тензо-М» разработало и осуществило серийный выпуск новых мобильных всесезонных автоматизированных бетоносмесительных установок производительностью 30 м3 /ч АБСУ-30 серии «Тензо-Микс» (рисунок 1).

Рисунок 1 – Автоматизированная бетоносмесительная установка АБСУ-30 «Тензо-Микс»
1 – склад цемента; 2 – бетоносмеситель;3 – блок дозаторов;4 – наклонный конвейер;5 – расходные бункера для инертных материалов заполнителей (песок, щебень);6 – дозатор – конвейер инертных материалов заполнителей (песок, щебень)
Конструкция этой современной, построенной по блочно-модульному принципу БСУ обеспечивает ее быстрый и легкий запуск в течение 7 дней, а также надежность работы в автоматическом режиме при круглогодичной эксплуатации.
Загрузка цемента производится из цементовоза в склад вместимостью 120 т. Цемент, вода и добавки поступают в блок дозаторов и после блока дозаторов — в бетоносмеситель. Заполнители загружаются в расходные бункера погрузчиком, который перемещается по пандусу. Инертные материалы-заполнители подаются из расходных бункеров через заслонки на дозатор-конвейер, который подает материалы на наклонный транспортер, передающий его в смеситель. При необходимости вместо наклонного транспортера может быть установлен скип. После перемешивания инертных материалов, цемента, воды и добавок в бетоносмесителе бетонная смесь выгружается в автобетоносмеситель или автосамосвал.
Автоматизированная система управления технологическим процессом (АСУТП) производства бетона выполнена по принципу встраиваемых систем и изготовлена на базе промышленного контроллера и весовых терминалов собственного производства. Она обеспечивает управление технологическим процессом производства бетона, отображение процесса в реальном времени, учет расхода исходных материалов (цемента, песка, щебня, воды, добавок) и произведенного товарного бетона. В установке предусмотрен контроль потребляемой мощности электродвигателя бетоносмесителя и контроль влажности заполнителей. Эта современная надежная система дозирования и управления технологическим процессом, разработанная нашей компанией, является главной отличительной особенностью автоматизированной установки АБСУ-30 серии «Тензо-Микс» [4].
Склады цемента и заполнителей являются необходимой частью заводов сборного железобетона.
По конструкции склады цемента могут быть бункерными, силосными и закромными. Бункерные склады состоят из ряда емкостей круглой, квадратной или прямоугольной формы в плане. Для заполнения бункеров цементом предусматривают механические и пневматические разгрузчики, а для разгрузки – шнеки и аэрожелоба. Бункерные склады имеют низкий коэффициент использования площадки и малую степень механизации и автоматизации производственных процессов. На современных заводах железобетонных изделий проектируют силосные склады. Силосы цементного склада проектируют металлическими и железобетонными. Последние получили наибольшее распространение, так как долговечны, влагонепроницаемы, огнестойки, и экономичны [5].
Склады заполнителей заводов железобетонных изделий, могут быть различных типов в зависимости от вида транспорта, способа приема, хранения и выдачи заполнителей. Хранение заполнителя на открытых площадках всегда сопровождается его увлажнением, засорением посторонними примесями, а в районах с резкими климатическими условиями – перемешиванием со снегом и смерзанием. Главный недостаток таких складов, а также траншейно-транспортерного и траншейно-скреперного складов является нарушение гранулометрического состава, вследствие чего они не получили широкого распространения. Эти недостатки были устранены в складах полубункерного и силосно-кольцевого типов.
Эти склады имеют лучшее использование строительной кубатуры, меньшие удельные капиталовложения, теплопотери и меньший расход топлива на размораживание и подогрев. Склады полностью удовлетворяют условию подачи материала на транспортеры за счет гравитационного истечения и противоточности при подогреве [7].
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Номенклатура продукции и исходные данные для проектирования
Предварительно напряженные железобетонные плиты размером 6×2 м, предназначенные для устройства сборных аэродромных покрытий, изготавливаются в соответствии с требованиями ГОСТ 25912.0. Конструкция плит соответствует ГОСТ 25912.1, ГОСТ 25912.4 (рисунок2).
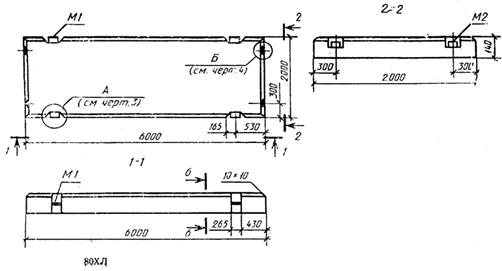
Рисунок 2 – Чертеж плиты ПАГ-14V.
Марка плиты ПАГ-14V (плита аэродромная гладкая, толщина плиты 14 см, класс напрягаемой продольной арматуры АтV).
Плиты ПАГ-14V изготавливаются рабочей поверхностью «вниз». Рабочая поверхность имеет рифление, которое образуют путем применения в качестве днища поддона формы стального листа с ромбическим рифлением по ГОСТ 8568. Лист на поддоне расположен так, чтобы большая диагональ ромба была перпендикулярна к продольной оси плиты. Глубина рифления должна быть не менее 1,5 мм.
В данном курсовом проекте для изготовления плит принят тяжелый бетон средней плотности более 2200 до 2500 кг/м3 включительно, удовлетворяющего требованиям ГОСТ 26633. Способ формования изделия – станковое уплотнение, при котором используется вибростол СМЖ-774.
Класс бетона по прочности на растяжение при изгибе В 3,6. Класс бетона по прочности на сжатие – В 25.
Условия твердения изделий – тепловлажностная обработка. Для обеспечения нарастания прочности и исключения возникновения трещин из-за неравномерного прогрева и охлаждения бетона, металлических форм и напрягаемой арматуры, осуществляют медленный подъем температуры после предварительного выдерживания до приобретения бетоном начальной прочности 2-6 кг/см2 . Общая продолжительность обработки 11 часов при температуре не более 70 о С и влажности не ниже 98 %.
Отпускная прочность бетона принята равной передаточной прочности, т.е. 70% класса бетона на сжатие и не ниже 70% класса бетона по прочности на растяжение при изгибе.
Для бетона плит аэродромных и дорожных покрытий назначена марка бетона по морозостойкости F 200.
По удобоукладываемости (П1) применяется марка бетонной смеси М350.
Согласно ГОСТ 26633-91 для плит водоцементное отношение должно быть не более 0,5.
Таблица 1 – Составы бетонных смесей
| Вид смеси | № состава | Вид добав-ки | Кол-во добав-ки, % |
Расход материалов на 1м3 бетона, кг | |||||
| цемент | вода | порфиритовый щебень | песок | добавка | |||||
БГСТ В25 П1 F200 |
1 | - | - | 370 | 185 | 988 | 825 | - | 2368 |
| 2 | - | - | 370 | 185 | 966 | 847 | - | 2368 | |
| 3 | С-3 | 0,5 | 296 | 148 | 1171 | 748 | 1,48 | 2364,48 | |
| 4 | СДО | 0,15 | 358 | 179 | 1058 | 676 | 0,55 | 2271,55 | |
| 5 | СДО | 0,2 | 358 | 179 | 1042 | 666 | 0,74 | 2245,74 | |
Результаты технико – экономических расчетов показали, что более целесообразно применять бетонную смесь с пластифицирующей добавкой С-3, так как экономические затраты, энергозатраты у данного бетона будут наименьшими, так же и расход цемента будет минимальным.
2.2 Расчет производственной программы бетоносмесительного цеха и потребности в сырье
Режим работы бетоносмесительного цеха: номинальное количество рабочих суток в году - 260, расчетное количество рабочих суток в году - 365, количество рабочих смен в сутки – 2, продолжительность рабочей смены в часах – 8.
При расчете производственной программы бетоносмесительного цеха используется коэффициент, учитывающий потери бетонной смеси при транспортировании (1,5%) и объем некондиционных изделий (0,7%), результаты сведены в таблицу 2. Потребность в сырье для изготовления бетонной смеси приведена в таблице 3.
Таблица 2 – Производственная программа бетоносмесительного цеха
| Класс бетона по прочности | Программа выпуска в м3 | |||
| в год | в сутки | в смену | в час | |
| В 30 | 40900 | 157 | 78,5 | 9,8 |
Таблица 3 – Потребность в материалах
| Характеристика материалов | Потребность | ||||||||
| на год | на сутки | на смену | на час | ||||||
| вид | марки | т | м3 | т | м3 | т | м3 | т | м3 |
| Цемент | М400 | 13006 | 13006 | 5000 | 5000 | 24,96 | 24,96 | 3,12 | 3,12 |
| Порфиритовый щебень | 1000-1200 | 46421,5 | 69632,3 | 178,195 | 117,31 | 89,098 | 59,36 | 11,13 | 7,42 |
| Песок | - | 31574,8 | 21049,9 | 121,2 | 80,8 | 60,6 | 40,4 | 7,57 | 5,04 |
| Вода | - | 7157,5 | 7157,5 | 27,48 | 27,48 | 13,74 | 13,74 | 1,71 | 1,71 |
| Добавка | - | 60,5 | 60,5 | 0,233 | 0,233 | 0,116 | 0,116 | 0,015 | 0,015 |
2.3 Расчет складов вяжущих, заполнителей и химических добавок
2.3.1 Склад цемента
На складах цемента заводов сборного железобетона производят следующие технологические операции: прием цемента из транспортных средств, подача его в силосы, хранение в силосах, перекачка из одного силосах, перекачка из одного силоса в другой, выдача в расходные бункера бетоносмесительных цехов и на сторону в автоцементовозы [8].
Вместимость склада цемента определим по формуле:
![]() м3
,
м3
,
где Qгод – годовая производительность предприятия, м3 ;
Ц – усредненный расход цемента на 1 м3 , т;
Тц – запас цемента на складе, сут.;
С – номинальное количество рабочих суток в году при разгрузке цемента железнодорожным транспортом;
1,02 – коэффициент, учитывающий потери цемента при транспортировании;
0,9 – коэффициент заполнения емкости.
По рассчитанной вместимости принимаем типовой склад 409-29-64(тип прирельсовый).
Техническая характеристика склада:
1. Вместимость, м3 ………………………………………………….. 2. Силосы : вместимость 1 силоса, т ……………………………………………. количество…………………………………………………………... 3. Годовой грузооборот, тыс. т ……………………………………. 4. Производительность по приему цемента, т/ч…………………... 5. Установленная мощность, кВт ………………………………….. 6. Расход сжатого воздуха, м3 /мин ………………………………… |
360 60 6 17,3 20
10,5 |
Для разгрузки крытых железнодорожных вагонов применяют пневматические разгрузчики. Пневматические разгрузчики всасывающего действия забирают цемент из крытых вагонов и подают его на расстоянии до 12 м в приемный бункер пневмоподъемника. Такие разгрузчики состоят из самоходного заборного устройства, гибкого цементопровода, осадительной камеры, водокольцевого вакуум-насоса и шкафа с электроаппаратурой [8].
Принимаем разгрузчик цемента С-578А (тип всасывающий).
Техническая характеристика:
1. Производительность, т/ч…………………………………………. 2. Дальность подачи, м……………………………………………… в том числе по вертикали…………………………………………… 3.Тип вакуум-насоса…………………………………........................ 4. Рабочее разряжение , %......……………………………………… 5. Диаметр цементопровода, мм…………………………………… 7. Расход воды, л/мин……….……………………………………… 8. Установленная мощность, кВт……………………………… … 9. Скорость движения заборного устройства, м/мин…………….. 10. Габаритные размеры, м…………………………………………. 11. Масса, кг: общая………………………………………………………………… заборного устройства……………………………………………… |
15 9 3 РКМ-2 60 100 20 28,8 5,4 1,7х1,12х2,1 2900 470 |
Для подачи цемента из приемного бункера пневмоподъемника в силосы склада и от них в расходные бункера бетоносмесительных цехов применяют пневматические винтовые подъемники, пневматические винтовые, камерные и струйные насосы.
Пневматический винтовой подъемник состоит из приемной камеры, консольного напорного шнека, смесительной камеры с обратным клапаном, рамы и привода, подаваемый в приемную камеру цемент напорным шнеком выдавливается в смесительную камеру, где аэрируется сжатым воздухом, поступающим через микропористую перегородку аэроднища. Цементно-воздушная пульпа подается по вертикали на высоту до 35 м.
Пневматический винтовой насос включает в себя приемную камеру, напорный быстроходный винт, насаженный соосно через муфту с электродвигателем, сменную броневую гильзу, смесительную камеру с обратным клапаном и коллектор для подвода сжатого воздуха. Процесс транспортирования цемента непрерывный [5].
Техническая характеристика пневматического винтового подъемника ТА-20:
1. Производительность, т/ч…………………………………………. 2. Высота подачи, м…………………………………………………. 3. Рабочее давление в смесительной камере, МПа………………. 4. Расход сжатого воздуха, м3 /мин………………………………… 5. Внутренний диаметр цементопровода, мм…………………….. 6. Установленная мощность, кВт……………………………… ….. 7. Диаметр винта, мм………………………………………………... 8. Габаритные размеры, м…………………………………………... 9. Масса, кг………………………………………………………… |
20 35 0,12 3,5 100 13 125 2х0,71х0,82 500 |
Техническая характеристика пневматического винтового насоса НПВ-63-2
1. Производительность, т/ч…………………………………………. 2. Дальность подачи, включая 30 м, м……………………………... 3. Рабочее давление в смесительной камере, МПа перед форсунками…………………………………………………... в смесительной камере……………………………………………… 4. Расход сжатого воздуха, м3 /мин………………………………… 5. Вместимость камеры, м3 …………………………………………. 6. Диаметр цементопровода, мм…………………………………… 7. Установленная мощность, кВт……………………………… ….. 8. Габаритные размеры, м…………………………………………... 9. Масса, кг………………………………………………………… |
63 200 0,4 0,2 9 - 100 13 2,83х0,52х0,6 925 |
Прирельсовые склады (рисунок 3) принимают цемент из всех видов железнодорожных вагонов. Разгрузка крытого вагона осуществляется двумя пневморазгрузчиками. Сжатый воздух, поступающий в смесительную камеру разгрузчика через микропористую перегородку, аэрирует цемент и перемещает цементно-воздушную пульпу по цементопроводу в надсилосную галерею, где цемент после осаждения в бункере – осадителе аэрожелобом загружается в соответствующий силос.

Рисунок 3 – Технологическая схема автоматизированного прирельсового склада цемента.
1 – пневмоподъемник;2 – сдвоенный приемный бункер;3 – приемный рукав;4 – вагон-цементовоз бункерного типа;5 – крытый вагон;6 – вагон-цементовоз с пневмовыгрузкой;7 – бункер-осадитель;8 – аэрожелоб;9 – силос;10 - пневморазгружатель боковой выгрузки;11 – автоцементовоз;12 – пневморазгружатель донной выгрузки;13 – бункер выдачи;14 – пневмовинтовой насос;15 - пневморазгрузчик.
Техническая характеристика аэрожелоба:
1. Производительность, т/ч…………………………………………. 2. Размер лотка, мм Ширина………………………………………………………………. Длина………………………………………………………………… Высота……………………….…........................................................ 3. Высота воздуховода.……………………………………………... 4. Диаметр проводящей трубы, мм…………………………............ 5. Расход воздуха, м3 /ч….………………………………………….. 6. Полное давление вентилятора, мм.рт.ст.………………………. 7. Установленная мощность, кВт……………………………… ….. |
1 25 100 10 150 50 50 120 240 0,6 |
2 65 200 10 150 50 75 240 240 0,6 |
Разгрузка вагона бункерного типа осуществляется под действием гравитационных сил в бункер, под которым смонтированы два пневмоподъемника, подающие цемент в бункер-осадитель надсилосной галереи.
Для очистки воздуха, выходящего из силосов, бункеров приема и выдачи, применяют фильтры и циклоны, под которыми установлены сборники пыли, отсасываемой пневморазгрузчиком.
Для контроля и автоматического управления загрузкой и выгрузкой в силосах предусмотрены указатели уровней. Днища силосов оснащены аэрационными сводообрушающими устройствами, состоящими из аэродорожек и донных пневморазгружателей с системой дистанционного управления. Во избежание слеживания цемента предусмотрена перекачка его из одного силоса в другой.
Пневмовинтовым насосом цемент подается в расходные бункера. На днище силосов установлен пневморазгружатель донной выгрузки с дистанционным управлением.
2.3.2 Склад заполнителей
Вместимость склада заполнителей определяется по формуле:
![]() м3
,
м3
,
где Qгод – годовая производительность предприятия, м3 ;
Кр , П – крупный заполнитель и песок;
Гз – запас заполнителя на складе, сут.;
1,2 – коэффициент разрыхления;
1,02 – коэффициент, учитывающий потери при загрузке и транспортных операций;
С – количество рабочих суток в году.
В соответствии с расчетом принят прирельсовый штабельно-полубункерный склад закрытого типа 708-18-85, разделены по длине 7 – 12 секциями, секции оборудованы вибролотковыми питателями, поровыми регистрами для оттаивания и нагрев заполнителя в зимнее время. Подача материала на склады со склада в БСУ производится системой горизонтальных и наклонный ленточных транспортеров, соединенными перегрузочными устройствами. Транспортеры имеет ширину 0,6-0,8 м, производительность 20-60 м3 /ч, наклон 18º для щебня и песка.
Зимой для рыхления смерзшихся заполнителей наиболее эффективны бурорыхлительные машины.
Для выгрузки материала прибывающих на открытых железнодорожных платформах применяются стационарные разгрузочные машины типа Т-182А.
Техническая характеристика склада 708-18-85:
1. Вместимость, м3 ………………………………………………….. 2. Годовой грузооборот, х1000м3 ………………............................... 3. Число рабочих…………………………………………………….. 4. Установленная мощность, кВт…………………………………... 5. Площадь застройки, м2 ………………………………………….. |
3000 85 6 200 1400/2450 |
Техническая характеристика разгрузочной машины Т-128А:
1. Производительность, т/ч…………………………………………. 2. Ход толкателя, м……...................................................................... 3. Высота подъема толкателя, м …………………………………… 4. Скорость движения вагонов, м/мин…………………................... 5. Рабочий орган…………………………………………………….. 6. Мощность электродвигателя, кВт……………………………….. 7. Масса, т……………………………………………………………. |
300 4,65 0,5 2,5 скреперный толкатель 17,5 3,4 |
Техническая характеристика машины для восстановления сыпучести смерзшихся заполнителей БРМ 56/80:
1. Принцип рыхления……………………………………………….. 2. Производительность, т/ч................................................................. 3 Мощность электродвигателя, кВт……………………………….. 4. Масса, т……………………………………………………………. |
бурорыхление 150-200 136 9,2 |
Длина разгрузочного фронта зависит от вида приемного устройства и количества вагонов, соответствующих суточной потребности завода в заполнителях.
Количество вагонов при круглогодовой работе железнодорожного транспорта определится
![]()
![]()
где Q – годовая программа завода, м3 /год;
П и Щ – норма расхода песка и щебня на 1 м3 бетона, кг/м3 ;
g – грузоподъемность транспортной тары, для платформы равно 60 т;
365 – количество календарных дней в году.
При разгрузке заполнителей элеваторным разгрузчиком, передвигающимся вдоль линии фронта вагонов, длина фронта разгрузки должна соответствовать длине склада и определится [9]:
![]() ,
,
где С – количество вагонов, подаваемых в сутки;
lc – длина вагона (между автосцепками), длина платформ равно 14,6 м.
2.3.3 Склад химических добавок
Вместимость склада для хранения химических добавок:
![]() м3
,
м3
,
где Qгод – годовая производительность предприятия, м3 ;
Кп – коэффициент, учитывающий возможный выпуск некондиционных изделий (0,7%) и потерь бетонной смеси при формировании(1,5%);
Ц – расход цемента, т/м3 .;
Д – расход добавки в процентах от массы цемента, т/м3 ;
Тп – запас добавки, сут.;
С – количество рабочих суток в году.
Концентрация раствора:
![]() кг/м3
кг/м3
где сп – расход добавки, кг/м3 ;
с - концентрация.
Объем раствора:
![]() л/м3
л/м3
где ρ – плотность добавки, кг/м3 .
Порошкообразные добавки поступают автотранспортом на завод в мешках. Они разгружаются из машин на самоходные тележки, хранятся до приготовления в помещении склада.
Склады химических добавок должны удовлетворять следующим требованиям:
- для каждого вида добавки должна быть предусмотрена автономная трасса от узла приема до отделения приготовления рабочего раствора;
- все трубы и резервуары должны бать расположены вне отапливаемых помещениях, теплоизолированные;
- должна быть предусмотрена защита от коррозирующего воздействия химических добавок на металл.
Для склада химических добавок разработан комплект оборудования для приема и приготовления химических добавок институтом ЦНИИЭПсельстрой Госагропрома СССР.
Он предназначается для приема добавок, хранения их, приготовления одно- и двухкомпонентных химических добавок на основе пластификатора и ускорителя твердения и подачи их в бетоносмесительный узел.
Техническая характеристика:
1. Производительность, м3 /ч………………………………………... 2. Расход теплоносителя на прогрев и приготовление химической добавки, Гкал/ч.............................................................. 3. Установленная мощность, кВт…………………………………... . Масса, т……………………………………………………………. |
1 0,2 7,5 15,7 |
2.3.4 Склад эмульсола
Для хранения эмульсола обычно предусматривают подземный склад вместимостью 100 м3 (по типовому проекту 709-9-5), устроенный вблизи крайнего формовочного пролета прилегающего к железнодорожным путям и складу готовой продукции, в торце которого располагается отделение приготовления смазки.
В данном курсовом проекте принят роторно-пульсационный аппарат для приготовления эмульсионных смазок РПА-V, разработанный КТБ «Мосоргстройматериалы» Главмоспромстройматерилов.
Он предназначен для приготовления высокодиспергированных и гомогенизированных жидких эмульсий и суспензий, многокомпонентных вязко-пластичных составов, трудносмешиваемых жидкостей, химических добавок для бетона, пигментных паст, минеральных клеев и мастик, шпатлевок, красок, водомазочных эмульсий и других композиций.
Техническая характеристика:
1. Производительность, л/ч обратных эмульсий………………………………………………….. прямых эмульсий……………………………………………………. 2. Габариты, м………………………………………………………... 3. Установленная мощность, кВт…………………………………... 4. Масса, т……………………………………………………………. |
до 2000 до 10000 2,6х1,4х1,7 2,3 2,5 |
Для предотвращения расслаиваемости эмульсола в основном в хранилище поддерживается паровыми регистрами температура +20ºС, в расходном резервуаре +50ºС, в нижней зоне в нем подведен сжатый воздух, который через перфорированные трубки перемешивают эмульсол перед каждой выдачей.
2.4 Определение параметров и выбор основного оборудования бетоносмесительного цеха
В бетоносмесительном цехе производится следующие процессы и операции: подача материалов к расходным бункерам, определение влагосодержания материалов, смешивание материалов, выгрузка готовой бетонной смеси, регулярная очистка рабочих поверхностей и полостей от налипших частиц материалов и смеси и их регенерация.
Принимаем автоматизированную установку (рисунок 4), где управление процессами подачи, дозирования исходных материалов, приготовление и выгрузка готовых смесей полностью, производится дистанционно, при визуальном наблюдении за течением технологического процесса. В системе автоматики предусмотрены автоблокировки и сигнальная связь.
 |
Рисунок 4 – Схема односекционного бетоносмесительного цеха
1 – воронка выдачи готовой смеси;2 – бетоносмесители;3 – сборная воронка;4 – двухфракционные дозаторы заполнителей, жидкостей и цемента соответственно;5 – расходные бункера (баки) заполнителей, воды, добавок и цемента;6 – фильтр;7 – указатель уровня;8 – сводообрушитель песка;9 – двухрукавная течка;10 – циклон;11 – улавливатель цемента
Для цикличного способа производства при большом потреблении бетона различных марок, бетоносмесительный цех компонуют по вертикальной схеме с однократным подъемом материалов в расходные бункера. Высота здания цеха достигает 25-30 м. Материалы подаются в надбункерный этаж с помощью наклонных ленточных конвейеров. Для подачи заполнителей используют поворотные воронки, для цементов и других порошкообразных материалов – короткие шнеки и пневматический транспорт. В последнем случае для осаждения цемента и очистки воздуха от цементной пыли устанавливают осадители, циклоны и матерчатые фильтры[8].
Смесители загружают заполнителями из сборной воронки , цементом по рукавному желобу с перекидным клапаном, водой и водными растворами добавок по трубопроводом.
Число смесителей цикличного действия, необходимых для выполнения производственной программы предприятия, рассчитывается по формуле
![]() ,
,
где Qгод – годовая производительность предприятия, м3 ;
Кр – коэффициент резерва производства, Кр =1,2(СНиП 03.09.);
Vоб.см. – объем смесителя по загрузке;
m – коэффициент выхода смеси в плотном теле (ОНТП 07-85);
n – расчетное количество замесов в час;
С – номинальное количество рабочих суток в году;
тч – число рабочих часов в сутки;
kн – коэффициент, учитывающий неравномерность потребления и выдачи товарной смеси, kн =1;
k'н – суточный коэффициент, учитывающий неравномерность выдачи бетонной смеси в формовочный цех, k'н =0,5…0,8 (ОНТП 07-85);
kи – коэффициент использования оборудования в смену, kи =0,85.
Выбран смеситель типа СБ-93 с объемом готового замеса бетонной смеси 1000 л (объем по загрузке 1500 л).
![]()
Техническая характеристика цикличного смесителя принудительного действия с вертикально расположенными смесительными валами СБ-93:
1. Объем готового замеса, л………………………………………… 2.Вместимость по загрузке, л………………………………………. 3. Число циклов при приготовлении, цикл/ч бетонной смеси……………………………………………………… раствора………………………………………………………………. 4. Наибольшая крупность заполнителя, мм……………………….. 5. Частота вращения рабочего органа, об/мин…………………….. 6. Установленная мощность, кВт…………………………………... 7. Масса, т……………………………………………………………. 8. Габаритные размеры, м…………………………………………... |
1000 1500 45 20 70 22,6 40 4700 3,58х3х1,67 |
Для подбора дозаторов определяем расход материала на 1 замес:
Ц= Vб.см. ·Ц=0,5·318=159 кг/замес,
Щ= Vб.см. ·Щ=0,5·1135=567,5 кг/замес,
П= Vб.см. ·П=0,5·772=386 кг/замес,
В= Vб.см. ·В=0,5·175=87,5 л/замес,
Д= Vб.см. ·Д=0,5·1,48=0,75 кг/замес.
Принимаем следующие дозаторы:
для цемента АД-400-2БЦ;
для щебня АД-800-БЩ
для песка АД-500-БП;
для воды АД-200-БЖ;
для добавки ДОП6-12Ц4.
Таблица 4 - Техническая характеристика весовых дозаторов цикличного действия
| Параметры | АД-400-2БЦ | АД-800-2БЩ | АД-1600-2БП | АД-200-2БЖ |
1. Пределы взвешивания, кг наименьший наибольший 2. Вместимость бункера, м3 3. Цикл дозирования, с, не более 4. Класс точности 5. Погрешность дозирования, % 6.Давление в пневмосистеме, МПа 7. Масса, кг не более |
80 400 0,75 45 1 1 0,4-0,6 1575 |
200 800 0,78 30 2 2 0,4-0,6 565 |
400 1600 1,27 45 2 2 0,4-0,6 770 |
40 200 0,3 30 1 1 0,4-0,6 475 |
Техническая характеристика дозатора для химических добавок ДОП6-12Ц4:
1. Пределы дозирования, л…………………..……………………... 2. Цена деления шкалы дозатора, л………………………………... 3. Погрешность дозирования, %........................................................ 4. Продолжительность дозирования, с…………………………….. 5. Напряжение тока,В……………….………………………………. 6. Потребляемая мощность, Вт…………..………………………… 7. Масса, т……………………………………………………………. 8. Габаритные размеры, м…………………………………………... |
0,8-6 0,1 ± 2 40 ± 5 220 80 120 0,26х0,19х1,16 |
Централизованное управление одной секцией бетоносмесительного цеха, выполненного по высотной схеме, осуществляется от станции управления бетонного завода (СУБЗ 1.1.). Станция управления обеспечивает автоматическое, дистанционное и местное управление механизмами надбункерного, бункерного, дозировочного и смесительного отделения.
Промышленность выпускают станции, работающие в комплекте с дозаторами. Загружают дозаторы питающими устройствами в двух режимах: грубой и тонкой подачи материала с автоматическим переключателем с одного режима на другой. Разгружают дозаторы через разгрузочные затворы с помощью пневмоцилиндров. Затем цикл повторяется.
Расходные бункера делятся на отсеки. Количество отсеков для различных материалов и их запас регламентированы ОНТП 07-85. С целью свободного перемещения сыпучих материалов углы наклона днищ бункеров выполняют больше углов естественного откоса соответствующих материалов. На стенках нижней части бункера устанавливают вибрационные сводообрушители, для предотвращения зависания заполнителей при повышенной влажности. Также предусмотрены указатели уровней заполнения бункера.
Суммарная вместимость бункеров определяется по формуле
![]() , м3
,
, м3
,
где М i – часовой расход материала, м3 /ч;
n – количество часов на которые создается запас материалов в расходных бункерах, ч;
Кзап – коэффициент заполнения бункера (Кзап =0,8…0,9).
![]() м3
.
м3
.
Вместимость одного отсека бункера:
![]() м3
.
м3
.
Вместимость бункеров для других материалов
![]() ;
;
![]() м3
;
м3
;
![]() м3
.
м3
.
На основании произведенных расчетов и принятого оборудования выбираем типовую секцию (высотную) 409-28-38 [8].
Техническая характеристика автоматизированного бетоносмесительного цеха с двумя бетоносмесителями:
1. Смеситель …….………………………………………………….. 2. Комплект дозаторов……….………………................................... 3. Производительность, м3 /ч………………………………………... тыс. м3 /год………………………………... 4. Установленная мощность, кВт…………………………………... 5. Число работающих……………………………………………….. 6. Площадь застройки, м2 …………………………………………… 7. Высота, м………………………………………………………….. |
СБ-93 Серии 2ДБ 60 118 157 6 450 31,2 |
Часовая производительность принятой установки указанная в технической характеристике равна 60 м3 /ч, однако паспортные характеристики определяются, как правило, при максимально возможном числе (45 замесов бетоносмесителя в час). Опыт заводов ЖБИ показывает, что число замесов в час при приготовлении малоподвижных смесей не превышает 25. Реальная производительность принятой установки равна 33,3 м3 /ч, что сопоставимо с часовой потребностью в бетонной смеси, равной 19,65 м3 /ч.
Принятое основное технологическое оборудование занесено в ведомость (таблица 5).
Таблица 5 – Ведомость оборудования
| Наименование, тип | Количество | Масса,т | Мощность электродвигателя | |
| единицы | общая | |||
| 1.Смеситель СБ-93 | 2 | 4,2 | 8,4 | 60 |
| 2.Пневматический винтовой подъемник ТА-19 | 1 | 0,625 | 0,625 | 22 |
| 3.Разгрузчик цемента С-578А | 1 | 2,9 | 2,9 | 28,8 |
| 4.Пневмонасос винтовой НПВ-63-2 | 1 | 2,15 | 2,15 | 55 |
| 5Разгрузочная машина Т-182А | 1 | 3,4 | 3,4 | 17,5 |
| 6.Машина для восстановления сыпучести смерзшихся заполнителей БРМ 56/80 | 1 | 9,2 | 9,2 | 136 |
| 7.Комплект оборудования для приема и приготовления хим.добавок. | 1 | 15,7 | 15,7 | 7,5 |
| 8.Роторно-пульсационный аппарат для приготовления эмульсола | 1 | 2,5 | 2,5 | 2,3 |
| Всего | 11 | 330,3 | ||
Определяется потребное число работающих: цеховой персонал, производственные, вспомогательные и обслуживающие рабочие, производится их расстановка по рабочим местам и составляется ведомость (таблица 6).
Таблица 6 – Ведомость рабочих цехов
| Наименование профессий | Кол-во смен | Число рабочих | Форма организации работ | Подчиненность | |
| всего | в том числе в первой смене | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Транспортно-сырьевой цех | |||||
| Погрузочно-разгрузочные и складские работы: | |||||
| мотористы разгрузочных машин | 3 | 8 | 2 | сквозная бригада | мастеру цеха |
| мотористы транспортирующих устройств верхних галерей | 3 | 8 | 2 | − | − |
| Итого по бригаде | 16 | ||||
| Грузчики | 3 | 16 | 4 | − | мастеру цеха |
| Машинисты паровоза | 3 | 4 | 1 | − | |
| Помощники машинистов | 3 | 4 | 1 | − | |
| Составители-сцепщики | 3 | 4 | 1 | − | |
| Крановщики (автокрана) | 1 | 2 | 2 | − | начальнику цеха |
| Продолжение таблицы 6 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Бульдозеристы | 3 | 5 | 2 | - | механику цеха |
| Слесарь-бригадир | 1 | 1 | 1 | сквозная бригада по ремонту оборудования и межремонтному обслуживанию |
|
| Слесари-ремонтники | 1 | 3 | 3 | ||
| Автослесари | 1 | 3 | 3 | ||
| Шоферы | 2 | 2 | 1 | ||
| Рабочие по ремонту путей | 1 | 3 | 3 | ||
| Итого по транспортно-сырьевому цеху | 63 | ||||
| Бетоносмесительный цех | |||||
| Мотористы транспортных галерей и бункеров подогрева | 2 | 12 | 4 | комплексная бригада | мастеру цеха |
| Операторы надбункерного отделения | 2 | 3 | 1 | ||
| Дозировщики | 2 | 3 | 1 | ||
| Мотористы бетоносмесителей | 2 | 3 | 1 | ||
| Операторы выдачи бетонной смеси на конвейеры | 2 | 9 | 1 | ||
| Итого по бригаде | 30 | 10 | |||
| Рабочие склада заполнителей | 3 | 6 | 2 | − | мастеру цеха |
| Электрокарщик | 1 | 1 | 1 | − | механику цеха |
| Слесарь-бригадир | 1 | 1 | 1 | сквозная бригада по ремонту и межремонтному обслуживанию |
начальнику цеха |
| Слесари-дежурные | 3 | 3 | 1 | ||
| Слесари-ремонтники | 1 | 3 | 3 | ||
| Мотористы насоса | 3 | 3 | 1 | ||
| Итого по бригаде | 17 | ||||
| Итого по бетоносмесительному цеху | 47 | ||||
| Всего | 110 | ||||
2.5 Контроль качества бетона
Контроль осуществляется по трем направлениям:
- входной контроль качества составляющих материалов бетонной смеси;
- пооперационный контроль технологических процессов приготовления бетонной смеси;
- приемочный контроль качества затвердевшего бетона.
Плиты должны быть приняты лабораторией завода в соответствии с ГОСТ 13015.1. Соответствие показателей качества плит ПАГ-14V устанавливают по данным трех видов контроля.
Входной контроль включает в себя:
1) качество материалов, применяемых для приготовления бетона (вяжущих, заполнителей и т.д.);
2) качество арматурной стали, применяемой для изготовления предварительно напрягаемых стержней, каркасов и монтажно-стыковых изделий.
Операционный контроль: вид бетона, его состав, крупность заполнителя, свойства бетонной смеси, водоцементное отношение, вид и диаметр арматурной стали, режимы технологические, параметры термического упрочнения и отпуска предварительно напрягаемых стержней, размеры армокаркасов, преднапрягаемых стержней и монтажно-стыковых изделий, положение каркасов и монтажно-стыковых изделий в плите, величина защитного слоя бетона до арматуры, геометрические размеры собранных форм, размер расстояния между упорами, качество смазки и ее нанесение на форму, величина предварительного напряжения напрягаемой арматуры, параметры режима ТВО, величина передаточной прочности бетона, температура изделия, технологическая последовательность обрезки предварительно напряженных стержней, правильность складирования изделий.
Приемочный контроль осуществляется партиями в соответствии с требованиями ГОСТ 13015.1 и ГОСТ 25912.0.
В партию включают плиты одного типа, изготовленные по одной технологии из материалов одного вида и качества в течение не более одних суток.
Приемку плит производят по результатам:
1. По показателям прочности бетона (классам по прочности на расстоянии при изгибе и по прочности на сжатие передаточной и отпускной прочности). В случае если при контроле будет установлено что отпускная прочность бетона не удовлетворяет требованиям, поставка таких плит потребителю должна производиться только после достижения бетоном плит прочности, соответствующей классам по прочности на растяжение при изгибе и по прочности на сжатие.
2. По точности геометрических параметров, качеству поверхности и внешнему виду плит.
3. Периодические испытания по показателям морозостойкости бетона плит, а также по объему вовлеченного воздуха в уплотненной бетонной смеси проводят не реже одного раза в 6 месяцев, а также при изменении технологии изготовления плит, изменении исходных материалов и состава бетонной смеси, используемых для приготовления бетона.
4. По показателям трещиностойкости плит нижней и верхней зон от каждой партии отбирают для испытания одну плиту. Допускается использовать для испытаний плиту, имеющую раковины, местные наплывы и околы бетона, размеры которых превышают допускаемые ГОСТ 25912.0 не более чем в два раза, и другие дефекты, не влияющие на прочность плиты. Плита считается выдержавшей испытание, если при контрольной нагрузке на поверхности испытаемой зоны и боковых гранях не будут обнаружены трещины при тщательном осмотре через лупу с четырехкратным увеличением. При неудовлетворительных результатах испытания хотя бы по одной зоне производится дополнительное испытание двух плит данной партии, если из двух плит хотя бы одна не выдерживает испытание, то все плиты этой партии подвергаются испытанию.
Таблица 7 - Карта контроля
| № п/п | Контролируемые процессы и параметры | Периодичность | Методика контроля | Исполнитель |
| 1 | 2 | 3 | 4 | 5 |
| Входной контроль | ||||
| 1. | Качество материалов для приготовления бетона | |||
| цемент | каждая партия | ГОСТ 10178 | лаборант | |
| песок | то же | ГОСТ 8736, 8735 | -«- | |
| щебень(фр. 10-20) | -«- | ГОСТ 8267,8269 | -«- | |
| вода | при организации производства, в случае изменения источника питания | ГОСТ 23732 | -«- | |
| Операционный контроль | ||||
| 2. | Укладка и уплотнение бетонной смеси | |||
| контроль В/Ц=0,5, удобоукладываемости | каждая партия | ГОСТ 10181.1 | лаборант | |
| забивка контрольных образцов | то же | ГОСТ 10180 | -«- | |
| уплотнение бетонной смеси | каждое изделие | визуально | лаборант, мастер-техн. | |
| заглаживание четвертой поверхности | то же | то же | то же | |
| 3. | Термовлажностная обработка | |||
| контроль установки изделий в пропарочную камеру | каждое изделие | визуально | мастер | |
| Продолжение таблицы 7 | ||||
| 1 | 2 | 3 | 4 | 5 |
| контроль режима ТВО | ежесменно | СНиП 3.09.01-85 | пропарщик | |
| 4. | Распалубка, снятие напряжения | |||
| контроль передаточной прочности бетона | каждая партия | ГОСТ 10180, 18105 | лаборант | |
| контроль температуры изделия на момент снятия напряжения (55ºС) | каждое изделие | термометр | ОТК, мастер | |
| последовательность обрезки предварительно напряженных стержней | то же | визуально, технологическая карта | то же | |
| Приемочный контроль | ||||
| 5. | Отпускная прочность бетона 70% от марки бетона по прочности на сжатие и по прочности на растяжение при изгибе | каждая партия | ГОСТ 10180, 18105 | лаборант |
| 6. | Класс бетона по прочности на сжатие (В25) | то же | то же | -«- |
| 7. | Класс бетона прочности на растяжение при изгибе (В 3,6) | -«- | -«- | -«- |
| 8. | Марка бетона по морозостойкости (F200) | 1 раз в 6 месяцев | ГОСТ 10060 | -«- |
3 ОХРАНА ТРУДА
Заводы по производству железобетонных изделий относятся к числу предприятий, на которых санитарно-гигиенические условия труда и техника безопасности являются не только важнейшими критериями для повышения производительности труда, они обеспечивают сохранение здоровья каждого работающего на предприятии.
На таких предприятиях в целях обеспечения безопасности и нормально санитарно-гигиенических условий труда необходимо строго руководствоваться правилами техники безопасности и производственной санитарии, действующими на каждом заводе.
В цехах, где по технологическим условиям ворота открываются на продолжительное время (более чем на 40 минут), или в районах, где расчетная температура воздуха ниже-20 С, необходимо предусматривать воздушные завесы. Во всех производственных и вспомогательных зданиях должна быть предусмотрена естественная или принудительная вентиляция.
В целях предотвращения загрязнения воздуха помещений с вредными выделениями: оборудование, приборы, трубопроводы, и другие источники, выделяющие теплоту, должны быть теплоизолированы; агрегаты и оборудование, при эксплуатации которых происходит влаговыделение, должны быть укрыты и изолированы; технологические процессы, связанные с выделением пыли, следует изолировать так, чтобы их работа осуществлялась без участия людей, а выделяющиеся технологические выбросы в виде пыли, паров и вредных газов перед выпуском в атмосферу должны быть подвергнуты очистке.
Концентрация пыли в помещениях нормируется в зависимости от содержания свободного кремнезема в воздухе рабочий зоны, особенно должно уделяться внимание помещениям, где во взвешенном состоянии находятся гипс, известь и др.
С целью обеспечения безопасных условий труда и предупреждения травматизма при изготовлении бетонной смеси проводить периодический профилактический осмотр ремонт системы вентиляции, следить за герметизацией кабин пультов управления смесителями и дозаторами, исправными состоянием системы сигнализации указателей уровня, сводообрушителей и других устройств автоматизации, ремонтировать смесители после изъятия предохранителей из электропроводки и установки сигнала, запрещающего включение машины.
Мероприятия по улучшению условий труда и снижению заболеваемости:
• проводить контрольные замеры воздуха на рабочих местах;
• осуществлять лабораторный контроль за качеством питьевой воды;
• произвести замеры излучения и напряжённости мониторов;
• в целях снижения неблагоприятно действующих факторов (пыль, шум, вибрация) проводить ревизию вибростолов;
• следить за уплотнением и герметизацией пылящего оборудования БСУ ЦКП и КБ;
• обеспечить всех рабочих завода спецодеждой, спецобувью, и другие СИЗ и проводить контроль за их применением;
• обеспечить моющими средствами;
• производить компенсацию талонов на молоко рабочим вредных профессий;
• провести флюорографическое обследование всех рабочих завода;
• провести гигиеническое обучение рабочих;
• обеспечить явку диспансерных больных к врачу;
• проводить анализ больничных листов по выявлению причин заболеваемости с разработкой по их снижению;
• выполнить ремонт душевых;
• периодически проводить медицинские осмотры;
• обучить вновь принятых рабочих безопасным методам труда;
• в зимний период регулярно очищать проходы и посыпать песком от наледи.
Санитарно-гигиенические условия труда периодически контролируются испытаниями и поддерживаются в пределах допустимой величины.
Строгое соблюдение правил техники безопасности должно соблюдаться при работе на основных технологических пределах.
При изготовлении железобетонных изделий необходимо следить за исправной работой вентиляции, герметизации кабин пультов управления дозаторами и смесителями, системой сигнализации и автоматизации.
ЗАКЛЮЧЕНИЕ
На основании произведенных расчетов выбран автоматизированный бетоносмесительный цех 409-28-38, с двумя бетоносмесителями 1500 л, выполненный по высотной схеме. Принят цикличный смеситель СБ-93 принудительного действия, который повышает однородность бетонной смеси. Для дозирования исходных материалов используется станция управления бетонными заводами и дозаторами СУБЗ 1.1.
Также при проектировании принят типовой проект прирельсового склада 409-29-64 для цемента, подобрано соответствующее оборудование: разгрузчик для подачи и выдачи цемента С-578А, пневматический винтовой подъемник ТА-19, пневмонасос винтовой НПВ-63-2 и аэрожелоб.
Для хранения заполнителя выбран типовой штабельно- полубункерный склад 708-13-84, рассчитана длина разгрузочного фронта 102,2 м. Для выгрузки из платформ используется стационарная установка Т-128А. Для восстановления сыпучести принята машина БРМ 56/80.
В аналитическом обзоре рассмотрена модернизация бетоносметительных цехов, которая позволяет повысить качество производимых изделий, не заменяя изношенное оборудование.
Список используемой литературы
1. Звездов А.И. Бетон – основной материал современного строительства // Строительные материалы, 2004, №6. – С. 2-3.
2. Демьянова В.С., Калашников В.И., Ильина И.Е., Краснощеков А.А. Высококачественные бетоны для дорожных и аэродромных покрытий // Строительные материалы, 2006, №7. – С.34-35.
3. Иванов И.К. Применение химических добавок в бетон – ключ к решению технологических проблем // Строительные материалы, 2006, №10. – С.36-37.
4. Сенянский М.В., Гусев М.В. Модернизация действующих и разработка новых автоматизированных бетоносмесительных установок // Строительные материалы, 2005, №5. – С.36-37.
5. Цителаури Г.И. Проектирование предприятий сборного железобетона: Учеб. для ВУЗов. – М.: Высш.шк., 1986.
6. Баженов Ю.М. Технология бетона: Учеб. пособие для ВУЗов. - М.: Высшая школа, 1978.
7. Родин И.И., Иванов В.Ф., Долгочева Т.И. Основы проектирования заводов железобетонных изделий. - М.: Высшая школа, 1966.
8. Производство сборных железобетонных изделий: Справочник /Г.И. Бердичевский, А.П. Васильев и др.; под ред. К.В. Михайлова, Фоломеева А.А. - М.: Стройиздат, 1982.
9. Михельсон Ю.И. Проектирование технологических коммуникаций генерального плана: Метод. указания. – Магнитогорск: МГТУ, 1997.
10. Общесоюзные нормы технологического проектирования предприятий сборного железобетона (ОНТП 07-85). – М.:Стройиздат, 1986.
11. СНиП 3.09.01.- 85. Производство сборных железобетонных конструкций и изделий/ Госстрой СССР М.: 1985.
12. Пособие по применению химических добавок при производстве сборных железобетонных конструкций и изделий (к СНИП 3. 09. 01 – 85)/НИИЖБ. М.: Стройиздат,1989.
13. ГОСТ 25912.1-91 Плиты железобетонные предварительно напряженные ПАГ-14 для аэродромных покрытий. Конструкция. – М.: Изд-во стандартов, 1992.
14. Белых В.Т., Якубов В.И. Безопасность жизнедеятельности: Метод. указания. – Магнитогорск: МГТУ, 1998.