| Похожие рефераты | Скачать .docx |
Курсовая работа: Разработка участка по ремонту тележек локомотивов в локомотивном депо Хабаровск 2
ВВЕДЕНИЕ
Железнодорожный транспорт - многоотраслевое хозяйство, занимающее одно из важных частей материально-технической базы экономики страны.
Железнодорожный транспорт, продолжая процесс производства в сфере обращения товаров, оказывает существенное влияние на эффективность общественного производства. Он должен иметь необходимые резервы пропускных и провозных способностей и развиваться в соответствии с развитием всех отраслей народного хозяйства.
Ведущее место в нем по праву занимает локомотивное хозяйство, где сосредоточено более 12% основных производственных фондов железных дорог и около 22% работников железнодорожного транспорта. На его Долю приходится свыше 30% эксплуатационных расходов.
На протяжении всей истории развития отечественных железных дорог совершенствовались материально техническая база локомотивного хозяйства и структура управления им претерпевали изменения методы эксплуатации локомотивов, что способствовало улучшению (интенсификации) использования локомотивов, как по мощности, так и по времени, а так же снижению эксплуатационных расходов. В 1933 году на смену оборотному паровозному депо Хабаровск-1 в десяти километрах от него началось сооружение нового четырехкорпусного паровозного депо. Оборотное депо Хабаровск-1 для тяговых плеч Хабаровск - Вяземская и Хабаровск - Ин располагалось в деревянном сарае с двумя канавами и расположенными рядом с ним небольшими мастерскими и конторой. К депо был приписан парк маневровых паровозов серии Ов.
К началу 1936 года здание депо Хабаровск-2 было сдано в эксплуатацию. Утром восьмого февраля 1936 года небольшой поезд, груженый инструментом и оборудованием из депо Хабаровск-1, состоящий из шести двухосных вагонов и паровоза Ов 5917 прибыл на станцию Хабаровск-2. Паровоз, приведший состав в депо сразу же был поставлен в корпус промывочного ремонта. К лету в депо с 22 дорог страны стали приезжать машинисты, помощники машинистов, кочегары, токари, слесари. Из-за отсутствия жилья на втором Хабаровске приехавшие размещались в двухосных товарных вагонах. За несколько месяцев вокруг депо вырос городок из более чем пятисот вагонов.
В ноябре 1936 года из депо Вяземская управление дороги перевело 15 поездных паровозных бригад, прибыли несколько паровозов серии Эм. В начале 1937 года паровозы депо Хабаровск-2 стали обслуживать и тяговое плечо Хабаровск - Ин. Напряженная обстановка конца 1936 - начала 1937 года, когда резко увеличилось число браков, к началу 1938 года спала. Именно в к этому времени сформировался основной костяк коллектива депо.
В начале апреля 1939 года в депо начали поступать новые паровозы с конденсацией пара - СОк - Серго Орджоникидзе. Сразу были организованы курсы по изучению их конструкции и ремонта. К августу 1939 года депо полностью перешло на вождение машин новой серии. Благодаря хорошему качеству ремонта пробег паровозов без набора воды доходил до 1200 - 1500 км.
Во время ВОВ из депо на фронт ушла большая часть кочегаров, несколько помощников машиниста и слесарей, в депо стала внедряться система вождения поездов в два лица: машинист и помощник машиниста. В 1942 году в депо открылся средний ремонт. Месячная программа была жесткая: четыре паровоза подъемочного ремонта, четыре среднего.
В начале 1943 года паровозы серии СОк были отправлены в Среднюю Азию, на смену им пришли паровозы серии Эм и Е. В конце февраля 1943 была сформирована колонна особого резерва № 46, которая была отправлена для работы на прифронтовых железнодорожных линиях.
В 1950 году начинается оборудование локомотивов поездной радиосвязью. На первые шесть маневровых паровозов установлены радиостанции.
В связи с закрытием основного паровозного депо Бикин, оборотного депо Губерово 1 марта 1959 года паровозные депо Хабаровск-2 и Ружино начали работать на удлиненных плечах. С марта 1960 г. На Хабаровском отделении были изменены тяговые плечи депо в западном направлении в связи с ликвидацией паровозного депо станции Ин как основного и реорганизацией его в оборотное депо 1-го разряда.
В 1961 году выполнена большая работа по реконструкции экипировочного хозяйства депо Хабаровск-2. В декабре все обустройства и тракционные пути приняты в эксплуатацию. Введена в действие разгрузочная эстакада на складе топлива.
В течении 1963 года в депо шла подготовка по переходу на тепловозную тягу. В 1964 году в целях своевременной подготовки к приему тепловозов приказом начальника дороги была усилена работа по реконструкции корпуса № 1. 5 июля в депо пришел первый тепловоз ТЭ-3 4760.
В депо продолжался ремонт паровозов, одновременно организовывались новые цеха для ремонта тепловозов. Большие трудности создавались тем, что ввод в эксплуатацию тепловозов и остановка паровозов производились в зиму 1964/1965 гг. К концу 1964 года в депо был полностью реконструирован 1-й корпус. Он принял на себя профилактический и малый периодический ремонты тепловозов.
Методом народной стройки коллектив депо Хабаровск-2 возвел здание, в котором разместились красный уголок и спортивный зал. В это же время при активном участии трудящихся были построены контора дежурного по депо, автобусная остановка на территории депо, смонтированы стрелочные переводы.
В связи с переходом на тепловозную тягу были удлинены тяговые плечи. В декабре 1964 г. был закрыт подменный пункт на ст. Ин. Установлен порядок обслуживания тяговых плеч: Хабаровск - Бира тепловозными бригадами депо Хабаровск-2, которое стало именоваться Хабаровское локомотивное депо.
30 марта в локомотивном депо Хабаровск-2 первый тепловоз ТЭ-3 5141 поставлен на большой периодический ремонт, а 5 сентября первый тепловоз ТЭ-3 5138 был поставлен на подъемочный ремонт.
В период с восьмой пятилетки (1966 - 1970 гг.) грузовое движение на всем полигоне отделения дороги переведено на тепловозную тягу, а в пассажирском движении паровозы серии Су заменены более мощными паровозами П-36 (1968 г.). Все тепловозы грузового движения оборудованы поездной радиосвязью. Произведено оснащение поездной радиосвязью и пассажирских паровозов.
В 1966 году локомотивное депо Хабаровск-2 овладело крупноагрегатным методом ремонта тепловозов на потоке и планированием управления технологическими процессами во всех видах ремонта тепловозов. В 1968 г. введен в строй уникальный по своим размерам корпус подъемочного ремонта тепловозов, в нем смонтировали пять поточных линий, сконструированных работниками депо, в их числе: поточная линия по ремонту дизелей тепловозов; линия по ремонту тележек тепловозов ТЭ-3; линия по разборке и сборке колесно-моторных блоков; линия по ремонту колесных пар и букс тепловозов. Здесь были организованы новые термические и гальванические отделения, освоены новые технологические процессы ремонта роликовых подшипников, ремонта щелочных аккумуляторов. Осуществлен перевод котельной депо на жидкое топливо.
С 1973 г. на отделение дороги начали поступать более мощные тепловозы грузового движения 2ТЭ10Л и тепловозы М62 для пассажирского движения. В депо в короткий срок был освоен подъемочный и малый профилактический ремонты, профилактический осмотр и эксплуатация новых тепловозов. Силами работников депо были капитально отремонтированы и реконструированы пескосушилка и пескоподающие устройства. Печи пескосушилки переоборудовали на отопление жидким топливом, что позволило полностью обеспечить песком тепловозы и улучшить условия труда.
В 1978 - 79 гг. локомотивное депо Хабаровск-2 получило новые тепловозы 2ТЭ10В взамен ТЭ3.
Со сдачей в эксплуатацию контактной сети на участке Хабаровск - Бира в локомотивное депо пришли электровозы серии ВЛ80Т и ВЛ80С, ВЛ60К, продолжалась замена тепловозов ТЭ3 на 2ТЭ10В, пополнился парк пассажирских тепловозов - М62 и 2М62. Реконструированы 1-й и 5-й корпуса депо для ремонта электровозов.
В период с 1991 по 1995 гг. продолжены работы по электрификации участка Хабаровск - Бикин, в 1997 году электровозы депо Хабаровск-2 стали обслуживать тяговое плечо Хабаровск - Вяземская. В 1999 г. с завершением электрификации участка Хабаровск - Бикин плечо полностью переведено на электровозную тягу, все магистральные тепловозы депо Хабаровск-2 переданы локомотивным депо Вяземская и Ружино.
В начале 2000 года в депо пришли новые пассажирские электровозы серии ЭП-1. С середины 2000 года в локомотивном депо началась обкатка бригад для работы на удлиненном тяговом плече до ст. Облучье. С завершением электрификации участка Бикин - Губерово в начале текущего года на этом участке пошли пробные поезда с электровозами. К концу 2001 года тяговые плечи Хабаровск - Губерово и Хабаровск - Облучье будут полностью обслуживаться бригадами локомотивного депо Хабаровск-2.
Основными целями первого этапа (2001–2002 гг.) являются:
– создание эффективного механизма государственного регулирования, стимулирующего развитие конкуренции в области грузо- и пассажирских перевозок и в не основных видах деятельности;
– разделение функций государственного регулирования и управления хозяйственной деятельностью на федеральном железнодорожном транспорте;
– формирование в рамках открытого акционерного общества «Российские железные дороги» (ОАО РЖД) самостоятельных структурных подразделений для осуществления отдельных видов предпринимательской деятельности на железнодорожном транспорте;
– инвентаризация имущества предприятий железнодорожного транспорта;
– перевод локомотиворемонтных заводов на производство капитальных ремонтов локомотивов с продлением срока службы (КРП), как альтернативу постройки новых локомотивов;
– передача капитального ремонта КР-1 в наиболее крупные, технически оснащенные депо;
Целью второго этапа (2003–2005 гг.) реформы является реорганизация путем выделения из ОАО РЖД структурных образований, осуществляющих те виды деятельности, которые могут осуществляться другими хозяйственными обществами или открыты для конкуренции. В сфере грузовых перевозок основная часть мелкопартионных грузовых перевозок и повагонных отправок будет осуществляться ОАО РЖД, владеющим инфраструктурой, локомотивным парком и частью вагонного парка, которая к концу второго этапа реформирования составит около 50 процентов всех вагонов. ОАО РЖД будет осуществлять также перевозки для государственных нужд, воинские и специальные перевозки, обеспечивать надлежащее содержание необходимых мобилизационных резервов. Дальнейшее развитие получат операторские грузовые компании, увеличится их количество и доля на рынке грузовых перевозок. Пригородные пассажирские компании будут создаваться либо как структурные подразделения ОАО РЖД, либо в форме дочерних открытых акционерных обществ с участием региональных органов власти. Целью третьего этапа реформы является создание развитого конкурентного рынка железнодорожных перевозок.
На третьем этапе (2006–2010 гг.) реформирования железнодорожного транспорта предусматривается:
– развитие частной собственности на магистральные локомотивы;
– переход большей части (60% и более) парка грузовых вагонов в частную собственность;
– развитие конкуренции в сфере грузоперевозок, развитие конкуренции в сфере дальних пассажирских перевозок;
– продажа лицензий на осуществление пассажирских перевозок в пригородном сообщении, ограниченных сроком действия (франшиз);
– оценка возможности создания нескольких конкурирующих между собой вертикально интегрированных железнодорожных компаний;
– будут созданы условия и стимулы для дальнейшего развития частной собственности на подвижной состав. Предполагается, что на данном этапе реформирования большая часть вагонного парка и часть локомотивного парка будут находиться в частной собственности;
– на базе предприятий промышленного железнодорожного транспорта, отдельных подъездных путей и строящихся новых отдельных железнодорожных линий будет возможно создание вертикально интегрированных железнодорожных компаний, владеющих подъездными путями и линиями, подвижным составом. Доступ на магистральные сети и рынок грузовых перевозок данным компаниям будет предоставляться на основе системы лицензирования.
Для сокращения ремонтных расходов на ТО и ремонте локомотивов в
дипломном проекте разработаны следующие вопросы :
– организация работ в ремонтном подразделении депо;
– разработка технологического процесса ремонта одного из узлов тепловоза;
– экономическая эффективность проекта организации работ в ремонтном подразделении;
– безопасность жизнедеятельности при ремонтных работах.
1. РАЗРАБОТКА УЧАСТКА ПО РЕМОНТУ ТЕЛЕЖЕК ЛОКОМОТИВОВ В ЛОКОМОТИВНОМ ДЕПО ХАБАРОВСК 2
1.1 Анализ существующей организации работ в ремонтном подразделении

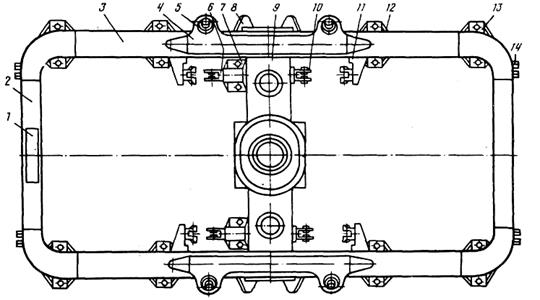
1, 4 - накладки; 2 – концевые брусья; 3 – боковины; 5,6,7,8,10,11 – кронштейны; 9 – шкворневая балка; 12,13 – буксовые кронштейны
Рисунок 1.1 – Рама тележки электровоза ВЛ80с
Рама тележки предназначена для размещения колесно-моторных блоков с рессорным подвешиванием, тормозного исполнительного оборудования, опорных устройств надтележечного строения и механизма передачи силы тяги на кузов тепловоза. При эксплуатации рама тележки подвергается статическим нагрузкам от массы кузова с оборудованием, силы тяги (торможения), реакции от тягового электродвигателя (ТЭД), большим динамическим вертикальным и горизонтальным нагрузкам.
Рама тележки представляет собой цельносварную конструкцию прямоугольной в плане формы, сваренную из двух боковин 3, связанных одна с другой шкворневым 9 и двумя концевыми брусьями 2. Боковины и концевые брусья коробчатого сечения сварены из четырех листов прокатной стали. К нижнему листу боковины приварены литые малые 25 и большие 12 буксовые кронштейны.
На верхний лист, боковины рамы приварены накладки 4, усиливающие боковину. К накладке и наружной стороне боковины приварены кронштейны 5 люлечного подвешивания. С внутренней стороны боковины имеются кронштейны 11 для подвесок тормозной системы, а с наружной - кронштейны 8 для гидравлических гасителей. На концевых брусьях предусмотрены кронштейны 14 для подвески тормозной системы и накладка 1 под ролик противоразгрузочного устройства.
Шкворневой брус 9 коробчатого сечения с усиливающими ребрами состоит из литых собственно шкворневого бруса и бруса шаровой связи, приваренного к шкворневому брусу в нижней части.
В средней части шкворневого бруса имеется овальное с коническим переходом по высоте отверстие, через которое проходит шкворень. С двух сторон к шкворневому брусу приварены кронштейны 6 и10 для подвески рычагов ручного тормоза. На нижней стороне шкворневого бруса имеются площадки для приварки кронштейнов 7 крепления тормозных цилиндров. На брусе шаровой связи находятся проушины для подвешивания тяговых двигателей. Внутренняя полость бруса служит для размещения в ней деталей шаровой связи [8].
1.1.1 Объёмы работ, выполняемых на ТР-3
Тележка выкатывается из-под тепловоза и ставится на ремонт для разборки, очистки, дефектовки и устранения дефектов.
1.1.2 Технология съемки, разборки и очистки узла
При деповском ремонте СЕ (сборочные единицы) осматривают без разборки или с разборкой. Для удобства проведения всех операций локомотив условно разбивается на СЕ, группы, соединения и детали. Деталям и СЕ присваивают свои индексы и номера, соответствующие чертежу.
Все операции при разборке делятся на основные и вспомогательные. Основные - операции которые изменяют состояние СЕ. Вспомогательные - операции по перемещению, установке и креплению СЕ на стендах, кантователях и на других приспособлениях.
При разборке необходимо соблюдать следующие правила:
- Перед разборкой определяют положение деталей в СЕ, путем измерения предельных размеров и зазоров. Это в свою очередь позволяет определить необходимость их последующей замены или восстановления;
- Проверяют на деталях наличие клейм и меток;
- Сохраняют по месту все регулировочные и уплотнительные прокладки и контрольные штифты;
- После снятия СЕ открывшиеся полости закрывают крышками или пробками, чтобы исключить попадание в них посторонних предметов;
- После разборки все крепежные детали (болты, гайки), особенно базисных, устанавливают от руки вновь на свои места;
- При разборке следует максимально механизировать труд за счет применения съемников, стендов, гайковертов и т.п.
1.1.3 Демонтаж рамы тележки
Рабочее место разборки и сборки тележек. Предназначено для проведения разборки (сборки) тележек электровозов ВЛ80, ВЛ60 при проведении текущего ремонта ТР3 в условиях депо.
Тележки из-под электровоза выкатывают в депо на стойлах, оборудованных электрифицированными консольными домкратами для подъёмки электровозов. Для выкатки тележек консоли домкратов подводят под кронштейны рамы электровоза, разъединяют концы кабелей ТЭД, рукава и трубы песочниц, брезентовые рукава подвода воздуха для охлаждения ТЭД, трубопроводы тормозной системы, привод скоростемера, брезентовые чехлы опор рамы.
Затем раму электровоза поднимают домкратами, кабели одного ТЭД присоединяют к стационарной машине постоянного тока и тележку выкатывают из-под электровоза.
Выкаченную тележку устанавливают на разборочной площадке. Раму электровоза опускают шкворнями (пятами) на подставки или технологические тележки, чтобы частично разгрузить консоли электрифицированных домкратов
1.1.4 Разборка рамы тележки
1.1.4.1 Снять детали тормозной рычажной передачи:
- отвернуть гайки и ослабить регулировочные винты в проушинах тяг;
- cнять с тормозных тяг скобы предохранительных тросиков;
- извлечь валики из шарнирных соединений поперечен продольными тягами с одной стороны;
- снять предохранительную планку и кронштейн пескопроводных труб с другой стороны;
- извлечь валик из шарнирных соединений поперечин продольными тягами с одной стороны;
- вынуть поперечины из подвесок предварительно повернув их в вырезах подвесок;
- отвернуть регулировочные болты;
- вынуть клинья из тормозных башмаков и снять тормозные колодки.
1.1.4.2 C нять тяговые электродвигатели в подвесок, для чего по каждому электродвигателю необходимо выполнить следующие операции:
- поддомкратить тяговый электродвигатель и сжать верхнюю резиновую шайбу подвески;
- расшплинтовать и отвернуть гайку подвески, после чего снять металлический диск и нижнюю резиновую шайбу;
- отвернуть и снять предохранительный упор с носика остова тягового электродвигателя.
1.1.4.3 Разъединить фланец кожухов тяговых редукторов и слить в бачок масло
1.1.4.4 O свободить рессорное подвешивание
- расшплинтовать гайки и свинтить их с рессорных стоек (подвесок).
1.1.4.5 C нять крепеж буксовых поводков от рамы тележки:
- для этого зачалить раму тележки за проушины шкворневой балки и приподнять ее мостовым краном над колесными парами, так чтобы клиновидные хвостики валиков поводков вышли из пазов рамы. Для высвобождения поводка рекомендуется вставить клин между валиком и пазом в раме и сдвинуть немного ниже поводка.
1.1.5 Очистка рамы тележки
От гряземаслянных отложений раму тележки с деталями рычажной передачи и другими ранее снятыми с неё деталями очищают в моечной машине тип А2691. Рабочее место тип А2691 предназначено для мойки крупногабаритных изделий (рам тележек электровозов ВЛ10, ВЛ11, ВЛ80, кожухов, зубчатых передач, тормозных тяг ,рессор).
В состав рабочего места входят:
- камера моечная;
- камера агрегатная;
- шкаф управления;
- тележка транспортная;
- привод;
- натяжник;
- бак с установленным на нем насосом;
- моечная машина высокого давления;
- фундамент.
Камера моечная представляет собой конструкцию каркасного типа. Обшивка моечной камеры комбинированная, состоящая из панелей оцинкованной стали с полимерным покрытием и панелей прозрачного пластика. Прозрачный пластик устанавливается в верхней части камеры. Моечная камера оборудована вентиляцией, освещением и по торцам секционными воротами.
Внутри камеры вдоль боковых стен проложены трубы с отводами для подсоединения обмывочного пистолета. Каждый отвод состоит из шарового крана высокого давления и быстроразъемного соединения. Камера крепится к полу анкерными болтами.
Камера агрегатная представляет собой конструкцию каркасного типа. Обшивка камеры состоит из панелей оцинкованной стали. Камера имеет дверь с торцевой стороны. Внутри камеры установлена трехфазная розетка для подвода электропитания к мониторной моечной машины, а также подведена труба для подачи водопроводной воды с установленным на ней шаровым краном и фильтром.
Тележка транспортная представляет собой сварную раму из швеллеров, на которой крепятся четыре стойки для установки обмываемого изделия, а также кронштейны для закрепления каната.
Приводная станция представляет собой двухбарабанную лебедку. Натяжник выполнен в виде передвижного блока, который может перемещаться с помощью винта.
Бак для сбора отработанного раствора сваривается из листовой стали и имеет ступенчатую форму. В задней стенке бака имеется отверстие для слива отработанного раствора из моечной камеры. На выступающей части бака предусмотрено место для установки погружного электронасоса (ГНОМ 10-10Т) для откачки раствора из бака в очистные сооружения. На передней стенке бака установлены датчики уровня жидкости для автоматизации процесса управления включением насоса. Бак закрывается крышкой и имеет скобы для транспортировки.
Моечная машина высокого давления представляет собой насосный агрегат, оборудованный специальными системами нагрева воды, подачи моющих средств, автоматики и защиты. Характерной особенностью агрегатов является высокое давление струи воды, что позволяет за счет механического воздействия струи удалить практически все имеющиеся эксплуатационные загрязнения.
Самовсасывающая система позволяет подключить агрегаты к любым источникам воды. Моечные агрегаты оснащены встроенной системой инжектирования специальных химических растворов.
В качестве наносимого моющего средства используются растворы щелочных препаратов ФМС-Щ, ТИСС (ТОО «Хемолюкс» г. Москва), Темп 100 и Темп 200 (ООО «Экохиммаш г. Буй Костромской обл.), РИК-1, ВУК (ООО «Рикотех», г. Пермь), МДС-ЖТ (г. Тула).
Работа на рабочем месте для мойки крупногабаритных изделий осуществляется следующим образом:
- подготовить к работе мониторную моечную машину, расположенную в агрегатной камере;
- включить вентиляцию в агрегатной камере;
- включить освещение в моечной камере;
- открыть секционные ворота с обеих сторон моечной камеры;
- выкатить транспортную тележку в нужном направлении;
- установить обмываемое изделие на транспортную тележку при помощи грузоподъемного механизма.
Раму тележки установить на предназначенные для этого опоры. Другие обмываемые изделия уложить в специальные контейнеры, которые должны быть изготовлены потребителем.
- включить привод перемещения тележки и закатить ее вместе с обмываемым изделием в моечную камеру;
- включить вытяжную вентиляцию в моечной камере;
- зайти в моечную камеру и закрыть секционные ворота;
- взять распылительный пистолет и произвести обмывку изделия.
Время обмывки различных изделий определяется в процессе эксплуатации в зависимости от степени загрязнения и эффективности применения технического моющего средства.
По окончании обмывки открыть секционные ворота, выключить вентиляцию, выкатить обмываемые изделия на тележке из моечной камеры и при помощи грузоподъемного устройства отправить его на ремонт.
Ремонтная позиция №1
Расположена в западной части сквозного пути № 13 пятого корпуса. Позиция оборудована с двух сторон эстакадами для подъема в кузов и на крышу электровоза, восемью домкратами УДС-160МА, обслуживается двумя мостовыми кранами грузоподъёмностью 10т и одним грузоподъёмностью 30т. Имеется источник переменного тока U- 380В.
На ремонтной позиции выполняют следующие операции:
- прогревают тяговые двигатели электровоза (в холодное время года, путем обдува ТЭД вентиляторами электровоза от постороннего источника переменного тока U - 380В);
- разъединяют секции;
- расставляют секции для подъема кузова;
- производят выкатку тележек от постороннего источника постоянного тока U-75В, снимают электрооборудование;
- производят демонтаж подкузовного и автосцепного оборудования;
- осматривают и ремонтируют несъемное оборудование, шинный монтаж, кондуиты;
- начинают установку переходного оборудования;
- производят подкатку отремонтированных тележек в сборе с КМБ с последующим опусканием кузова электровоза.
На 1-ю ремонтную позицию электровоз подается маневровым тепловозом с восточной стороны корпуса после ссыпки песка и очистки внутрикузовного оборудования от пыли на подготовительной позиции. При помощи домкратов грузоподъемностью 40т кузов электровоза поднимают и выкатывают в восточную сторону тележки.
После выкатки тележек производится ремонт подкузовного и автотормозного оборудования, демонтаж электрического и пневматического оборудования.
Демонтированное автотормозное и электрическое оборудование после дополнительной очистки доставляется для ремонта в автоматный и электроаппаратный цеха. Вспомогательные электрические машины, редуктора моторкомпрессоров, гидравлические гасители колебаний, компрессора, воздушные резервуары и тяговые трансформаторы поступают в отделения и на участки по ремонту соответствующего оборудования, расположенные в пятом корпусе, для проведения ремонта.
Ремонт тележек
Ремонт тележек выполняется на следующих позициях:
1. Позиция разборки. Размещена на сквозном 13 пути 5 корпуса с восточной стороны. На позиции выполняются предварительная разборка, заключающаяся в демонтаже рамы тележки с колесно-моторных блоков.
2. Позиция обмывки. Освобожденные от колесно-моторных блоков тележки, мостовым краном подаются на позицию обмывки, в моечную машину А 2691.
3. Позиция полной разборки. Вымытую раму мостовым краном устанавливают на позицию полной разборки. На позиции, с помощью кантователя ММ117, раму поворачивают в неходовое положение (поворачивают на 180 град), демонтируют навесное оборудование. Снятые детали направляют в ремонт.
4. Позиция дефектовки. После демонтажа оборудования раму мостовым краном устанавливают на позицию дефектовки. Позиция связана локальной вычислительной сетью со станцией испытания электровозов. На позиции дефектовки выполняются следующие работы:
- Проверка геометрических параметров рам тележек. Проверка выполняется с помощью «Системы лазерного контроля геометрических параметров рам тележек электровозов» ЛИС-РТТ-3 в неходовом, перевернутом на 180 0 , положении рамы;
- Ультразвуковой контроль металла рамы.
5. Позиция ремонта и сборки. После выполнения работ по дефектовке раму мостовым краном передают на автоматическую позицию ремонта и сборки тележек А1331.205М 00.01. На позиции выполняются:
- сварочные работы, устранение выявленных дефектов.
- монтаж навесного оборудования.
- окраска и сушка рам тележек.
- монтаж рамы тележки на колесно-моторные блоки.
6. Позиция отремонтированных тележек. После сборки, тележку мостовым краном перемещают на позицию накопления отремонтированных тележек. Отремонтированные тележки мостовым краном устанавливают на сквозной 13-ый путь 5-ого корпуса и подкатывают под электровоз.
После подкатки тележек электровоз перемещают на 2-ю ремонтную позицию - смотровую канаву № 2.
Передвижение электровоза по ремонтным позициям 5-го корпуса, выкатке, подкатке тележек и передвижение тележек по накопительным позициям производится от низковольтной системы ввода и вывода. Питание системы ввода и вывода осуществляется от деповской сети постоянного тока U-75 В.
Ремонтная позиция №2
Расположена в центральной части сквозного пути № 13 пятого корпуса. Позиция оборудована с двух сторон эстакадами для подъема в кузов и на крышу электровоза, восемью домкратами УДС-160МА, обслуживается двумя мостовыми кранами грузоподъёмностью 10т и одним грузоподъёмностью 30т.
На ремонтной позиции выполняют следующие операции:
- производят сцепку электрических и пневматических межсекционных соединений;
- заканчивают установку переходного оборудования;
- заканчивают ремонт несъемного оборудования;
- ремонтируют кузов, выполняют столярные работы.
На позиции заканчивают работы по ремонту несъемного оборудования, монтажу переходного оборудования, производят сцепку электрических и пневматических соединений.
Готовый электровоз маневровым тепловозом перемещают на 10 смотровую канаву 4-го корпуса на «Станцию испытания локомотива», для проведения выходной диагностики, развески экипажной части с целью создания электронного паспорта электровоза а также стационарных испытаний.
После чего на тракционных путях 4-ого корпуса (с восточной стороны) производятся испытания электрического и пневматического оборудования электровоза при работе под напряжением контактной сети 25кВ.
По окончании текущего ремонта ТР-3 электровоз должен быть принят старшим мастером и приемщиком локомотивов с опробованием работы пневматического, электропневматического и электрического тормозов и электрических цепей в тяговом и тормозном режимах при управлении с обеих кабин машиниста (в том числе на электровозах, соединенных для работы по системе многих единиц). Дальнейшее испытание электровоза производится обкаткой резервом или с поездом на расстоянии не менее 40-50 км. Окончательная приемка электровоза оформляется после обкатки актом формы ТУ-31 за подписями начальника депо по ремонту, старшего мастера и приёмщика локомотивов.
1.2 Определение основных показателей работы ремонтного подразделения
1.2.1 Определение годовой производственной программы ремонтного подразделения
Годовая производственная программа ремонтного подразделения рассчитывается на основе годовой программы ремонта электровозов Ρплί, рам
Ρплί=Кнп κ М тр-3,
где κ – число агрегатов (узлов) на одной секции электровоза, шт ;
М тр-3 = 61 – годовая программа ТР-3 ремонта электровозов в физических единицах.
Результаты расчета оформляются в виде таблицы 1.1
Таблица1.1 - Годовая производственная программа тележечного участка для электровозов ВЛ80 ( ТР-3 - 61 единица)
№ п/п |
Наименование узлов, ремонтируемых в отделении | Количество узлов на одной секции | Годовая программа участка по видам ремонта | Неплановые ремонты | Общая годовая программа | |||
| ТР-3 | ТР-2 | ТР-1 | ТО-3 | |||||
| 1 | Тележка | 2 | 244 | - | - | - | - | 244 |
1.2.2 Режим работы и фонды рабочего времени
Под режимом работы подразделения понимается количество рабочих дней в году, количество рабочих смен в сутки, длительность смены в часах.
Годовой фонд времени работы ремонтного подразделения F рп, ч определяется по формуле
F рп = (D р t s - h t n) S,
где D р = 366 – 104 – 16 = 246 – число рабочих дней в году при 5-дневной рабочей
неделе;
t s = 8 – продолжительность рабочей смены, ч ;
h = 8 - числопраздничных дней в году;
t n = 1 – время, на которое сокращается продолжительность смены в
праздничные дни, ч ;
S = 1 – число рабочих смен в рабочих сутках.
F рп = (246*8 – 8*1)*1 = 1960 ч.
Годовой фонд времени работы оборудования F о в часах рассчитывается по формуле
F о = F рп φ о,
F о = 1960*0,96 = 1881,6 ч.
где φ о = 0,96 – коэффициент, учитывающий простой оборудования в плановом ремонте.
Годовой фонд времени рабочего в часах, при определении списочного F рс и явочного F ря количества рабочих определяется по формулам
F рс = [(D p – D o ) t s – h t п ] fo,
где D o = 24 – продолжительность очередного отпуска рабочего в рабочих днях;
fo = 0,95 – коэффициент, учитывающий отсутствие рабочего на работе по уважительным причинам.
F рс = [(246 – 24)*8 -8*1]*0.95 = 1679,6 ч.
F ря = D p t s – h t п ,
F ря = 246*8 – 8*1 = 1960 ч.
Расчет годовых фондов времени работы цеха по ремонту тележек, рабочих и оборудования приведен таблице 2.2.
Таблица 2.2 - Годовые фонды времени работы цеха по ремонту тележек, оборудования и рабочих на 2008 год
| Наименование | Размерность | одно-сменный | ||
| Число календарных дней в году, Dк | дни | 366 | ||
| Число выходных дней, Dв | дни | 104 | ||
| Число праздничных дней, Dпр | дни | 16 | ||
| Число рабочих дней, Dр = Dк - Dв - Dпр | дни | 246 |
||
| Число предпраздничных дней, h | дни | 8 | ||
| Время сокращения смены, tп | ч | 1 | ||
| Число смен,S | шт | 1 | ||
| Продолжительность сменыts | ч | 8 | ||
Годовой фонд работы подразделения, Fрп |
ч | 1960 | ||
| Коэффициент простоя оборудования, φо | - | 0,96 | ||
| Годовой фонд работы оборудования,Fo | ч | 1881,6 | ||
| Продолжительность отпуска, Do | дни | 24 | ||
| Коэффициент отсутствия, fo | - | 0,95 | ||
Годовой фонд времени списочных рабочих, Fрс |
ч | 1679,6 | ||
Годовой фонд времени явочных рабочих, Fря |
ч | 1960 | ||
1.2.3 Определение величины технологического процесса
Для ритмичной работы цеха необходимо иметь оборотный фонд исправных агрегатов и узлов (технологический и страховой запасы).
Технологический запас (Т3 ) создается для сокращения производственного цикла ремонта базового объекта (тепловоза, дизеля, тележки и т. д.) в тех случаях, когда время, затрачиваемое на ремонт узла, превышает срок, предусмотренный графиком сборки тепловоза.
Технологический запас ТЗ в единицах при ремонте ТР-3определяется по формуле
ТЗ = (Т1-Т2)Мтр-3 K / Fо ,
где Т1 – время продолжительности ремонта снимаемого узла, ч ;
Т2 - время с момента снятия объекта до постановки, ч ;
K = 2 – количество однотипных сменных объектов на секцию тепловоза.
Продолжительности Т1 и Т2 берутся из таблицы 2.3.
Таблица 2.3 - Время Т1 и Т2 применяемое в цехе ТР-3
| Объекты ремонта | Продолжительность ремонта Т1, ч | Время на снятия объекта и постановку Т2, ч |
| Тележка | 60 | 36 |
ТЗ = (60 – 36)*61*2 / 1881,6= 1,56 шт.
1.2.4 Расчет потребного штата ремонтного подразделения локомотивного депо
Расчет потребной численности производственной рабочей силы, необходимой для ремонта тепловозов и его узлов, выполняется в соответствии с годовой программой ремонта и трудоемкостью работ, т. е. затратой рабочей силы в человеко-часах на единицу ремонта.
Явочное количество производственных рабочих всех профессий ремонтного подразделения К ря, чел определяется по формуле
К ря = М тр-3 Ч ч / F ря,
где Ч ч = 100 – затрата чел.-ч на секцию.
К ря = 122*100 / 1960= 7 чел.
Списочное (штатное) количество рабочих ремонтного подразделения, в которое входят и рабочие, находящиеся в отпуске, командировке, больные и т.д. определяется по формуле
К рс = М тр-3 Ч ч / F рс,
К рс = 122*100 / 1679,6 = 7 чел.
К вр = 7*0,15 = 1 чел.
Итого 7+1 = 8 чел.
1.3 Организация производственного процесса в ремонтном подразделении
Схема разборки рамы тележки представлена на рисунке 1.4

Рисунок 1.4 – Схема разборки рамы тележки
1.3.1 Контроль состояния рамы тележки и методы устранения дефектов
1.3.1.1 Дефект – трещины
Трещины появляются главным образом в зонах высоких механических нагрузок и в зонах концентрации напряжений. Трещины выявляются визуальным методом и методом цветной дефектоскопии. Визуальный метод заключается в осмотре рамы тележки невооружённым взглядом. В отдельных случаях применяются лупы 5…10ти кратного увеличения. Цветная дефектоскопия применяется для контроля состояния деталей из черных и цветных металлов, которые имеют трещины, выходящие на поверхность. В основе метода лежит способность некоторых жидкостей, имеющих чрезвычайно высокую капиллярность, слабое поверхностное натяжение и малую вязкость, проникать в самые тончайшие трещины. На раму тележки после очистки и обезжиривания наносят проникающую жидкость. По истечении 5 – 10 минут, когда жидкость проникнет глубоко в трещины и поры, раму промывают проточной холодной водой или 5%ым раствором кальцинированной соды. Затем раму сушат и покрывают мелким сухим микропористым порошком силикагеля или водным раствором каолина или мела (на 1л. воды – 600…700 грамм каолина или 300…400 грамм мела). Нанесенный на деталь каолин или мел должен высохнуть. Если трещина, то проникающая жидкость из неё под действием капиллярных сил заполняет микропоры силикагеля (каолина или мела), который действует, как промокательная бумага. В результате над трещиной появляется цветная линия, копирующая форму и размеры трещины. По ширине этой линии (жилки) судят о глубине трещины – чем она шире, тем глубже трещина. В качестве проникающей жидкости может служить состав, приготовленный из 80% керосина, 20% скипидара и 15 грамм краски “Судан - 4” на 1 литр смеси. Можно применять состав из 75% керосина, 20% трансформаторного масла и 5% антраценового масла, и другие составы. Наиболее активными индикаторами являются составы тубикол и норикол. При заварке трещин в сварных швах рамы тележек без выхода на основной металл необходимо концы трещин засверлить сверлом диаметром 3 – 5 мм с раззенковкой отверстий; трещину разделывают пневматическим зубилом по всей длине под V-образный шов, при этом старый металл должен быть полностью удалён. Заварку всех трещин на раме производить электродами типа Э42А, Э46А или Э50А в нижнем и вертикальном положении, потолочная сварка не допускается. Род тока – постоянный, обратной полярности. Диаметр электродов 3, 4, 5 мм. При заварке металл вблизи трещины должен быть нагрет газовой или нефтяной горелкой до температуры 300 – 4000 С. После заварки с целью снятия внутренних напряжений производят нормализацию сварного шва, для чего металл медленно прогревают до температуры 6000 С, и ещё медленнее охлаждают, защитив нагретое место асбестовой изоляцией. По окончании сварочных работ шов зачищают шлифовальной пневматической машинкой. При заварке сквозных трещин и варке вставок в боковину рамы трещины разделывают газовым резаком с последующей разделкой мест пневматическим зубилом Х-образно. При больших зазорах разрешается вваривать вставки из стали Ст3. Заварку трещин, разделанных Х-образно, рекомендуется выполнять одновременно двум сварщикам – по одному с каждой стороны полотнища рамы. После заварки зазора слои должны накладываться вертикально снизу-вверх, каждый слой должен защищаться.
1.3.1.2 Дефект - износ шкворневого устройства
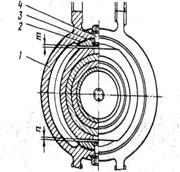 |

1 – брус шаровой связи; 2 – прокладки; 3 – сегментообразные упоры; 4 – валики; 5 – пробка; 6 – крышка; 7 – масло; 8 – болты; 9 –пружинные шайбы; 10 – латунная втулка; 11 – корпус; 12 – шар; 13 – шкворень; 14 – прокладка.
Рисунок 2.5 - Шкворневой узел в сборе
Диаметр шара по наружной поверхности должен быть в эксплуатациименее 217 мм. Износ сегментообразных упоров допускается не более 2 мм, а зазор между ними и корпусом, который регулируют путем постановки прокладок, не более 1,5 мм. Суммарный зазор между шаром и вкладышем, а также между упоромивтулкой в шкворневом брусе не долженбыть в эксплуатации более 2 мм. Проверить в брусе шаровой связи резьбу М12 для крепления крышки и резьбу М30 для крепления стаканов противоотносного устройства.
1.3.1.3 Дефект – износ поверхности кронштейна подвески ТЭД
Износ выявляется микрометрическим методом. Для этого следует использовать микрометрический нутромер. Нутромер помещается между накладками в поясе а-а, который будет располагаться по широкой стороне подвески. Размер должен быть не более 311мм.
Старые накладки срубаются с помощью пневматического зубила, затем необходимо зачистить место крепления накладок заподлицо с основным металлом шкворневого узла, используя пневматическую шлифовальную машинку и набор напильников по металлу. Новые накладки привариваются электродами типа Э50 или Э50А, диаметром 4мм, в нижнем и вертикальном положении. Род тока постоянный, обратной полярности.
По окончании сварочных работ шов зачищают шлифовальной пневматической машинкой.
1.3.1.4 Дефект – износ кронштейнов люлечного подвешивания
При износе кронштейнов под люличное подвешивание в поперечном сечении свыше 10% они восстанавливаются наплавкой с последующей механической обработкой до чертежных размеров.
1.3.1.5 Дефект – износ клиновых в кронштейнах буксовых поводков
Износ проверяется пазовым шаблоном рисунок 2.6.
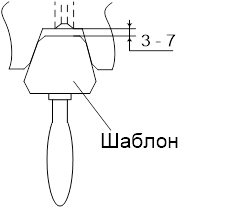
Рисунок 1.6 – Схема проверки износа клинового паза при помощи шаблона
Шаблон помещается в клиновый паз, затем визуально проверяют прилегание боковых поверхностей клина к стенкам паза рамы тележки. Площадь прилегания должна быть не менее 50%. Также щупом проверяется зазор между горизонтальными поверхностями клина шаблона и паза в раме тележки. Перед проверкой напильником необходимо обработать боковые поверхности клинового паза для устранения заусенцев и задиров металла.
Устранение износа можно произвести методом наплавки порошковой проволокой ПП – ТН 250 полуавтоматической наплавкой.
Наплавляемая поверхность должна быть предварительно очищена от грязи, масла, ржавчины до основного металла.
Для наплавки можно использовать шланговый полуавтомат типа А – 1197П. Наплавка производится на постоянном токе обратной полярности 500А, в нижнем положении, диаметр проволоки 5мм.
Порошковая проволока обеспечивает получение плотного, хорошо сформированного слоя наплавленного металла при хорошей отделимости шлаковой корки и небольшом разбрызгивании.
Большим преимуществом при сварке открытой дугой является возможность управлять ею, что имеет особое значение при наплавке конусной поверхности кронштейна буксового поводка.

Рисунок 1.7 – Полуавтомат А – 1197П
На рисунке 1.7 представлен механизм подачи порошковой проволоки. полуавтомат А – 1197П состоит из привода и приставки. Привод состоит из замедляющего редуктора и электродвигателя постоянного тока. Движение от электродвигателя на ведущую шестерню передаётся по цепи, состоящей из двух червячных и одной цилиндрической пары шестерен, которая вынесена из редуктора и закрыта крышкой. При необходимости повышения верхнего предела скорости подачи проволоки достигается путем перестановки шестерен. На приводе расположены: а) разъем для подключения пусковой кнопки, вмонтированной в рукоятку держателя; б) разъем для подключения отсекателя газа; в) кнопка толчковая для заправки электродной проволоки в держатель; г) тумблер, определяющий направление вращения двигателя; д) разъем для подключение проводов управления, идущих от шкафа.
Приставка представляет собой основание, в проушинах которого закреплены на осях два рычага, несущие верхние шестерни и ролики. Приставка устанавливается на прилив механизма подачи на изоляционной втулке. Это необходимо, чтобы изолировать подающие ролики от корпуса привода, что позволяет устанавливать механизм подачи непосредственно на свариваемое изделие. Электродная проволока подается двумя парами роликов, все четыре ролика - ведущие. Это позволяет, сохранив усилие проталкивания, уменьшить деформацию порошковой проволоки.
Катушка с тормозом разработана под стандартные мотки сплошной проволоки. Катушка напевается на тормоз, а тормоз крепится болтами на кронштейн. Полуавтомат снабжается двумя катушками для сплошной проволоки: одна из них находится в работе, а вторая служит для предварительной зарядки проволокой. Зарядку катушки производят на специальном станке. Полуавтомат снабжается редуктором 7, фигуркой 4 для электродной проволоки, служащей для укладки бухты. Фигурка снабжается прижимным диском и тормозом и имеет возможность вращения вокруг вертикальной оси.
Тележка 3 установлена на подставке 2 и рассчитана на использование тогда, когда необходимо частое перемещение полуавтомата. В этом случае на ней устанавливается механизм подачи и фигурка для электродной проволоки. Кронштейн предназначен для работы в стационарных условиях. На нем устанавливается механизм подачи и катушка для сплошной проволоки.
Полуавтомат имеет два типа сварочных горелок (держателей) 6, одна из которых предназначена для сварки в среде углекислого газа, а другая - для сварки открытой дугой и под флюсом. Оба типа горелок молоткового типа, рассчитанные на сварочный ток 500А без водяного охлаждения. Сварочный ток подается по отдельному токоподводу с сечением кабеля 70 мм . Параллельно токоподводу расположены провода управления и направляющий канал марки КНУ-3,2 для подачи электродной проволоки. Длина шлангов сварочных горелок 3,7 м.
Шкаф управления 1 служит для обеспечения питания привода полуавтомата, подогревателя 8 и отсекателя газа, а также для управления процессом сварки и плавного регулирования скорости подачи электродной проволоки. В шкафу управления размещены: привод тиристорный; силовой контактор; реле пуска сварки; контактные устройства для подключения сети, цепей управления, сварочное цепи и заземления. На дверях шкафа установлены амперметр и потенциометр для регулирования скорости подач! электродной проволоки.
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки а также дистанционное управление этим процессом. Двигатель подачи электродной проволоки получает питание и управляется при помощи тиристорного привода, который дает возможность регулировать скорость подачи проволок в диапазоне 1 к 10. Подача напряжения в электрическую схему осуществляется через источник сварочного тока - сварочный преобразователь ПСО-500. При этом включается подогреватель газа и запитывается обмотка возбуждения двигателя подающего механизма.
При нажатии на кнопку, находящуюся на горелке, срабатывает реле, которое своими нормально-открытыми контактами включает сварочный контактор и отсекатель газа, а нормально-закрытыми контактами размыкает шунтирующую цепь якоря двигателя. При этом происходит подача электродной проволоки и защитного газа в зону сварки. Начинается процесс сварки, который продолжается до тех пор, пока замкнута кнопка на горелке (держателе). При размыкании этой кнопки реле обесточивается и отключает контактор, который в свою очередь отключает двигатель подачи электродной проволоки и отсекатель газа.
Процесс сварки прекращается, и схема приходит в исходное состояние. Контроль за величиной, сварочного тока производится по амперметру, установленному на шкафу управления. После восстановления наплавкой требуется произвести точную проточку клинового паза под поводки.
1.3.1.6 Комплектование, сборка и монтаж узла
Перед сборкой все детали должны быть очищены от загрязнений, осмотрены на предмет обнаружения трещин, проверены в соответствии с таблицей допускаемых размеров, при необходимости отремонтированы или заменены новыми.
1.3.1.7 Установка поводков на раму тележки
Завести верхние поводки в зевы кронштейнов рамы тележки, затянуть крепёжные болты и застопорить их от проворачивания к кронштейну вязальной проволокой. Момент затяжки болтов 150 Нм (150МПа).
1.3.1.8 Соединение собранной рамы тележки с колёсно-моторными блоками
КМБ устанавливают на подъёмнике. На крыльях корпуса каждой буксы размещают ранее подобранные и предварительно стянутые технологическими болтами пружинные комплекты с опорами и пластинами.
После проверки правильности посадки на место пружин рессорного подвешивания заводят концы короткого валика верхних буксовых поводков в гнёзда корпусов букс и предварительно закрепляют их болтами. Вывёртывают технологические болты и распускают пружинные комплекты. Отвёртывают гайки стяжных болтов пружинных подвесок ТЭД до упора в шплинты. Монтируют последовательно короткие валики нижних буксовых поводков в гнёздах корпусов букс, а затем длинные валики в гнёздах рамы тележки. Зазор между хвостовиками валиков буксовых поводков и дном гнезда допускается не менее 1мм.
Правильность сборки рессорных комплектов можно установить лишь после подкатки тележек под электровоз и взвешивания электровоза по величинам нагрузок от осей колёсных пар на рельсы.
Схема сборки рамы тележки представлена на рисунке 1.8

Рисунок 1.8 – Схема сборки
1.4 Сетевой график производственного процесса
Сетевой график – это информационная математическая модель, которая с математической точки зрения является направленным графом, дает наглядное представление об организации производственного процесса во времени и позволяет рассчитать все необходимые ресурсы на его выполнение. Сетевая модель изображается в виде совокупности ограниченного числа кружков, попарно соединенных между собой дугами.
Оперограмма производственного процесса – это документ, определяющий состав производственных операций по каждому элементу ремонтируемого агрегата.
Таблица 1.4 - Оперограмма производственного процесса

Сетевой график производственного процесса представлен на рисунке 1.9.

Рисунок 1.9 - Сетевой график производственного процесса
Выводы
ремонтное подразделение тележка локомотив
Содержанием работы локомотивного хозяйства как отрасли железнодорожного транспорта является:
– обеспечение грузовых и пассажирских перевозок по железным дорогам исправным локомотивным парком;
– проведение мероприятий, направленных на точное выполнение расписания и графика движения поездов в части, касающейся локомотивного хозяйства;
– обеспечение безопасности движения поездов и соблюдение установленной продолжительности непрерывной работы локомотивных бригад;
– внедрение наиболее совершенных технологических процессов и передовых методов труда при эксплуатации и ремонте локомотивов;
– разработка и проведение мероприятий по содержанию в исправном состоянии всех зданий, устройств и технологического оборудования локомотивного хозяйства с обеспечением их рационального использования,необходимого усиления и дальнейшего развития;
– разработка и проведение мероприятий по повышению квалификации эксплуатационного и ремонтного персонала локомотивного хозяйства;
– разработка и проведение мероприятий по обеспечению рентабельности деповского хозяйства и снижению себестоимости производства.
Для повышения эффективности и качества работы всех служб железнодорожного транспорта Правительством РФ утверждена Программа поэтапной реформы отрасли.
Размещено на http://www.
Похожие рефераты:
Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
Вагонное хозяйство железных дорог
Технологический процесс ремонта тележек модели 18-100
Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-1М
Разработка ресурсосберегающих технологий и режимов на городском электрическом транспорте
Проект вагонного участка по ремонту систем кондиционирования воздуха пассажирских вагонов
Колёсные пары электровоза ВЛ-80
Технология ремонта автосцепки СА-3
Организация работы колесного участка с внедрением очистки колесных пар