| Скачать .docx |
Курсовая работа: Турбокомпрессор ТКР-23 дизеля М-756 тепловоза
Содержание
1. Устройство и ремонт системы наддува отработанных газов дизеля М -756
1.1 Турбокомпрессор
1.2 Разборка
1.3 Дефектация
1.4 Ремонт
1.5 Сборка
1.6 Впускные коллекторы
1.7 Разборка и дефектация
1.8 Ремонт и сборка
1.9 Выпускные коллекторы
1.10 Разборка и дефектация
1.11 Ремонт и сборка
2. Промывка секций холодильника
3. Организация ремонта
4.0 Приемка в ремонт
5.0 Разборка, подготовка к ремонту
5.1 Очистка деталей от загрязнений
6. Техника безопасности при ремонте системы надува и выпуска газов дизеля М-756
6.1 Требования безопасности во время работы
6.2 Требования безопасности в аварийных ситуациях
6.3 Требования безопасности по окончании работ
7. Организация рабочего места ремонта турбокомпрессора
8. Перечень используемого оборудования
9. Расчет стоимости рабочей силы при ремонте турбокомпрессора
Список литературы
1. Устройство и ремонт системы наддува отработанных газов дизеля М -756
1.1 Турбокомпрессор
Турбокомпрессор предназначен для повышения давления воздуха, нагнетаемого в цилиндры дизеля с целью увеличения мощности дизеля и улучшения теплового процесса.
Воздух сжимается центробежным компрессором, получающим энергию от центростремительной газовой турбины, работающей в импульсном потоке выпускных газов дизеля. Газ к турбине подводится по четырем трубопроводам от разделенных выпускных коллекторов. Каждый коллектор объединяет три цилиндра.
Турбокомпрессор

При соответствующей регулировке фаз газораспределения в момент перекрытия клапанов давление нагнетаемого воздуха выше давления выпускных клапанов газов перед турбиной, что обеспечивает продувку цилиндров, лучшую их очистку, увеличивая тем самым коэффициент полезного действия дизеля.
В турбокомпрессоре три основных узла: центробежный компрессор, центростремительная турбина и корпус подшипников, в которых устанавливается вал турбокомпрессора. Центробежный компрессор состоит из полузакрытой крыльчатки корпуса с вставкой и входного патрубка, изготовленных из алюминиевого сплава. Колесо компрессора 9 установлено на шлицевой конец вала ротора 10, затянуто гайкой 6 и застопорено шайбой. Безлопаточный диффузор компрессора образован торцовыми стенками корпуса подшипников 11 и вставкой 8. Корпус компрессора 7 имеет улитку с двумя подводами воздуха к всасывающим коллекторам дизеля и крепится шпильками к корпусу подшипников. Впускной патрубок компрессора 3 крепится на фланце корпуса компрессора.
Рабочее колесо турбины 20 полуоткрытого типа с радиальными лопатками, изготовлено методом точного литья из жаропрочной стали и закреплено на валу сваркой. Корпус турбины 12, отлитый из жаропрочного чугуна, имеет фланцы со шпильками для крепления газоподводящих и выпускного патрубков 15. Сопловой венец 13 изготовлен из жаропрочной стали.
В корпусе подшипников 11, отлитом из алюминиевого сплава, запрессована стальная втулка 24, в которую с зазором вставлены плавающие бронзовые втулки 21, выполняющие роль скользящих опорных и упорных подшипников ротора турбокомпрессора.
Ротор турбокомпрессора, т. е. вал с собранными на нем колесами турбины и компрессора, перед установкой в корпус подшипников подвергается динамической балансировке.
По трубке от наружного масляного трубопровода дизеля масло поступает к подшипникам (по сверлению в их корпусе), а оттуда сливается в нижнюю часть кронштейна турбокомпрессора и в нижний картер дизеля. Подшипники от газовой и воздушной полостей турбины и компрессора отделяют лабиринтные уплотнительные кольца 14 и 25. Корпус подшипников охлаждается водой, которая поступает во внутреннюю полость корпуса через два боковых отверстия 19 и отводится через патрубок 18, расположенный в верхней части корпуса.
Выпускной патрубок 15 в центре имеет резьбовое отверстие 16 для замера давления газа за турбиной, а внизу отверстие с фланцев и шпильками для подсоединения трубы, отводящей несгоревшие продукты в газах. Снаружи на выпускной патрубок установлен экран 17.
Кронштейн представляет собой отливку из алюминиевого сплава с центрирующим пояском и фланцем для крепления к картеру дизеля. На опорный фланец сверху кронштейна устанавливают турбокомпрессор, который крепят лапами 10 к раме дизеля. В расточке центральной части кронштейна установлен стакан 2 с подшипниками и валом 4 дополнительного отбора мощности для привода вспомогательных агрегатов тепловоза. Вал дополнительного отбора мощности соединен с коленчатым валом дизеля рессорой 6. Стакан подшипников закрыт крышкой 5 с сальником. В крышке 5 и в стакане 2 имеется сверление для подвода масла из магистрали дизеля.
В верхней части кронштейна замкнутые полости А сообщаются отверстием 7 с картером дизеля. Полости А через отверстия Б подсоединены к трубам отсоса газов из картера. Кронштейн сбоку имеет фланец со шпильками для установки патрубка 11 слива масла из турбокомпрессора в нижнюю часть и далее по отверстию Б в нижний картер дизеля. Отверстие 9 с другой стороны кронштейна служит для замера давления в картере дизеля.
1.2 Разборка
Перед разборкой турбокомпрессор тщательно очищают от грязи, отмечая следы подтеканий масла, воды, утечки газов или воздуха. Снимают впускной патрубок компрессора 3, выпускной патрубок турбины 15 и экран 17. Проверяют метки взаимного расположения корпусов турбины 12, компрессора 7 и подшипников 11; при отсутствии меток перед разборкой ставят их.
Отвернув гайки крепления, снимают корпус компрессора с помощью трех отжимных винтов, устанавливаемых в отверстия во фланце корпуса подшипников, а затем кольцо диффузора с прокладкой. Турбину снимают с помощью трех винтовых домкратов, прилагаемых к каждому турбокомпрессору как специальный инструмент.
Кронштейн турбокомпрессора

Кронштейн турбокомпрессора

Затем снимают сопловой венец 13 и колесо компрессора 9, предварительно отвернув гайку 6. Перед снятием колеса компрессора, если нет меток на колесе 9 и на валу ротора 10, наносят их. После этого снимают уплотнительное кольцо 25, поставив метку на наружную торцовую поверхность кольца, если ее нет. Проверяют также метки на уплотнительном кольце компрессора, установленного на валу ротора, после чего снимают это кольцо.
Вынимают ротор из корпуса подшипников и обе бронзовые втулки; при отсутствии меток на втулках, определяющих расположение втулок в корпусе подшипников, наносят их на наружную цилиндрическую поверхность упорного буртика втулки. Отвертывают винты крепления уплотнительного кольца турбины 14 и снимают его, поставив метки на наружную торцовую поверхность кольца. Стальную втулку 24, заглушки и стопоры из корпуса подшипников и корпуса турбины разрешается выпрессовывать только в случае обнаружения дефектов. С выпускного патрубка 3 снимают тяги 29 и 31, рычаги / и 30, заслонку 2 и разбирают их.
После разборки все детали турбокомпрессора тщательно очищают и промывают, особенно лабиринтные уплотнения колеса турбины, компрессора, масляные и воздушные каналы в корпусе подшипников. Колеса турбины и соплового венца очищают от нагара неметаллическими скребками во избежание механических повреждений лопаток колеса турбины и разбалансировки ротора. Для размягчения нагара рекомендуется ротор погрузить на 1—1,5 ч в ванну с дизельным топливом. Поверхности экранов очищают от нагара с обеих сторон и протирают салфеткой, смоченной в бензине. После промывки все детали обдувают чистым сухим воздухом и направляют на дефектацию.
Схема зазоров турбокомпрессора

1.3 Дефектация
Осматривают корпус компрессора, турбины, патрубки. Если обнаружены трещины на корпусе турбины, компрессора и подшипников, — эти детали заменяют.
Водяную и масляные полости подшипников опрессовывают водой. При обнаружении течи между водяной и масляной полостями корпус подшипников бракуют.
Затем осматривают подшипники, плавающие втулки ротора турбокомпрессора. На рабочих поверхностях втулок не допускаются трещины, задиры и прижоги. Износ втулок определяют микрометрическим обмером. При наличии дефектов или увеличении зазоров более допустимых втулки меняют. Особое внимание необходимо обращать на чистоту масляных и воздушных каналов в корпусе подшипников, а также на чистоту и износ лабиринтных уплотнений колеса турбины и компрессора.
При промывке масляных, воздушных и газовых каналов в корпусах подшипников и турбины заглушки вывинчивают только в случае обнаружения дефектов этого соединения.
Ротор турбокомпрессора при номинальных оборотах дизеля развивает свыше 20 тыс. об/мин, поэтому при дефектации колеса компрессора и турбины проверяют люминесцентным способом или очень тщательно осматривают с помощью многократной лупы. Необходимо обратить особое внимание, нет ли трещины на диске турбины и лопатках. Колесо компрессора или турбины с трещинами заменяют новыми. Обнаруженные на колесах компрессора или турбины риски, царапины, забоины зачищают и тщательно полируют, так как они служат концентраторами напряжений и при работе могут быть причиной разрушения колес.
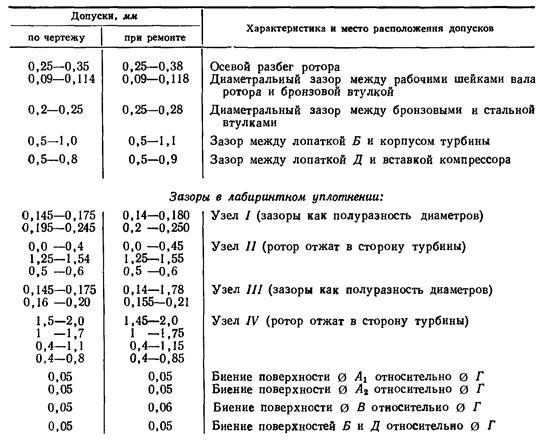
Основные допуски в сопряжениях деталей турбокомпрессора
1.4 Ремонт
Трещины на корпусе компрессора, впускном и выпускном патрубках в количестве не более трех и длиной не более 40 мм заваривают, тщательно зачищают, особенно внутренние поверхности. Герметичность сварочных швов проверяют, наливая керосин. Течи и отпотевание не допускаются. Трещины на корпусе турбины и корпусе подшипников варить не разрешается.
Для устранения течи воды через свищи в наружных доступных местах корпуса подшипников допускается установка гужонов. В месте свища (толщина стенки должна быть до 4 мм) высверливают отверстие, нарезают резьбу (не более 8 мм) и ставят резьбовую заглушку из алюминиевого сплава, которая зачищается заподлицо со стенкой и аккуратно расчеканивается. После постановки гужона корпус подшипников опрессовывают водой при температуре 70—80° С и давлении 4 кГ/см* в течение 5 мин. Течи и отпотевание не допускаются. Заварка свищей на корпусе подшипников не разрешается.
Плавающие втулки в корпусе подшипников заменяют: при наличии трещин, задиров, прижогов, а также износа выше допустимых. Дефектные втулки заменяют на ремонтный комплект, прилагаемый к каждому турбокомпрессору, или изготовив новый комплект, который должен удовлетворять следующим техническим требованиям по зазорам: радиальный зазор по внутреннему диаметру втулки 0,09—0,114 мм, радиальный зазор по наружному диаметру втулки 0,2—0,25 мм.
В корпус подшипников с ремонтными втулками устанавливают ротор в сборе с колесом компрессора и проверяют плавность его вращения во втулках, а также прилегание по краске торцов ротора и уплотнительного кольца к торцам плавающих втулок. Отпечаток по краске должен быть по всей окружности торца втулки. При плохом прилегании необходимо подшабрить торец втулки и после этого замерить осевой разбег ротора в корпусе подшипников^ который должен быть в пределах 0,25—0,35 мм.
Зазоры лабиринтных уплотнений колеса компрессора и турбины, а также зазоры между лопатками колеса компрессора и турбины с корпусом турбокомпрессора должны быть в пределах, указанных в таблице 1. Обнаруженные на колесах компрессора или турбины риски, царапины, забоины тщательно зачищают. Заварка или местная подварка отдельных дефектов колеса компрессора или турбины не разрешается.
Динамическую балансировку ротора выполняют до небаланса 1 Гсм в три этапа:
балансировка ротора без колеса компрессора;
балансировка колеса компрессора на оправке (допускается балансировка колеса компрессора на валу ротора); балансировка ротора в сборе.
Металл снимают с балансировочных поясков и лопаток колес турбины и компрессора. После окончания балансировки ротора и проверки биения элементов колес компрессора и турбины на торцах колеса компрессора и вала ротора ставят клеймо спаренности. Метод нахождения небаланса определяется типом применяемого балансировочного станка и излагается в инструкции, прилагаемой к станку.
Динамическая балансировка ротора — наиболее ответственная операция в ремонте турбокомпрессора, от качества выполнения которой зависит долговечность его работы.
1.5 Сборка
У всех деталей и узлов турбокомпрессора, тщательно промытых в бензине и обдутых сжатым воздухом, необходимо еще раз проверить наличие меток взаимного расположения корпусов турбины, компрессора и подшипников.
Вначале в корпус подшипников согласно меткам ставят бронзовые (плавающие) втулки 21, затем кольцо уплотнительное 14 турбины; затягивают и крепят винты крепления. Вставляют ротор в корпус подшипников, а уплотнение компрессора — на вал ротора. На корпус подшипников ставят уплотнительное кольцо 25 с бумажной прокладкой, затягивают винты крепления и кернят.
Все винты ставят на герметике.
Надевают колесо компрессора 9 на шлицевую часть вала ротора, ставят новую стопорную шайбу под гайку крепления колеса компрессора (применять стопорные шайбы, бывшие в работе, не разрешается). Завернув гайку 6 крепления колеса компрессора до упора в шайбу, устанавливают сопловой венец 13 в корпус турбины.
Проверяют осевой разбег ротора, зазоры в лабиринтных уплотнениях, зазоры межу лопатками колеса компрессора и турбины с корпусом турбокомпрессора.
Корпус турбины 12 ставят на корпус подшипников //, затягивают и контрят все гайки крепления.
Установив кольцо диффузора с резиновой прокладкой, корпус компрессора 7 закрепляют на корпусе подшипников.
Затем на корпус компрессора ставят впускной патрубок 3 (с прокладкой) в сборе, а на корпус турбины — выпускной патрубок 15 (с прокладкой) и экран 17, плотно укрепив их гайками. На впускной патрубок монтируют систему тяг, рычагов и заслонку.
1.6 Впускные коллекторы
Впускные коллекторы служат для подачи воздуха от компрессора в цилиндры дизеля. Для более равномерного распределения воздуха коллекторы правого и левого моноблоков соединены дюритовыми шлангами. Коллектор изготовлен из листовой стали и состоит из трубы, к которой приварены двенадцать патрубков, по два на каждый цилиндр. Каждая пара патрубков имеет общий фланец для крепления коллектора (шпильками) к фланцам головки моноблока. Между фланцами коллектора и фланцами моноблока установлены паронитовые прокладки. Дюритовый шланг 4 стянут тремя хомутами 1, средний из которых предназначен для разгрузки шланга от давления воздуха. На каждом впускном коллекторе приварены шесть бонок — по одной против каждого цилиндра. Сквозные резьбовые отверстия в бонках предназначены для заливки масла при консервации дизеля. Резьбовые отверстия бонок закрываются пробками 3.
Впускные коллекторы

![]()
1.7 Разборка и дефектация
Все дюритовые соединения (шланги, хомуты и пробки) снимают с коллекторов. Дюритовые шланги при ремонте дизеля рекомендуется заменить новыми, остальные детали очистить и направить на дефектацию.
Перед дефектацией впускных коллекторов необходимо установить причину, по которой они были направлены для ремонта.
Затем определяют пригодность коллекторов к дальнейшей эксплуатации, а также объем и характер ремонтных работ. Герметичность проверяют опрессовкой водой, температура которой должна быть 70—80° С, а давление 3 кГ/см? (в течение 5 мин). Течи и отпотевание не допускаются.
1.8 Ремонт и сборка
Трещины на впускных коллекторах заваривают газовой сваркой. При этом необходимо обеспечить непрерывный шов постоянного сечения, не допуская прижогов и шлаковых включений. После сварки шов зачищают металлической щеткой, вмятины разрешается устранять деревянным молотком.
После правки проверяют на макете совпадение отверстий фланцев впускного коллектора со шпильками на головке моноблока. Прилегание фланцев коллекторов проверяется на плите с помощью щупа. Общий прогиб коллектора допускается до 0,3 мм, а местное неприлегание фланцев — не более 0,25 мм. После ремонта коллектор опрессовывают.
При сборке во все резьбовые отверстия бонок ставят пробки 3. Дюритовые шланги 4 и хомуты / на коллекторы устанавливают при монтаже коллекторов на дизеле.
1.9 Выпускные коллекторы
По выпускным коллекторам дизеля М756 отработавшие газы из цилиндров дизеля поступают в газовую турбину турбокомпрессора.
На этом дизеле установлены два левых и два правых коллектора, каждый из которых объединяет выпуск отработавших газов из трех цилиндров. Выпускной коллектор первой группы цилиндров 9, коллектор второй группы цилиндров 4 отлиты из алюминиевого сплава и имеют двойные стенки, образующие водяные полости, по которым циркулирует охлаждающая вода.
Выпускной коллектор второй группы цилиндров имеет экранирующую трубу 3, направляющий патрубок 1 и патрубок 5, перепускающий отработавшие газы в верхний канал коллектора первой группы цилиндров. два газовых канала, экранированных жаропрочными трубами 12 и 13. Со стороны коллектора второй группы цилиндров газовый канал 1-, 2-, 3-го цилиндров закрыт направляющим патрубком 14. Для компенсации теплового расширения впускной системы и обеспечения уплотнения газовых каналов в месте соединения нижнего колена с верхним стоят четыре уплотнительных кольца 27. Снаружи соединение закрыто дюритовым шлангом 24 с двумя хомутами 25. Перепускные стаканы 28 уменьшают перетекание газа между каналами.
Выпускные коллекторы


Выходящая из головки моноблока вода по трубе 16 поступает в водяную-полость коллектора второй группы цилиндров 4, откуда по двум перепускным патрубкам 7 в водяную полость коллектора первой группы цилиндров 9, а затем по трубе 10 в водяную полость верхнего колена 26. Из верхнего колена в нижнее вода поступает по патрубкам 18 и отводится из нижнего колена по трубе 30 в средний корпус газовой турбины. Из выпускной системы она сливается через сливные краники 29, а воздух при заполнении системы водой выпускается через кран 20. На неохлаждаемые патрубки турбины установлены экраны 23 для предохранения дюритовых шлангов выпускных колен от воздействия высокой температуры.
1.10 Разборка и дефектация
С корпусов выпускных коллекторов, колен верхнего и нижнего снимают все патрубки, крышки, фланцы и спускные краники, а из газовой полости вынимают экранирующие трубы с напра1вляющими пат рубками и уплотнительные кольца. Детали после разборки очищают и направляют на дефектацию. Коллекторы отпаривают в ванне с 20%-ным раствором кальцинированной соды при температуре 80—90° С в течение одного часа. Разрыхленный нагар счищают щеткой или ершиком, промывают проточной водой внутреннюю и водяную полости, обдувают сжатым воздухом, промывают бензином и протирают салфетками.
При дефектации деталей и узлов выпускной системы необходимо установить причину, по которой они были направлены для ремонта. Тщательно осмотрев все детали и узлы, определяют их пригодность к дальнейшей эксплуатации, а также объем и характер работ по ремонту. Внутренние водяные полости проверяют на герметичность опрессовкой при температуре воды 70 — 80° С и давлении 4 кГ/см* в течение 5 мин. Течи и отпотевание не допускаются.
1.11 Ремонт и сборка
Коллекторы выпускной системы разрешается заваривать. Сварочные швы тщательно зачищают заподлицо с основным металлом, уделяя особое внимание внутренним полостям. На привалочных плоскостях выпускных коллекторов глубокие риски и забоины устраняют шабровкой. Прилегание фланцев коллекторов проверяют на плите щупом. Допускается общий прогиб коллектора до 0,3 мм, а местное неприлегание фланцев — не более 0,25 мм. Шпильки с сорванной резьбой заменяют, обеспечив тугую посадку их.
При установке в коллекторы экранирующих труб выступающие кромки патрубков коллекторов запиливают. Особенно тщательно крепят экранирующие трубы 3, 12 и 13, направляющие патрубков 1 и 14 перепускной трубы Чтобы обеспечить герметичность стыков между коллекторами первой и второй групп цилиндров, при сборке, предварительно смазав поверхности стыка и прокладку 6 клеем ГЭН-150В, плотно обжимают стык коллекторов и затягивают на шпильках гайки до отказа.
2. Промывка секций холодильника
В процессе. Эксплуатации тепловоза секции холодильника загрязняются, в результате чего резко снижается теплоотдача от воды (в водяных секциях) и масла (в масляных секциях) к воздуху. Загрязненные секции обнаруживают по ухудшению охлаждения воды и масла (обнаруживают по термометрам) и по разнице температур между отдельными секциями (определяют на ощупь).
Для промывки загрязненных секций необходимо снять секции, промыть водяные секции водой (температура воды не ниже 90° С, давление не более 4 кгс/см2 ) со стороны нижнего (помеченного) коллектора. При промывке масляных секций применяют водный раствор, состоящий из 1 % жидкого стекла, 1 % кальцинированной соды, 1% мыла и 0,1% хромпика. После промывки указанным раствором секции обязательно промыть горячей водой в течение 5 мин. Затем промыть секции снаружи.
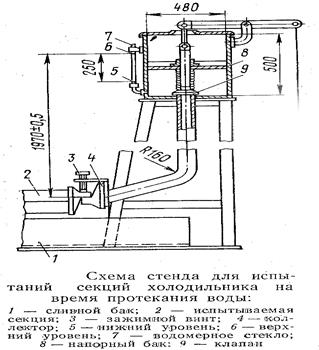
Промытые секции продуть сжатым воздухом, тщательно осмотреть и проверить качество промывки на специальном стенде. Время стекания воды от верхнего до нижнего уровня по рискам на водомерном стекле не должно превышать 43 с. Если за указанное время вода из секции не стечет, то ее следует очистить и промыть вторично. При этом водяные секции заполнить 5-процентным раствором соляной кислоты, нагретым до температуры 60° С. Для уменьшения действия кислоты на металл к раствору следует добавить 5% столярного клея от общего весового количества введенной в раствор соляной кислоты. После прекращения вспенивания, но не более чем. через 15 мин с момента начала заливки раствора в водяные секции вылить раствор и тщательно промыть секции сначала горячей (температура 70° С), а затем холодной водой. После этого необходимо просушить секции, продувая через них сухой сжатый воздух.
3. Организация ремонта
По роду выполняемой работы локомотивные депо разделяют на:
эксплуатационные депо, имеющие большой приписной парк тепловозов и выполняющие работы по их текущему содержанию (техническое обслуживание ТО-3 и текущий ремонт ТР-1), а для выполнения текущих ремонтов ТР-2 и ТР-3 локомотивы направляют в специализированные цехи других депо;
ремонтно-эксплуатационные депо, выполняющие текущие ремонты ТР-2 и ТР-3 для удовлетворения потребности дороги или нескольких отделений и имеющие приписной парк локомотивов;
ремонтные депо, не имеющие приписного парка магистральных тепловозов и локомотивных бригад для их обслуживания. Эти депо - крупные современные индустриальные предприятия, где основное внимание сосредоточено на повышении качества ремонта, сокращении срока простоя в ремонте, совершенствовании технологии и организации производства.
Тепловозоремонтные заводы Главного управления по ремонту подвижного состава и производству запасных частей (ЦТВР) выполняют капитальный ремонт тепловозов, их модернизацию, ремонт отдельных сборочных единиц и агрегатов (дизелей, электрических машин, тяговых генераторов и тяговых электродвигателей, тележек, турбонагнетателей и др.) и изготовляют запасные части.
Основное тепловозное депо — это самостоятельная производственная единица локомотивного хозяйства с приписным парком локомотивов и техническими средствами для плановых ремонтов и технических обслуживании локомотивов. Тяговая территория Депо включает сооружения для текущего ремонта, технического обслуживания и экипировки локомотивов, служебно-бытовые помещения, склады и др. Размещение тяговой территории депо должно быть увязано со схемой станции и топографией местности.
Тяговая территория основного тепловозного депо должна иметь специализированные деповские пути для перемещения тепловозов от контрольного поста станции в депо и обратно, для технического обслуживания ТО-2, экипировки и стоянки локомотивов, ожидающих работы, выполнения реостатных испытаний тепловозов, поворотных устройств и др. Путевое развитие тяговой территории депо должно иметь независимые вход и выход на станционную территорию.
Локомотивные депо и цехи сооружают по типовым проектам, разработанным с учетом унификации основных зданий для тепловозов, дизель-поездов и электровозов. Унифицированы расстояния между осями смежных путей, высота зданий, нагрузки от кранов.
По объему работ по ремонту и техническому обслуживанию тепловозов в основном депо предусматривают следующие стойла: технического обслуживания ТО-2, ТО-3, текущих ремонтов ТР-1, ТР-2, ТР-3, индивидуальной выкатки колесно-моторных блоков, обточки бандажей колесных пар без выкатки из-под тепловоза, обмывки тепловоза перед постановкой в ремонт, окраски тепловозов после ремонта. Ремонт тепловозов в депо выполняют комплексные и специализированные бригады слесарей.
При агрегатном методе ремонта на участках текущего ремонта бригады слесарей демонтируют агрегаты и сборочные единицы с тепловоза и передают их для ремонта на заготовительный участок, после чего выполняют монтаж на тепловозе отремонтированных или новых агрегатов и сборочных единиц, Кроме того, эта бригада ремонтирует и контролирует не снимаемое с тепловоза оборудование и смазывает его, Ремонт и испытания демонтированных агрегатов и сборочных единиц осуществляются в соответствующих отделениях заготовительного участка.
При организации ремонта поточным методом создаются так называемые позиционные бригады, закрепленные за ремонтными позициями поточной линии. При стационарном методе ремонта бригады могут специализироваться по ремонту определенных агрегатов и сборочных единиц тепловоза: дизеля, электрического оборудования, экипажной части, вспомогательного оборудования. Такая специализация слесарей позволяет повысить их профессиональные навыки и ответственность за качество выполненной работы. В некоторых депо имеются специализированные бригады агрегатно-эаготовительного участка, которые, кроме ремонта и испытания сборочных единиц и деталей, на своем участке выполняют сборочно-разборочные работы на всех ремонтируемых тепловозах.
При крупноагрегатном методе ремонта на текущем ремонте ТР-3 дизели, снятые с тепловоза, ремонтируют в дизельном отделении, а агрегаты, сборочные единицы и детали - в дизель-агрегатном отделении депо. Ремонт дизелей выполняется методом позиционного потока, при котором дизели устанавливают на рабочих позициях, а специализированные группы слесарей перемещаются по позициям.
В дизель-агрегатном отделении ремонтируют шатунно-поршневые группы дизеля, втулки цилиндров, цилиндровые крышки, вертикальную передачу, турбокомпрессоры и турбовоздухопродувки, масляные и водяные насосы, редукторы, вентиляторы и др.
В крупных тепловозных депо для ремонта агрегатов и сборочных единиц дизеля применяют механизированные поточные линии. При электромашинном участке имеются пропиточно-сушильное отделение для ремонта изоляции электрических машин и испытательная станция для испытания электрических машин после ремонта. Тележки ремонтируют в тележечном отделении на механизированной поточной линии.
Слесари топливного отделения снимают топливную аппаратуру с тепловоза (топливные насосы, форсунки, регуляторы, топливоподкачивающие насосы, трубопроводы, клапаны и др.), ремонтируют и испытывают ее и устанавливают на тепловоз. Топливные, масляные и воздушные фильтры для всех видов ремонта и технического обслуживания тепловозов выполняют слесари специализированного отделения. Электрические аппараты (реле, регуляторы, контакторы, реверсоры, контроллеры, электропневматические вентили) ремонтируют в электроаппаратном отделении.
В депо имеются также отделения для ремонта контрольно-измерительных приборов и скоростемеров, аккумуляторных батарей, секций холодильника, автотормозного оборудования и др. Для удовлетворения нужд заготовительного участка в депо имеются следующие отделения: механическое, кузнечное, термическое, сварочное, гальваническое, полимерное и др. К вспомогательным отделениям депо относятся инструментальное, по ремонту механического и энергетического оборудования, компрессорная станция и др.
4. Приемка в ремонт
Поступающий в текущий ремонт тепловоз принимает мастер комплексной бригады. Сдает, как правило, прибывшая локомотивная бригада. В случае ожидания ремонта тепловоз ставит в ремонт экипировочная бригада. Мастер комплексной бригады контролирует наличие, комплектность и правильность предварительного оформления ремонтно-технической документации. К ней относятся:
технический паспорт тепловоза (форма ТУ-9Т) в комплекте с паспортами на дизель, генератор, тяговые электродвигатели, колесные пары, компрессор, главные тормозные резервуары и другие основные взаимозаменяемые агрегаты В паспортах должны быть отражены все технические данные, виды и объемы произведенных ремонтов, пробеги (по основным агрегатам) от постройки и от ремонта, модернизации, данные о смене и обмерах ответственных деталей при ремонтах. При обезличивании агрегатов в процессе ремонта тепловозов паспорта сменяемых агрегатов перекладывают из паспорта одного тепловоза в другой;
журнал технического состояния локомотива (форма ТУ-152) с обязательной записью прибывшего машиниста о техническом состоянии тепловоза непосредственно перед поступлением в ремонт;
книга регистрации ремонтов (форма ТУ-27);
книга записи ремонта (форма ТУ-28) с предварительной записью предстоящего вида и сверхнормативного объема ремонта, сделанной старшим мастером. При постановке на техническое обслуживание ТО-3 и текущий ремонт ТР-1 эта запись делается за 24—48 ч до постановки тепловоза в ремонт, а предварительный перечень работ, который надо выполнить на текущем ремонте ТР-3, записывают в книгу на последнем текущем ремонте ТР-2;
предварительная опись состояния локомотивов (форма ТУ -23 и акты проверки технического состояния тепловоза (форма ТУ-25) в случае прибытия тепловоза из другого депо.
Техническое состояние тепловоза проверяют непосредственно перед ремонтом при работающем, а затем при неработающем дизеле. Контролируют наличие пломб, работу (на слух) всех деталей и агрегатов дизеля, вспомогательного оборудования, электрических машин и агрегатов, параметры воды, масла, топлива, воздуха по приборам. В процессе контроля учитывают замечания прибывшей локомотивной бригады и записи, ранее сделанные бригадами в журнале технического состояния тепловоза во время эксплуатации, используют методы технической диагностики. По результатам входного технического контроля тепловоза мастер комплексной бригады делает необходимые уточнения и дополнения в книге ремонта.
Окончательный объем предстоящего ремонта определяют после разборки тепловоза по фактическому состоянию его деталей с учетом требований правил текущего ремонта и другой нормативно-технической документации. Все выполненные работы в процессе ремонта регистрирует мастер в книге ремонтов с росписью исполнителей.
Перед постановкой тепловоза в стойло технического обслуживания ТО-3 тепловоз полностью экипируют. Перед началом ремонтных работ дизель должен быть остановлен, рубильник аккумуляторной батареи отключен и приняты все необходимые меры, предотвращающие случайный пуск дизеля во время работ. При этом запрещается использование аккумуляторной батареи для проворота валов дизеля, освещения и пр.
При постановке тепловоза на текущий ремонт ТР-3 готовят его к разборке. Сливают топливо, масло, воду,
удаляют песок, тепловоз расцепляют на секции. Во всех случаях инструмент и инвентарь сдают дежурному
работнику инструментального отделения депо.
5. Разборка, подготовка к ремонту
Подготовка к ремонту. На техническое обслуживание или текущий ремонт тепловоз готовит локомотивная бригада, прибывшая из последней поездки. Если у этой бригады истекло время непрерывной работы, то тепловоз ча ремонтное стойло ставит экипировочная локомотивная бригада. Принимает тепловоз мастер комплексной бригады.
Перед постановкой тепловоза на техническое обслуживание ТО-3 и текущий ремонт ТР-1 локомотивная бригада его полностью экипирует, отбирает пробы воды, масла, топлива из всех систем тепловоза для химического анализа и выполняет работы в объеме технического обслуживания ТО-1. Электрические машины и аппараты, а в летнее время и секции радиатора продувают сжатым воздухом давлением 0,2-0,3 МПа; измеряют статический напор воздуха для охлаждения тяговых электрических машин, проверяют действие тормозов, песочниц и звуковых сигналов. Сменный мастер комплексной бригады совместно с машинистом проверяют техническое состояние тепловоза при работающем, а затем и при неработающем дизеле. Контролируют наличие пломб, работу (на слух) всех агрегатов дизеля, вспомогательного оборудования, электрических машин, нет ли течи в соединениях масляного, водяного и топливного трубопроводов, секциях холодильника, проверяют работу контрольно-измерительных приборов, топливной и регулирующей аппаратуры и др. Перед постановкой тепловоза на ремонтное стойло температуру воды и масла в системах охлаждения необходимо снизить до 40-50 ° С.
Если тепловоз ставят на текущий ремонт ТР-2, то сливают воду и масло из систем охлаждения, а на ТР-3 - дополнительно сливают топливо из баков и освобождают от песка бункера песочниц, секции тепловоза расцепляют.
У тепловозов, поступающих на все виды текущего ремонта, экипажную часть и кузов очищают от загрязнений. На ремонтное стоило тепловоз устанавливают вспомогательным локомотивом. Окончательный объем предстоящего ремонта определяют после разборки тепловоза по фактическому состоянию его агрегатов, сборочных единиц и деталей.
Разборка объекта ремонта. Перед началом и в процессе разборки объекта ремонта его осматривают и проверяют наличие на деталях маркировки, клейм и меток, по которым при последующей сборке обеспечивается правильное (то, которое было до разборки) взаимное расположение деталей. Это Обусловлено тем, что большинство деталей в сборочных единицах и агрегатах тепловоза при ремонте не обезличивается для уменьшения времени приработки деталей друг к другу. Поэтому, например, для деталей дизеля принята следующая система маркировки: каждому дизелю присваивается свой номер, состоящий из цифровых и буквенных значений; каждой иэ повторяющихся деталей присваивается свой порядковый номер. Начало нумерации ведется со стороны отсека управления. Детали верхнего коленчатого вала маркируются буквой В (верхний); детали нижнего коленчатого вала - буквой Н (нижний); детали правой и левой стороны дизеля - буквами П и Л; верхние половины сборочных единиц - буквой Г (гора), нижние половины - буквой Д (дно). Например, маркировка на вкладыше коренного подшипника дизеля типа Д100-А5НГ означает, что это верхний вкладыш пятой опоры нижнего коленчатого вала дизеля А. При замене деталей клейма и метки, выбитые на заменяемой детали, переносят на вновь устанавливаемую деталь в местах, указанных на чертеже, а отсутствующие или забитые необходимо восстановить или нанести вновь.
При осмотре объекта перед разборкой можно определять его состояние по внешним признакам. В период эксплуатации детали некоторых сборочных единиц не только изнашиваются, но и деформируются, а зто невозможно установить измерением отдельных деталей. Состояние таких сборочных единиц можно определить только при рабочем положении этих деталей, т. е. в таком положении, в котором они прирабатывались в период эксплуатации. Поэтому перед разборкой сборочной единицы необходимо определить взаимное расположение в ней деталей, например, зазор "на масло" в коренных подшипниках, осевой разбег коленчатого вала дизеля и радиальный зазор в моторно-осевых подшипниках колесно-моторного блока. Боковой зазор между зубьями шестерен различных зубчатых передач можно определить только в собранной сборочной единице.
При установке на дизель или тепловоз многие агрегаты и сборочные единицы центрируют между собой так, чтобы геометрические оси их валов совпадали (были сносны). Положение таких агрегатов и сборочных единиц фиксируют штифтами и регулируют набором прокладок. Поэтому для уменьшения объема работ в процессе сборки при разборке необходимо сохранить эти штифты и прокладки.
Для ускорения процесса разборки применяются различные гайковерты с электрическим или пневматическим приводом. Для распрессовки соединений с натягом используют пневматические, гидравлические и винтовые прессы и индуктивные нагреватели. При разборке и сборке тепловоза широко применяются различные приспособления и средства механизации. Подъем и транспортировку тяжелых агрегатов и сборочных единиц производят грузоподъемными и транспортными устройствами: мостовыми кранами, кран-балками, консольными кранами, электросталями и электротельферами. Для механизации разборно-сборочных работ при ремонте тепловозов широко используются приспособления, стенды и кантователи.
5.1 Очистка деталей от загрязнений
Виды и характер загрязнений. В процессе эксплуатации тепловоза его агрегаты, сборочные единицы и детали покрываются различными загрязнениями, отрицательно влияющими на их долговечность и работоспособность. Наружные поверхности тепловоза и его агрегатов покрываются пылью и коррозией. Пыль из воздуха, попадая на рабочие поверхности сопряженных деталей и смешиваясь с маслом, повышает интенсивность их изнашивания. В период эксплуатации тепловоза работа дизеля ухудшается из-за появления на его деталях нагара, лаковьгх и масляных отложений, накипи, коррозии.
Нагар - твердые углеродистые вещества, образующиеся при сгорании топлива н масла, и обладающие низкой теплопроводностью. Нагар откладывается на стенках камеры сгорания, выпускных клапанах и деталях газовоздушного тракта, вызывая перегрев дизеля, снижение его мощности и увеличение расхода топлива, повышенный износ его деталей, увеличивает дым-ность газов.
Лаковые отложения - углеродистые вещества, образующиеся при воздействии сравнительно невысокой температуры и откладывающиеся в виде тонкого слоя на поршнях в зоне расположения колец и на юбке, на поверхности шатунов.
Смолистые отложения - осадки, состоящие из продуктов окисления топлива и масла и механических примесей продуктов изнашивания и пыли. Смолистые отложения покрывают стенки картера дизеля, маслопроводы и забивают фильтры. Вредное действие смолистых отложений проявляется в загрязнении свежего масла, заливаемого в картер дизеля, засорении маслопроводов, фильтров и др.
Накипь - твердые отложения на внутренних поверхностях деталей системы охлаждения дизеля. Они образуются в результате выделения солей кальция и магния при нагреве воды до температуры 70-85 °С. Теплопроводность накипи во много раз ниже теплопроводности металла, поэтому даже незначительный ее слой ухудшает условия теплообмена, в результате чего снижается мощность дизеля, повышается расход топлива и масла и возрастает интенсивность изнашивания деталей цилиндропоршневой группы.
Продукт коррозии - гидрат окиси железа, образуется в результате химического разрушения поверхностей деталей.
Способы удаления загрязнений. В ремонтном производстве для удаления загрязнений с поверхности деталей, сборочных единиц и агрегатов наибольшее применение получили механический, физико-химический и термический способы.
Сущность механических способов заключается в очистке поверхности детали от нагара, коррозии, старой краски и др., вручную, скребками, шкуркой, щетками, механизированным инструментом с помощью щеток, твердыми и мягкими абразивными материалами. Пневматическую очистку применяют для вдувания с очищаемых поверхностей сухой пыли. Несмотря на простоту механических способов очистки (вручную и механизированным инструментом), они не обеспечивают должного качества и имеют низкую производительность.
Процесс очистки деталей от нагара мягкими и твердыми абразивными материалами более совершенен и отличается высокой производительностью и хорошим качеством очистки. Сущность процесса заключается в том, что очищаемая поверхность обрабатывается абразивными частицами, направляемыми через сопло сжатым воздухом. Частицы абразива, ударяясь о поверхность детали, разрушают и удаляют загрязнения.
Твердые абразивные материалы (кварцевый песок и металлическая крошка) применяются для очистки поверхностей деталей от нагара, коррозии, окислов, старой краски. Пневмоабразивная (пескоструйная) очистка деталей выполняется в специальных установках с мощной вытяжной вентиляцией помещения. Для очистки деталей от нагара, в частности полостей охлаждения поршней дизеля типа Д100, используется гидроабразивная установка, в которой воздушная смесь, образующаяся в смесителе, поступает в сопло, где, смешиваясь с водой, направляется на очищаемую поверхность детали.
Хорошие результаты дает очистка от нагара деталей из мягких металлов косточковой крошкой (мелкораздробленной скорлупой плодовых косточек). Струя воздуха при давлении 0,4-0,5 МПа подает косточковую крошку из бункера по трубопроводу через сопло на очищаемую поверхность детали. Крошка с силой ударяется о поверхность детали и удаляет с нее нагар. Благодаря небольшой твердости крошка при ударе деформируется, не вызывая повреждения поверхности детали.
Способам механической очистки деталей присущи существенные недостатки -низкая производительность и невозможность (за редким исключением) удаления загрязнения с внутренних поверхностей деталей.
При физико-химических способах очистки на загрязнения воздействует активная очищающая среда. В качестве очищающеи среды используют водные растворы каустической соды (едкого натра), кальцинированной соды (углекислого натрия) с присадкой эмульгаторов (жидкого стекла, хозяйственного мыла, тринатрий-фосфата) и с противокоррозионными присадками (хромпиком, нитритом натрия), а также синтетические моющие средства (CMC), основу которых составляют поверхностно-активные вещества (ПАВ). Эффективность CMC в 3-5 раз выше эффективности растворов едкого натра.
В зависимости от способа перемещения раствора у поверхности очищаемой детали физико-химическую очистку можно условно разделить на струйную, погружением ремонтируемых объектов в ванны (вываркой), принудительной циркуляцией раствора, ультразвуком. Наибольшее распространение в ремонтном производстве получили струйные моечные машины, в которых моющий раствор в виде струй под давлением от 0,1 до 5,0 МПа направляется на промываемые объекты.
Однокамерная машина тупикового типа модели ММД-13Б с неподвижной душевой системой применяется для очистки крупногабаритных деталей тепловозов. Тележка, на которую укладывают детали, совершает возвратно-поступательные движения. Детали очищаются горячим раствором с температурой 80-85 С, а затем ополаскиваются горячей водой. Для очистки мелких деталей тепловозов щелочными растворами или органическими растворителями применяется камерная моечная машина типа А328.
При струйном способе очистки не всегда обеспечивается прямое попадание струи на труднодоступные участки деталей, имеющих сложную конфигурацию, поэтому для них используют способ погружения (выварка). Для удаления прочных смолистых отложений с громоздких частей тепловозов, а также мелких деталей, загружаемых в сетчатые корзины, применяется выварка в 10-15%-ном растворе каустической соды или в многокомпонентных растворах.
Чтобы очистить внутренние полости секций радиатора, теплообменников, крышек цилиндров дизеля, корпусов турбокомпрессоров, моющий раствор прокачивают насосом через внутреннюю полость объекта ремонта. Способ принудительной циркуляции раствора успешно применяется для очистки внутренних полостей сборочных единиц, охлаждаемых водой, без снятия их с тепловоза. Промывка производится принудительной циркуляцией раствора или горячей воды и их фильтрацией в фильтрах-отстойниках 15 установки. Установка работает в двух режимах: прямом и обратном потоке жидкости, подогретой в теплообменнике 17 установки до температуры 50-60 °С.
На режиме с прямым потоком при работающем дизеле тепловоза жидкость прокачивается по системе двумя насосами — насосом установки 13 и насосом дизеля 5. Горячая вода (раствор) центробежным насосом 13 через задвижку 12, трубопровод 6 подается в верхний коллектор 3 холодильника, затем проходит через секции радиатора в нижний коллектор 2, далее по трубопроводу 4 подается в насос 5 дизеля и прокачивается через его охлаждающую полость. После выхода вода (раствор) по трубопроводу 7 через задвижки 9, 14, 16 поступает в фильтры -отстойники 15, очищается 9 них и вновь поступает к насосу
13. Для более качественной очистки охлаждающей полости дизеля из резервуара 1 через кран 21 в трубопровод после насоса дизеля 5 подается сжатый воздух под давлением 0,4-0,5 МПа толчками разной продолжительности.
На режиме с обратным потоком дизель тепловоза не пускается. Горячая вода (раствор) центробежным насосом 13 через задвижку // по трубопроводу 7 подается в охлаждающую полость дизеля. Пройдя охлаждающую систему дизеля, вода (раствор) поступает по трубопроводу 4 в нижний коллектор секций холодильника, проходит через секции радиатора снизу вверх, далее по трубопроводу 6 через задвижки 9,
14, 16 идет к фильтрам-отстойникам 15, очищается и вновь поступает к насосу 13. При этом цикле сжатый воздух из резервуара 1 через кран 22 толчками разной продолжительности подается в нижний коллектор секций холодильника, что способствует лучшему удалению накипи, шлама и отложений. При этом у очищаемыхповерхностей деталей создается интенсивное колебание раствора, образуются мелкие пузырьки воздуха, при разрыве которых возникают гидравлические удары большой силы, разрушающие на поверхности деталей загрязнения.
В процессе эксплуатации в газовом тракте турбокомпрессора дизелей 1 ОД происходит отложение нагара, в результате чего воздухоснабжение дизеля ухудшается. Для удаления нагара с проточной части турбины (стенок газовых каналов, соплового и лопаточного аппаратов) без снятия турбокомпрессора с дизеля в депо применяется промывка моющим раствором (10 %-ным раствором каустической соды в охлаждающей воде), который впрыскивается в газоприемный патрубок турбины во время работы дизеля на 15-й позиции контроллера машиниста. Схема установки для промывки показана на рис. 2.2. В газоприемный патрубок турбины вваривают штуцер с заглушкой, которая при промывке снимается и вместо нее устанавливается распылитель 2. Распылитель имеет четыре отверстия, обеспечивающие равномерную подачу раствора в газовый поток.
Промывка осуществляется при безреостатном нагружении дизеля для группы цилиндров (1-4-5-7-10 или 2-3-6—8—9) и включением привода главного вентилятора. Распылитель 2 соединен шлангом 4 с бачком 11, в который по шлангу 8 подводится воздух под давлением 0,15 МПа из системы пневмопривода жалюзи тепловоза. Промывку выполняют в течение 7-10 мин до прекращения выброса сажи с выпускными газами.
Ультразвуковой способ очистки основан на передаче ультразвуковых колебаний от генератора через преобразователь и жидкую среду (раствор) к детали, которая находится в этом растворе. При этом используется не только химическое воздействие раствора на загрязнитель, но и динамическое воздействие струи. При ремонте тепловозов очистка ультразвуком применяется для очистки фильтров и мелких деталей. Этот способ обеспечивает хорошее качество очистки при высокой механизации и небольшой продолжительности процесса.
При термических способах загрязнения удаляют нагревом детали до температуры, при которой они сгорают (газопламенная очистка). Ацетилено-кислородным пламенем очищают от нагара и смолистых отложений выпускные коллекторы и патрубки дизеля, глушитель шума выпуска и др. Для удаления нагара и накипи применяют термохимический способ очистки погружением детали в расплав солей и щелочи, где загрязнения теряют механическую прочность и отделяются от поверхности детали.
В зависимости от вида и степени загрязнения в состав соляной ванны включают следующие компоненты (в процентах по массе): каустическая сода 50-70, натриевая селитра 25-40 и поваренная соль 4-6. Температура расплава 380-420 °С. Детали выдерживают в расплаве 5-15 мин, затем промывают водой, травят в кислотном растворе и промывают горячей водой.
6. Техника безопасности при ремонте системы надува и выпуска газов дизеля М-756
При ремонте оборудования каждый должен знать технику безопасности .
Перед началом работы следует привести в порядок спец одежду: застегнуть обшлага рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть каску.
Осмотреть рабочее место, убрать все, что может помешать при работе.
Рабочее место не должно быть загромождено деталями и другими материалами. Также требуется осмотреть рабочий инвентарь : на ручках инструментах не должно быть задир, заусенцев, трещин и т.д.
6.1 Требования безопасности во время работы
Во время работы разборку и сборку турбокомпрессора производить только на оборудованных позициях .
При разборке запрещается кидать съемные детали на пол .Каждую деталь снимать только спец оборудованием. При работе напильником, зубилом только при надетых очках.
Категорически запрещается хранение запасных частей возле электрощита.
Управлять ремонтными машинами, производить мойку турбокомпрессора в моечной машине имеют право только работники, обученные и испытанные в знании правил техники безопасности, при эксплуатации данных механизмов.
Запрещается выполнять слесарные работы на турбокомпрессоре во время производства электросварочных работ.
Приямки для размещения тары для мусора и металлолома содержать закрытыми, открывать только при их загрузке.
При выполнении электросварочных работ на ремонте турбокомпрессора для предупреждения воздействия лучей дуги на слесарей, рабочее место должно быть ограничено переносной ширмой или щитком.
6.2 Требования безопасности в аварийных ситуациях
При любой неисправности механизмов, угрожающих безопасности труда работников обрыва заземления, при повреждении подводящих кабелей и других неисправностях произвести выключение механизма доложить мастеру и не приступать к работе до устранения неисправности.
При возникновении возгорания на участке, работники должны немедленно приступить к тушению очага возгорания первичными средствами пожаротушения. Если же очаг возгорания своими силами потушить не возможно, следует вызвать пожарную охрану и поставить в известность администрацию предприятия.
6.3 Требования безопасности по окончании работ
По окончании электросварочных работ или во время технологических перерывов сварочное оборудование должно быть выключено.
Отключить ремонтные машины и другие механизмы и оборудование.
Привести в порядок рабочее место.
Убрать инструмент и приспособления в установленные места.
Сообщить обо всех замечаниях во время работы неполадках руководителю работ.
7. Организация рабочего места ремонта турбокомпрессора
В основу организации производственных участков цехов, производящих ремонт тепловозных гидропередач, как и других цехов локомотиворемонтных предприятий, следует принимать их специализацию по технологическому или предметному направлению.
Технологическое направление предполагает специализацию участков по стадиям процесса, или по однородным работам. При этой специализации участки, выполняя однородные по своему характеру работы, не выдают завершенной продукции в виде готовых узлов или агрегатов. В этом случае усложняется оперативное планирование производства, но обеспечивается лучшее использование оборудования.
Предметное направление более прогрессивное и выражается в специализации участков по определенным узлам изделия. На каждом таком участке выполняется весь комплекс работ, необходимый для полного ремонта, сборки и испытания соответствующего узла и выдачи его в окончательно готовом виде.
Предметная специализация участков, обеспечивая комплектность и завершенность продукции, повышает ответственность руководителей за ее своевременную выдачу и качество и облегчает оперативное планирование производства. Однако необходимость наличия на предметном участке полного комплекта оборудования для выполнения всего комплекса разнообразных работ независимо от недостаточной загрузки отдельных его типов понижает коэффициент использования оборудования.
Технологическое направление специализации производственных участков свойственно в большей мере единичному и мелкосерийному производству, а предметное — крупносерийному и массовому.
В цехах локомотиворемонтного производства с учетом его специфики обычно существуют параллельно как технологические, так и предметные участки с преобладанием тех или других в зависимости от масштабов производства и уровня его специализации.
Согласно цех имеет следующие производственные участки.
А. С технологической специализацией
1. Разборочный, выполняющий общую разборку турбокомпрессора, а также мойку ее составных частей и узлов.
2. Сварочный, выполняющий сварочные и наплавочные работы для всех участков цеха.
3. Механический, на котором сосредоточено основное станочное оборудование цеха для обработки всех ремонтируемых и восстанавливаемых деталей турбокомпрессора.
4. Сборочный, выполняющий общую сборку турбокомпрессора.
5. Испытательная станция, производящая испытания турбокомпрессора в сборе, а также ее отдельных узлов.
Б. С предметной специализацией
1. Корпусной участок, выполняющий работы по ремонту корпусов .
2. Участок масляных насосов и автоматики, на котором выполняется весь комплекс работ по разборке, ремонту и сборке масляных насосов, золотниковой коробки, вентилей, клапанов и т. д.
Во главе перечисленных производственных участков находятся в зависимости от объема выполняемых работ мастера или бригадиры.
Под руководством одного мастера должно находиться не менее 15 рабочих. Исключение допускается для участков, выполняющих особо сложные и точные работы.
При значительном объеме работ на производственном участке создается несколько специализированных рабочих бригад.
В состав станочного оборудования входят горизонтально-расточные, фрезерные, токарные, шлифовальные и сверлильные станки.
Нестандартное технологическое оборудование подбирается на каждый производственный участок по соображениям комплектности.
Для обеспечения подъемно-транспортных операций цех должен располагать мостовыми кранами грузоподъемностью 10 т, монорельсами с тельферами грузоподъемностью до 0,5 т для обслуживания прямоточных линий и консольно-поворотными кранами для обслуживания отдельных рабочих мест.
Необходимое число производственных рабочих цеха рассчитывается по объему производства.
Вспомогательные рабочие составляют 15—18% производственных рабочих, а административно-технический персонал—7—8% общего числа рабочих.
Планировку цеха и производственных участков необходимо производить, руководствуясь следующими положениями:
1) производственные участки в цехе, оборудование и рабочие места на участках необходимо расставлять последовательно ходу технологического процесса, не допуская встречных и возвратных движений изделий;
2) размеры транспортных поездов, проходов и разрывы между рабочими местами и оборудованием должны соответствовать нормам охраны труда;
3) участки со специфическими условиями производства, такие, как разборочный участок или испытательная станция, следует полностью или частично изолировать от других участков цеха.
8. Перечень используемого оборудования
Сварочный участок
| Станок для импульсной наплавки Установка для полуавтоматической наплавки порошковой проволокой Трансформатор сварочный Стол вращающийся Стол Однопостовой сварочный преобразо ватель Универсальный манипулятор |
КУМА-5 ПР 2373 00 68 ПО-500 ТЗП-85483А ТЗП Р-116 113 ВСС-300 2 УСМ 1200 |
ВЦ-325 А До 500 А Металлоконструкция С механическим приводом |
Механический участок
| Токарно-винторезный станок Токарно винторезный станок Круглошлифовальный станок Внутришлифовальный сганок Горизонтально-фрезерный сганок Вертикально фрезерный станок 6Г80
|
1К62 1Д63А 3160 А ЗА250 6Н82 6Г80
|
ВЦ = 200 мм РМЦ=300 » ВЦ=300 » РМЦ=1500 » ВЦ=600 » РМЦ=1000 » Стол 1250X350 Стол 1000X380 |
Участок общей сборки
| Подставка турбокомпрессора Передвижная установка для прокачки масляной системы Верстак слесарный Стол-стеллаж Стеллаж для деталей Ванна керосиновая Стол решетчатый Шкаф инструментальный Кран консольный |
ПР. 1974.00.67 ПР.2550.00 68 ПКБ ЦТВР ОЛ-9955-05 ТЗП 81231А ТЗП 80345А ТЗП 80640А ТЗП 319299 ТЗП 80346А |
Р=1,7 кВт Металлоконструкция Р = 0,5 т Металлоконструкция Q = 0,5t,L = 5m |
9. Расчет стоимости рабочей силы при ремонте турбокомпрессора
| № п/п |
Наименование работ |
Разряд |
Вред-ность |
Тариф. Коэф. |
ЧТС |
Всего |
|
| стоимость |
|||||||
| 1 |
Слесарные |
6 |
4,0 |
2,31 |
67,83 |
35,90 |
2435,03 |
| 2 |
Сварочные |
6 |
8,0 |
2,31 |
67,83 |
1,50 |
101,74 |
| 3 |
Токарные |
6 |
4,0 |
2,31 |
67,83 |
1,60 |
108,53 |
| 4 |
Дефектоскопирование |
5 |
4,0 |
2,12 |
62,25 |
2,00 |
124,50 |
| 5 |
Моечные |
3 |
8,0 |
1,63 |
47,86 |
0,50 |
23,93 |
| 6 |
Фрезерные |
4 |
4,0 |
1,89 |
55,50 |
0,50 |
27,75 |
| 7 |
Сверлильно-расточные |
4 |
4,0 |
1,89 |
55,50 |
1,50 |
83,24 |
| ИТОГО: |
43,50 |
2904,72 |
|||||
| Премия 18% |
522,85 |
||||||
| Вредность 4% |
111,16 |
||||||
| Вредность 8% |
10,05 |
||||||
| Региональная надбавка 10% |
38,09 |
||||||
| Региональная надбавка 20% |
394,91 |
||||||
| Коэф. и северные надбавки |
4379,96 |
||||||
| Всего основной зарплаты производственного персонала |
8361,74 |
||||||
Список литературы
Руководство по капитальному ремонту дизелей М-756 1983 г.
Времменые правила технического обслуживания и технических ремонтов ТГ16 1977 г.
Ремонт технического оборудования тепловозов В.П. Скепский , В.Б. Скуев 1991 г.
Тепловозные дизели М-753 и М-756 Г.С. Бабич, С.Н. Дорошенко 1968 г.