| Скачать .docx |
Реферат: Восстановление пром вала автомобиля ЗИЛ - 130
Содержание
| 1. 2. 3. 4. 5. 6. 7. 8. 9. |
Введение…………………………………………………………………….. Обзор способов восстановления деталей типа вал…………………….. Устройство и работа КПП ЗиЛ-130…………………………...................... Дефектация………………………………………………………………..... Классификация способов восстановления деталей……………………… Выбор способа восстановления…………………………………………… Восстановление детали газотермическим напылением…………………. Подготовка поверхности к напылению………………………………… Технологическая часть………………………………………………… Расчет режимов резания…………………………………………………. Литература ……………………………………………………………..... |
Введение
Большое количество деталей автомобилей и агрегатов, требующих капитального ремонта, в результате износа, усталости материала, механических и коррозионных повреждений утрачивает свою работоспособность. Следует заметить, что лишь некоторые из этих деталей - наиболее простые и недорогие в изготовлении - утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после проведения сравнительно небольшого объема работ по их восстановлению.
Восстановление деталей имеет большое значение. Стоимость восстановления деталей значительно ниже стоимости их изготовления.
Затраты на восстановление деталей, в зависимости от конструктивных особенностей и степени изношенности деталей составляют 10…50% от стоимости новых деталей.
Восстановление является одним из основных источников повышения экономической эффективности авторемонтного производства. Значение восстановления деталей состоит также в том, что оно позволяет уменьшить потребности в производстве запасных частей.
Эффективность и качество восстановления деталей в значительной степени зависят от применяемых технологических способов их обработки.
В зависимости от характера устраняемых дефектов все способы восстановления деталей подразделяются на три основные группы: восстановление деталей с изношенными поверхностями; восстановление деталей с механическими повреждениями; восстановление противокоррозионных покрытий.
1. Обзор способов восстановления деталей типа вал
Описания способов восстановления взяты из источников
Восстановление стальных деталей дуговой наплавкой
Наплавка вручную
Электрической дугой можно наплавлять стальные детали вручную покрытыми электродами, автоматическим или полуавтоматическим способом под флюсом, а также в среде углекислого газа.
Ручная электродуговая наплавка применяется при ремонте деталей, имеющих местные дефекты: износ шпоночных канавок, износ сферической поверхности и торцов рычага нажимного диска сцепления, износ паза под рычаг выключения сцепления и др. Типичным примером наплавки вручную является ремонт вилки переключения первой передачи и заднего хода автомобиля ЗИЛ-130.
Вилка изготовляется из стали 10 и цементируется на глубину 0,3...0,5 мм. Твердость поверхностного слоя НКСЭ 56...62. Вилки, имеющие трещины любого характера, бракуются. Наплавкой восстанавливаются вилки, имеющие износ пазов более допустимого под фланец каретки синхронизатора по глубине паза, износ рабочей поверхности щек и лапок вилки по торцам. Изношенные пазы наплавляют электродом УОНИ-13/55 и отжигают на высокочастотной установке с последующим фрезерованием до номинального размера на вертикально-фрезерном станке. После этого вилка подвергается поверхностной закалке током высокой частоты. Аналогичным способом восстанавливаются изготовленные вилки переключения второй-третьей, четвертой-пятой передач. Режимы ручной электродуговой наплавки примерно такие же, как при сварке. Изношенные торцы вилок наплавляют твердым сплавом сормайт № 1 газовой горелкой.
Детали, изготовленные из среднеуглеродистых и низколегированных сталей, — скользящая вилка карданной передачи (сталь45), распределительный вал (сталь 45), крестовина заднего моста (18ХГТ) и др. — перед наплавкой подогреваются в печи или газовой горелкой до температуры 150...200°С, затем производится наплавка электродом УОНИ-13/55 при силе тока 200 А и напряжении дуги 30.. .35 В.
Механизированная наплавка под флюсом
При наплавке с использованием флюса сварочная дуга горит под флюсом между электродной проволокой и изделием, образуя газовый пузырь и плавя металл. При кристаллизации расплавленного металла сварочной микрованны образуется сварной шов.
Достоинством наплавки под флюсом является высокое качество наплавленного металла, поскольку весь процесс плавления, кристаллизации и охлаждения происходит без доступа воздуха. Сам флюс, участвуя в металлургическом процессе сварки или наплавки, способствует получению металла шва заданного состава. Под слоем флюса жидкий металл кристаллизуется медленно, в результате чего из сварочной ванны успевают выделиться растворенные газы и шлаковые включения, что также способствует улучшению качества шва. Для наплавки под флюсом используется электродная проволока, причем электрический ток подводится к ней на небольшом расстоянии от дуги. Это позволяет при необходимости использовать повышенные сварочные токи, позволяющие увеличить скорость наплавки. Достоинством наплавки под флюсом является также отсутствие разбрызгивания металла благодаря статическому давлению флюса. Важным достоинством наплавки под флюсом является и возможность автоматизации технологического процесса.
К недостаткам наплавки под флюсом относится возможность наплавки только в нижнем положении шва (допускается наклон до 15°) и неприемлемость ее применения для изделий сложной конструкции. Вследствие этих причин в авторемонтном производстве нашли широкое применение наплавочные работы под флюсом.
При наплавке деталь совершает вращательное движение, а наплавочная головка — поступательное. При этом электродная проволока подается с некоторым смещением от зенита наплавляемой поверхности в сторону, противоположную вращению детали. Это предотвращает стекание жидкого металла сварочной ванны.
Смещение электродной проволоки для деталей диаметром 40...50 мм составляет 4...6 мм, а для деталей диаметром 60...80 мм — 8... 10 мм.
При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3...5 мм поперек движения после наложения шва заданной длины. Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами.
Электродная проволока при наплавке подбирается в зависимости от материала восстанавливаемой детали и предъявляемых к ней требований в условиях эксплуатации. Для наплавки деталей, изготовленных из углеродистых сталей 30, 40, 45, используют проволоку из углеродистых сталей Нп-30, Нп-40, Нп-50, Нп-65 или из низколегированной стали — Нп-ЗОХГСА. Наплавку деталей из сталей ЗОХ, 35Х, 40Х и других низколегированных сталей производят проволокой Нп-ЗОХГСА или других марок. Для автоматической наплавки обычно применяют проволоку диаметром 1,6 мм для деталей диаметром до 70 мм и 2 мм диаметром 80... 100 мм.
Закаленные детали после наплавки и последующей механической обработки повторно закаливаются т. в. ч. для получения необходимой твердости поверхности.
Флюсы для автоматической наплавки должны способствовать устойчивому горению дуги, образованию плотного наплавленного металла и шлака, легко удаляемого с поверхности металла. Температура плавления флюса должна быть на 200...300 °С ниже температуры плавления металла. Таким требованиям отвечают флюсы марок АН-348А, АНК-18 и др. В необходимых случаях во флюс вводят легирующие компоненты, например феррохром, графит. Режимы наплавки устанавливаются в зависимости от диаметра обрабатываемой детали (табл. 6.1)? напряжение холостого хода берется 30...36 В, рабочее — 23...32 В.
Для наплавки деталей с большим износом рекомендуется применять автоматическую наплавку порошковой проволокой под флюсом или открытой дугой без дополнительной защиты (табл. 6.2). Для повышения твердости наплавленной поверхности последняя подвергается пластической деформации.
Для наплавки применяют следующее оборудование: наплавочные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7,5/30; подогреватели газа; осушитель, заполненный силикагелем КСМ крупностью 2,8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или ротаметры РС-3, РС-ЗА, РКС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную проволоку Св-12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12Х13, Св-06Х19Н9Т, Св-18ХМА, Нп-ЗОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др.

Рис. 3.5.1. Схема наплавки в среде углекислого газа: 1 — мундштук; 2 — электродная проволока; 3 — горелка; 4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга; 7 — сварочная ванна; 8 — наплавленный металл; 9 — наплавляемая деталь.
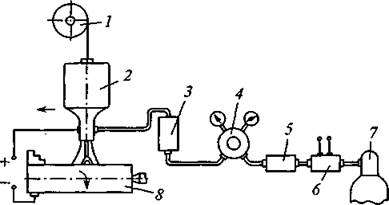
Рис. 3.5.2. Схема установки для дуговой наплавки в углекислом газе:
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; б — подогреватель; 7 — баллон с углекислым газом; 8 — деталь.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой детали и требуемых физико-механических свойств наплавленного металла. Скорость подачи проволоки зависит от силы тока, устанавливаемой с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги. Скорость наплавки зависит от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5... 3,5 мм. Каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200...300 НВ.
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха.
Механизированную сварку в углекислом газе применяют при ремонте кабин, кузовов и других деталей, изготовленных из листовой стали небольшой толщины, а также для устранения дефектов резьбы, осей, зубьев, пальцев, шеек валов и т.д.
2. Устройство и работа КПП ЗИЛ-130
Коробка передач служит для получения различных тяговых усилий на ведущих колесах путем изменения крутящего момента, передаваемого от двигателя к карданному валу, а также для изменения направления вращения ведущих колес при движении задним ходом и для отключения трансмиссии от двигателя на длительное время. Как известно, двигатели внутреннего сгорания развивают максимальную мощность только при вполне определенном и достаточно высоком числе оборотов. Для повышения тягового усилия на ведущих колесах автомобиля при невысоких скоростях движения возникает необходимость в увеличении передаточного отношения трансмиссии. Поэтому все современные автомобили снабжены теми или иными устройствами, позволяющими при неизменном числе оборотов двигателя изменять число оборотов ведущих колес в процессе движения. В настоящее время наилучшими механизмами такого рода, работающими с наименьшими потерями. являются шестеренчатые многоступенчатые коробки передач. В качестве примера рассмотрим трехходовую четырехступенчатую коробку передач с четырьмя передачами для движения вперед и одной - заднего хода. Все четыре передачи переднего хода включаются с помощью синхронизаторов (с блокирующими конусными кольцами), облегчающих управление коробкой передач и обеспечивающих безударное включение шестерен. Коробка передач имеет три вала: ведущий (или первичный), промежуточный и ведомый (или вторичный). Для уменьшения шума работы шестерен, повышения плавности зацепления и увеличения долговечности шестерни, находящиеся в постоянном зацеплении, выполнены косозубыми. Шестерни заднего хода сделаны прямозубыми. Характерной особенностью коробки передач является то, что I, II и III передачи имеют шестерни постоянного зацепления. При этом соответствующие шестерни вторичного вала могут на нем свободно вращаться, и при включении передачи соответствующая шестерня соединяется с валом посредством скользящих муфт синхронизаторов. Эти муфты перемещаются при помощи вилок включения передач. Вилок всего три. и поэтому коробка является трехходовой.
Коробка передач состоит из первичного, вторичного и промежуточного валов, картера и механизма переключения передач. Первичный вал изготовлен как одно целое с шестерней постоянного зацепления. Он вращается на двух шариковых подшипниках, передний запрессован в гнездо торца коленчатого вала, задний подшипник помещен в картере коробки передач и уплотняется сальником. Вторичный вал установлен в трех подшипниках. Передний игольчатый подшипник установлен в расточке первичного вала, средний подшипник шариковый, запрессован в гнездо картера коробки передач, задний подшипник, размещенный в гнезде задней крышки, уплотняется сальником. На вторичном валу свободно расположены шестерня первой передачи, шестерня второй передачи, шестерня третьей передачи; они находятся в постоянном зацеплении с одноименными шестернями промежуточного вала.
На переднем конце вторичного вала имеются три шлица, на которых расположена ступица скользящей муфты синхронизатора III и IV передач. Ступица скользящей муфты синхронизатора I и II передач связаны с валом аналогично. Шестерня заднего хода крепится на валу шпонкой. На задней шейке вала размещена ведущая шестерня привода спидометра. Фланец эластичной муфты карданного вала насажен на шлицы вала и фиксируется гайкой. Промежуточный вал изготовлен как одно целое с блоком шестерен и опирается на два подшипника; передний подшипник 6-шариковый, фиксируется на валу шайбой и болтом, задний подшипник - роликовый, цилиндрический. На шлицах вала расположена шестерня заднего хода. Промежуточная шестерня заднего хода свободно вращается на оси, запрессованной в отверстиях картера коробки передач и его задней крышки. Рычаг переключения передач составной, его нижняя часть соединяется с верхней частью через демпферное устройство. Такое соединение позволяет снимать коробку передач с автомобиля без «лишней» разборки.
На автомобилях ЗИЛ-130 и их модификациях установлена механическая, пятиступенчатая коробка передач с синхронизаторами (рисунок 1).
Применение синхронизаторов в коробке передач облегчает управление автомобилем, обеспечивает бесшумность включения передач и повышает долговечность зубчатых муфт шестерен.
Следует иметь в виду, что в коробках передач автомобилей ЗИЛ-130 установлены: червяк 23 и шестерня 5' привода спидометра, рассчитанного на определенное передаточное число в заднем мосту.
На трехосных автомобилях привод спидометра устанавливается в раздаточной коробке. Основные данные коробки передач автомобиля ЗИЛ-130 приведены в технической характеристике.
Коробка передач автомобиля ЗИЛ-130:
1 - первичный вал; 2, 21, 30 и 45 - подшипники; 3, 28, 31 и 47 - стопорные кольца; 4 - крышка заднего подшипника первичного вала; 5 -синхронизатор четвертой и пятой передач; 6 - втулка шестерни четвертой передачи; 7 и 40 - зубчатая пара четвертой передачи; 8 и 38 -зубчатая пара третьей передачи; 9 - головка стержня переключения первой передачи и передачи заднего хода; 10 - вилка переключения второй и третьей передач; 11 - крышка коробки передач; 12 - установочная втулка; 13 - шарик фиксатора; 14 - пружина фиксатора; 15 -штифт замочного устройства стержней переключения передач; 16 - шарик замочного устройства; 17 - синхронизатор второй и третьей передач; 18 и 34 - зубчатая пара второй передачи; 19 - вилка переключения первой передачи и передачи заднего хода; 20 - зубчатое колесо первой передачи и передачи заднего хода; 22 и 59 - шестерни привода спидометра; 23 - червяк привода спидометра; 24 - крышка подшипника вторичного вала; 25 - фланец с отражателем; 26 - гайка фланца вторичного вала; 27 и 51 - манжеты; 29 - гайка промежуточного вала; 32 - картер коробки передач; 33 - вторичный вал; 35, 39 и 41 - опорные шайбы; 36 и 42 - замочные кольца; 37 - зубчатое колесо передачи заднего хода промежуточного вала; 43 - промежуточный вал; 44 - зубчатое колесо привода промежуточного вала; 46 -заглушка; 48 - прокладка; 49 - блокирующий палец; 50 и 53 - роликовые подшипники; 52 - стопорная пластина; 54 и 67 - пружины; 55 -ось блока зубчатых колес передачи заднего хода; 56 - блок зубчатых колес передачи заднего хода; 57 - пробка контрольно-заливного отверстия; 58 - крышка люка отбора мощности; 60 - сливная пробка с магнитом; 61 - сапун; 62 - предохранитель выключения первой передачи и передачи заднего хода; 63 - ось промежуточного рычага; 64 - картер рычага переключения передач; 65 - фиксатор рычага; 66 -чехол рычага переключения передач; 68 - рычаг переключения передач; 69 - промежуточный рычаг; 70 - сухарь промежуточного рычага; 71 - стержень переключения первой передачи и передачи заднего хода; 72 - стержень переключения четвертой и пятой передач; 73 -стержень переключения второй и третьей передач; 74 - штуцер вала привода спидометра
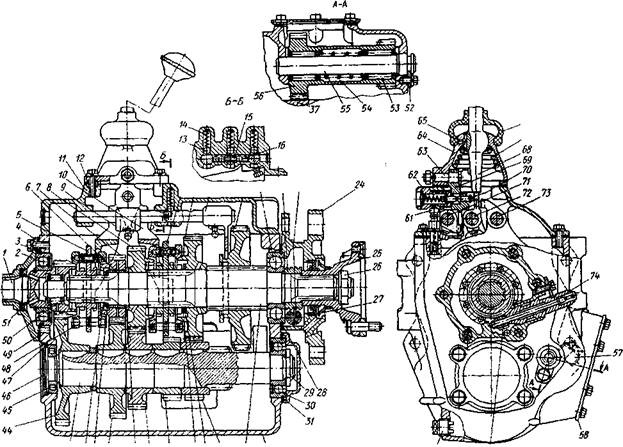
Рисунок 1
Техническая характеристика коробки передач
Коробка передач механическая с пятью передачами для движения вперёд и одной назад. Передаточные числа: первая передача 7.44, вторая передача 4.10, третья передача 2.29, четвёртая передача 1.47, пятая передача 1.00 (прямая), задний ход 7.09. Максимальный крутящий момент, передаваемый коробке передач 410(41) Н м (кгс м). Переключение передач механическое качающимся рычагом, установленным на крышке коробки. Отбор мощности от блока шестерён заднего хода. Максимальная мощность коробки отбора мощности 22.08 (30) кВт (л.с).
3. Дефектация
Определение величины износа
Большое количество деталей автомобилей и агрегатов, требующих капитального ремонта, в результате износа, усталости материала, механических и коррозионных повреждений утрачивает свою работоспособность, но лишь некоторые из этих деталей - наиболее простые и недорогие в изготовлении - утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после проведения сравнительно небольшого объема работ по их восстановлению, для измерения величины износа применяют различные приспособления. Для измерения величины износа принимаем измерительное устройство, называемое нутромер.
В процессе работы на шпоночные пазы вала действуют крутящие моменты, приложенные на боковые поверхности шпоночных пазов, наиболее подвержена износу правая сторона пазов, поскольку на эту часть приходится наиболее частое перемещение в связи с тем, что вращение вала при движении автомобиля происходит вправо. Левая поверхность пазов практически не подвержена износу из-за кратковременности приложения нагрузки и ее редкости, так как задняя передача включается гораздо реже передних и после измерения было установлено, что левой стороне шлицев износ отсутствует, в то время как справа он составляет 0,5 мм.
4.Классификация способов восстановления деталей .
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий потребителей, т. е. гарантии послеремонтного ресурса.
Исследования ремонтного фонда (автомобилей и агрегатов, поступающих в ремонт) показали, что в среднем около 20 % деталей - утильных, 25...40 % - годных, а остальные 40...55 % - можно восстановить. Даже процент утильных деталей можно значительно снизить на АРП, если оно будет располагать эффективными способами дефектации и восстановления.
Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по сравнению с изготовлением новых деталей сокращаются затраты (на 70%). Основным источником экономии ресурсов являются затраты на материалы. Средние затраты на материалы при изготовлении деталей составляют 38%, а при восстановлении - 6,6 % от общей себестоимости. Для восстановления работоспособности изношенных деталей требуется в 5... 8 раз меньше технологических операций по сравнению с изготовлением новых деталей.
Несмотря на рентабельность, трудоемкость восстановления деталей еще неоправданно высока и даже на крупных ремонтных
предприятиях в среднем до 1,7 раз больше трудоемкости изготовления одноименных деталей на автомобильных заводах.
Основное количество отказов деталей автомобилей вызвано износом рабочих поверхностей - до 50%, 17,1% связано с повреждениями и 7,8 % вызвано трещинами. Основное место среди всех отказов автомобилей занимает двигатель - это до 43 % отказов. Примерно 85 % деталей восстанавливают при износе не более 0,3 мм, т.е. их работоспособность восстанавливается при нанесении покрытия незначительной толщины. Нанесение металла на несущие поверхности с последующей механической обработкой позволит многократно использовать деталь.
Доля восстанавливаемых наружных и внутренних цилиндрических
поверхностей составляет 53,3%, резьбовых - 12,7%, шлицевых-
10,4%, зубчатых - 10,2 %, плоских - 6,5
%, все остальные - 6,9%.
На рис. 10.1 приведена классификация способов восстановления деталей, которые нашли применение в ремонтном производстве и обеспечивают необходимые эксплуатационные характеристики деталей, а в рис. приведены их оценочные показатели.
Объемы восстановления деталей на АРП определяются наличием соответствующих по наименованию и цене запасных частей.
Слесарно-механическая обработка.
К ней относятся слесарная, механическая, связанная с подготовкой деталей к нанесению покрытий и обработкой после их нанесения, обработка деталей под ремонтный размер, постановка дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей.
Пластическое деформирование.
Способ пластического деформирования основан на способности
деталей изменять форму и размеры без разрушения путем перераспределения металла под давлением, т. е. основан на использовании пластических свойств металла деталей. Особенность способа - это перемещение металла с нерабочих поверхностей детали на изношенные рабочие поверхности при постоянстве ее объема. Пластическому деформированию могут подвергаться детали в холодном или в нагретом состоянии в специальных приспособлениях на прессах.

Стальные детали (низкоуглеродистые стали), а также детали из цветных металлов и сплавов обычно деформируют в холодном состоянии без предварительной термообработки.
При холодном деформировании наблюдается упрочнение металла
детали, т. е. происходит наклеп, который повышает предел прочности и твердости металла при одновременном понижении ее пластических свойств. Этот процесс требует приложения больших усилий. Поэтому при восстановлении деталей очень часто их нагревают.
В нагретом состоянии восстанавливают детали из средне- и высокоуглеродистых сталей. При восстановлении деталей необходимо учитывать верхний предел нагрева и температуру конца пластического деформирования металла. Относительно низкая температура конца деформирования металла может привести к наклепу и появлению трещин в металле. В зависимости от конструкции детали, характера и места износа нагрев может быть общим или местным.
Процесс восстановления размеров деталей состоит из операций: подготовка - отжиг или отпуск обрабатываемой поверхности перед холодным или нагрев их перед горячим деформированием; деформирование - осадка, раздача, обжатие, вытяжка, правка, электромеханическая обработка и др.; обработка после деформирования - механическая обработка восстановленных поверхностей до требуемых размеров и при необходимости термическая обработка; контроль качества.
Напыление.
Сущность этого способа основывается на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают виды напыления: электродуговое, газопламенное, высокочастотное, плазменное, детонационное и ионоплазменное.
Гальванические и химические покрытия.
Этот способ основывается на осаждении металла на поверхности детали гальваническим или химическим методом. Гальванические и химические процессы применяют при восстановлении изношенных поверхностей деталей, а также для защиты их от коррозии. В целях компенсации износа деталей наиболее часто применяю хромирование, железнение и химическое никелирование.
Синтетические материалы.
Применение полимерных материалов при ремонте автомобилей по сравнению с другими способами позволяет снизить трудоемкость восстановления на 20...30%, себестоимость ремонта - на 15...20%, расход материалов - на 40...50%. Это обусловлено следующими особенностями их использования: не требуется сложного оборудования и высокой квалификации рабочих; возможностью восстановления деталей без разборки агрегатов; отсутствие нагрева детали; не вызывает снижения усталостной прочности восстановленных деталей; во многих случаях позволяет не только заменить сварку или наплавку, но и восстанавливать детали, которые другими известными способами восстановить невозможно или опасно с точки зрения безопасности труда; позволяет миновать сложные технологические процессы нанесения материала и его обработку.
Полимеры - это высокомолекулярные органические соединения искусственного или естественного происхождения.
Пластмассы -
композиционные материалы, изготовленные на основе полимеров, способные при заданных температуре и давлении принимать определенную форму, которая сохраняется в условиях эксплуатации. Кроме полимера, являющегося связующим веществом, в состав пластмассы входят наполнители, пластификаторы, отвердители, ускорители, красители и другие добавки. Содержание наполнителей (металлический порошок, цемент, графит,
ткань и др.) может достигать 70%.
Полимеры делят на две группы:
термопластичные (термопласты) - полиэтилен, полиамиды и
другие материалы - при нагревании способны размягчаться и подвергаться многократной переработке;
термореактивные (реактопласты) - эпоксидные композиции,
текстолит и другие материалы - при нагревании вначале размягчаются, а затем в результате химических реакций затвердевают и
необратимо переходят в неплавкое и нерастворимое состояние.
Пластмассы применяют для восстановления размеров деталей,
заделки трещин и пробоин, герметизации и стабилизации неподвижных соединений, изготовления некоторых деталей и пр.
Пластмассы наносят намазыванием, газопламенным напылением, вихревым, вибрационным способами, литьем под давлением, прессованием и др.
Для обеспечения надежной адгезии полимера с деталью ее поверхность должна быть тщательно подготовлена, для чего производятся очистка от грязи, механическая обработка или зачистка поверхности шлифовальной шкуркой, тщательное обезжиривание (в щелочных растворах, ацетоном, бензином и др.) с последующей сушкой.
Для увеличения сцепляемости полимера с поверхностью детали у последней сверлят отверстия, нарезают канавки, резьбу, проводят струйную обработку и т. д.
5. Выбор способа восстановления
1 Анализ ремонтного чертежа детали
Представленная деталь, представляет собой вал, предназначенный для передачи крутящего момента от ступицы зубчатого колеса на внешнюю нагрузку, и сделан из материала сталь 25 ХГМ
Этот вал нуждается в ремонте дефекта: ремонт шпоночного паза по ширине.
2 Выбора рационального способа ремонта
Выбор способа восстановления детали следует осуществлять поэтапно, применяя последовательно технологический, технический и технико-экономический критерий.
Основной дефект: износ шпоночного паза по ширине.
1. Ручная наплавка покрытыми электродами.
Процесс дуговой наплавки основан на применении дуговой сварки плавящимся электродом. Общие потери при наплавке покрытыми электродами с учетом потерь на угар, разбрызгивание и огарки составляют до 30%.
2. Механизированная дуговая наплавка под слоем флюса.
Процесс широко применяется для восстановления плоских и цилиндрических деталей, а также шлицев и шпоночных пазов. Для восстановления деталей сельскохозяйственной техники обычно применяют проволоку диаметром 1.2…3.0 мм. Свойства направляемого слоя сильно зависят от марки флюса.
3. Наплавка в среде защитных газов.
Отличается от наплавки под флюсом тем, что в качестве защитной среды используются инертные газы или углекислый газ. Наплавку ведут короткой дугой, на постоянном токе обратной полярности, с использованием источников питания с жесткой внешней характеристикой.
4. Наплавка в среде водяного пара.
Водяной пар позволяет применять проволоку различного состава, в том числе не содержащую раскисляющих элементов. Это дает возможность восстанавливать детали сельскохозяйственных машин широкой номенклатуры.
5. Вибродуговая наплавка.
Суть наплавки в том, что электрод вибрирует вдоль оси, вызывая короткие замыкания в сварочной цепи и короткие периоды действия дуги. Вследствие вибрации электродной проволоки происходит чередование: «дуговой разряд – короткое замыкание – холостой ход». Такой способ дает возможность получить слой толщиной от десятых долей миллиметра до 3 мм за один проход.
6. Наплавка порошковыми проволоками.
Эту наплавку выполняют на постоянном токе обратной полярности. Диаметр электродной проволоки выбирают в зависимости от диаметра восстанавливаемой детали и требуемой толщины наплавляемого слоя. Шаг наплавки должен быть таким, чтобы перекрытие каждого слоя последующим было 30…50% т.е. 3…12 мм.
Наплавку тел сложной формы следует проводить самозащитной порошковой проволокой на специализированных станках.
7. Газовая сварка и наплавка.
Наплавка проводится при нагреве и расплавлении наплавляемого металла с помощью высокотемпературного пламени. Процесс проводится, как правило, ацетилено-кислородным нейтральным пламенем.
После перечисления основных способов восстановления детали, необходимо выбрать основной способ.
Технологический критерий. Он оценивает каждый способ и определяет принципиальную возможность применимости того или иного способа восстановления.
Отобранные по этому критерию способы восстановления должны удовлетворять двум условиям:
1. по своим технологическим особенностям они должны быть приемлемы к данной детали;
2. устранять имеющиеся дефекты.
Технический критерий
Он оценивает каждый способ (выбранный по технологическому критерию) устранения дефектов детали с точки зрения восстановления.
Для каждого выбранного способа дают комплексную оценку по значению коэффициента долговечности. Рациональным по этому критерию будет способ, ручная наплавка покрытыми электродами.
Выбрав один из способов окончательное решение, по способу восстановления, принимают по технико-экономическому критерию.
Технико-экономический критерий связывает себестоимость восстановления детали с ее долговечностью.
6. Восстановление детали газотермическим напылением
Повышение надежности современной техники, снижение себестоимости ее обслуживания, обеспечение конкурентоспособности, продление ресурса эксплуатации, а также ее реновация путем применения современных технологий для восстановления работоспособности узлов до уровня новых изделий - наиболее приоритетные направления развития техники.
Применение технологий нанесения защитных покрытий, среди которых газотермические процессы занимают значительное место, является одним из кардинальных путей решения данного вопроса. С использованием существующих в настоящее время оборудования, материалов и технологий газотермического напыления стало возможным значительно снизить или исключить влияние на изнашивание деталей таких факторов, как эрозия, коррозия (в том числе высокотемпературная), кавитация и др. Защитные покрытия могут быть также предназначены, например, для создания термобарьерного слоя, обеспечения электроизоляционных свойств, поглощения излучения продуктов радиоактивного распада, обеспечения определенных оптических свойств, реализации селективного смачивания, создания биологически активных поверхностных свойств для различных искусственных органов и многого другого.
В промышленно развитых странах с целью решения экологических проблем освоение техники газотермического напыления происходит путем вытеснения гальванических "грязных" технологий. Ситуация в России, сложившаяся в 80-90 гг. и приведшая к распаду промышленности, в настоящее время дает возможность не реанимировать устаревшие технологии, а адаптируясь к новым условиям, вместо гальванических методов использовать новейшие технологии термического напыления.
Метод газотермического напыления характеризуется широтой технологических возможностей:
• защитные покрытия можно наносить на объекты любых размеров: мосты, суда, трубопроводы, строительные конструкции, котлы, коленчатые валы, лопатки турбин и др.;
• толщина покрытия может составлять от 0,01 до 10 и более мм; покрытия могут иметь заданную пористость (от 0 до 30 и более процентов);
• защитные покрытия могут быть изготовлены из любых материалов, имеющих точку плавления или интервал размягчения;
• в качестве подложки можно использовать дерево, стекло, пластмассы, керамику, композиционные материалы, металлы;
• нанесение защитных покрытий может производиться в широком диапазоне состава покрытия, температуры и давления - в низком вакууме в специальной камере с контролируемой инертной атмосферой, в воздухе при нормальных условиях, под водой;
• нанесение металлических и керамических покрытий не вызывает значительного нагрева напыляемой поверхности, следовательно, обеспечивается сохранение геометрических размеров деталей.
Газотермические покрытия применяют при ремонте оборудования и упрочнении рабочих поверхностей новых деталей. В зависимости от назначения покрытия и условий его работы меняются требования к точности соблюдения основных параметров покрытия - его состава, толщины, плотности и прочности сцепления с подложкой.
Основные технологические процессы, которые сегодня используются в мировой практике, - это высокоскоростное напыление, плазменное напыление на воздухе с использованием таких плазмообразующих газов, как аргон, азот, гелий, воздух; детонационное и газопламенное напыление, а также электродуговая металлизация и наплавка. По косвенной оценке (число продаваемого оборудования для газотермического нанесения покрытий), насыщенность европейской промышленности выше насыщенности российских предприятий примерно в 350-400 раз. За рубежом 75% запорной арматуры (шаровые краны большого диаметра) производится с покрытием из карбида вольфрама на связке кобальт-хром, а остальная часть - с гальваническим нанесением хрома или никеля. У нас же 100% шаровых кранов такого же типоразмера имеют гальванические покрытия. Такое состояние дел можно объяснить большим количеством отрицательных результатов, полученных при использовании покрытий в прежние годы. Анализ опыта внедрения техники и технологии газотермических покрытий в производство в прежние годы показывает, что получение отрицательных результатов можно объяснить низким качеством и несовершенством технологического оборудования и средств контроля процессов нанесения покрытий, отсутствием подхода, определяющего обоснованность выбранной технологической схемы, и критериев, позволяющих оценить применимость методов напыления для решения той или иной задачи. В настоящее время отечественные предприятия, борющиеся за свое место на рынке, все чаще начинают внедрять современные методы газотермического нанесения покрытий для повышения качества выпускаемой продукции.
По своему назначению покрытия делятся на следующие:
• защитные покрытия, обеспечивающие более длительную работу деталей в рабочих условиях;
• технологические покрытия, обеспечивающие защиту поверхности деталей при технологическом переделе;
• конструкционные покрытия, с помощью которых восстанавливаются размер и форма детали, придаются новые свойства ее поверхности или когда покрытие выполняет роль конструкционных материалов.
Износостойкие покрытия
Изнашивание металлов - процесс разрушения поверхностных слоев трущихся тел - характеризуется разнообразием условий их нагружения. В зависимости от этих условий следует выбирать те материалы, которые имеют большее сопротивление изнашиванию. В качестве износостойких в условиях пленочной жидкой смазки применяют антифрикционные материалы (баббиты, бронзы). При сухом трении до 500оС - сочетание твердых материалов и мягкой связки (карбид вольфрама - кобальт или никель). При повышенных температурах (до 900оС) - карбид хрома - нихром. При высоких температурах - материалы, дающие устойчивые оксиды: алюминид никеля, нихром, или покрытия, содержащие твердые смазки ( графит, дисульфид молибдена, нитрид бора). При возможности абразивного изнашивания применяют твердые наплавочные материалы - самофлюсующиеся покрытия, содержащие бориды, карбиды. Газотермические покрытия пористостью 5-15% при жидкостном трении обладают более высокой износостойкостью, чем новая деталь. Так, у нового стального вала двигателя внутреннего сгорания после прекращения подачи обычной моторной смазки через 2,5…3 ч происходит разрушение масляной пленки и заедание в баббитовом подшипнике, что приводит к резкому увеличению коэффициента трения и разрушению подшипника. Заедание вала с напыленным стальным покрытием происходит через 22,5 ч после прекращения подачи смазки при постепенном повышении коэффициента трения. Если в качестве смазочного материала использовали графитизированное масло, то заедания вала с напыленным покрытием не наблюдалось после 190 ч с момента прекращения подачи смазки.
Жаростойкие покрытия
Жаростойкие покрытия образуют плотную оксидную пленку, которая защищает покрытие и подложку от окисления. Оксиды алюминия, хрома, кремния имеют плотное строение и высокую прочность сцепления. Жаростойкими являются
сплавы в системах Ni-Al, Ni-Cr, Ni-Cr-Al, Ni-Co-Cr-Al-X, MoSi2 и др.
Теплозащитные покрытия (ТЗП) должны иметь низкое значение коэффициента теплопроводности l и высокую температуру плавления.Наиболее подходящим материалом для ТЗП является оксид циркония ТЗП лопаток турбины ГТД должно иметь l менее 2,5 Вт/(м•К). ГТП из ZrO2 имеет пористость 15±5%, при которой l < 0,8 Вт/(м•К).
В качестве теплозащиты в зависимости от материала подложки и условий применения следует выбирать керамические материалы с заданной пористостью. Для лопаток турбины ГТД предпочтительнее кубическая структура оксида циркония и оксида иттрия или церия.
Коррозионно-стойкие покрытия
Коррозионные разрушения металлов обусловлены химическими и электрохимическими процессами, происходящими на поверхности металла при взаимодействии со средой. Различают коррозию атмосферную, в морской воде, грунтовую, в агрессивных средах (кислотную, щелочную и т.д.), высокотемпературную газовую (сульфидную, сульфидно-оксидную и т.д.). По характеру поражения различают питтинговую (язвенную), когда на поверхности образуются язвы и полости, фреттинг-коррозию (износ в условиях малых перемещений, когда поверхности не выходят из зоны контакта и продукты износа и коррозии не имеют возможности выхода из зоны образования), коррозию под напряжением (коррозионное растрескивание), коррозионное расслаивание и др.
Для защиты от атмосферной, морской, подземной коррозии стальных конструкций, трубопроводов, судов и т.д. широко применяют металлы-протекторы, имеющие более отрицательный потенциал, чем железо (анодные покрытия) - Zn, Al. В качестве защитных покрытий катодного типа применяют коррозионно-стойкие металлы - Pb, Cr, Cu, Ti. Главное требование к катодным покрытиям - это их сплошность, исключающая попадание жидкости (электролита) между подложкой и покрытием. В этом случае будет разрушаться подложка, т.е. защищаемый металл. Такие коррозионно-стойкие покрытия могут быть изолирующими, что обеспечивается их плотностью и химическим составом.
Высокотемпературная коррозия связана с образованием легкоплавких сульфидов (и других соединений) с никелем и железом, которые растворяют металл подложки при сравнительно невысоких температурах. Кобальт и хром химически более устойчивы и применяются для защиты лопаток турбины ГТД.
В ряде случаев покрытия служат для восстановления формы детали (профиль лопатки турбины ГТД). В качестве материала используют жаростойкие сплавы
Электропроводные электроизоляционные покрытия
Электропроводные (медь), электроизоляционные (оксид алюминия, алюмомагнезиальная шпинель), нейтронно-поглощающие (гафний и оксид гафния) покрытия выполняют роль проводников, изоляторов, защитных экранов в ядерных установках, являясь также конструкционными покрытиями.
Уплотнительные покрытия
Уплотнительные покрытия (УП) применяются взамен вставок из уплотнительных материалов в ГТД. Назначение УП - уменьшить зазор между статором и ротором газогенератора (компрессор и турбина). Особенностью УП является их податливость (кромка лопатки или лабиринт легко врезаются в слой УП, которое, однако, достаточно прочно, чтобы выдерживать напор газового потока при повышенных температурах.) В качестве твердой смазки в УП используют графит и нитрид бора. В качестве матрицы с увеличением рабочей температуры - алюминий, никель, алюминид никеля, оксид циркония.
Декоративные покрытия
Декоративные покрытия (бронзовые покрытия на силуминовых скульптурах) также можно считать конструкционными, так как они позволяют экономить более дорогие медные сплавы подобно тому, как бронзовый цилиндр гидросистемы шасси был заменен деталью из алюминиевого сплава с покрытием из бронзы, нанесенным на внутреннюю поверхность цилиндра. Такая замена позволила снизить массу узла шасси на 4 кг. Восстановление скульптурной группы "Квадрига" на фронтоне Большого театра производилось напылением медной проволокой способами ГП и ЭДМ. Толщина стенки скульптуры составляла изначально 4 мм, на момент восстановления - 2 мм. Толщина стенки была доведена до начальной.
7. Подготовка поверхности
Поверхность изделия быть тщательно очищена от загрязнений маслом, окислами, продуктами коррозии, влаги, пыли и пр., сохраняться в таком очищенном виде. Для получения хорошего сцепления наносимого слоя металла с основным поверхности детали придают шероховатость путем пескоструйной обработки или нанесения канавок обдиркой на токарном станке. Для твердых закаленных и цементованных детален, применяют специальную подготовку поверхности, наплавляя на нее тонкий слой электродного металла с применением одновременно воздушного дутья.
На подготовленную поверхность детали, свободную от следов ржавчины и загрязнений, наплавляют проволоку. Для этого помещая деталь на требуемом расстоянии наплавляют металл, тонким слоем требуемой толщины, равномерно перемещая наплавочную головку по поверхности, подвергаемой наплавке. Детали, имеющие форму тел вращения, наплавляют на токарных станках, в суппорте которых крепится наплавочная головка.
Наплавкой исправляют следующие участки: наружные и внутренние поверхности под прессовую и скользящую посадку; такие же поверхности, работающие на трение со смазкой; плоскости разъема; поверхности, работающие на безударное сжатие или не испытывающие значительных напряжений на гранях, имеющие дефекты механической обработки. Восстанавливать можно только те детали, которые не утратили своей прочности вследствие износа и других дефектов. На наружные поверхности покрытие можно наносить слоем 0,5-10 мм и более, в зависимости от требований к процессу покрытия. Детали, работающие на износ в условиях жидкостного трения, следует наплавлять высокоуглеродистой стальной проволокой.. Для антифрикционных покрытий применяют следующие сочетания металлов:75% стали и 25% меди; 75% стали и 25% латуни; 50% стали и 50% алюминия; 70% стали и 30% алюминия; 50% алюминия и 50% свинца. Для придания деталям жаростойкости их покрывают алюминием (алитируют) и подвергают последующей термообработке, в результате чего алюминий диффундирует в сталь, образуя на ее поверхности тонкий жаростойкий слой железоалюминиевого сплава.
8. Технологическая часть
Составление технологического маршрута восстановления корпуса редуктора лебедки.
Операция 005 "Мойка"
1.Очистить поверхность детали от грязи и коррозии.
Операция 010 "Контрольная"
1.Контролировать размер
Операция 015 "Напыление"
1.Установить и снять деталь.
2.Напылить поверхность шейки вала
Операция 020 "Шлифовальная"
1.Установить и снять деталь.
2.Шлифовать шлицевую поверхность в размер.
Операция 025 "Контрольная"
1.Контролировать размер.
Операция 030 "Фрезерная"
1.Устанвить и снять деталь.
2.Фрезеровать новые шпоночные пазы.
Операция 035 "Контрольная"
1.Контролировать размер.
Описание технологического процесса восстановления вала
Операция 005 "Мойка"
Данная операция осуществляется очисткой детали от грязи. При этом используются различные материалы, а также вода. Применяется ванна с водой, щетка, ветошь.
Операция 010 "Контрольная"
Выполняется проверка размера с целью выявления величины износа, а также на конусность и овальность. Применяется нутромер.
Операция 015 "Напыление"
Проводится напыление поверхность. Деталь закрепляется в патроне и центре. Величину износа принимаем 0,1 мм.
Операция 020 " Шлифовальная "
Выполняется шлифование поверхности шеек вала. Деталь закрепляется в патроне и центре.
Операция 025 "Контрольная"
Производится проверка диаметра шеек вала контрольным приспособлением.
Операция 030 "Фрезерная"
Выполняется фрезерование шпоночных пазов. Деталь закрепляется в тисках с призматическими губками.
Операция 035 "Контрольная"
Производится проверка соответствия размеров и расположения поверхностей.
Формулы и значения коэффициентов для расчета режимов резания взяты из источника
Операция 015 “Напыление”
1.Толщина напыленного слоя
припуск на механическую обработку принимаем h=0.6мм.
2.Диаметр проволоки.
D=3мм
3.Скорость перемещения детали 10м/мин.
4.Подача S0 =1-5 мм
5.Скорость подачи проволоки Vпр =0,9-4,5 м/мин.
Принимаем Vпр =2,5 м/мин
6.Рабочее давление газов:
-сжатого воздуха 3-5 кгс/м3
-кислорода 2-5 кгс/м3
-ацетилена от 0,04 кгс/м3
-пропан-бутан 0,04-0,3 кгс/м3
7.Расход сжатого воздуха 0,7 м3 /мин
8.Основное время
![]()
![]()
![]()
![]()
![]()
Операция 020 " Токарная "
Расточить отверстие 58,00 мм
Инструмент: резец ВК – 6
Оборудование: токарно – винторезный модели 1К62
1. Глубина резания t, мм ( поперечная подача Sпоп,мм)
Sпоп=0,018 мм
2.Продольная подача Sпр=В*β, мм/об
β-Расчётный коэффициент β=0,4
Sпр=42*0,4=16,8 мм/об
3. Частота вращения детали
3.1 Расчётная скорость вращения
![]()
Dд- диаметр шлифуемой детали, мм
Т- шлифовального круга, (30-45мин)
Сv=0,24; к=0,3; х=1; m=0,5
![]()
3.2 Расчетная частота вращения детали
![]()
![]()
![]()
4.Скорость шлифовального круга по справочнику
V= 30-35 м/с
4.1.Действительное значение скорости шлифовального круга
![]() , м/с
, м/с
Dк - диаметр шлифовального круга, мм.
nк - частота вращения шлифовального круга, об/мин
Принимаем, из расчета, что обороты двигателя 2880 об/мин и передаточное отношение 0,816 , обороты круга – nK = 2350 об/мин
![]()
5.Скорость перемещения стола
![]()
![]()
6. Силы резания и мощность на вращение шлифовального круга
![]()
Cp=2,2; n=0,5; х=0,55; у=0,5
![]()
![]()
7. Основное время
![]()
L- длинна продольного хода детали, мм.
H- припуск на обработку, мм.
К- коэффициент учитывающий точность шлифования и износ круга
![]()
![]()
![]()
![]()
![]()
![]()
1.Ахумов А.В. «Справочник нормировщика» М.:Машиностроение, 1987.-458с.: ил.
2.Богатырев А.В. «Автомобили» М.:Машиностроение, 1986.-160 с.: ил.
3.Великанов К.М. «Расчеты экономической эффективности новой техники» М.:Машиностроение, 1990.- 448 с.
4.Вардашкин В.М. «Справочник нормировщика»: Машиностроение, 1987.-280 с.: ил.
5.Кондрашкин А.С. «Руководство по ремонту, эксплуатации и техническому обслуживанию ЗИЛ-130-160 с.
6.Карагодин В.И., Митрохин Н.Н. «Ремонт автомобилей и двигателей» – М.: Мастерство; Высш. школа, 2001.–496с.
7.Карагодин В. И., Шестопалов С. К. «Слесарь по ремонту автомобилей»: Практическое пособие. - 2-е изд., перераб. и доп. - М.: Высшая школа, 1990.- 239 с.
8.Круглов С.М. «Справочник автослесаря по техническому обслуживанию и ремонту легковых автомобилей». - М.: Высшая школа, 1995. - 304 с.
9. Кобевник В.Ф. «Охрана труда».-К.: Выща шк., 1990.-286.,ил.
10.Многокрасочный альбом/ Вершигора В. А., Игнатов А. П., Новокшенов., Н. В. и др. - Изд-во «Третий Рим», 1996. - 90 с.
11.Орлов П.Н. «Справочник металлиста» М.:Машиностроение, 1986.-960 с.: ил.