| Скачать .docx |
Дипломная работа: Дипломная работа: Стенд обкатки виброблоков машины ВПР
ВВЕДЕНИЕ
Большинство путевых машин проходят капитальный ремонт в зимний период, с ноября по апрель. В том числе и машины по выправке, подбивке и рихтовке пути, типа ВПР, ВПРС и т.д.. После ремонта подбивочных блоков, для выявления дефектов деталей и узлов, а также для определения качества проведённого ремонта, желательно произвести обкатку. В летний период это не составляет особого труда, так как можно вывести прошедшую ремонт машину из цеха ремонтного предприятия на любой свободный ЖД путь и там провести обкатку подбивочного блока. В зимний же период это проблематично из- за низких температур и обледенения балластной призмы.
На станции Черепаново Западносибирской железной дороги на ПРММ- была решена проблема обкатки подбивочных блоков путевых машин в зимний период путём применения специально созданного для этого стенда. Стенд позволяет проводить обкатки подбивочных блоков в любое время года, не выезжая из цеха предприятия. Этот стенд показан является единственным на Западно-Сибирской железной дороге. Схема стенда представлена на рисунке 1.
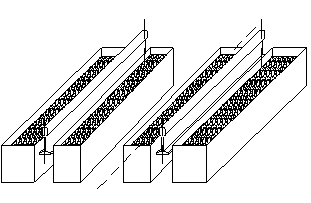
Рисунок 1 - Стенд для обкатки подбивочных блоков на станции Черепаново.
Стенд состоит из четырёх ёмкостей со щебнем стоящих в углублении в полу цеха под одними из трёх путей. Щебень в ёмкостях меняют путём вытаскивания ёмкостей из углубления при помощи цехового мостового крана. Затем производят замену щебня в ёмкостях и ставят их на место. При большом количестве ремонтируемых машин щебень меняется редко, что приводит к нарушению размеров фракций уплотняемого щебня, т.е. он со временем превращается в песок.
Одним из недостатков этого стенда является отсутствие шпал, из- за этого щебень не уплотняется и подбойки не испытывают рабочего сопротивления. В следствии этого могут быть на выявлены все дефекты оборудования.
Данный стенд был взят за прототип для данной дипломной работы.
1. АНАЛИТИЧЕСКИЙ ОБЗОР
1.1 Обоснование выбора темы
В связи с тем, что при эксплуатации машин ВПР, ВПРС и других путевых машин, имеющих блоки для подбивки балласта, возникает проблема надёжной работы всех узлов и агрегатов. Ремонт таких машин производится исключительно на ремонтных предприятиях, имеющих необходимую базу. При ремонте лицензированных путевых машин ремонтное предприятие должно так же иметь лицензию на проведение соответствующих работ. Предприятия такого типа должны иметь так же необходимые кадровые и материальные базы.
К кадровой базе относятся квалифицированные рабочие, прошедшие необходимое обучение и получившие допуск к выполнению соответствующих работ.
К материальной базе относятся все станки, инструменты и приспособления используемые в процессе ремонта. Так же к материальной базе относится всё диагностическое и контрольно-измерительное оборудование, а так же стенды, для выявления дефектов узлов и агрегатов, возникающих из-за не качественной сборки или скрытого брака хотя бы оной детали входящей в состав узла. Такие дефекты проявляются в первые часы работы и существенно снижают надёжность машины.
Во избежание установки на машину не надёжных элементов, все ответственные узлы и агрегаты проходят обкатку ещё до установки их на машину. Чтобы повести обкату элементов используют стенды. В основном стенды для обкатки механизмов разрабатывают и производят на самих же предприятиях по ремонту машин.
Перед ремонтными предприятиями стоит проблема обкатки рабочих органов. Рабочим органом машин ВПР, ВПРС и других подобных машин является подбивочный блок. Проблема обкатки этого органа заключается в рабочем цикле данного агрегата. Рабочий цикл подбивочного блока состоит из нескольких циклов. Так как подбивочный блок состоит из нескольких агрегатов, то существует большая вероятность выхода его из строя.
Возможные неполадки подбивочных блоков:
1. утечки рабочей жидкости в следствии плохого соединения трубопроводов с агрегатами;
2. разрывы рукавов высокого давления из-за дефекта соединения гибкой части рукава с разъёмной частью;
3. разрывы металлических трубопроводов из-за дефектов в металле (раковины и прочие дефекты металла);
4. заклинивание механизма опускания подбивочного блока в следствии изгиба штока гидроцилиндра опускания рабочего органа;
5. выпадение подбоек из гнезд;
6. расшатывание соединений гидроцилиндров из-за быстрого износа пальцев;
7. нагрев подшипниковых узлов;
8. заклинивание подшипников;
9. дефекты уплотнений элементов гидросистемы;
10. дефекты креплений рамы подбивочного блока к раме машины;
11. наличие трещин на раме подбивочных блоков.
Чтобы обкатать подбивочный блок и выявить все возможные неполадки, с целью их дальнейшего устранения необходимо иметь соответствующее оборудование.
В настоящее время, стендов для обкатки подбивочных блоков крайне мало. По этому темой данного курсового проекта выбрана разработка стенда для обкатки подбивочных блоков путевых машин после ремонта.
1.2 Обзор вариантов разрабатываемого стенда
Для улучшения качества обкатки подбивочных блоков прошедших ремонт, вводится наличие шпал, что соответствует реальному режиму работы машин. В следствие этого заменяем четыре емкости со щебнем на одну. Шпалы закреплены на рельсах и представляют собой вырубку рельсошпальной решётки. Для снижения веса конструкции выбраны деревянные шпалы. Выбранная схема представлена на рисунке 2.
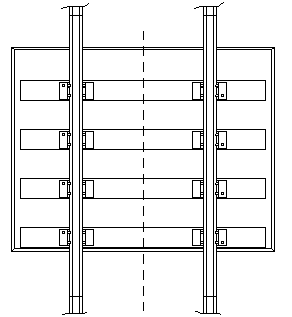
Рисунок 2 - Схема ёмкости со щебнем и вырубки РШР.
Возможен вариант замены шпал на их более лёгкий и удобный аналог, например металлические прямоугольные пластины, размером 220х2800 мм. С одной стороны такой вариант более предпочтителен, но он может не создать необходимой степени уплотнения балласта под шпалой.
Для наиболее быстрой смены ёмкости предлагается производить замену ёмкости со щебнем непосредственно под рельсошпальной решёткой путём откатывания её в сторону и постановки на место ёмкости со старым щебнем аналогичной ёмкости, только со свежим щебнем. А так как у нас одна ёмкость, а не четыре, то время работы по излечению старого щебня из стенда и замены его на новый, значительно сокращается.
Предлагается несколько вариантов замены ёмкостей:
вариант I представлен на рисунке 3;
вариант II представлен на рисунке 4;
вариант III представлен на рисунке 5.
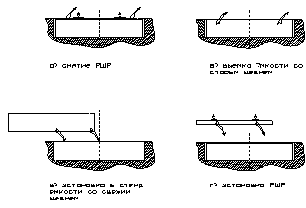
Рисунок 3 -: Схема замены ёмкости со щебнем путём снятия РШР.
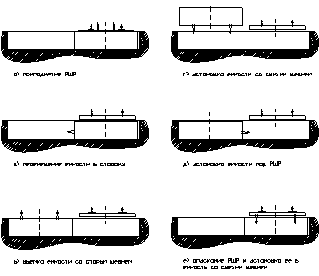
Рисунок 4 - Схема замены ёмкости путём смещения, без снятия РШР.
Для разработки стенда принят третий вариант замены ёмкостей со щебнем, так как он представляется более предпочтительным из-за удобства замены подбиваемого балласта. Так же большим преимуществом такого метода является скорость замены щебня под вырубкой РШР. При выбранном методе замены щебня возможна одновременная замена ёмкостей со щебнем и обкатка очередной машины.
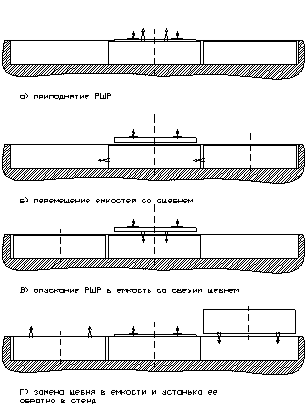
Рисунок 5 - Схема замены ёмкостей со щебнем пи наличии в стенде сразу двух емкостей и без снятия РШР.
При обкатке подбивочных блоков щебень, находящийся под шпалами, является более уплотненным, чем щебень в шпальных ящиках. При подбивке же не имеет смысла подбивать и так уже уплотнённый балласт. Необходимо разрыхлять уплотнённый щебень. Это можно сделать либо при помощи дополнительных устройств, что усложнит работу по производству и эксплуатации стенда, либо перемешать рельсошпальную решётку относительно зон уплотнённого щебня. Можно сдвинуть решётку на щебне, но тогда придётся сдвигать и всю машину на такое же расстояние так как подбойки окажутся над шпалами. Более простым методом является перемещение ёмкости со щебнем при неподвижностоящей вырубке рельсошпальной решётки. Этот вариант показан на рисунке 6.
Таким образом, после смещения балласта, подбойки машины разбивают уплотнённый щебень, перемещая его под шпалы и уплотняя его там. После завершения процесса подбивки ёмкость возвращается в исходное положение и цикл может быть начат заново.
Имеется масса вариантов осуществления перемещения ёмкостей под рельсошпальную решетку с целью замены старого щебня на новый. К примеру можно использовать лебёдку, гидравлическую систему, так же возможен вариант применения цепной передачи. Возможные варианты представлены на рисунках 7.2- 7.4.
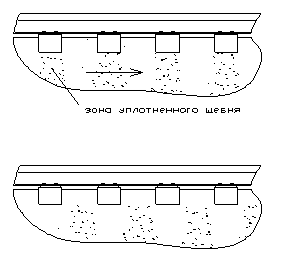
Рисунок 6 - Принцип смещения уплотнённого щебня в зону подбивки.
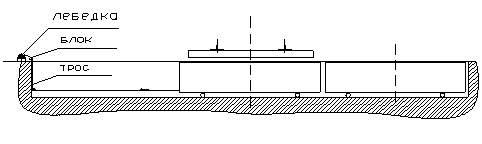
Рисунок 7.1 - Схема перемещения ёмкостей при помощи лебёдки.
Такой способ перемещения ёмкостей прост и надёжен, пожалуй, единственным его недостатком является то, что приходится постоянно перецеплять лебёдку от одной ёмкости к другой.
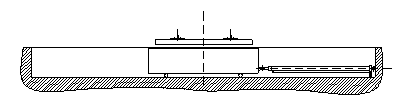
Рисунок 7.2 - схема перемещения ёмкости с помощью гидроцилиндра.
Преимуществом данного способа является возможность перемещения ёмкости как в одну сторону, так и в другую. Недостатком являются лишь большие размеры гидроцилиндра и увеличенные габариты.
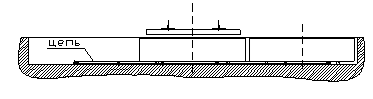
Рисунок 7.3 - схема перемещения ёмкости цепной передачей.
Так же как и у варианта с применением гидравлической системы, плюсом данного варианта является возможность реверсивного движения ёмкостей. Минусом ,пожалуй, является лишь необходимость обеспечения постоянного натяжения цепи и условие хорошего прилегания цепи к гребёнкам установленным под днищем ёмкости.
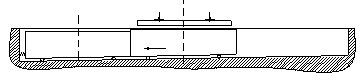
Рисунок 7.4 - схема перемещения ёмкостей при установке их на наклонную поверхность.
Данный способ представляется наиболее приемлемым, так как является наиболее простым и не требующим установки дополнительного оборудования и затрат энергии. Ещё одним преимуществом над другими методами является дешевизна этого метода.
2. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ПАРАМЕТРОВ И ВЫБОР КОМПЛЕКТУЮЩИХ
2.1 Определение массы вырубки рельсошпальной решетки
![]() (1)
(1)
где: ![]() - масса вырубки рельсошпальной решётки
- масса вырубки рельсошпальной решётки
![]() - масса одного рельса
- масса одного рельса
![]() - масса одной шпалы (
- масса одной шпалы (![]() =80кг.)
=80кг.)
![]() -масса одной подкладки (
-масса одной подкладки (![]() = 2,5кг)
= 2,5кг)
![]() - масса одного костыля (
- масса одного костыля (![]() = 0,5кг)
= 0,5кг)
![]() - масса одного противоугона (
- масса одного противоугона (![]() =1кг)
=1кг)
![]() - количество рельс (
- количество рельс (![]() =2)
=2)
![]() - количество шпал (
- количество шпал (![]() =4)
=4)
![]() - количество полкладок (
- количество полкладок (![]() =8)
=8)
![]() - количество костылей (
- количество костылей (![]() =24)
=24)
![]() - количество противоугонов (
- количество противоугонов (![]() =16)
=16)
Определим массу рельса;
![]() (2)
(2)
где: ![]() - масса одного погонного метра рельса (
- масса одного погонного метра рельса (![]() = 65кг)
= 65кг)
![]() - длинна рельса (
- длинна рельса (![]() =3,45м)
=3,45м)
![]() кг
кг
![]() кг
кг
2.2 Определение основных параметров гидросистемы
Составлена принципиальная гидравлическая схема для расчёта гидроаппаратуры (рисунок 8)
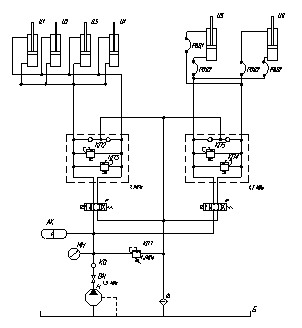
Рисунок 8 - схема гидравлическая принципиальная.
![]() (3)
(3)
где: ![]() -сила на штоке гидроцилиндра,
-сила на штоке гидроцилиндра,
![]() - сила тяжести рельсошпальной решётки
- сила тяжести рельсошпальной решётки
![]() - количества гидроцилиндров (
- количества гидроцилиндров (![]() =4)
=4)
Определение силы тяжести РШР
![]() Н (4)
Н (4)
![]() Н
Н
По ходу штока и силе на штоке выбран гидроцилиндр ГЦО-50х25х320
Определение минимального давление в гидроцилиндре, необходимого для поднятия рельсошпальной решётки:
![]() (5)
(5)
Скорость подъема решетки принята равной 0,15 м/с.
Определение мощности привода гидронасоса:
Мощность привода определяем по мощности на рабочем органе
![]()
С учётом потерь мощности гидросистемы, по ГОСТ 19523-81, выбран асинхронный электродвигатель 4А80В2:
Мощность- ![]() кВт
кВт
Синхронная частота вращения- ![]() об/мин. (25 об/с)
об/мин. (25 об/с)
Определение расхода жидкости.
![]() 0 (6)
0 (6)
где: ![]() - количество одновременно работающих гидроцилиндров (
- количество одновременно работающих гидроцилиндров (![]() )
)
![]() - площадь поршня гидроцилиндра
- площадь поршня гидроцилиндра
![]() - скорость выдвижения штока гидроцилиндра (
- скорость выдвижения штока гидроцилиндра (![]() )
)
![]() м2
(7)
м2
(7)
![]() м3
/с
м3
/с
Определение рабочего объёма насоса
![]()
Выбран насос аксиально-поршневой с наклонным блоком цилиндров не регулируемый, марки 310 56:
Рабочий объём- 224 см3
Номинальное давление- 20 МПа
Максимальное давление- 32 МПа
Давление дренажа- 0,8 МПа
Номинальная частота вращения вала- 25 об/с
Номинальная производительность насоса- 80 л/мин.
Определение мощности привода гидронасоса:
Мощность привода определяем по мощности на рабочем органе
![]()
С учётом потерь мощности гидросистемы, по ГОСТ 19523-81, выбран асинхронный электродвигатель 4А80В2:
Мощность- ![]() кВт
кВт
Синхронная частота вращения - ![]() об/мин. (25 об/с)
об/мин. (25 об/с)
2.3 Выбор подшипников
Выбор подшипника на роликовых опорах производится по допустимой радиальной силе:
![]() (8)
(8)
где: ![]() - радиальная сила;
- радиальная сила;
![]() - масса щебня в ёмкости (
- масса щебня в ёмкости (![]() =460кг);
=460кг);
![]() -масса ёмкости для щебня (
-масса ёмкости для щебня (![]() =130кг);
=130кг);
![]() - масса рамы продольного перемещения (
- масса рамы продольного перемещения (![]() =65кг);
=65кг);
![]() ;- количество подшипников (
;- количество подшипников (![]() =18 шт).
=18 шт).
![]()
Выбран подшипник 80206 по ГОСТ 8338-75.
3. ЭКОНОМИЧЕСКИЙ РАСЧЁТ
Определение затрат на постройку стенда.
Затраты на постройку стенда определяются методом прямого счета на основе нормативов материальных и трудовых затрат.
Исходными данными для выполнения расчета стоимости стенда являются: перечень комплектующих изделий, необходимых для его постройки;, нормы трудоемкости по видам работ и средние разряды работ по изготовлению, сборке и монтажу, часовые тарифные ставки по разрядам работ, нормативные отчисления на социальное страхование и дополнительную заработную плату.
Стоимость элементов, сырья и материалов принимается по состоянию цен на май 2008 г из каталогов и прайс-листов производителей соответствующей продукции.
3.1 Определение стоимости материалов
Затраты на материалы и сырье Змт , руб:
 , (8)
, (8)
где mi - расход материалов для изготовления i -го элемента стенда, т;
Цi - цена одной тонны материалов для изготовления i -го элемента стенда, руб/т.
Результаты расчета затрат на материалы и сырье сведены в таблицу 1.
Таблица 1 - Результаты расчета затрат на материалы и сырье
| Наименование |
Масса, т |
Стоимость 1 т, руб |
Общая стоимость, руб |
| Швеллер № 10 сталь г/к©10ГОСТ 8240-89 |
0,489 |
29100 |
14224 |
| Лист толщиной 3мм ГОСТ 7865-87 |
0,088 |
30500 |
2684 |
| Лист толщиной 10мм. Ст 30 |
0,06 |
34200 |
2950 |
| Уголок №3 сталь г/к©10 ГОСТ 8739-79 |
0,012 |
26500 |
318 |
| Уголок №5 сталь г/к©10 ГОСТ 8739-79 |
0,049 |
26500 |
1300 |
| Итого: Змт = 21476руб. |
|||
3.2 Определение стоимости покупных изделий
Затраты на покупные комплектующие изделия Зпки , руб:
 , (9)
, (9)
где Ni - расход комплектующих изделий i -го вида при изготовлении стенда, шт;
Ц i - цена единицы i -го комплектующего изделия, руб/шт.
Результаты расчета затрат на покупные комплектующие изделия сведены в таблицу 2.
Таблица 2 - Результаты расчета затрат на покупные комплектующие изделия
| Наименование |
Кол-во, шт |
Стоимость 1 шт, руб |
Общая стоимость, руб |
| 1 |
2 |
3 |
4 |
| Болт М12-x40 ГОСТ 7805-70 |
72 |
37,08 |
2669,76 |
| Шайба 10.02х2 ГОСТ 11371-78 |
72 |
4,37 |
313,2 |
| Болт М 10х20 ГОСТ 7805-70 |
2 |
24,20 |
48,4 |
| Болт М 20х90 ГОСТ 7805-70 |
2 |
40,30 |
80,6 |
| Гайка М 20 |
2 |
12 |
24 |
| Подшипник 802006 ГОСТ 7242-81 |
36 |
84 |
3024 |
| Гидроцилиндр |
6 |
2300 |
13800 |
| Электродвигатель АИРЕ 80В4 ГОСТ 19523-81 |
1 |
3400 |
3400 |
| Гидронасос 310 56 |
1 |
2100 |
2100 |
| РВД |
4 |
74 |
296 |
| Распределитель |
2 |
1450 |
2900 |
| Фильтр масляный |
1 |
780 |
780 |
| Итого: Зпки = 23276 |
|||
3.3 Определение стоимости изготовления стенда
Основная заработная плата производственных рабочих на изготовление сварных конструкций ![]() , руб:
, руб:
![]() , (10) где Стч
- часовая тарифная часовая ставка рабочего 6-го разряда, руб/ч (Стч
= 40 руб/ч );
, (10) где Стч
- часовая тарифная часовая ставка рабочего 6-го разряда, руб/ч (Стч
= 40 руб/ч );
K р - районный коэффициент (K р = 1,25);
K пр – коэффициент премирования (K пр = 1,5);
Кнач – коэффициент, учитывающий начисления на заработную плату (Кнач = 1,356);
t р i - трудоемкость изготовления 1 тонны сварной конструкции (t р i = 100 нормо-ч);
Σmi - масса сварных конструкций, т (Σmi = 1,43)
![]()
Дополнительная заработная плата производственных рабочих в среднем составляет 10-15% от основной заработной платы.
Дополнительная заработная плата производственных рабочих ![]() , руб:
, руб:
![]() , ( 11 )
, ( 11 )
![]()
Накладные расходы принимаются равными 27-30% от основной заработной платы производственных рабочих.
Накладные расходы ![]() , руб:
, руб:
![]() (12)
(12)
![]()
Основная заработная плата производственных рабочих на сварку покупных комплектующих изделий ![]() , руб:
, руб:
![]() , (13) где C
тч
– тарифная ставка рабочего 6-го разряда, руб/ч (C
тч
= 35 руб/ч);
, (13) где C
тч
– тарифная ставка рабочего 6-го разряда, руб/ч (C
тч
= 35 руб/ч);
tpi - трудоемкость изготовления стенда, нормо-ч (табл. 3)
![]()
Таблица 3 – Трудоемкость изготовления стенда
| Наименование |
Масса, т |
Трудоемкость, нормо-ч |
| Узлы, подлежащие механической обработке |
1,43 |
70 |
| Узлы электропривода |
0,04 |
8 |
| Прочие узлы |
0,02 |
2 |
| Итого: t = 80 нормо-ч |
||
Дополнительная заработная плата производственных рабочих на сборку покупных комплектующих изделий принимается в среднем 10-15% от заработной платы производственных рабочих на сборку.
Дополнительная заработная плата на сборку ![]() , руб:
, руб:
![]() , (14)
, (14)
![]()
Накладные расходы на сборку покупных комплектующих изделий принимаются равными 27-30% от основной заработной платы производственных рабочих на сборку.
Накладные расходы на сборку ![]() , руб:
, руб:
![]() , (15)
, (15)
![]()
Основная заработная плата проектно-конструкторского персонала ![]() , руб:
, руб:
![]() , (16)
, (16)
где C тч – тарифная часовая ставка, руб/ч (C тч = 45 руб);
t р пр - трудоемкость проектно-конструкторских работ, ч (t р пр = 56 ч).
![]()
Накладные расходы проектно-конструкторских работ составляют 30 % от основной заработной платы проектно-конструкторских работ.
Накладные расходы проектно-конструкторских работ ![]() , руб:
, руб:
![]() , ( 17)
, ( 17)
![]()
Затраты на заработную плату по всем видам работ сведены в таблицу 4.
Таблица 4 - Затраты на заработную плату по всем видам работ
| Вид работ |
Основная заработная плата, руб |
Дополнительная заработная плата, руб |
Накладные расходы, руб |
| Производственные работы |
14543 |
2181,5 |
4363 |
| Сборочные работы |
7119 |
1068 |
2136 |
| Проектно-конструкторские работы |
6410 |
- |
1920 |
| Итого по видам работ |
28072 |
3250 |
8419 |
| Итого: Зов = 39741 руб. |
|||
Полная себестоимость стенда C п , руб:
![]() . (18)
. (18)
![]()
4. АЛГОРИТМ ПРОВЕДЕНИЯ ОБКАТКИ
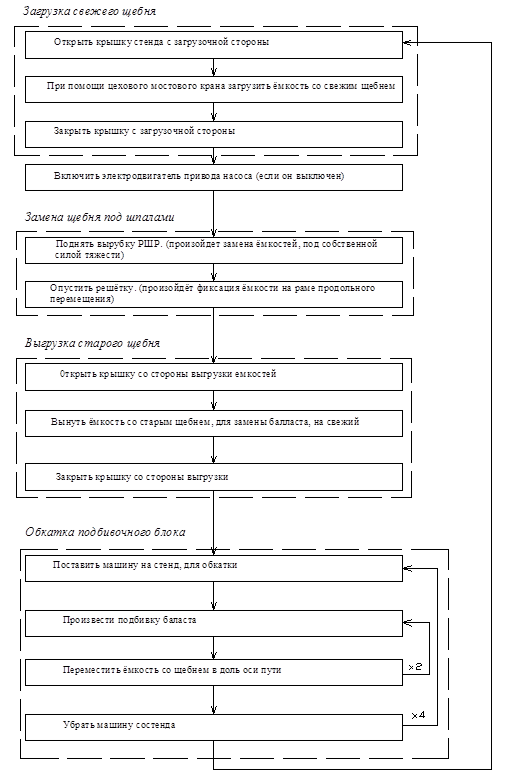
Рисунок 9 - алгоритм проведения обкатки стенда.
Последовательность выполнения работ:
1. Открыть крышку стенда с загрузочной стороны.
2. При помощи цехового мостового крана загрузить ёмкость со свежим щебнем.
3. Закрыть крышку с загрузочной стороны.
4. Включить электродвигатель привода насоса.
5. Поднять вырубку РШР. (произойдет замена ёмкостей, под собственной силой тяжести.)
6. Опустить решётку. (произойдёт фиксация ёмкости на раме продольного перемещения)
7. 0ткрыть крышку со стороны выгрузки емкостей.
8. Вынуть ёмкость со старым щебнем, для замены балласта на свежий.
9. Закрыть крышку со стороны выгрузки.
10. Поставить машину на стенд, для обкатки.
11. После двух циклов подбивки переместить ёмкость со щебнем путём перемещения рамы продольного смещения (под шпалами уплотненный балласт замнется на не уплотнённый, который был между шпал)
12. После двух циклов подбивки вернуть ёмкость в исходное положение.
13. Цикл может повторяться несколько раз.
В одной ёмкость можно обкатать примерно 4 машины.
5. Безопасность проведения ОБКАТКИ
1. При подготовке к диагностированию проверить комплектность оборудования.
2. Рукава высокого давления, не должны содержать видимых дефектов:
- нарушение внешнего покрова;
- продольные порезы;
- смятие накидных гаек и обжимных фитингов;
- видимых подтеков или мест истечения масла;
- наличие твердых засорителей или влаги в присоединительных местах.
3. Проверить наличие пломб и сроки испытания.
4. рабочие должны быть обеспечены спецодеждой и очками.
5. При эксплуатации гидроприводов с высоким давлением следует создать безопасные условия для обслуживающего персонала от поражения струей жидкости. При обнаружении внешних утечек жидкости необходимо немедленно остановить насос и устранить утечки. Категорически запрещается для устранения утечек подтягивать соединения трубопроводов, штуцеры и т.п. при наличии высокого давления в гидросистеме [4].
6. Гибкие рукава и шланги не должны зажиматься в процессе обкатки. что определяется по продольным надписям основных параметров (диаметра, давления и т.п.), наносимым на рукава заводами-изготовителями [4].
7. Любые разъединения гидролиний выполнять только при отключенном гидронасосе, при этом перед работой убедиться об отсутствии давления в разъединяемом месте.
При производстве обкатки не допускать:
- потерю масла из гидросистемы, для предотвращения потерь масла;
- при потере масла убрать масло при помощи ветоши;
- попадание в систему влаги и твердых засорителей.
Во время диагностирования следить за показаниями манометра, не допускать перегрузки.
8. После окончания работ, измененные узлы гидросистемы вернуть в начальное положение, убедиться в отсутствии заглушек, пробок в непредусмотренных местах.
9. Не допускается эксплуатировать системы при возникновении хотя бы одной из следующих неисправностей:
9.1 Выход значения какого-либо параметра системы или устройства за пределы допустимого;
9.2 Появление повышенного шума, стука и вибраций в электродвигателя и насосе;
9.3 Появление наружных утечек жидкости.
10. Не допускается производить подтягивание болтов, гаек и других соединений в системе, находящейся под давлением, и во время ее работы.
11. Все вращающиеся и быстродвижущиеся элементы, не помешенные в корпус машины, должны быть закрыты кожухами или иметь ограждения.
12. Не допускается производить процесс обкатки при открытой крышке.
13. Не ставить машину на стенд без ёмкости со щебнем.
14. Не производить замену ёмкостей при наличии машины на стенде.
15. Не производить ремонт рамы продольного перемещения и опорной рамы при наличии ёмкости в стенде.
16. При замене ёмкостей рекомендуется оградить стенд.
17. Следить за наличием заземления электродвигателя.
18. Электродвигатель должен быть огорожен, либо иметь чехол для скрытия всех вращающихся частей привода.
19. Должна обеспечиваться электроизоляция всех проводов.
20. Запрещается стоять у ёмкости со щебнем во время подбивки ближе чем 3 метра.
21. При замене ёмкостей работать только в касках.
22. Проводить обкатку машины только в защитных очках.
23. Запрещается оставлять стенд с открытыми крышками.
24.Запрещается производить ремонт ёмкостей для щебня непосредственно в стенде.
ЗАКЛЮЧЕНИЕ
В связи с тем, что при эксплуатации машин ВПР, ВПРС и других путевых машин, имеющих блоки для подбивки балласта, возникает проблема надёжной работы всех узлов и агрегатов. Ремонт таких машин производится исключительно на ремонтных предприятиях, имеющих необходимую базу. При ремонте лицензированных путевых машин ремонтное предприятие должно так же иметь лицензию на проведение соответствующих работ.
Перед ремонтными предприятиями стоит проблема обкатки рабочих органов. Рабочим органом машин ВПР, ВПРС и других подобных машин является подбивочный блок. Проблема обкатки этого органа заключается в рабочем цикле данного агрегата. Рабочий цикл подбивочного блока состоит из нескольких циклов. Так как подбивочный блок состоит из нескольких агрегатов, то существует большая вероятность выхода его из строя.
Чтобы обкатать подбивочный блок и выявить все возможные неполадки, с целью их дальнейшего устранения необходимо иметь соответствующее оборудование.
Разработанный стенд может отличается простотой конструкции и простотой использования за счет сведения к минимуму узлов и механизмов. Этот стенд является сравнительно не дорогим, простым в использовании и изготовлении. Этот стенд не требует от оператора особой квалификации.
Пожалуй единственным недостатком этого стенда являются размеры, но для больших ремонтных предприятий это не является проблемой.
Разработанный стенд может применяться не только на ремонтных предприятиях, но так же и в лабораториях по разработке подбивочных блоков и комплектующих элементов используемых в этих блоках.
Испытание рабочих органов машин по подбивке баластной призмы может проходить ещё на стадии разработки. Для этого необходимо просто установить испываемый блок на раму и разместить её над стендом.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. СТО СГУПС 1.01СДМ.01-2007 Система управления качеством. Курсовой и дипломный проекты. Требования к оформлению
2. СТО СГУПС 1.01СДМ.02-2008 Система управления качеством. Работа выпускная квалификационная по специальности « Подъемно-транспортные, строительные, дорожные машины и оборудование ».
3. Курсовое проектирование деталей машин; Учебное пособие/ С.А. Чернавский.
4. Гидравлические и пневматические приводы: Учебник. – Новосибирск, 2004. – 354 с.
5. Машина выправочно – подбивочно – рихтовочная ВПР – 02: Техническое описание 1023.00.00.000 ТО и Инструкция по эксплуатации 1023.00.00.000 ИЭ. – М. 1995. – 415 с.
6. Анурьев В. И. Справочник конструктора–машиностроителя: Т. 1. – М. 2001. – 920 с.