| Похожие рефераты | Скачать .docx |
Реферат: Создание безотходной технологии в производстве кальцинированной соды
Міністерство освіти та науки України
Національний технічний університет
“Харківський політехнічний інститут”
Кафедра Хімічної технології неорганічних речовин, каталізу та екології
Контрольна робота
З курсу Сировина галузі, основи безвідходного виробництва
На тему “Створення безвідходної технології
у виробництві кальцинованої соди”
Студентки 4 курсу
Групи НЗ–16
Харків
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА Na2 CO3
2. РЕСУРСО-СЫРЬЕВАЯ БАЗА
3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА Na2 CO3
4. ОСНОВНОЙ АППАРАТ
5. ТЕХНИКО–ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
СУЩЕСТВУЮЩЕЙ ТЕХНОЛОГИИ
6. ОТХОДЫ В ПРОИЗВОДСТВЕ СОДЫ И МЕТОДЫ ИХ ПЕРЕРАБОТКИ
6.1 ПЕРЕРАБОТКА ЖИДКИХ ОТХОДОВ
6.2 ПЕРЕРАБОТКА ТВЕРДЫХ ОТХОДОВ
7. РАСЧЕТНАЯ ЧАСТЬ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
 В настоящее время трудно себе представить какую-нибудь отрасль какой-либо страны, где бы не применялась сода или продукты из неё. Крупнейшими потребителями соды являются такие отрасли, как химическая, металлургическая, пищевая и другие. Важнейшие из областей применения соды показаны на рис. 1 [1, 2].
В настоящее время трудно себе представить какую-нибудь отрасль какой-либо страны, где бы не применялась сода или продукты из неё. Крупнейшими потребителями соды являются такие отрасли, как химическая, металлургическая, пищевая и другие. Важнейшие из областей применения соды показаны на рис. 1 [1, 2].
Рис. 1 – Отрасли применения кальцинированной соды.
В химической промышленности сода применяется для получения NaOH химическими методами, NaHCO3 , соединений хрома, сульфитов и фторидов,фосфатов, NaNO2 и NaNO3 , для очистки рассолов, а также используется для производства различных видов стекол.
Большое количество карбоната натрия используется в цветной металлургии: для производства глинозема, при переработке свинцово-цинковых, кобальт-никелевых, вольфрамомолибденовых руд.
Черная металлургия применяет Na2 CO3 для удаления серы и фосфора из чугуна и извлечения ряда химических продуктов из смол в коксохимическом производстве.
В машиностроении содопродукты необходимы для пассивирования и обезвреживания деталей машин и инструмента. Кроме того, применяется сода и в литейном производстве.
Значительное количество соды используется в целлюлозно-бумажной промышленности для производства различных продуктов.
Медицинская промышленность использует соду в производстве различных медикаментов. Следует указать на применение соды в изготовлении электровакуумного стекла в электронной промышленности.
Большое значение имеет использование соды для очистки различных сточных вод, очистки воды питающей паровые котлы.
В легкой промышленности кальцинированная сода используется для беления и крашения тканей, получения искусственного щелка, нитроцеллюлозы.
Большое значение имеет применение соды для производства мыла и моющих средств, без которых современная жизнь кажется невозможной [1–3].
Уровень потребления кальцинированной соды на душу населения в странах СНГ составляет 15–20 кг/человека. Мировая потребность в Na2 CO3 по состоянию на 1995 год составила 35 млн т/год. Потребление соды в 2000 году составило около 39–41 млн т [2].
Приведенные данные указывает на то, что сода является востребованным крупнотоннажным продуктом основной химии.
1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА Na2 CO3
Требования к выпускаемой кальцинированной соде (легкой) в соответствии с данными ГОСТ 5100–85 [4] приведены в таблице 1.1:
Таблица 1.1 –Показатели качества кальцинированной соды
| Наименование показателя | Норма для марки и сорта | |||||
| Марка А ОКП 21 3111 0200 | Марка Б ОКП 21 3111 0100 | |||||
Высший сорт ОКП 21 3111 0220 |
Первый сорт ОКП 21 3111 0230 |
Второй сорт ОКП 21 3111 0240 |
Высший сорт ОКП 21 3111 0120 |
Первый сорт ОКП 21 3111 0130 |
Второй сорт ОКП 21 3111 0140 |
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Внешний вид | Гранулы белого цвета | Порошок белого цвета | ||||
| 2. Массовая доля углекислого натрия (Na2 CO3 ), %, не менее | 99,4 | 99,0 | 98,5 | 99,4 | 99,0 | 99,0 |
| 3. Массовая доля углекислого натрия (Na2 CO3 ) в пересчете на непрокаленный продукт, %, не менее | 98,7 | 98,2 | 97,0 | 98,9 | 98,2 | 97,5 |
| 4. Массовая доля потери при прокаливании (при 270–300) ºС, %, не более | 0,7 | 0,8 | 1,5 | 0,5 | 0,8 | 1,5 |
| 5. Массовая доля хлоридов в пересчете на NaCl, %, не более | 0,2 | 0,5 | 0,8 | 0,4 | 0,5 | 0,8 |
| 6. Массовая доля железа в пересчете на Fe2 О3 , %, не более | 0,003 | 0,005 | 0,008 | 0,003 | 0,003 | 0,008 |
| 7. Массовая доля веществ, нерастворимых в воде, %, не более | 0,04 | 0,04 | 0,08 | 0,03 | 0,04 | 0,08 |
| 8. Массовая доля сульфатов в пересчете на Na4 SO4 , %, не более | 0,04 | 0,05 | не нормируется | 0,04 | 0,05 | не нормируется |
| 9. Насыпная плотность, г/см3 , не менее | 1,1 | 0,9 | 0,9 | не нормируется | ||
| 10. Магнитные включения размером более 0,25 мм | отсутствуют | не нормируется | не нормируется | |||
Кальцинированную соду упаковывают в четырехслойные бумажные мешки; соду, поставляемую для производства электровакуумного стекла – в пятислойные бумажные или пятислойные ламинированные мешки. Транспортируют соду насыпью в специальных контейнерах грузоотправителя, содо–, саже- и цементовозах, а упакованную в мешки – в крытых железнодорожных вагонах, контейнерах, судах.
Сода гигроскопична, при хранении на воздухе поглощает диоксид углерода и слеживается.
В настоящее время в мире производство кальцинированной соды базируется на четырех основных способах: аммиачном, из природной соды, комплексной переработкой нефелинов, карбонизацией гидроксида натрия [1, 2].
Карбонизация гидроксида натрия как промышленный способ получения кальцинированной соды получила некоторое распространение в конце 60-х–начале 70-х годов. В настоящее время во всем мире действует лишь несколько небольших установок по получению соды с использованием этого способа, и доля его в мировом производстве кальцинированной соды составляет около 1 % [2].
Процесс переработки нефелинов с получением глинозема, кальцинированной соды, поташа и цемента на основе апатит-нефелиновых месторождений, а также нефелиновых руд – третий по значимости из промышленных способов получения соды [1–3, 5–7].
Вторым по значимости способом, по которому получают соду, является получение соды из природного содосодержащего сырья. Особенно этот способ получил распространение за рубежом, в США, после того, как там были открыты залежи троны (Na2 CO3 –NaHCO3 –2H2 O). С 1977 года в США для производства соды используют также рапу озера Сиэрлз (Калифорния).
Недавно в США были открыты новые богатейшие залежи природной соды - нахколита (NaHCO3 ) и даусонита (NaАl(ОН)2 СО3 ). Источники природной соды, но несравненно меньше чем в США имеют и другие страны: Бельгия, Бразилия, Индия, Китай, Турция, Канада, ЮАР. В 1990–1993 годах долю соды, получаемой из природного содосодержащего сырья в мировой практике можно оценить в 32,1 % [2].
Аммиачный способ получения соды продолжает оставаться основным и на сегодняшний день. По состоянию на 1993 год его доля в производстве карбоната натрия составила около 65 %.
Следует упомянуть о разновидности аммиачного способа, который основан на замене аммиака органическими соединениями – алифатическими аминами. Однако этот способ на сегодняшний день не получил достаточного широкого распространения [7] и на Украине не применяется.
Украина имеет лишь незначительные запасы нефелиновых руд, и не обладает природными запасами, содержащими соду. Поэтому на сегодняшний день единственным способом, по которому производят соду на Украине, является аммиачный способ. Рассмотрим аммиачный способ более подробно.
В общем виде для любых химико-технологических систем химизм основных стадий аммиачно-содового процесса можно представить в виде следующих уравнений [1–3, 5–6]:
![]() (1.1)
(1.1)
CaO + H2 O = Ca(OH)2 (1.2)
![]() (1.3)
(1.3)
2NH4 Cl + Ca(OH)2 = CaCl2 + 2NH3 +2H2 O(1.4)
2NaHCO3 = Na2 CO3 + H2 O + CO2 (1.5)
На содовых заводах гидрокарбонат аммония получают из аммиака и углекислого газа, растворяя их в водных растворах NaCl (уравнение 1.3). Это уравнение характеризует только конечный результат взаимодействия хлорида натрия и гидрокарбоната аммония. В действительности процесс карбонизации протекает гораздо сложнее.
Так как диоксид углерода плохо растворяется в воде в отсутствие аммиака, то на первой стадии сначала раствор хлорида натрия насыщают аммиаком, а потом аммонизированный рассол насыщают диоксидом углерода. Процесс насыщения раствора хлорида натрия аммиаком и диоксидом углерода проводят при сравнительно низких температурах, что обеспечивает протекание реакции слева на право.
На первом стадии карбонизации большая часть диоксида углерода связывается в карбомат аммония:
![]() ,
,
который затем гидролизуется
![]()
с образованием пересыщенного по НСО3 – раствора. Затем из пересыщенного раствора кристаллизуется гидрокарбонат натрия, образующийся по реакции:
![]()
Кристаллизация гидрокарбоната натрия подчиняется общим закономерностям и зависит, прежде всего, от температуры, пересыщения и скорости перемешивания раствора. Необходимо отметить, приведенная схема только условно отображает процесс.
Процесс насыщения аммонизированного рассола диоксидом углерода является экзотермическим. Поэтому выделяющееся тепло необходимо отвести, чтобы обеспечить требуемые степени карбонизации раствора и утилизации натрия.
Наиболее простое кинетическое уравнение процесса карбонизации имеет вид:
![]()
где ![]() – количество диоксида углерода, поглощенного в единицу времени единицей поверхности раствора, моль/м3
;
– количество диоксида углерода, поглощенного в единицу времени единицей поверхности раствора, моль/м3
;
![]() – концентрация активного компонента (не связанного в хлорид и углеаммонийные соли аммиака), н.д.;
– концентрация активного компонента (не связанного в хлорид и углеаммонийные соли аммиака), н.д.;
![]() – константа, включающая константу Генри и частичный коэффициент абсорбции для жидкостной пленки;
– константа, включающая константу Генри и частичный коэффициент абсорбции для жидкостной пленки;
![]() – давление диоксида углерода над метастабильным раствором, кПа;
– давление диоксида углерода над метастабильным раствором, кПа;
![]() – парциальное давление CO2
в карбонизующем газе, кПа.
– парциальное давление CO2
в карбонизующем газе, кПа.
Следует отметить, что температурный режим влияет на процесс образования кристаллов NaHCO3 . Для получения крупных кристаллов правильной формы, которые не забивают поверхность вакуум-фильтров и малорастворимые в процессе фильтрации, необходимо поддерживать температуру 60–72 °С в зоне образования и в начальных период роста кристаллов. В процессе дальнейшего роста кристаллов температура уже не оказывает существенного влияния на рост кристаллов. При нормальном росте кристаллов образуются кристаллы типа "бочка", при ухудшении процесса кристаллизации образуются длинные кристаллы склонные к образованию сростков в виде снопов – кристаллы "друза". Такие кристаллы забивают вакуум-фильтры и способствуют тому, что в осадке гидрокарбонат натрия содержится больше воды, чем в кристаллах типа "бочка".
На основе горизонтальной проекции изотермической диаграммы растворимости для 15 °С в системе NaCl–NH4 Cl–NH4 HCO3 –NaHCO3 , изученной П.П. Федотьевым (см. рис. 1.1), можно определить оптимальные условия для проведения процесса карбонизации [6]. Они находятся вблизи точки Р1 и линии P1 –IV.
Выпавший осадок гидрокарбоната натрия отфильтровывают, и далее его подвергают прокаливанию с получением соды (уравнение 1.5). Температура разложения гидрокарбоната натрия составляет 160–180 °С. Эта операция протекает в отделении кальцинации. Выделяющийся диоксид углерода используется в процессе карбонизации.
I–Р2 – растворы, насыщенные NaHCO3 и NaCl; P2 –P1 – растворы, насыщенные NaHCO3 и NaCl; P1 –IV – растворы, насыщенные NaHCO3 и NH4 HCO3 ;
P1 – раствор, насыщенный NaHCO3 , NH4 HCO3 и NH4 Cl; Р2 – раствор, насыщенный NaCl, NH4 C1 и NaHCO3 .

Рис. 1.1 – Диаграмма системы NaCl–NH4 Cl–NH4 HCO3 –NaHCO3
Аммиак обычно регенерируют из хлорида аммония и возвращают в производство. С этой целью раствор, содержащий хлорид аммония подвергают обработке известковым молоком (уравнение 1.4). Образующийся аммиак отгоняют из раствора и направляют на абсорбцию.
Для получения известкового молока необходим оксид кальция, который получают путем обжига карбонатного сырья (мела или известняка) в известково-обжигательных печах при температуре 1100–1200 °С (уравнение 1.1). Образующийся диоксид углерода используют в отделении карбонизации, а СаО используют для получения известкового раствора (уравнение 1.2).
Поступающий сырой рассол (водный раствор хлорида натрия) подвергают предварительной очистке от примесей солей кальция и магния с помощью Na2 CO3 и Са(ОН)2 . В процессе очистки образуются плохо растворимые Mg(OH); и СаСО3 , выпадающие в осадок:
MgCl2 + Ca(OH)2 → Mg(OH)2↓ + CaCl2 (1.6)
CaCl2 + Na2 CO3 → CaCO3↓ + 2NaCl (1.7)
Осадки Mg(OH)2 и СаСО3 удаляют, а очищенный рассол направляют дальше в производство.
2. РЕСУРСО-СЫРЬЕВАЯ БАЗА
Основным сырьем для получения кальцинированной соды на Украине является хлорид натрия, карбонатсодержащее сырьё и аммиак.
В технологии карбоната натрия используют не твердый хлорид натрия, а его водные растворы, содержащие 305–310 г/л соли. Различают естественные и искусственные рассолы.
Искусственные рассолы получают путем подземного выщелачивания соли водой. В настоящее время рассол получают наиболее совершенным способом, так называемым методом гидровруба. На Украине в качестве источников хлорида натрия при подземном выщелачивании используют Артемовско-Славянское месторождение каменной соли.
Естественные рассолы обычно отличаются низким содержанием хлорида натрия, поэтому их приходится донасыщать путем дополнительного растворения твердой поваренной каменной соли. Производство соды на ОАО "Крымский содовый завод" базируется на использовании местного сырья Крыма – рассолов озера Сиваш, площадь которого составляет 2500 км".
Примерный соляной и ионный состав рассолов, применяемых на заводах Украины, приведен в таблице 1.2 [5]:
Таблица 1.2 – Состав рассолов различных месторождений
| Состав | Завод | |||||||
| Лисичанский | Славянский | Крымский | ||||||
| сырой (летний) | засульфаченый (зимний) | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| Ионный состав, н.д. | ||||||||
| Са2+ | 1,67 | 0,4 | 0,74 | 0,74 | ||||
| Mg2+ | 0,33 | 0,2 | 4,87 | 5,43 | ||||
| SO4 2– | 1,62 | 1,5 | 2,67 | 7,20 | ||||
| Cl– | 106,00 | 105,5 | 106,20 | 103,00 | ||||
| Na+ | 105,62 | 106,4 | 103,26 | 104,03 | ||||
| Солевой состав (условный), н.д. | ||||||||
| NaCl | 104,20 | 105,04 | 102,6 | 99,09 | ||||
| CaSO4 | 0,06 | 0,06 | 0,06 | 0,06 | ||||
| CaCl2 | 1,61 | 0,34 | 0,68 | 0,68 | ||||
| MgSO4 | 0,13 | 0,08 | 1,95 | 2,20 | ||||
| MgCl2 | 0,20 | 0,12 | 2,92 | 3,23 | ||||
| Na2 SO4 | 1,43 | 1,36 | 0,66 | 4,94 | ||||
Концентрация растворов дана в так называемых нормальных делениях. Одно нормальное деление соответствует содержанию 1/20 эквивалентов вещества в 1 л раствора.
Для получения диоксида углерода и извести на содовых заводах используют СаСО3 двух модификаций: мел или известняк, причем наиболее предпочтительнее известняк.
Состав карбонатного сырья приведен в таблице 1.3 [2, 3]:
Таблица 1.3 – Химический состав карбонатного сырья используемого в содовом производстве
| Компоненты сырья, % масс. | Известняк | Мел |
| СаСО3 | 92–96 | 83–86 |
| MgCO3 | 2,0–2,1 | 0,6–1,0 |
| SiO2 и нерастворимый осадок | 0,5–3,5 | 1,2–2,0 |
| CaSO4 | 0,3–0,5 | 0,1–0,3 |
| Fe2 О3 +А12 О3 | 0,3–0,6 | 0,2–0,4 |
| Влага | до 0,5 | 12–15 |
Карбонатное сырьё к месту производства кальцинированной соды, как правило, транспортируют в крытых вагонах железнодорожным транспортом.
Аммиак в производстве кальцинированной соды совершает замкнутый цикл. При этом потери его в технологии неизбежны, поэтому эти потери компенсируются введением в схему аммиачной воды, поступающей с заводов по производству аммиака, а так же коксохимических заводов. Каменноугольная аммиачная вода является более предпочтительной, так как в ней содержатся компоненты препятствующие коррозии аппаратуры.
Химический состав каменноугольной аммиачной воды приведен в таблице 1.4 [2]:
Таблица 1.4 – Химический состав каменноугольной аммиачной воды
| Компоненты сырья | 1–й сорт | 2–й сорт | 3–й сорт |
| Аммиак, % не менее | 19,9 | 18,3 | 18,0 |
| Диоксид углерода, г/л, не более | 70 | 80 | 100 |
| Сероводород, г/л, не более | 30 | 40 | 50 |
Применяется так же синтетическая аммиачная вода – аммиак водный, содержащий до 25 % масс. NH3 (для 1–го сорта) и 22 % масс. NH3 (для 2–го сорта). Аммиачную воду, как правило, транспортируют так же как и карбонатное сырье, железнодорожным транспортом.
Гидросульфид натрия (NaHS) – применяется для предотвращения коррозии чугунной и стальной аппаратуры в среде, содержащей хлориды натрия, аммония и углеаммонийных солей. Расход NaHS составляет 5–10 кг/т соды [2, 3].
3. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА Na2 CO3
Производство кальцинированной соды по аммиачному способу включает восемь основных отделений [1]:
получение карбонатного сырья, подготовка и его транспортировка; переработка карбонатного сырья с получением диоксида углерода с последующей его подготовкой и извести с получением известковой суспензии;
подготовка и очистка сырого рассола;
абсорбция: отмывка в промывателях газов, выделяющихся на других стадиях, от аммиака, двухстадийное насыщение раствора хлорида натрия аммиаком и частично диоксидом углерода, поступающего со стадии дистилляции, охлаждение аммонизированного рассола;
карбонизация: отмывка от аммиака газа, покидающего стадию карбонизации, предварительная карбонизация с выделением гидрокарбоната натрия в осадительных колоннах, комприрование диоксида углерода, проступающего со стадии переработки карбонатного сырья и кальцинации;
фильтрация: отделение гидрокарбонат натрия на фильтрах;
кальцинация: обезвоживание и разложение гидрокарбоната натрия и очистка диоксида углерода;
регенерация аммиака (дистилляция): разложение содержащихся в фильтровой жидкости карбонатов и гидрокарбонатов аммония в конденсаторе и теплообменнике дистилляции, с получением диоксида углерода, аммиака и хлорида кальция.
Описанные стадии можно показать в виде принципиальной схемы производства кальцинированной соды, которая и изображена на рис. 3.1.
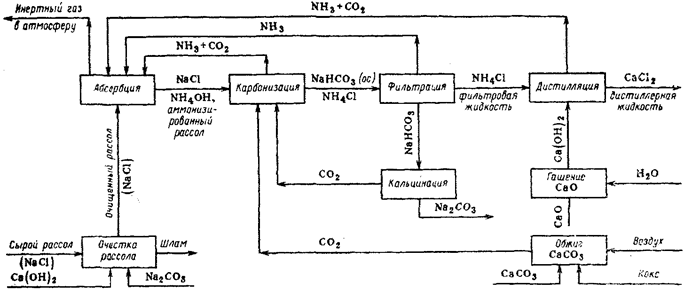
Рис. 3.1. – Принципиальная схема производства кальцинированной соды аммиачным способом
На основании ряда научных работ была разработана принципиальная схема малоотходного совместного производства соды, хлоридов аммония, кальция и кальциевых продуктов (рис. 3.2).

Рис. 3.2 – Принципиальная схема производства Na2 CO3 , NH4 Cl и кальциевых продуктов [2, 3]
Раствор хлорида натрия (рассол) подают в отделение очистки рассола I, куда подают известковую суспензию и кальцинированную соду. В отделении рассолоочистки происходит удаление кальциевых и магниевых примесей в виде нерастворимых соединений (раздел 1 уравнение 1.6–1.7). Очищенный рассол направляется в отделение абсорбции П. Здесь он насыщается аммиаком и частично диоксидом углерода, поступающим из отделений дистилляции, карбонизации и после вакуум-фильтров.
Рассол охлаждается в отделении карбонизации III, а затем насыщается диоксидом углерода, нагнетаемым компрессорами из известковых и содовых печей. В отделении карбонизации образуется гидрокарбоната натрия, выпадающий в осадок, и хлорид аммония, остающийся в растворе.
После карбонизации суспензия направляется в отделение фильтрации IV, где происходит отделение кристаллов гидрокарбоната натрия.
Сырой гидрокарбонат натрия поступает далее на кальцинацию V в содовые печи, где он разлагается с образованием кальцинированной соды, диоксида углерода и паров воды. Кальцинированная сода направляется на склад.
Газ кальцинации после охлаждения и промывки (отделение VI) компримируется и вновь подается на карбонизацию.
Маточная (фильтровая) жидкость после отделения гидрокарбоната натрия направляется на дистилляцию (отделение VII), где из неё отгоняют диоксид углерода, а затем аммиак. Отгонку ведут острым паром, причем для разложения хлорида аммония жидкость смешивают с известковой водой.
Образующийся парогазовый поток после охлаждения (VIII) поступает на абсорбцию (II), замыкая аммиачный цикл производства соды.
Известковую суспензию, подаваемую на дистилляцию, получают гашением извести (X), поступающей из обжигательных печей (IX). Диоксид углерода, образующийся при обжиге карбонатного сырья подают на карбонизацию.
Суспензию после дистилляции (VII) сбрасывают в специальные накопители – "белые моря" (традиционный способ производства соды) – либо используют для получения хлорида кальция (безотходный комплекс).
Существует дополнительный аммиачный цикл, по которому потоки слабых жидкостей и аммиачных конденсатов, образующихся при охлаждении газов кальцинации (VI) и дистилляции (VIII), направляют на малую дистилляция – отделение XI. Здесь аммиак и диоксид углерода десорбируются паром и соединяются с общим парогазовым потоком, направляемым на абсорбцию в отделение II. Жидкость после малой дистилляции вновь используется для промывки и охлаждения газа кальцинации и так же поступает на промывку гидрокарбоната натрия на вакуум-фильтрах IV и гашение извести X.
В таблице 3.1 приведена характеристика энергоносителей и воды применяемых в технологии производства кальцинированной соды [2].
Таблица 3.1 – Характеристика энергетических ресурсов
| Виды энергии | Характеристика | Источник |
| Пар | Р*,МПа, 3,6; 1,5; 1,2; t °C, 400, 300, 280 |
Котельная |
| Вода оборотная | Напор 0,4 МПа, t *<26 °С |
Система оборотного водоснабжения |
| Электроэнергия | Система электроснабжения | |
| Природный газ | Малосернистый (теплота сгорания* =36 МДж/м3 ) | Система газоснабжения |
| Мазут (резервное топливо) | Малосернистый (теплота сгорания* =39 МДж/м3 ) | Привозной |
* Регламентируемые показатели
4. ОСНОВНОЙ АППАРАТ
Процесс карбонизации (насыщения аммонизированного рассола диоксидом углерода), в результате которого образуется гидрокарбонат натрия, является основным процессом содового производства. На рис. 4.1 изображена упрощенная схема отделения карбонизации [1–3, 5].
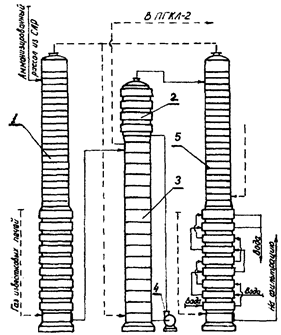
Рис. 4.1 – схема отделения карбонизации: 1 – колонна предварительной карбонизации; 2 – теплообменник; 3 – первый промыватель газа колонн; 4 – насос; 5 – осадительная карбонизационная колонна; САР – сборник аммонизированного рассола; ПГКЛ–2 – второй промыватель газа карбонизационной колонны.
Отделение карбонизации (рис. 4.1) комплектуется сериями колонн, при этом производительность каждой серии равна производительности абсорбционной колонны. В состав серии входят осадительные карбоколонны 5, первый промыватель газа колонн 3 и теплообменник 2. Периодически каждую из осадительных колонн ставят на промывку, тогда она выполняет функцию колонны предварительной карбонизации 1. Карбонизационные колонны работают сериями, чтобы обеспечить непрерывность потока подаваемого в отделение фильтрации. Наибольшее распространение получили серии, состоящие из четырех карбонизационных колон, из которых три работают как осадительные, а одна – как колонна предварительной карбонизации.
Как было указано в разделе 2 в осадительных карбонизационных колоннах протекают два параллельных процесс: абсорбция диоксида углерода и кристаллизация гидрокарбоната натрия, причем на последних стадиях эти процессы требуют отвода тепла реакции. Исходя из этого, карбоколонна имеет две зоны: абсорбционную и холодильную. Схема карбонизационной колоны приведен на рис. 4.2.
Карбонизационная колонна представляет собой цилиндрическую пустотелую ёмкость диаметром до 3 м и высотой до 28 м, состоящую из ряда царг (бочек). Сверху в колонну поступает раствор из первого промывателя газа колонн, а в царгу–базу 1 и абсорбционную царгу 3, расположенную над холодильной зоной, подаётся газ. При работе колонна заполнена раствором до определенного постоянного уровня. Поэтому объем поступающего в колонну раствора соответствует объему отбираемой из колонны суспензии.
Для обеспечения более полного поглощения диоксида углерода газ и жидкость движутся в колонне противотоком. Для улучшения процесса теплообмена и массопередачи между царгами устанавливают пассетные контактные элементы – тарелки 5.
Для осуществления нормального технологического процесса суспензию гидрокарбоната натрия постепенно охлаждают при её движении к выходу из аппарата.

Рисунок 4.2 – Карбонизационная осадительная колонна: 1 – царга-база; 2 – холодильная царга; 3 – абсорбционная царга; 4 – сепарационные царги; 5 – пасетная барботажная тарелка.
Для этого в нижней части колонны устанавливают холодильные царги 2, между которыми расположены пассетные контактные элементы. Пассетные тарелки и царги изготавливают из чугуна марки СЧ 18–36, а холодильные трубки – из нержавеющей стали 12Х18Н10Т.
В последнее время кроме представленной конструкции разработана и другая – колонна с перекрестно-точными контактными элементами и переливом (дырчатые переливные тарелки), которые устанавливаются в абсорбционной части колонны (рис. 4.3).
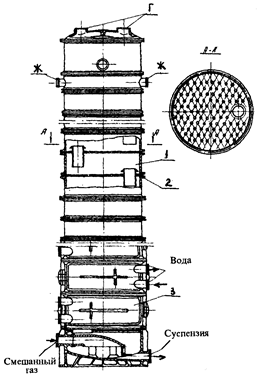
Рис. 4.3 – Карбонизационная колонна с перекрестно-точными тарелками: 1 – абсорбционная царга; 2 – перекрестно-точная тарелка; 3 – холодильная царга.
Такая карбонизационная колонна представляет собой цилиндрическую пустотелую емкость, в которой размещены абсорбционные и холодильные элементы. Абсорбционная (верхняя) зона колонны имеет 17 царг с перекрестно-точными контактными элементами. Холодильная зона имеет 8 холодильных царг, оснащенными трубками в которые вводится вода. Все царги, тарелки и другие узлы и детали карбонизационной колонны выполнены из серого чугуна марки СЧ 18-36. В абсорбционной части колонны устанавливают перекрестно-точные дырчатые контактные элементы с двойным переливом. Холодильная часть карбонизационной колонны может быть выполнена в двух вариантах. В типовом исполнении, между холодильными царгами устанавливаются пассетные противоточные тарелки.
При использовании второго варианта конструкции между холодильными царгами устанавливают переливные контактные элементы [1–3, 5–6].
В таблице 4.1 приведена сравнительная характеристика карбонизационных колонн [1, 2].
Таблица 4.1 – Сравнительная характеристика карбонизационных колонн применяемых в производстве кальцинированной соды
| Параметры | Тарелки | ||
| Пассетные | Перекрестно-точные | ||
| 1-й тип | 2-й тип | ||
| Диаметр, м | 3/2,8 | 2,68 | 3/2,8 |
| Высота, м | 28 | 26,1 | 28 |
| Число холодильных царг | 8 | 10 | 8 |
| Число абсорбционных тарелок | 19 | 12 | 12 |
| Поверхность теплопередачи, м2 | 1344 | 1000 | 1344 |
| Производительность, т соды в сутки | 230 | 220 | 260–280 |
| Степень утилизации натрия, % | 72–74 | 72–74 | 72–74 |
| Влажность NaHCO3 , % | 16–18 | 16–18 | 16–18 |
| Относительная стоимость колонны, % | 100 | 75 | 95 |
Из приведенной таблицы видно, что колонны с перекрестно-точными тарелками, не только имеют более низкую стоимость, чем колонны с пассетными тарелками, но и по некоторым параметрам превосходят их.
5. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
В разделе 3 дана характеристика энергетических ресурсов используемых в производстве кальцинированной соды. В таблице 5.1 приведены нормы расхода этих ресурсов на 1 тонну выпускаемой соды [1–3]:
Таблица 5.1 – Усредненные энергетические затраты на 1 тонну 100 %–ой кальцинированной соды
| Затраты | Расходный коэффициент |
| Электроэнергия, МДж (кВт·ч) | 220 (61) |
| Пар на технологические нужды, ГДж (Гкал) | 5,36 (1,28) |
| Вода (оборотная), м3 | 150 |
Топливо (в пересчете на условное топливо), кг: для кальцинации гидрокарбоната натрия для обжига карбонатного сырья |
130 95 |
При этом необходимо отметить, что в окружающую среду отводится около 1 МВт тепловой энергии на 1 тонну кальцинированной соды.
Ниже приведены обобщенные нормы расхода для производства кальцинированной соды аммиачным методом [2]:
Таблица 5.2 – Расходные нормы по сырью для производства 1 т соды
| Затраты | Расходный коэффициент |
| Рассол очищенный (310 г/л NaCl), м3 | 5,1 |
| Известняк (в пересчете на 100 % СаСО3 ), кг | 1280 |
| Кальцинированная сода на очистку сырого рассола от солей кальция, кг | 22 |
| Аммиачная вода (25,5 % NH3 ), кг | 9 |
| Гидросульфит натрия (в пересчете на 22,0 % NaHS), кг | 5 |
6. ОТХОДЫ В ПРОИЗВОДСТВЕ СОДЫ И МЕТОДЫ ИХ ПЕРЕРАБОТКИ
В традиционной технологии кальцинированной соды на 1 тонну продукта приходятся следующие отходы:
хлоридные стоки, содержащие около 115–125 г/л СаС12 , 55–58 г/л NaCl и 20–25 г/л взвеси Са(ОН)2 , СаСО3 и CaSO4 – около 9,1 м3 ;
шлам от очистки рассола, содержащий 250–300 г/л взвеси Са(ОН)2 и Mg(OH)2 – 0,l м3 , шлам дистилляции;
недопал при обжиге мела или известняка, отделяемый в процессе получения известковой суспензии и содержащий СаСО3 , СаО и золу топлива, около 55 кг.
В так называемые производственные отходы переходит весь содержащийся в сырье кальций, хлор и около 1/3 натрия. В пересчете на твердое состояние при производстве 1 т кальцинированной соды в отходах содержится около 1 т СаСl2 , 0,5 т NaCl, 200 кг шлама и 55 кг недопала [1–3, 5]. На рис. 6.1 изображена простая схема цикла.

Рис. 6.1 – Простая схема цикла производства кальцинированной соды
6.1 ПЕРЕРАБОТКА ЖИДКИХ ОТХОДОВ
Для фильтровой жидкости предлагается получение хлористого аммония.
При производстве хлорида аммония часть или весь поток фильтровой жидкости после барабанных вакуум-фильтров направляется на дегазацию (узел XII), которая осуществляется паром (раздел 3 рис. 3.2). Десорбированные из жидкости в парогазовый поток аммиак и диоксида углерода поступают на абсорбцию II.
На абсорбцию в отделение II дополнительно подается газообразный аммиак от аммиачно-испарительной установки для восполнения убыли аммиака, который выводится из цикла хлоридом аммония, растворенным в дегазированной фильтровой жидкости. Дегазированная фильтровальная жидкость направляется на выпарку (отделение XIII), после которой образующаяся соляная пульпа проходит стадию отстаивания и центрифугирования (XIV), сушки и прокалки поваренной соли (XV).
Соляной маточный раствор подается на вакуум-кристаллизацию (XVI); пульпа хлорида аммония поступает далее на отстаивание и центрифугирование (XVII); хлорид аммония проходит сушку, зернение (XVIII) и направляется на склад готовой продукции.
Существует и предлагается несколько способов утилизации дистиллерной жидкости: первое – переработка осветленной дистиллерной жидкости, которая заключается в получении хлорида кальция, второе – после соответствующей подготовки закачивание дистиллерной жидкости в нефтяные скважины, третье – получение из дистиллерной жидкости химически осажденного карбоната кальция [8].
При производстве СаСl2 весь поток дистиллерной суспензии (рис. 3.2) или его часть подвергается предварительной карбонизации и далее поступает на отстаивание от взвешенных частиц (XIX). Шлам из отстойника направляется для дальнейшей переработки (стадия XXIV), а осветленный раствор сливается в ёмкость (XX), в которую подают затравку из активного сульфат кальция для предотвращения инкрустирования выпарной трёхкорпусной прямоточной батареи. Дистиллерная жидкость упаривается до достижения концентрации хлорида кальция 18 % масс. Во второй трёхкорпусной прямоточной батарее (стадия XXI) дистиллерная жидкость упаривается до концентрации хлорида кальция 38 % масс, с выделением основной массы поваренной соли. Осветленный 38 %-ый раствор раствор хлорида кальция подается на вакуум-кристаллизатор (стадия XXII), в котором происходит образование 40 %-го раствора хлорида кальция и выделение хлорида натрия. Далее раствор подается в аппарат XXIII, где упаривается с образованием плава, содержащего 72 % хлорида кальция. После чего плав чешуируется, закаливается, сушится, охлаждается и направляется на склад готовой продукции.
Способ подготовки дистиллерной жидкости, используемой для закачки в нефтяные скважины, включает следующие стадии:
– отстой суспензии в накопителе – “белое море”;
– разбавление ответвленной дистиллерной жидкости водой с целью снятия пересыщения по гипсу;
– карбонизация разбавленной дистиллерной жидкости газом известковых печей в присутствии ретурного шлама;
– отстаивание и транспортирование прокарбонизарованной дистиллерной жидкости.
Описанный способ подготовки позволяет получать для заводнения нефтяных пластов дистиллерную жидкость следующего качества:
· Отсутствие OH– –ионов, которые с Fe2+ и Mg2+ вместе с образуют нерастворимые осадки, способные кальматировать пласты;
· Отсутствие взвешенных и емханических примесей в количествах, превышающих предельно допустимую концентрацию;
· Отсутствие пересыщения по гипсу.
Автором работы [8] предложена и описана принципиальная аппаратурно-технологическая схема производства осажденного CaCO3 .
Согласно предлагаемой схеме дистиллерная жидкость (содержание твердой фазы 22,75 г/дм3 ) с производства кальцинированной соды поступает в отстойник при температуре 363–368 К. Сгущенная твердая фаза (шлам) с соотношением Т:Ж = 1:2 откачивается в шламонакопитель, а осветленная часть поступает в соответствующий сборник.
Избыточный маточный раствор производства очищенного карбоната натрия с температурой 333–348 К подается в соответствующий сборник. Ответвленная часть дистиллерной жидкости и избыточный маточный раствор смешиваются в реакторе–осадителе в течение 3 минут при их одновременном смешивании при температуре 353–358 К.
Полученная суспензия CaCO3 подается на фильтрование, а диоксид углерода, полученный после разложения кислой соли кальция выводится из реактора в производство соды. Полученный осадок CaCO3 отмывается от ионов хлора и фильтруется на камерных фильтрпрессах. После чего полученный фильтрат и промывные воды откачиваются на розсоломпромысел.
Промытый осадок CaCO3 высушивается в ленточной сушилке при помощи топочных газов, а затем направляется на измельчение в дезинтегратор, откуда на рассев. Затаривание готового продукта осуществляется в шнековой розфасовочной машине. Полученный продукт CaCO3 соответствует требованиям ГОСТ 8253–79 [9].
Имеются в литературе данные по переработке дистиллерной жидкости в пероксид кальция CaO2 , который имею широкую область применения [10].
В области охраны окружающей среды его можно использовать при очистке воды от катионов железа, мышьяка, марганца, цинка, хрома и меди [11].
Также пероксид кальция можно использовать в катализаторе для очистки промышленных и бытовых сточных вод от нефтепродуктов и для очистки сточных вод содержащих органические красители [12, 13]. Очистка вредных газовых выбросов химической промышленности от диоксида серы и оксидов азота может быть обеспечена суспензией содержащей смесь пероксида и гидроксида кальция в соотношении 1:1. Также можно осуществить и очистку газовой смеси от формальдегида [11]. Пероксид кальция применяют в обезвреживании радиоактивных отходов переменного состава [13]. Его используют и для обеззараживания ила бытовых городских стоков [11].
В органическом синтезе пероксид кальция используется как катализатор для окисления изопропилбензола до α-кумулгидроперекиси и для получения полисульфидов этилена, пропилена, бутилена. Он также используется в качестве промотора оксида серебра, употребляемого в качестве катализатора в процессе окисления этана до оксида этилена, диоксида углерода и воды. Также предложено использовать пероксид кальция для стабилизации вулканизированных сополимеров изобутилена и наряду с пероксидом стронция в процессе вулканизации бутилкаучука.
Пероксид кальция используют как источник кислорода в алюмотермических и других металлургических процессах. Его также используют при рафинировании металлов шлаки, содержащие сульфиды и для дефосфоризации стали.
6.2 ПЕРЕРАБОТКА ТВЕРДЫХ ОТХОДОВ
К твердым отходам содового производства относятся:
– шлам рассолоочистки;
– шлам дистилляции;
– отходы гашения извести и известковой пыли производства извести и гидратированной извести.
Рассмотрим вкратце по порядку предлагаемые технологии [2–3].
Технология утилизации шламов рассолоочистки
Для уменьшения количества шлама предлагается рассолоочистку проводить с поэтапным осаждением из раствора Mg(OH)2 , CaCO3 , 5CaSO4 ·Na2 SO4 ·H2 O. Отмечается, что указанные продукты выделяются в достаточно чистом виде и могут быть переработаны в целевые продукты.
При классической рассолоочистке тожу можно выделить из шлама компоненты. При этом процесс переработки шлама можно разделить на несколько стадий:
· Частичная нейтрализация шлама;
· Карбонизация частично нейтрализованного шлама;
· Фильтрование карбонизованной суспензии и промывка осадка мела;
· Получение основного карбоната магния.
В результате этой технология на й тонну соды можно получать 2,2·10–3 т основного карбоната магния, 0,6 м3 очищенного рассола NaCl, 1,3·10–3 т химически осажденного мела.
Технологии утилизации шлама дистилляции
Количество твердых отходов на стадии дистилляции оставляет 200–250 кг на 1 т выпускаемой соды.
В течение ряда лет одним из основных направлений по утилизации твердых отходов дистилляции являлась технология переработки шламов на мелиорант для химической мелиорации почв, кормовой добавки для кормления сельскохозяйственной птицы, комплексной добавки для сельскохозяйственных животных, использование в производстве вяжущих и цементного клинкера.
Технологии утилизации отходов гашения извести и известковой пыли производства извести и гидратированной извести
На эту тему существует много патентов и публикаций. Однако несмотря на положительный эффект, эти практические предложения не нашли применения в промышленной практике, по крайней мере на заводах СНГ. Это объясняется, по-видимому, тем, что затраты на вывод мелких отходов гашения из цикла, а так же улавливание пыли, превышает доход от применения при производстве строительных материалов. Поэтому на большинстве содовых заводов мелкие отходы гашения подвергают мокрому помолу и сбрасывают в шламонакопители. Фактически в отвалы и шламонакопители отводится улавливаемые известкова пыль и пыль улавливаемая мокрым способом при очистке газа известковых печей.
7. РАСЧЕТНАЯ ЧАСТЬ
Процесс производства соды можно отобразить в виде суммарных реакций:
![]() (1)
(1)
![]() (2)
(2)
Задание №1: Рассчитаем материальный баланс по реакции (1) на 1000 кг NaHCO3 при a1 =1 двумя способами.
Первый способ
Рассчитаем массу NaCl, NH3 , CO2 , H2 O необходимую для получения 1000 кг NaHCO3 .
Расчет будем вести по пропорции, где слева – реагент, справа – продукт.
![]()
M(NaCl)=23+35,5=58,5 кг/кмоль; M(NaHCO3 )=23+1+12+16·3=84 кг/кмоль; M(NH3 )=14 +1·3=17 кг/кмоль; M(CO2 )=12 +16·2=44 кг/кмоль;
M(H2 O)=16 +1·2=18 кг/кмоль, M(NH4 Cl)=14 +1·4+35,5=53,5 кг/кмоль.
Масса NaCl, необходимая на взаимодействие: ![]()
![]()
Масса NH3
, необходимая на взаимодействие: ![]()
![]()
Масса CO2
, необходимая на взаимодействие: ![]()
![]()
Масса H2
O, необходимая на взаимодействие: ![]()
Тогда масса образовавшегося хлорида аммония равна:
![]()
Второй способ
Рассчитаем число кмоль NaHCO3 , которое соответствует 1000 кг.
![]()
Из уравнения реакции (1) число моль каждого из реагентов равно числу молей NaHCO3 и равно 11,905 кмоль.
Тогда массы реагентов и продуктов равны:
![]()
![]()
![]()
![]()
![]()
Задание №2: Рассчитаем материальный баланс по реакциям (1–2) на 1000 кг Na2 CO3 при a1 =a2 =95 %.
![]() (2)
(2)
Найдем число молей Na2 CO3 , которое соответствует 1000 кг:
![]()
Из уравнения реакции (2) число моль каждого продуктов равно числу молей Na2 CO3 и равно 9,434 кмоль при a2 = 100%, но у нас 95 %
Тогда массы продуктов и продуктов по уравнению (2) равны:
![]()
![]()
![]()
Масса непрореагировавшего NaHCO3
: ![]()
Результаты промежуточных расчетов по реакции (2) сведем в таблицу:
| Вещество | Приход, кг | Расход, кг |
| NaHCO3 | 1668,3 | 83,4 |
| Na2 CO3 | – | 1000 |
| CO2 | – | 415,1 |
| H2 O | – | 169,8 |
| Итого: | 1668,3 | 1668,3 |
Полученные данные используем для расчетов по реакции (1):
![]() (1)
(1)
Из предыдущих расчетов получена масса NaHCO3 равная 1668,3 кг и используем её для дальнейших расчетов.
Число кмоль NaHCO3 содержащееся в 1668,3 кг:
![]()
Из уравнения реакции (1) число моль каждого продуктов равно числу молей NaHCO3 и равно 19,861 кмоль при a1 = 100%, но у нас 95 %.
Тогда массы реагентов и продуктов равны:
![]()
![]()
![]()
![]()
![]()
Масса непрореагировавших веществ:
![]()
![]()
![]()
![]()
Результаты расчетов по реакциям (1–2) сведем в общую таблицу.
| Вещество | Приход, кг | Расход (сумма по двум реакциям), кг |
| NaCl | 1223 | 61,15 |
| NH3 | 355,4 | 17,77 |
| CO2 | 919,9 | 46+415,1=461,1 |
| H2 O | 376,3 | 169,8+18,8=188,6 |
| Na2 CO3 | – | 1000 |
| NaHCO3 | – | 83,4 |
| NH4 Cl | – | 1062,6 |
| Итого: | 2874,6 | 2874,6 |
Вывод: Для обеспечения работоспособности цикла, а это главный элемент безотходности технологии необходимо стремиться к степени превращения теоретической, т.е. 100 %. Для этого нужны новые конструкции аппаратов и новые технологические приемы.
СПИСОК ЛИТЕРАТУРЫ
1. Шокин И.Н., Крашенинников С.А., Технология соды: Учебное пособие для вузов. – М.: Химия, 1975. – 287 с.
2. Производство соды по малоотходной технологии: Монография/Ткач Г.А., Шапорев В.П., Титов В.М. – Х.: ХГПУ, 1998. – 429 с.
3. Зайцев И.Д., ткач Г.А., Стоев Н.Д. Производство соды. – М.: Химия, 1986. – 312 с.
4. ГОСТ 5100–85 Сода кальцинированная техническая. Технические условия. Дата введения 01.01.86.
5. Мельников Е.Я., Салтанова В.П., Наумова А.М., Блинова Ж.С. Технология неорганических веществ и минеральных удобрений: Учебник для техникумов. – М.: Химия, 1983. – 432 с.
6. Федотьев П.П. Сборник Исследовательских работ. – Л.: 1936.
7. Панасенко В.А. Физико-химические основы получения кальцинированной соды с использованием диэтиламина: Дис. … канд. техн. наук: 05.17.01 – Харьков, 1992. – 203 с.
8. Михайлова Є.О. Одержання хімічно осадженого карбонату кальцію з відходів алмазного виробництва: Автореф. дис. на здобуття наукового ступеня кандидата технічних наук . – Харків. – 2006. – 20 с.
9. ГОСТ 8253–79 Мел химически осажденный. Технические условия.
10. Бикбулатов И.Х., Насыров Р.Р., Даминев Р.Р., Бакиев А.Ю. Способ утилизации основного отхода производства кальцинированной соды // Нефтегазовае дело, 2007. – С. 1–9.
11. Вольнов И.И. Перекисные соединения щелочноземельных металлов. – М.: Наука, 1983.
12. Пат. RU2189949, Россия, 2002.
13. Пат. RU2031858, Россия, 1995.
14. Пат. RU2065216, Россия, 1996.
Похожие рефераты:
Производство кальцинированной соды
Химия, элементы таблицы Менделеева
Развитие, становление и основные аспекты фармации
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»
Биокерамика на основе фосфатов кальция
Нанесение и получение металлических покрытий химическим способом
Межпредметные связи в курсе школьного предмета химии на предмете углерода и его соединений
Методы анализа лекарственных препаратов
Исследование возможности извлечения редких металлов из золы-уноса ТЭЦ (MS Word 97)
Неотложная помощь в невропатологии
Возможности экологического воспитания школьников при изучении темы: "Кальций и его соединения"
Программа для поступающих в вузы (ответы)
Химия и технология платиновых металлов
Изучение возможности применения магнитных жидкостей для синтеза магнитных сорбентов