| Похожие рефераты | Скачать .docx |
Реферат: Проектирование автоматизированного рабочего места оператора нефтесливной железнодорожной эстакады
Министерство общего и профессионального образования Российской Федерации
“МАТИ” – Российский Государственный Технологический Университет им. К.Э. Циолковского
Кафедра “Технология производства приборов и систем управления летательных аппаратов”
“УТВЕРЖДАЮ”
Зав. Кафедрой ТПП и СУЛА
_____________Суминов В.М.
“___”___________2009 г.
Реферат
дипломного проекта на тему:
Проектирование автоматизированного рабочего места оператора нефтесливной железнодорожной эстакады
Дипломник_______________(Капорин Ф.О.)
Руководитель_____________(Банников В.М)
Консультант______________(Попов Е.Н.)
Результаты смотров:
I смотр ________________%
II смотр ________________%
Раменское 2010 г.
Оглавление
Введение
1. Анализ конструкторско-технологических характеристик и структуры сливной эстакады
2. Анализ задач решаемых существующей железнодорожной эстакадой
2.1 Обзор программных и аппаратных средств используемых в проектируемом АРМ
2.2 Шкаф управления и контроля
3. Обоснование выбора темы, ее новизна и технико-экономическая целесообразность предлагаемых разработок
4. Графическая часть проекта
5. Расчетная часть проекта
Список используемой литературы
Введение
Проектирование систем управления играет важную роль в современных технологических системах. Выгоды от её совершенствования систем управления в промышленности могут быть огромны. Они включают улучшение качества процесса, уменьшение потребления энергии, минимизацию максимальных затрат, повышение уровней безопасности и сокращение загрязнения окружающей среды. Трудность здесь состоит в том, что ряд наиболее передовых идей имеет сложный математический аппарат. Возможно, математическая теория систем – одно из наиболее существенных достижений науки ХХ века, но её практическая ценность определяется выгодами, которые она может приносить. Проектирование и функционирование автоматического процесса, предназначенного для обеспечения технических характеристик, таких, например, как прибыльность, качество, безопасность и воздействие на окружающую среду, требуют постоянного контроля всех элементов изделия.
Автоматизированные системы, заменяя обычные средства, имеют перед ними технико-экономические преимущества, которые проявляются в следующих основных направлениях:
- сокращение общих трудозатрат на проверку агрегатов;
- сокращение времени подготовки техники к выполнению задачи;
- повышение достоверности результатов;
- повышение коэффициента использования технического ресурса объектов.
Кроме того, автоматическое слежение за аварийными параметрами позволяет предупреждать крупные повреждения и разрушение техники.
Автоматический контроль стал возможным в результате общего развития комплексной автоматизации процессов производства и управления. Однако помимо этой общей закономерности существуют и конкретные причины, стимулирующие появление и развитие автоматов контроля в технике. Они непосредственно связаны с необходимостью совершенствования систем контроля техники как способа повышения эффективности её работы. При использовании аппаратуры ручного управления после каждого измерения оператор должен проанализировать полученные результаты и принять решение о годности параметра или элементов оборудования. При такой системе контроля неизбежны субъективизм и прямые ошибки, периодически допускаемые даже опытными специалистами.
При сложившейся конкурентной картине рынка сложной наукоемкой техники основой экономического успеха является качество процесса, безотказность, а также сроки выполнения работы.
При монтаже эстакады с использованием новых разработок в связи с выше сказанным автоматизация процесса слива нефтепродуктов является основополагающим фактором успешной работы эстакады.
1. Анализ конструкторско-технологических характеристик и структуры сливной эстакады
Сливная железнодорожная эстакада для легковоспламеняющихся и горючих жидкостей, в которых слив производится с помощью бесшлангового телескопического устройства, оборудованы механизмами подъема и спуска телескопического патрубка и перемещения, телескопического устройства.
Под каждой из цистерн установлен насос 12НДс-Нм
ТУ3631-066-05747979-96. Насос закрывается и открывается в ручную, но он так же имеет электродвигатель для закрытия насоса автоматически. Рядом с насосом на трубопроводе установлены датчики давления ДМ5007А и датчик температуры ТУДЭ-8М1. Слив нефти происходит в емкости в парке сырья.
Насосы имеют блокировку на автоматическое включение по номинальному уровню и отключение по нижнему уровню от уровнемеров МТ2000, устанавливаемых на емкостях в парке сырья. Одновременно в операторную поступает сигнал о верхнем предельном уровне.
Ограничение максимальной скорости слива легковоспламеняющихся и горючих жидкостей до безопасных пределов обеспечивается перепуском части продукта во всасывающий трубопровод насоса.
Автоматическое регулирование расхода перепускаемого продукта производится по поддержанию постоянного давления в напорном трубопроводе подачи продукта на железнодорожную сливо-наливную эстакаду.
Так же следует учитывать, что при автоматическом прекращении налива продуктов в железнодорожные цистерны с целью исключения гидравлических ударов в трубопроводах и наливных устройствах, в насосах предусмотрено байпаспрование слива. На байпасе насоса устанавливается регулирующий клапан, который открывается при увеличении давления наливаемого продукта в напорном коллекторе перед железнодорожной сливо-наливной эстакадой.
Наливные операции легковоспламеняющихся и горючих жидкостей автоматизированны путем использования ограничителей уровня налива.
На сливной железнодорожной эстакаде легковоспламеняющихся жидкостей и сжиженных углеводородных газов установлены сигнализаторы довзрывных концентраций (которые определяют опасные концентрации газов: O2, CO2, C3H8).
Для пожаротушения открытых и расположенных под навесами сливо-наливных железнодорожных эстакад легковоспламеняющихся и горючих жидкостей предусмотрены:
- стационарные установки пожаротушения воздушно-механической пеной средней кратности с автоматическим пуском,
- водяное орошение лафетными стволами конструкций эстакады и железнодорожных цистерн.
2. Анализ задач решаемых существующей железнодорожной эстакадой
Технология слива нефтепродуктов:
1.Подготовительная: Прохождение поездом специального поста за 1км до эстакады.
3 Контрольная: Измерение температуры окружающей среды(при температуре -5град С включают насосы которые подают горячую воду в рубашку сливных насосов).
4 Подготовительная: Запуск обогрева сливных насосов (когда поезд находится за 400метров до эстакады).
5 Контрольная: Подход состава(остановка состава) каждая цистерна в своем секторе(маркерами секторов служат ультразвуковые датчики по одному с каждой стороны сектора(при попадании всех цистерн в свои сектора в конце эстакады загорается световой сигнал машинисту)).
6 Контрольная: Считывание номером цистерн(Визуально списываются номера цистерн).
7 Монтажная: Подача нижних сливных трубопроводов.
8 Контрольная: Контроль загазованности воздуха(Контроль загазованности воздуха проводится с помощью газоанализаторов постоянно(при обнаружении загазованности воздуха через громкоговоритель произносится соответствующее предупреждение)).
9 Монтажная: Фиксация нижних трубопроводов к цистерне (выполняется в ручную).
10 Монтажная: Подача верхних сливных трубопроводов на случай аварийной остановки(выполняется в ручную).
11 Перегонная:Включение насосов.
12 Контрольная: Слив нефтепродуктов
- расход;
- температура;
- давление;
- общее количество слитых продуктов.
13 Перегонная: Выключение насосов.
14 Монтажная: Разсоединение трубопроводов от цистерны.
15 Контрольная: Контроль герметичности цистерны(визуальный осмотр).
16 Монтажная: Отвод сливных трубопроводов.
17 Подготовительная: Подача светового сигнала машинисту.
18 Подготовительная: Отход поезда.
19 Контрольная: контроль задымленности (датчики установлены на эстакаде над цистернами).
20 Пожаротушительная: Запуск насосов и открытие клапанов.
21 Оповещательная: Запуск пожарной сирены и голосового оповещения.
Все вышеперечисленные параметры контролируются вручную по наружным шкалам.
Очевидно, что выполнение и контроль такого большого количества операций в ручную, является трудоемким и длительным процессом.
2.1 Обзор программных и аппаратных средств используемых в проектируемом АРМ
В настоящее время SCADA является основным и наиболее перспективным методом автоматизированного управления сложными динамическими системами.
Существует большое многообразие SCADA систем. Но для данной задачи наиболее подходят Emerson и TRACE MODE. В силу высокой стоимости на Emerson остановимся на TRACE MODE.
TRACE MODE предоставляет широкий набор средств программирования задач АСУТП. В систему включены языки международного стандарта МЭК 6-1131/3. Данный стандарт разрабатывается с 1993 года Международной Электротехнической Комиссией (International Electrotechnical Commission) и давно признан как в Европе и в США, так и во всем мире ведущими производителями средств автоматизации.
Языки МЭК 6-1131/3 TRACE MODE сочетают в себе достаточную функциональность, простоту и предохраняют пользователя TRACE MODE от большинства ошибок, которые нередко возникают при использовании обычных языков программирования.
Для всех языков существует единый механизм связи с базой данных реального времени TRACE MODE. Каждая программа обладает набором аргументов, исходные данные передаются в программу через входные аргументы, а результаты вычислений возвращаются в выходных аргументах. Аргументы связываются с атрибутами каналов TRACE MODE, т.е. с реальными входами и выходами контроллеров и УСО, ячейками корпоративных баз данных, либо с внутренними переменными.
Наиболее подходящим к данной SCADA является контроллер WinPAC. Он имеет богатый набор аппаратных возможностей, и работают под управлением многозадачной операционной системы реального времени Windows CE 5.0. Благодаря Windows CE 5.0 в устройствах можно использовать PC совместимое программное обеспечение и осуществлять программирование TRACE MODE.
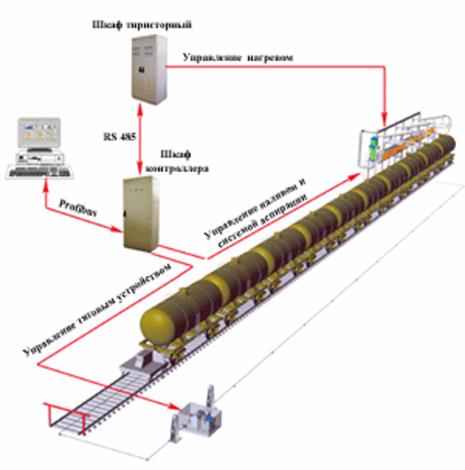
2.2 Шкаф управления и контроля
АРМ оператора состоит из ПЭВМ и двух мониторов, на которых производится контроль параметров слива.
Параметры заносятся в таблицу и сохраняются на жестком диске сервера с помощью приложения МРВ системы TRACE MODE.
Помимо АРМ в операторной расположен шкаф управления и контроля. Шкаф ставится на подставку высотой 100мм. Подход к шкафу двусторонний. На передней двери располагаются органы управления и индикация конечных положений отсечных и регулирующих клапанов.
Шкаф имеет связь по Ethernet с центральным сервером. Шкаф состоит из 5 рабочих зон. В зоне 1 находится оборудование для блокирования механизмов(насосов) и выдачи предупреждающих сообщений при авариях, и уходу технологических параметров за заданные пределы, из-за которых может произойти авария (высокое давление на выходе насосов, перегрев насосов, загазованность участков сливной эстакады)
В зоне 2 находится модули управления насосами, модули установлены так что снижают до минимума число кабельных связей между шкафами. В зоне 3 установлен газоанализатор «Гамма-100». Он имеет три зонда на: CO2, C3H8, O2. В зоне 4 установлены модули пожаротушения. В зоне 5 блоки бесперебойного питания. Все зоны шкафа экранированы.
3. Обоснование выбора темы дипломного проекта, ее новизна и технико-экономическая целесообразность предлагаемых в дипломном проекте разработок
В дипломном проекте предлагается спроектировать автоматизированное рабочее место для управления процессом слива и контроля основных выходных характеристик нефтесливной эстакады.
Автоматизированное рабочее место должно выполнять все контрольные операции на соответствие техническим требованиям, представленным в технических условиях (см. п.2 реферата).
Поскольку работа с легковоспламеняющимися жидкостями является очень опасной, управляющий персонал, рабочие и управляющее оборудование должны быть максимально защищены, для чего электронные блоки, а именно:
- Персональная ЭВМ;
- Пульт контроля и управления;
- Шкаф управления и контроля;
- Программное обеспечение;
- Дисплей управления.
вынесены в отдельное помещение.
Кроме того, для АРМ будет спроектирован алгоритм автоматического контроля параметров процесса слива с аварийным включением пожарной сигнализации в случае возгорания. Все параметры слива будут не только отображаться в реальном времени на дисплее оператора АРМ слива, но и записываться на жесткий диск сервера для последующего контроля, сравнения и нахождения неисправностей оборудования.
Управление пультом контроля должно осуществляться программно-математическим аппаратом ПЭВМ.
4. Графическая часть проекта
№№ п/п |
Перечень конструкторско–технологических разработок | Кол-во листов формата А1 | Новизна разработки |
| 1 | Задачи и их решеине без применения АРМ Общий вид существующей эстакады |
1 1 |
Действующая разработка |
2 |
Задачи и их решеине с применения АРМ Общий вид эстакады с новым оборудованием |
1 1 |
Объект автоматизации |
| 3 | Структурно-функциональная схема АРМ | 1 | Новая разработка |
| 4 | Структура аппаратного и программного обеспечения АРМ | 1 | Новая разработка |
| 5 | Пульт управления Схема электрическая принципиальная |
1 | Новая разработка |
| 6 | Пульт управления Сборочный чертеж |
1 | Новая разработка |
| 7 | Алгоритм управления процессом слива | 1 | Новая разработка |
| 8 | Блок схема программы управления | 1 | Новая разработка |
| 9 | Общий вид рабочего места со схемой подключения . | 1 | Новая разработка |
| 10 | Интерфейс пользователя(при сливе) | 1 | Новая разработка |
| 11 | Экономический лист. | 1 | Новая разработка |
5. Расчетная часть проекта
| № п.п. | Расчет | Кол-во листов |
| 1. | Расчет надежности АРМ [5] | 8-10 |
| 2. | Расчетное обоснование выбора электронных элементов аппаратуры [4] | 10 |
| 3. | Электрический расчет жгутов связи [3] | 10 |
| 4. | Расчет выделяемого тепла и системы вентилирования проектируемого оборудования [2] | 5 |
| Расчетное обоснование экономического эффекта по внедрению АРМ. [5 ] | 20-25 |
Список используемой литературы
1. В.М. Суминов, Г.Г. Мороз, Методическое руководство по дипломному проектированию, Методическое руководство, Москва, 1980.
2. В.П. Селезнев, ”Системы пожаротушения ”, Москва, ''Машиностроение'', Москва, 1974.
3. Клюев А.С., Глазов Б.В., Дубровский А.Х. Проектирование систем автоматизации технологических процессов. М.: Энергия, 1980.-512 с.
4. РМ4-2-78. Системы автоматизации технологических процессов. Схемы функциональные. Методика выполнения. М.: Проектмонтажавтоматика, 1978. - 39 с.
5. Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов в химической промышленности. М.: Химия, 1985.
6. Плоцкий Л.М., Лапшенков Г.И. Автоматизация химических производств. М.: Химия, 1982.- 250 с.
7. Кузьминов Г.П. Основы автоматики и автоматизации производственных процессов. ЛТА им. С.М.Кирова.- Л., 1974.- 89 с.
Похожие рефераты:
Проект реконструкции цеха первичной переработки нефти и получения битума на ОАО «Сургутнефтегаз»
Установки погружных центробежных насосов для добычи нефти из скважин
Информационная технология для работы маневрового диспетчера наливной станции
Строительство резервуарного парка нефтеперерабатывающего завода
Разработка системы автоматического контроля технологических параметров газоперекачивающего агрегата
Цистерны для перевозки строительных растворов
Ремонт муфты автоматического опережения впрыскивания топлива
Комплексная механизация и автоматизация погрузо-разгрузочных работ в транспортно-грузовых системах
Анализ нефтесклада СХПК "Присухонское"
Судовые вспомогательные механизмы
Место и роль промышленного транспорта в транспортной системе
Автомобильные транспортные средства для транспортирования и заправки нефтепродуктов
Автоматическая автозаправочная станция на 250 заправок в сутки