| Похожие рефераты | Скачать .docx |
Курсовая работа: Шероховатость поверхности и её изображение на чертежах
Шероховатость поверхности и её изображение на чертежах
Московский Авиационный Институт.

Кафедра 904.
Инженерная графика.
Шероховатость поверхности и её изображение на чертежах.
Москва 2000.
Оглавление:
1.Основные составляющие производства, взаимное влияние и взаимосвязи между
ними.…………………………………………….………………………………...4
2.Конструкторская подготовка производства……….……………………………….4
2.1 Чертёж - как основной документ производства и предъявляемые к нему требования. Общие требования по выполнению чертежей. …………………………………...5
3.Качество поверхности и её влияние на эксплуатационные
характеристики детали. ……………..……………….…………………………6
3.1.Шероховатость, как геометрическое состояние поверхности….………………….7
3.2 Параметры для нормирования шероховатости поверхности……………………..8
3.3.Обозначение шероховатости поверхности на чертежах (детали,
сборочных чертежах)……………………………………………………………..14
4.Литература……………………………………………………………………...19
ПРОИЗВОДСТВО
| КОНСТРУКЦИЯ (объект производства) |
| ТЕХНОЛОГИЯ (производственные процессы) |
↔
↔
↔
↑ ↑ ↑ ↑ ↑ ↑ ↑
| Сопромат | Детали машин | Технология | Инженерная графика | Конструирование | Материало ведение | И другие |
Прикладные науки
↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑
| Физика | Математика | Химия | Геометрия | Иностр. язык | Информатика | География | Механика |
Теоретические науки
Рис.1
Схема взаимосвязи и взаимодействия конструкции и технологии
1. Основные составляющие производства, взаимное влияние и взаимосвязи между ними.
На рис.1 ,в виде схемы показаны составляющие производства и связи между ними. Техническая сторона производства (см. рис . 1) охватывает две её стороны ; сферу проектирования конструкции (создание графической модели будущего изделия) и сферу технологии производства (разработка технологических процессов изготовления и сборки изделий, разработка способов и средств осуществления процессов и др.).
Теоретические и прикладные науки, со всеми их ответвлениями, обеспечивают выполнение возникающих конструкционных и технологических задач и создают базу для решения технических и организационных проблем производства.
На схеме (см.рис.2) показан переход от состояния производства соответствующему началу разработки проекта до его практического воплощения в материале (приборы ,машины, устройства и т.д.).
2.Конструкторская подготовка производства.
На этапе проектирования « Конструкция» представляет собой комплект графических и текстовых материалов: чертежей , схем , расчётно-пояснительных записок и т.п., описывающих будущую конструкцию изделия и предполагаемый научно-технический и экономический эффект
Задачей «Технологии» является материализация поставленной «Конструкцией» технического решения в виде готовых к использованию машин ,приборов, устройств и т.д. На этапе производства (изготовления) «Конструкция» выступает уже в виде готовых изделий. На схеме (см рис.2) показан переход от состояния производства Соответствующему началу разработки проекта до его практического воплощения в материале (приборы, машины....).

 |

 |
![]()
Рис.2
Схема производственного цикла.
(Т - время; А - физические затраты человека )
Анализ произведения (Т х А) позволяет сделать вывод ,что определяющим условием достижения оптимального их значения является квалификация специалистов .занятых в производстве от постановки задачи до её воплощения в материале
В силу обстоятельств «Конструкциям «Технология» (рис. 1) не могут быть независимыми друг от друга. Их связь обусловлена рядом объективных закономерностей. Производственный процесс включает в себя не только процессы непосредственно связанные с разработкой конструкторской и технологической документации а так же изготовление деталей и сборке из них изделий но и все вспомогательные операции, например: подготовка производства;
транспортировка; контроль и хранение материалов; ремонт оборудования; изготовление технологической оснастки и др.
Этап проектирования является важной и ответственной задачей в общем процессе
производства.
2.1 Чертёж - как основной документ производства и предъявляемые к нему требования. Общие требования по выполнению чертежей.
Чертёж детали - документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
Изготовление составных частей , входящих в изделие не может осуществляться ранее того времени когда будут разработаны соответствующие конструкторские документы на них (чертежи , схемы и т.д.). Последние должно быть выполнимо в полном соответствии с требованиями ЕСКД. В решении данной задачи весьма важное значение имеют квалификация и опыт исполнителя. Чертёж должен удовлетворять основным требованиям, а именно:
а) быть наглядным, т.е. давать полную информацию о форме и размерах изображаемого предмета;
б) быть простым, т. е. применяемые для его выполнения методы должны быть достаточно простыми и давать однозначное описание ;
в) быть точным, т. е. используемые графические операции должны быть простыми и должны давать точное решение;
г) быть обратимым, т.е. обеспечивать однозначный переход от графической модели к натуре и обратно.
Основные требования по выполнению чертежей деталей; сборочных, габаритных и монтажных чертежей, установлены стандартом ЕСКД. ГОСТ 2.109-73. « Основные требования к чертежам ».
Из выше перечисленного, нас будет интересовать шероховатость поверхности, как геометрическое состояние, зависящее от вида обработки детали и применённых к ней эксплуатационных требований.
3.Качество поверхности и её влияние на эксплуатационные характеристики детали.
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает влияние на эксплуатационные показатели. В условиях эксплуатации машины или прибора, внешним воздействиям, в первую очередь, подвергаются поверхности их деталей. Износ трущихся поверхностей, зарождение трещин усталости, смятие, коррозионное и эрозионное разрушения, разрушение в результате кавитации и др. — это процессы, протекающие на поверхности деталей и в некотором прилегающем к поверхности слое. Естественно, что придание поверхностям деталей специальных свойств, способствует существенному повышению показателей качества машин в целом и в первую очередь показателей надежности.
Качество поверхности является одним из важнейших факторов, обеспечивающих высокие эксплуатационные свойства деталей машин и приборов и обусловливается свойствами металла и методами обработки: механической, электрофизической, электрохимической, термической и т. д. В процессе механической обработки (резание лезвийным инструментом, шлифование, полирование и др.) поверхностный слой деформируется под действием нагрузок и температуры, а также загрязняется примесями (частицы абразива, кислород) и другими инородными включениями.
Геометрические характеристики качества поверхности показаны на рис.3 в порядке уменьшения их абсолютных величин: отклонения формы (макрогеометрия); волнистость; шероховатость (микрогеометрия); субмикрошероховатость. В отдельных случаях волнистость может быть больше погрешности формы, а шероховатость больше волнистости. Волнистость занимает промежуточное положение между шероховатостью и погрешностями формы поверхности. Критерием дляих разграничения служит отношение шага S к высоте неровностей R.

Рис. 3
Классификация геометрических характеристик качества поверхности
Взаимосвязь параметров качества поверхности деталей и их эксплуатационных свойств является одним из основных направлений исследований в области машино- и приборостроения.
В настоящее время достаточно изучены вопросы связей качества обработанной поверхности с эксплуатационными показателями деталей и узлов машин и приборов (трение и износ при скольжении и качении, жидкостное трение контактная жесткость, прочность прессовых соединений, отражательная способность, износостойкость при переменных нагрузках, коррозионная стойкость и качество лакокрасочных покрытий, точность измерений, соотношение между допусками размера и шероховатостью поверхности и т. д. )
Трение и износ деталей в значительной степени связаны с макронеровностями, волнистостью, микронеровностями, а также с направлением штрихов (следов) обработки. На рис.4 показано влияние шероховатости поверхности на износостойкость деталей машин. При взаимном перемещении контактирующих плоских (рис.4 а) или цилиндрических (рис.4 б) поверхностей, имеющих микронеровности (шероховатость), в первоначальный момент происходит срез, отламывание и пластический сдвиг вершин неровностей, так как их контакт происходит по вершинам неровностей. Зависимость износа от времени работы трущихся поверхностей видна из графика (рис.4 г, д). Сначала сравнительно быстро (участок I) за период времени T1 происходит начальное изнашивание (приработка). При правильном режиме смазывания (рис.4 в) изнашивание протекает медленно (участок II), что обусловлено образованием равновесной шероховатости. Этот период времени определяет срок службы детали. Катастрофическое изнашивание пары характеризуется участком III.
На рис.4 д кривая 2 характеризует износ поверхностей с меньшими начальными шероховатостями, чем кривая l. В этом случае величина и время приработочного изнашивания уменьшаются, а интенсивность эксплуатационного изнашивания остается той же. При меньшей шероховатости сопряженных поверхностей время работы деталей будет большим (Т2> T1 )

Рис 2.
Шероховатость поверхности и её влияние на износостойкость.
а, б — схемы контакта сопряженных деталей по образующей (вдоль оси) и по окружности; в — идеализированный и фактический контакт поверхностей; г, д — типовые графики износа во времени.
Шероховатость и волнистость поверхности взаимосвязаны между собой.
Волнистость является элементарным отклонением поверхности любой формы. Высота неровностей волнистости и высота шероховатости примерно одинаковы, отношение же шагов к высоте различны.
Волнистость — совокупность периодически повторяющихся неровностей на поверхности, которые образуются прежде всего в связи с колебаниями или относительными колебательными движениями в системе станок—инструмент—изделие.
Волнистость определяется на нормальном сечении поверхности, причем шероховатость и другие отклонения формы исключаются. К волнистости, как правило. относятся периодические неровности, у которых отношение шага к высоте больше 40. У изделий с круглым сечением к волнистости относятся отклонения в радиальном сечении, у которых шаг меньше 1/15 окружности.
3.1.Шероховатость, как геометрическое состояние поверхности.
Прочность деталей также зависит от шероховатости поверхности. Разрушение детали, особенно при переменных нагрузках, в большей степени объясняется концентрацией напряжений, вследствие наличия неровностей. Чем меньше шероховатость, тем меньше возможность возникновения поверхностных трещин от усталости металла. Отделочная обработка деталей (доводка, полирование и т. п.) обеспечивает значительное повышение предела их усталостной прочности.
Уменьшение шероховатости поверхности значительно улучшает антикоррозионную стойкость деталей. Это имеет особенно важное значение в том случае, когда для поверхностей не могут быть использованы защитные покрытия (поверхности цилиндров двигателей и др.).
Надлежащее качество поверхностииграет немаловажную роль и в сопряжениях, отвечающих условиям плотности, герметичности, теплопроводности. С понижением шероховатости поверхностей улучшайся их способность к отражению электромагнитных, ультразвуковых и световых волн; уменьшаются потери электромагнитной энергии в волноводных трактах, резонирующих системах, уменьшается емкость электродов; в электровакуумных приборах уменьшается газопоглощеиие и газовыделение, облегчается очистка деталей от адсорбированных газов, паров и пыли.
Важной геометрической характеристикой качества поверхности является направленностьштрихов — следов механической и других видов обработки (Рис.5). Она влияет на износостойкость поверхности, определенность посадок, прочность прессовых соединений. В ответственных случаях конструктор должен оговаривать направленность следов обработки на поверхности детали. Это может оказаться необходимым, например, в связи с направлением относительного скольжения сопряженных деталей или с направлением движения по детали струи жидкости или газа. Изнашивание уменьшается и достигает минимума при совпадении направления скольжения с направлением неровностей обеих деталей.
Высокой точности всегда отвечают малые шероховатости и волнистость поверхности. Это определяется не только условиями работы сопряженных деталей, но и необходимостью получения надежных результатов измерения в производстве. Уменьшение шероховатости поверхности вносит большую определенность в характер сопряжения, так как размер зазора (или натяга), полученный в результате контроля деталей, отличается от размера эффективного зазора или натяга, имеющего место в эксплуатации или при сборке. Эффективный натяг при сборке уменьшается, а зазор в процессе работы механизма увеличивается, причем тем больше и быстрее, чем более грубо обработаны сопрягаемые поверхности.
Малую шероховатость поверхности бывает необходимо использовать и для придания красивого внешнего вида детали или удобства содержания поверхностей в чистоте и т. п.
Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна . Требования к шероховатости поверхности не включают требований к дефектам поверхности (раковины и пр.), поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. В некоторых случаях допускается устанавливать требования к шероховатости отдельных участков одной поверхности, которые могут быть различными.
ГОСТ 2789—73* устанавливает требования к шероховатости поверхности независимо от способа ее получения или обработки. Это дает возможность применять требования стандарта к поверхностям, обработанным резанием и другими методами, например литьем, прессованием, электрофизическими и электрохимическими методами и т. д.
3.2 Параметры для нормирования шероховатости поверхности.
Шероховатость поверхности оценивается по неровностям профиля (чаще поперечного), получаемого путем сечения реальной поверхности плоскостью (чаще всего в нормальном сечении). Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) ее рассматривают в пределах ограниченного участка , длина которого называется базовой длиной l . Базой для отсчета отклонений профиля является средняя линия профиля т .
Для количественной оценки и нормирования шероховатости поверхностей ГОСТ 2789—73* (Рис. 5) устанавливает шесть параметров: три высотных (Ra, Rz, Rmах), два шаговых (Sm , S) и параметр относительной опорной длины профиля (tp).
Параметры Ra, Rz представляют собой среднюю высоту неровностей профиля (Ra — всех неровностей; Rz — наибольших неровностей), параметр Rmax — полную высоту профиля
Параметры S и Sm характеризуют взаимное расположение (расстояние) характерных точек неровностей (максимумов) профиля и точек пересечения профиля со средней линией (нулей профиля).
Параметр tр содержит наибольшую информацию о высотных свойствах профиля (он комплексно характеризует высоту и форму неровностей профиля), так как она аналогична функции распределения. В продольном направлении tp позволяет судить о фактической площади контакта при контактировании шероховатых поверхностей на заданном уровне сечения р.

Рис. 5 Профиль шероховатости, его характеристики и параметры
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением относительного перемещения трущихся сопряженных поверхностей или струи жидкости, или газа относительно поверхности, а также для обеспечения необходимой виброустойчивости и прочности при циклических нагрузках.
При необходимости конструктором устанавливается также способ или последовательность способов получения (обработки) поверхности, если они являются единственными для обеспечения ее заданного качества.
При назначении параметров шероховатости поверхностей следует проверить возможность их достижения в связи с рациональными методами обработки детали. Как правило, следует применять наибольшую шероховатость, допускаемую конструктивными требованиями. В противном случае может значительно увеличиться стоимость обработки, что может быть компенсировано лишь повышением качества изделия. В некоторых же случаях повышение требований к шероховатости может оказаться не только не рентабельным, но и недопустимым. Например, при слишком гладких сопрягаемых поверхностях может возникнуть явление «схватывания», При котором частицы металла отрываются от поверхностного слоя трущихся поверхностей. Для таких поверхностей следует нормировать оптимальную исходную шероховатость, которая должна быть близкой к получающейся в процессе приработки
Обычно отделать отверстие труднее, чем вал. Это часто учитывается назначением различной шероховатости поверхностей сопрягаемых деталей : у отверстия шероховатость несколько выше.
Правильное решение, принятое при выборе параметров шероховатости поверхностей деталей, а также при выборе методов обработки, обеспечивающих получение ; поверхностей с заданной шероховатостью, оказывает серьезное влияние на качество : конструкции, ее технологичность и позволяет установить наиболее экономичные методы изготовления деталей .
Для обеспечения условий взаимозаменяемости назначение шероховатости сопряженных поверхностей может производиться в зависимости от точности сопряжения (выбранной посадки) и точности обработки (выбранного квалитета). Прямой связи между точностью и шероховатостью поверхности нет, так как к самым неточным поверхностям по допуску размера можно предъявить весьма высокие требования шероховатости (например, поверхности ручек хирургического инструмента в т. п.). Вместе с тем при выборе шероховатости поверхности следует учитывать что
значение Rz должнo составлять лишь некоторую часть допуска (δp) соответствующего размера.
Если в конструкциях сопряжении, согласно требованиям к эксплуатационным качествам деталей, необходимо ограничить отклонение формы (Δф) или отклонение расположения (Δп) по сравнению с допуском на размер (δр), то соответственно должна быть ограничена и шероховатость поверхности. При этом следует ориентироваться ва возможные (рекомендуемые) методы обработки, обеспечивающие получение значений Rz =(0,2-0,5) Δф или Rz =(0,24-0,5) Δц .
Если, точность сопряжения и метод обработки не позволяют определить требования к шероховатости поверхностей, назначение шероховатости поверхности следует производить по другим главным для данного случая признакам, ориентируясь на данные практики передовых отраслей промышленности, отраженные во многих трудах.
Нормирование шероховатости поверхности: применяется три основных способа регламентации конструктором качества поверхности, в том числе шероховатости: 1) по прототипу (метод прецедентов); 2) расчетный; 3) экспериментальный .
Выбор параметров и их значений для нормирования шероховатости должен Производиться с учетом назначения поверхности и установления их связи с эксплуатационными свойствами поверхности .
В таблице1приведены некоторые важнейшие эксплуатационные свойства поверхности, зависящие от ее шероховатости, и номенклатура параметров, при помощи которых обеспечиваются показатели этих свойств . Основным во всех случаях является нормирование высотных параметров. Предпочтительно, в том числе и для самых грубых поверхностей, нормировать параметр Ra, который более информативно, чем Ra и Rmax характеризует неровности профиля, поскольку определяется по всем точкам (или достаточно большому числу точек) профиля.
Таблица 1
| Эксплуатационное свойство поверхности | Параметры шероховатости поверхности и характеристики, определяющие эксплуатационное свойство |
| Износоустойчивость при всех видах трения Виброустойчивость Контактная жесткость Прочность соединения Прочность конструкций при циклических нагрузках Герметичность соединений Сопротивление в волноводах | Ra (Rz), tp направление неровностей Ra (Rz), Sm, S, направление неровностей Ra (Rz), tp Ra (Rz) Rmax, Sm, S, направление неровностей Ra (Rz), Smax, S, tp Ra, Sm, S |
Параметры Rz и Rmax нормируют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровностей профиля, а также когда прямой контроль параметра Ra с помощью профилометров или образцов сравнения не представляется возможным, например для поверхностей, имеющих малые размеры или сложную конфигурацию (режущие кромки инструментов, детали часовых механизмов и пр.).
Для ответственных поверхностей производится нормирование не только высотных параметров, но и шаговых и параметра tp, так как они обеспечивают некоторые их функциональные свойства.
Требования к шероховатости поверхности должны устанавливаться путем указания: 1) параметра шероховатости (одного или нескольких) ; 2) числовых значений выбранных параметров; 3) базовых длин, на которых происходит определение указанных параметров.
На практике применяются три варианта указания числовых значений параметра (параметров) шероховатости: 1) наибольшим значением; 2) диапазоном значений; 3) номинальным значением.
Наиболее распространенным применительно к деталям машин является вариант, когда указано числовое значение параметра, соответствующее наиболее грубой допускаемой шероховатости, т. е. наибольшему предельному значению для параметров Ra,Rz,Rmax ,Sm, S и наименьшему предельному значению параметра tp.
В отдельных случаях, когда для правильного функционирования недопустима и слишком гладкая поверхность, применяется второй вариант, при котором указан Диапазон значений параметра; наибольший и наименьший предельные значения.
Третий вариант применяется реже, в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих для этих же целей. . При этом варианте указывается номинальное значение параметра с допустимыми предельными отклонениями от него (%). Установление требований к шероховатости поверхности указанием номинальных значений параметра обеспечивает наиболее строгий метрологический контроль.
Таблица 2
Шероховатость поверхности Ra (мкм) элементов деталей
| Элемент детали | Шероховатость |
| Нерабочие контуры деталей. Поверхности деталей, устанавливаемых на бетонных, кирпичных и деревянных основаниях | Rz= 320÷160 |
| Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап | Rz= 80 |
| Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов | Rz=40 |
| Торцовые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80—500 мм. Поверхности отверстий 12-го квалитета диаметром 18—500 мм и 11-го квалитета | Rz=.20 |
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т, п. Болты и гайки нормальной и повышенной точности (кроме резьбы) | Rz = 40÷10 |
| Шаровые поверхности ниппельных соединений. Канавки под уплотнительные резиновые кольца для подвижных и неподвижных торцовых соединений. Радиусы скруглений на силовых валах. Поверхности осей для эксцентриков. Опорные плоскости реек. Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих типа «ласточкин хвост». Опорные плоскости реек. Шейки валов 9-го квалитета диаметром 80—500 мм,1 1-го квалитета диаметром 3—30 мм. Поверхности отверстий 7-го квалитета диаметром 180—500 мм, 9-го квалитета диаметром 18—360 мм, 11-го квалитета диаметром 1—10 мм | 2.5 |
| Наружные диаметры шлицевого соединения. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора — натяга 25—40 мкм. Цилиндры, работающие с резиновыми манжетами. Отверстия подшипников скольжения. Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Трущиеся поверхности малонагруженных деталей. Рабочие поверхности дисков трения. Шейки валов 6-го квалитета диаметром 120—500 мм, 8-го квалитета диаметром 6—80 мм. Поверхности отверстий 6-го квалитета диаметром 50—500 мм, 7-го квалитета диаметром 10—180 мм, 9-го квалитета — 1—18 мм | 1,25 |
| Поверхности зеркала цилиндров, работающих с резиновыми манжетами. Торцовые поверхности поршневых колес при диаметре не менее 240 мм. Валы в пригоняемых и регулируемых соединениях с допуском зазора — натяга 7—25 мкм. Трущиеся поверхности нагруженных деталей. Посадочные поверхности 7-го квалитета с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Сопряженные поверхности бронзовых зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в уплотнениях. Шейки валов 5-го квалитета диаметром 30—500 мм, 6-го квалитета диаметром 10—120 мм. Поверхности отверстий 6-го квалитета диаметром 3—50 мм, 6-го квалитета диаметром 1—10 мм | 0,63 |
| Шейки валов 5-го квалитета диаметром свыше 1 до 30 мм, 6-го квалитета диаметром свыше 1 до 10 мм. Валы в пригоняемых и' регулируемых соединениях (шейки шпинделей, золотники) с допусками зазора — натяга 16—25 мкм. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора — натяга 4—7 мкм. Трущиеся элементы сильнонагруженных деталей. Цилиндры, работающие с поршневыми кольцами | 0,32 |
| Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма | 0,16 |
| Рабочие шейки валов прецизионных быстроходных станков и механизмов. Шейки валов в пригоняемых и регулируемых соединениях с допуском зазора — натяга 2,5—6,5 мкм. Поверхности отверстий пригоняемых и регулируемых соединений с допуском зазора — натяга до 2,5 мкм | 0,08 |
| Зеркальные валики координатно-расточных станков и др. | 0,04 |
3.3.Обозначение шероховатости поверхности на чертежах (детали, сборочных чертежах)
Таблица 3
Типы направлений неровностей поверхности по ГОСТ 2789—73*
| Тип | Направление неровностей | Обозначение | Пояснение обозначения на поверхности, к шероховатости которой устанавливаются требования |
| Параллельный | Параллельно линии, изображающей на чертеже поверхность | ||
| Перпендикулярный |  |
Перпендикулярно к линии, изображающей на чертеже поверхность | |
| Перекрещивающийся |  |
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность | |
| Произвольный | Различные направления по отношению к линии, изображающей на чертеже поверхность | ||
| Кругообразный |  |
Приблизительно кругообразно по отношению к центру поверхности | |
| Радиальный |  |
 |
Приблизительно радиально по отношению к центру поверхности |
Нанося размеры элементов деталей, или после нанесения их, конструктор указывает на чертеже параметры и характеристики шероховатости поверхностей, установленные ГОСТ 2789-73.
Обозначение шероховатости поверхностей и правила их нанесения на чертеже установлены ГОСТ 2309-73.
Структура обозначения шероховатости приведена на Рис.6

Рис.6
Структура знака для изображения шероховатости поверхности
При установлении требований шероховатости поверхности рекомендуется применять параметры Ra, Rz, Rmax, tp.
Среднее арифметическое значение отклонения профиля Ra —среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины l.
Высота неровностей профиля по десяти точкам Rz — сумма средних арифметических абсолютных значений отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины l.
Наибольшая высота неровностей профиля Rmax — расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины l. Относительная опорная длина профиля tp (где р — числовое значение уровня сечения профиля) — отношение опорной длины профиля к базовой длине.
| Элементы обозначения | ГОСТ 2.309-73 |
| Знак шероховатости поверхности, вид обработки которой не устанавливается |  |
| Знак шероховатости поверхности, которая обрабатывается удалением слоя материала (то точением, фрезерованием, шлифованием, полированием и т. д.) |  |
| Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.) |  |
| Знак, указывающий поверхность, не обрабатываемую по данному чертежу | |
| Обозначение поверхностей с одинаковой шероховатостью | Если шероховатость всех поверхностей дета ли должна быть одинаковой, общее обозначение шероховатости наносят в правом верхнем углу чертежа Знаки наносятся на расстоянии 5—10 мм от верх ней и правой сторон рамки чертежа  Размеры и толщина знаков, нанесенных в правый верхний угол чертежа, должны быть больше знаков, нанесенных на изображении Знаки увеличиваются в 1,5 раза Размеры и толщина знаков, нанесенных в правый верхний угол чертежа, должны быть больше знаков, нанесенных на изображении Знаки увеличиваются в 1,5 раза |
| Обозначение преобладающей шероховатости | При указании одинаковой шероховатости для части поверхностей детали в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение  Когда часть поверхностей изделия по данному чертежу не обрабатывается, в правом верхнем углу чертежа перед обозначением Когда часть поверхностей изделия по данному чертежу не обрабатывается, в правом верхнем углу чертежа перед обозначением  При наличии в изделии поверхностей, шероховатость которых не указывают, обозначение шероховатости или знак При наличии в изделии поверхностей, шероховатость которых не указывают, обозначение шероховатости или знак |
| Обозначение шероховатости поверхности при недостатке места на чертеже | При недостатке места на чертеже допускается обозначение шероховатости поверхности располагать на размерных линиях или прерывать выносную линию 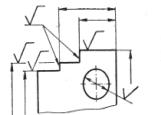 Через зону штриховки линию границы между поверхностями с различной шероховатостью не проводят Через зону штриховки линию границы между поверхностями с различной шероховатостью не проводят |
| Нанесение шероховатости на поверхностях глобоидных червяков и колес | Для глобоидных червяков и сопряженных с ними колес обозначение шероховатости рабочих поверхностей наносят на линии расчетной окружности  |
| Обозначение поверхности с различной шероховатостью | Если на отдельных участках детали шероховатость одной и той же поверхности должна быть различной то эти участки разграничивают сплошной тонкой линией с нанесением соответствующего размера и обозначений и обозначений шероховатости Через зону штриховки линию границы между поверхностями с различной шероховатостью не проводят  |
| Обозначение шероховатости поверхности профиля резьбы | Шероховатость поверхности профиля резьбы обозначают по общим правилам, если изображается профиль резьбы, или условно на выносной линии для обозначения размера резьбы, или на размерной линии  |
Литература:
1. Попова Г.Н. Иванов Б.А.
Условное обозначение в чертежах и схемах по ЕСКД. Справочное пособие. Под ред.
канд. тех. наук Б. Я. Мирошниченко. Л., «Машиностроение», 1976.
2. Федоренко В. А., Шошин А. И.
Справочник по машиностроительному черчению. – 14-е изд., перераб. и доп. /Под ред.
Г.Н. Поповой. – Л: Машиностроение, Ленингр. отд-ние, 1981.-416с.
3.Бабулин Н.А.
Построение и чтение машиностроительных чертежей: учебник для профессиональных
учебных заведений. – 10 изд., перераб. и доп. – М.: Высшая школа; Издательский центр
«Академия», 1998. – 367с.
4.Гжиров Р.И.
Краткий справочник конструктора. - Л., Издательство «Машиностроение»
Похожие рефераты:
Технологический процесс изготовления вала насоса
Основы проектирования и конструирования
Технология производства полумуфты - детали компрессора 16ГЦ2-340/25-56
Технологический процесс изготовления корпуса расточной оправки
Усовершенствование технологического процесса механической обработки детали "Стакан"
Проект участка механической обработки детали "Стакан"
Технология изготовления детали типа "Вал"
Проектирование цеха ремонта поршневых компрессоров
Основы теории и технологии контактной точечной сварки
Разработка технологических процессов на механическую обработку вала первичного