| Похожие рефераты | Скачать .docx |
Реферат: Отделочная обработка наружных и внутренних цилиндрических поверхностей
Федеральное агентство образования
Государственное образовательное учреждение высшего профессионального образования
"Ижевский государственный технический университет"
Кафедра "СТиА"
Реферат
на тему "Отделочная обработка наружных и внутренних цилиндрических поверхностей"
2007
Содержание
Введение
1. Черновое обтачивание цилиндрических поверхностей
1.1 Резцы для чернового обтачивания
1.2 Правые и левые резцы
1.3 Материалы, применяемые для проходных резцов
1.4 Элементы головки и углы твердосплавных резцов
1.5 Форма передней поверхности, углы и другие элементы быстрорежущих резцов
1.6 Установка проходных резцов относительно линии центров станка
1.7 Общие правила установки резца в резцедержателе
1.8 Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
1.9 Режимы резания при черновом обтачивании твердосплавными резцами
1.10 Режимы резания при черновом обтачивании быстрорежущими резцами
1.11 Измерения при черновом обтачивании
1.12 Точность размеров деталей и шероховатость поверхностей, получающихся при черновом обтачивании
2. Чистовая обработка и отделка цилиндрических поверхностей
2.1 Предварительные замечания
2.2 Подготовка станка для чистового и точного обтачивания
2.3 Закрепление деталей при чистовой обработке
2.4 Резцы для чистового обтачивания
2.5 Материалы, применяемые для чистовых резцов
2.6 Углы и другие элементы головки чистовых резцов
2.7 Установка резцов при чистовом обтачивании
2.8 Режимы резания при чистовой обработке
2.9 Охлаждение при чистовой обработке
2.10 Измерения при чистовой обработке
2.11 Отделка наружных поверхностей
Список литературы
обтачивание резец деталь шероховатость станок
Введение
Токарь — одна из важнейших профессий современного производства. Токарь должен уметь выполнять работы по чертежам, выбирать оптимальный порядок обработки деталей, проводить расчеты, связанные с выполнением сложных работ. Токарь, работающий на универсальном станке, изготавливает единичные детали, требующие особой точности обработки.
Резание металлов — один из способов механической обработки поверхности заготовки (или предварительно обработанной детали) путем снятия стружки для придания изделию требуемых формы, размеров, взаимного расположения и шероховатости его поверхностей. Обработку резанием точением изделий типа тел вращения выполняют на токарном станке, такими деталями являются, например, валы, зубчатые колеса, шкивы, кольца, муфты, гайки и др. Токарная обработка — обработка резанием при помощи режущих инструментов наружных (обтачивание) и внутренних (растачивание) поверхностей тел вращения (цилиндрических, конических, фасонных), а также спиральных и винтовых поверхностей. Процесс характеризуется вращательным движением заготовки (главное движение) и непрерывным поступательным движением режущего инструмента (движение подачи). Используемые режущие инструменты — резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др. Основные виды токарных работ — обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов, точение канавок, отрезка частей заготовки, обработка отверстий сверлением, зенкерованием, растачиванием, развертыванием, нарезание резьбы, полирование, накатывание рифлений. В процессе обработки резанием выполненный из твердого материала токарный резец при сближении с подлежащим обработке вращающимся изделием внедряется в его поверхностный слой и при движении вдоль вращающегося изделия режущей кромкой отделяет лишние
1. Черновое обтачивание цилиндрических поверхностей
Закрепление детали при черновом обтачивании. Способ закрепления детали при черновой обработке выбирается в зависимости от ее формы, размеров, назначения и т.д. по правилам. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
1.1 Резцы для чернового обтачивания
Резцы для чернового обтачивания работают обычно при большом сечении стружки и часто при высокой скорости резания. Поэтому такой резец должен быть прочным, хорошо поглощать теплоту, образующуюся в процессе резания, и не терять твердости от нагревания во время работы. Форма передней поверхности резца должна быть такой, чтобы отделение стружки происходило с возможно большей легкостью.
Твердосплавные резцы для чернового обтачивания, называемые проходными, изображены на рис. 1. Прямые проходные резцы (рис. 1, а и б, отличающиеся друг от друга лишь формой твердосплавной пластинки) изготовляются с главным углом в плане угол = 45, 60 и 75°. Отогнутые проходные резцы (рис. 1, в), обычно штампованные, сложнее в изготовлении. Тем не менее, они широко применяются, так как ими можно производить не только продольное, но и поперечное обтачивание (подрезание). Кроме того, они иногда удобнее при обработке поверхностей, трудно доступных для прямого резца. Главный угол в плане у этих резцов равен 45°.
Проходные упорные резцы (рис. 2) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. Главный угол в плане этих резцов 90°, что способствует уменьшению вибраций в процессе работы. Поэтому упорные резцы успешно используются при обработке нежестких деталей.
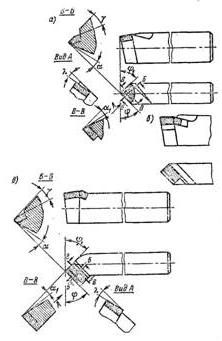
Рис. 1 – Проходные резцы, прямые (а, б) и отогнутый (в)
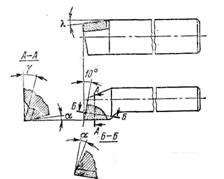

Рис. 2 – Проходные упорный резец; Рис. 3 – Левый (а) и правый (б) резцы
Быстрорежущие резцы по своей форме подобны твердосплавным резцам того же назначения, но отличаются от них, как это будет показано ниже, величинами углов и другими элементами головки.
1.2 Правые и левые резцы
По направлению подачи, при которой работают проходные резцы, они разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении сверху ладони правой руки так, чтобы пальцы были направлены к вершине резца, главная режущая кромка оказывается расположенной со стороны большого пальца (рис. 3, б). На токарных станках эти резцы работают при подаче справа налево, т.е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 3, а).
1.3 Материалы, применяемые для проходных резцов
Проходные резцы, используемые при обработке стальных и чугунных деталей, изготовляются с пластинками из твердых сплавов и из быстрорежущей стали. Марки твердых сплавов, используемых для обработки стали и чугуна при различных условиях резания, указаны в табл. 1.
Таблица 1 – Основные марки твёрдых сплавов для черновой обработки стали и чугуна

С меньшей, иногда значительно, производительностью обработку стали и чугуна при условиях, указанных в таблице, можно выполнять резцами из быстрорежущей стали марки Р18 (или других марок).
1.4 Элементы головки и углы твердосплавных резцов
Форма передней поверхности твердосплавных резцов устанавливается в зависимости от обрабатываемого материала, характера обработки, подачи и некоторых других условий.
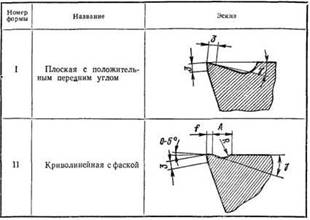
Формы передней поверхности у резцов с пластинками из твердых сплавов приведены в табл. 2.
Передняя поверхность формы I рекомендуется для резцов при обработке серого чугуна, бронзы и других хрупких материалов, а также при тонком и чистовом точении с подачами s < 0,2 мм/об. Форма II передней поверхности используется при обработке ковкого чугуна, стали и стального литья с с бв 80 кгс/мм2, а также и с бв > 80 кгс/мм2 при недостаточной жесткости системы СПИД. Форма III делается у резцов, предназначенных для обработки стали с бв 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV применяется при черновой обработке стали и стального литья с бв > 80 кгс/мм2 с неметаллическими включениями, при работе с ударами в условиях жесткой системы СПИД. Форма V рекомендуется при обработке нержавеющих сталей с бв 80 кгс/мм2.
Значения переднего угла твердосплавных резцов выбираются в зависимости от обрабатываемого материала; они указаны в табл. 3.
Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, делается равным8°.
Главный угол в плане ф твердосплавных резцов, применяемых в условиях нежесткой системы СПИД, принимается равным 90°. Если обработка происходит при большей жесткости этой системы, главный угол в плане может быть 60 — 75°. При значительной жесткости системы СПИД главный угол в плане принимают равным 45°. Вспомогательный угол в плане ф1 при черновой обработке принимается равным 5—20°, а иногда и больше. Угол наклона главной режущей кромки Я при обработке резцом с ф = 90° принимается равным 0°. При главном угле в плане, меньшем 90°, этот угол делается для обработки стали 0—5°, а для чугуна 10°. При точении с ударами угол делают 12—15°. Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину фаски f принимают равной 0,15—0,5 мм. Меньшие значения принимаются при малом (12x12 мм и менее) сечении резца, большие — при резце сечения 25x25 мм и более.
Таблица 2 – Основные виды форм передней поверхности твёрдосплавных резцов
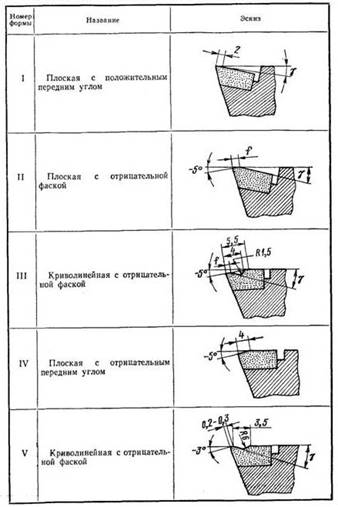
Таблица 3 – Передние углы твёрдосплавных резцов
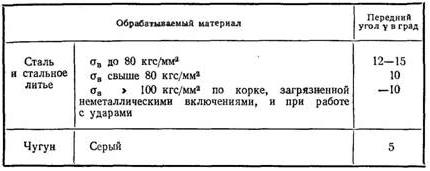
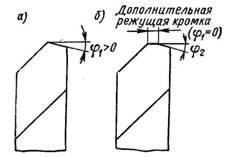
Рис. 4 – Проходные резцы без дополнительной режущей кромки (а) и с дополнительной режущей кромкой (б)
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 4, а), так и с дополнительной режущей кромкой (рис. 4, б). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.
1.5 Форма передней поверхности, углы и другие элементы быстрорежущих резцов
Форма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.4 и в соответствии с общими соображениями, приведенными ниже.
Таблица 4 – Формы передней поверхности быстрорежущих резцов
Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с бв 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Таблица 5 – Значения радиуса закругления при вершине, элементов радиусной лунки и размеров фаски резца


Рис. 5 – Изменение углов резца в зависимости от положения его вершины относительно линии центров станка
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r, элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 5. При обработке легких сплавов ширина фаски / принимается равной нулю.
1.6Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 5, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.
1.7 Общие правила установки резца в резцедержателе
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
1.8 Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.

Рис. 6 – Установка резца в резцедержателе: правильная (а, в, д) и неправильная (б, г, е)
1. Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
2. Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
3. Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
4. При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
5. Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
6. Работать следует только доведенным резцом.
7. Резец следует подводить к детали только при ее вращении. Врезание резца в деталь следует осуществлять вручную и постепенно, так, чтобы задняя вспомогательная поверхность не касалась обрабатываемой поверхности. Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
8. Отводить резец следует до остановки станка, предварительно выключив автоматическую подачу.
9. При точении по корке следует работать с наибольшей допустимой глубиной резания и избегать скольжения резца по окалине.
10. Ширина среза не должна превышать 2/3 длины режущей кромки резца.
1.9 Режимы резания при черновом обтачивании твердосплавными резцами
Глубина резания при черновом обтачивании обычно бывает несколько меньше полного припуска на обработку. Слой металла, оставшийся при этом несрезанным, образует припуск на дальнейшую обработку. Подача выбирается с учетом сечения резца, глубины резания и диаметра обрабатываемой детали. Значения подач для наиболее часто выполняемых работ на станках средней величины приведены в табл. 6, 8, 10 и 12.
Таблица 6 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами

Таблица 7 – Скорости резания (в м/мин) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами

Таблица 8 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Определение скорости резания для данной обработки производится в два приема:
1) по одной из таблиц (табл. 7, 9, 11 или 13) определяется скорость резания для условий, наиболее близких к заданным;
2) числовое значение этой скорости умножается на поправочные коэффициенты, учитывающие конкретные условия предстоящей обработки.
Главнейшими из таких условий являются стойкость резца (коэффициент K1), механические свойства обрабатываемого материала (коэффициент К2), состояние обрабатываемой поверхности (коэффициент Кз), материал резца (коэффициент К4) и его главный угол в плане (коэффициент К5) - Значения этих коэффициентов приведены в табл. 14.
Таблица 9 – Скорость резания (в мм/об) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Таблица 10 - Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами

Таблица 11 – Скорости резания (в м/мин) при чёрновом обтачивании серого чугуна твёрдосплавными резцами

Таблица 12 – Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Таблица 13 – Скорости резания при черновом обтачивания серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)

Таблица 14 – Поправочные коэффициенты к табличным значениям скоростей резания твёрдосплавными резцами

1.10 Режимы резания при черновом обтачивании быстрорежущими резцами
Ниже приводятся краткие таблицы подач (табл. 15) и скоростей резания быстрорежущими резцами. Скорости резания, приводимые в табл. 16, относятся к определенным условиям работы и рассчитаны исходя из условной стойкости резца, равной 60 мин.
При выборе скорости резания для других условий работы табличные данные необходимо умножить на поправочные коэффициенты, приведенные в табл. 17.
Таблица 15 – Подачи (в мм/об) при черновом обтачивании стали быстрорежущими резцами марки Р18

Таблица 16 - Скорости резания (в м/мин) при черновом обтачивании углеродистой стали быстрорежущими резцами марки Р18
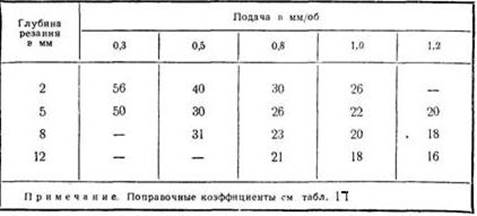
Таблица 17 – Поправочные коэффициенты к табличным значениям скоростей резания быстрорежущими резцами Р18

При обработке быстрорежущими резцами сталей и других материалов (кроме серого чугуна) полезно, как это указывалось выше, применять охлаждение. В качестве смазочно-охлаждающих жидкостей при обработке конструкционных и инструментальных сталей используются эмульсия и сульфофрезол, при легированных сталях — эмульсия и сурепное масло, при стальных отливках — эмульсия. При обработке серого чугуна охлаждение не применяется.
1.11Измерения при черновом обтачивании
Грубые измерения диаметров детали при черновом обтачивании наружных цилиндрических поверхностей производятся кронциркулем и линейкой.
Простым кронциркулем (рис. 7, а), дужки которого соединены шарниром, можно измерять диаметры до 500 мм и даже более. Пружинные кронциркули (рис. 7, б) применяются при измерении диаметров до 50 мм, реже до 100 мм.
Пример измерения диаметра детали пружинным кронциркулем показан на рис. 8.
Раствор кронциркуля можно считать соответствующим измеряемому диаметру детали, если кронциркуль свободно проходит через нее с легким касанием и без сильного нажима. Простой кронциркуль устанавливается на требуемый размер легкими ударами наружной или внутренней стороны одной из его дужек об обрабатываемую деталь, рукоятку винта, суппорта и т. д.
Установка на требуемый раствор пружинного кронциркуля значительно удобнее, чем простого, благодаря особому устройству гайки винта, стягивающего дужки кронциркуля. Гайка (рис. 9)

Рис 7 – Кронциркули: обыкновенный (а) и пружинный (б)
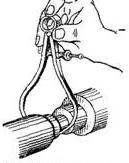
Рис 8 – Измерение детали контрциркулем

Рис 9 – Гайка пружинного контрциркуля
Гайка пружинного контрциркуля состоит из двух частей 2 и 5, соединенных (шарнирно) головкой 3. Втулочка 1 не имеет резьбы. Она свободно перемещается по винту 4 и входит в коническое гнездо, имеющееся в дужке кронциркуля. Внутренним конусом втулочка охватывает части 2 и 5 гайки и сжимает их. При вращении головки 3 раствор кронциркуля изменяется. Винт 4 имеет резьбу с мелким шагом, а поэтому установка раствора кронциркуля может быть очень точной. При необходимости значительно увеличить раствор кронциркуля достаточно сжать его дужки рукой, вследствие чего давление втулочки на части 2 и 5 гайки прекратится, и они разойдутся. Это дает возможность быстро перемещать гайку по винту, не вращая ее. Достоинство пружинного кронциркуля состоит еще в том, что раствор его не изменяется при случайных ударах дужек о деталь, части станка и т. п. Установив раствор кронциркуля, определяют величину его по измерительной линейке (рис. 10). Такие линейки имеют миллиметровые деления. Самое маленькое деление миллиметровой шкалы линейки равно 0,5 или 1 мм. Погрешность измерения кронциркулем и линейкой лежит в пределах от 0,3 до 0,5 мм. При установке кронциркуля на требуемый размер по точному шлифованному валику точность измерения колеблется в пределах от 0,03 до 0,05 мм, но не больше. Точность этого измерения в значительной степени зависит от состояния кронциркуля и линейки. Необходимо, чтобы рабочие поверхности губок плотно сдвинутых дужек кронциркуля соприкасались по всей длине. Вращение дужек простого кронциркуля около соединяющей их оси должно быть не слишком слабым, чтобы дужки сохраняли положение, в котором они были установлены при измерении. Если дужки кронциркуля соединены слишком туго, то при измерении детали они пружинят, а не вращаются около оси.
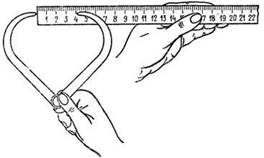
Рис 10 – Определение величины раствора контрциркуля по измерительной линейке
Наиболее употребительным инструментом при черновом обтачивании для измерения длин обрабатываемых деталей служит линейка с делениями. При измерении длины цилиндрических деталей необходимо, чтобы линейка соприкасалась с цилиндрической поверхностью по ее образующей (параллельно оси цилиндра). При наклонном положении линейки отсчет будет неправильным (увеличенным). При измерении диаметра линейку необходимо располагать таким образом, чтобы кромка ее проходила через центр детали, иначе будет произведено измерение не диаметра детали, а ее хорды. Отметим, что расположить линейку точно по диаметру детали очень трудно. Поэтому измерять диаметры детали линейкой следует только предварительно. Более точные измерения диаметров обрабатываемых деталей производятся штангенциркулем с точностью отсчета до 0,1 мм.
Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками А и С, рамки 2 с губками В и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
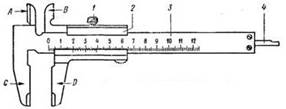
Рис 11 – Штангенциркуль типа ШЦ-1

Рис 12 – Отсчет показаний штангенциркуля
Губки С и D рассматриваемого штангенциркуля используются при измерении наружных диаметров и длины детали, губки А и В — при измерении диаметров отверстий, ширины различных канавок и т. п., а линейка 4 — для измерения длины деталей, глубины канавок, выточек и т. д. На штанге 3 нанесена шкала, каждое деление которой равно 1 мм. На нижней скошенной кромке выреза рамки 2 нанесена вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы, нанесенной на штанге, т. е. 19 мм. Штрихи штанги и нониуса, около которых нанесен знак нуль, называются нулевыми. Шкалы на штанге и нониусе расположены таким образом, что когда губки штангенциркуля сдвинуты плотно, нулевой штрих нониуса точно совпадает с нулевым штрихом штанги. Поэтому измерение длин, диаметров и т. д., содержащих целое число миллиметров, производится по нулевому штриху нониуса. Если, например, при измерении какой-либо детали нулевой штрих нониуса точно совпал с 12-м штрихом штанги (рис. 12, а), это значит, что данный размер детали равен 12 мм. Если нулевой штрих нониуса не совпадает с каким-либо штрихом штанги, замечают прежде всего, какой штрих штанги уже пройден нулевым штрихом нониуса. На рис. 12, б это 16-й штрих. Затем смотрят, какой штрих нониуса лучше всех остальных совпадает с каким-либо штрихом штанги. На рисунке это 6-й штрих. Это значит, что штангенциркуль установлен на размер 16,6 мм. Показание штангенциркуля на рис. 12, в соответствует размеру 8,4 мм. Таким образом, величина отсчета по нониусу рассмотренного штангенциркуля составляет 0,1 мм. Погрешность измерения лежит в пределах ±0,1 мм и зависит от точности отсчета по нониусу и от измеряемой длины. Измерение небольшого наружного диаметра детали штангенциркулем показано на рис. 13, а. При таком измерении штанга штангенциркуля не должна касаться поверхности измеряемой детали. Если штангенциркуль окажется в положении, показанном на рис. 13, б, то будет измерена, очевидно, хорда, а не диаметр детали. Правильный способ применения штангенциркуля для измерения большого наружного диаметра детали изображен на рис. 13, в. Если при плотно сдвинутых губках штангенциркуля нулевой штрих нониуса не совпадает с нулевым штрихом штанги, или при совпадении этих штрихов рабочие поверхности губок касаются друг друга не по всей своей длине, это означает, что штангенциркуль неисправен и должен быть сдан в ремонт.

Рис 13 – Приемы измерений штангенциркулем: правильное измерение небольшого диаметра (а), неправильное (б) и правильное (в) измерения большого диаметра

Рис 14 – Лимбы винта поперечного суппорта токарного станка
Отметим, что иногда значительное уменьшение времени, затрачиваемого на измерение детали, достигается путем использования лимбов винтов суппорта. Одно деление лимба, показанного на рис. 14, а, соответствует изменению диаметра обрабатываемой детали на 0,1 мм.
Если, например, после прохода резца диаметр детали получился равным 40,6 мм, причем с неподвижной риской совпало 26-е деление рассматриваемого лимба, а перед следующим проходом резца рукоятка повернута так, чтобы с неподвижной риской совпало 28-е деление лимба, то диаметр детали получится равным 40,6 — 0,2 = 40,4 мм.
Существуют лимбы, обеспечивающие более точный отсчет перемещения резца, а следовательно, и получение более точного диаметра обрабатываемой поверхности детали, как например, лимб, установка по которому резца показана на рис. 14, б.
1.12Точность размеров деталей и шероховатость поверхностей, получающихся при черновом обтачивании
Диаметры детали при черновом обтачивании получаются в пределах 4—5-го классов точности, а шероховатость обработанных поверхностей в пределах 3—4-го классов чистоты.
2. Чистовая обработка и отделка цилиндрических поверхностей
2.1 Предварительные замечания
Целью чистового обтачивания является получение поверхностей с малой шероховатостью, точных по форме и размерам. В ряде случаев, однако, чистовому обтачиванию подвергаются и такие детали, поверхности которых могут быть неточными.
2.2 Подготовка станка для чистового и точного обтачивания
Поверхность с малой шероховатостью и точные размеры детали могут быть получены только на вполне исправном станке. Поэтому до начала такой работы должны быть устранены излишняя слабина шпинделя в подшипнике, его "игра" в осевом направлении, а также чрезмерные зазоры в подвижных сопряжениях частей суппорта. Если предстоит обработка детали, закрепленной с поддержкой задним центром, необходимо проверить положение задней бабки.
Проверка работы шпинделя должна производиться слесарем-ремонтником. Излишняя слабина в сопряжении частей суппорта устраняется обычно самим токарем — регулировкой положения клиньев, нажимных винтов и т.д.
Положение задней бабки проверяется также самим токарем. С этой целью в шпиндель передней бабки и пиноль задней бабки вставляют центры с острыми (но не с закругленными) концами и подвигают заднюю бабку к передней настолько, чтобы центры коснулись друг друга. При правильном положении бабки концы центров должны совпадать. Несовпадение центров обнаруживается легче и отчетливее, если под ними держать лист белой бумаги. Оно устраняется смещением задней бабки по ее промежуточной плите.
Для более точной проверки положения задней бабки в центрах станка устанавливается пруток наибольшей возможной для данного станка длины. На небольшой длине прутка (15—20 мм) как можно ближе к хомутику протачивают шейку. Глубина резания должна быть при этом не более 0,5 мм, подача — 0,1 — 0,2 мм/об. Затем, не отводя резца назад, снимают пруток со станка и перемещают суппорт в сторону задней бабки, пока резец не дойдет до заднего центра. После этого снова устанавливают пруток в центрах и на правом конце его протачивают вторую шейку длиной 15—20 мм. При правильно установленной задней бабке обе шейки должны иметь одинаковые диаметры. Если диаметр второй шейки больше диаметра первой, бабку надо сдвинуть в сторону токаря; в противном случае бабка должна быть сдвинута назад, от токаря. Переместив бабку в ту или другую сторону, следует закрепить ее, в том же порядке снова проточить обе шейки, измерить их и т. д., пока диаметры обеих шеек не получатся одинаковыми (в пределах требуемой точности).
2.3 Закрепление деталей при чистовой обработке
Закрепление детали при чистовой обработке должно быть прочным, чтобы не могло получиться смещения ее во время обработки. Если несколько поверхностей детали будут обработаны хотя бы и при одном закреплении, ко при разных положениях из-за смещения детали, то совпадения осей этих поверхностей не будет и деталь может быть забракована. Чрезмерно прочное закрепление некоторых деталей при чистовой обработке может быть, однако, вредным. Если, например, слишком сильно зажать кулачки патрона при обработке тонкостенного кольца, то после снятия со станка оно будет иметь совсем не ту форму, которую имело, когда производилась его обработка. Если чистовая обработка детали производится сразу после чернового обтачивания, то такого изменения формы детали можно избежать, немного ослабив кулачки патрона перед чистовой обработкой.
При закреплении детали в самоцентрирующем патроне за обработанную поверхность, когда требуется, чтобы оси поверхностей, ранее обработанной и обрабатываемой, при данном закреплении детали совпадали, следует учитывать неточность патрона и пользоваться разрезной втулкой или кольцами.
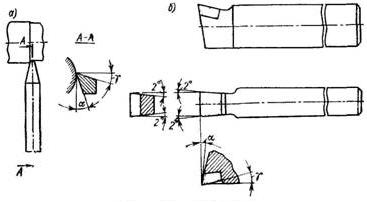
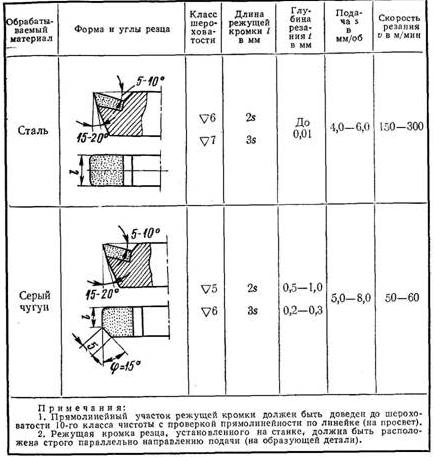
Рис. 15 – Чистовые резцы
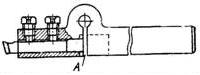
Рис. 16 – Пружинящая державка для чистового резца
2.4 Резцы для чистового обтачивания
Такие резцы должны обеспечивать получение поверхностей с наименьшей шероховатостью. В соответствии с этим требованием и выбирается их форма.
Наиболее желательной там, где он обеспечивает требования , шероховатости поверхности, является работа с обычным проходным резцом.
На рис. 15, а показан чистовой резец, применяемый только для чистового обтачивания с малой подачей. При чистовом обтачивании с крупной подачей пользуются резцами, называемыми лопаточными или широкими.
Во время работы указанными выше чистовыми резцами иногда происходит вырывание твердых вкраплений, которые бывают в материале обрабатываемой детали. Вследствие этого на поверхности детали получаются углубления, портящие поверхность. Поэтому, если необходимо получить очень чистую поверхность детали, ее обрабатывают резцом, установленным в пружинящей державке (рис. 16). В этом случае режущая кромка резца не вырывает вкраплений в материале детали, а, отходя от обрабатываемой поверхности, как бы заглаживает их. Однако при пружинении резца форма и размеры детали часто получаются неточными даже на хорошем исправном станке. При работе подпружиненным резцом хорошие результаты получаются, если поверхность обрабатывается за несколько проходов. Это следует делать при обработке особо ответственных деталей в индивидуальном производстве, так как производительность при этом резко снижается. Если резец пружинит слишком сильно, то в щель А закладывается кусок кожи или дерева.
2.5 Материалы, применяемые для чистовых резцов
При чистовом точении резцы снимают стружку небольших сечений, но работают (сравнительно с черновым точением) при высоких скоростях резания и не должны при этом терять своей твердости. Кроме того, материалы чистовых резцов должны быть такими, чтобы их режущая кромка хорошо сопротивлялась износу от истирания.
В соответствии с этими требованиями для чистовых резцов при обработке стальных и чугунных деталей применяются в качестве режущих материалов быстрорежущая сталь, твердые сплавы или минералокерамика марки ЦМ-332. В последние годы кроме минералокерамики в качестве инструментального материала для чистовых резцов стали применять керметы, содержащие кроме окиси алюминия присадки таких металлов, как вольфрам, молибден, бор, титан и др., в количестве до 10%. Эти присадки, уменьшая несколько хрупкость, одновременно, однако, понижают и износостойкость. Испытания кермета марки НС20М2 показали неплохие результаты. Минералокерамику и керметы применяют в тех случаях, когда жесткость системы СПИД достаточно велика. При очень большой жесткости этой системы резцы с минералокерамическими пластинками применяют иногда и для получистового и даже чернового точения. В зависимости от условий резания и обрабатываемого материала твердые сплавы применяются разных марок. Выбор марки твердого сплава для чистового точения указан в табл. 18.
2.6 Углы и другие элементы головки чистовых резцов
Форму передней поверхности и значение переднего угла твердосплавных чистовых резцов можно выбирать по табл. 2 и 3. Задний угол а чистовых резцов, используемых для обтачивания стали и цветных сплавов, делается 12°, а при обработке серого чугуна 10°. Вспомогательный угол в плане ф1 чистовых проходных резцов независимо от обрабатываемого материала принимается в пределах 5 —100, а угол наклона главной режущей кромки от —2 до —4°. Остальные элементы те же, что и для черновых твердосплавных резцов. При выборе формы передней поверхности, передних и других углов и прочих элементов чистовых быстрорежущих резцов можно пользоваться данными табл. 4 и 5 и общими указаниями, относящимися к быстрорежущим резцам для черновой обработки. Увеличивается лишь значение заднего угла а до 120. Отметим, что чем чище должна быть обрабатываемая поверхность, тем большим следует брать передний угол резца (т.е. тем меньшим должен быть угол резания). При увеличении переднего угла резца заедание его, а также вибрации уменьшаются, поэтому обрабатываемая поверхность получается более чистой.
Таблица 18 – Марки твердых сплавов для чистовой обработки некоторых материалов

Минералокерамические пластинки весьма редко припаивают. Предпочтительнее для них является механическое крепление, о применением державок типа, показанных на рис. 16.
Ширина отрицательной фаски — от 0,2 до 0,4 мм. Передний угол у принимается равным 10—150 при обработке стали с сбв до 70 кгс/мм2, а при большем значении бв — не более 10°; при обработке чугуна — от +5° до —100. Задние углы а в пределах 8—10°. Радиус при вершине резца r = 1 мм. Размеры стружкоотводящей лунки те же, что и для твердосплавных резцов. Угол наклона режущей кромки при равномерном припуске принимается в пределах от 0 до 5°, при неравномерном — до 12°. Рекомендации для выбора угла в плане те же, что и для твердосплавных резцов.
2.7 Установка резцов при чистовом обтачивании
Если установить резец так, чтобы вершина его была выше линии центров станка (см. рис. 5, о), то, как это мы отметили выше, резец втягивается в материал детали. Поверхность детали при этом получается нечистой, а диаметр ее уменьшается, что часто недопустимо при чистовой обработке. При установке вершины резца на линии центров станка и тем более ниже ее такого втягивания резца не происходит. Из сказанного вытекает следующее правило. Чистовые резцы следует устанавливать так, чтобы вершина их была расположена на высоте линии центров станка или несколько ниже ее. Припуски при чистовом обтачивании. Припуски при чистовом обтачивании назначаются в зависимости от диаметра и длины детали. Средние величины этих припусков приведены в табл. 19.
Таблица 19 – Припуски на диаметр под чистовое обтачивание (V5), размеры в мм

2.8 Режимы резания при чистовой обработке
Глубина резания при чистовом обтачивании должна быть небольшой и чаще всего равна величине припуска. Для обеспечения шероховатости в пределах пятого класса (V5) глубина резания может достигать 2 мм, обеспечение же шестого (V6). а тем более седьмого (V7) классов шероховатости достигается лишь при малых глубинах резания, не более 0,3 — 0,4 мм, а в особо ответственных случаях —0,1 мм.
Подачи выбираются в зависимости от требуемой шероховатости обрабатываемой поверхности, вспомогательного угла в плане резца, скорости резания и некоторых других факторов. Значения подач, применяемых при чистовой обработке, указаны в табл. 28. Скорости резания при чистовом обтачивании твердосплавными резцами можно принимать по табл. 29 и 30, а при работе быстрорежущими резцами — по табл. 31. При выборе скорости резания в условиях, отличных от указанных в табл. 29 — 30, табличные данные необходимо умножать на поправочные коэффициенты, приведенные в табл. 22 и 25. Подачи и скорости резания при чистовом обтачивании широкими твердосплавными резцами следует принимать по табл. 24.
2.9 Охлаждение при чистовой обработке
Хорошо охлаждаемый чистовой резец мало нагревается, не теряет твердости и поэтому сравнительно медленно изнашивается. Благодаря этому повышается точность размеров обрабатываемых деталей.
Таблица 20 – Подачи при чистовом обтачивании твердосплавными и быстрорежущими резцами (кроме широких)

Таблица 21- Скорости резания в м/мин при чистовом продольном обтачивании конструкционной углеродистой, хромистой и хромоникелевой сталей твердосплавными резцами марки Т15К6

Таблица 22 – Скорости резания в м/мин при чистовом продольном обтачивании серого чугуна твердосплавными резцами марки ВК6

Таблица 23 – Скорости резания в м/мин при чистовом продольном обтачивании быстрорежущими резцами

Таблица 24 – Режимы резания при чистовом обтачивании широкими твердосплавными резцами
Применение смазочноохлаждающей жидкости, содержащей маслянистые вещества, например эмульсии, облегчает отделение стружки, вследствие чего обрабатываемая поверхность получается чистой, без рванин. Охлаждение уменьшает нагревание детали, а следовательно, и изменение ее размеров. Это дает возможность измерять деталь с достаточной точностью, не ожидая, пока она охладится. Кроме того, уменьшение нагревания детали понижает опасность ее коробления.
Сказанное выше относится главным образом к обработке стали. При обработке чугуна охлаждение применяется преимущественно в тех случаях, когда оно имеет целью препятствовать нагреванию обрабатываемой детали.
2.10 Измерения при чистовой обработке
Измерение деталей в этом случае производится точным штангенциркулем или микрометром. Точные штангенциркули изготовляются с величиной отсчета по нониусу 0,05 или 0,02 мм.
Штангенциркуль с величиной отсчета 0,05 мм изображен на рис. 93. Подвижная рамка его состоит из двух частей — собственно рамки 3 с губкой и добавочного ползунка 6, при помощи которого производится точная установка штангенциркуля. Освободив винты 1 и 2, закрепляющие подвижную рамку и ползунок на штанге штангенциркуля, грубо устанавливают штангенциркуль на требуемый размер; рамка 3 и ползунок 6 перемещаются при этом вместе. Затем ползунок 6 закрепляют винтом 2 и при помощи микрометрического винта 4, вращая накатанную гайку 5, точно устанавливают штангенциркуль. Закрепив винт 1, читают полученный размер.

Рис. 17 – Точный штангенциркуль типа ШЦ-2
Нониус рассматриваемого штангенциркуля имеет 20 делений, каждое из которых при отсчете принимается за пять. Поэтому цифра 25 нанесена на нониус против 5-го штриха, цифра 50 против 10-го и т. д. Таким образом, 1-й штрих нониуса дает 5-е деление, 4-й — 20-е, 1-й после 25-го — 30-е деление и т.д. Все 20 делений нониуса равны 39 делениям штанги, т. е. 39 мм, так что каждое его деление равно 39/20 =195/100= 1,95 мм. Вследствие этого никакие два или более штрихов нониуса не могут одновременно совпадать со штрихами шкалы штанги. Исключение составляют нулевой и самый последний штрихи нониуса, которые одновременно совпадают со штрихами шкалы штанги. Отсчет показания штангенциркуля при таком положении нониуса производится только по нулевому штриху, но не по последнему.

Рис 18 – Отсчет показаний точного штангенциркуля
В тот момент, когда 1-й штрих нониуса (после нулевого) точно совпадает со 2-м штрихом шкалы штанги, расстояние между измерительными поверхностями ножек штангенциркуля составит 2 — 1,95 = 0,05 мм. Если 2-й штрих нониуса совпадает со штрихом штанги, показание штангенциркуля составляет 4—2х1,95 = 4— —3,9 = 0,1 мм. Если рамку сдвинуть еще немного так, чтобы со штрихом штанги совпал 3-й штрих нониуса, расстояние между измерительными поверхностями будет 0,15 мм. Таким образом, совпадение каждого последующего штриха добавляет 0,05 мм, что кратно обозначениям на шкале нониуса.
Совпадение нулевого штриха нониуса с 1-м штрихом шкалы штанги соответствует расстоянию между измерительными поверхностями губок, равному 1 мм, с 10-м штрихом — расстоянию 10 мм и т. д. Следовательно, число делений шкалы штанги, пройденных нулевым штрихом нониуса, показывает число целых миллиметров, а совпадение соответствующего штриха нониуса с каким-либо штрихом штанги дает сотые доли миллиметров. Например, показание штангенциркуля на рис. 18, а составляет 0,35 мм; на рис. 94, б изображено показание штангенциркуля, равное 1,35 мм, и на рис. 94, в — равное 12,85 мм. Микрометр, показанный на рис. 19, устроен следующим образом. В левом конце дуги 1 запрессована пятка 2. Другой конец дуги имеет гильзу 5, внутри которой расположена направляющая втулка 6 с внутренней резьбой. На правом конце гильзы сделан надрез и нарезана коническая резьба, на которую навертывается накатанная гайка 8. Посредством этой гайки обеспечивается плавное перемещение шпинделя 3 в направляющей втулке 6 и устраняется зазор в резьбовом соединении шпинделя с направляющей втулкой, получающийся вследствие износа резьбы. Гильза 5 охватывается барабаном 7, соединенным (коническое сопряжение) со шпинделем 3 посредством колпачка 9. При вращении шпинделя за накатанную втулку 10 он перемещается в осевом направлении до тех пор, пока левый конец его не коснется поверхности измеряемой детали, прижатой противоположной стороной к пятке 2. Винтом 13 втулка 10 удерживается на шпинделе микрометра. Во втулке имеется отверстие, котором расположен заостренный штифт 11. Этот штифт под действием пружины 12 прижимается к зубьям 1 на торцовой поверхности колпачка 9. Благодаря такому устройству, называемому трещоткой, перемещение шпинделя, вращаемого за втулку 10, в осевом направлении прекращается, как только усилие, с которым он прижимается к детали, достигнет определенной для данного микрометра величины.

Рис. 19 – Микрометр
В этот момент заостренный конец штифта 11 будет проскакивать по зубьям на колпачке 9, чем и обеспечивается постоянство измерительного усилия. Посредством гайки 4, навертываемой на левый надрезанный конец втулки 6, шпиндель микрометра может быть закреплен в выбранном положении.

Рис 20 – Отсчет показаний микрометра
Для производства отсчета по микрометру на гильзе 5 имеется продольная риска, около которой перпендикулярными ей штрихами нанесены деления. Каждое деление, отмеченное штрихом, равно 1 мм. Штрихи, нанесенные по другую сторону продольной риски (рис. 20), смещены относительно первой шкалы на 0,5 мм. Резьба на шпинделе микрометра имеет такой шаг, что за один полный оборот он перемещается на 0,5 мм, т. е. на одно маленькое (между верхним и нижним штрихами) деление.
Левый конец барабана микрометра представляет собой конус, причем на поверхности конуса нанесено 50 делений. Так как один полный оборот шпинделя 3 дает продольное перемещение его на 0,5 мм, то поворот барабана на одно деление шкалы, нанесенной на его коническом конце, вызывает продольное перемещение шпинделя на 0,5/50=1/100 мм.
Когда шпиндель микрометра подведен к его пятке, конец барабана совпадает с нулевым штрихом шкалы, нанесенной на гильзе, а нулевой штрих барабана — с продольной риской. После поворота барабана на один полный оборот раствор микрометра будет равен 0,5 мм. Сообщив барабану еще один полный оборот, мы будем иметь расстояние между пяткой и шпинделем, равное 1 мм. Если конец барабана пройдет несколько нижних делений шкалы, нанесенной на гильзе, но не дойдет до ближайшего верхнего штриха, показывающего половины миллиметров, и будет остановлен в этом положении, то штрих барабана, совпадающий в этот момент с продольной риской гильзы, покажет, сколько сотых долей миллиметра прошел шпиндель микрометра сверх целого миллиметра.
На рис. 20, а изображено положение барабана, при котором микрометр показывает 6,34 мм. Если барабан будет повернут еще на полный оборот, то с продольной риской гильзы совпадет тот же 34-й штрих шкалы барабана. Но кромка последнего уже пройдет верхний штрих шкалы гильзы (рис. 20, б), и микрометр будет показывать теперь 6,84 мм.
Микрометр, изображенный на рис. 19, служит для измерения в пределах от 0 до 25 мм. Микрометры изготовляются также с пределами измерений от 25 до 50 мм, от 50 до 75 мм и т. д. до 600 мм. Микрометры, применяемые для измерения больших диаметров, отличаются от рассмотренного размерами и конструкцией дуги.
Из приведенного описания устройства микрометра видно, что точность отсчета по микрометру равна 0,001 мм. Но оценивая на глаз интервал между штрихами шкалы барабана, можно повысить точность отсчета до 0,005 мм. Учитывая же неизбежные погрешности, получающиеся вследствие не вполне правильного положения микрометра во время измерения и других причин, погрешность измерения микрометром следует считать в пределах ±0,01 мм.
При измерении мелких деталей микрометр находится в правой руке (рис. 21, а). Микрометр прижимают мизинцем или безымянным пальцем к ладони, а большим и указательным пальцами вращают барабан или головку трещотки. Измеряя деталь сравнительно больших размеров, микрометр держат левой рукой у пятки (рис. 21, б), а правой поддерживают его, вращая пальцами этой руки барабан или трещотку.
Рычажный микрометр устроен аналогично, но имеет дополнительное устройство, встроенное в корпус, с помощью которого точность отсчета повышается до 0,002 мм. В токарной практике такими микрометрами следует пользоваться лишь в исключительных случаях, при необходимости достижения точности выше 0,020 мм.
Проверка диаметров деталей, изготовляемых в условиях взаимозаменяемости, производится предельными скобами (рис. 22). Жесткая скоба (рис. 22, а) имеет два постоянных размера, обозначенных на рисунке ПР и НЕ, соответствующих наибольшему и наименьшему допустимым (предельным) диаметрам проверяемой поверхности детали.

Рис 21 – Измерение детали микрометром

Рис 22 – Предельные скобы
Измерительные губки 4 и 5 регулируемой предельной скобы (рис. 22, б) устанавливаются на требуемый размер посредством винтов 2 и 3 и закрепляются винтами 1. Губка 6, прикрепленная к корпусу винтами 7 и 8, постоянная. Расстояние между губками 5 и 6 соответствует наибольшему, а между 4 и 6 — наименьшему предельному диаметру детали. Губки 5 и 6 образуют между собой проходную сторону скобы, обозначаемую ПР. Губки, установленные по наименьшему предельному размеру, не должны проходить через деталь, даже если она имеет наименьший размер. Эти губки образуют непроходную сторону скобы, обозначаемую НЕ.
При проверке детали скобой нельзя применять больших усилий. Проходная сторона должна проходить через деталь под действием собственного веса скобы.
Отметим, что при чистовой обработке деталей, так же как при черновом обтачивании, сокращение продолжительности обработки может быть достигнуто использованием лимбов винтов суппорта.
Точность размеров и шероховатость поверхностей, получаемых при чистовом обтачивании. Точность размеров при чистовой обработке достигается в пределах классов 2а—За, а иногда и выше, шероховатость — в пределах 5—6-го классов чистоты, а в некоторых случаях выше. Для достижения таких результатов обязательными условиями являются исправность станка, тщательность его настройки и определенные навыки токаря.

Рис 23 – Приемы полирования абразивным полотном
2.11 Отделка наружных поверхностей
Значительное снижение шероховатости поверхности без одновременного повышения ее точности достигается полированием. При тщательной подготовке поверхности резцом, грубым полированием (с применением грубого абразивного полотна зернистостью № 6, 5 или 4 или среднего — зернистостью № 3 и 2) можно довести шероховатость до V7—V8, а, применяя полотна (шкурки) мелкие и отделочные (№ 1, 0, 00, 000), добиваться шероховатости \/10—V11. Полирование обычно ведется с помощью деревянных жимков, охватывающих деталь и прижимающих полотно к ее поверхности (рис. 23, а). Можно вести полирование также по схемам, показанным на рис. 23, б и в. В первом случае деталь, как и в жимках, охватывается лентой абразивного полотна 2. Во втором случае имеет место касание детали по меньшей дуге окружности и нагрев ее уменьшается. Зажимается лента в резцедержателе 4 болтами 5 с помощью державок 1 и зажимной планки 3. Натяжение ленты, а также перемещение ее вдоль оси детали осуществляется соответствующими рукоятками суппорта.
Полирование производится при быстро вращающейся детали (60—70 м/мин). Деталь иногда значительно нагревается, особенно когда применяется жимок. Поэтому необходимо внимательно следить за задним центром, постоянно смазывать его и время от времени проверять, насколько туго он зажат. Слишком сильный нажим центра при ручных работах допускать нельзя.
Для предохранения станка от абразивной пыли необходимо тщательно накрывать направляющие станины плотной тканью.
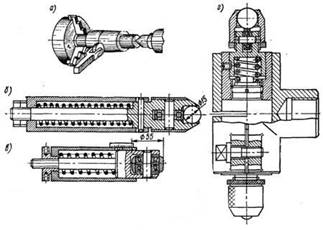
Рис 24 – Схема обкатывания роликом (а), обкатники с тарированными пружинами для обкатывания шаром (б) и роликом (в) и раскатник с двумя шарами (г)
Более совершенным методом, доступным к применению на любом токарном станке и получившим в последнее время большое распространение, является метод обкатывания цилиндрических (а также торцовых) поверхностей роликами (рис. 24, а) или шарами. Роликовые или шариковые обкатники типа показанных на рис. 24, б и в закрепляются в резцедержателе аналогично резцам, а раскатники типа, показанного на рис. 24, г, с помощью державки с конусным хвостом — в пиноли задней бабки или то же в резцедержателе. С целью устранения влияния на качество обработки обкатыванием неточности формы предварительно обточенной заготовки поджатие ролика или шара к обрабатываемой поверхности осуществляется через тарированную пружину. В результате обкатывание практически не изменяет форму обрабатываемой заготовки, а размер уменьшается при обработке наружных поверхностей (и увеличивается при раскатывании внутренних) в незначительных пределах, как правило, не превышающих 0,01—0,015 мм. Сущность процесса обкатывания состоит в том, что поджимаемый с определенным усилием к обрабатываемой поверхности ролик или шар вдавливается в поверхностый слой металла заготовки и, перемещаясь относительно нее, пластически деформирует полученные после точения неровности, в результате чего происходит их выглаживание — шероховатость поверхности уменьшается и одновременно поверхностный слой упрочняется. За один проход шероховатость исходной поверхности может быть снижена на дватри класса, а микротвердость повышена по сравнению с исходной на 25—40%.
Другими достоинствами процесса обкатывания по сравнению с обработкой резанием является сохранение целостности волокон металла, отсутствие шаржирования (введения) в поверхностный слой инородных абразивных частиц, что имеет место после полирования или притирки, возможность использования в качестве инструмента высококачественных дешевых покупных шаров и др.
Однако все эти преимущества способа обкатывания роликами и шарами достигаются лишь при условии выбора и применения правильного режима. От выбранных значений параметров режима — усилия обкатывания (раскатывания), подачи и числа проходов — зависят шероховатость поверхности, степень упрочнения, физические свойства металла, а также производительность обработки. Усилие обкатывания должно быть тем больше, чем менее пластичен обкатываемый материал, чем выше шероховатость и волнистость исходной поверхности, чем выше требования к шероховатости детали, чем больше радиус сферы, ролика или шара, чем больше подача и скорость при обкатывании и чем меньше число проходов.
Усилие обкатывания может быть определено методом пробных проходов, который состоит в том, что на небольших по длине участках (15—20 мм) заготовки или на специальном образце производится обкатывание с последовательно и постепенно возрастающим усилием, пока заданные требования не будут достигнуты.
Подача влияет главным образом на шероховатость, образующуюся при обкатывании поверхности. Значения величин подач, обеспечивающих требуемый класс шероховатости в зависимости от исходной шероховатости, диаметра и количества шаров, приведены в табл. 25.
Число проходов сравнительно мало сказывается на качественных показателях чистовой обработки обкатыванием. Лишь второй проход может улучшить шероховатость поверхности в пределах одного класса. Поскольку обкатывание (раскатывание) даже за два прохода резко снижает производительность обработки, необходимо во всех случаях стремиться установить такой режим, при котором требуемый размер, шероховатость поверхности или упрочнение будут достигнуты за один проход. Второй проход неизбежен, как правило, лишь при грубой и неоднородной исходной шероховатости поверхности.
Изменение размера при обкатывании столь незначительно, что припуск можно не оставлять. Однако при обработке деталей малых диаметров, а также высокоточных деталей необходимо учитывать изменение размеров, используя данные, приведенные в специальной литературе.
Таблица 25 – Величина подачи при обкатывании и ракатывании в зависимости от исходной и требуемой шероховатости, диаметра и числа шаров

Отделочная обработка наружных цилиндрических поверхностей может также осуществляться на токарных станках следующими методами.
1. Метод тонкого точения. Он может применяться при большой жесткости системы СПИД и ведется на высоких скоростях резания — до 300 м/мин при обработке стали и чугуна и до 500 м/мин, а иногда и выше, при обработке цветных сплавов, при малых подачах от 0,01 до 0,06 мм/об и малой глубине резания — 0,01—0,3 мм. Для обработки стали и чугуна используются твердосплавные резцы, а для обработки цветных сплавов — алмазные 1. Обеспечивается точность до 1-го класса, шероховатость — до \/11.
Проходной резец сборной конструкции с механическим креплением алмаза для обработки деталей из цветных сплавов показан на рис. 25. Резец состоит из державки 1, вставки 2 с алмазом, накладки 3, винта 4 и цилиндрического штифта 5. Вставка 2 состоит из сплава порошковой смеси (80% меди и 20% олова). Стойкость такого резца при тщательном обращении с ним может составить 100—200 ч машинного времени.
Еще большую стойкость при обработке цветных сплавов обеспечивают резцы, оснащенные вместо алмазов поликристаллами высокотвердого нитрида бора — эльбором. Они могут применяться также для обработки стальных и, в частности, закаленных деталей.
2. Метод притирки поверхностей абразивными порошками с помощью инструментов-притиров обеспечивает точность до 1-го класса, шероховатость до \/10. Притиры — разрезные втулки, обычно из мягкого чугуна, изготовляются с отверстием несколько большим, чем диаметр притираемой шейки детали. На поверхность отверстия притира наносится абразивный порошок, чаще паста, например паста ГОИ. Притир сжимается металлическим жимком типа, изображенного на рис. 23, а.
Притирка, как и тонкое точение, применяется для отделки как наружных, так и внутренних цилиндрических поверхностей.
3. Метод суперфиниширования (отделка колеблющимися абразивными брусками) обеспечивает получение на наружных цилиндрических поверхностях весьма малой шероховатости (без обеспечения точности), соответствующей 10—13-му классам шероховатости 1.
Список литературы
1. Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – Т. 1. – 665 с.
2. Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – Т. 2. – 496 с.
3. Зуев А.А. Технология машиностроения. 2-е изд., испр. и доп. – СПб.: Издательство "Лань", 2003. – 496 с.
4. Никифоров А.Д., Беленький В.А., Поплавский Ю.В. Типовые технологические процессы изготовления аппаратов химических производств. – М.: Машиностроение, 1979. – 278 с.
5. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Шатилова. – М.: Машиностроение, 1984. – Т. 1. – 591 с.
6. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Данилевского. – М.: Машиностроение, 1984. – Т. 2. – 655 с.
7. Технология машиностроения. Ч. II: Проектирование технологических процессов / Под ред. С.Л. Мурашкина. – СПб.: Изд-во СПбГПУ, 2003. – 498 с.
8. Обработка металлов резанием: Справочник технолога / Под ред. А.А. Панова. – М.: Машиностроение, 1988. – 736 с.
9. Маракулин И.В. и др. Краткий справочник технолога тяжелого машиностроения. – М.: Машиностроение, 1987. – 464 с.
10. Худобин Л.В. и др. Курсовое проектирование по технологии машиностроения. – М.: Машиностроение, 1989.– 288 с
Похожие рефераты:
Трасологическое исследование объектов экспертизы
Проектирование технологического процесса изготовления детали "втулка"
Проектирование цеха ремонта поршневых компрессоров
Технологический процесс изготовления вала насоса
Методика расчётов режимов резания
Технологический процесс изготовления корпуса цилиндра типа Г29-3
Разработка технологических процессов на механическую обработку вала первичного
Усовершенствование технологического процесса механической обработки детали "Стакан"
Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного производства