| Похожие рефераты | Скачать .docx |
Курсовая работа: Автоматизована система керування заводу по виготовленню цегли
Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра автоматизації і комп’ютерно-інтегрованих технологій
Пояснювальна записка до курсового проекту на тему:
«Автоматизована система керування заводу по виготовленню цегли»
з курсу
“Автоматизовані системи керування технологічними процесами”
ІКАТ.470014.029-ПЗ
Студент Д.Б. Глянц група АТ-13
Керівник О.В. Підтиченко
Житомир
2010
Анотація
В даному курсовому проекті вибрано систему регулювання температури в тунельній печі, в зоні випалення керамічної цегли. В результаті виконаної роботи вибрано конкретні технічні засоби автоматизації, приведено послідовності розрахунку електричних, гідравлічних і пневматичних виконавчих пристроїв. Засвоєно принципи розрахунку автоматизованої системи управління.
Таким чином, представлено автоматизовану систему контролю технологічного процесу на сучасних цегляних заводах.
Annotation
In this course project the system of adjusting of temperature is chosen in a tunnel stove, in the area of burning of ceramic brick. As a result of the executed work the concrete hardwares of automation are chosen, resulted the sequence of calculation of electric, hydraulic and pneumatic executive devices. Principles of calculation of automated control the system are mastered.
Thus, the automated checking of technological process system is presented on modern brickworks.
Реферат
Курсовий проект представлено студентом 5-го курсу Глянцем Д.Б. у вигляді пояснювальної записки обсягом 47 сторінок та двох аркушів додатків форматом А1. Пояснювальна записка містить 3 основні розділи, а також вступ, висновок, бібліографічний список. В ході даного курсового проектування було проаналізовано сучасні методи виготовлення цегли на заводах та запропоновано шлях удосконалення цього технологічного процесу, введенням автоматизованого керування температурою тунельної печі в зоні випікання цегли.
Внаслідок розробок було вибрано для керування температурою мікропроцесорний вимірювач-регулятор типу ТРМ1 російської фірми «ОВЕН», який на ринку коштує близько 600 гривень, датчики температури у вигляді конкретних термопар та регулюючий клапан на РУ 16 з двигуно-виконавчим механізмом, для якого розраховано відповідні параметри. В додатках до пояснювальної записки представлено схему програмування мікропроцесорного вимірювача-регулятора, його функціональну схему, схеми підключення пристрою. Більш докладну інструкцію по використанню приладу можна отримати з електронно-інформаційного носія, що додається з курсовим проектом у комплекті.
Вступ
У даному курсовому проекті необхідно розробити автоматизовану систему контролю технологічного процесу на сучасних цегляних заводах.
На цегляному заводі застосовується технологія пластичного формування, по якій виготовляють цеглу згідно ГОСТ 530-95.
Як АСР я вирішив вибрати систему регулювання температури в тунельній печі, в зоні випалення керамічної цегли.

Рис.1 Схема теплових зон тунельної печі.
На рисунку 2 представлена функціональна схема контура управління температурою в ТОУ.

де: ТОУ – технологічний об'єкт управління;
АР - автоматичний регулятор;
ВМ - виконавчий механізм - включає двигун (Д) і редуктор (Р);
Р| - регулюючий орган – заслінка клапана;
Д - датчик.
Робота такої системи полягає в тому, що регулювання температури здійснюється шляхом зміни подачі газоповітряної суміші. Якщо в печі змінилася температура, то датчик фіксує це і подає сигнал автоматичному регулятору, який у свою чергу виробляє сигнал управління і посилає його на виконавчий механізм. Двигун починає обертатися в сторону, відповідну закриттю або відкриттю клапана (залежно від збільшення або зменшення температури в ТОУ), який через редуктор пов'язаний з вихідним валом двигуна. Зміна положення заслінки приводить до відповідної зміни витрати газоповітряної суміші, а отже і до зміни температури в ТОУ.
Автоматичне регулювання температури в печі дуже важливе| для отримання| високоякісної цегли, оскільки в даний час є одним з найпоширеніших будівельних матеріалів в світі. | цегли зводяться не тільки житлові будівлі, але і виробничі приміщення, і його якість визначає тривалість експлуатації і надійність цих споруд.
Виробництво цегли включає декілька етапів:
- Розробка кар'єру,
- Первинна переробка маси,
- Накопичення і зберігання глиняної шихти,
- Вторинна переробка шихти,
- Формування і транспортування цегли-сирцю,
- Сушіння цегли-сирцю,
- Посадка висушеної цегли-сирцю на обпалювальні вагонетки
- Випалювання цегли,
- Розвантаження готової продукції.
У технології керамічної цеглини процес випалювання є таким, що завершує і є найбільш відповідальною стадією його виготовлення. Процес випалювання керамічної цеглини полягає у високотемпературній обробці сформованної і висушеної цегли-сирцю при заданих температурах в певному газовому середовищі. Під впливом теплової дії в керамічних масах відбувається ряд физико-хімічних процесів, в результаті яких формуються найбільш важливі властивості і структура керамічної цегли, що визначають її технічну цінність - міцність, щільність, морозостійкість та ін.
Тривалість випалювання і подальшого охолоджування, температурні умови і характер газового середовища знаходиться залежно від физико-хімічних властивостей сировини і від процесів, що протікають в цеглині.
Процес випалювання ділиться на декілька періодів: підігрів до 200°С, досушка - видалення фізичної води з|із| глини, подальший нагрів до 700°С "на диму" і видалення хімічно зв'язаної води з глини, "узвар" ~ до температури випалення 900~1100°С - дозрівання черепа, охолоджування "гартування" - повільне до 500°С і швидке від 500 до 50°С обпаленої цегли.
Для виробництва цеглини використовується тунельна піч. У зоні випалення печі, вмонтовані пальники. Є також додаткові отвори, що дозволяють перемішати зону випалення по довжині печі. Установка для подачі газоподібного палива складається з 7 груп газових пальників примусового змішування по 14 пальників в кожній групі. На ділянці розташування пальників встановлений датчик температури (термопара) в робочому каналі печі. Для подачі повітря до пальників на зведенні печі встановлено 7 вентиляторів системи «вулкан» з| повітреводами і арматурою. Для горіння використовується повітря з|цеху, але можливе використання гарячого повітря з між звідного простору (температура не вище 150-160С|).
Опис технологічного процесу і технологічного виробництва на прикладі Вінницького цегляного заводу
Розробка кар'єру
Видобування глинистої сировини починається зі поверхневих робіт, які проводяться| бульдозером Д 3-27С. Розмір відвала: висота – 1200 мм., довжина – 3000 мм. Вскриття повинно випереджати роботи по видобутку сировини.
Розробка і завантаження глини проводиться, одноковшовими екскаваторами ЕО-1252 і ЕО-5111, які розробляють сировину на глибині 5-6,8 м. Перед завантаженням в автомашину глина заздалегідь розпушується і усереднюється екскаватором.
У зимовий період проводиться розігрівання глини шляхом спалювання бурого вугілля шаром 20-40 см. Детальніше технологічний процес розробки сировини описаний в «Паспорті кар'єру».
Первинна переробка маси.
Глиниста сировина, що доставляється з кар'єру автомашиною КАМАЗ-5511 в прийомник, поступає в бункер розпушувача СМ-1031М або в глинозапасник місткістю 200 м.куб. Глинорозпушувач проводить первинне дроблення сировини і подачу його на стрічковий живильник КМ.-21. Живильник здійснює подачу і дозування сировини (підняттям або опусканням шибера). Регулювання подачі проводять при зміні кар'єрній вологості глинистої сировини, в період міжсезоння, при зміні фізико-механічних показників глини.
Із стрічкового живильника сировина стрічковим конвеєром потрапляє в глиномішалку СМК-126. над конвеєром встановлений електромагнітний залізовідокремлювач| для видалення металевих предметів з глини.
Сировина, що поступила в глиномішалку, усереднюється, зволожується до 20%. Маса глини, що заповнює корпус змішувача, повинна закривати вали, але не більше ніж на 1/3 висоти лопастей, що знаходяться у верхньому положенні. Зазор між кожухом змішувача і лопастями має бути не більше 10 мм.
З глиномішалки маса стрічковим конвеєром подається в бігуни КМ.-25. На бігунах мокрого помолу подрібнюють і перемішують глиняну масу. Ступінь зволоження маси в бігунах визначається візуально. Нормально зволожена глина (20-22%) добре обробляється і не прилипає до катків. Перезволожена глина прилипає до катків, замазує отвори в шнеках і стінках чаші. Недостатньо зволожена глина складається з шматків, що не злипнулися між собою, розсипаються при розминці руками. На бігунах шматки глини під тяжкістю катків роздавлюються, а за рахунок зусиль зрушення, що утворюється при обертанні катків, розриваються і зтираються. Обробка маси на бігунах мокрого помолу підвищує її зв'язність і однорідність. Міцність сирцю приготованого з обробленої на бігунах маси, підвищується і, внаслідок цього, збільшується міцність готових виробів.
Обслуговування бігунів в процесі роботи полягає в безперервному спостереженні за подачею глиняної маси, ступенем її зволоження і якістю обробки, товщиною матеріалу під катками (допускається шар 25 мм.), а також за станом скребків. Зволоження здійснюється по водопроводу, що наявний на бігунах.
Після обробки на бігунах глиняна маса стрічковим конвеєром пересипається на вальці грубого помолу МГФ-1000, робочий зазор між валками 5-7 мм. Вальці грубого помелу призначені для подальшого подрібнення глиняної маси шляхом розчавлювання матеріалу і його стирання за рахунок різної частоти обертання валиків, що обертаються назустріч один іншому.
Накопичення і зберігання глиняної шихти
Від вальців глина похилим конвеєром ЛТГС -650 подається на конвеєр ЛТГС -700, обладнаний пересувним плужковим спрацювальником.
Плужковим спрацювальником підготовлена шихта переміщається на один з двох розстельних мостів, що переміщаються вздовж шихтозапасника. Розстельним мостом є два конвеєри: один нерухомий, приймаючий шихту з конвеєра, інший рухомий, рівномірно розподіляючий шихту в шихтозапаснику
Поступивша в шихтозапасник шихта, лежить протягом 7 діб, усереднюється по вологості (20-22%). Шихтозапасник розмічений на 20 позицій для кращого обліку і контролю буртів сировини, що висипаються і вибираних.
Сировина відбирається з шихтозапасника за допомогою багатоковшових екскаваторів БМК-11-25/40, встановлених на самохідних мостах. Під час роботи екскаватор, стріла якого має нахил до 45 градусів, пересувається з одного боку на іншу по всій ширині шихтозапасника з послідовним поглибленням стріли.
Ковшами екскаватор знімає шар шихти певної товщини – 40-50 мм по всій довжині бурту. Потім стріла заглиблюється на 40-50 мм. і операцію повторюється. За допомогою стрічкового конвеєра багатоковшового екскаватора шихта подається на стрічковий конвеєр ЛТГС-800, над яким встановлений електромагнітний залізовідокремлювач.
Шихта з ЛТГС-800 за допомогою плужковых зкидачів пересипається в один з двох живильників КМ.-22 формувального відділення.
Вторинна переробка шихти.
Ящичним живильником КМ.-22 проводиться дозування сировини і рівномірна передача його на стрічковий конвеєр. Дозування здійснюється шибером, що змінює перетин вихідного пласта глини від 20 см до 60 см по висоті.
Над конвеєром встановлений електромагнітний залізовідокремлювач. З конвеєра шихта прямує на вальці тонкого помолу МГФ-36. При роботі вальців матеріал поступає на валок з меншою частотою обертання,
затягується в зазор між вальцями, що обертаються, і роздавлюється. Вальці ефективно працюють при дотриманні співвідношення між розмірами шматків матеріалу і зазором між вальцями не більше 4:1. При більшому зазорі обробка глини значно погіршується.
Після обробки на вальцях глиняна маса стрічковим конвеєром подається у фільтр-змішувач ГДФ-302, зазор між внутрішньою поверхнею і лопатками якого має бути не більше 8 мм. У фільтр-змішувачі маса зволоджується до формувальної вологості (22%), перемішується і обробляється на решетах, що фільтрують.
Регулювання води, що подається для зволоження, здійснюється вручну.
Перероблена маса поступає в глиномішалку преса.
Формування і транспортування цегли-сирцю.
Глиномішалка приймає глину, додатково дробить її, змішує і транспортує у вакуум-камеру преса ПВШ-500. Зазор між шнеком і сорочкою преса має бути не більше 5 мм., температура бруса 25-30С, вологість бруса 21-22%, розрідження у вакуум-камері 680-700 мм.рт.ст.(0,91-0,94 кг/см. кв.). Вакуумування створюється вакуум насосом ПВД-13. Із глиняної маси, що поступила у вакуум-камеру заздалегідь віддаляється повітря за допомогою вакууму, при цьому маса набуває високої зв'язаності і щільності. Збільшується опір розриву глиняного бруса, він набуває гумоподібного стану. З вакуум-камери за допомогою живильного пристрою глина подається до приймальних шнеків, які переміщають глину вздовж циліндра до перехідної головки. Перехідна головка служить для ущільнення глиняної маси і передачі її до мундштука. З мундштука глина з певним тиском виходить у вигляді суцільної і профільованої стрічки розмірами по перетину: 269-131. Заміна мундштука проводиться періодично у міру зносу (розмір більше 269-131 і зменшення порожнистості 21%). На глиняний брус, що виходить з мундштука, валиками може наноситися рифлення і маркіровка заводу, а також штамп працюючої зміни. Далі брус через ролики поступає на багатострунний різальний автомат МРА-10000, призначений для одночасного різання глиняного бруса на 14 рівних частин. Автомат складається з основних механізмів: однострунний різальний верстат, роликовий транспортер, вхідна стрічка, витікаюча стрічка, основна рама, стрічка для видалення відходів. Відходи знов повертаються у фільтр-змішувач|, а відрізана цегла-сирець подається на рейковий автомат, який розніжує і встановлює їх на пару рейок по 14 штук. Далі рейковий автомат переводить пару рейок з сирцем в приймальний автомат. Останній приймає подані рейки з сирцем, і направляє на стелаж-елеватор цеглини-сирцю.
Приймальний автомат складається з: рольганга, механізму запуску.
Стелаж-елеватор приймає і групує цеглу в певному порядку. Місткість стелажу 400 каменів або 700 цеглин. Після заповнення стелажів цегла-сирець підйомним 10-поличним візком знімається з елеватора, візок встановлюється на лафет, лафет переміщається вздовж сушильних камер по рейкових коліях. З лафета візок переміщається по рейкових коліях сушильної камери.
Сушка цеглини-сирцю
Для сушки цеглини-сирцю передбачені камерні сушила з поперечним рухом теплоносія. Сушила мають 13 камер, розділених на 2 частини: у першій частині з 1 по 6 камер, в другій з 7 по 13 камеру. По схемі теплопостачання всі камери розбиті на 3 блоки. Блок сушки обслуговується групою, що полягає їх 2-х теплогенераторів ГГ-100, камери змішувача, подаючого вентилятора С-112 і розподільного повітреводу, пов'язаного з клапанами для подачі теплоносія в кожну камеру.
Глибина камери 18,5 м.
Висота 3,13 м.
Ширина 16 м.
Об'єм 1345 м3
Кожна камера обладнана дверима, що піднімаються вгору за допомогою електро-тельфера. Всередині камери встановлено 6 паралельних рейкових шляхів, вздовж яких змонтовані металеві 10-поличні стелажі для укладання на них пари рейок з цеглиною-сирцем. Верхня частина камери перекрита «помилковою» стелею з асбестоцементних листів. В результаті, між зводом і «помилковою» стелею утворюється порожнина для циркуляції теплоносія. На внутрішній стороні бічних стін встановлені направляючі апарати, слугуючі для розсіювання потоку теплоносія по всьому перетину камери. У середній стінці вбудовано 36 осьових вентиляторів С-72, яким здійснюється циркуляція всередині камери.
У центральній частині кожної половини камери передбачені канали для видалення вологого відпрацьованого повітря в атмосферу.
Гаряче повітря в камеру поступає із зони охолоджування печі і від теплогенераторів ГГ-100, паливом для яких служить природний газ. Теплогенератор забирає повітря з приміщення цеху через теплообмінник, нагріваючи до 120°С, і віддає нагріте повітря в змішувальну камеру; у змішувальній камері нагріте повітря змішується із повітрям печі і подаючим вентилятором С-112, прямує до сушильних камер.
Перед тим, як почати завантаження в камери, необхідно виконати наступні технологічні операції: очистити камеру від браку, що залишився; шибера подачі і відбору тепла мають бути закриті і перевірена їх працездатність; провести зрошування камери водою до відносної вологості близько 95%; температура камери під час завантаження має бути нижче на 4-6°С, чим температура сформованого бруса; це досягається шляхом роботи шиберів відбору і подачі тепла.
Після|потім| виміру вологості, температури в камері і бруса і у разі дотримання технологічних вимог дозволяється завантаження камери.
У теплу пору року завантаження камери проводиться таким чином: насамперед завантажують далеку від осьових вентиляторів дорогу. У холодний час камеру завантажують зрізі по трьом шляхам, ставлячи по черзі на кожен по одному візку для тривалішого збереження тепла в сирці.
Після завантаження однієї половини камери дверей її закривають і продовжують завантаження іншої половини. Після закінчення, коли поставлені всі візки (66 штук) закривають другі двері, камера встановлюється на режим сушки.
Режим сушки існує: літній і зимовий, ручний і автоматичний.
Літній режим приблизно з 15 травня, зимовий з 10 жовтня.
Після завантаження камери встановлюється «витримка». На цьому етапі в камері знаходиться один і той же об'єм повітря, температура якого 20-30°С| (взимку нижче). Відбувається повільне усереднювання повітря і сирцю, потім включаються осьові вентилятори з реверсом: 8 хвилин обертаються в один бік, 5 хвилин стоять, 8 хвилин обертаються в інший бік. Потік повітря проходить то з одного боку через зазори між укладеним сирцем, то з іншої, проходячи через «помилкову» стелю. Після того, як циркулююче всередині сушилки повітря зволожується, подається невелика кількість теплоносія шляхом відкриття шибера подачі тепла. Під впливом надмірного тиску, обов'язкового для нормальної роботи камери, і природної тяги, відпрацьований теплоносій (насичений вологою) видавлюється в канал і видаляється через трубу в атмосферу. Завдяки надмірному|надлишковому| статичному тиску, рівному 5 мм. рт. ст., а також роботі осьових вентиляторів, перепади температури усередині камери дуже малі (2-3°С).
Оператор сушильних камер постійно контролює роботу камер по приладах. Кожні 3 години покази приладів записуються в журнал. У разі стрибкоподібної зміни відносній вологості необхідно перевірити правильність роботи приладів. У разі різкого підйому температури в камері необхідно понизити тиск теплоносія, що подається, відкриваємо шибера на камері змішувача для додавання холодного повітря.
Прилади автоматичного регулювання режиму встановлені на 7-13 сушильних камер. Автоматичний режим сушки проводиться на заданій програмі з використанням ЕОМ. Після закінчення циклу сушки висушена цеглина не повинна простоювати більш за одну добу. Інакше відбуваються структурні руйнування керамічного каменя, знижується механічна міцність.
Таблиця 1. Основні технологічні параметри сушилки.
| № п/п | Найменування параметра | Одиниця вимірювання | Величина |
1 2 3 4 5 6 7 8 9 10 |
Вологість сирцю, що завантажується в сушилку Повний цикл сушилки Залишкова вологість виробу Температура сирцю, що поступає в сушилку Температура теплоносія на початку періоду Температура теплоносія в кінціперіоду Вологість теплоносія в сушилці на початку періоду Температура повітря в розподільному повітреводі Теоретична кількість повітря для сушильні, на один блок Робочий тиск теплоносія |
% година % °С °С °С % °С тис.м.куб/год кгс/см.кв. |
22 120 2-3 30-40 30-40 50-60 90-95 95-120 115 1,0 |
Таблиця 2. Основна технологічна характеристика сушилки
| № п/п | Найменування показників | розмірність | величина |
1 2 3 4 5 6 7 8 |
Число камер Розмір сушильних рейок Корисні розміри камери: Глибина Ширина Висота Кількість полиць на кожний шлях Кількість полиць по висоті Кількість шляхів в камері Кількість полиць на кожну камеру Кількість цеглини усл. у кожній камері |
шт мм м|м-код| м|м-код| м|м-код| шт шт шт шт шт |
13 1590-55-55 18,5 15 3,13 1100 10 6 6600 46200 |
Таблиця 3. Перелік устаткування сушильних камер.
| № п/п | Найменування | Одиниця вимірювання | Кількість | Продуктивність |
1 2 3 4 5 6 7 |
Осьові вентилятори С-72 Направляючі апарати Двері типу гільйотини Підлогові грати каналів відбору Генератор гарячого повітря ГГ-100 Центральний вентилятор С-112 Металеві стелажі |
шт - шт шт шт шт - |
468 - 26 78 7 3 - |
6000 м.куб/год - - - - 150000 м.куб/год - |
Садіння висушеної цегли на обпалювальні вагонетки.
Висушена цеглина з сушильної камери 10-поличним візком і лафетом переміщається і встановлюється на стелаж-елеватор автомата-садника.
Автомат-садник проводить укладання висушеної цеглини на обпалювальні вагонетки. Установка вагонеток і розміщення стопок посадженої цеглини проводиться в строгій відповідності з розташуванням пальників тунельної печі. Розкладка цеглини на вагонетки здійснюється за допомогою програмного пристрою (програматора).
На вагонці розміщено 6 стопок по 784 цеглини, всього 4704 цеглин.
Стелаж-елеватор призначений для прийому сухої цеглини з передавального візка і передачі його на приймальний транспортер. Приймальний транспортер служить для подачі рейок з цеглиною з певним проміжком часу і кроком на проміжний елеватор. Проміжний елеватор призначений для прийому пари рейок з цеглиною і підйому їх на певну висоту. Далі рейки з цеглиною встановлюються і групуються на групуючому транспортері. Потім за допомогою перекидаючого пристрою цеглина знімається з рейок, а рейки продовжують рух до транспортера, що відокремлює рейки, що звільнилися, до подавальному пристрою і розміщує їх в знімаючому елеваторі. Рейки знімаючим елеватором подаються на збираючий транспортер, який подає рейки в накопичувач для створення запасу. Накопичувач віддає накопичені рейки в рейковий автомат.
Перекидаючим пристроєм цеглина встановлюється на групуючому столі. Перекидаючим пристроєм є одиночне захоплення грейфера, кероване за допомогою гідроциліндрів. Групуючий стіл малий призначений для прийому цегли з перекидаючого пристрою і подачі їх на програмний стіл.
Програмний стіл вирівнює цеглина, компонує за заданою програмою і передає на групуючий стіл великий .
Групуючий стіл великий приймає цеглину з програмного столу і подає на потрійне захват грейфера, призначення якого в знятті рядів цеглини і укладанні на пічні вагонетки в певному порядку.
Пічні вагонетки подаються під садник-автомат з певним кроком за допомогою штовхаючого пристрою.
Завантажені вагонетки транспортують візком маневрового пристрою. Вагонетка переміщається до кінця маневрового шляху і укочується на електролафет КМ.-10В. Є 2 маневрових шляхи від садчика-автомата №1 і №2. Шлях №1 68 м., і шлях №2 120 м. Далі гідроштовхачем печі вагонетка знімається з електролафета і переміщається в піч..
Будова садчика-автомата.

Рис.3. Будова садчика-автомата
Висушені вироби, скомплектовані двома групами по 2 ряди, подаються по рольгангу (поз.1) від розвантажувача. При опусканні рольганга виробу виявляються на ланцюгах конвеєра (поз.2), звідки вони проміжним конвеєром (поз.3) передаються на той, що програмується (поз.4) і далі на комплектуючі (поз.5) конвеєри. Натяжний вал останнього кінематично пов'язаний з датчиком імпульсів ЛІР-158. Між програмуючим і комплектуючим конвеєрами розташований нерухомий склиз, над яким встановлений підйомний упор (поз.6). Число рядів виробів перед комплектуючим конвеєром автоматично підтримується в заданих межах.
Випалювання цегли.
Випалювання цеглини проводиться в тунельній печі з плоским зведенням і верхнім розташуванням пальників.
Таблиця 4. Технічна характеристика тунельної печі.
| № п/п | Найменування показників |
Розмірність |
Величина |
| 1 | 2 | 3 | 4 |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
Номінальна проектна продуктивність Добова продуктивність Годинна продуктивність Довжина обпалювального каналу Ширина обпалювального каналу Мінімальний термін випалення Довжина технологічних зон: Підготовки Випалення Охолоджування Кількість вагонеток, що пропускаються піччю: У годину У добу Кількість вагонеток в печі Річний фонд робочого часу Інтервал проштовхування вагонеток Габаритні розміри вагонеток: Ширина Довжина Висота (зна вагонетці Місткість 1 пакету Місткість 1 вагонетки Одноразова місткість печі Робочий тиск газу |
млн.шт млн.шт. млн.шт. м м| год. м м м| шт шт шт год. хв. м м м шт. шт. шт. кгс/см.кв. |
30,0 92720 3863 125,0 3,5 58 47 39 39 0,8 20 48 8760 72 3,58 2,6 1,6 6 784 4704 0,5 |
Наявні дві тунельні печі.
Як паливо використовується природний газ (метан).
Головною особливістю печі є перекриття обпалювального каналу плоским підвісним зведенням, виконаним з жаротривкого бетону з вмонтованими живильниками для подачі палива в спеціальні ввідні отвори, розташовані по верху всієї зони випалення.
Введення вагонеток у форкамеру і переміщення їх в печі проводиться за допомогою гідроштовхача. Швидкість просування вагонеток 0,94 м/хв. На початку печі встановлені ворота типу гільйотини.
Видалення димових газів з печі проводиться димососом С-111. Димосос відбирає димові гази через 10 отворів, розташованих на початку пічного каналу (1-5 позицій). Отвори об'єднані в центральний колектор металевим каналом. Відпрацьовані гази по димарю викидаються в атмосферу. Температура димових газів 60С, що відходять. Отвори в каналах мають клапани для ручного регулювання. На всмоктуючому фланці димового вентилятора встановлений клапан для загального регулювання розрядки усередині печі так, щоб воно перед першою групою пальників складало 5-7 кгс/м.кв. (5-7 мм.в.ст.)
Для охолоджування ходової частини обпалювальних вагонеток і обслуговування по всій довжині печі виконаний канал підвагонетки. Температура в каналі підвагонетки не повинна перевищувати 50С.
У зоні попереднього нагріву печі встановлено три пари вентиляторів рециркуляції димових газів для створення рівномірного температурного середовища по перетину каналу печі. Димові гази з ділянок з нижчою температурою засмоктуються через отвори на рівні череня і прямують через отвори в стелі вертикально вниз на ділянки з вищою температурою в простір між пакетами з продукцією.
Температура в зоні підготовки, де установлені вентилятори рециркуляції не перевищує 350С. Кожен ланцюг рециркуляції забезпечений задвижками забору холодного повітря з цеху, які дозволяють проводити регулювання температури.
На першій позиції встановлений вентилятор низькотемпературної рециркуляції (протитиску), що відбирає частину димових газів, що приходять на димосос і що подає їх в канал печі протипотіком по відношенню до основного газового потоку.
У зоні випалення печі, в зведенні, вмонтовані пальники. Є також додаткові звідні отвори, що дозволяють переміщати зону випалення по довжині печі. Установка для подачі газоподібного палива складається з 7 груп газових пальників примусового змішування по 14 пальників в кожній групі. На кожній групі пальників встановлений датчик температури (термопара) в робочому каналі печі. Для подачі повітря до пальників на зведенні печі встановлено 7 вентиляторів системи «вулкан» з повітреводами і арматурою. Для горіння використовується повітря з цеху, але можливе використання гарячого повітря з міжзвідного простору (температура не вище 150-160С).
Вентиляційна система рекуперативного повітря складається з вентилятора ВНСН-16,5, всмоктуючого повітревода, який відбирає повітря з п'яти точок зони охолоджування і з двох точок міжзвідного простору. Кожен всмоктуючий насос забезпечений шибером ручного налаштування по кількості засмоктуваного повітря. Після вентилятора змонтований повітревод для відведення гарячого повітря до камер змішувачів генераторних груп. Температура рекуперативного повітря 180-250 С.
У зоні охолоджування печі встановлено дві пари вентиляторів рециркуляції. Вони служать для повнішого і рівномірного охолоджування обпаленої продукції. Повітря з ділянки з нижчою температурою засмоктується через отвори на рівні череня канал і через отвори в зведенні печі поступає вертикально вниз на ділянки з вищою температурою в простір між пакетами з продукцією.
Вентиляційна система для охолоджування продукції складається з 2-х вентиляторів ВСН-8, пов'язаних з повітреводом, що подає повітря через зведення і стіни. Повітря забирається з цеху або аварійного каналу в зоні охолоджування (або з обох місць одночасно). Регулювання кількості засмоктуваного повітря проводиться з таким розрахунком, щоб температура продукції, що виходить, з печі не перевищувала 50С.
Під час роботи печі контролюється температура по всій довжині робочого каналу, температура в міжзвідному просторі, температура в каналі підвагонетки.
По довжині печі з цеглою відбуваються наступні процеси:
Зона підготовки – підсушила сирцю і нагріваючи його до температури 500-540С.
Зона випалення – випалення цеглини при температурі 900-980С.
Зона гартування і охолоджування – гарт і охолоджування обпаленої продукції до 50С.
Регулювання температури повітря в каналі вагонетки здійснюється за допомогою вентиляторів Ц-4-70 №8, встановленими зовні цеху по 1 штуці на піч. Вентилятори подають холодне повітря в шахту, сполучену з піччю підземним каналом.
Для попередження виходу з ладу плит підвісної стелі і металевих балок на печі встановлені пари вентиляторів:
Вентиляційне устаткування встановлене на вібропідставах.
Обпалена продукція, що виходить з печі, виставляється лафетом КМ.-10 і штовхачем на запасний шлях і розвантажується козловим краном ККТ-5 вантажопідйомністю 5 тонн. Проліт крана 16 метрів, висота підйому 7,1 м. Пакети за допомогою контейнера виставляються на майданчик, де проводиться розбраковувана і укладання на піддони.
Розвантаження готової продукції.
На майданчику готової продукції ведеться контроль службою ОТК. З декількох місць вибираються зразки, за наслідками випробувань яких визначається приймання партії. За партію вважається кількість цеглини, що випускається, за добу. На кожну партію виписується паспорт встановленого зразка, що містить:
· найменування підприємства;
· дату випуску паспорта;
· дату випуску виробів;
· кількість виробів в партії;
· вид виробів;
· марку;
· водопоглинання;
· межа міцності при стиску і згині;
· морозостійкість;
· питому ефективність природних радіонуклідів;
· теплопровідність виробів;
· масу виробів;
· підпис лаборанта-контролера і печатка.
Таблиця 6. Коротка характеристика технологічного устаткування
| № п/п | Найменування устаткування | Тип (марка) |
К-ть |
Технічна Характеристика |
| 1 | 2 | 3 | 4 | 5 |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 |
Бульдозер Одноковшовий екскаватор Вантажний автомобіль Розпушувач Живильник стрічковий Конвеєр стрічковий Глиномішалка Бігуни Конвеєр стрічковий Конвеєр стрічковий Вальці грубого помелу Конвеєр стрічковий Конвеєр стрічковий Розстельний міст Багатоковшовий екскаватор Конвеєр стрічковий Живильник ящичний Конвеєр стрічковий Вальці тонкого помолу Фільтр-змішувач Прес шнековий |
Т-130 (ДЗ-27С) ЕО-1252 ЕО-5111 Камаз 5511 СМ-1031М КМ.-21 СМК-126 КМ.-25 МГФ-1000 ЛТГС-650 ЛТГС-700 БМК- 11-25/40 ЛТГС-800 КМ.-22 МГФ-36 ГДФ-302 ПВШ-500 |
2 1 1 2 2 2 4 2 2 2 2 2 1 1 2 2 1 2 4 2 2 2 |
Потужність двигуна 240 к.с. Потужність двигуна 240 к.с., прод.80м.куб/год об'єм ковша 1,5 м.куб. потужність двигуна 160 л.с., произв.60м.куб/год об'єм ковша 1,25 м.куб. Потужність двигуна 270 к.с., місткість кузова 14т. Продуктивність 35 м.куб/год, навантаження 30 м.куб/год, потужність ел/двигуна 11 кВт, 1000 об/хв. Продуктивність 35 м.куб/год, навантаження 25 м.куб/год, потужність ел/двигуна 7,5 кВт, 1500 об/хв. Продуктивність 35 м.куб/год, навантаження 25 м.куб/год, потужність ел/двигуна 5 кВт, 1500 об/хв. Продуктивність 35 м.куб/год, навантаження 25 м.куб/год, потужність ел/двигуна 40 кВт, 1500 об/хв. Продуктивність 30-40 м.куб/год, навантаження 25 м.куб/год (70%), потужність ел/двигуна 55 кВт, 1500 об/хв. Ширина стрічки 1600 мм., продуктивність 55 м.куб/год, навантаження 25 м.куб/год, потужність ел/двигуна 5 кВт, 1500 об/хв. Ширина стрічки 650 мм., продуктивність 40 м.куб/год, навантаження 25 м.куб/год, ел/двигуна 5 кВт, 1500 об/хв. 30м.куб/год, нагруз.м.куб/год, ел/двигуна 75 кВт, 1000 об/хв, діам. валків 1000 мм., ширина 800 мм., робочий зазор між валками 5-7 мм продуктивність 30 м.куб/год, навантаження 25 м.куб/год, ел/двигуна 5,5 кВт, 1500 об/хв. продуктивність 30 м.куб/годас, навантаження 25 м.куб/год ел/двигуна 5,5 кВт, 1500 об/хв. Продуктивність 40 м.куб/год, швидкість пересування моста 0,12 м/с, швидкість руху людини 8 м./хв. Продуктивність 35 м.куб/год, кут нахилу стріли до 45 град. Продуктивність 35 м.куб/год, навантаження 20 м.куб/год, ел/двигуна 7,5 кВт, 1500 об/хв. продуктивність 25 м.куб/хв, навантаження 20 м.куб/год, ел/двигун 7,5 кВт, 1500 об/хв., швидкість стрічки 0,95 м/хв продуктивність 30 м.куб/год, навантаження 20 м.куб/годас, ел/двигун 5,5 кВт, 1500 об/хв. продуктивність 36 м.куб/год, навантаження 20 м.куб/год, ел/двигун 75,45 кВт, частота об. валків 320/280 об/хв., діам. валків 1000, зазор між валяннями 2-4 мм. продуктивність 30 м.куб/год, навантаження 20 м.куб/год, ел/двигун 93 кВт, 1500 об/хв., частота обертання лопаток 24 об/хв продуктивність 10000 шт.умов.цегл./год, навантаження 7600, сумарна потужність ел/двигунів 177 кВт, 1500 об/хв., діам|. шнеків 500 мм., розрядка в камері 680-700 мм.рт.ст(0,91-0,94 кг/см.кв.) |
Специфікація засобів вимірювання
Зобразимо функціональну схему автоматичної системи регулювання:

Рис.4 функціональна схема АСР.
Позначення приладів:
FI – прилад, що показує витрату
PI – прилад, що показує тиск
TE – датчик температури
PE – датчик тиску
TC – регулятор температури.
РС - регулятор тиску.
Проведемо аналіз динамічних характеристик АСР з типовим регулятором. Для уникнення розрахунків характеристик по складних алгоритмах пропонується використовувати пакет програм Matlab і його додаток Simulink, який дозволяє змоделювати роботу АСР. Спочатку визначимо структурну схему АСР і передаточні функції всіх елементів. Всі системи автоматичного регулювання можуть бути розділені на дві ланки:
узагальнений об'єкт регулювання і автоматичний регулятор. Узагальненим об'єктом регулювання надалі називатимемо складну динамічну ланку, яка включає: власне об'єкт регулювання (процес), вимірювальні прилади і регулюючий орган. При цьому передавальні функції складових узагальненого об'єкту окремо не розглядаються. Це стосується і елементу порівняння і виконавчого пристрою, що входять до складу пропорційного регулятора. При цьому функціональна схема АСР і її структурна схема представляються так, як показано відповідно на рис. 5 і 6.

На рис.5. зображені:
ЗТ- задатчик температури
БФЗ – блок формування закону регулювання
ВМ – виконавчий механізм
РО – регулюючий орган
ТОУ – технологічний об'єкт управління
Д – датчик.

Рис. 6. Структурна схема АСР.
W0 (p) – передавальна функція узагальненого об'єкту. Оскільки за завданням об'єкт є аперіодичною ланкою першого порядку із запізнюванням, то його передавальна функція записується у вигляді:
 , або
, або ![]()
де k0 – коефіцієнт передачі об'єкту; Т0 – постійна часу об'єкту; τ0 - запізнювання об'єкту; Х(t) – регульований параметр, температура; Y(t) – управляюча дія.
Wрег (р) = kp – передаточна функція пропорційного регулятора; kp – коефіцієнт передачі регулятора.
В результаті використання програми Matlab отримали графік перехідного процесу (рис. 7). З графіка видно, що:
Таблиця 7.
| Характеристики | набуті значень | Необхідні значення |
| Перерегулювання, º | 4,16 | ≤ 10 |
| Час перехідного процесу, с | 315 | ≤ 3200 |
| Установлене значення (Статична помилка,º) | 1 (0) | 1 (≤320) |

Рис.7. Характеристика перехідного процесу.
Як автоматичний регулятор пропоную використовувати мікропроцесорний вимірювач-регулятор ТРМ1Б-Н.ТП. Клас точності 0,5.
Основні функції вимірювача-регулятора ТРМ 1
- УНІВЕРСАЛЬНИЙ ВХІД для підключення широкого спектру датчиків температури, тиску, вологості, витрати, рівня і тому подібне
- РЕГУЛЮВАННЯ вхідної величини:
- двопозиційне регулювання
- аналогове П-регулювання
- ЦИФРОВА ФІЛЬТРАЦІЯ І КОРЕКЦІЯ вхідного сигналу, масштабування шкали для аналогового входу
- ОБЧИСЛЕННЯ І ІНДИКАЦІЯ КВАДРАТНОГО КОРЕНЯ з вимірюваної величини (наприклад, для регулювання миттєвої витрати)
- ВИХІДНИЙ СИГНАЛ СТРУМУ 4...20 мА ДЛЯ РЕЄСТРАЦІЇ зміряної величини (модифікація за типом виходу І)
- МОЖЛИВІСТЬ УПРАВЛІННЯ ТРИФАЗНИМ НАВАНТАЖЕННЯМ (модифікація за типом виходу С3)
- ІМПУЛЬСНЕ ДЖЕРЕЛО ЖИВЛЕННЯ 90...245 47...63 Гц
- ВБУДОВАНЕ ДЖЕРЕЛО ЖИВЛЕННЯ 24 В для активних датчиків, вихідних аналогових пристроїв (ЦАП) і ін.
- ПРОГРАМУВАННЯ кнопками на лицьовій панелі приладу
- ЗБЕРЕЖЕННЯ НАЛАШТУВАНЬ при відключенні живлення
- ЗАХИСТ НАЛАШТУВАНЬ від несанкціонованих змін
Тобто одноканальний вимірювач-регулятор типу ТРМ1 в корпусі настінного кріплення з розмірами 130х105х65 мм, призначений для роботи з термоелектричними перетворювачами (термопарами), такий, що має на виході для управління виконавчими механізмами цифро-аналоговий перетворювач “параметр-струм” 4..20мА, клас точності якого 0.5, діапазон напруги живлення 85.250В постійного або змінного струму.
Мікропроцесорний програмований вимірювач-регулятор типу ТРМ1 спільно з вхідним датчиком (термопарою) призначений для контролю і управління різними технологічними виробничими процесами і дозволяє здійснювати наступні функції:
-вимірювання температури за допомогою стандартних датчиків.
-регулювання вимірюваної величини.
-формування вихідного струму 4..20 мА для реєстрації або управління ВМ по П-закону.
-відображення поточного вимірювання на вбудованому світлодіодному цифровому індикаторі.
Таблиця 8. Технічні характеристики і умови експлуатації .
| Умови навколишнього середовища | ||
| Температура повітря, що оточує прилад | +5..50ºС | |
| Атмосферний тиск | 86,,107 кПа | |
| Відносна вологість повітря (+35ºС) | 30..80% | |
| Живлення | ||
| Напруга живлення | 85..250 В постійного або змінного струму | |
| Споживана потужність, не більш | 6 ВА | |
| Входи | ||
| Тип датчика | Діапазон вимірювання, ºС | Роздільна здатність |
| TXK(L) | -50..+750 | 0,1 |
| TXA(K) | -50..+1300 | 1 |
| THH(N) | -50..+1300 | 1 |
| TЖK(J) | -50..+900 | 1 |
| Параметри вбудованих вихідних пристроїв | ||
| Діапазон опорів навантаження для ЦАП “параметр-струм” 4..20мА | 200..800 Ом |
|
| Продолжительность опроса входа | не более 1,5 сек | |
| Тип индикатора | светодиодный цифровой 4-х разрядный | |
| Закон регулирования | двухпозиционное регулирование или аналоговое П-регулирование | |
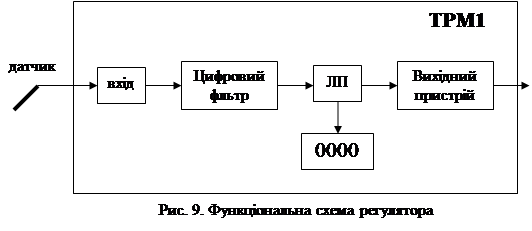
Будова і робота приладу.
Функціональна схема приладу приведена на рис.7. прилад має вхід для підключення первинних перетворювачів (датчиків), блок обробки даних, що складається з вимірювача фізичних величин, цифрового фільтру і логічного пристрою (ЛП). ЛП відповідно до запрограмованих користувачів функціональними параметрами формує сигнали управління вихідним пристроєм, який залежно від модифікації приладу може бути дискретного або аналогового типу.
Загальна схема підключення ТРМ1

Схема підключенія вимірюючих датчиків

Схема подключения ТРМ1 в DIN-рейковому корпусі

Рис10. Підключення ТРМ1 в DIN-рейковому корпусі з ЦАП

Рис.11. Підключення ТРМ1 в DIN-рейковому корпусі з ключовими пристроями
Вибір датчика
Як датчик я вибираю термопару ТХА (хромель-алюмель) з|із| діапазоном вимірювання -50... 1300ºС і роздільною здатністю 1. Діапазон вимірювання цієї термопари цілком забезпечує діапазон температур в печі по технологічних вимогах процесу випалювання|випалу| цегли (900-1100ºС|), а також ненабагато перевищує її верхню межу.
Термопари ТХК, ТХА конструктивно є двома різнорідними термоелектродами, ізольованими термостійкою ізоляцією (кремнеземна нитка, кераміка і так далі) і зварені з одного кінця в термопару.
Термоелектродні матеріали-хромель, алюмель, виготовляються відповідно до ГОСТ 1790, а термопари, виготовлені з цих матеріалів мають нормовані номінальні статичні характеристики ХК(L), ХА(К) по ГОСТ Р 50431.
Термопари виготовляються з термоелектродной дроту діаметром 0,2; 0,3; 0,5; 0,7; 1,2; 3,2 мм.
Для механічного захисту і захисту від агресивного середовища термопари поміщаються в захисні корпуси, виконані із сплавів металів різних марок.
Конструкція термоелектричних перетворювачів визначається технічними вимогами, що пред'являються до процесу вимірювання температури.Термопара (термоелектричний перетворювач) складається з двох з'єднаних на одному з кінців провідників, виготовлених із металів, що володіють різними термоелектричними властивостями.


Рис.13. Термопара(схеми)
З'єднані кінці, які звуться робочим спаєм, опускають у вимірюване середовище, а вільні кінці (холодний спай) термопари підключають до входу ТРМ. Якщо температури робочого і холодного спаїв різні, то термопара виробляє термоЕДС, яка і подається на вимірника.
Оскільки термоЕДС залежить від різниці температур двох спаїв термопари, то для отримання коректних показів необхідно знати температуру "холодного" спаю (її вільних кінців), щоб компенсувати її в подальших обчисленнях.
У приладах модифікацій ТРМ1Х-Х.ТП.Х, ТРМ1Х-Х.ТПП.Х передбачена схема автоматичної компенсації температури вільних кінців термопари. Датчиком температури "холодного" спаю служить напівпровідниковий діод, встановлений поряд з приєднувальним клемником.
Підключення термопар до приладу повинне проводитися за допомогою спеціальних компенсаційних (термоелектродних) проводів, виготовлених з тих же самих матеріалів, що і термопара (див. рис. 13). Допускається також використовувати дроти з металів з термоелектричними характеристиками, які в діапазоні температур 0...100°С аналогічні характеристикам матеріалів електродів термопари. При з'єднанні компенсаційних проводів з термопарою і приладом необхідно дотримувати полярність. При порушенні вказаних умов можуть мати місце значні погрішності при вимірюванні.
Перетворення сигналу, отриманого з датчика, в поточне цифрове значення вимірюваної величини (температури, тиск, витрати і так далі) проводиться у вимірювачі. Оскільки більшість датчиків температури мають нелінійну залежність вихідного сигналу від температури, у вимірювачах закладені таблиці корекції свідчень для всіх типів датчиків, які можуть бути підключені до приладу. При роботі з датчиками, що формують на виході уніфікований сигнал струму або напруги, передбачається довільне масштабування шкали вимірювання. Для цього у відповідних функціональних параметрах встановлюються нижня і верхня межі діапазону відображення, а також положення десяткової крапки.
Для поліпшення експлуатаційних якостей в блоці обробки вхідних сигналів введений цифровий фільтр, що дозволяє зменшити вплив випадкових перешкод на вимірювання контрольованих величин. Робота фільтру описується параметрами, що задаються при програмуванні.
Логічний пристрій працює в режимі П-регулятора. ЛП порівнює поточне значення вимірюваної величини із заданою установкою "Т" і видає на вихід сигнал 4...20 мА, пропорційний величині відхилення. Зона пропорційності при цьому задається параметром ∆. Струм 4...20 мА формується відповідно до встановленої в параметрі А1 -1 характеристикою регулятора або по прямопропорційному (нагрівач) або оберненопропорційному (охолоджувач) закону регулювання.
Аналоговим виходом є формувач струмової петлі 4-20 мА на активному навантаженні 200...800 Ом (див. рис. 14). Аналоговий вихід має гальванічну розв'язку від схеми приладу. Для роботи аналогового виходу використовується зовнішнє джерело живлення 27В±10% постійного струму.


Виконавчий механізм
У якості ВМ застосовується регулюючий пристрій РУ 16 (рисунок 15), Двигуно-виконавчий механізм, це електродвигун моделі ДСРК-30-01, реверсивний з прибудованим до нього редуктором. Такі двигуни використовуються як комплектуючі вироби в приладах і засобах промислової автоматики, побутових приладах для протипожежних і вентиляційних клапанів систем вентиляції будівель і ін. двигун працює від однофазної мережі напругою 220В і частотою 50 Гц. Режим роботи – тривалий. Кліматичного виконання – Ухл4, з верхнім граничним значенням температури навколишнього повітря 60ºС|.
Технічні характеристики:
· частота обертання – 0,5 хв-1
· номінальний обертовий момент– 30 Нм (кгс*см)
· характеристика обертання - ≤92º,
· час одного циклу – 2,5 хв
· маса -≤ 1.2 кг
· споживана потужність – 50 Вт.
За допомогою редуктора кутове переміщення вихідного валу перетвориться в лінійне переміщення замочного штока клапана (відбувається відкриття або закриття клапана).
Виконання клапана – корозійностійке із сталі Х18Н12МЗТЛ з плунжером, що забезпечує лінійну внутрішню характеристику. Клапан нормально працює при перепаді тиску на них до 5 кГ/см2 , температурі навколишнього середовища від -30 до +50ºС і відносній вологості до 98%.
Регулюючий клапан з двигуно-виконавчим механізмом на РУ 16 встановлюють на трубопроводах для агресивних рідких і газоподібних середовищ при температурі до 160ºС. Призначені вони для регулювання різних параметрів технологічних процесів. Клапани встановлюються на трубопроводах у вертикальному положенні, електроприводом вгору.
Таблиця 9.
Основні габаритні і приєднувальні розміри (у мм.).
| Ду | D | D1 | D2 | D3 | D4 | f1 | f2 | H | H1 | l | L | d | B | h | G,кг |
| 50 | 160 | 125 | 102 | 72 | 88 | 3 | 4 | 570 | 141 | 298 | 230 | 4 отв. п/б М16 | 16 | 25 | 37 |

Рис.15. регулюючий клапан на РУ 16 з двигуно-виконавчим механізмом
Розрахунок електричних виконавчих пристроїв
Розрахунок проводиться з урахуванням наступних основних вимог:
а) напруга UН і номінальний струм IН апаратури повинні відповідати напрузі і тривалому струму;
б) апаратура управління повинна без пошкоджень включати і відключати пусковий струм електродвигунів: Iпуск = (7…9)Iн ; Iоткл. ≥ Iпуск ;
в) апаратура захисту по своїй відключаючій здатності повинна відповідати струмам короткого замикання на початку ділянки, що захищається: Iоткл. ≥ Iк.з. .
Розрахунок і вибір елементів в автоматичних системах регулювання електроприводами за технічними даними регульованого двигуна здійснюється таким чином.
Напруга підсилювача потужності, що живить двигун, Uу.м. =1,05Uн.дв .
Струм підсилювача потужності, з урахуванням динамічних режимів в процесі регулювання Iу.м. = (1,15…1,25)Iн.дв. , де Uн.дв. , Iн.дв . – відповідно номінальні значення напруги і струму регульованого двигуна.
По номінальній частоті обертання двигуна вибирається тахогенератор: nн.тг. ≥ nн.дв. ; ωн.тп. = π∙nн.тг. /30 ≥ ωн.дв. = πnн.дв. /30, де nн.тг – номінальна частоті обертання тахогенератора.
Вибір реле .
Промисловістю випускається велика кількість різних типів і серій реле, вибір яких проводиться відповідно до технічних даних реле, електричних режимів роботи і умов їх експлуатації. Тип реле вибирають залежно від роду струму, напруги живлення, значення комутованих струмів і напруги у вихідному ланцюзі, часу спрацьовування і відпуску, числа контактів, маси і габаритів. Особлива увага звертається на відповідність номінальних даних обмоток реле і контактів режимам їх роботи в різних пристроях автоматики.
При комутації активних і активно – індуктивних навантажень слід враховувати виникнення іскрового розряду при розмиканні ланцюга і в необхідних випадках застосовувати пристрої іскрогасіння.
Рубильники, пакетні вимикачі, тумблери вибирають:
а) по номінальній напрузі мережі Uн ≥ Uн.с. , де Uн.с. . – номінальна напруга мережі;
б) по тривалому розрахунковому струму
Iн
> Iтр.
; Iвідкл.
≥ Iтр.
; Iтр
=![]()
де Iтр
. = тривалий розрахунковий струм ланцюга; ![]() – сумарний номінальний струм всіх n – споживачів.
– сумарний номінальний струм всіх n – споживачів.
Крім того, вказана апаратура повинна без пошкоджень включати і відключати пускові струми споживачів, які перевищують номінальні струми у декілька разів. Магнітний пусковик вибирають залежно від потужності електродвигуна і номінальної напруги мережі.
Номінальні дані магнітного пускача мають бути
Uн. ≥ Uн.с. ; Iн. ≥ Iн.дв .
Магнітні пускачі повинні без пошкоджень включати і відключати пусковий струм двигуна.
Теплові реле магнітних пускачів вибирають по номінальному струму двигуна або тривалому розрахунковому струму
Iн.т. > Iн.дв. ; Iн.т. > Iдлит. , де Iн.т . – номінальний струм теплового елементу.
Автоматичні вимикачі вибирають по номінальній напрузі і струму
Uн.а. ≥ Uн.с. ; Iн.а. ≥ Iдлит. , где Uн.а. , Iн.а – номінальна напруга і струм автомата.
Запобіжники використовують для захисту джерел живлення від перевантажень і коротких замикань в силових ланцюгах і ланцюгах управління, для захисту і сигналізації. Розрізняють запобіжники з великою тепловою інерцією – свинцеві струмопровідні провідники і з малою тепловою інерцією – мідні провідники. У системах автоматики найбільш поширені мідні запобіжники.
У ланцюгах управління і сигналізації плавкі запобіжники вибираються по співвідношенню:
![]()
де ![]() найбільший сумарний струм, споживаний котушками реле і контакторів, сигнальними лампами при їх одночасній роботі;
найбільший сумарний струм, споживаний котушками реле і контакторів, сигнальними лампами при їх одночасній роботі; ![]() найбільший сумарний струм, споживаний котушками апаратів, що включаються одночасно.
найбільший сумарний струм, споживаний котушками апаратів, що включаються одночасно.
Розрахунок джерел живлення .
Для електроживлення задавачів, регуляторів, різних електронних і електромагнітних пристроїв автоматики використовуються джерела живлення постійного струму. Загальна структурна схема (рис.16.) джерела живлення постійного струму включає: трансформатор (Тр), випрямляч (В), фільтр (Ф), стабілізатор (Ст).

Рис. 16. Загальна структура джерела живлення.
Початковими даними для розрахунку трансформаторів є: тип і матеріал магнітопровода, амплітуда змінної індукції Вm, що становить 0,5...1,5 Тл і частота перемагнічування f; найбільше значення напруги E1 ≈ U1 ,; найбільше значення струму первинної обмотки I1 = Iн U2/(U1 ·η), де η = 0,84…0,96 – ККД трансформатора. Мета розрахунку – визначення типоразміру магнітопровода, число витків обмоток, коефіцієнт трансформації і перетину проводів.
Електричні виконавчі двигуни .
Необхідність перетворення змінного струму в постійний здорожує і ускладнює конструкцію електроприводів постійного струму. Вони менш надійні в експлуатації, чим безколекторні машини змінного струму.
Двофазні асинхронні двигуни.
У малопотужних стежачих системах і виконавчих механізмах переважно застосовують двофазні двигуни з короткозамкнутим ротором. Вони володіють невеликим моментом тертя. Потужність підсилювачів, необхідна для управління цими двигунами, менше потужності самих двигунів, оскільки частину потужності двигун отримує безпосередньо від джерела змінного струму
До недоліків двофазних двигунів в порівнянні з двигунами постійного струму відносять більший питомий об'єм на одиницю потужності і малий ККД. Проте простота їх конструкції забезпечує високу надійність в експлуатації.
Асинхронні двигуни потужністю до 600 Вт найчастіше живляться від однофазної мережі з фазозсувним конденсатором. При включенні трифазного двигуна в однофазну мережу можливі різні схеми включення.
Трифазні асинхронні двигуни.
Виконавчі двигуни змінного струму потужністю понад 500 Вт, як правило, трифазні і живляться від трифазної мережі через управляючі пристрої. Енергетичні і регулювальні властивості асинхронних двигунів изначаються електромагнітним обетовим моментом, і статичними характеристиками.
Виконавчі двигуни як об'єкти автоматичного управління.
Автоматичні системи з виконавчими електричними двигунами, як правило, розраховують на основі спрощених передавальних функцій, які визначають з інтегро-дифференційних рівнянь, що описують поведінку виконавчих двигунів в перехідних процесах. Проте вони дають можливість аналізувати стійкість і динамічні характеристики систем електроавтоматики з виконавчими двигунами в лінійному наближенні при малих відхиленнях координат щодо сталих значень.
Основними показниками виконавчих механізмів з постійною швидкістю переміщення виконавського органу, які необхідно враховувати при їх виборі, є:
а) максимальне середньодобове число включення в 1 год.;
б) момент на валу виконавчого двигуна;
в) потужність електродвигуна;
г) оптимальне передавальне відношення редуктора;
д) швидкість переміщення регулюючого органу.
Регулюючі органи .
Як регулюючі органи використовуються різні заслінки, засувки, клапани, крани, ножі тарілчастих живильників і тому подібне
Кінець кінцем, регулюючий орган змінює прохідний перетин (отвір) або опір на шляху проходження речовини або енергії в об'єкт управління. До основних характеристик регулюючих органів відносяться – переміщаюче зусилля, діапазон регулювання, витратна характеристика.
Витратною характеристикою називається залежність між зміною положення регулюючого органу у відсотках і витратою речовини, що подається в об'єкт. Витрата речовини, проте, залежить не тільки від положення регулюючого органу, але і від властивостей речовини, що подається, його щільності, в'язкості, від умов роботи регулюючого органу, зокрема натиску, опору середовища, перепаду тиску на регулюючому органі.
Витратні характеристики можуть бути лінійними і нелінійними. Найбільш переважна лінійна залежність між витратою, компоненту, що подається в об'єкт, і положенням регулюючого органу.
Якщо простим зчленуванням ВМ з РО не вдається добитися лінійності, то використовуються нелінійні зв'язки (зчленування) за допомогою профільованих кулачків і тяги для надання характеристики бажаної форми.
Найбільш простим видом РО є регулюючі крани, використовувані при управлінні витратою потоків води, а також в'язких і агресивних рідин.
Послідовність розрахунку гідравлічних виконавчих пристроїв.
Початковими даними для розрахунку є:
а) задане корисне навантаження Т на штоку поршня при робочому ході (вправо); при холостому ході навантаження відсутнє;
б) задана швидкість робочого ходу поршня Vп.
Порядок розрахунку.
1. Визначаємо робочий тиск приводу з нормалізованого ряду тиску (ГОСТ 356-59) Р, керуючись технологічними умовами, конструктивними особливостями машини, наявністю гідроапаратури.
2. Розраховуємо діаметр циліндра Д0 з умови:
![]()
враховуючи, що до 20% (0,2) потужності насосної станції витрачається на подолання опорів в гідравлічних магістралях і апаратури приводу, що управляє, на тертя у виконавчому механізмі і ущільненнях штока і поршня гідроциліндра:

3. Вибір основних параметрів гідроциліндрів, зокрема діаметрів поршнів і штоків, регламентується ГОСТ 6340-64. Тому отриманий діаметр Д0
слід округляти до найближчого стандартного значення (округлення проводиться, як правило, у бік збільшення) ![]() .
.
Діаметр штока dш визначається зазвичай з умови:
![]() .
.
Отримані dш також округляють до найближчого великого по ГОСТ 6540-64 dш .
4. Визначення раціонального діаметру трубопроводів гідроприводу d проводиться після підрахунку витрати Qмасла
, необхідної для забезпечення заданої швидкості поршня циліндрів діаметром ![]() :
:
![]() .
.
5. Швидкість перебігу рідини, що рекомендується, в трубопроводах при робочому тиску від 25 • 105 Н/м2 до 100 • 105 Н/м2 складає 3 – 6 м/сек, зростаючи із збільшенням тиску. Приймаючи цю швидкість в приводі машини Vр, визначуваний внутрішній діаметр трубопроводу з рівності:
![]() ,
,
звідки
 .
.
6. Отриманий діаметр також округляють до найближчого великого по ГОСТ 355-67 d*.
7. По отриманих орієнтовних розрахунках для монтажу системи вибирають по ГОСТ 8734-58 труб певного матеріалу, зовнішнього діаметру і товщини стінки, розраховані на експлуатацію при вибраному робочому тиску Р або нижче.
8. При виборі апаратури керуються допустимим тиском Р і витратою Q, які рекомендує завод – виготовник для кожного апарату. Вибирають найменування і типорозміри насосу, запобіжного клапана, фільтру, золотника, дроселя і зворотного клапана.
9. У відповідальних випадках після орієнтовного розрахунку необхідно провести перевірочні розрахунок приводу з метою визначення всіх втрат і провести коректування параметрів, які були отримані при орієнтовному розрахунку.
Послідовність розрахунку пневматичних виконавчих пристроїв.
Розрахунок параметрів і підбір апаратури пневмопривода (рис.17.) проводиться з наступних заданих умов:
а) корисне навантаження Т на штоку поршня при робочому ході (вправо); при холостому ході навантаження відсутнє;
б) стала швидкість руху поршня Vп.
Порядок розрахунку.

Рис. 17. Структурна схема пневмопривода:
1) Золотник; 2) Зворотні клапани; 3) Дроселі; 4) Пневмоциліндр.
1. Діаметр циліндра Д0 розраховується з умови:
![]() ,
,
звідки
 ,
,
де Р1 і Р2 – абсолютний тиск відповідно в лівій і правій порожнинах циліндра, Д0 – діаметр циліндра; k – коефіцієнт, що враховує втрати на тертя в циліндрі.
Площа штока з причини її незначної величини в порівнянні з площею поршня не враховується при розрахунку пневмопривода.
Тиск Р1 при достатньо великих прохідних перетинах трубопроводу можна вважати за рівний тиску Рс повітря в мережі.
Абсолютний тиск у вихідній порожнині циліндра рекомендується не менше 2 • 105 Н/м2 . Якщо до рівномірності швидкості руху поршня (особливо при змінного під час руху навантаження Т) пред'являються підвищені вимоги або вихлопна магістраль має великий опір, воно має бути збільшене.
Значення коефіцієнта k коливається в межах 1,15 ÷ 1.3 залежно від навантаження, зростаючи з її зменшенням.
2. Вибір основних параметрів пневмоприводов, зокрема діаметрів поршнів і штоків, регламентується ГОСТ 6540-64. Тому отриманий діаметр Д0
, слід округляти до найближчого великого стандартного значення ![]() .
.
3. Діаметр штока dш вибирають зазвичай з умови:
![]() .
.
Отриманий діаметр dш округляють до найближчого більшого по ГОСТ 6540-64.
4. Швидкість руху повітря, що рекомендується, в трубопроводах пневматичних приводів лінійно залежить від тиску. При Р = 1 • 105 Н/м2 вона не повинна перевищувати 40м/сек. При Р = 10 • 105 Н/м2 – її величина, що рекомендується, - не більше 16 м/сек. Значення допустимої швидкості Vдоп . при проміжних значеннях легко знайти за допомогою інтерполяції. Маючи це зважаючи на, з умови
![]()
можна знайти внутрішній діаметр d повітря трубопроводу, що підводить до циліндра:
 .
.
Отриманий діаметр трубопроводу округляють до найближчого більшого значення по ГОСТ 35567 і отримують d*.
5. Підбір апаратури здійснюється по тиску і витраті аналогічно підбору апаратури в гідроприводі.
Висновки
На цегляному заводі застосовується технологія пластичного формування, по якій виготовляють цеглу згідно ГОСТ 530-95.
Як АСР я вибрав систему регулювання температури в тунельній печі, в зоні випалення керамічної цегли. В результаті виконаної роботи я вибрав конкретні технічні засоби автоматизації, привів послідовності розрахунку електричних, гідравлічних і пневматичних виконавчих пристроїв. Засвоїв принципи розрахунку автоматизованої системи управління.
Таким чином, представив автоматизовану систему контролю технологічного процесу на сучасних цегляних заводах.
Дана автоматизована система керування технологічним процесом в тунельній печі не повністю автоматизована, оскільки охоплює тільки зону випалювання цегли. Шляхом віришення цієї проболеми я вбачаю в автоматизації інших зон печі, що потребує додаткових розробок.
Библиографічний список
1 С.Ж. Сайбулатов. “Производство керамического кирпича”. Москва. Стройиздат 1989.
2 В.С. Щербаков, А.А. Руппель, В.А.Глушец “Основы моделирования систем автоматического регулирования и электротехнических систем в среде MATLAB и Simulink”. Учебное пособие. Москва. 2003.
3 Коновалов Л.И., Петелин Д.П. Элементы и системы электроавтоматики. М., 1980. – 216 с.
4 Приборы и средства автоматизации. Каталог 1.1 Приборы для измерения и регулирования температуры. Часть I-II. АО (“Информприбор”).
5 http://www.owen.ru
Похожие рефераты:
Система автоматичного регулювання (САР) турбіни атомної електростанції
Електропоїзди постійного струму
Автоматизація котельні на ТЗВ "Волинь-Шифер"
Діагностика системи запалення ДВЗ
Двигун автомобіля ЗІЛ-130 (поршнева група)
Система технічного обслуговування сільськогосподарських машин
Розробка датчика температур на акустичних хвилях
Проект дільниці по технічному огляду та ремонту для двигуна автомобіля Chery Elara
Розробка технологічного процесу виготовлення деталі - "Корпус"
Оптимізація параметрів динамічної системи підресорювання корпуса БТР
Ділянка діагностики та ремонту ДВС у АТП на 350 автомобілів
Моделювання робочого процесу чотирьохтактного дизеля
Технічне обслуговування й ремонт електричних машин
Забруднення атмосферного повітря атомобільним транспортом в м. Києві