| Похожие рефераты | Скачать .docx |
Реферат: Многостаночное обслуживание, как важнейшее направление совершенствования труда на производстве
Многостаночное обслуживание как важнейшее направление совершенствования труда на производстве
Содержание
1. Определение многостаночного обслуживания
2. Графики многостаночного обслуживания
3. Метод обслуживания. Выбор метода обслуживания
4. Выбор рациональной планировки рабочего места. Проектирование маршрута обслуживания станков
5. Нормирование труда при многостаночной работе
Список использованных источников
1. Определение многостаночного обслуживания
Одним из важных направлений совершенствования разделения труда при современном уровне производства является многостаночное обслуживание. Многостаночным (многоагрегатным) обслуживанием называется одновременное обслуживание одним или группой рабочих нескольких станков (агрегатов) при выполнении всех необходимых ручных операций на каждом из них и активном наблюдении за их работой.
В основе многостаночного обслуживания лежит использование машинно-автоматической работы оборудования для выполнения ручных и машинно-ручных работ на других обслуживаемых рабочим машинах и переходов от одной машины к другой.
Это условие может быть выражено формулой:
n -1
Та ≥ Σ Tзан , (1.1)
1
где Та – время машинно-автоматической работы на данном станке;
n− число обслуживаемых станков;
n -1
Σ Tзан – время занятости рабочего на всех других станках и переходов к
1
ним.
Условия для применения многоагрегатного обслуживания возникают в результате комплексной механизации и автоматизации производства, когда отдельный технологический процесс (или часть его) в основном осуществляется на станке (агрегате) без непосредственного участия рабочего и тем самым у него высвобождается вpeмя для обслуживания других станков (агрегатов). Однако нередко оно экономически целесообразно и при нарушении этого баланса времени, в частности при дефиците рабочей силы, когда имеется свободное оборудование.
2. Графики многостаночного обслуживания
Основным графическим инструментом, позволяющим изучить и спроектировать многостаночного обслуживания являются графики многостаночного обслуживания – циклограммы.
С помощью циклограмм можно производить подбор и совмещение выполняемых рабочим-многостаночником операций. При организации многостаночного обслуживания очень важен подбор операций. Наиболее простым и эффективным является совмещение операций одинаковой длительности и равных (или кратных) по величине свободного машинного времени и времени занятости рабочего и времени работы оборудования (рис. 1, а).
Если же на станках выполняются операции равной длительности, но разные по величине ручного и машинно-автоматического времени, то выбор операций для совмещения будет зависеть от того, какое условие закладывается в расчет − загрузка оборудования или рабочего. Простоев оборудования не произойдет, если суммарная занятость рабочего будет меньше длительности цикла многостаночной работы. При равенстве суммарного времени занятости рабочего и цикла многостаночной работы рабочий будет полностью загружен, но могут быть перерывы в работе оборудования.

Рис. 1. Графики многостаночного обслуживания: а – при работе на станках-дублерах; б и в – при работе на станках с различной длительностью операций
При совмещении операций с различной длительностью выполнения могут иметь место два варианта:
− суммарное время занятости рабочего меньше продолжительности наиболее длительной операции; в этом случае время цикла считается равным времени выполнения этой операции и внутри цикла остается свободное время исполнителя; одновременно могут наблюдаться простои оборудования (рис. 2,б);
− суммарное время занятости рабочего превышает продолжительность наиболее длительной операции; в этом случае время цикла будет равным суммарному времени занятости рабочего и внутри цикла образуются перерывы в работе станков (рис. 1, в).
Более подробную характеристику вариантов организации многостаночного обслуживания дает рисунок 2.

Рис. 2. Графики многостаночного обслуживания
Построение графиков многостаночного обслуживания базируется на следующих расчетных основаниях.
Время, занятости рабочего обслуживанием одного станка Тз складывается из следующих элементов:
Тз = Тр + Тмр + Тан + Тобх ,(1.2)
где Тр − время выполнения ручных приемов операции, не перекрываемое машинным временем;
Тмр − время выполнения машинно-ручных приемов;
Тан − время активного наблюдения за работой станка;
Тобх − время на подход к станку.
Из данной формулы можно вывести интерпретированную формулу свободного машинного времени Тмс (формула 1.3) в виде:
Тмс = То – (Тмр + Тан + Тобх ),(1.3)
где То – основное (технологическое время).
Основное условие эффективной организации многостаночного обслуживания можно записать, как
Σ Тмс ≥ Σ Тз i или n-1 ≤ Σ Тмс / Тзрм ,(1.4)
где Σ Тмс − сумма свободного машинного времени по всем обслуживаемым станкам.
Если это соотношение coблюдается, то свободное машинное время по своей общей продолжительности оказывается достаточным для перекрытия общего времени занятости рабочего. Однако в этом случае при сторожевом обслуживании возможны случайные совпадения остановки станка по окончании времени машинной работы с временем занятости рабочего на другом станке. При несоблюдении этого соотношения будут возникать систематические перерывы в работе станков, так как свободное машинное время в этом случае оказывается недостаточным для перекрытия времени занятости рабочего.
3. Метод обслуживания. Выбор метода обслуживания
Наибольшее распространение в промышленности получили сторожевой, маршрутный и маршрутно-сторожевой методы многостаночного обслуживания.
При сторожевом методе рабочий выбирает наиболее удобное место для наблюдения за участком и подходит к станку по мере возникновения необходимости. Этот метод целесообразен при обслуживании небольшого количества станков или компактно расположенных автоматов. При большой зоне обслуживания необходимо наличие специальных сигнализирующих устройств от станков. При сторожевом методе рабочий, наблюдая за всеми станками, определяет необходимость их обслуживания. При этом возможны два варианта обслуживания:
− без приоритетов, когда станки обслуживаются в порядке времени возникновения требований;
− с приоритетами, когда очередность обслуживания определяется с учетом стоимости и степени загрузки станков.
При маршрутном методе рабочий обслуживает станки по заранее установленному маршруту. Подобный метод применяется повсеместно − в случае циклической или нециклической работы, но при большой зоне обслуживания.
Циклическое маршрутное обслуживание имеет место при детерминированном потоке требований на обслуживание. Данный метод наиболее широко распространен в машиностроительной промышленности при обслуживании станков-дублеров и станков, включенных в поточные линии.
В этих условиях, в зависимости от выполняемых на отдельных станках операций, возможны следующие варианты данного метода многостаночного обслуживания:
− обслуживание станков с одинаковой продолжительностью операций и одинаковым временем занятости (станки-дублеры). При этом могут иметь место следующие соотношения между занятостью рабочего и продолжительностью операции:
− обслуживание станков с одинаковой продолжительностью операций и одинаковым временем занятости, кратным оперативному времени;
− обслуживание станков с одинаковой продолжительностью операций и одинаковым временем занятости, не кратным оперативному времени;
Обслуживание станков с различной продолжительностью операций и разным временем занятости является наиболее общим для многостаночного обслуживания. В данном случае возникают кратковременные перерывы в работе станка и рабочего, зависящие от соотношения между суммарным временем занятости и максимальным оперативным временем. При этом возможны варианты: ΣТз i =Топ max, ΣТз i < Топ max, ΣТз i >Топ max.
При значительных различиях оперативного времени могут применяться сложные циклы: к части обслуживаемых станков один подход, а к другой части несколько подходов в течение одного цикла.
Маршрутное нециклическое обслуживание имеет место, если поток требований на обслуживание подчиняется закономерностям случайных (стохастических) процессов.
Наиболее широко такой метод обслуживания распространен в ткацком производстве предприятий текстильной промышленности при больших зонах обслуживания. В таких условиях работник следует по определенному маршруту и обслуживает встретившиеся ему станки, на которых возникла необходимость обслуживания.
Маршрутно-сторожевой метод является сочетанием первых двух методов: рабочий следует по определенному маршруту, однако, закончив обслуживание станка, он может вернуться к одному из станков, если на нем возникла необходимость в обслуживании. Он применяется преимущественно на хорошо обозреваемых участках.
Зоны обслуживания могут быть постоянными или постоянными с резервами. Наличие резервной зоны позволяет при временном отсутствии закрепленного рабочего обеспечить частичное использование имеющегося в ней оборудования.
С точки зрения функционального разделения труда возможны три варианта функций, осуществляемых многостаночников. Остальные функции возлагаются на наладчиков: в первом варианте – техническое обслуживание рабочего места и подготовительно-заключительная работа, во втором – подготовительно-заключительная работа.
При первом и втором вариантах, когда функции разделены между станочником и наладчиком, должно быть организовано взаимодействие между ними, которое имеет большое значение при нециклической системе обслуживания.
Выполнение многостаночником части функций наладчика, а наладчиком – части функций многостаночника способствует росту производительности труда, улучшению использования оборудования, повышению содержательности труда и квалификации многостаночников.
4. Выбор рациональной планировки рабочего места. Проектирование маршрута обслуживания станков
Важным фактором эффективной организации многостаночной работы является выбор рациональной планировки рабочего места многостаночника.
Расстановка оборудования и маршрут рабочего для обслуживания станков должны обеспечивать:
- свободный подход к каждому станку или агрегату;
- минимальное время на переходы рабочего от станка к станку (от агрегата к агрегату);
- прямую территориальную связь рабочей зоны с общими проходам и проездами, но без пересечения ими рабочей зоны;
- возможность свободного обзора всего обслуживаемого оборудования из любой точки маршрута рабочего.
На рис. 3 показаны способы расположения оборудования и маршруты рабочего при многостаночном обслуживании.
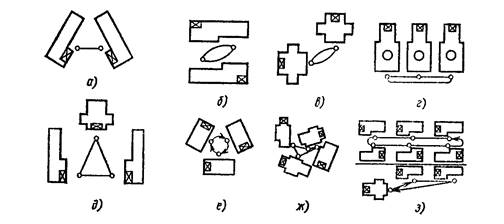
Рис. 3. Варианты расстановки оборудования и маршрутов рабочих при многостаночном обслуживании: а – угловое; б – параллельное; в – перпендикулярное; г – линейное; д – П-образное; е – кольцевое; ж – асимметричное; з – смешанное
Размещение оборудования на рабочем месте многостаночника осуществляется с учетом следующих условий. При обработке крупногабаритных и тяжелых деталей станки рекомендуется располагать в непосредственной близости друг от друга, параллельно или под некоторым углом друг к другу (рис. 3 а, б). Если рабочий обслуживает три станка, их располагают в виде буквы П или треугольника (рис. 3, д, е). Планировка группы станков (n > 3) строится таким образом, чтобы обеспечить кольцевой маршрут движения рабочего (рис. 3, ж, з).
Затраты времени рабочим на подходы к станкам занимают большой удельный вес в общем времени занятости рабочего. Поэтому определение рационального маршрута движения многостаночника является важным условием эффективной организации многостаночной работы. Даже при обслуживании только двух станков переходы рабочего от станка к станку составляют при различных вариантах их размещения от 2,75 до 6,25 м за один цикл, или от 2 до 5 км за смену. Например, при линейном расположении станков рабочему после окончания цикла приходится затрачивать дополнительное время на возврат к первому станку. Поэтому при обслуживании трех и более станков их целесообразно разместить так, чтобы рабочий совершал обходы по замкнутому (кольцевому) маршруту.
Маршрут многостаночника должен быть по возможности наиболее простым, без лишних поворотов, коротким и равномерным, учитывающим конкретные условия производства. Например, в текстильной промышленности маятниковые (односторонние) маршруты применяются при обслуживании механизмов (веретен), расположенных по одной стороне мотальных, тростильных и крутильных машин. Работница продвигается вдоль машины слева направо и возвращается справа налево.
Кольцевой (круговой) маршрут устанавливается при обслуживании механизмов, расположенных с обеих сторон машины (например, на прядильных машинах). При обслуживании автоматических ткацких станков, расположенных в несколько рядов, применяется возвратный маршрут, при котором работница обходит сначала все станки с переднего плана (по полотнам), затем возвращается, обходя их со стороны основ. Поперечно-кольцевой маршрут устанавливается при большом фронте работы. В данном случае работница перемешается по замкнутому кругу по основным проходам между рядами станков, подходя к тому из них, который требует обслуживания. Это наиболее короткий маршрут, но тогда станки не находятся под постоянным наблюдением.
Все рабочие приемы многостаночника должны быть четко спланированы, особенно циклически повторяемые технологические действия (например, установка и снятие детали, съем наработанной пряжи или ткани и т. д.), чтобы снизить до минимума простои оборудования.
Таким образом, для условий циклического обслуживания чаще используют кольцевые маршруты, исключающие возвратные подходы к станкам. При сторожевом обслуживании возвратные подходы к станкам отсутствуют, поэтому при небольшом числе станков (n < 5) целесообразно линейное расположение оборудования, а при большом − кольцевое.
Следует также добавить, что в настоящее время лучшие возможности для рациональной организации многостаночного обслуживания создаются на поточных линиях со свободным ритмом и непрерывно движущимся подвесным конвейером. Такие системы, применяемые на станочных поточных линиях, имеют ряд преимуществ при организации многостаночного обслуживания.
Во-первых, имеется возможность подобрать для рабочего места многостаночника такой комплект оборудования, при котором обеспечивается оптимальная загрузка рабочего активной работой.
Во-вторых, расположение межоперационных заделов на конвейере устраняет необходимость их хранения на рабочем месте, облегчает передвижение многостаночника, рабочие места становятся компактнее.
В-третьих, устраняется неблагоприятное влияние принудительного ритма на рабочего.
В настоящее время в результате роста фондовооруженности труда и дефицита рабочей силы распространение получает многостаночное обслуживание не только автоматического и полуавтоматического, но и универсального оборудования.
При организации многостаночного обслуживания на универсальных станках желательны следующие варианты сочетания оборудования на рабочем месте:
- крупный ( основной) станок с длительным машинным временен сочетается с небольшим (дополнительным) станком, на котором штучное время значительно меньше машинного времени на основном станке;
- универсальный станок сочетается с автоматическими или полуавтоматическими;
- несколько крупных станков обслуживаются бригадой, в состав которой входят рабочие-станочники и их помощники.
Критерием выбора рационального маршрута являются затраты времени рабочим на подходы к станкам. Время, затрачиваемое многостаночником на переходы (подходы) к станкам Тобх определяется по формулам:
- при кольцевом расположении оборудования и циклическом обслуживании Тобх = nlc * 0,015 мин;
- при линейном расположении оборудования и циклическом обслуживании
Тобх =2l(n− 1) 0,15 мин;
- при нециклическом обслуживании среднее время перехода от станка к станку можно определить по эмпирической зависимости
Тобх = l [1 + 0,333 (n — 2)] 0,015 мин.
В этих формулах l − среднее расстояние между станками;
n− число обслуживаемых станков;
0,015 − время, необходимое рабочему для прохождения 1 м пути.
Производительность труда рабочих-многостаночников в значительной степени зависит от организации системы обслуживания рабочих мест. Обслуживание рабочих мест должно быть, построено таким образом, чтобы большинство функций (наладка, регулирование, подача деталей и т. п.) выполнялись вспомогательными рабочими. При организации многостаночного обслуживания часто возникает необходимость в совмещении профессий рабочим-многостаночником, поэтому заранее предусматриваются мероприятия по освоению рабочими смежных профессий.
Эффективность организации многостаночного обслуживания можно оценить с помощью коэффициентов:
загрузки рабочего
Кзаг раб = (Тц – Тпр ) / Тц ;(1.5)
загрузки станков
Кзаг ст = (nТц − Тпс ) / (nТц ).(1.6)
5. Нормирование труда при многостаночной работе
В общем случае при нормировании многостаночных работ необходимо решить три основные задачи:
1) найти оптимальные нормы обслуживания и численности для операторов и наладчиков с учетом взаимодействия между ними и особенностей бригадной работы;
2) определить длительность цикла изготовления единицы продукции на одном станке с учетом его возможных простоев в ожидании обслуживания рабочими. Эта величина называется нормой длительности. Она характеризует станкоемкость единицы продукции по данной операции и измеряется в единицах времени: сек, мин и т.п.
3) установить норму времени на единицу продукции для рабочих каждой группы исходя из норм длительности, обслуживания и численности. Нормы времени характеризуют трудоемкость единицы продукции по данной операции и измеряются в человеко-секундах, человеко-минутах и т.д.
Установление нормы обслуживания.
Основой расчетов при организации многостаночного обслуживания является определение минимально необходимого числа станков (агрегатов), которое обеспечивает полную занятость рабочего (производственной бригады) в течение цикла многостаночного обслуживания. Число обслуживаемых станков определяется исходя из основного условия организации многостаночного обслуживания (формула 2.4) и для варианта объединения в группу для многостаночного обслуживания станков-дублеров и станков с равной длительностью операций (рис. 3, а, б) подсчитывается по формуле
n = Тмс Кд / Тз + 1.(1.7)
Во всех других случаях (рис. 3, в — д) при циклическом обслуживании количество станков в группе составляет
n
n = Σ Тмс Кд / Тзрм + 1.(1.8)
1
В этих формулах Kд − коэффициент, учитывающий колебания затрат времени у рабочего при выполнении трудовых процессов и необходимое время Показателем степени занятости рабочего-многостаночника активной работой является коэффициент занятости Кз , выражающий отношение времени занятости рабочего к оперативному времени. Коэффициент оптимальной занятости Кд.з. устанавливается исходя из указанного выше критерия (см.табл.1). Его применение при проектировании многостаночного обслуживания дает возможность рабочему использовать микропаузы в работе, предупреждающие повышенное утомление.
С учетом определенных колебаний затрат времени при выполнении ручных элементов работы и необходимости создания некоторых микропауз в работе многостаночников формула примет вид для станков-дублеров, т.е. станков с одинаковой продолжительностью операций
n = (Тмс / Тз + 1) * Кд.з ;(1.9)
для станков с различной продолжительностью выполняемых операций
n = (ΣТмс / Тз.р.м + 1) * Кд.з ,(1.10)
где ΣТмс − сумма машинно-свободного времени на всех станках;
Кд.з − коэффициент оптимальной занятости, при которой достигается наибольшая производительность рабочего-многостаночника, а тяжесть труда находится в нормативных пределах;
Тз.р.м. − время занятости многостаночника на рабочем месте (то есть на всех обслуживаемых станках).
Таблица 1 Значения коэффициента оптимальной занятости в зависимости от условий труда
| Показатель условий труда, баллы | Показатель утомления У, отн. ед. | Коэффициент оптимальной занятости Кд.з. |
9-14 15-20 21-26 27-32 33-38 |
от -6 до -20 от -21 до -35 от -36 до -50 от -51 до -65 от -66 до -80 |
0,9 0,85 0,8 0,75 0,7 |
Коэффициент Кд.з устанавливается отраслевыми организациями, как правило, в следующих пределах:
а) однородные систематически выполняемые работы на автоматическом оборудовании (ткацкое и прядильное производства в текстильной промышленности, станочные поточные линии в машиностроении и т, д.) − 0,85 − 0,95;
б) неоднородные технологические операции при изменяющейся номенклатуре изготавливаемых деталей или другой продукции, выполняемые на: автоматическом оборудовании − 0,8 − 0,9; полуавтоматическом оборудовании − 0,75 − 0,85; универсальном неавтоматизированном оборудовании − 0,7 − 0,8.
При неблагоприятных условиях труда (большие физические и нервно-эмоциональные нагрузки, неблагоприятные санитарно-гигиенические условия труда и др.) значение Кд.з ограничивается следующими пределами: для третьей категории тяжести труда − 0,8, четвертой категории − 0,75, пятой категории − 0,7.
При формировании многостаночного рабочего места из технологически разнородного оборудования подбор станков осуществляется на основании расчетов коэффициента занятости рабочего Кзан по каждому станку
Кзан = Тз / Топ .(1.11)Сумма Кзан по всем обслуживаемым станкам должна быть близка к единице, но не больше.
Организация многостаночных рабочих мест, имеющихся в составе поточных линий, осуществляется с учетом согласования занятости рабочего на рабочем мест с тактом r поточной линии:
Тзрм ≈ Тц ≈ r.(1.12)
Определение длительности цикла обслуживания.
Важным понятием в организации многостаночного обслуживания является цикл многостаночного обслуживания.
Цикл многостаночного обслуживания Тц — это период времени, в течение которого рабочий регулярно выполняет весь комплекс работ по обслуживанию всех станков, объединенных в группу. Если рабочий не имеет свободного времени при обслуживании, то время цикла многостаночного обслуживания равно сумме затрат времени на обслуживание всех станков в группе:
Тц = Тзрм .(1.13)
Такой случай характерен для обслуживания станков-дублеров (рис. 3, а) и для станков, на которых выполняются операции равной длительности (рис. 3, 6).
При циклическом обслуживании станков, имеющих не равную, но кратную длительность операций (рис. 3, в), возможно наличие свободного времени у рабочего. Длительность свободного времени рабочего Тпр в этом случае определяется по формуле
Tпр = Tц – Тзрм .(1.14)
Циклическое обслуживание станков, на которых выполняются операции с неравной и некратной длительностью (рис. 3, г), а также для многоподходных
операций (рис. 3, д) характерно наличие простоев у станков и свободного времени у рабочего. Цикл многостаночного обслуживания в этом случае определяют сравнением наибольшей величины оперативного времени у обслуживаемых станков и времени занятости рабочего места. Та из сравниваемых величин, которая является наибольшей, и определяет длительность цикла многостаночного обслуживания. Время простоя станков Tпс за цикл многостаночного обслуживания рассчитывают по формуле
i
Tпс = nТц – ΣТоп i ,(1.15)
1
где Топ − оперативное время работы на одном станке.
Определить продолжительность цикла для многостаночного обслуживания можно с помощью циклограмм
При нециклическом обслуживании возникают такие моменты, когда на одном или нескольких обслуживаемых станках закончилась машинная работа, в то время как рабочий занят обслуживанием другого станка. При этом станки в течение одних отрезков времени ожидают обслуживания, а в течение некоторых других рабочий имеет свободное время. Время цикла (условного) можно определить как сумму:
Тц = Тмс + Тз + Тпс = Топ + Тпс , мин.(1.16)
где Тпс – время перерывов в работе станка вседствие ожидания, отнесенное к одному циклу, мин.
Свободное машинное время и время занятости рабочего определяется также, как и при обслуживании рабочим одного станка.
Время перерывов в работе станка вследствие ожидания обслуживания определено с использованием математической теории массового обслуживания, которая позволяет рассчитать значение времени простоев станка из-за ожидания обслуживания нескольких станков одним или несколькими рабочими. Теория массового обслуживания позволяет также определить величину свободного времени у рабочих, обслуживающих оборудование в те периоды времени, когда все станки работают и не требуют обслуживания.
Для решения этой задачи можно воспользоваться отношением времени цикла к оперативному времени, которое будет называться коэффициентом совпадения (Кс ):
Кс = Тц / Топ = (Тмс + Тз + Тпс ) / (Тмс + Тз ) = n / (n – nож ), (1.17)
где n – общее количество станков, обслуживаемых рабочим (группой);
nож – среднее количество станков, ожидающих обслуживания.
На заключительном этапе организации многостаночного обслуживания рассчитывают норму штучного времени и норму выработки.
Для условий многостаночного обслуживания применяется типовая структура нормы штучного времени:
Тш = Топ + Ттех + Торг + Тотл .(1.18)
Однако в расчетах каждого элемента имеются некоторые особенности. Оперативное время включает основное технологическое время Тз и время занятости рабочего Тз не перекрываемое технологическим временем работы на данном станке.
Время занятости рабочего Тз определяется как сумма времени:
Тз = Тр + Тмр + Тан + Тобх ,(1.19)
где Тан − время активного наблюдения за ходом работы на станке.
Основное технологическое время То , ручное время Тр и машинно-ручное время Тмр определяются по соответствующим нормативам аналогично определенно времени при одностаночной работе.
Время активного наблюдения за ходом работы на станках Тан для условий серийного и крупносерийного производства берется равным 5 % от основного технологического времени. Для токарных автоматов и полуавтоматов время активного наблюдения определяется по данным табл. 2.
Таблица 2 Время активного наблюдения за работой на токарных автоматах и полуавтоматах
| Автомат | Число работающих инструментов | |||||
| 2 | 4 | 6 | 8 | 10 | 12 | |
| Время активного наблюдения, % от То | ||||||
Одношпиндельный Четырехшпиндельный Шестишпиндельный Восьминшпиндельный |
5,0 6,0 − − |
5,5 7,0 7,5 − |
6 8 8 10 |
7 9 10 11 |
− 10 12 13 |
− 12 14 17 |
Время на обход оборудования Тобх можно определять, пользуясь формулами, приведенными ранее.
Оперативное время изготовления одной детали определяется по формулам:
при использовании станков-дублеров
Т’оп = Тц / m,(1.20)
где m − число деталей, изготовляемых в течение цикла многостаночного обслуживания;
при совмещении операций неравной и некратной длительности
Т’оп = Тц / (mКс ),(1.21)
где Кс − коэффициент для условий нециклического обслуживания, учитывающий совпадение времени окончания работы одного из станков с временем занятости рабочего на других станках (определяется по нормативам).
Время организационного обслуживания рабочего места Т’орг в процентах от времени оперативной работы Топ определяется по формуле
n
Т’орг = Σαорг i Т’оп / 100,(1.22)
где αорг −время организационного обслуживания рабочего места, % от времени оперативной работы;
n − число обслуживаемых станков.
При определении времени технического обслуживания рабочего места Ттех следует учитывать, что при многостаночной работе периоды стойкости инструментов принимаются большими, чем при работе на одном станке, так как обработка часто осуществляется на пониженных режимах. Соответственно уменьшается и время технического обслуживания рабочего места. Это изменение времени технического обслуживания рабочего места учитывается с помощью коэффициента Кт , который зависит от числа обслуживаемых станков и определяется по следующим данным:
Число станков 2 3 5 6 7 и более |
| Кт 0,7 0,52 0,38 0,35 0,32 |
Время технического обслуживания рабочего места в расчете на одну деталь определяется по формулам:
для условий крупносерийного и массового производства
n
Т’тех = Кт / mΣβтех i То / 100; (1.23)
1
для условий серийного и мелкосерийного производства
n
Т’тех = Кт / mΣ αтех i Т’оп /100, (1.24)
1
где αтех − время технического обслуживания рабочего места, % от времени оперативной работы при многостаночном обслуживании;
βтех − время технического обслуживания рабочего места, % от основного (технологического) времени.
То – основное технологическое время;
Т’оп – оперативное время изготовления 1-й детали.
Время на отдых и личные надобности в расчете на одну деталь определяется по формуле
Т’отл = αотл / m * Tц / 100,(1.25)
где αотл − время на отдых и личные надобности, % от времени цикла многостаночного обслуживания Тц ;
m −число деталей, изготовляемых за цикл.
Список использованных источников
1. Смирнов Е. Л. Справочное пособие по НОТ.-3е изд. / Смирнов Е. Л. – М.: Экономика,1986.-399 с.
2. Основы научной организации труда на предприятии: Учеб. пособие для высш. профсоюз. школ / Под общ. ред. И.А. Полякова. – 2-е изд.. испр. и доп. – М.: Профиздат, 1987. – 376 с.
3. Вшивков А.А., Суман П.Р. Менеджмент: управление предприятием: Учебное пособие / Под общ. ред. А.А. Вшивкова. 2001. – 254 с.
4. Генкин Б.М. Введение в теорию эффективности труда: Учебное пособие для инженеров-экономистов. – СПб.: Изд-во СПбГИЭА, 1992 – 79 с.
5. Пятибратов А.П. Человеко-машинные системы: эффект эргономического обеспечения. – М.: Экономика, 1987 – 199 с.
Похожие рефераты:
Проект организации многостаночного обслуживания
Организация труда многостаночного обслуживания
Принципы организации многостаночного обслуживания на промышленном предприятии
Организация и нормирование труда
Основные принципы организации и функционирования производства на машиностроительном предприятии
Модернизация приемной коробки станка СТБ 2-250
Организация труда при многостаночной работе
Устранение слабых сторон заводского технологического процесса
Разработка технологических процессов на механическую обработку вала первичного
Разработка вопросов организации труда для прядильного и ткацкого производства
Лекции по текстильному производству
Проектирование цеха ремонта поршневых компрессоров
Организация и планирование поточной линии обработки детали для массового производства