| Похожие рефераты | Скачать .docx |
Курсовая работа: Организация и планирование поточной линии обработки детали для массового производства
КУРСОВАЯ РАБОТА
по организации производства
на тему «Организация и планирование поточной линии обработки детали для массового производства»
Введение
Организация производства – это координация во времени и пространстве всех материальных и трудовых ресурсов с целью получения максимального эффекта.
Начальным этапом организации производства является разработка генерального плана.
При разработке генерального плана учитывают:
- прямоточность продуктов питания;
- использование технологического транспорта;
- сокращение протяженности коммуникаций;
- учет рельефа мощности;
- учет характера производства.
Тип производства предопределяет структуру предприятий и цехов, характер загрузки рабочих мест и движение предметов труда в процессе производства. Каждый тип производства имеет свои особенности организации производства и труда, применяемого оборудования и технологических процессов, состава и квалификации кадров, а также материально-технического обеспечения. Применительно к конкретному типу производства строится система планирования и учета. Следовательно, правильный выбор типа производства является, чуть ли не самым важным этапом, предопределяющим дальнейшее развитие промышленного предприятия.
Основные направления совершенствования структуры организации производства на промышленных предприятиях:
1) определение оптимальных размеров предприятия;
2) укрупнение специализации основного производства;
3) расширение кооперации по обслуживанию основного производства;
В зависимости от особенностей производственных процессов и типа производства применяется определенный метод организации производства.
Метод организации производства — это способ осуществления производственного процесса, представляющий собой совокупность средств и приемов его реализации и характеризующийся рядом признаков, главными из которых являются взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования и степень непрерывности производственного процесса.
Существует три метода организации производства:
1) непоточный (единичный);
2) поточный;
3) автоматизированный.
Из всех методов организации производства наиболее совершенным по своей четкости и законченности является поточный, при котором предмет труда в процессе обработки следует по установленному кратчайшему маршруту с заранее фиксированным темпом.
Организация поточного производства предусматривает проведение ряда организационно-технических мероприятий и расчета показателей работы линии. Высокие требования предъявляются к выбору и размещению оборудования, качеству и точности оснастки, качеству материалов, отработанности конструкции и прогрессивности технологических процессов, обслуживанию основного производства, планированию и учету. Конструкция изделий должна быть отработана, стабильна, с широким применением стандартных и унифицированных деталей и узлов, большое значение имеет технологичность конструкции, обеспечивающая минимальную трудоемкость и себестоимость ее изготовления, минимальную материалоемкость; конструкция изделия должна быть разработана на принципе взаимозаменяемости дёталей и узлов; высокое качество конструкции должно способствовать ее устойчивости.
В процессе выполнения курсового проекта (работы) необходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки.
1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ, ОБОСНОВАНИЕ ТИПА ПРОИЗВОДСТВА И ФОРМЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
1.1 Краткое описание объекта производства
В данном курсовом проекте разрабатывается организация производства вала, который входит в состав сборочной единицы - насос роторный ВЗ-ОР2-А2, предназначенный для перекачивания по трубам вязких молочных продуктов с t не более 90 С0 . Может применяться для перекачивания и других пищевых и не пищевых продуктов, подобных по вязкости и химической активности. В насосе деталь выполнят функцию ведущего вала, который получает крутящий момент от зубчатого колеса 1 и передаёт его шестерне 2 и рабочей шестерне 3.
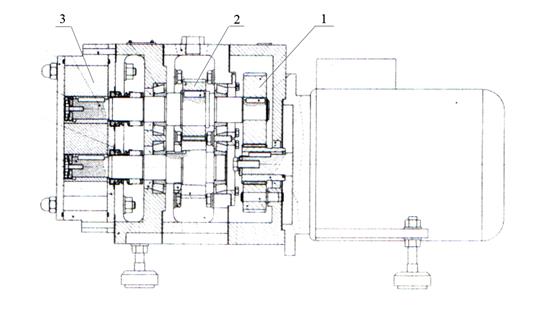
Рисунок 1.1 – Сборочный чертёж роторного насоса ВЗ-ОР2-А2
Для изготовления детали используется сталь 14Х17Н2 ГОСТ 5632-72. Выбор данной стали, оправдан её коррозионной стойкостью, так как в процессе работы вал будет контактировать с перекачиваемыми молочными продуктами.
В качестве заготовки используется поковка, полученная штамповкой на КГШП. Технологический процесс, включает такие операции как Фрезерно-центровальная, токарная с ЧПУ, шпоночно-фрезерная, шлифовальная, полировальная.
1.2 Характеристика вариантов технологического процесса
Для производства заданных деталей в качестве возможных рассматриваются базовый и новый варианты технологических процессов.
Характеристики рассматриваемых технологических вариантов приведены в таблицах 1.1 и 1.2.
Таблица 1.1 - Анализ базового технологического процесса
| Элементы анализаобщие | Значения анализируемых параметров |
Обеспечение изготовления деталей в заданном объеме |
+ |
Обеспечение качества |
+ |
Возможность механизации загрузки деталей |
+ |
Условия труда |
хор |
| Профессиональный состав рабочих | 2-й разряд |
| Элементы анализа по операциям | |
1-я операция: |
|
Наименование |
Отрезная |
Станок |
8252 |
Основное время |
0,5 |
Штучное время |
3,01 |
2-я операция: |
|
Наименование |
Токарная |
Станок |
16К20 |
Основное время |
2,1 |
Штучное время |
4,5 |
3-я операция: |
|
Наименование |
Токарная |
Станок |
16К20 |
Основное время |
2,1 |
Штучное время |
4,5 |
4-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,41 |
Штучное время |
11,6 |
5-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,21 |
Штучное время |
7 |
6-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,32 |
Штучное время |
9,1 |
7-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,13 |
Штучное время |
4,1 |
8-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,13 |
Штучное время |
4,1 |
9-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,31 |
Штучное время |
2,1 41 |
10-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,85 |
Штучное время |
3,5 41 |
11-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,33 |
Штучное время |
2,3 41 |
12-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,71 |
Штучное время |
2,5 41 |
13-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
0,86 |
Штучное время |
4 41 |
14-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
0,86 |
Штучное время |
4 41 |
15-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
2,45 |
Штучное время |
6,5 41 |
16-я операция: |
|
| Наименование | Фрезерная |
Станок |
692Р |
Основное время |
2,9 |
Штучное время |
9,2 41 |
17-я операция: |
|
| Наименование | Фрезерная |
Станок |
692Р |
Основное время |
3,1 |
Штучное время |
9,4 41 |
18-я операция: |
|
| Наименование | Фрезерная |
Станок |
692Р |
Основное время |
1,9 |
Штучное время |
8,2 41 |
19-я операция: |
|
| Наименование | Токарная |
Станок |
16К20 |
Основное время |
0,26 |
Штучное время |
1,7 |
20-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
1,31 |
Штучное время |
5,3 41 |
21-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
3,56 |
Штучное время |
9,8 41 |
22-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
1,34 |
Штучное время |
5,65 41 |
23-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
2,56 |
Штучное время |
6,95 41 |
24-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
3,5 |
Штучное время |
10,95 41 |
25-я операция: |
|
| Наименование | Шлифовальная |
Станок |
3М174 |
Основное время |
2,3 |
Штучное время |
6,7 41 |
26-я операция: |
|
| Наименование | Полировальная |
Станок |
35853 |
Основное время |
1,01 |
Штучное время |
4,05 41 |
Таблица 1.2 — Анализ нового технологического процесса
| Элементы анализаобщие | Значения анализируемых параметров |
Обеспечение изготовления деталей в заданном объеме |
+ |
Обеспечение качества |
+ |
Возможность механизации загрузки деталей |
+ |
Условия труда |
хор |
| Профессиональный состав рабочих | 2-й разряд |
| Элементы анализа по операциям | |
1-я операция: |
|
Наименование |
Фрезерно-центровальная |
Станок |
МР-71М |
Основное время |
0,38 |
Штучное время |
0,91 |
2-я операция: |
|
Наименование |
Токарная с ЧПУ |
Станок |
16Б16Т1 |
Основное время |
3,98 |
Штучное время |
5,59 |
3-я операция: |
|
Наименование |
Шпоночно-фрезеоная |
Станок |
692М |
Основное время |
4,36 |
Штучное время |
5,33 |
4-я операция: |
|
| Наименование | Шпоночно-фрезерная |
Станок |
692М |
Основное время |
1,7 |
Штучное время |
2,3 |
5-я операция: |
|
| Наименование | Кругло-торцешлифовальная |
Станок |
3Т153Е |
Основное время |
0,1 |
Штучное время |
1,59 |
6-я операция: |
|
| Наименование | Круглошлифовальная |
Станок |
3М151 |
Основное время |
0,05 |
Штучное время |
0,64 |
7-я операция: |
|
| Наименование | Круглошлифовальная |
Станок |
3М151 |
Основное время |
0,05 |
Штучное время |
0,64 |
8-я операция: |
|
| Наименование | Кругло-торцешлифовальная |
Станок |
3Т153Е |
Основное время |
0,06 |
Штучное время |
0,65 |
9-я операция: |
|
| Наименование | Круглошлифовальная |
Станок |
3М151 |
Основное время |
0,03 |
Штучное время |
0,62 |
10-я операция: |
|
| Наименование | Полировальная |
Станок |
3Б583 |
Основное время |
3,2 |
Штучное время |
3,8 |
11-я операция: |
|
| Наименование | Полировальная |
Станок |
3Б583 |
Основное время |
2,2 |
Анализируя предлагаемые варианты технологических процессов устанавливаем, что оба из рассматриваемых вариантов обеспечивают выпуск деталей в заданном объеме и в полном соответствии с техническими условиями, но новый вариант (I) технологического процесса основан на применении станка с ЧПУ, что обеспечивает лучшие условия труда, сокращение длительности производственного цикла, обеспечение непрерывности и ритмичности производства. Квалификация рабочих в обоих из рассматриваемых вариантов находится на одном уровне.
Исходя из приведенных характеристик, учитывая выявленные достоинства и недостатки обоих рассматриваемых вариантов, для дальнейшего проектирования принимаем новый вариант технологического процесса.
2 РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ И ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ОДНОПРЕДМЕТНОЙ ПОТОЧНОЙ ЛИНИИ
2.1 Расчет такта поточной линии
Такт поточной линии — средний интервал времени между выпуском обрабатываемых деталей — рассчитывается исходя из максимальной годовой программы выпуска деталей.
На однопредметной поточной линии такт потока
 , (мин/шт.), (3.1)
, (мин/шт.), (3.1)
где Фд — действительный фонд времени работы линии в планируемом периоде, ч;
N в — программа выпуска деталей, шт.
Действительный фонд времени работы оборудования зависит от вида оборудования, его ремонтной сложности и, следовательно, среднего простоя его в ремонте, сложности наладки и подналадки.
Действительный фонд времени определяется по формуле:
![]() , (час.), (3.2)
, (час.), (3.2)
где Фн — номинальный фонд времени работы поточной линии при двухсменной работе, ч;
a р — коэффициент, учитывающий потери времени, связанные с проведением плановых ремонтов и всех видов обслуживания (0.03...0.07);
a н — коэффициент, учитывающий потери времени на настройку и подналадку оборудования во время рабочих смен (0,05...0,1).
![]() =4015[1-(0.05+0.05)]= 3613,5 час.
=4015[1-(0.05+0.05)]= 3613,5 час.
![]() мин/шт
мин/шт
2.2 Расчет потребного количества рабочих мест
В поточном производстве потребное количество рабочих мест (оборудования) определяется для каждой технологической операции. Первоначально определяют расчетное число рабочих мест (тр i ):
![]() , (шт.), (3.3)
, (шт.), (3.3)
где t шт i — норма штучного времени на i-й операции, мин;
r — такт потока, мин.
![]()
Принимаем ![]() 1.
1.
Аналогично рассчитываем число рабочих мест для остальных операций. Результаты сведем в таблицу 2.1.
Коэффициент загрузки рабочих мест определяется в процентах по каждой операции технологического процесса и по линии в целом:
- по операциям
 ;
;
- по линии в целом
 ,
,
где Ко — количество операций.
Полученные значения заносим в таблицу 2.1.
Таблица 2.1. — Расчет количества рабочих мест
| Номер операции | Наименование операции | Наименование оборудования | Параметры | |||
| tшт | тр | тпр | kз | |||
| 1 | Отрезная | 8Б72 | 0,612 | 0,565 | 1 | 56,5 |
| 2 | Токарная с ЧПУ | 16Б16Т1 | 3,38 | 3,11 | 3 | 104 |
| 3 | Токарная с ЧПУ | 16Б16Т1 | 0,775 | 0,75 | 1 | 75 |
| 4 | Вертикально-протяжная | 7Б66 | 1,02 | 0,94 | 1 | 94 |
| Итого: | 5,787 | 5,37 | 6 | 82,375 | ||
2.3 Выбор вида поточной линии
При проектировании поточной линии ограничиваемся предварительной синхронизацией, при которой длительность обработки деталей на данной операции может отклоняться от такта потока в пределах 8-10%. Окончательная же синхронизация достигается в период освоения и отладки работы линии в производственных условиях.
. Расчленять и перераспределять станочные операции трудно, а иногда просто невозможно. Поэтому для применения непрерывно-поточной линии необходимо выявить возможность синхронизации по занятости рабочего в течение такта потока или кратной ему величины, при наличии простоя недогруженных станков. В этом случае синхронизация может достигаться при выполнении условия:
![]() или
или ![]() ,
,
где Нпрi — принятая норма обслуживания станков одним оператором.
Оперативное время (toi ) на операции составляет 5,4 минуты, а такт потока r = 1,084мин., то moi = 5,4/1,084 = 4,99, m пр i = 5. Занятость рабочего 1,074 мин. То Нрi = 5,05, а Нпрi =5. Таким образом, при параллельном обслуживании 5-и станков за 5 тактов потока (5,42 мин.) рабочий занят 5,37 мин., и поэтому линия может быть принята непрерывно-поточной.
Длина непосредственно рабочей части конвейера Lp определяется по формуле:
![]() ,(м),
,(м),
где Ко — число операций;
l — шаг конвейера (расстояние между предметами на линии, м).
![]() 2*6=12 м
2*6=12 м
Скорость конвейераv определяется:
![]() м/мин,
м/мин,
![]() 2/1,084=1,85 м/мин
2/1,084=1,85 м/мин
Наиболее удобной является скорость до 3 м/мин. Условие выполняется, т.к. v<3 м/мин
2.4 Разработка стандарт-плана линии
По степени непрерывности процесса производства поточные линии массового производства делятся на непрерывно-поточные и прерывно-поточные. Непрерывно-поточный процесс производства характеризуется синхронностью продолжительности выполнения каждой операции с тактом потока. При такой организации процесса производства за каждый такт с линии сходит одна деталь.
Cтандарт-план работы непрерывно-поточной линии регламентирует расстановку рабочих по операциям, определяет загрузку рабочих и оборудования. Стандарт-план определяет способ и период передачи деталей с операции на операцию (по одной детали или транспортными партиями, через такт или через несколько тактов), периодичность и количество подач заготовок на первую операцию.
Стандарт-план работы непрерывно-поточной линии составляется на такой отрезок времени, который достаточен для выявления повторяемости процесса производства на данной линии. Разработанный стандарт-план актуален на протяжении такого отрезка календарного времени, пока в производственной программе не произойдут существенные изменения.
2.5 Расчет заделов на линии
Технологический задел — это количество деталей, находящихся в данный момент в процессе обработки, или заготовок, установленных на станках:
![]() , (шт.),
, (шт.),
где Кр.м — количество рабочих мест (станков) на линии;
пуст i — количество одновременно обрабатываемых деталей или установленных заготовок на i-м рабочем месте.
![]() 6 шт.
6 шт.
Транспортный задел — количество деталей или заготовок, которые находятся в процессе передачи с одной операции на другую. Он зависит от степени синхронности смежных операций.
![]() ;
;
где тпр i — количество единиц оборудования или рабочих мест на i-й операции;
![]() 1+3+1=5 шт.
1+3+1=5 шт.
Zобщ=Zтех +Zтр =6+5=11 шт.
3 ОБСЛУЖИВАНИЕ РАБОЧИХ МЕСТ
3.1 Расчет численности рабочих
Расчет численности рабочих основного производства можно производить двумя методами: по числу рабочих мест и по трудоемкости работ. На поточных линиях применяется первый метод. Если станочник работает на одном станке, занятость рабочего в течении смены будет соответствовать загрузке рабочих мест. Так рассчитывается явочное число рабочих, которые должны ежедневно выходить на работу в плановом периоде. Списочное число рабочих — это число рабочих, которые должны обеспечить функционирование оборудования в течение плановой продолжительности его работы:
 ,
,
где Чяв — число рабочих, чел.;
Фд — действительный фонд времени работы оборудования, ч;
Фэф — эффективный фонд рабочего времени одного работающего, ч.
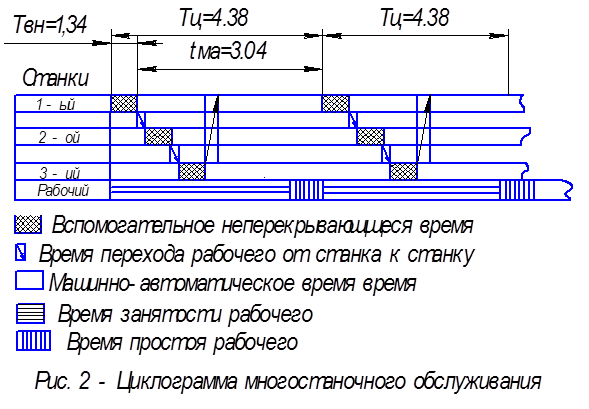
Коэффициент фактической занятости рабочего-многостаночника
![]() ,
,
где t р — фактическое рабочее время за время цикла, включая время переходов, мин;
Тц.м. — длительность цикла многостаночного обслуживания, мин.
Нормативное количество станков, обслуживаемых одним рабочим, можно определить по формуле:
 ,
,
где t м-а — время машинно-автоматической работы, мин;
t в.н. —вспомогательное неперекрывающееся время, включая времяактивного наблюдения, мин;
t в.п. — вспомогательное перекрывающееся время, мин;
t пер — время перехода рабочего от станка к станку, мин.
Расчетное количество станков округляется до ближайшего меньшего числа. Если на станках выполняются разные операции, принимается значение t м-а того станка, для которого оно меньше.
На непрерывно-поточной линии длительность цикла при многостаночной работе равна или кратна такту поточной линии:
![]() , п=1,2,3,…
, п=1,2,3,…
На 1-й, 3-й,4-й операциях (п = 1):
![]() =1*1,084=1,084 мин.
=1*1,084=1,084 мин.
На 2-й операции (п = 3):
![]() =3*1,084=3,25 мин.
=3*1,084=3,25 мин.
На 1-й операции получаем
![]() 0,851/1,084=0,79
0,851/1,084=0,79
![]() =1,3шт.
=1,3шт.
Численность рабочих-станочников по каждой операции с учетом многостаночного обслуживания:
![]() ,
,
где тр — расчетное число рабочих мест по данной операции;
Н — количество станков, обслуживаемых одним рабочим.
Чм1=1/1,3 =0,77 чел.
Принимаем на первой операции Ч м1=1 чел.
Аналогично определяем число рабочих-станочников на остальных операциях. Результаты расчетов сведем в таблицу 2.2.
Таблица 2.2. Численность рабочих-станочников
| Параметр | Отрезная | Токарная с ЧПУ | Токараня с ЧПУ | Вертикально-протяжная |
| Число рабочих мест по данной операции | 1 | 3 | 1 | 1 |
Время машинно-автоматической работы |
0,46 | 3,04 | 0,49 | 0,88 |
Вспомогательное неперекрывающееся время |
0,42 | 0,7 | 0,55 | 0,78 |
| Вспомогательное перекрывающееся время | 0 | 0 | 0 | 0 |
| Время перехода рабочего от станка к станку | 0,1 | 0,1 | 0,1 | 0,1 |
| Длительность цикла при многостаночном обслуживании | 1,084 | 3,25 | 1,084 | 1,084 |
| Фактическое рабочее время за время цикла, включая время переходов | 0,851 | 3,596 | 0,991 | 1,25 |
| Коэффициент фактической занятости рабочего | 0,79 | 1,106 | 0,979 | 1,15 |
| Количество станков, обслуживаемых одним рабочим | 1,3 | 3,2 | 1,12 | 1 |
| Расчетное число рабочих-станочников | 0,77 | 0,94 | 0,893 | 1 |
| Принятое число рабочих-станочников | 1 | 1 | 1 | 1 |
| Общее число рабочих-станочников | 4 | |||
Численность рабочих вспомогательного производства можно рассчитать на основе трудоемкости работ или норм обслуживания. Расчет численности |вспомогательных рабочих i-й профессии ведется по формуле:
 ,
,
где åUi — сумма единиц обслуживания по i-й профессии;
k см — количество смен работы;
Но i — норма обслуживания по i-й профессии
Определим число наладчиков токарных станков
![]() = 0,5 чел.
= 0,5 чел.
Принимаем Ч вспт=1 чел.
Аналогично определим число вспомогательных рабочих на остальных операциях. Результаты расчетов сведем в таблицу 2.3
Таблица 2.3. Численность рабочих вспомогательного производства
| Профессия | Сумма единиц обслуживания | Норма обслуживания | Расчетная численность |вспомогательных рабочих | Принятая численность |вспомогательных рабочих |
| Наладчик токарных станков | 4 | 16 | 0,5 | 1 |
| Наладчик отрезных станков | 1 | 16 | 0,2 | 1 |
| Наладчик протяжных станков | 1 | 7 | 0,3 | 1 |
| Смазчик | 586 | 1000 | 1,2 | 2 |
| Электромонтер по межремонтному обслуживанию | 586 | 1000 | 1,2 | 2 |
| Контролер-приемщик | 1 | 40 | 0,1 | 1 |
| Кладовщик-раздатчик инструмента и приспособлений | 1 | 50 | 0,04 | 1 |
| Рабочий по доставке инструментов и приспособлений на рабочие места | 10 | 50 | 0,4 | 1 |
| Стропальщик | 10 | 50 | 0,4 | 1 |
| Крановщик | 10 | 50 | 0,4 | 1 |
| Уборщик производственных помещений | 438 | 1500 | 0,6 | 1 |
| Общее число вспомогательных рабочих | 14 | |||
Численность служащих (руководителей и специалистов) участка определяем укрупнённо в процентах от числа всех рабочих (для механообрабатывающих цехов: 8-16 %).
Ч сл=0,1*(Чм+Чвсп)=0,1*(3+10)=1,3 чел
Принимаем Чсл=2 чел
3.2 Планирование и организация ремонта оборудования
Планирование ремонтных работ осуществляется на основе типовой системы технического обслуживания и ремонта оборудования.
Сущность системы заключается в том, что после отработки каждым агрегатом или станком определенного количества часов производятся плановые профилактические осмотры и различные виды ремонтов.
Продолжительность ремонтных циклов, межремонтных и межосмотровых периодов устанавливается в часах оперативного времени работы оборудования. Основным нормативом при организации и планировании ремонтных работ является длительность ремонтного цикла Тц , под которым понимается период оперативного времени работы оборудования между двумя капитальными ремонтами.
Продолжительность ремонтного цикла:
![]() , (час),
, (час),
где А — исходная величина ремонтного цикла, различная для различных видов оборудования,
k ом — коэффициент, учитывающий род обрабатываемого материала;
k ми — коэффициент, учитывающий род материала инструмента;
k тс — коэффициент, учитывающий квалитет точности обработки;
k мс — коэффициент, учитывающий массу станка;
k в — коэффициент, учитывающий возраст станка;
k д — коэффициент, учитывающий год выпуска станка.
Величина А и коэффициенты принимаются по справочным изданиям.
В нашем случае коэффициенты для всех единиц оборудования одинаковы и равны:
А=24000 час.;kми =1;k тс =1;k мс =1;k в =1;k д =1.
Тц=24000*1*1*1*1*1=24000 час.
Расчета длительности ремонтного цикла в годах
Тцг=Тц/(Фд*Кз) (лет)
Расчета длительности ремонтного цикла в месяцах
Тцм=12*Тцг (мес).
Продолжительность межремонтного t и межосмотрового t о периодов:
 ;
;  ,
,
где Хс — количество средних ремонтов в течение ремонтного цикла;
ХТ — количество текущих ремонтов в течение ремонтного цикла;
Хо — количество осмотров в течение ремонтного цикла.
Количество Хс , ХТ и Хо определяется по структуре ремонтного цикла для данного вида оборудования
Для станков на первой операции получаем:
Тцг=24000/(3613,5*0,57)=11.6 лет
Тцм=11.6*12=139.2мес.
![]() =17.4 час.
=17.4 час.
![]() =8.7мес.
=8.7мес.
Для уменьшения простоев линии станки должны ремонтироваться одновременно.
Таблица 3.4. – План ремонта оборудования механического участка на 2003г.
| № | Наименование оборудования |
Модель, тип оборудования | Инвентарный номер | Послед-ний ремонт | Категория ремонтной сложности | Продолжительность межремонтного цикла (мес.) | Вид ремонтных операций, трудоемкость по месяцам, час. | ||||||||||||||
| вид | дата | I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | ||
| 1 | Отрезной | 8Б72 | 1001 | Т | I | 47 | 12 | Т | 4 1/4 |
О | 16 1 |
О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 2 | Токарный с ЧПУ | 16Б16Т1 | 1002 | Т | I | 47 | 12 | Т | 4 1/4 |
О | 16 1 |
О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 3 | Токарный с ЧПУ | 16Б16Т1 | 1003 | Т | I | 47 | 12 | Т | 4 1/4 |
О | 16 1 |
О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 4 | Токарный с ЧПУ | 16Б16Т1 | 1004 | Т | I | 47 | 12 | Т | 4 1/4 |
О | 16 1 |
О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 5 | Токарный с ЧПУ | 16Б16Т1 | 1005 | Т | I | 47 | 12 | Т | 4 1/4 |
О | 16 1 |
О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
| 6 | Вертикально-протяжной | 7Б66 | 1006 | Т | I | 38 | 12 | Т | 4 1/4 |
О | 6 0,4 |
О | |||||||||
| 1 | 0,15 | ||||||||||||||||||||
Примечание. В числителе указывается продолжительность выполнения слесарных работ (ч), в знаменатели – продолжительность простоя станка в ремонте (сут.)Трудоемкость данного вида ремонта по каждому станку определяется на основе категории сложности ремонта и норм трудоемкости на одну ремонтную единицу и определяется по формуле:
![]() , (нормо-час),
, (нормо-час),
где Кс — категория ремонтной сложности станка;
tс — норма времени на одну ремонтную единицу, ч, по нормативам.
Трудоемкость ремонта должна быть определена отдельно по видам работ и в целом. Результаты расчетов сведены в таблице
Среднегодовой объем слесарных работ Q сл определяется по формуле:
 ,
,
где tо , tт , tс , tк — норма времени на единицу ремонтной сложности при соответствующем виде ремонта ;
Коб - количество установленного оборудования.
Таблица 3.5. Среднегодовой объем слесарных работ
| Тип станка | Нормы времени на единицу ремонтной сложности | Qсл | |||
| To | Tт | Тс | Тк | ||
| Отрезной | 0,75 | 4 | 16 | 23 | 329 |
| Токарный с ЧПУ | 0,75 | 4 | 16 | 23 | 987 |
| Токарный с ЧПУ | 0,75 | 4 | 16 | 23 | 329 |
| Вертикально-протяжной | 0,75 | 5 | 7 | 23 | 223 |
| итого: | 1868 | ||||
Аналогично рассчитывается среднегодовой объем станочных работ по ремонту.
Таблица 3.6. Среднегодовой объем станочных работ
| станок | Нормы времени на единицу ремонтной сложности | Qст | |||
| To | Tт | Тс | Тк | ||
| Отрезной | 0,1 | 2 | 7 | 10 | 141 |
| Токарный с ЧПУ | 0,1 | 2 | 7 | 10 | 423 |
| Токарный с ЧПУ | 0,1 | 2 | 7 | 10 | 141 |
| Вертикально-протяжной | 0,1 | 2 | 7 | 10 | 141 |
| итого: | 846 | ||||
Продолжительность простоя оборудования в ремонте зависит от вида ремонта, категории ремонтной сложности агрегата и числа смен работы ремонтных бригад в сутки. Простой оборудования в ремонте исчисляется с момента остановки агрегата на ремонт до момента приемки его из ремонта.
Численность слесарей для ремонта Чсл :
![]() , (чел),
, (чел),
Численность станочников для ремонта Чст :
![]() , (чел),
, (чел),
Коэффициент aр , учитывающий потери времени на выполнение плановых ремонтных работ:
![]() ,
,
где Q сл и Q ст — соответственно общий годовой объем слесарных и станочных работ на автоматической линии (участке) по итоговым данным;
Фр — годовой фонд работы одного рабочего в год (час);
Q пр — суммарные простои оборудования за год (час);
Фн — номинальный фонд работы одного станка за год (час).
Число слесарей для ремонта
Чсл=Qсл/Фр=1868/2080=0,9 чел.
Принимаем Чсл=1.
Число станочников для ремонта
Чст=Qст/Фр=846/2080=0,4 чел.
Принимаем Чст=1.
Коэффициент aр следует сравнить с принятым при расчете действительного фонда работы оборудования.
aр =(1868+846)/(6*4015)=0,11
Полученный коэффициент aр больше принятого (a=0,1).
Кроме ремонтного персонала рассчитывается потребность в персонале по дежурному обслуживанию оборудования (дежурные слесари, электрики и др.). При этом численность дежурного персонала j-й профессии рассчитывается по формуле:
![]() ,
,
где К ei — -категория ремонтной сложности i-го оборудования;
Н oj — норма обслуживания одним дежурным рабочим j-й профессии (в единицах ремонтной сложности);
k см — коэффициент сменности работы оборудования.
Число дежурных слесарей
Чд =(47*6+38*8)*2/500=2,3 чел.
Принимаем Чд =3 чел.
Число дежурных электриков
Чэ =(47*6+38*8)*2/1000=1,1 чел.
Принимаем Чэ =2 чел.
3.3 Планирование и организация обеспечения инструментом
В этом разделе проекта определяем нормы расходам запаса инструмента, а также его стоимость в расчете на годовую программу выпуска деталей.
Расчет нормы расхода режущего инструмента в массовом и крупносерийном производстве обычно производится на 1000 шт. деталей по каждому типоразмеру инструмента для каждой деталеоперации:
 ,
,
где Н pij — норма расхода режущего инструмента j-го типоразмера на i-й операции, шт.;
t м ij — продолжительность обработки одной детали на i-й операции j-м инструментом, мин;
T изн j — время полного износа инструмента i-го типоразмера, ч;
А ij — количество инструментов в одной наладке на i-й операции j-м инструментом;
kyj — коэффициент случайной убыли инструмента.
Определим норму расхода резцов проходных на 1-й операции
 =0,3шт.
=0,3шт.
Таблица 3.7. Норма расхода режущего инструмента
| № операции | Наименование инструмента | tм | Тизн | А | Ку | Нр |
| 1 | Пила | 0,2 | 30 | 1 | 0,15 | 0,3 |
| 2 | резец прох. | 0,27 | 20 | 1 | 0,2 | 1,125 |
| резец подрез.. | 0,42 | 20 | 1 | 0,2 | 1,750 | |
| резец расточ. | 0,26 | 20 | 1 | 0,2 | 1,083 | |
| 3 | резец расточ. | 0,26 | 20 | 1 | 0,2 | 1,083 |
| сверло 6,6 | 0,24 | 11 | 1 | 0,1 | 3,636 | |
| сверло 8,43 | 0,27 | 11 | 1 | 0,1 | 4,091 | |
| 5 | Протяжка | 0,3 | 25 | 1 | 0,1 | 2 |
Норма расхода для измерительного инструмента j-го наименования на 1000 деталей определяется по формуле:
 ,
,
где с — необходимое количество измерений на одну деталь;
k выб — доля деталей, подвергаемых выборочному контролю;
то — количество измерений, выполняемых с помощью инструмента до полного его изнашивания.
Количество измерений то зависит от квалитета точности измеряемого размера (а следовательно, от поля допуска на износ калибра) и рода обрабатываемого (т. е. измеряемого) материала.
Определим норму расхода штангенциркулей на 1-й операции
 =0,5 шт.
=0,5 шт.
Таблица 3.8. Норма расхода измерительного инструмента
| № операции | Наименование инструмента | с | Квыб | m0 | Hизм |
| 1 | штангенциркуль | 4 | 10 | 80 000 | 0,50 |
| 2 | штангенциркуль | 5 | 10 | 80 000 | 0,63 |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| 3 | штангенциркуль | 6 | 10 | 80 000 | 0,75 |
| пробка | 1 | 10 | 70 000 | 0,14 | |
| 4 | штангенциркуль | 1 | 10 | 80 000 | 0,13 |
| 5 | пробка | 1 | 10 | 70 000 | 0,14 |
Годовой расход режущего, абразивного и измерительного инструмента j-го типоразмера:
![]() ,
,
где N в — программа выпуска деталей, шт;
Н ij — норма расхода инструмента j-го типоразмера на i-й операции.
Определим годовой расход резцов проходных
![]() =60 шт.
=60 шт.
Результаты расчетов по остальным инструментам сводим в табл. 3.9.
Таблица 3.9. − Ведомость расчета потребности в инструменте на годовую программу
| Наименование инструмента | годовой расход | Наименование инструмента | годовой расход |
| пила. | 60 | пробка22 | 100 |
| резец проходной | 225 | штангенциркуль | 638 |
| резец подрез. | 350 | пробка11 | 43 |
| резец расточ. | 435 | протяжка | 400 |
| сверло 6,6 | 727 | сверло 8,43 | 818 |
С целью создания минимальных запасов инструмента для обеспечения бесперебойной работы цеха производится расчет цехового оборотного фонда инструмента Z ц по каждому его типоразмеру, предусмотренному технологическим процессом обработки:
![]() ,
,
где Z рм ── количество инструмента, находящегося на рабочих местах;
Z рз ── количество инструмента, находящегося в заточке;
Z к ── количество инструмента, находящегося в ИРК.
При этом
![]() ,
,
где А ij − количество j-х единиц инструмента данного типоразмера, находящегося в резерве на рабочем месте i-й операции;
Е − количество рабочих мест (станков), на которых одновременно используется данный инструмент;
К − количество запасных комплектов инструмента, находящихся в резерве на рабочем месте (1-2).
![]() ,
,
где t з − цикл заточки инструмента (8 или 16 часов);
t п − период доставки инструмента (обычно один раз в смену).
![]() ,
,
где Тз − период времени, необходимый для обмена затупленного инструмента на заточенный, ч. Принимается по заводским данным, или при их отсутствии – 24 ч.;
Р − период времени, необходимый для пополнения запасов ИРК с ЦИС, сут.;
М − месячный расход инструмента данного типоразмера;
D − число рабочих дней в месяце.
Для проходных резцов получим
![]() =2 шт.
=2 шт.
![]() =1 шт.
=1 шт.
![]() =25 шт.
=25 шт.
![]() =38 шт.
=38 шт.
Таблица 3.10. − Ведомость расчета потребности в инструменте на годовую программу
| Наименование инструмента | A | E | Zрм | Zрз | tст | М | Zk | Zц |
| Пила | 1 | 1 | 5 | 1 | 8 | 57 | 25 | 31 |
| резец прох. | 1 | 4 | 12 | 1 | 8 | 78 | 28 | 41 |
| резец подрез.. | 1 | 4 | 12 | 1 | 8 | 88 | 29 | 42 |
| резец расточ. | 1 | 4 | 6 | 1 | 8 | 4 | 17 | 24 |
| резец расточ. | 1 | 4 | 6 | 1 | 8 | 111 | 32 | 39 |
| сверло 6,6 | 1 | 4 | 4 | 1 | 8 | 33 | 21 | 26 |
| сверло 8,43 | 1 | 4 | 8 | 1 | 8 | 4 | 17 | 26 |
| Протяжка | 1 | 1 | 4 | 1 | 8 | 91 | 29 | 34 |
Запас этого инструмента в ИРК устанавливается в зависимости от количества одновременно применяемого на рабочих местах и средней стойкости: для наиболее ходового – в размере среднемесячного его расхода, для наименее ходового – в размере двухмесячного расхода и более.
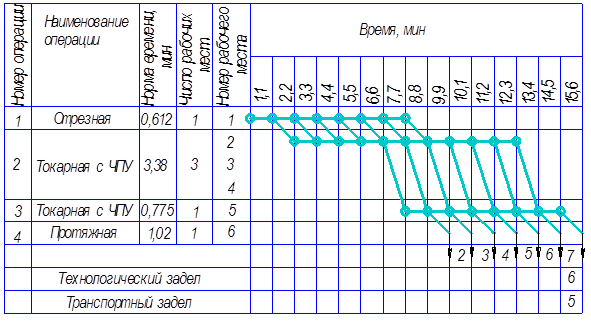
Рисунок 1 – Стандарт-план однопредметной непрерывно-поточной линии
Литература
1 Сачко А.Н.,Бабук В.В. Организация и планирование машиностроительного производства. Курсовое проектирование. Мн.: Вышэйшая школа,1986 г
2 Практикум по организации и планированию машиностроительного производства. Под ред. Ю.В.Скворцова, Л.А. Некрасова. М.: Высшая школа, 1990 г
3 Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. Мн.: Вышэйшая школа,1983 г
Похожие рефераты:
Проект оптимизации сводных показателей машиностроительного цеха
Расчет технико-экономических показателей работы производственного участка
Проектирование цеха ремонта поршневых компрессоров
Разработка автоматизированного участка изготовления детали "Фланец"
Разработка технологических процессов на механическую обработку вала первичного
Технологический процесс изготовления корпуса цилиндра типа Г29-3
Организация ремонтного хозяйства металлургического предприятия
Основы планирования производства
Управление товарно-материальными затратами на ОАО "Русполимет"