| Похожие рефераты | Скачать .docx |
Курсовая работа: Технологический процесс ремонта вертикальной передачи
«Гомельский государственный колледж железнодорожного транспорта
Белорусской железной дороги»
КУРСОВОЙ ПРОЕКТ
по дисциплине
«Технология ремонта подвижного состава»
Технологический процесс
ремонта вертикальной передачи
Содержание
ВВЕДЕНИЕ
1. УСЛОВИЯ РАБОТЫ И НАЗНАЧЕНИЕ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ НА ТЕПЛОВОЗЕ
2. НЕИСПРАВНОСТИ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ ТЕПЛОВОЗА, ИХ ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
3. ОБЪЕМ РАБОТ ПРИ РЕМОНТЕ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ
3.1 Общие требования к выполнению работ по вертикальной передачи согласно правилам ремонта тепловоза
3.2 Ведомость объема работ по ремонту деталей вертикальной передачи
4.РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ
4.1 Составление структурной схемы технологического процесса ремонта
4.2 Разработка технологических документов - маршрутной карты, технологической инструкции, карты эскизов
4.3 Организация рабочего места и техника безопасности при ремонте вертикальной передачи
ВВЕДЕНИЕ
Одним из основных условий достижения максимального производственного эффекта в железнодорожном транспорте является обеспечение своевременной и безотказной работы подвижного состава с полным удовлетворением потребностей народного хозяйства и населения в перевозках.
Поддержание локомотивов в работоспособном состоянии достигается в основном путём организации периодических ремонтов и технического обслуживания и сопряжено со значительными материальными, трудовыми и финансовыми затратами.
Повышение эффективности ремонтного производства зависит от ускорения внедрения новых технологий, нового оборудования, совершенствования организации производства и технологии ремонта локомотивов, роста производительности труда, рационального использования всех видов ресурсов, а также внедрения компьютерной техники и более углубленной автоматизации процессов ремонта.
Будущий инженер должен четко представлять себе, как эффективнее организовать работу на конкретном участке производства, как использовать новые технологии, что нужно сделать для повышения производительности труда и снижения себестоимости. А также, должен знать, как организовать более производительную работу производственных бригад, провести аттестацию и рационализацию рабочих мест, проанализировать производственно-хозяйственную деятельность, как максимально использовать человеческий фактор организации труда.
1 УСЛОВИЯ РАБОТЫ И НАЗНАЧЕНИЕ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ НА ТЕПЛОВОЗЕ
Вертикальная передача постоянно находится под воздействием огромных скручивающих усилий и динамических нагрузок, поэтому основными её неисправностями будут механические повреждения: сколы, трещины, износ и др.
Вертикальная передача состоит из двух малых конических шестерен 8 (рисунок 1) и двух больших конических шестерен 9 со спиральными зубьями, двух вертикальных валов 14 и 26, вращающихся в подшипниках нижнего 1 и верхнего 15 корпусов, и торсионного вала 3, связывающего вертикальные валы. Большие шестерни прикреплены призонными болтами к фланцам коленчатых валов. Каждая большая шестерня со своей парной малой составляет комплект, имеющий один номер; замена одной шестерни из пары не допускается. Малые конические шестерни посажены на шпонках на нижний и верхний вертикальные валы. Нижний вертикальный вал выполнен пустотелым и вращается в роликовом 25 и двух радиально-упорных шариковых подшипниках 24. Верхний вертикальный вал вращается в таких же подшипниках 5 и 11. Наружные кольца шариковых подшипников зажимаются фланцами 16 и 23. До установки в корпус проверяют зазор между наружными кольцами шариковых подшипников, необходимый для создания натяга. Зазор регулируют шлифованием колец 7. Между наружными кольцами шариковых устанавливают проставочные кольца 6. Внутренние кольца роликовых и шариковых подшипников через распорные втулки 13 зажаты гайками 2 и 17.
Под фланцы крепления корпусов 1 и 15 к блоку двигателя ставят стальные прокладки 12 для регулировки бокового зазора между зубьями шестерен. Торсионный вал 3 своими нижним и верхним концами соединен со шлицевыми частями нижнего вала и верхней шлицевой втулкой 22 вертикального вала. В свою очередь шлицевая муфта 21 болтами присоединена к ступице 18, посаженной па шпонке на конусную часть верхнего вертикального вала изакреплённой на нем гайкой со стопорной планкой. Осевое перемещение торсионного вала ограничено гайками 20 и 27. Для предотвращения ослабления гайки 20 она контрится четырьмя болтами, проходящими через канал в шлицевой втулке 22. К шариковым подшипникам нижнего вертикального вала масло из масляной магистрали дизеля подводится через угольник, ввернутый во фланец 23. К роликовым подшипникам 25 поступает масло, стекающее из шариковых подшиппиков. Нижняя пара шестерен смазывается струями масла, выходящего из сопел с калиброванными отверстиями. Сопла трубки соединены с нижним масляным коллектором двигателя. Верхняя пара шестерен смазывался строями масла из сопел, которые маслопроводом соединены с верхним масляным коллектором двигателя. Для осмотра вертикальной передачи предусмотрены крышки боковых люков с обеих сторон отсека вертикальной передачи блока.
Техническое состояние вертикальной передачи в значительной степени
определяет работу дизеля. Опыт эксплуатации показал, что в период
гарантийной работы дизеля вертикальная передача, как правило, работает надежно. Чтобы предупредить выход из строя деталей вертикальной передачи, необходимо соблюдать условия ее эксплуатации.
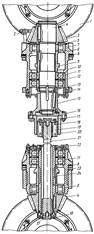
Рисунок 1 – Вертикальная передача дизеля 10Д100 с торсионным валом
2. НЕИСПРАВНОСТИ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ ТЕПЛОВОЗА, ИХ ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Так как вертикальная передача дизеля является весьма ответственным узлом и работает в тяжелых условиях, то вполне закономерно, что в процессе работы ее надежность снижается и требует проведения ремонтных и восстановительных работ. Основные неисправности вертикальной передачи и способы ремонта представлены в таблице 1.
Таблица 1 – Основные неисправности и способы ремонта
| Возможные неисправности | Способы ремонта | Технические условия |
| Трещины или изломы в зубьях или теле шестерни | Шестерню заменить | Трещины и изломы не допускаются |
| Контактная коррозия на поверхности зубьев шестерни | Шестерню заменить | Контактная коррозия допускается не более 25 % всей поверхности зубьев |
| Вмятины на поверхности каждого зуба | Шестерню заменить | Вмятины на поверхности зуба допускаются не более 50 мм и глубиной 0,5 мм |
| Откол зубьев длиной более 30 мм от торца зуба | Шестерню заменить | Откол зубьев длиной более 30 мм от торца зуба не допускается. При отколе длиной менее 30 мм места откола тщательно закруглить |
| Ослабление посадки малых конических шестерен | Посадочные поверхности восстановить покрытием хрома или эластомера ГЭН-150(В) | Натяг менее 0,05 мм не допускается |
| Трещины или плены на валах, выявленные дефектоскопом | Валы заменить | Трещины и плены на валах не допускаются |
| Ослабление шпонки в шпоночном пазу вала, натяг менее нулевого значения | Шпонку заменить | Натяг шпонки в шпоночном пазу менее нулевого значения не допускается |
| Сорвана резьба на валу | Резьбу перерезать на меньший диаметр | Сорванная резьба на валу не допускается |
| Возможные неисправности | Способы ремонта | Технические условия |
| Ослабление посадки внутренних колец подшипников качения | Посадочные поверхности восстановить покрытием хрома или эластомера ГЭН-150(В) | Натяг внутренних колец подшипников: шариковых менее 0,015 мм и роликовых менее 0,03 мм не допускается |
| Выработка посадочной поверхности корпуса под наружную обойму радиально-упорного подшипника | Посадочную поверхность восстановить путём запрессовки стальной втулки толщиной не менее 3 мм с натягом 0,1-0,15 мм | Зазор по посадочной поверхности наружной обоймы подшипника более 0,1 мм не допускается |
| Вытянутая резьба, срыв или дробленность ниток на шпильках, болтах и гайках | Детали, имеющие дефектную резьбу, заменить | Дефекты резьбы на болтах, шпильках, гайках не допускаются |
| То же менее 0,2 мм при выбранном разбеге коленчатого вала в сторону генератора | Детали, имеющие дефектную резьбу, заменить | Боковой зазор менее 0,2 мм не допускается |
| Зазор или натяг между наружным кольцом роликового подшипника и корпусом больше допустимого | Подшипник заменить или восстановить натяг конуса хромированием корпуса | Зазор допускается не более 0,06 мм |
Натяг внутренних колец роликовых подшипников менее 0,03 или более 0,06 мм |
Подшипник заменить или натяг восстановить хромированием или осталиванием вала | Натяг внутренних колец роликовых подшипников менее 0,03 или более 0,06 мм не допускается |
Натяг внутренних колец шариковых подшипников менее 0,015 или более 0,05 мм |
Подшипник заменить или натяг восстановить хромированием или осталиванием вала | Натяг внутренних колец шариковых подшипников менее 0,015 или более 0,05 мм не допускается |
| Зазор между корпусом подшипника и наружной обоймой радиально-упорного подшипника | Подшипник заменить или восстановить натяг хромированием посадочного места корпуса | Зазор более 0,1 мм не допускается |
| Суммарный зазор между наружной обоймой и регулировочным кольцом радиально-упорного подшипника менее 0,03 или более 0,05 мм | Регулировочное кольцо заменить | Зазор менее 0,03 или более 0,05 мм не допускается |
| Возможные неисправности | Способы ремонта | Технические условия |
| Радиальный зазор в роликовом подшипнике менее 0,04 или более 0,1 мм | Подшипник заменить | Радиальный зазор менее 0,04 или более 0,1 мм не допускается |
| Радиальный зазор в шариковом подшипнике менее 0,015 или более 0,04 мм | Подшипник заменить | Радиальный зазор менее 0,015 или более 0,04 мм не допускается |
| Осевой натяг ступицы не обеспечивает заданный осевой зазор между ступицей и буртом вала | Натяг ступицы или муфты восстановить хромированием конусного хвостовика вала | Осевой зазор от ступицы или муфты до бурта вала менее 0,6 или более 0,8 мм не допускается |
Трещины шлицевой втулки |
Втулку заменить | Трещины в шлицевой втулке не допускаются |
| Трещины муфты | Муфту заменить | Трещины в муфте не допускаются |
| Забоины или задиры на зубьях шлицевой втулки и муфты | Забоины и задиры зачистить с соблюдением плавных переходов | Забоины и задиры на зубьях глубиной более 0,5 мм не допускаются |
| Изгиб торсионного вала или увеличенный радиальный зазор в шлицевом соединении торсионного вала и соединении муфты со шлицевой втулкой на радиусе делительной окружности | Вал заменить | Изгиб торсионного вала более 0,5 мм на всей длине и зазор более 0,75 мм не допускается |
| Забоины, продольные и поперечные риски и другие механические повреждения торсионного вала, не соответствуют чистоте обработки 7 на диаметре 50 и радиусе 100 – 5 мм | Устранение поверхностных механических повреждений допускается плавной зачисткой и полировкой | Уменьшение диаметра вала сверх допуска (– 0,34 мм) при зачистке забоин и других повреждений не допускается |
вертикальная передача тепловоз ремонт
3. ОБЪЕМ РАБОТ ПРИ РЕМОНТЕ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ
3.1 Общие требования к выполнению работ по вертикальной передачи согласно правилам ремонта тепловоза
Закрепить приспособление с индикаторной головкой на блоке и измерить боковой зазор между зубьями шестерен вертикальной передачи. Вертикальную передачу с дизеля снять и разобрать, детали промыть в ванне с осветительным керосином и продуть сжатым воздухом. Для сохранения установленного угла опережения между коленчатыми валами при разборке вертикальной передачи метить краской сопряженные зубья шлицевых соединений.
Шестерни заменить при изломах или трещинах в зубьях и теле шестерни, покрытии более 25 поверхности зубьев контактной коррозией, вмятинах на поверхности каждого зуба площадью более 50 ![]() и глубиной более 0,5 мм, отколах зубьев по длине 30 мм и более от торца каждого зуба. В случае откола зуба на длине менее 30 мм места скола тщательно закруглить. При постановке конических шестерен (или шестерни) проверять правильность их зацепления по отпечатку краски. При этом длина отпечатка на выпуклой стороне зуба большой шестерни должна быть не менее 50 мм длины зуба, на вогнутой не менее 35 мм. Отпечатки должны быть расположены в зоне делительного конуса несколько ближе к узкому концу зуба или от начала его. Допускается расположение отпечатка ближе к широкому концу зуба или от начала его при условии длины отпечатка не менее 70 мм на выпуклой стороне и не менее 50 мм на вогнутой стороне. Малые конические шестерни должны спрессовываться с валов только при ослаблении их посадки или необходимости замены.
и глубиной более 0,5 мм, отколах зубьев по длине 30 мм и более от торца каждого зуба. В случае откола зуба на длине менее 30 мм места скола тщательно закруглить. При постановке конических шестерен (или шестерни) проверять правильность их зацепления по отпечатку краски. При этом длина отпечатка на выпуклой стороне зуба большой шестерни должна быть не менее 50 мм длины зуба, на вогнутой не менее 35 мм. Отпечатки должны быть расположены в зоне делительного конуса несколько ближе к узкому концу зуба или от начала его. Допускается расположение отпечатка ближе к широкому концу зуба или от начала его при условии длины отпечатка не менее 70 мм на выпуклой стороне и не менее 50 мм на вогнутой стороне. Малые конические шестерни должны спрессовываться с валов только при ослаблении их посадки или необходимости замены.
Осмотреть валы нижней и верхней частей передачи с применением дефектоскопа. Валы, имеющие трещины и плены, заменить. Проверить плотность посадки шпонок в пазах валов и шестерен. Шпонки, ослабшие в посадке, заменить. Новая шпонка должна быть пригнана по пазу вала и шестерни с натягом 0,0–0,045 мм. При наличии сорванных ниток резьбу на валу разрешается перерезать на меньший диаметр с одновременной заменой закрепительных гаек.
Ослабление посадки шестерен или внутренних колец подшипников качения на валах устранить путем осталивания или нанесения слоя клея ГЭН-150(В) по Инструкции на соответствующую шейку валов или на
посадочную поверхность отверстия шестерни и колец подшипников качения. При выработках по посадочной поверхности под наружное кольцо роликового подшипника в корпусе вертикальной передачи разрешается его восстановление запрессовкой стальной втулки толщиной не менее 3 мм с натягом 0,1–0,15 мм. Шестерни должны устанавливаться на валах с натягом 0,05–0,08 мм; внутренние кольца подшипников качения: 0,015–0,05 мм – шариковых и 0,03–0,06 мм – роликовых.
Проверить по краске прилегание конусной части ступиц конусной поверхности вала. Прилегание должно быть равномерным и занимать не менее 65 % площади. Окончательную проверку прилегания производить без поворота деталей относительно друг друга. При наличии на конусной части глубоких задиров и рисок глубиной до 1,5 мм разрешается проточка вала под посадку ступицы. При более глубоких задирах или рисках вал заменить.
При ослаблении в посадке разрешается наплавка посадочных поверхностей ступиц. До наплавки конусные поверхности деталей проточить на глубину 1–2 мм, подогреть до 350–400 ![]() наплавить электродами Э50А и обработать по конусу вала. Детали по посадочной (конусной части) должны обрабатываться так, чтобы после притирки их конусной части валов размер от наружного торца ступицы до бурта верхнего вала под регулировочное кольцо был 622
наплавить электродами Э50А и обработать по конусу вала. Детали по посадочной (конусной части) должны обрабатываться так, чтобы после притирки их конусной части валов размер от наружного торца ступицы до бурта верхнего вала под регулировочное кольцо был 622![]() 1 мм.
1 мм.
Роликовые и радиально-упорные шариковые подшипники должны удовлетворять соответствующим требованиям. Новый или бывший в работе комплект радиально-упорных подшипников отрегулировать в приспособлении так, чтобы при зажатых внутренних обоймах с регулировочным кольцом (между ними) суммарный зазор между наружными обоймами и проставочным кольцом (при сведенных наружных обоймах подшипников под грузом 20 кг) был равен 0,03–0,05 мм. Радиальные зазоры радиально-упорного шарикового подшипника измерять в специальном приспособлении, обеспечивающем необходимое относительное смещение торцовых плоскостей наружных и внутренних колец. Каждая пара радиально-упорных подшипников с подобранными кольцами составляет комплект, в котором замена отдельных деталей не допускается.
Торсионный вал проверить магнитным дефектоскопом. При наличии трещин вал заменить. Измерить зазоры в шлицевых соединениях торсиона. При достижении их предельной величины изношенные детали заменить.
При замене шлицевой муфты или ступицы произвести центровку муфты относительно оси вращения верхнего вала.
Детали вертикальной передачи собирать согласно имеющимся клеймам и рискам. На вновь устанавливаемых деталях необходимо ставить клейма комплектности в местах, предусмотренных чертежом.
При монтаже вертикальной передачи на дизель зазор между корпусом передачи и блоком дизеля должен быть 0,065–0,15 мм. До установки регулировочных прокладок и затяжки гаек проверять прилегание корпуса нижней и верхней частей по блоку. Допускается неприлегание общей длиной не более ¼ окружности до 0,2 мм. Размер ![]() мм между торцами ступицы и корпусной муфты верхнего и нижнего валов вертикальной передачи проверять до установки узла. Для регулировки этого размера допускается подрезка торца муфты или постановка прокладки толщиной 0,8 мм, выполненной по контуру муфты из стали 2Х18М9 ГОСТ 4543–71 или сталь 08КП ГОСТ 1050–74. При установке верхнего и нижнего валов вертикальной передачи на двигатель выдержать размеры
мм между торцами ступицы и корпусной муфты верхнего и нижнего валов вертикальной передачи проверять до установки узла. Для регулировки этого размера допускается подрезка торца муфты или постановка прокладки толщиной 0,8 мм, выполненной по контуру муфты из стали 2Х18М9 ГОСТ 4543–71 или сталь 08КП ГОСТ 1050–74. При установке верхнего и нижнего валов вертикальной передачи на двигатель выдержать размеры ![]() мм для передачи с торсионным валом и размер
мм для передачи с торсионным валом и размер ![]() мм для передачи с муфтой, маркирование на поверхности Г шестерни конической нижнего и верхнего валов. При установке спаренных (неразукомплектованных) шестерен, маркированных одним порядковым номером, проверка зазора в зубьях и прилегание шестерен производится не менее чем в 4-х положениях. При установке распарованных шестерен проверку бокового зазора в зубьях при осевых люфтах, выбранных в сторону уменьшения зазора производить в 49 положениях: переходя от исходного зуба через 2 на 3 зуб. Боковой зазор между зубьями конических шестерен должен быть:
мм для передачи с муфтой, маркирование на поверхности Г шестерни конической нижнего и верхнего валов. При установке спаренных (неразукомплектованных) шестерен, маркированных одним порядковым номером, проверка зазора в зубьях и прилегание шестерен производится не менее чем в 4-х положениях. При установке распарованных шестерен проверку бокового зазора в зубьях при осевых люфтах, выбранных в сторону уменьшения зазора производить в 49 положениях: переходя от исходного зуба через 2 на 3 зуб. Боковой зазор между зубьями конических шестерен должен быть:
а) при выбранном разбеге коленчатого вала в сторону управлении 0,3 + 0,065 мм;
б) при выбранном разбеге коленчатого вала в сторону генератора не менее 0,20 мм.
Колебание зазора для пары шестерен должно быть не более 0,35 мм. Зазоры между зубьями шестерен измерять: по нижней паре – в рабочем положении двигателя, по верхней паре – при положении верхнего коленчатого вала внизу (при регулировке бокового зазора руководствоваться величиной бокового зазора, клейменой на торце зуба большой конической шестерни). Правильность зацепления зубьев шестерен проверять по краске. Отпечатки должны располагаться несколько ближе к узкому концу зуба или от начала его. Длина отпечатка на выпуклой стороне зуба большой шестерни должна быть не менее 50 мм по длине зуба на вогнутой стороне зуба не менее 35 мм. Допускается расположение отпечатка ближе к широкому концу зуба или от начала его при условии длины отпечатка не менее 70 мм на выпуклой стороне и не менее 50 мм на вогнутой стороне зуба не более чем на пяти зубьях. Регулировку зазора и отпечатка производить прокладками. Биение поверхности Д относительно оси вращения верхнего вала и биение поверхности Е относительно оси вращения нижнего вала не должно быть более 0,06 мм. Установку муфты на двигатель производить при незатянутых пружинах. Затяжку пружин и отгибание замковых шайб на головку болтов выполнять после установки муфты на двигатель. После центровки узла нанести риски в одной диаметральной плоскости на поверхности Ж, З, Р, У глубиной 0,3 мм и шириной 0,5 мм. Несовпадение рисок допускается не более 3 мм. Гайки затянуть до упора в торец вала торсионного и дотянуть до совпадения отверстий на гайках с резьбовыми отверстиями на валу нижнем ивтулке шлицевой. Не допускается отпускать гайки после окончательной затяжки для обеспечения совпадения отверстий. Установку деталей 6, 7, 8 производить так, чтобы остриё наконечника детали 6 было направлено к месту сопряжения конических шестерен. Окончательное стопорение болтов М12х1,5 ГОСТ 7805–70 планками производить после регулировки двигателя по инструкции. При установке конических штифтов головки их должны выступать над фланцами ступицы или конусной муфты на 1–2 мм. Прилегание штифтов в отверстиях должно быть не менее 60 %. Гайки крепления корпусов вертикальной передачи (после окончательной регулировки и установки корпусов передачи) затягивать на 1–1,5 грани, принимая за начало резкое изменение усилия при затяжке гаек ключом с длиной рукоятки 300 мм. Затяжку производить в 3–4 приёма. Коленчатые валы должны быть соединены между собой таким образом, чтобы нижний вал опережал верхний на ![]()
3.2 Ведомость объема работ по ремонту вертикальной передачи
Ведомость объема работ по ремонту деталей сборочной единицы является отправным документом для разработки маршрутной карты технологического процесса.
По каждой детали устанавливается перечень дефектов, который отражает наиболее характерные ее неисправности. Основными источниками информации о повреждениях сборочных единиц тепловозов служат: учетно-отчетные данные тепловозоремонтных предприятий, правила технического обслуживания, правила текущих и капитальных ремонтов тепловозов и т. д.
Также в ведомости объема работ по ремонту деталей приводятся технические условия, которым должны удовлетворять отдельные детали сборочной единицы при их контрольных проверках или испытаниях. Указываются инструмент и приборы, необходимые для выполнения конкретной операции. Приводится оценка величины износа, в каких пределах он находится: в пределах ремонтных размеров, в допускаемых, в недопустимые.
Ведомость объема работ по ремонту вертикальной передачи представим в виде таблицы 2.
Таблица 2 – Ведомость объема работ по ремонту вертикальной передачи
| Наименование деталей | Неисправности деталей |
Контролируемый параметр и инструмент |
Способ устранения неисправности |
Способ восстановления |
||||||||
Шестерни конические |
Трещины или изломы в зубьях или теле шестерни | Визуальныйосмотр, лупа | Замена |
– |
||||||||
| Контактная коррозия на поверхности зубьев | Визуальный осмотр, допускается не более 25 % всей поверхности зубьев | Замена |
– |
|||||||||
| Откол зубьев от торца | Зубомер, Более 30 мм Менее 30 мм |
Замена | – | |||||||||
| Места откола тщательно закруглить | Шлифование, механическая обработка | |||||||||||
| Вмятины на поверхности зубьев | Нутромер, штангенциркуль, длина более 50 мм, глубина более 0,5 мм | Замена |
– |
|||||||||
| Ослабление посадки малых конических шестерен | Щуп, натяг менее 0,05 мм | Посадочные поверхности восстановить | Хромирование, нанесение эластомера ГЭН-150(В) | |||||||||
| Наименование деталей | Неисправности деталей |
Контролируемый параметр и инструмент |
Способ устранения неисправности |
Способ восстановления |
||||||||
Валы верхний и нижний |
Трещины и плены | Дефектоскоп | Замена | – | ||||||||
| Ослабление шпонки в шпоночном пазу вала | Щуп, натяг менее нулевого значения | Замена |
– | |||||||||
Сорвана резьба на валу |
Визуальный осмотр | Резьбу перерезать на меньший диаметр | Резьбу перерезать на меньший диаметр | |||||||||
Корпуса верхний и нижний |
Ослабление посадки внутренних колец подшипников качения | Щуп, натяг шариковых подшипников менее 0,015 мм и роликовых менее 0,03 мм | Посадочные поверхности восстановить | Хромирование, нанесение эластомера ГЭН-150(В) |
||||||||
| Выработка посадочной поверхности корпуса под наружную обойму радиально-упорного подшипника | Щуп, зазор более 0,1 мм | Посадочные поверхности восстановить | Запрессовка стальной втулки толщиной не менее 3 мм с натягом 0,1–0,15 мм |
|||||||||
| Вытянутая резьба, срыв или дробленность ниток на шпильках, болтах и гайках | Визуальный осмотр |
Замена |
– |
|||||||||
| Сквозные трещины | Медный молоток, мел | Замена | – | |||||||||
Ступица |
Трещины | Дефектоскоп | Замена | – | ||||||||
| Прилегание конусной части к конусной поверхности вала | Менее 65–70 %, краска, визуальный осмотр |
Восстановление | Притирка | |||||||||
| Осевой натяг ступицы | Щуп, менее 0,6 и более 0,8 мм | Восстановление конусного хвостовика вала | Хромирование | |||||||||
| Фланцы нажимные | Трещины | Визуальный осмотр, дефектоскоп | Замена | – | ||||||||
| Задиры, забоины на опорных поверхностях | Визуальный осмотр | Восстановить поверхность | Механическая обработка | |||||||||
| Втулка распорная | Износ | Штангенциркуль | Восстановление размеров | Наплавка, механическая обработка | ||||||||
| Кольца проставочные и регулировочные | Трещины | Визуальный осмотр | замена | – | ||||||||
| Износ внутренних колец роликовых подшипников | Щуп, натяг менее 0,03 или более 0,06 мм |
Восстановление или замена | Хромирование, осталивание | |||||||||
Втулка и муфта шлицевая |
Зазор между корпусом подшипника и наружной обоймой радиально-упорного подшипника | Щуп, зазор более 0,1 мм | Восстановление или замена | Хромирование, осталивание | ||||||||
| Радиальный зазор в роликовом подшипнике | Щуп, зазор менее 0,03 или более 0,1 мм |
Замена | – | |||||||||
| Трещины | Визуальный осмотр | Замена | – | |||||||||
| Задиры или забоины на зубьях | Нутромер, визуальный осмотр, глубина более 0,5 мм | Зачистка с соблюдением плавных переходов | Механическая обработка | |||||||||
4. РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ
4.1 Структурная схема технологии ремонта технологического процесса ремонта
Структурная схема технологии ремонта вертикальной передачи представлена на рисунке 2
| Снять вертикальную передачу с тепловоза, предварительно пометив сопряженные зубья шлицевых соединений краской. |
| Переместить вертикальную передачу на участок ремонта. |
![]()
| Установить вертикальную передачу на стенд А 317. |
![]()
| Проверить радиальный зазор в шлицевом соединении |
![]()
| Разобрать вертикальную передачу и рассортировать детали |
![]()
| Проверить магнитным дефектоскопом верхний, нижний и торсионные валы, шлицевые втулку и муфту |
![]()
| Шлифовать зубья |
| Проверить правильность и надежность сборки вертикальной передачи. |
![]()
| Хромировать место посадки малых конических шестерен и конус роликового подшипника. |
![]()
| Собрать вертикальную передачу |
| Переместить вертикальную передачу к дизелю |
| Провести испытания дизеля и проверить надежность работы вертикальной передачи |
a. Разработка технологических документов: маршрутной и операционной карты – МК и ОК, технологической инструкции ТИ, карты эскизов – КЭ
К технологическим документам относятся: маршрутная карта ( МК ), технологическая инструкция ( ТИ ) и карты эскизов ( КЭ ).
Маршрутная карта предназначена для описания технологического процесса ремонта сборочной единицы, включая контроль и перемещение по всем операциям, различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 2 и 1б ( ГОСТ 3.1118-82 ). МК представлены в приложении.
Технологическая инструкция предназначена для описания технологических процессов, методов и приемов, повторяющихся при ремонте деталей сборочной единицы. Технологическая инструкция заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 5 и 5а ( ГОСТ 3.1105-84 ). ТИ представлены в приложении.
Карта эскизов является графическим документом, содержащим эскизы, схемы и таблицы и предназначена для пояснения выполнения технологического процесса ремонта деталей сборочной единицы, включая контроль и перемещение. Карта эскизов заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 7 и 7а ( ГОСТ 3.1105-84 ). КЭ представлены в приложении.
4.3 Организация рабочего места и техника безопасности при ремонте вертикальной передачи
Дизель – агрегатное отделение организуют в тепловозном депо, производящем площади ТР–3 на площади 630м2, или ТР-2 и ТР-1 на площади 200-250 м ². По технологическим особенностям ремонта отделение имеет специализированные участки: по ремонту шатунно-поршневой группы, очистку поршней от нагара, ремонт гильз цилиндра, глушителей, вертикальной передачи, турбокомпрессоров, компрессоров и вентиляторов, выхлопных коллекторов, водяных и масляных насосов, крышек цилиндров, редукторов, а также участок испытаний.
Ремонт агрегатов и узлов дизеля и вспомогательного оборудования тепловозов состоит из очистки, разборки, ревизии состояния их деталей, ремонта изношенных или замены неисправных деталей, комплектации деталей и узлов, сборки, испытаний и регулировки на стендах.
Для очистки используется моечная машина ММД-12БМ, специализированный инструмент (пневматические шаберы, щетки) с устройствами для отсоса пыли, нагара.
При ремонте агрегатов и узлов производятся обязательные обмеры деталей с заполнением технических паспортов дизеля и тепловоза.
Кроме испытаний и регулировок, в дизель-агрегатном отделении агрегаты и узлы проходят окончательную проверку и регулировку при реостатных испытаниях и его пробной обкатке после ремонта. Агрегаты и узлы, подлежащие ремонту на участке и снятые с дизеля, загружаются в тары-контейнеры и, с помощью мостового крана( пролёта участка ТР-3 ), передаточной тележки и мостового крана( пролёта дизель-агрегатного отделения ), передаются на складочное место дизель-агрегатного отделения после обмывки и очистки в машине ММД-12БМ.
Передача ремонтируемых агрегатов, узлов и деталей с одной позиции на другую производится с помощью передвижных приемных столиков, конвейеров, монорельсов или консольных кранов.
Основное оборудование отделения – это различные стенды, приспособления, контователи, моечная машина, прессы, радиально-сверлильный станок, кран консольный, поточные линии ремонта деталей и т.д.
В отделении предусматривается установка специального оборудования, согласованного к эксплуатации органами санитарного пожарного надзора. Лица, обслуживающие это оборудование, проходят медицинское освидетельствование, специальную подготовку и инструктаж в соответствии с действующим законодательством.
На участке ремонта вертикальной передачи устанавливается следующее оборудование: индукционный нагреватель для нагрева малых шестерён Пр 979, стеллажи-подставки для вертикального хранения изделий, установка для разборки и сборки валов вертикальной передачи А 317.02, стенд для проверки биения валов и определения зазоров в изделиях вертикальной передачи.
Техника безопасности в отделении при ремонте. Устранение опасных и вредных факторов
В отделении предусматриваются проходы, проезды, которые ограждаются знаками установленной формы. Отделение оборудуется средствами пожаротушения.
Основные правила техники безопасности, применяемые при демонтаже и ремонте вертикальной передачи:
-перед началом работ, связанных с демонтажем, монтажом и ремонтом вертикальной передачи, руководитель смены ( бригады ) обязан произвести инструктаж исполнителей по безопасным приёмам труда и назначить старшего в группе, который будет осуществлять контроль за соблюдением техники безопасности;
-инструмент, необходимый для производства работ с вертикальной передачей, должен быть в исправном состоянии;
-при работе на крыше тепловозов соблюдать особую осторожность;
-перед производством работ, связанных с демонтажем и монтажом вертикальной передачи, принять меры, исключающие случайный поворот коленчатого вала, для этого рубильник аккумуляторной батареи должен быть отключён, а между силовыми контактами пусковых контакторов должны быть вставлены деревянные клинья;
-перед открытием смотровых люков картеров и крышек отсека вертикальной передачи, во избежание взрыва, производить через 10-15 минут после остановки дизеля;
-при производстве подъёмно-транспортных работ пользоваться соответствующим чалочным приспособлением и исправным подъёмным оборудованием;
-коленчатый вал и детали коренных и шатунных подшипников должны быть уложены на стеллаж и не загромождать проходы и рабочее место;
-оборудование, применяемое при демонтаже, монтаже и ремонте вертикальной передачи имеющее электропривод, должно быть надёжно заземлено;
-перед каждой пробуксовкой коленчатых валов валоповоротным механизмом необходимо подать предупредительный сигнал и убедиться в его восприятии;
-перед началом транспортировки деталей и узлов убедиться в отсутствии людей в опасной зоне;
-при разборке вертикальной передачи применять стенды и приспособления, обеспечивающие технику безопасности при производстве работ.
Список используемых источников
1. Филонов С.П., Зиборов А.Е. и др. Тепловозы 2ТЭ10М и 3ТЭ10М: устройство и работа.- М.: Транспорт, 1986.- 288 с.
2. Кокошинский И.Г., Клименко Л.В., Горбатюк В.А., Стеценко Е.Г. СПРАВОЧНИК по ремонту тепловозов.- М.: Транспорт, 1969.- 336 с.
3. Рахматуллин М.Д. Ремонт тепловозов. М.: Транспорт, 1977.- 447 с.
4. Ремонт вертикальной передачи дизеля 2Д100 и 10Д100: технологическая инструкция.- Алма-Ата: филиал ПКБ главного управления локомотивного хозяйства, 1977.- 114 с.
5. Брильков Г.Е. Технология ремонта тепловозов. Пособие по выполнению курсового проекта. Гомель: БелГУТ, 2004.- 29 с.
6. Чмыхов Б.А. Применение Единой системы технологической документации в дипломном и курсовом проектировании.- Гомель БелИИЖТ, 1991. – 121 с.
Похожие рефераты:
Машины и аппараты химических производств и предприятий строительных материалов
Разработка технологического процесса ремонта коробки подач станка 1М63Н
Техническое обслуживание и ремонт коробки передач автомобиля ВАЗ 2110
Трансмиссия автомобиля УАЗ-31512
Технология и организация восстановления деталей машин
Метрологическое обеспечение ремонта дизель-генератора специализированного серийного тепловоза ТЭП70
Газотурбинная установка типа ГТТ-3. Отчёт по практике на НАК "АЗОТ"
Назначение, основные параметры, классификация, устройство и маркировка движителей самоходных машин
Методические указания по технической механике
Проектирование цеха ремонта поршневых компрессоров
Продольно-резательный станок производительностью 350 т/сутки