| Похожие рефераты | Скачать .docx |
Реферат: Токарная обработка
Содержание
Введение
1. Сущность токарной обработки. Основные виды токарных работ
2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке
3. Правила эксплуатации токарных станков. Типовые отказы и методы их устранения
Заключение
Список использованной литературы
Введение
Токарная обработка является одной из разновидностей обработки металловрезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами.
Вращение заготовки, посредством которого совершается процесс резания, называется главным движением, а поступательное перемещение инструмента, обеспечивающее непрерывность этого процесса,— движением подачи. Благодаря определенному сочетанию этих движений на токарных станках можно обрабатывать цилиндрические, конические, фасонные, резьбовые и другие поверхности.
При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др., а в крупносерийном и массовом — предельные калибры.
Целью данной работы является определение сущности и особенностей организации токарной обработки, характеристика основных видов токарных работ, а также рассмотрение правил эксплуатации токарных станков.
Теоретической и методологической основой работы является анализ учебной, научно-практической, социально-экономической, а также справочной литературы, список которой прилагается.
1. Сущность токарной обработки. Основные виды токарных работ
На токарных станках выполняют обтачивание цилиндрических поверхностей, подрезание торцов, вытачивание наружных канавок, отрезание металла, сверление, рассверливание, зенкерование, развертывание, растачивание отверстий и внутренних канавок, центрование, обработку, поверхностей фасонными резцами, нарезку резьбы плашками, метчиками, резцами, резьбонакатными головками, обработку конических поверхностей.
Основными инструментами при токарной обработке являются резцы. В зависимости от характера обработки резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис. 1, а), отогнутые (рис.1, б), и оттянутые (рис.1, в). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично

Рис.1. Разновидности токарных резцов: а — прямые, б — отогнутые, в — изогнутые, г — оттянутые по отношению к оси державки резца или быть смещено вправо или влево.
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис.1.2, а). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис.1, б). Такие резцы в движении подачи перемещаются слева направо. По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные. Чтобы обеспечить требуемую точность и качество поверхности детали при сохранении высокой производительности труда, необходимо правильно выбрать геометрию резца. Важную роль здесь играют углы в плане. Углами в плане (рис.2) называются углы между режущими кромками резца и направлением подачи: (φ — главный угол в плане, φ 1 — вспомогательный угол в плане, ε — угол при вершине (ε = 180° - (φ - (φi). Углы φ и φ1 зависят от заточки и установки резца, а угол ε — только от заточки. При малом угле φ в работе участвует большая часть режущей кромки, улучшается отвод теплоты, повышается стойкость резца. При большом угле φ работает меньшая часть режущей кромки, поэтому стойкость резца снижается. При обработке длинной и тонкой заготовки, когда возникает опасность ее прогиба, применяют резцы с большим углом φ, так как при этом отжимающее усилие будет меньше. Для формоизменения заготовок большого диаметра выбирают φ = 30 -45°, для тонких (нежестких) — φ = 60 - 90°.

Рис.2. Углы резцов в плане
Вспомогательный угол φ1 — угол между вспомогательной кромкой и направлением подачи. Если φ1 мал, то из-за некоторого отжима резца вспомогательная кромка врезается в обработанную поверхность и портит ее.

Рис.3. Типы токарных резцов: о — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, а — отрезные, и — фасонные, к — резьбовые
Большой угол φ 1 неприемлем из-за ослабления вершины резца. Обычно φ1 = 10— 30°. Проходные прямые (рис.3, а) и отогнутые (рис.3, б) резцы применяют для обработки наружных поверхностей. Для прямых резцов обычно главный угол в плане φ = 45- 60°, а вспомогательный φ1== 10-15°. У проходных отогнутых резцов углы в плане φ = φ1 = 45°. Эти резцы работают как проходные при продольным движении подачи и как подрезные при поперечном движении подачи. Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис.3, в), работающие с продольным движением подачи. Главный угол в плане φ = 90°.Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи по направлению к центру (рис.1.4, г) или от центра (рис.3, д) заготовки. Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания (рис.3, с), упорные — для глухого (рис.3, ж). Они различаются формой лезвия. У проходных расточных резцов угол в плане φ = 45-60°, а у упорных — угол φ несколько больше 90°. Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и протачивания канавок. Они работают с поперечным движением подачи (рис.3, з). Отрезной резец имеет главную режущую кромку, расположенную под углом φ = 90° и две вспомогательные с углами φ1 = 1-2°. Фасонные резцы применяют для обработки коротких фа сонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции такие резцы подразделяют на стержне вые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные. На токарновинторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис.3, и). Резьбовые резцы (рис.3, к) служат для формирования наружных внутренних резьб любого профиля: прямоугольного, треугольного, трапецеидального. Форма их режущих лезвий соответствует профилю и размерам поперечного сечения нарезаемых резьб.
По конструкции различают резцы цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин (рис.4).

Рис.4. Типы токарных резцов по конструкции: цельные (а, б) составные с припаянными (в) или с механическим креплением (г) пластинами
Державки резцов обычно изготавливают из конструкционных сталей 40, 45, 50 и 40Х с различным сечением: квадратным, прямоугольным, круглым и др. Резцы с механическим креплением твердосплавных пластин имеют значительные преимущества перед напайными резцами, так как при такой конструкции предотвращается возможность появления трещин в пластиках при напайке, удлиняется срок службы крепежной части резца.

Рис.5. Многогранные режущие пластины
Многогранные режущие пластины изготовляют с тремя, четырьмя, пятью и шестью гранями (рис.5). Для того чтобы создать положительный угол на передней поверхности пластины, вдоль режущих кромок делают лунки и фаски методом прессования с последующим спеканием.

Рис.6. Вращающийся центр

Рис.7. Самоцентрирующийся трех кулачковый патрон
Универсальность металлорежущего станка расширяется применением принадлежностей и приспособлений. На токарном станке основными из них являются: патроны, центры (рис.6), люнеты. Применяются и вспомогательные приспособления: сверлильный патрон, переходные втулки, хомутики. Из патронов наибольшее распространение получил самоцентрирующийся трех кулачковый патрон (рис.7). Его конструкция обеспечивает одновременное перемещение трех кулачков в радиальном направлении, благодаря чему заготовка устанавливается по оси шпинделя.
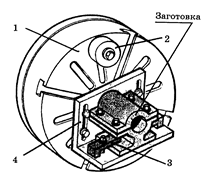
Рис.8. Планшайба
При несимметричном сечении заготовок, когда правильное ее закрепление в трех кулачковом патроне невозможно, применяют четырех кулачковый патрон с раздельным зажимом кулачков или планшайбу (рис.8).
При обработке в центрах, для придания вращения заготовке, применяют поводковые патроны (рис.9). При наружной обработке длинномерных заготовок малого диаметра с целью предотвращения прогиба используют неподвижный (рис.10, а) или подвижный (рис.10, б) люнеты.

Рис.9. Обработка в центрах: 1 — поводковый патрон, 2 — передний центр, 3 — хомутик, 4 — задний патрон, 5 — пиноль задней бабки
Конические поверхности на токарном станке обрабатывают следующим способами: широким, токарным резцом, поворотом верхних салазок, смещением корпуса задней бабки в поперечном направлении и с помощью копирной или конусной линейки.

Рис.10. Обработка длиномерных заготовок с использованием неподвижного (а) и подвижного (б) люнетов
Широким резцом (рис.11, а) обтачивают обычно короткие конические поверхности с длиной в 25- 30 мм.
При обработке конических поверхностей поворотом верхнего суппорта (рис.11, б) его устанавливают под углом, равным половине угла при вершине обрабатываемого конуса. Обработка ведется при ручной подаче. Угол поворота определяется по формуле
![]()


Рис.11. Способы обтачивания конусов: а — широким резцом, б- поворотом верхнего суппорта, в -смещением корпуса задней бабки; г __ с помощью конусной линейки, 1- поворотная линейка, 2- ползушка, 3 — неподвижная линейка, 4 — винт, 5 — шкала, 6- тяга 7 — кронштейн, 8 -салазки, 9 –корпус где D u d — диаметры обрабатываемых конических поверхностей, мм; l — высота конуса, мм.
Смещением корпуса задней бабки в поперечном направлении (рис.11, в) обтачивает длинные конические поверхности с небольшим углом конуса при вершине (до 12°). При этом смещение заднего центра в поперечном направлении определяется из выражения
![]()
где L — общая длина обрабатываемой заготовки, мм.
Способ обработки конических поверхностей с помощью конусной линейки (рис.11, г), прикрепляемой к станине станка, позволяет получать коническую поверхность с углом при вершине до 40°. Обработка ведется с включением механической подачи.
В зависимости от формы и размеров заготовок применяют различные способы их закрепления. При отношении длины заготовки к диаметру L/D < 4 заготовку закрепляют в патроне. При 4<L/D<10 заготовку устанавливают в центрах, а при L/D>10 используют люнеты.
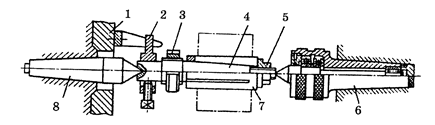
Рис.12. Обработка в центрах: 1 -поводковый патрон, 2 — хомутик, 3 - гайка, 4 -стержень, 5 -гайка, 6 - вращающийся центр, 7 - втулка, 8 - передний центр
Распространенным способом является обработка в центрах (рис. 12), так как она позволяет переставлять деталь со станка на станок без последующей выверки. При этом в торцах обрабатываемой детали предварительно засверливают центровые отверстия. Форма и размеры центровых отверстий (рис.12) стандартизованы. При установке на станке в эти отверстия входят острия центров передней и задней бабок станка. Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяют поводковый патрон 1 (рис.12), устанавливаемый на шпинделе, и хомутик 2, закрепленный на заготовке.

Рис.13. Центровые отверстия (а) и инструмент (б) — цилиндрическое сверло, (в) — зенковка, (г,д) — комбинированые сверла
Центры устанавливаются в шпинделе станка и пиноли задней бабки. Центр, установленный в шпинделе, вращается вместе с заготовкой. Простой центр (рис.13, а), установленный в пиноли задней бабки, не вращается, поэтому изнашивается сам и изнашивает центровое отверстие заготовки. Для предотвращения износа применяют вращающийся центр Иногда используют: срезанный центр при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм).

Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр
2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке
Назначение и область применения станка
Малогабаритный широкоуниверсальный станок мод.ЕРТ03 (ЕРТ03-1) предназначен для различных видов механической обработки деталей из металлов, пластмасс и древесины. Отличительной особенностью станка модели ЕРТ03 (ЕРТ03-1) является возможность переналадки базового токарного варианта в различные горизонтально-вертикально-фрезерные сверлильные и деревообрабатывающие наладки. На станке можно выполнять токарные, резьбонарезные, сверлильно-расточные и фрезерные операции. Дополнительные приспособления и оснастка дают возможность проводить на станке и такие операции как отрезка, распиловка, прорезка пазов, строгально-фуговальные операции при обработке древесины, а также зачистка, шлифование и полирование поверхностей деталей, заточка инструмента.
 |
Рис.15. Малогабаритный широкоуниверсальный станок мод.ЕРТ03 (ЕРТ03-1)
Основные узлы и органы управления станком (рис. 2.1.):
1 - основание (станина) станка;
2 - рукоятка включения механической продольной подачи;
3 - крышка гитары сменных зубчатых колес продольной подачи (коробка подач);
4 - рукоятка переключения диапазонов (А и Б) частот вращения шпинделя ;
5 - шпиндельная коробка;
6 - индикатор включения электрооборудования;
7 - рукоятка включения прямого или обратного вращения шпинделя;
8 - кнопка «пуск» включения блока электрооборудования станка;
9 - кнопка «стоп» для выключения блока электрооборудования станка)
10 - крышка шпиндельной коробки;
11 - стойка вертикального перемещения шпиндельной коробки с подвижной кареткой;
12 - крышка блока электрооборудования станка;
13 - маховик вертикального перемещения шпиндельной коробки;
14 - винт вертикального перемещения стойки;
15 - кожух ограждения электродвигателя и блока электрооборудования станка;
16 - болт крепления каретки на стойке вертикального перемещения шпиндельной коробки;
17 - трех кулачковый патрон;
18 - резцедержка;
19 - суппорт;
20 - рукоятка зажима пиноли задней бабки;
21 - задняя бабка;
22 - маховик перемещения пиноли задней бабки;
23 - маховик ручного продольного перемещения суппорта;
24 - ходовой винт продольного перемещения суппорта;
25 - маховик поперечного перемещения стола суппорта.
Основные технические характеристики станка
| Наибольшие размеры обрабатываемого изделия, мм: | |
| - в центpax (диаметр х длина) | 105 х 440 (105х220) |
| - в патроне (диаметр над суппортом) | 230 |
| - на столе (длина х ширина х высота) | 140 х 160 х 180 |
| Наибольший диаметр устанавливаемого изделия | |
| на планшайбе или в патроне, мм | 600 |
| Наибольший диаметр сверления, мм | 10 |
| Диаметр отверстия в шпинделе, пинали задней | Конус Морзе 2 АТ6 |
| бабки и вертикально-фрезерной головки | (ГОСТ 2848-75) |
| Наибольшие перемещения рабочих органов, мм: | |
| - продольное суппорта при точении | 440 (220) |
| - продольное суппорта при фрезеровании | 600 (480) |
| - поперечное суппорта | 100 |
| - вертикальное шпиндельной коробки | 180 |
| - пиноли задней бабки | 50 |
| Наибольшие наладочные перемещения стойки, мм: | |
| - вертикальное | 80 |
| - горизонтальное | 420 |
| Наибольший ход зажимных губок тисок, мм | 100 |
| Поворот резцедержки, град. | 90 х 4 |
| Наибольшие размеры деревообработки,mmi | |
| - толщина распиловки (дисковой пилой) | 35 |
| - ширина фугования | 100 |
| Наибольший ход вертикального стола, мм | 100 |
| Наибольший ход подвижной резцедержки, мм | 70 |
| Угол поворота подвижной резцедержки, град | 45 |
| Наибольший угол поворота вертикально-фрезерной головки, град | 45 |
| Количество ступеней частот вращения шпинделя | 6 |
| Диапазон частот вращения шпинделя, 1/мин. | 160...2500 |
| Продольная механическая подача, мм/об. | 0,1… 0,16 |
| Шаг нарезаемых резьб: | |
| - метрических, мм | 0,5...2,5 |
| - дюймовых, п/1» (ниток на дюйм) | 10...20 |
| Цена деления лимба маховика, мм | |
| - суппорта, шпиндельной коробки и продольной подачи | 0,02 |
| - пиноли задней бабки | 0,04 |
| Мощность электродвигателя, квт | 0,37 |
| Питание электрооборудования | Однофазное, 220B; 50 Гц |
| Габарит станка (длина х ширина х высота), мм | 1120х680х640 |
| Масса (без оснастки и инструмента), кг | 160 |
3. Правила эксплуатации токарных станков.
Типовые отказы и методы их устранения. Основными факторами, определяющими эксплуатацию токарных станков являются: вращающиеся станочные приспособления (патроны) и заготовки, а также образующаяся в процессе резания стружка. При работе с высокими скоростями резания особое внимание должно быть уделено правильному и надежному закреплению заготовок. Отказы при точении и способы их устранения. Точность при чистовых видах точения может достигать 7-8-го квалитета, а шероховатость обработанной поверхности — 1,6-3,2 мкм. Разрезание заготовок на токарных станках выполняют отрезными резцами, которые по конструктивному исполнению могут быть прямыми и обратными. Прямые отрезные резцы имеют длинную и узкую головку для прорезания заготовки до центра с наименьшим расходом материала в стружку. Однако, они обладают недостаточной прочностью и жесткостью, что следует учитывать при их исполнении. Поэтому место реза должно быть как можно ближе к кулачкам патрона, на расстоянии не более одного диаметра заготовки. Отрезной резец устанавливают строго на уровне линии центров станка и перпендикулярно к оси заготовки.
При разрезании заготовок больших диаметров возможна поломка резца в конце прохода в результате того, что тонкая перемычка под действием сил тяжести и резания прогибается и отрезной резец защемляется в прорези. В этом случае необходимо, не доходя до центра примерно 1,5-2,0 мм, вывести резец из прорези, выключить вращение шпинделя и отпилить отрезаемую часть вручную. Запрещается поддерживать рукамив процессе резания отрезаемую часть заготовки. Выход стружки из узкой и глубокой прорези сильно затруднен. В этом случае разрезание следует выполнять поочередным расширением прорези.
Перед сверлением, зенкерованием или развертываньем токарный станок следует тщательно выверить на соосность центров.
Важными условиями операции сверления являются; прочное закрепление заготовки, перпендикулярность ее торца оси вращения, отсутствие на торце выпуклостей, задание первоначального направления сверлу. Для этого заготовку в станочном приспособлении устанавливают с возможно наименьшим вылетом, а торец перед сверлением гладко подрезают. Для задания первоначального направления сверлу в центре торца делают углубление центровочным сверлом или коротким жестким сверлом; глубина сверления приблизительно должна быть равной диаметру получаемого отверстия.
Сверление отверстий большого диаметра с ручной подачей затруднено из-за необходимости приложения со стороны токаря больших усилий. Поэтому отверстия диаметром свыше 20 мм следует обрабатывать последовательно двумя сверлами. Диаметр первого сверла выбирают примерно равным половине диаметра получаемого отверстия. Благодаря этому перемычка второго сверла не участвует в резании и, соответственно, усилие подачи значительно снижается.
Опиливание применяют для зачистки поверхностей, удаления заусенцев, снятия небольших фасок и т.п. Его выполняют напильниками разнообразной формы и с различной насечкой. Применять можно только напильники с целой и плотно насаженной ручкой. Так как опиливание производят вручную, то для предотвращения травмирования, токарь должен стоять примерно под углом 45° к оси центров станка с разворотом вправо. Ручку напильника следует зажимать в левой руке, а противоположный его конец удерживать пальцами правой.
Полирование применяют для снижения шероховатости обработанных поверхностей. Его осуществляют шлифовальными шкурками различной зернистости. Во время полирования шкурку удерживают пальцами либо правой руки, либо обеих рук. В последнем случае токарь должен располагаться у станка так же, как и при опиливании, то есть передний конец шкурки удерживать левой рукой, а противоположный — правой.
Удерживать шкурку на детали путем охвата ее рукой нельзя, так как она может намотаться на деталь и защемить пальцы руки.
Обычно в суппорте токарного станка закрепляют одновременно несколько резцов, поэтому при опиливании и полировании следует остерегаться порезов рук острыми кромками резцов, а также при повороте резцовой головки, осуществлении измерений.
Заключение
По итогам проведённого исследования необходимо отметить, что цели и задачи, поставленные нами в начале исследования, выполнены.
Обработка на металлорежущих станках является наиболее распространенным методом формообразования поверхности твердых тел с высокой точностью размеров и низкой шероховатостью. Например, в общей трудоемкости радиотехнических изделий бортового оборудования 20 - 35 % составляет трудоемкость механической обработки. В настоящее время проводится политика замены предварительных операций обработки резанием на более высокопроизводительные методы (обработка давлением, точное литье и др.), чтобы на металлорежущих станках проводить только заключительные операции по изготовлению деталей РЭС с целью дальнейшего снижения затрат труда и материалов на производство РЭС.
На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и другое.
Список использованной литературы
1. Бергер И.И. Токарное дело. – М.: Высш. шк.., 1990. – 314 с.
2. Брунштейн Б.Е.; Дементьев В.И. Токарное дело, М.: Высшая школа, 1987.
3.Зайцев Б.Г., Завгороднев П.И., Справочник молодого токаря, М.: Высшая школа, 1976.
4.Захаров В.А., Чистоклетов А.С., Токарь, М.: Машиностроение, 1999.
5. Оглобин А.Н. Основы токарного дела, М.: Машиностроение, 1997.
6. Лакирев С.Г. Обработка отверстий: Справочник.- М.: Машиностроение., 2004. - 208 с.
7. Тишенина Т.И.; Фёдоров Б.В. Токарные станки и работы на них. - М.: Машиностроение, 2002.
Похожие рефераты:
Разработка автоматизированного участка изготовления детали "Фланец"
Модернизация патронного полуавтомата 1П756
Отделочная обработка наружных и внутренних цилиндрических поверхностей
Разработка твёрдосплавной развёртки
Преподавание курса "Машиноведение" в 7 классе
Объемная штамповка и обработка металлов резанием
Станки с числовым программным управлением (ЧПУ)
Проектирование технологического процесса изготовления детали "Ось"
Круглошлифовальный станок модели 3М151
Технология нарезания резьбы на изделиях из стеклопластика типа трубы